
Abstract
Angular distortion in fusion welded joints is an alarming issue which affects the stability and life of the welded structures, occurs due to the changes in the temperature gradient during the welding process. This degrades the dimensional quality of a large structure during assembly which leads to rework the products and hence decreases the productivity. Predicting the weld-induced residual deformation before the production saves the valuable time and resources for rework. The conventional coupled transient, nonlinear, elasto-plastic thermo-mechanical analysis involves huge computational time. Computing a weld sample of small size with single pass itself takes several hours, which will be a huge amount of time in case of large structures consisting of several welding passes; thus, there is a real need of an efficient alternative technique to predict the post-weld distortions. In this work, an attempt has been made to determine the deformation in a submerged arc welded structure using equivalent load technique which reduces the total analysis time by one-third of the conventional techniques in case of a small weld structure. In this proposed method, the transient nonlinear elasto-plastic structural analysis part which is the major time-consuming part of analysis has been almost eliminated. So, this method can effectively use to predict the weld-induced distortion of very large structure with a computation time almost equal to the time required for transient thermal analysis of a small weld structure only. It is not feasible to analyze such a large welded structure with conventional coupled transient, elasto-plastic, nonlinear thermo-mechanical analysis. The predicted results of distortions have been validated with the experimental as well as published results and good agreements have been found.
Keywords
Introduction
The arc welding process is a very complex phenomenon involving extremely high temperature gradients, leading to micro-structural changes and formation of thermal stresses. 1 These stresses may cause distortions and produce high levels of residual stresses. These tend to reduce the strength of the structure, which becomes vulnerable to fracture, buckling, and fatigue and may suffer enhanced corrosion. The problem of distortion during fabrication process leads to dimensional inaccuracies and misalignments of structural members, which may require corrective tasks or rework if tolerance limit is exceeded. This, in turn, lengthens the production cycle leading to increase in the cost of production. Hence, the problem of distortion and residual stresses are always of great concern in shipbuilding industries.
To deal with this problem, suitable mitigation techniques are to be developed. However, prior to that, it is necessary to have a reliable prediction tool to assess the extent of possible distortion and residual stresses that may form during fabrication. During welding, there are various factors such as welding parameters, welding sequence, heating and cooling patterns, level of constraints, and joint details which influence the extent of distortion and residual stress.
Understanding the theory of heat flow is essential to study the welding process. The first research was done by Rosenthal 2 in the development of an analytical solution of heat flow during welding based on conduction heat transfer for predicting the shape of weld pool for two-dimensional (2D) and three-dimensional (3D) welds. He introduced the moving coordinate system to develop solutions for point and line heat sources during welding. His analytical solution of heat flow helped in analyzing the problem taking current, voltage, welding speed, and weld geometry into consideration. Goldak et al. 3 derived a mathematical model for welding heat source based on Gaussian distribution of power density. They proposed double ellipsoidal distribution in order to capture the shape and size of the heat source for shallow and deeper penetrations. Watanabe and Satoh 4 used analytical methods resulting from the theory of elasticity for prediction of thermal deformations during welding and line heating. However, since elastic solutions are limited, application of this method is also limited. Ueda and Yamakawa 5 were the first among those who analyze the transient thermal stresses using thermal elasto-plastic finite element model (FEM) in a butt joint configuration with considering material deposition from a moving electrode. Following this pioneering work, many researchers have successfully developed various numerical models6–12 based on finite element (FE) method to predict temperature distribution, analyze the welding residual stress and distortion both in 2D and 3D problems. Tekriwal and Mazumdar 13 and Bonifaz 14 developed thermal FE simulations to investigate the temperature distribution of metals. Over a sustained period of time, finite element analysis (FEA) is used by many researchers to predict the temperature distribution, residual stresses and distortion of welded joints. Prominent among them are Friedman, 15 Brown and Song 16 and Michaleris and Debiccari. 17 Use of FEA has been successful in predicting temperature distribution, distortion, and also in tackling of complex phenomena like crack propagation in welded joints. Many researchers used 2D FEA of Friedman 15 to verify their 3D computational model of welding process. Most of the welding research in the past was carried out to investigate the distribution of residual stress and distortion of welded metal. The work performed by Mandal and Sundar 18 estimates the welding shrinkage in a welded butt joint by applying a near field–far field approach. Michaleris and Debiccari 17 conducted thermo-elasto-plastic FEA to predict distortion during welding. Puchaicela 19 reviewed and analyzed several formulae in an attempt to provide a practical guide to control and reduce distortion. Biswas et al. 20 and Biswas and Mandal 21 performed numerical study to estimate the residual stress and angular deformation in fillet and butt joints which was validated by experimental data. Along with numerical study, some researchers did experimental study to determine the effect of different process parameters; 22 few of them worked to optimize the process parameters for getting the target weld quality.23,24
In addition to residual stresses and distortion, researchers have also studied the effect of welding parameters, welding sequences, welding joint geometry, and root opening in the past. Tsai et al. 25 studied the effect of welding sequence on buckling and warping behavior of a thin plate panel structure. Tsai et al. 26 have also investigated the effect of welding parameters and joint geometry on the magnitude and distribution of residual stresses on thick section butt joint.
Some recent studies were performed to analyze the molten pool behavior 27 and to determine the influence of activated flux on mechanical properties.28,29 Effect of heat input on weld bead geometry 30 and influence of process variables on the quality of weld was studied by Kiran et al. 31 Several researchers32,33 have done extensive study on the analysis of microstructure of submerged arc welded (SAW) steel joints. The effect of root opening on the mechanical properties, deformations, and residual stress is investigated by Jang et al. 34 FEA of residual stresses in case of butt weld is reported by Hong et al. 35
Cho et al. 36 have reported detailed analysis on the determination of residual stress distribution after welding and after a post-weld heat treatment using a FE transient heat flow analysis in conjunction with a coupled thermo-mechanical analysis. A 3D FEM was developed by Mahapatra et al. 37 to predict the effect of SAW process parameters on temperature distribution and angular distortions in single-pass butt joints with top and bottom reinforcements (to minimize angular distortions). The process was modeled considering a distributed moving heat source, reinforcements, filler material deposition in each pass of welding, and temperature-dependent material properties.
But problem with these models is the huge time consumption for structural analysis. Some researchers tried to develop various equivalent techniques to minimize the analysis time. Souloumiac et al. 38 developed a local/global approach in order to determine the welding residual distortions of large structures. They assumed that plastic strains induced during welding process were located close to the welding path and depend on local thermal and mechanical conditions. The plastic strains obtained by the local approach were then projected to a complete shell of whole structure as initial strain. The final distortions were computed using an elastic simulation.
Ueda et al. 39 proposed the experiment-based, equivalent-mechanical-loading method to obtain the final deformation quickly. It assumes that the assigned mechanical forces and moments adjacent to weld joints generate welding deformation. A critical limitation of this method was that the applied loads should be calculated only from experiments. To overcome this limitation, Murakawa et al. 40 proposed the inherent strain-based, equivalent-mechanical-loading method. Many researchers further developed this methodology and applied it to predict welding distortion. 41 However, this methodology also had limitations when applied to welded structures with curved welding joints, because the imposed forces might induce welding shrinkage, as well as unexpected angular distortion while dealing with a curved weld line. Ha 42 and Ha et al. 43 had suggested that an inherent strain-based, equivalent-thermal-loading method by which the combination of nodal temperatures and imaginary thermal expansion coefficient (α) could induce welding deformation. They assumed that the positive temperature values are assigned into certain weld line nodes, and others are zero. Also, the imaginary, negative thermal expansion coefficient values equivalent to the inherent strain (ε*) for the joint of concern are mapped only onto the weld line elements. The philosophy of this simplified analysis methodology is that the final welding deformation can be produced by FEA, after thermally loaded elements close to the weld line are subjected to elasto-plastic behavior by surrounding a stiffened region with no temperature change.
This article presents an efficient FE technique using equivalent load to precisely predict welding deformations and residual stresses in large structures. Equivalent load method is based on inherent strains which are a function of the highest temperature and degree of restrain. Nonlinear FE transient thermal analysis is performed using surface heat source model with Gaussian distribution to compute the temperature distribution in mild steel (MS) plates. Equivalent loads are calculated using the inherent strain components. An elastic FE analysis of weldment using these equivalent loads is performed to simulate deformation and residual stresses. Predicted distortions show a good agreement with the experimental measurements/published results, and the total computation time was reduced, which proves the reliability of the proposed technique.
Experimental investigation
Submerged arc welding is an automatic welding technique where the consumable electrode is continuously fed by a wire feeding mechanism toward the weld line at a controlled rate and the welding torch is moved automatically along the weld seam. The heat generated by the arc progressively melts the electrode tip, the adjacent edges of base metal and some of the flux, which is continuously fed in front and around the electrode from a hopper. The molten slag, thus formed, floats on the molten metal and thus completely shields the molten pool from atmospheric contamination.
As the welding arc advances along the seam, the deposited weld metal and the liquid slag cools down and solidifies, forming the weld bead and the protective slag shield over it. This slag shield results in a slower cooling rate for the deposited weld metal, thus providing an annealing effect to the weld deposit. In the present investigation, welding was carried out using ESAB automatic submerged arc welding set up where voltage, current, welding speed, and length of stick out can be controlled. Wire feed was automatically controlled with welding speed. Solid granulated fusible flux was used as shielding medium for MS. Copper-coated MS filler wire of 3.15 mm diameter was used during welding of commercial grade MS samples.
To improve the bottom reinforcement, an aluminum backing bar was placed below the weld region along the root of a weld joint to support molten weld metal. The experimental setup is shown in Figure 1.
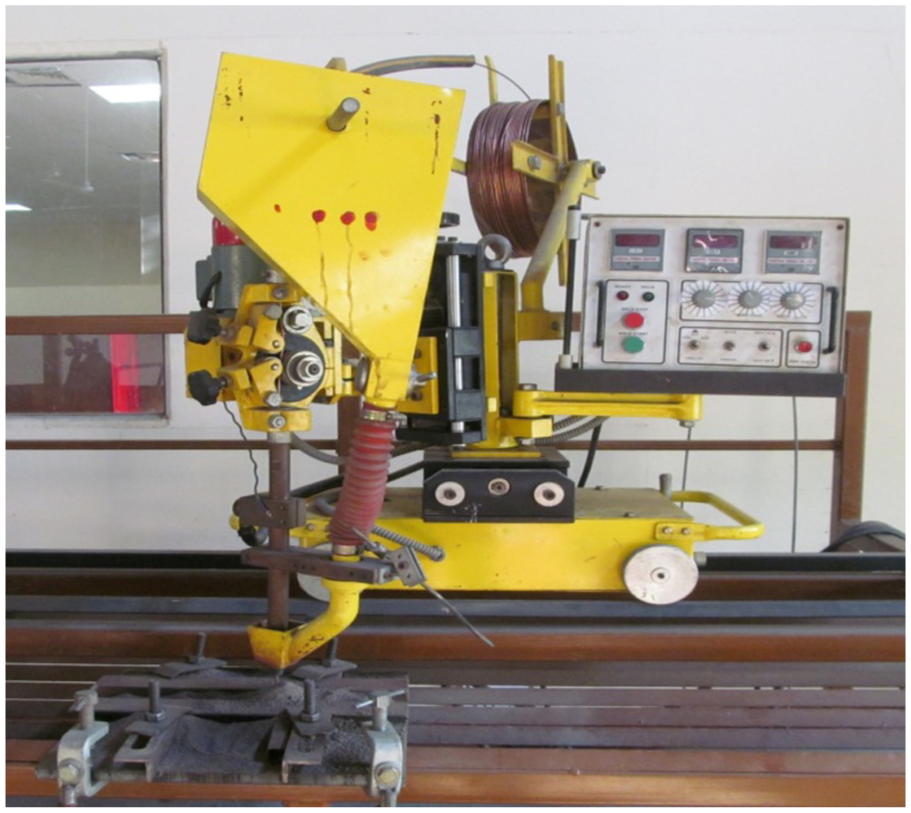
Experimental setup.
The temperature during welding is measured using K-type thermocouples. The thermocouples were connected to AGILENT 34972A data logger device with 20 channels multiplexer. This data logging device is connected to a PC and the temperature at different locations is measured with time. The angular distortions are measured using a coordinate measuring machine (CMM). Before welding, the tack-welded samples were marked to measure the coordinates before and after welding with respect to a reference surface. The angular distortion is calculated by subtracting the initial welded sample surface height from the final welded sample surface height.
Numerical model
A 3D FE model was developed in this work to perform the thermal as well as structural analysis in SAW MS samples.
Thermal modeling
From the literature survey, it is clear that heat transfer mechanism in molten pool is extremely complex and its physics is not well understood. Although some progress has recently been made toward the proper modeling of convective heat transfer, these efforts are still directed toward simple cases. Various material properties of the metals in the molten state are also not authentically established. In arc welding, except a small volume of metal, most of the portion of the work-piece remains in solid state. Therefore, a 3D conduction model was developed to analyze the heat transfer in all portions of the workpiece.
Assumptions in thermal model
To develop the thermal model, it is required to implement the actual welding condition as far as possible. Some assumptions are made to develop the thermal model of the welding process. The thermal properties are assumed to be the function of temperature. Density of MS was kept constant as 7850 kg/m3 for all temperatures. Linear Newtonian convection cooling was considered on all the surfaces except the weld zone without any forced convection. Radiation loss was also omitted which is compensated by introducing arc efficiency. Heat flux was applied as load.
Formulation of 3D FEA model of heat transfer in arc welding
The Fourier law 44 is used as the governing equation for heat conduction for a homogenous, isotropic solid without heat generation in rectangular coordinate system (x, y, z) as follows

