
Abstract
The aim of this research was to introduce a computational approach for prediction of the forming limit diagram of Al-Cu two-layer metallic sheets. The computational approach was based on the modified Marciniak and Kuczynski theory. In this study, the forming limit diagrams of aluminum–copper two-layer metallic sheets were obtained through the modified Marciniak and Kuczynski theory and experimental investigations. In the present modified Marciniak and Kuczynski theory, there existed four nonlinear equations which were solved simultaneously. The Quasi-Newton Method was applied for a solution to the system of equations. To verify the theoretical predictions, the experimental works were accomplished on the Al-Cu two-layer metallic sheets and a good agreement between the proposed method and experimental works was observed.
Introduction
Two-layer metallic sheets are progressively utilized in industrial and domestic parts. Their advantages include an increased corrosion and wear resistance, sound and vibration damping, uniform temperature distribution due to the different heat expansion coefficients of the layers, decreased wrinkling and spring back, and finally reduced cost and weight. 1 Forming limit curves (FLCs) are applied to determine the sheet metals formability. The laboratory test results have demonstrated that the FLCs are affected by several factors containing strain rate,2–6 strain hardening index and anisotropy coefficients,7–9 heat treatment,10,11 grain size and microstructure,12,13 strain path changes14–16 and sheet thickness. 17
Keeler and Backofen 18 presented the FLCs concept for the first time. After that, many researchers such as Kami et al., 19 Hashemi et al., 20 Safikhani et al., 21 Situ et al., 22 Mohebbi and Akbarzadeh, 23 Barlat and Lian, 24 Banabic et al. 25 and Zhang et al. 26 tried to develop some numerical and analytical models to determine the sheet metal formability. However, a few attentions have been paid to study the behavior of multi-layer sheets. In 1979, Semiatin and Piehler 27 performed the first research on multi-layer materials. Yoshida and Hino 28 investigated the laminated sheet formability both numerically and experimentally. They found that the FLC of the laminates lied between the FLC of its components. Weiss et al. 29 tried to determine the laminated sheet formability in different temperatures to specify its effect on the formability of this kind of sheets. Aghchai et al. 30 determined the formability of two-layer Al/St sheet both theoretically and experimentally. Their results showed that the two-layer sheet formability was between its components formability. Bagherzadeh et al. 31 developed analytical models to evaluate instability condition and stress analysis of cylindrical St-Al two-layer cups in the hydro-mechanical deep drawing. Liu et al. 32 developed an Al/polyethylene/Al sandwich sheet and investigated its formability. Their