
Abstract
The determination of forming limit curves and deformation features of AA5754 aluminium alloy are studied in this article. The robust and repeatable experiments were conducted at a warm forming temperature range of 200 °C–300 °C and at a forming speed range of 20–300 mm/s. The forming limit curves of AA5754 at elevated temperatures with different high forming speeds have been obtained. The effects of forming speed and temperature on limiting dome height, thickness variation and fracture location are discussed. The results show that higher temperatures and lower forming speeds are beneficial to increasing forming limits of AA5754; however, lower temperatures and higher forming speeds contribute to enhancing the thickness uniformity of formed specimens. The decreasing forming speed and increasing temperature result in the locations of fracture to move away from the apexes of formed specimens. It is found that the analysis of deformation features can provide a guidance to understand warm forming process of aluminium alloys.
Keywords
Introduction
AA5754, a strain hardening aluminium alloy, is increasingly used to reduce the weight of components and structures in the automotive industry. This is due to its characteristic properties such as moderately high strength and stiffness-to-weight ratio, good weldability and formability and a high level of corrosion resistance. 1 As one of the 5000 series aluminium alloys, AA5754 tends to suffer from stretcher lines, which gives an uneven surface after deformation; therefore, it is generally used for producing inner panels of vehicles. 2
Due to the formability of AA5754 being limited at room temperature, several new metal forming techniques have been studied to improve it, such as hydroforming, hot forming and warm forming. Hydroforming of sheet metals can improve the formability of an alloy and the quality of product. It has a clear advantage in producing complex-shaped sheet metal parts, 3 but there are limited applications of this technology in mass production because of some disadvantages such as poor cycle times and high costs of equipment. Hot forming of sheet metals is conducted at a temperature higher than the recrystallization temperature. It is less used for forming complex-shaped parts of aluminium alloys compared to those of high-strength steels. This is because microstructure evolution during high temperature deformation is unstable on account of recovery, recrystallization and grain growth for aluminium.4,5
Warm forming has the advantage of improving the formability of metal sheets by use of an elevated forming temperature which increases alloy ductility and thus reduces localized necking and fracture by changing the material properties, compared to the forming at room temperature. 6 During past decades, there have been significant investigations on warm forming of AA5754 in attempts to enhance feasible shape complexity. Typical warm forming temperatures of aluminium alloys are in a range of 150 °C–350 °C, which are below the recrystallization temperature of aluminium alloys. 7 Various investigations on AA5754 were conducted to obtain the material properties, such as the anisotropic behaviour of AA5754 over elevated temperatures, 8 deformation mechanisms in this material at high temperatures and strain rates 9 and sheet thermo-hydroforming of AA5754 at different temperatures and pressures. 9
A forming limit curve (FLC) is a useful criterion for characterizing the formability of sheet metals.10–12 The FLC represents the boundary between uniform deformation and the onset of plastic instability or diffuse necking which leads to failure. 13 It is necessary to obtain the FLCs of sheet metals and analyse experimental data of forming tests to understand the deformation features at different forming conditions and thus to increase the extent of formability. Many theoretical, experimental and numerical methods have been employed to determine the FLCs of a certain materials. 14 Two common methods include Marciniak test and Nakajima test: the former is a conventional method to determine the forming limit of a material avoiding friction effects, while the latter is the most commonly used method to measure the forming limit for comparison purposes. A hemispherical punch is used in Nakajima formability test to deform specimens of specific shape, corresponding to different test strain paths. In the ISO 12004-2:2008 15 standard, strain is obtained by measuring grids pre-applied on the surface of the specimen, and then, FLCs are determined. With regard to warm/hot formability tests, formability tests of type 5083 aluminium–magnesium alloy were performed at the temperature range of 20 °C–300 °C and at forming speeds up to 3.33 mm/s by using a warm punch to heat the metal sheets. 16 Similar forming tests for obtaining the FLCs of aluminium alloys including AA5754 have been performed with different die-punch temperatures from 20 °C to over 300 °C. 6 The effects of strain rate and temperature on the FLCs of AZ31 magnesium alloy were also investigated. 17 It was found that extrinsic factors such as temperature, strain rate and the quality of lubrication have dominant effects on forming limit tests; as a result, the effect of these process parameters on formability must be investigated to gain a thorough understanding of process mechanics.