Equation (1) can be written as

where

Fourier’s law is used to relate the heat flux vector to the thermal gradient

where

Equation (2) can be written as follows

Boundary conditions
Initial condition 1
An initial temperature is considered for the entire elements of the specimen as follows

where

It should be noted that heat flux,
Let

where

The normal component of the heat flux vector at the surface becomes

To develop the second and third boundary conditions, the energy balance considered at the work surface as, heat supply = heat loss.
Boundary condition 1
A specific heat flow acting over surface S1 as follows

Boundary condition 2
Considering heat loss due to convection over surface S2 (Newton’s law of cooling)
Note that positive specified heat flow is into the boundary (i.e. in the direction opposite of
where vol = volume of element and δT = an allowable virtual temperature (= δT(x, y, z, t)).
Derivation of heat flow matrices
As stated before, the variable T was allowed to vary both in space and time. This dependency is expressed as follows

where

where

The combination of

Now, equation (10) can be combined with equations (11)–(14) to yield
The density
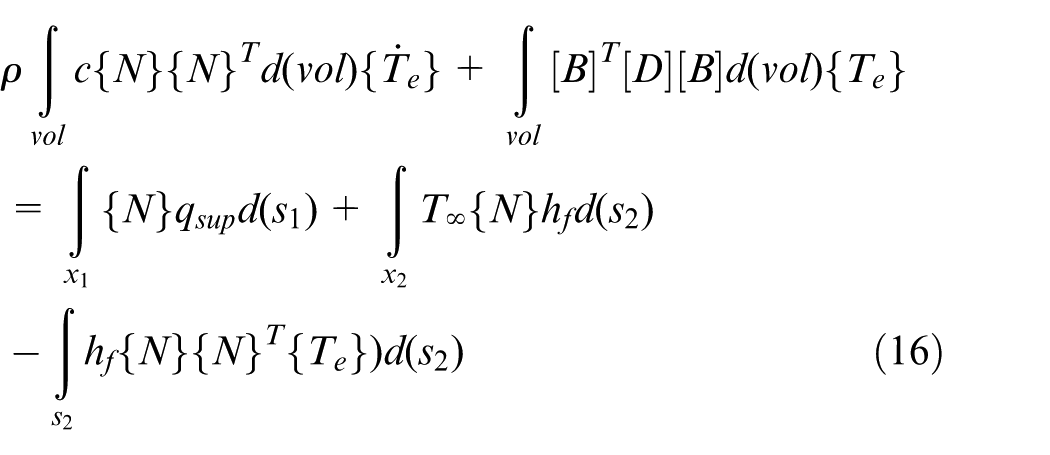
Equation (16) can be written as

where
The thermo-mechanical analysis of 3D FE model was solved using ANSYS 14.0 package.
Transient heat flow analysis
The distribution of heat applied on the surface of the work-piece or in a volume internal to the weldment has an important effect on the heat distribution pattern in the vicinity of the weld. In this region, weld bead and heat-affected zone (HAZ) are formed. It is important to identify that how the heat input distribution influences their size and shape, if the weld thermal cycle in the vicinity of the weld metal and HAZ is not of interest. The heat input distribution is not important, and the heat input can be treated as a concentrated heat source. The heat input and the weld speed are then sufficient to determine the thermal cycle.
In the present case of submerged arc welding, the heat deposition was considered as a normally distributed heat flux on the weld surface. The net heat supplied is given by

where r is the distance from the center of the heat source on the surface,
In this study, a moving was used for modeling the welding process. The total arc heat input to the joint can be applied as a volumetric moving heat source or as a surface heat flux input. 45 The heat flux can also be applied as a rectangular or square shape. In this work, the heat flux is applied on a square area.
Material properties
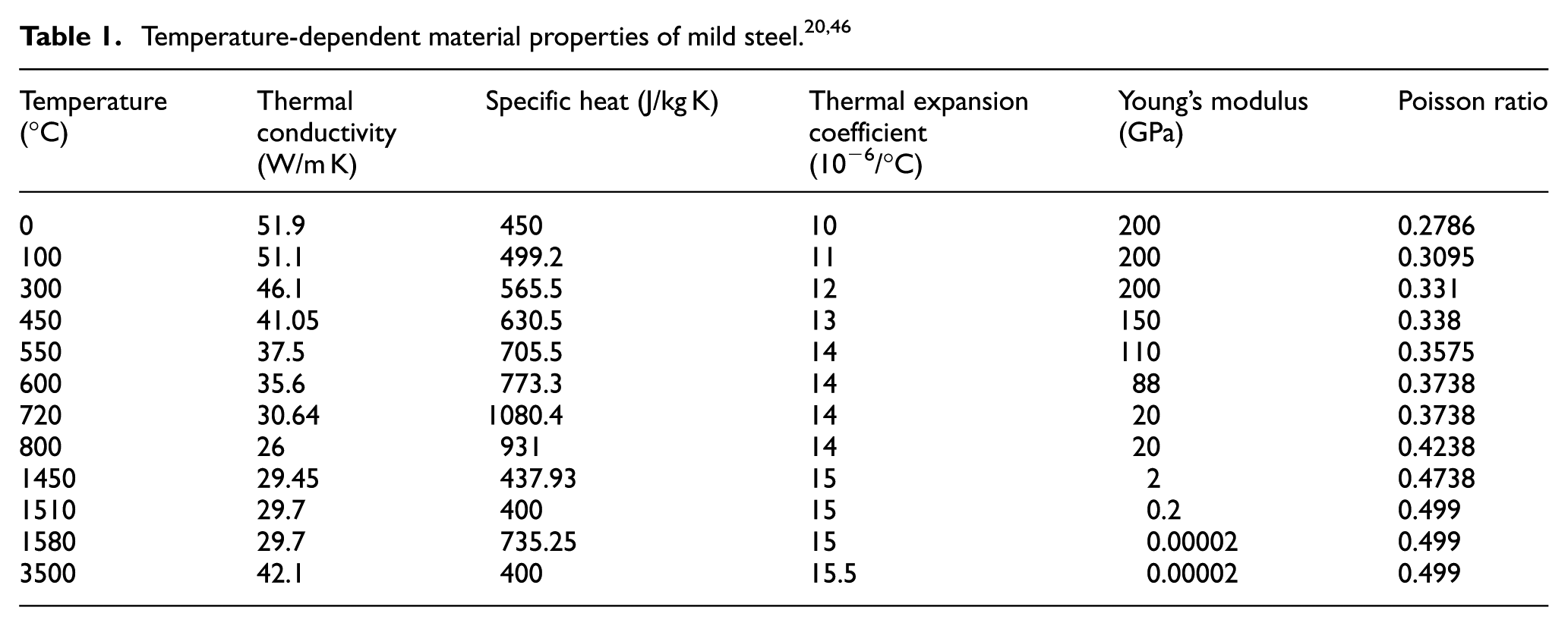
Both the weld plate and electrode were made of MS; hence, the temperature-dependent material properties of MS used for the transient heat transfer analysis and elasto-plastic analysis are given in Table 1. Temperature-dependent enthalpy and yield stress for MS are given in Tables 2 and 3, respectively. The melting and transformation temperature of MS are 1495 °C and 723 °C, respectively.
Temperature-dependent enthalpy for mild steel. 46