study demonstrated that by enhancing the polyethylene core thickness, the formability of this kind of sandwich sheet could be better. Parsa et al. 33 studied the FLC of Al/polypropylene/Al sandwich sheets both numerically and experimentally. They used finite element (FE) analysis to determine the FLCs of a sandwich sheet in their numerical investigations. They studied the influences of several parameters such as shape constraints and thickness of polymer layer on the FLCs in their research. Karajibani et al. 34 investigated the formability of two-layer (aluminum-st12 steel) sheets in the deep drawing process through numerical simulations and experiments. Their research illustrated that the formability of two-layer sheet was dependent on the process parameters.
Although the fracture occurs by previous necking in several sheet metal forming operations, there are operations or simply operating conditions where fracture can develop without previous necking. 35 The scope of this research is limited to situations where necking occurs before failure by the fracture.
According to the literature review, it could be seen that many efforts were spent to determine the forming limit diagram (FLD) in one-layer sheets and a few efforts were spent to study the two-layer metallic sheet formability. In this research, the FLDs of aluminum–copper two-layer metallic sheets were obtained through the modified Marciniak and Kuczynski (M-K) theory. Barlat and Lian’s 24 1989 anisotropic yield function was applied. In the present modified M-K theory, there existed four nonlinear equations which were solved simultaneously. The Quasi-Newton Method was applied for a solution to the system of equations. To verify the analytical results, a stretch-forming process with a hemispherical punch was used to obtain the experimental FLD. The predicted forming limits correlate well with experimental data.
Experimental procedure
Materials
The two-layer sheets (aluminum–copper) were used in this study. The explosive welding was utilized for an excellent joining of aluminum and copper sheets in order to fabricate the Al-Cu two-layer sheets. 36 The total thickness of aluminum and copper sheet was both 1 mm and the two-layer blank was made of 0.37 mm Cu and 0.63 mm Al sheets. An STM-50 (SANTAM Company) electronic tensile machine was employed to accomplish the tensile tests. The mechanical and material properties of each layer were determined by standard test using specimens which were prepared according to ASTM-E8 specification at a constant crosshead speed of 2 mm/min. 37 The tensile test samples and dimension of the specimens used in this research are shown in Figure 1. The mechanical and material properties of each layer are illustrated in Table 1.
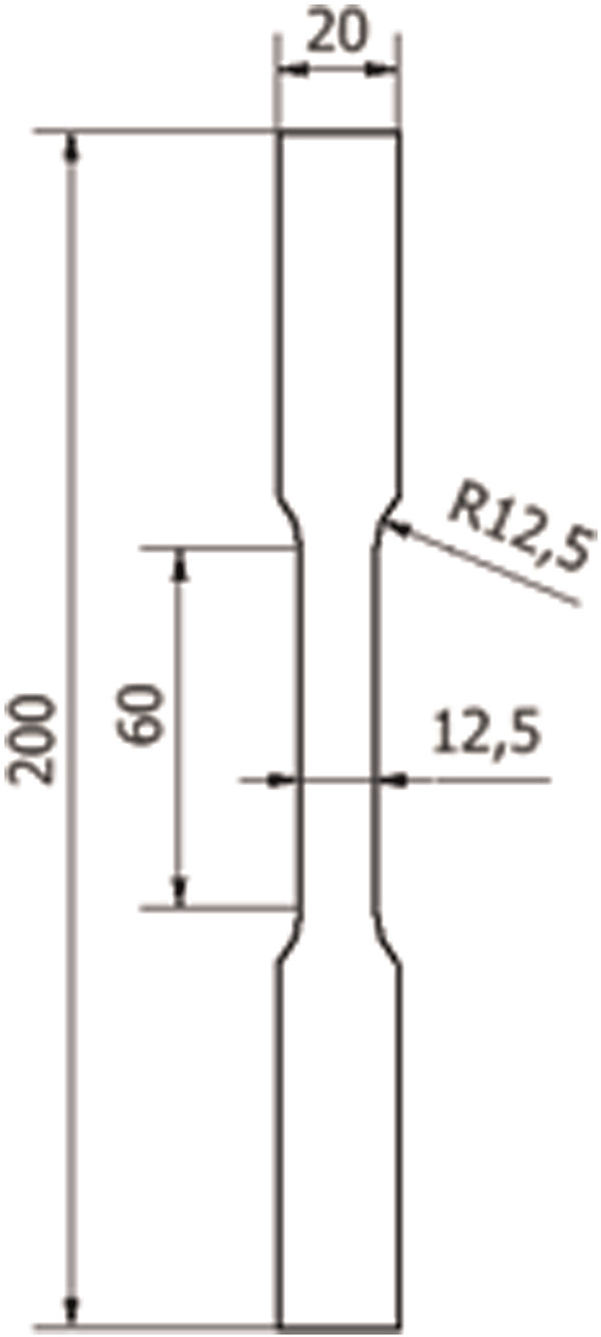
The dimensions of the standard specimens.
The material and mechanical properties of Cu and Al sheets from tensile tests.