Although a number of studies have been carried out on FLCs for aluminium alloy AA5754 at high temperatures, it is difficult to provide an ideal isothermal environment at a high test speed for formability test by using a punch with an embedding heating system. Different heating methods will lead to inconsistent and erroneous results which will be different for alloys. In addition, little research was conducted to analyse deformation features such as thickness variation of formed parts and the position of necking or fracture, despite the fact that the thickness uniformity of formed specimens is a contributing factor to quality of a formed part and even the extent of the formability. Furthermore, in order to propose a set of constitutive equations to predict material failure during deformation, it is necessary to conduct formability tests of AA5754 at elevated temperatures and different strain rates to verify the accuracy of prediction.
In this article, FLCs of AA5754 under warm forming conditions are determined by improved Nakajima tests in an isothermal environment. Tooling and test-pieces were heated and soaked at designated temperatures in a monitorable electronic furnace in order to obtain highly uniform temperature distribution. The punch speed was up to 300 mm/s at elevated temperature, which is significant for industry applications. Deformation features of formed specimens, relating to the quality and formability of AA5754 specimens, are discussed systematically based on formability test results to evaluate quality of formed parts. Viscoplastic theory was used to analyse the occurrence of localized necking under various forming conditions. In order to obtain a more uniform thickness distribution and a larger extent of the formability, the effects of forming parameters, i.e., forming speed and temperature, are studied in this article. Obtained experimental results of FLCs of AA5754 are necessary and useful for calibrating material models in future finite element (FE) simulation.
Experimental programme
Materials and specimen design