Temperature-dependent yield stress for mild steel. 46

Thermal history of square butt welding
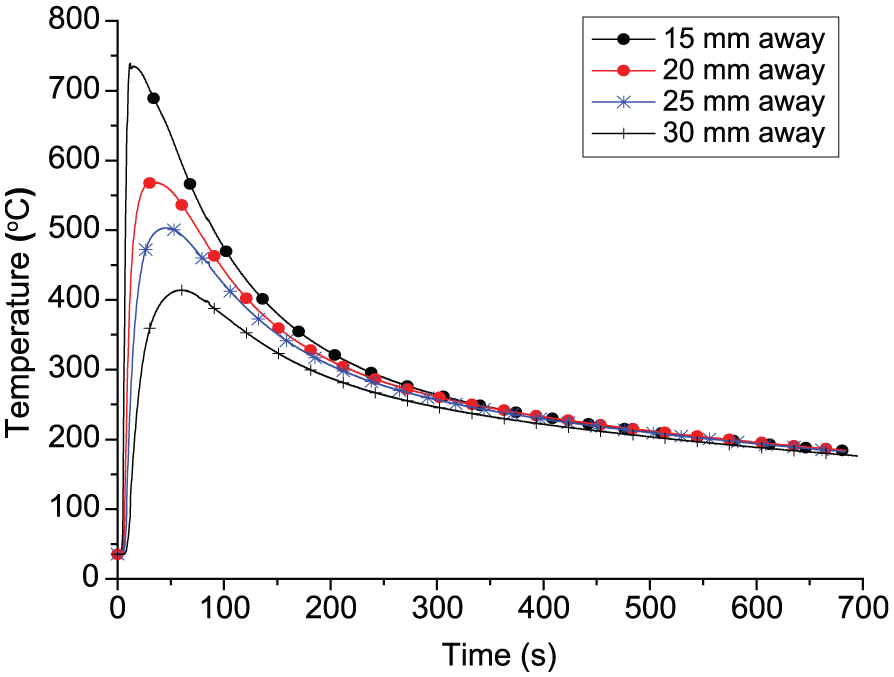
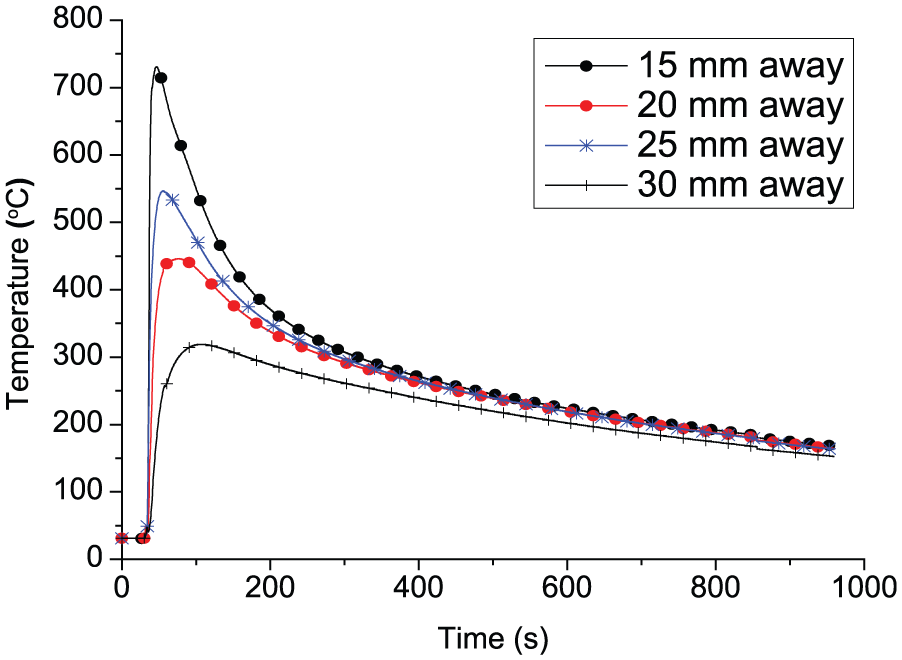
For FE modeling, eight-noded brick element is considered with fine meshing in the weld zone and coarse meshing away from the weld zone. In the thermal model, the deposition of filler material in the root gap is implemented using element death and birth technique. Free convection is applied on all the surfaces of the plates except weld region. The temperature distribution with time at various points on top and bottom surface of the square butt welded plate (10 mm thick) are shown in Figures 2 and 3, respectively. The value of the welding parameters considered during simulation is given in Table 4.
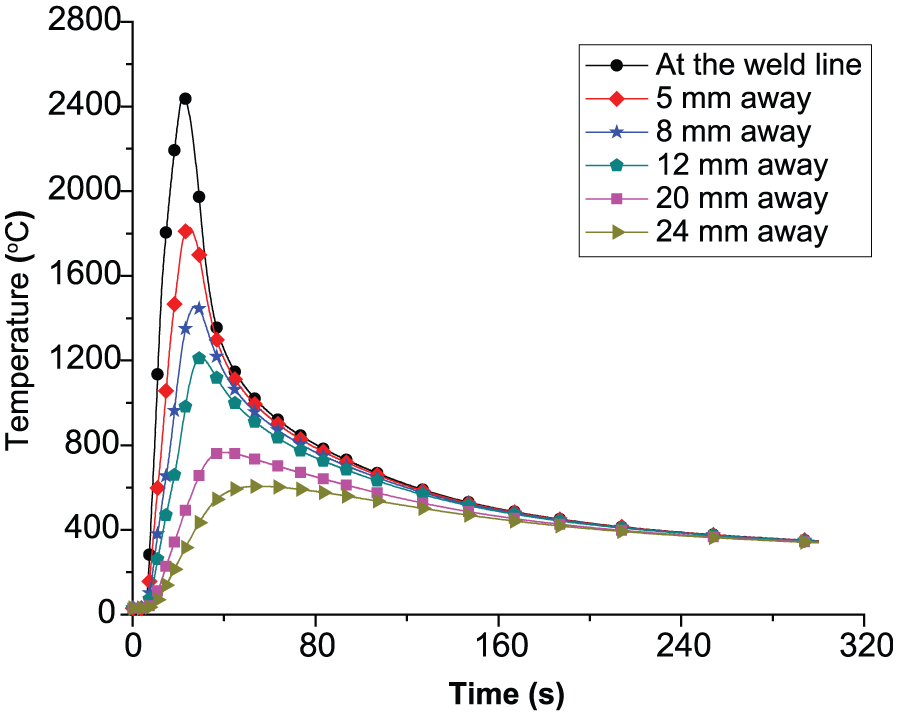
Temperature distribution at different distances away from the weld line on the top surface of the welded plate.
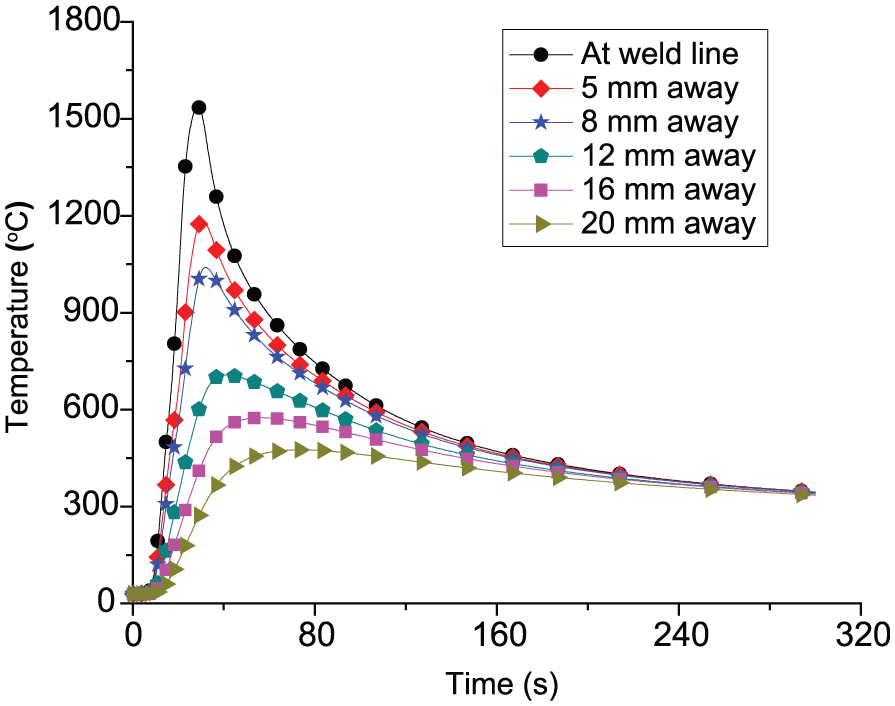
Temperature distribution at different distances away from the weld line on the bottom surface of the welded plate.
Welding parameters considered for simulation.
From Figures 2 and 3, it is observed that the peak temperature along the weld line is very high and as we move away from the weld line, the temperature decreases. In the welded zone, the peak temperature rises beyond the melting point temperature of MS which implies melting takes place in this zone (Figure 2). Also, it is observed that the temperature on the bottom surface is lower than the top surface at the same location.
Time temperature history captured by K-type thermocouple and data acquisition system is plotted in Figures 4 and 5. It can be observed that the trend of the experimental thermal history is well matching with the predicted one.
Temperature distribution at different distances away from the weld line on the top surface of the butt welded plate.
Temperature distribution at different distances away from the weld line on the top surface of the fillet welded plate.
Equivalent loading technique
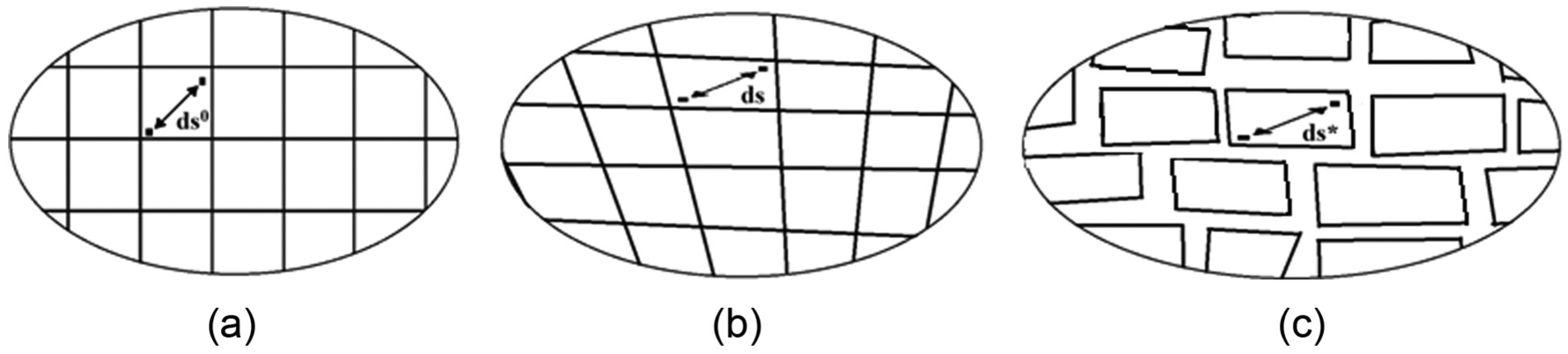
Let us consider a continuous body at different states that is (a) standard, (b) stressed, and (c) stress released as shown in Figure 6(a)–(c), respectively. 47 State (a) is the initial stress-free state where neither external force nor internal stress exists. This state is regarded as the standard state. State (b) is the residual stress. State (c) is the stress released state in which the body is cut into small elements. From state (b) to state (c), each element deforms elastically to completely release the residual stress. The distance between two close particles in the body is ds0 in state (a), ds in state (b), ds* in state (c). The strain in the states (b) and (c) can be defined as shown in equations (19) and (20), respectively48,49