The plastic strain ratios (
The plastic strain ratios.

Punch stretching test
The punch stretching tests were carried out with a hemispherical punch of 100-mm diameter according to the procedure suggested by Nakazima et al. 38 on a 30 ton hydraulic press (Figure 2). Circular blanks of polyethylene foil with 0.05-mm thick were used for lubrication in the experiments. The specimens with different geometries were used to obtain the FLC in this study according to ISO 12004-2 standard. 39 Figure 3 shows the geometries of the used specimens to obtain the FLC. 40

The experimental FLC setup.
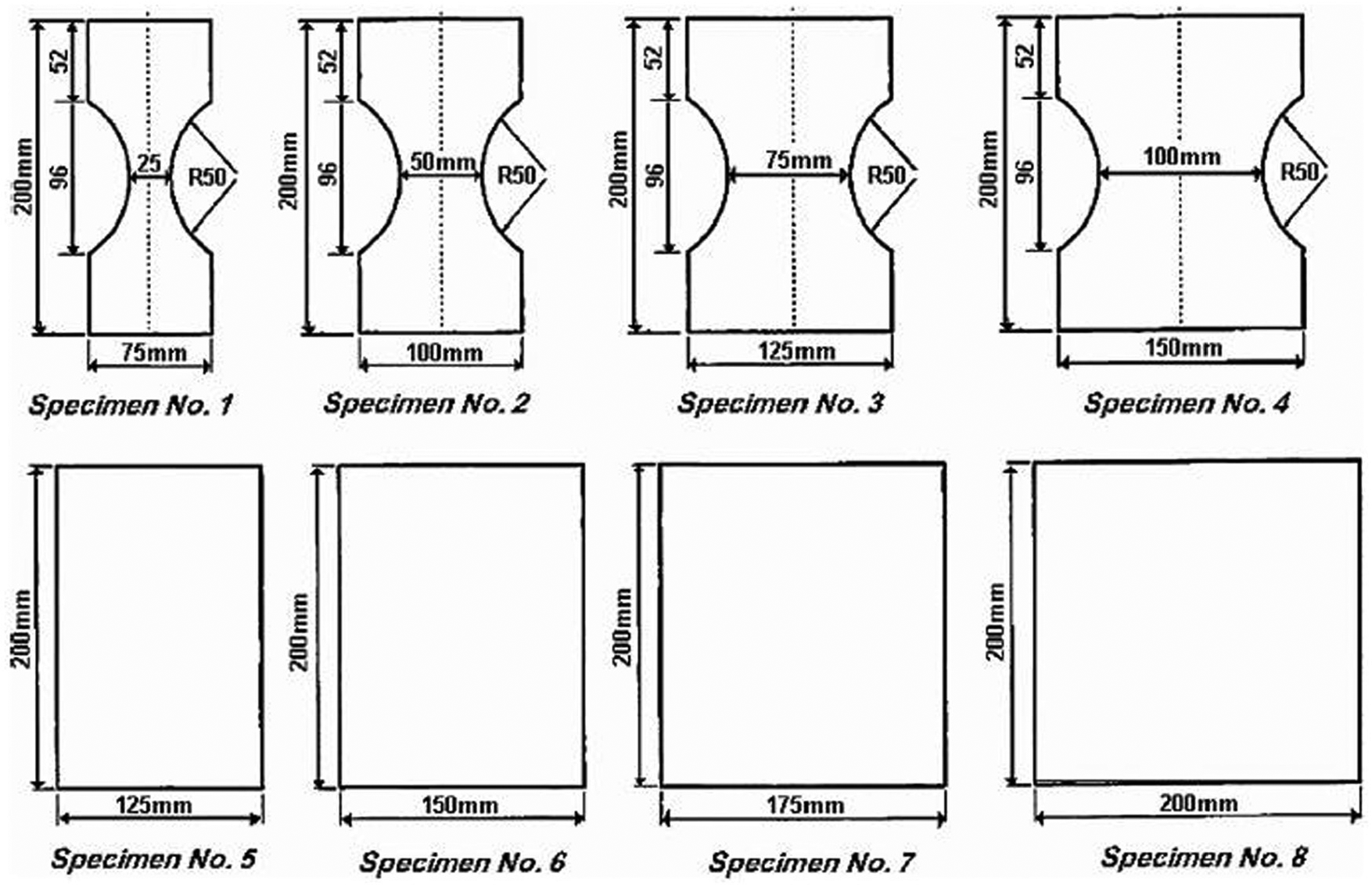
The different specimen geometries to obtain the FLC (all the dimensions in mm). 40
To measure the principal strains after performing tests to determine the FLC, the circular grids were marked on the blanks by the electro-chemical etching method. In previous research, 41 it has been observed that, when the layer with a lower formability was in contact with the punch and the layer with a higher strength and formability was on the die side, the formability of the two-layer sheet would be improved. Thus, the circular grids were marked on the Cu side (the layer with higher formability) of the aluminum–copper two-layer sheet which was on the die side in order to obtain more formability. The circular grids were deformed to