Following the internationally recognized standard for determination of FLCs, the geometry of the specimens produced from commercial alloy AA5754 was a waisted circular shape with a central parallel section, except for the equi-biaxial specimen which was circular. The geometric shape of the specimen corresponds to a particular strain state in the tests, and the rolling direction is shown in Figure 1(a). To obtain a wide range of FLCs, different ratios of parallel section length (L = 30 mm) to parallel section width (W) were used to obtain different strain paths (different ratios of minor strain to major strain) from uniaxial tension (L/W = 0.8, Point 1) to equi-biaxial tension (L/W = 5.3, Point 6) as shown in the schematic FLC (Figure 1(b)). Points 1, 3 and 6, which indicate strain ratios for uniaxial tension, plane strain and equi-biaxial tension, respectively, are necessary for determining shape of an FLC, and Points 2, 4 and 5 are supplementary for the curve. The original thickness of the aluminium alloy sheet was 1.5 mm, and the outer diameter of the specimens was 160 mm. The primary chemical compositions contain Al 96.07%, Mg 3.2%, Mn 0.45%, Fe 0.16% and Si 0.08%. Uniaxial tensile tests of AA5754 were conducted at different elevated temperatures and strain rates, with the tensile axis parallel to the rolling direction. The derived mechanical properties have been presented in Lin et al. 18
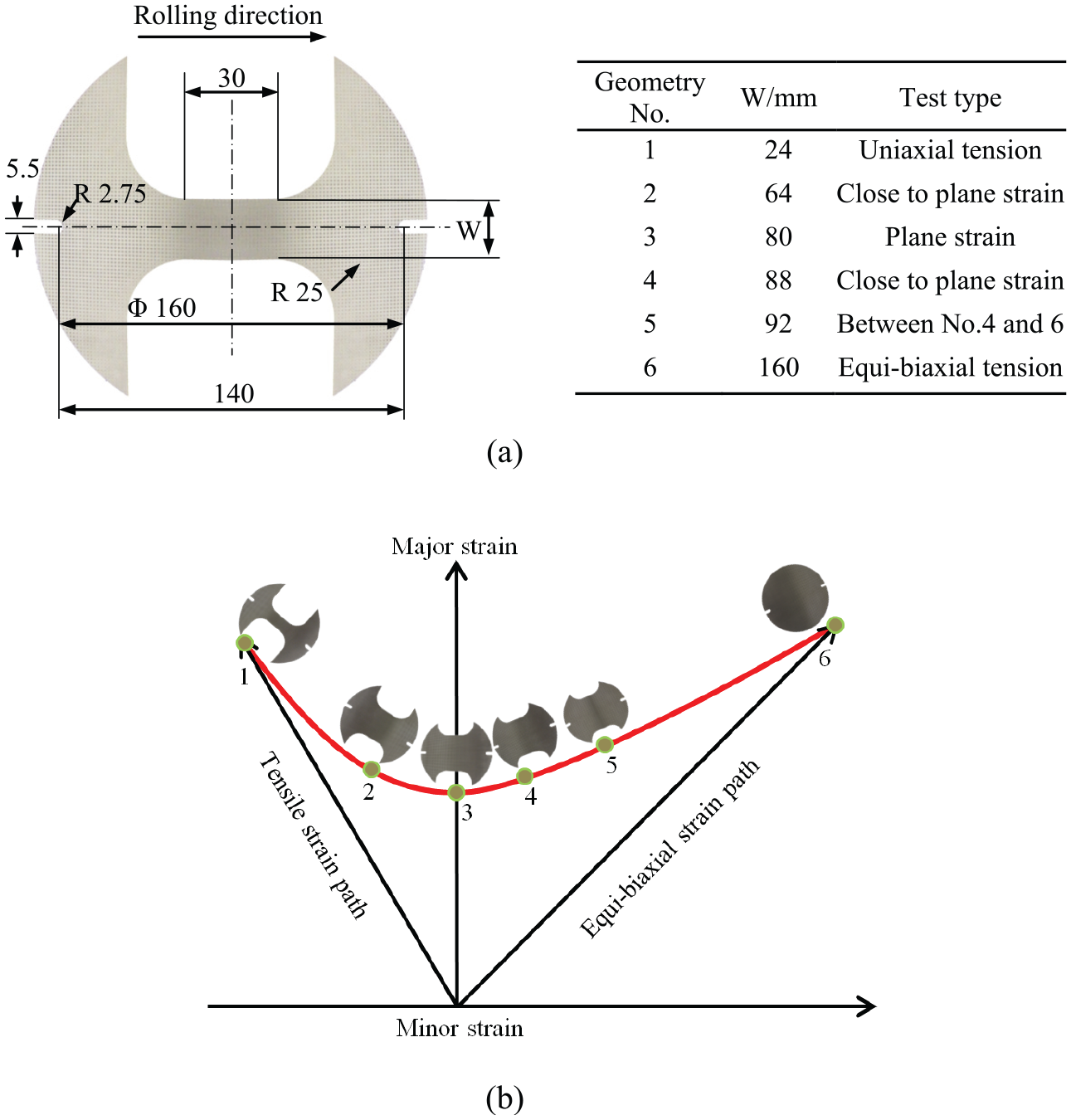
Geometry, dimensions and corresponding strain states of specimens in the FLC: (a) blank geometry numbers and corresponding dimensions (mm) and (b) schematic drawing of the test points in the FLC.
Tool design
Warm forming tests were carried out on a 25-t high-speed hydraulic press (Figure 2(a)) with built-in furnace (Figure 2(b)) for the purpose of testing at elevated temperatures in an isothermal environment. A hemispherical punch with a diameter of 80 mm was mounted in the furnace and connected to a load cell via a stainless steel rod. A blank holder with a draw bead of 104 mm diameter was designed to prevent the sheet from drawing in during the tests, so that the deformation occurred solely by stretching. 19 An oscilloscope was connected to the control unit of the press to record load and displacement which were used to calculate the forming speed.