Similarly, the strain increment between states (b) and (c) can be defined as follows

The strain defined in equation (19) is usually called total strain and it satisfies compatibility conditions. The strain defined in equation (20) is inherent strain and it does not follow compatibility conditions. The strain defined in equation (21) is elastic strain. The total strain is composed of elastic and inherent strains as in equation (22)

Since the total strain, ε corresponds to the deformation and the elastic strain, εe corresponds to the stress, the above equation can be written as follows

Hence, the inherent strain produces both the deformation (inherent deformation) and the residual stress.
Inherent strain
The inherent strain occurs in the welded region and this region can be modeled as a bar. Its adjacent region resists deformation and it can be modeled as a spring as shown in Figure 7. The change in temperature in bar is much higher than that in the spring which acts as a restraint on the bar. The coefficient of restraint (β) can be written as

where k (= AE/L) is the stiffness of the bar, k* is the stiffness of the spring, A and L are the cross-sectional area and the length of the bar, respectively.
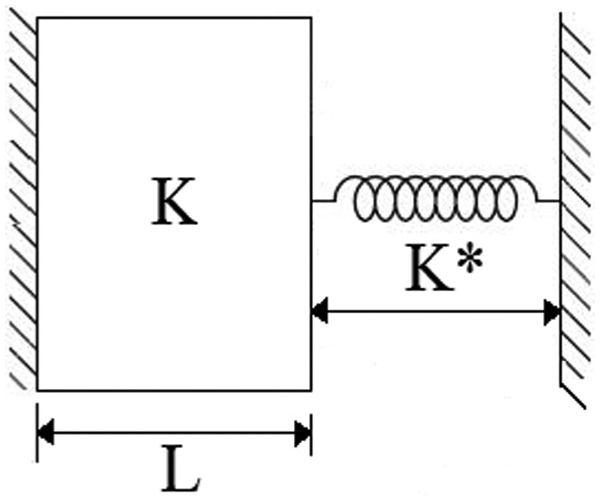
Simplified elastic-plastic analysis model. 50
The inherent strain can be calculated as follows

where σY is the yield strength of MS (2.5 × 108 N/m2), and E is the Young’s modulus (2.1 × 1011 N/m2). The restraint force is calculated as follows

where A is the cross-sectional area of the bar and ε* is the inherent strain. The corresponding moment, M, can be calculated as follows

where F1 and F2 are the forces at different nodes, and l1 and l2 are their corresponding distances from the center of rotation.
Calculation of restraint coefficient
The value of inherent strain depends on the restraint coefficient (β) which further depends on the stiffness of the bar and spring (equation (24)). In general, the inherent strain is determined experimentally by taking a bar and spring of known stiffness and then heating and cooling the bar. However, in this work, an analogy is considered; the weld bead is assumed as the bar as it experiences huge change in temperature during welding. The part of the welded plate adjacent to the weld region is assumed as the spring since this region experiences lesser change in temperature as compared to the weld bead and it acts as a restraint on the weld region. The restraint coefficient is calculated from k (equation (28)) and k* (equation (29))


where k and L are the stiffness and the width of the weld bead, respectively. k* and L* are the stiffness and width the weld plate adjacent to weld bead, respectively. The cross-section area, A, is same for the weld bead as well as of the adjacent plate. Also, the Young’s modulus, E, is same for weld bead and adjacent plate as both are of same material that is MS. Thus, equation (24) can be modified to calculate the restraint coefficient (β) using equations (28) and (29)