elliptic shapes during the tests. For each specimen, the major and minor limited strains were measured from the major and minor axes of the ellipse that was located at the nearest distance to the localized necking zone. Mylar tape was used to measure directly the major and minor strains in the deformed circle (Figure 4).
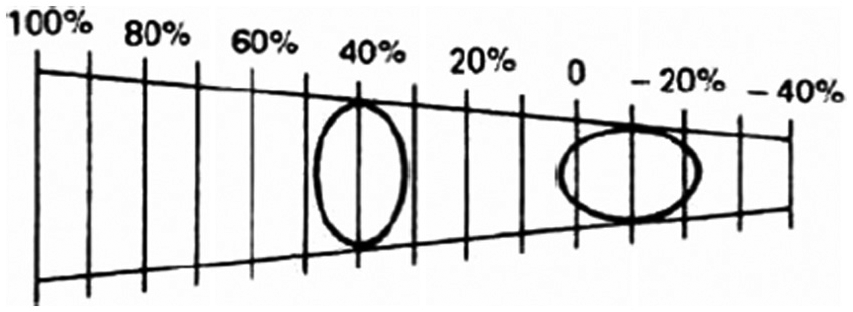
Mylar transparent tape. 40
The M-K theory
In the modified M-K theory represented in this study, the necking was ascribed to a geometrical inhomogeneity in the form of a weak region which existed before loading began. In the zone with geometrical inhomogeneity, sheet thickness was a little smaller than the safe zone. As the result of the applied force, this region originated and changed its direction with respect to initial coordinates. Finally, necking began from the zone with geometrical inhomogeneity. A geometrical inhomogeneity coefficient was defined as
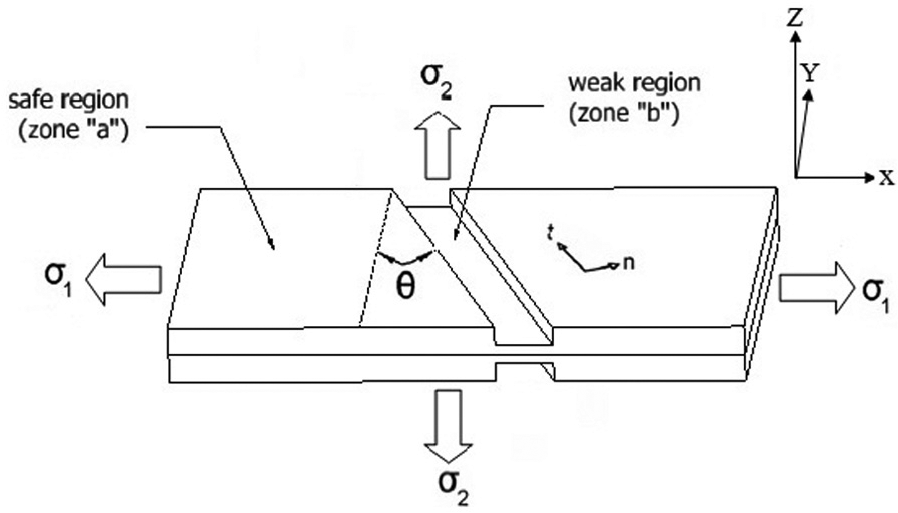
Schematic of the modified M-K approach for two-layer sheet.
It was assumed that in the safe zone (e.g. zone “a”), strain path was linear. The strain and stress calculations were carried out for this zone and then for the grooved zone (e.g. zone “b”). Barlat and Lian’s 24 1989 anisotropic yield function and Holloman’s hardening law were used in this work.
To start the analysis, a small value for