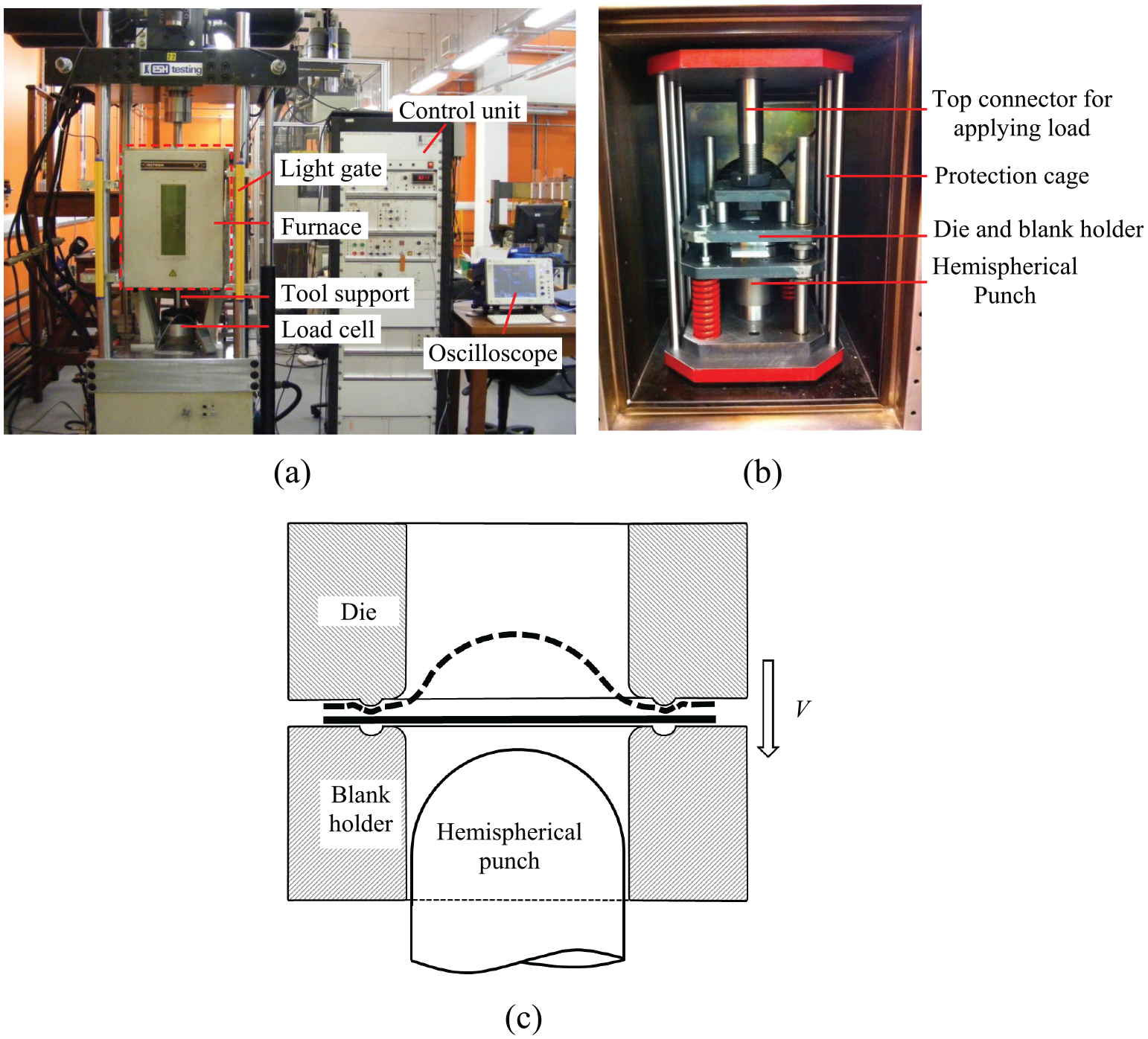
Formability test rig equipped on a 25-t ESH high-speed press with an Instron furnace and schematic diagram of the forming test: (a) the set-up of test rig, (b) the tool within furnace and (c) schematic of dome forming tool.
Experimental procedure and data processing
A GOM ARGUS system was used to analyse strain distribution in a formed specimen. A uniform grid pattern of 0.75 mm diameter circular dots with a 1.5 mm centre-to-centre spacing was etched to the surface of metal sheets electrochemically by the EU500 electrolytic marking system prior to forming.