where L is the width of the weld bead whose value is known; however, the value of L* is to be determined. The width of the weld plate (L*) adjacent to the weld bead is considered in such a way that it acts as a spring. In order to determine L*, it is required to analyze the temperature distribution at various points (excluding weld bead region) on the plate during welding.
Nonlinear FE transient thermal analysis is performed using surface heat source model of Gaussian distribution to compute the temperature distribution. Figure 8 shows the peak temperatures at different locations on the plate from the weld line considering different cases (Table 5) by changing welding parameters. From Figure 8, it is observed that as the welding parameters such as current and voltage are increased, the peak temperature is more. Increasing welding speed, peak temperature decreases and vice versa. Similarly, the peak temperature decreases for thicker plate and vice versa.
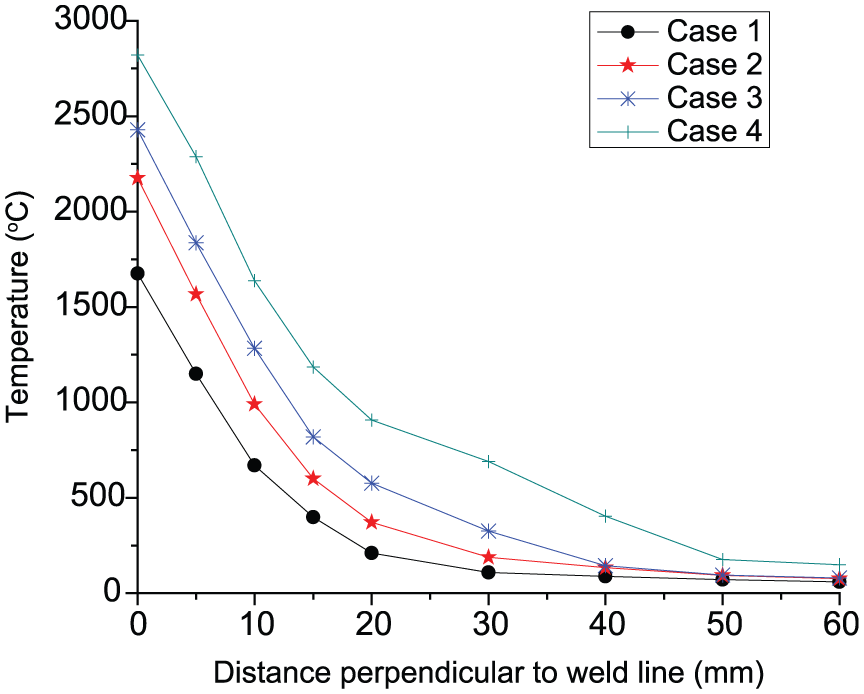
Peak temperatures at different distances from the weld line at different welding parameters (Table 5).
Welding parameters for thermal profile.
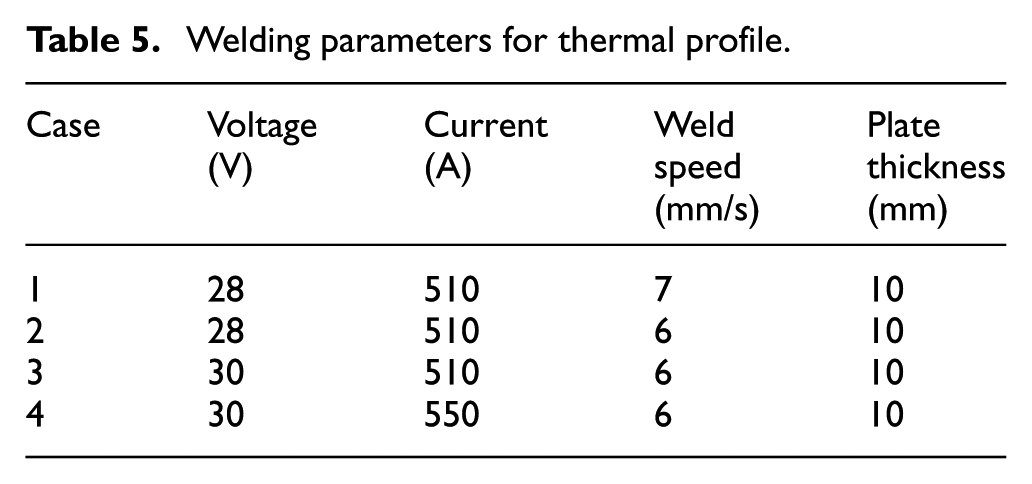
Here, the width of the plate (L*) is considered as the spring length where peak temperature reaches beyond 100 °C. The spring length is around 50 mm in this study which can be observed in Figure 8. This length varies by changing welding parameters as shown in Figure 8. The restraint coefficient can be calculated using equation (30) with the known value of L and L*. The force and moment at each node are calculated using equations (26) and (27), respectively, and their value summed up at all the nodes in weld bead region. Furthermore, this total value of force and moment is distributed uniformly among the nodes along the line AB (Figure 9) to simulate the distortion in the welded plate considering elastic FE analysis. The distance from the center of the weld line to the line AB is the spring length which was determined from Figure 8. It can be observed from the trial and error experiments that if we consider the spring length as the distance from weld center line to the line where the temperature raises approximately 100 °C provides the best result. It can be seen that the longitudinal shrinkage is very small compared to the transverse shrinkage as shown in Figures 10–12 and which have a very small effect on welding distortion. Therefore, in this work, for the simplification of the proposed method, the longitudinal shrinkage has been neglected which further reduces the complexity of the model.