Now applying hardening law, the effective stress could be found

Having the effective stress, the stress ratio

To determine the stress tensor in the groove coordinates which was shown in Figure 5, rotation matrix was used
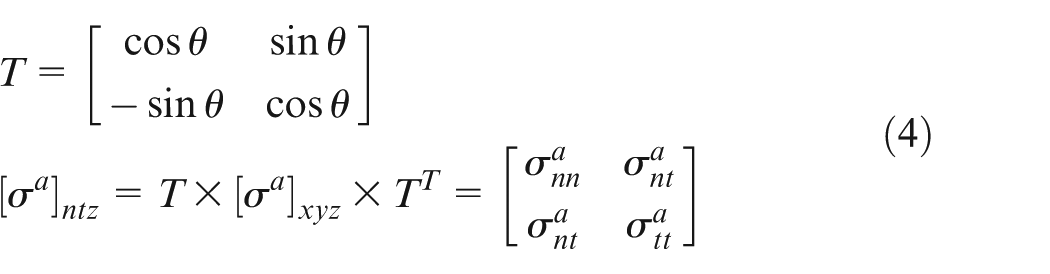
Applying incompressibility condition and flow rule, the zone “a” was completely solved and then all strains and stresses in zone “b” should be calculated. In this zone, unknown parameters were
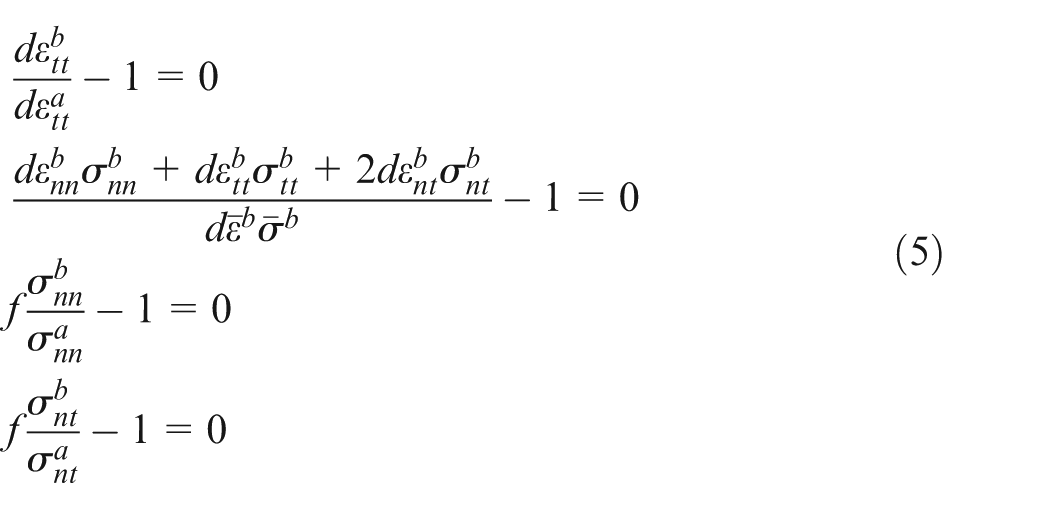
where f changed according to