Two sets of tests were carried out at a temperature of 200 °C–300 °C with a forming speed of 75 mm/s, and at a forming speed of 20–300 mm/s with a temperature of 250 °C, in order to investigate the effects of temperature and forming speed. The specimen was placed on the lower blank holder, and two cut notches on the specimen were aligned with the two pins on the blank holder. The lubricant of Hi-Temp Megalite Solid Lubricant (MSL) Grease (Omega 35), which can resist temperature up to 700 °C, was pre-applied to the central area of the specimens which became in contact with the punch during the forming process. When the temperature in the furnace reached the required value, the AA5754 sheet was formed by the punch at a specific speed (Figure 2(c)). The final stroke position was set to an estimated failure position after trial runs. The performed forming test was repeated at least three times at one condition in order to assure the reliability of the test. Figure 3 shows the formed specimens at a speed of 75 mm/s and at different temperatures. Since the intermediate stretching strain states for Points 2, 4 and 5 in Figure 1 affect little the trend of FLCs, they were not formed under all combinations of forming conditions.
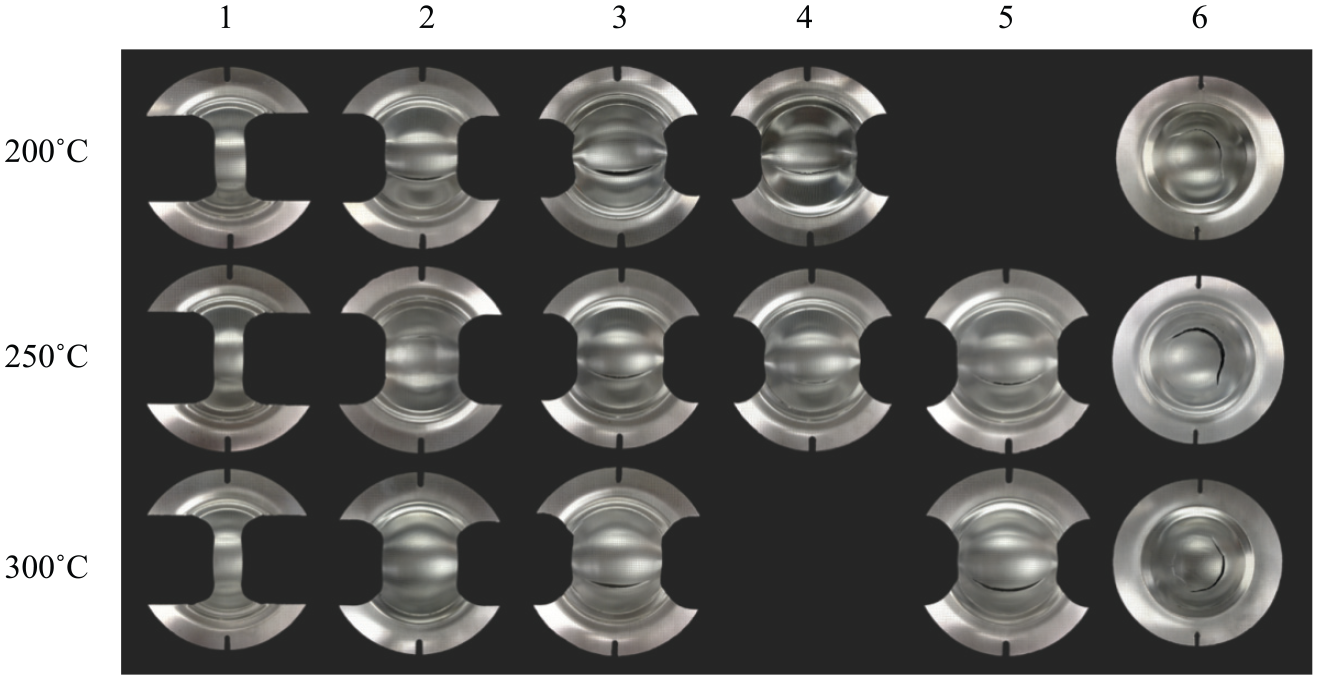
Specimens after forming at a speed of 75 mm/s at different temperatures.