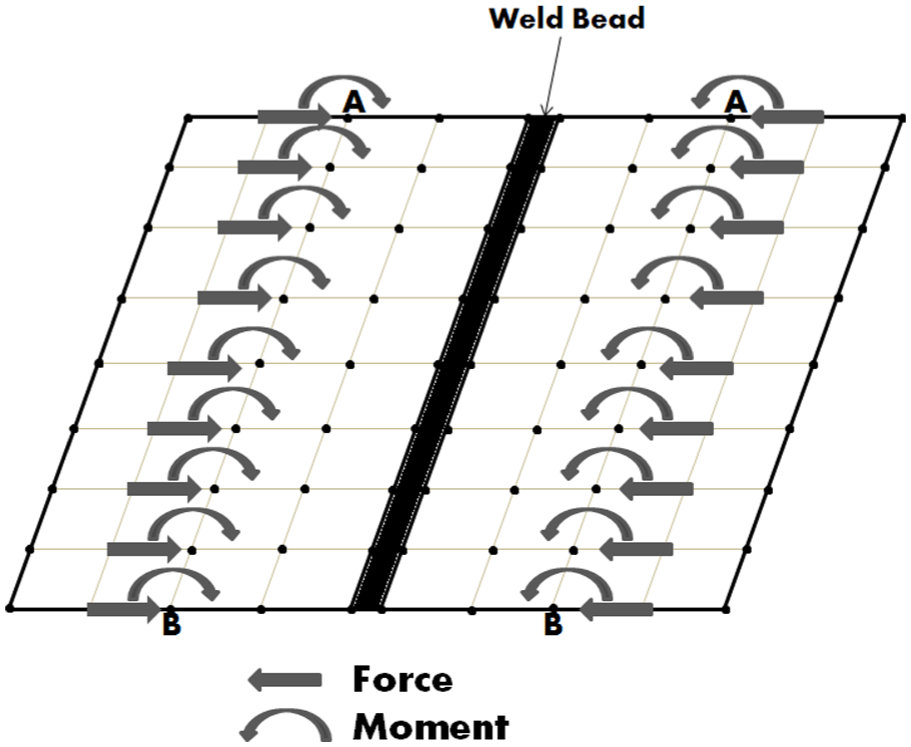
Equivalent mechanical loading.
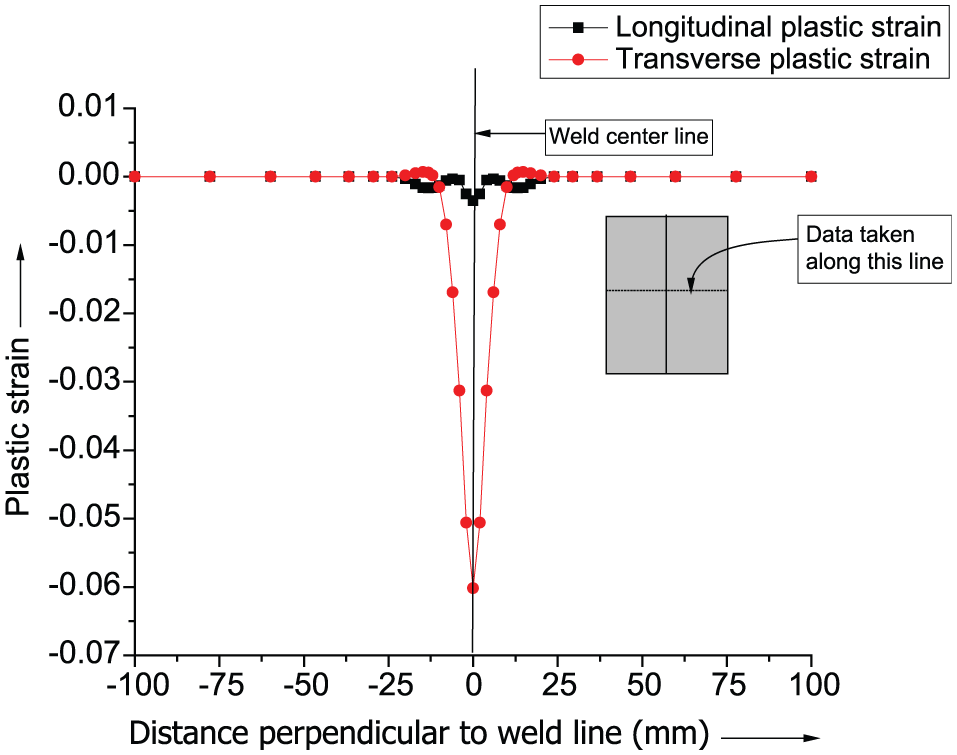
Strain distribution perpendicular to the center of weld line.
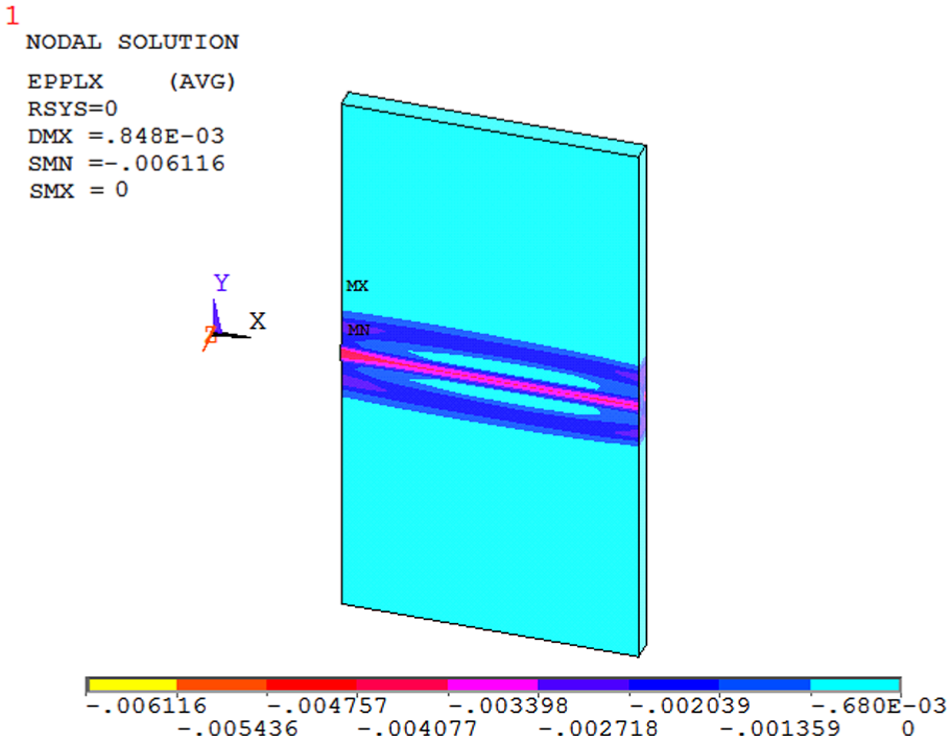
Longitudinal plastic strain distribution contour.
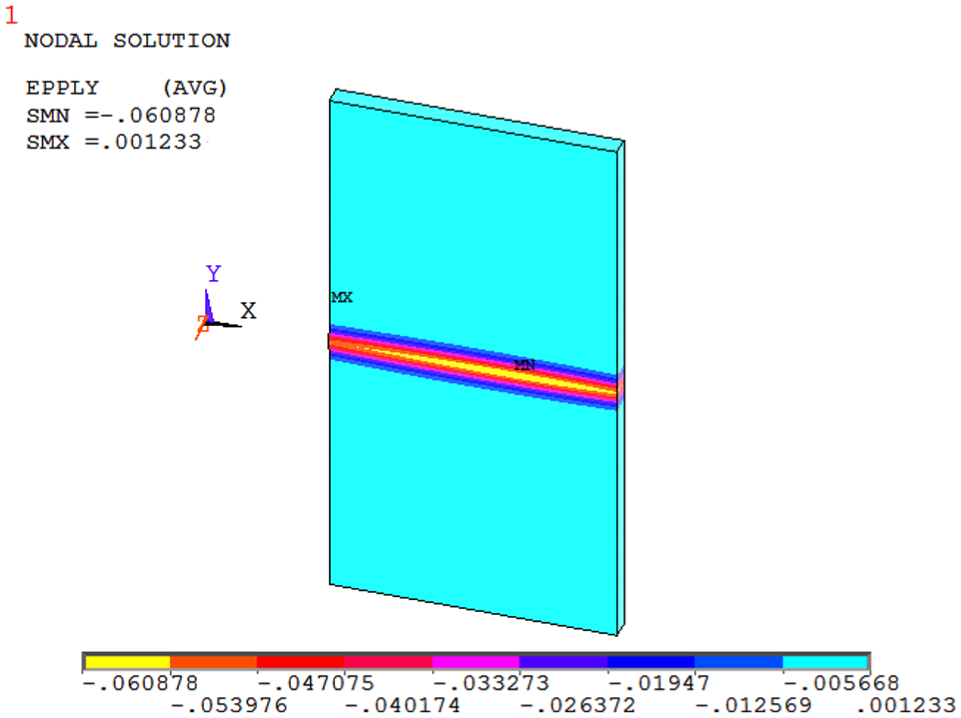
Transverse plastic strain distribution contour.
From Figures 10–12, it can be observed that the longitudinal strain is very less in comparison with transverse one.
Distortion of butt and fillet welded plates
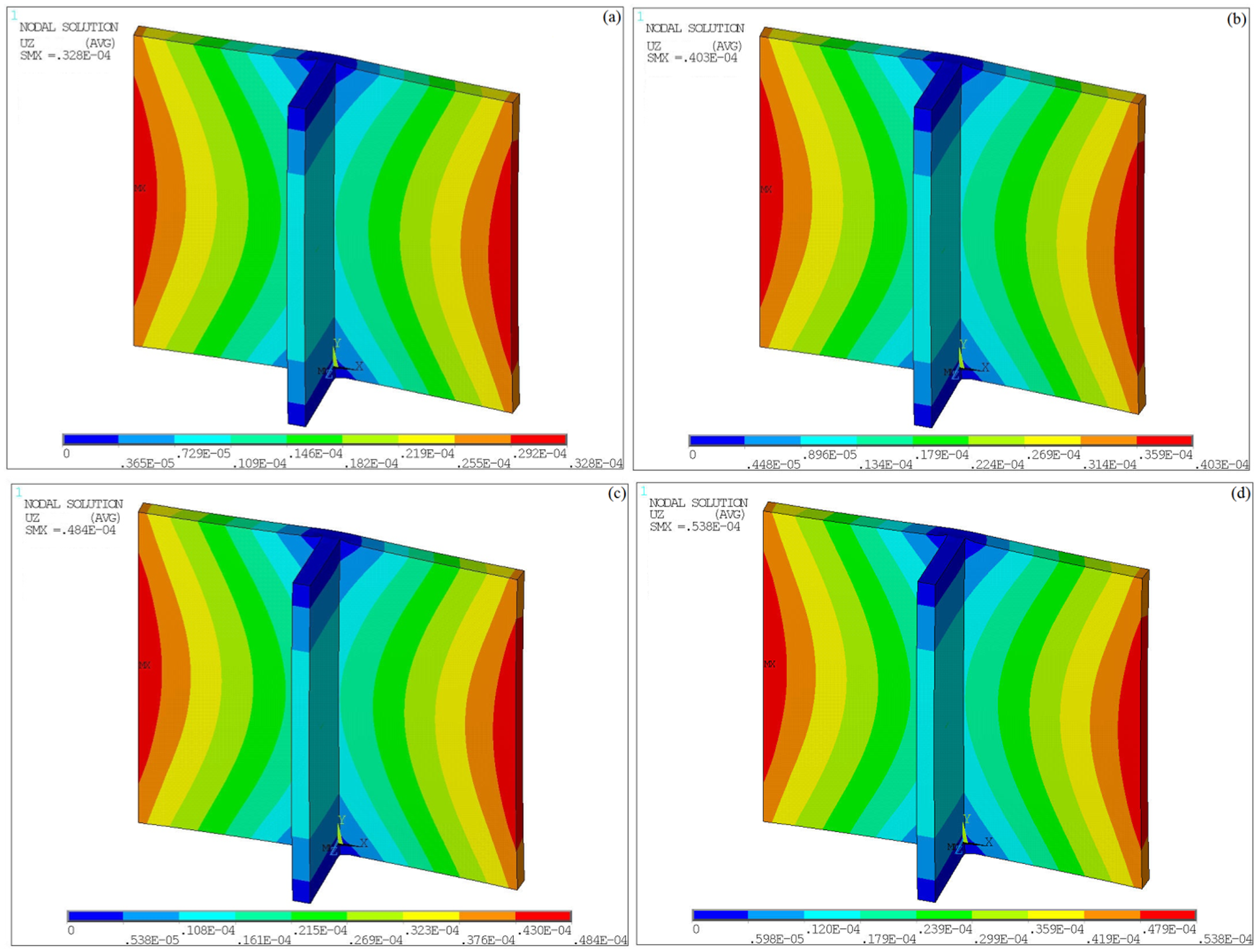
Figure 13(a)–(d) shows the distortion patterns obtained using equivalent loading technique in butt welded plates for different welding parameters as in Table 5.
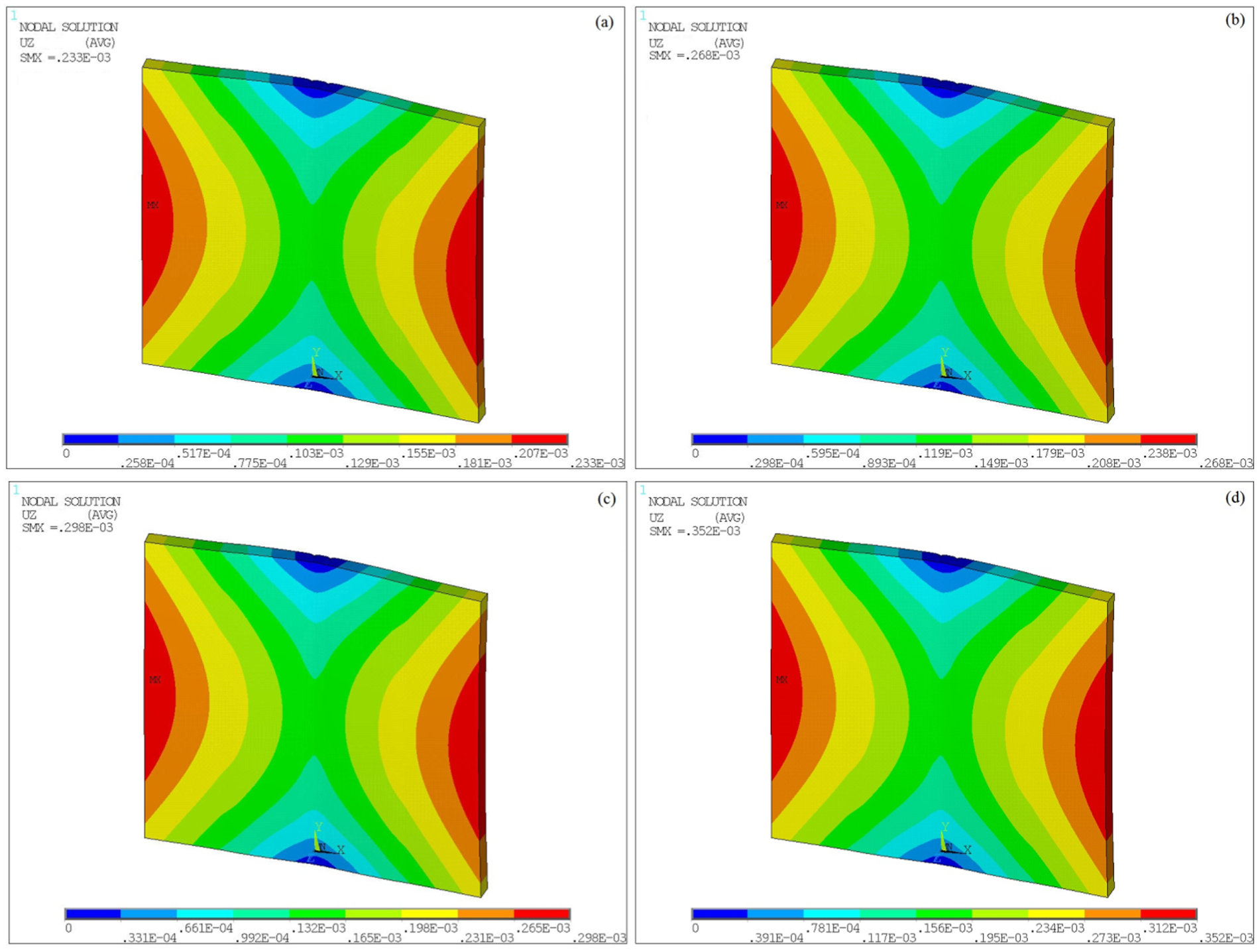
Distortion pattern for butt welded plate for four different cases: (a) Case 1, (b) Case 2, (c) Case 3, and (d) Case 4.
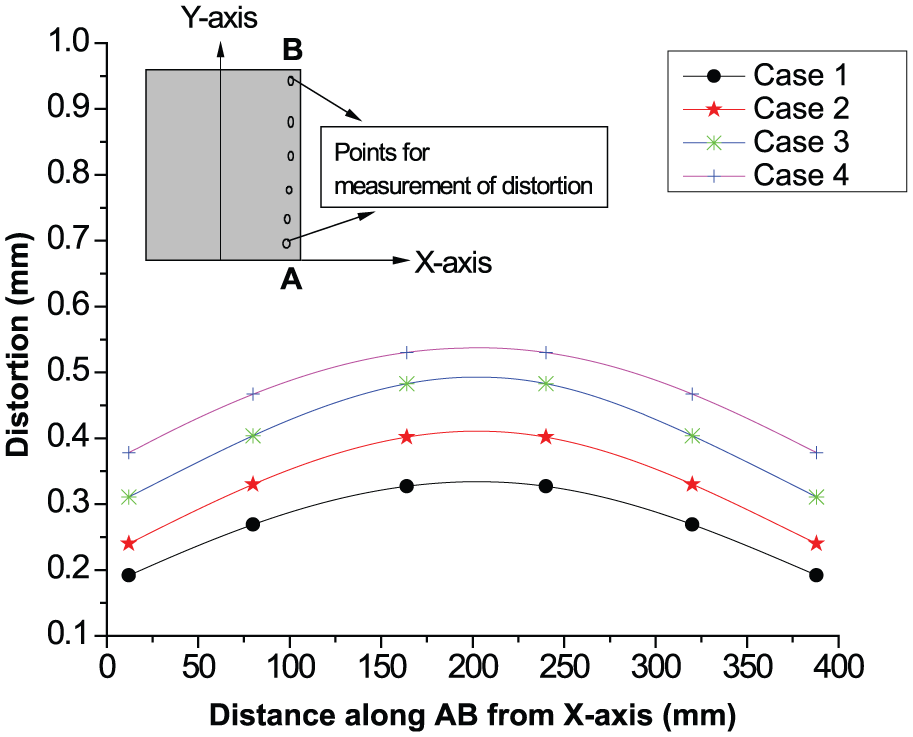
The variation in distortion pattern for change in parameters such as welding current, voltage, speed, and thickness of the weld plates can be observed from these figures. Figure 14 shows the comparison of distortions along the line AB (parallel to Y-axis and close to edge of the plate) considering different cases (Table 5) by changing welding parameters. From Figure 14, it is observed that as the welding parameters such as current and voltage are increased, the distortion is more. Increasing the welding speed decreases the value of distortion and vice versa. Similarly, the distortion decreases for thicker plate and vice versa.
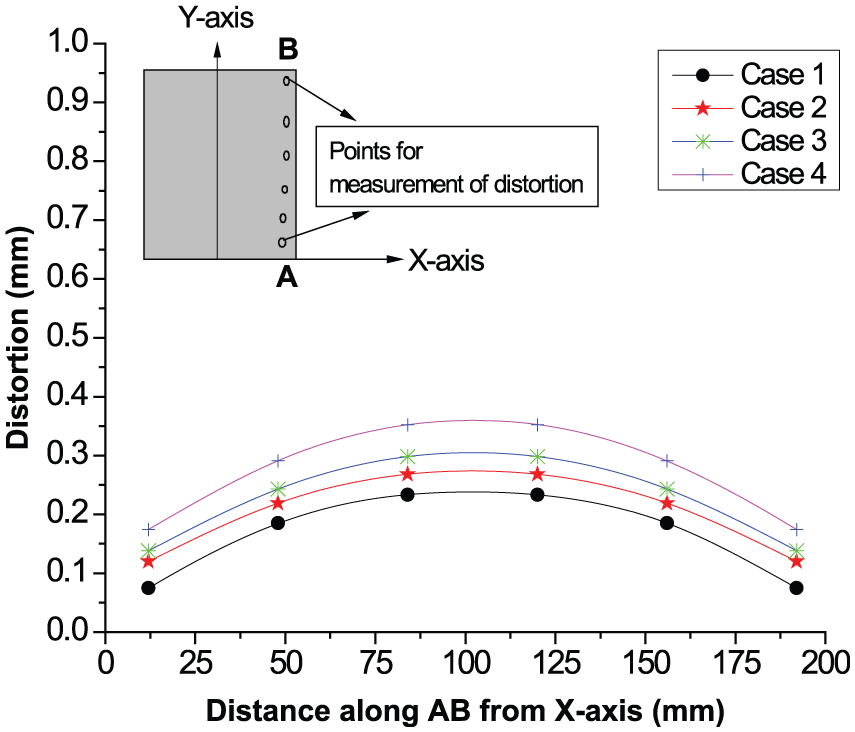
Comparison of distortions along the line AB (parallel to Y-axis and close to edge of the plate) in butt welded plates considering different cases (Table 5).
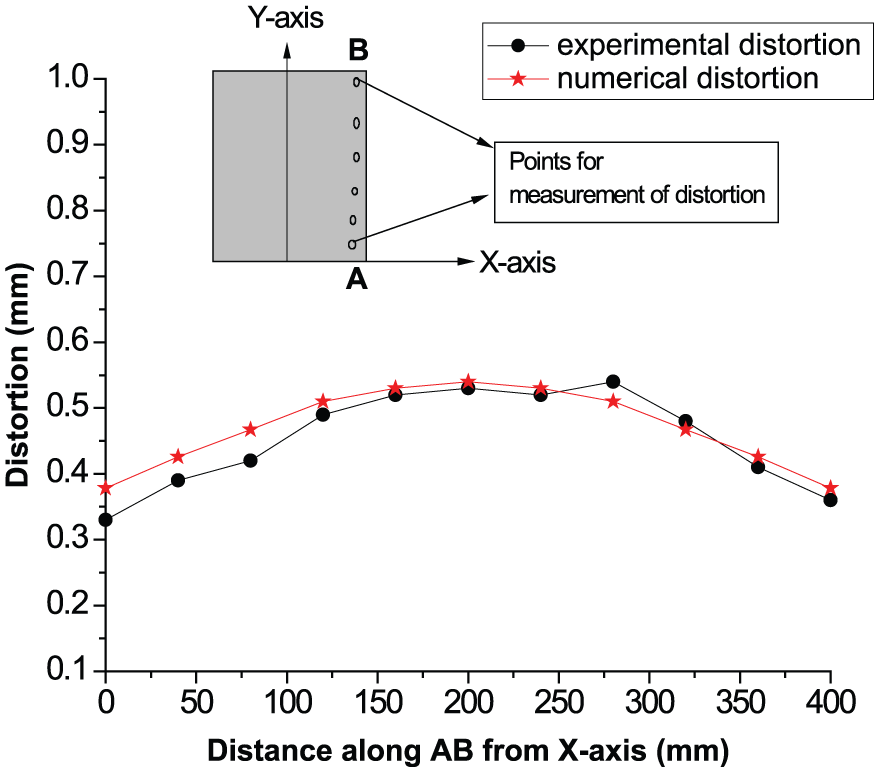
Figure 15 shows the experimental and numerical distortions for a 12-mm-thick square butt welded plate along the line AB (parallel to Y-axis and close to edge of the plate). The welding parameters are given in Table 6. From Figure 15, it is observed that the both distortion patterns match well with a variation of 7%–10% considering maximum distortion value.
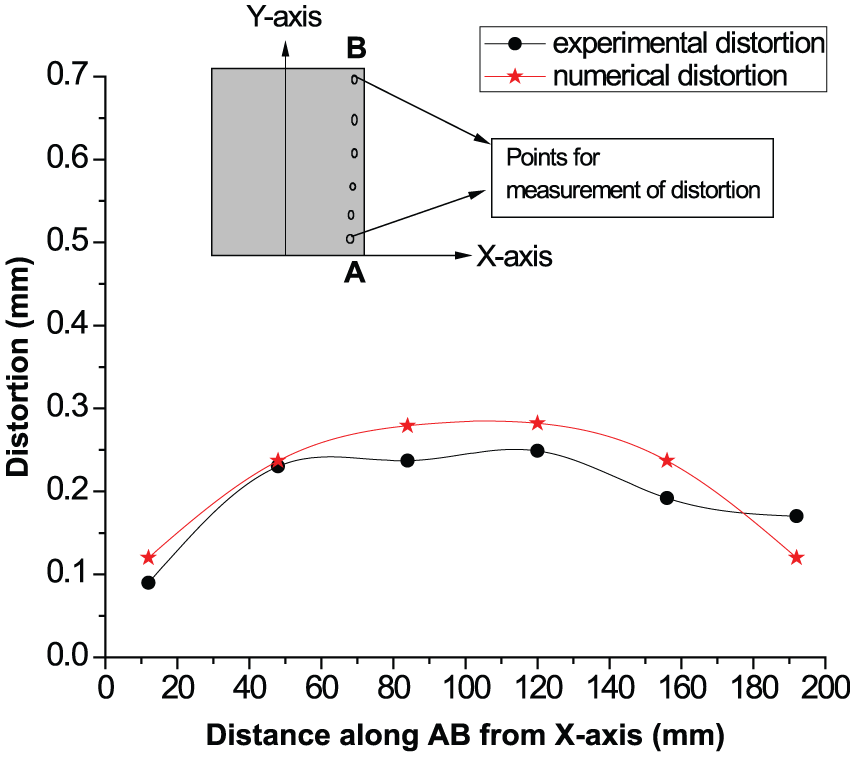
Comparison of numerical and experimental distortion along the line AB (parallel to Y-axis and close to edge of the plate) for 12-mm-thick plate.
Welding parameters for butt welding.