Newton–Raphson method was used to solve this set of equations.
7
Consider N functions

In the neighborhood of

In matrix notation, equation (8) is reduced to

The matrix of partial derivatives appearing in equation (9) is the Jacobian matrix

Terms of order

The variable

and the process is iterated to the convergence. For obtaining the unknown parameters in the groove zone, matrix

where




And the unknown parameter

In this study, equations (14)–(17) have been used simultaneously as set of nonlinear equations. After

where

For any constant value of
Constitutive equations
Barlat and Lian’s 24 1989 yield criterion and Holloman hardening law were used in plastic calculations of FLC. Barlat and Lian’s 24 1989 yield criterion was the first orthotropic yield function proposed by Barlat and his coworkers. It was proved that this yield criterion could describe the behavior of orthotropic sheet metals exhibiting planar anisotropy and it was written as follows
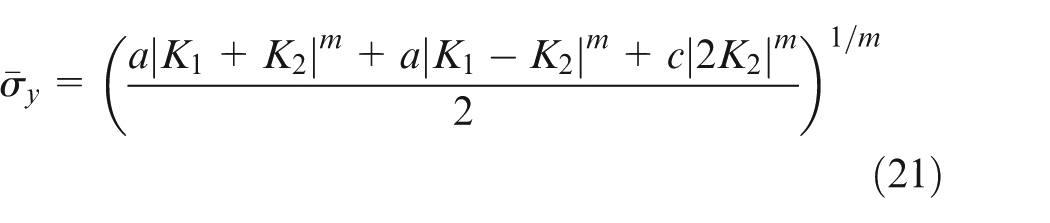
where
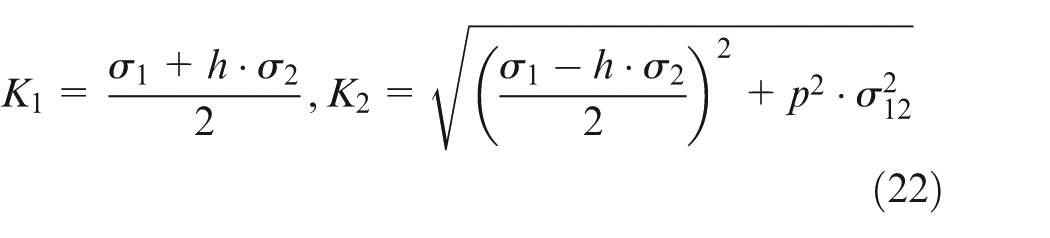
This yield criterion contained five coefficients
The last anisotropic parameter p could be determined implicitly by some r values in the following form

Assuming
In this work, the Holloman law was used to describe the effective stress