Since an FLC represents the beginning of localized necking but not failure strains of materials, and it is impossible to experimentally measure limit strains just before the onset of necking, ISO 12004-2:2008 15 standard recommends a curve fitting method to identify and determine forming limits. The full-field view of strains including major strain and minor strain was obtained by measuring the displacement of dots after forming using the GOM ARGUS photogrammetry system (Figure 4(a)). Virtual cross-sections were created for obtaining the strain distribution of formed specimens. Two boundaries of two fit windows were defined by the standard method in true strain–section length plots. On some specimens, physical cracks were observed, and thus, the size of deformed grids at the crack were larger, causing very high major strains from GOM ARGUS output, as shown in Figure 4(b). The exported strain profiles from GOM ARGUS were processed by inverse parabola fittings to obtain corresponding limit major strains and minor strains for FLCs (Figure 4(b)).
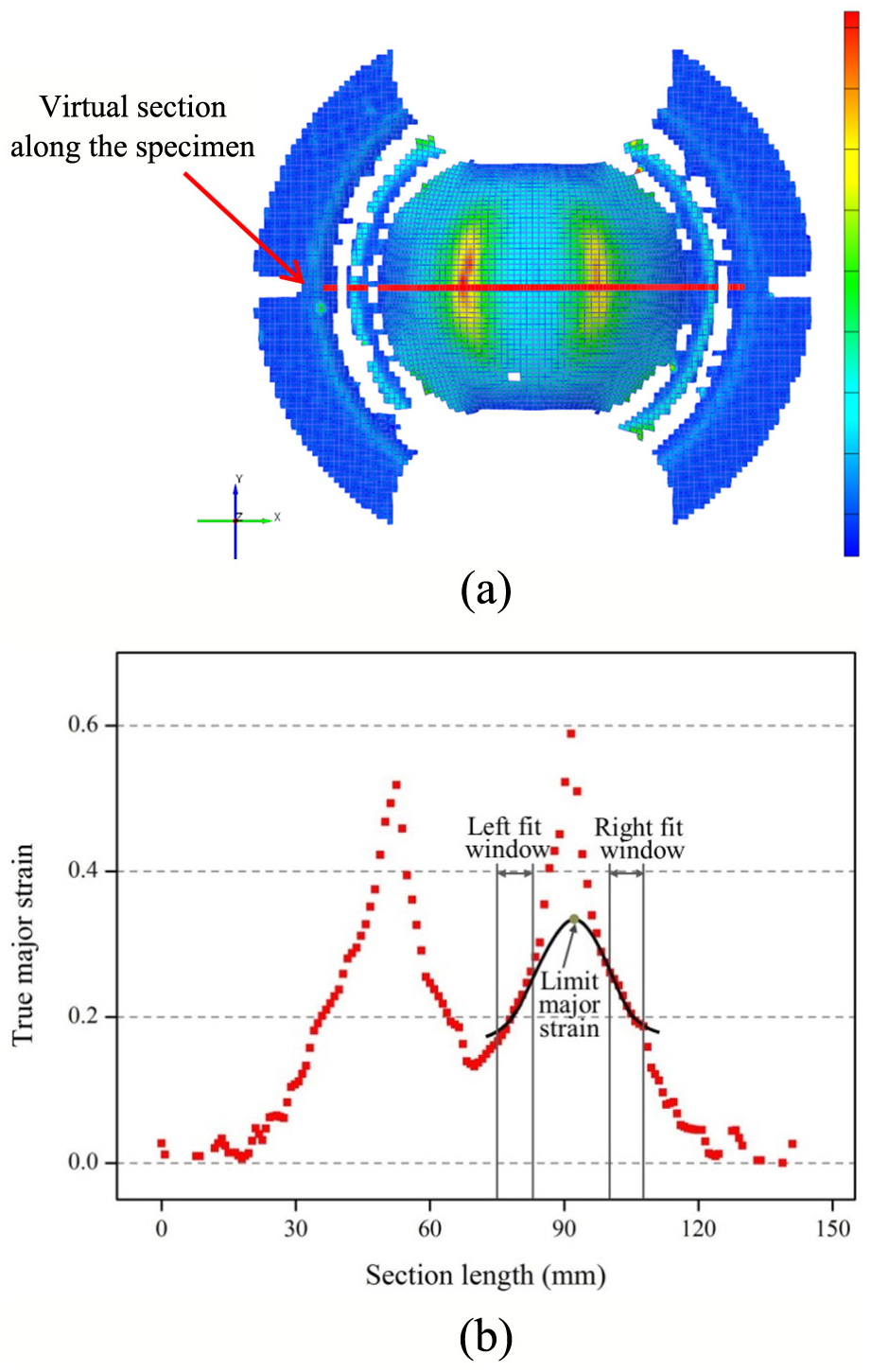
An example showing the collection of data points for an FLC from a tested sample: (a) strain field processed with the GOM ARGUS system and (b) obtaining the limit major strain by curve fitting.