Figure 16(a)–(d) shows the distortion patterns obtained using equivalent loading technique in fillet welded plates for different welding parameters as shown in Table 5. The dimensions of the base plate and web are 400 × 400 × 10 mm and 100 × 400 × 10 mm, respectively. The variation in distortion pattern for change in parameters such as welding current, voltage, speed, and thickness of the weld plates can be observed from these figures. Figure 17 shows the comparison of distortions along the line AB (parallel to Y-axis and close to edge of the plate) in fillet welded plates considering different cases (Table 5) by changing welding parameters. From Figure 17, it is observed that as the welding parameters such as current and voltage are increased, the distortion is more. Increasing the welding speed decreases the value of distortion and vice versa. Similarly, the distortion decreases for thicker plate and vice versa.
Distortion pattern for fillet welded plate for four different cases: (a) Case 1, (b) Case 2, (c) Case 3, and (d) Case 4.
Comparison of distortions along the line AB (parallel to Y-axis and close to edge of the plate) in fillet welded plates considering different cases (Table 5).
Figure 18 shows the experimental and numerical distortions for a 10-mm-thick fillet welded plate along the line AB (parallel to Y-axis and close to edge of the plate). The welding parameters are given in Table 5. From Figure 18, it is observed that the both distortion patterns match well with a variation of 5%–9% considering maximum distortion value.
Comparison of numerical and experimental distortion along the line AB (parallel to Y-axis and close to edge of the plate) for 10-mm-thick fillet welded plate.
Predicted distortion pattern shows a good agreement with the experimental results which proves the reliability of the proposed technique. The time consumed for this analysis is just about 30–40 s. Thus, this technique is efficient and very less time-consuming than the FE thermo-mechanical analysis. Therefore, equivalent loading technique can be used to predict the distortion in a large welded structure.
Large welded structure
The problem of distortion during fabrication process leads to dimensional inaccuracies and misalignments of structural members, which may require corrective tasks or rework if tolerance limit is exceeded. This, in turn, lengthens the production cycle leading to increase in the cost of production. Hence, the problem of distortion and residual stresses are always of great concern in shipbuilding industries. Thus, it is required to assess the extent of possible distortion and residual stresses that may form during fabrication.
Figure 19 shows the large welded plate (2000 × 1400 × 5 mm) with three longitudinal stiffeners (40 × 40 × 6 mm) and two transverse stiffeners (75 × 50 × 6 mm). The end nodes at left and right side lugs are constrained with zero degree of freedom (DOF).