Results and discussion
In this research, the results of the modified M-K approach for FLDs of Al-Cu two-layer metallic sheets were presented. The predicted FLDs were compared with the FLD obtained experimentally for Al-Cu two-layer metallic sheets (Figure 6). It could be concluded from Figure 6 that this method was in good agreement with the experimental test results for Al-Cu two-layer sheets.
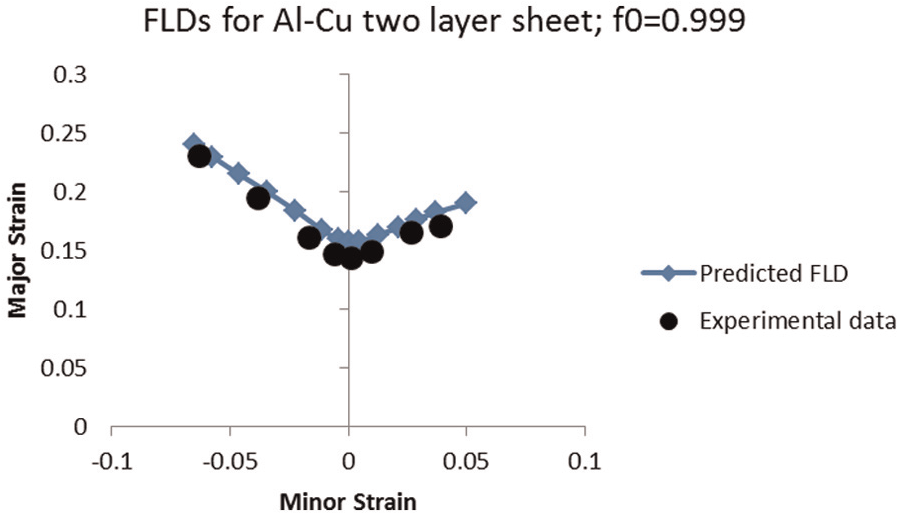
The FLDs for the Al-Cu two-layer metallic sheets.
Figure 6 showed that there was a low difference between the results of the modified M-K approach and experiment for the FLD0 (i.e. major strain in plane strain state). This difference could be due to the errors in strain measurement by the conventional “circle grid analysis” method. Therefore, it could be deduced that the theoretical results were in fairly good agreement with experimental test results. Also typical deformed test samples in experimental works have been illustrated in Figure 7.
Typical deformed test samples.
Figure 8 illustrates the influence of inhomogeneous factor f0 on FLD0 (FLD0 is the major strain in plane strain state). Sensitivity of the FLD to variations of f0 is very high, and if it is assumed wrongly, the resulting FLD will differ greatly from the experimental data. By increasing this parameter, the FLD level shifted up. Thus, to determine any specific FLD, at first, the suitable value of this parameter must be adopted. For this purpose, the value of this parameter decreases from the greatest value, that is, 1, until predicted FLD0 has good agreement with corresponding experimental value.
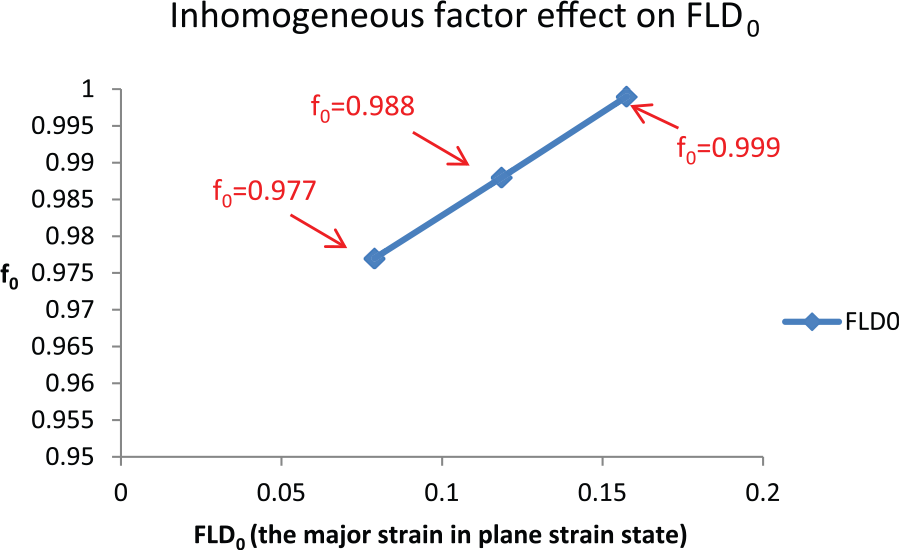
The influence of inhomogeneous factor f0 on FLD0.
Conclusion
In this article, a methodology already developed for prediction of strain FLD (e.g. for single layer sheets) has been extended and applied for determination of the FLD of the Al-Cu two-layer metallic sheets. The methodology was based on the modified M-K theory with Barlat’s 1989 anisotropic yield function. The numerical results for the FLDs were verified by comparing them with experimental test results. Results from the present approach were in fairly good agreement with experimental investigations.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The author received financial support of Iran National Science Foundation (INSF).