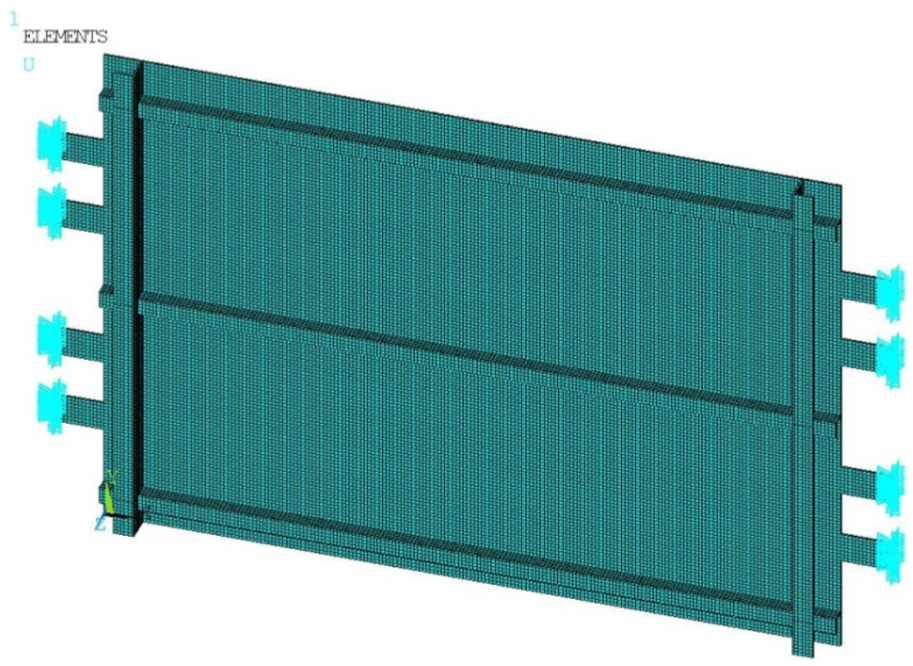
Boundary conditions.
The equivalent loading technique is used to predict the distortion in this large structure. The loads are first applied on the longitudinal stiffeners and solved, after the solution PSTRES, ON is used and then the loads are applied on the transverse stiffeners and then solved to get the final solution. The result is shown in Figure 20. The FE simulation was carried out in a PC having configuration as Intel® Core™ i5 CPU, M460@2.53 GHz, 4 GB RAM with Windows 7 operating system. The time taken for this analysis or a large structure with plate dimension of 2000 mm × 1000 mm × 5 mm using combined equivalent loading technique and FE elastic analysis is around 2 min.
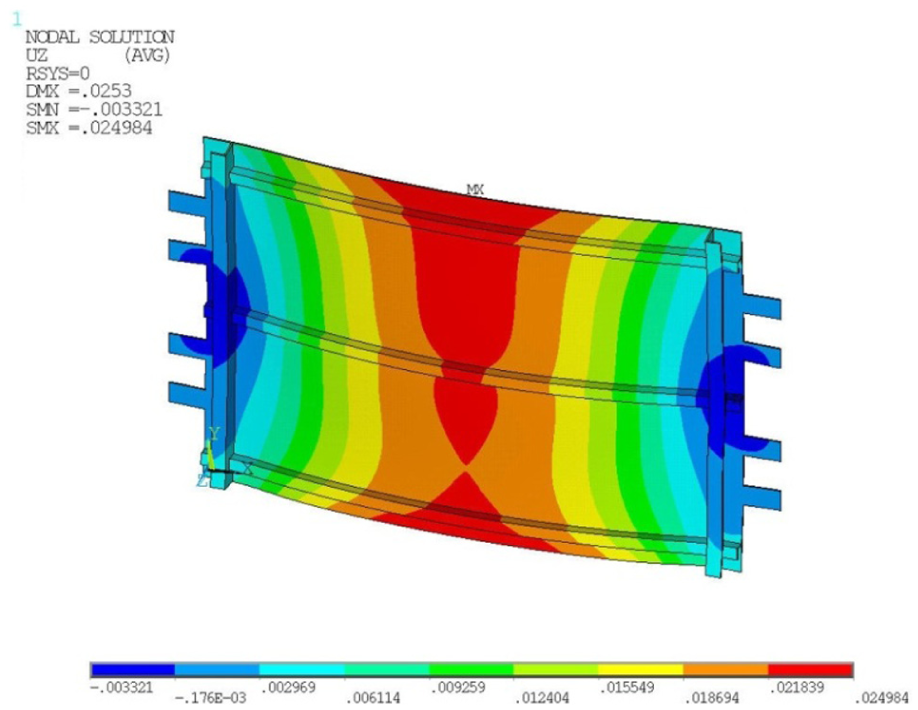
Deformation of a large welded plate.
Table 7 shows the comparison of analysis time between equivalent load technique and conventional technique. It has seen that the structural analysis time is very much less while the equivalent load technique is used, hence saves a lot of time as well as resources.
Comparison of analysis time.
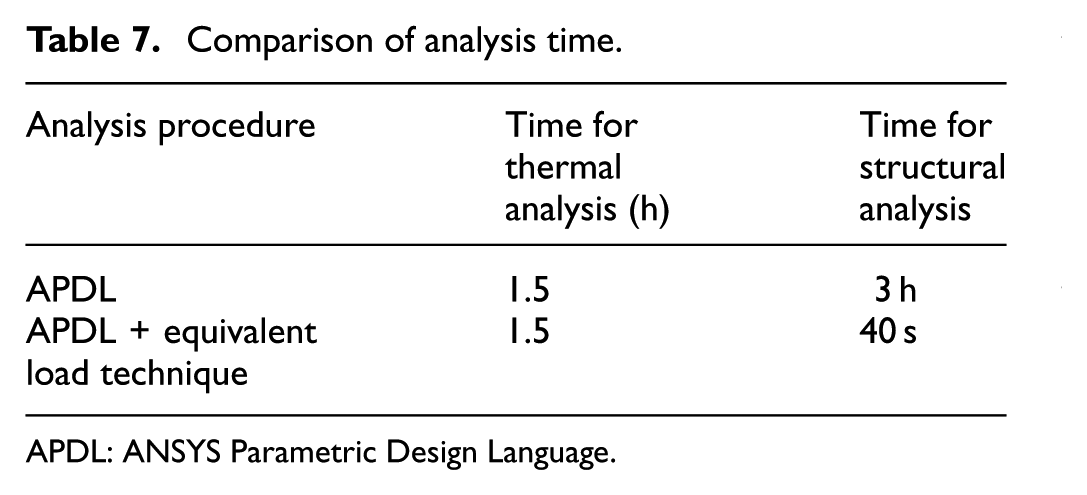
APDL: ANSYS Parametric Design Language.
Conclusion
The following conclusions are drawn from the present investigations.
In the equivalent loading technique, the bar spring analogy is successfully implemented.
The results obtained from the equivalent loading technique are compared with the experimental results and are found to be in reasonable agreement with an error of around 6%–10%. Hence, the technique is proved to be efficient.
The elastic FE analysis using equivalent loading technique involves very less computational time as compared to the 3D FE nonlinear elasto-plastic thermo-mechanical analysis.
Thus, the equivalent loading technique is very useful to predict the distortion in a large welded structure where the simulation time is tremendously greater due to numerous welding passes and sequences.
This method can be effectively used to predict the weld-induced distortion of very large structure with a computation time almost equal to the time required for transient thermal analysis of a small weld structure only.
Although the equivalent loading technique was applied here for the submerged arc welding, it can be noted that similar studies can be possible in all types of fusion welding processes wherever the conventional way of prediction fails to provide any solution quickly.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.