In order to obtain a good overall formability, the materials are expected to have isotropic mechanical properties. 20 Figure 5 illustrates a comparison of normalized thickness variation (t/t0) in different directions (i.e. rolling direction, perpendicular to rolling direction and perpendicular to the crack) for equi-biaxial strain state at a temperature of 250 °C and a forming speed of 20 mm/s, where t and t0 are the current and initial thickness, respectively. Thickness was collected from ARGUS software directly. It is observed that the thickness variation in the plane of the specimen has no significant dependence on three directions. In this article, the thickness data were obtained from the section perpendicular to the crack or severe necking.
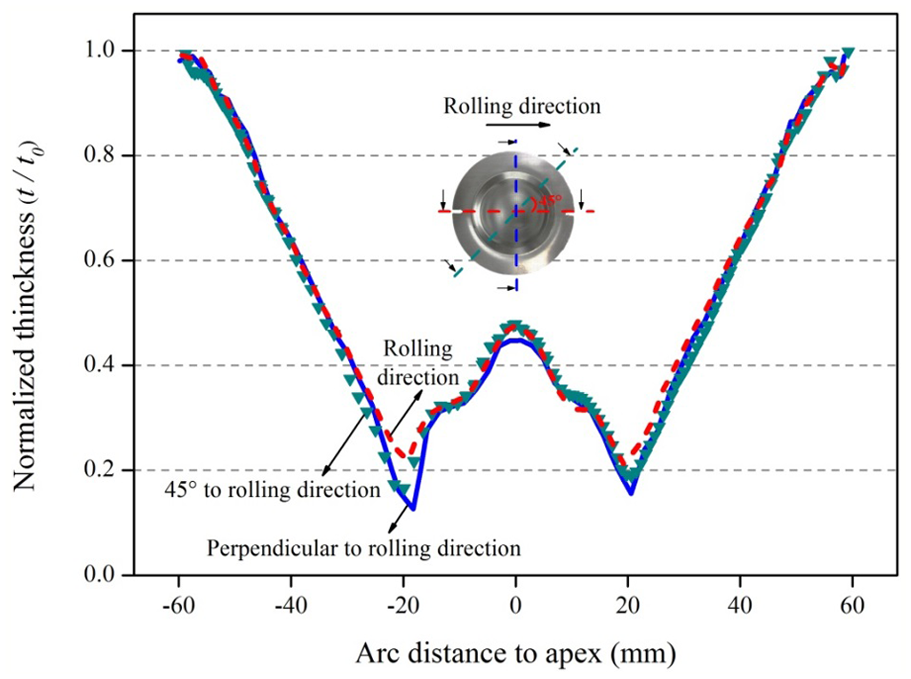
Comparison of normalized thickness variation in different directions for geometry number 6 at 250 °C with a forming speed of 20 mm/s.
Computed FLCs
By processing data for different geometries, strain data for different strain paths were determined and hence the FLCs of AA5754 were obtained through curve fitting (Figure 6). At elevated temperatures, the solid line curves in Figure 6 are interpolated to predict the probable behaviour within the experimental range.
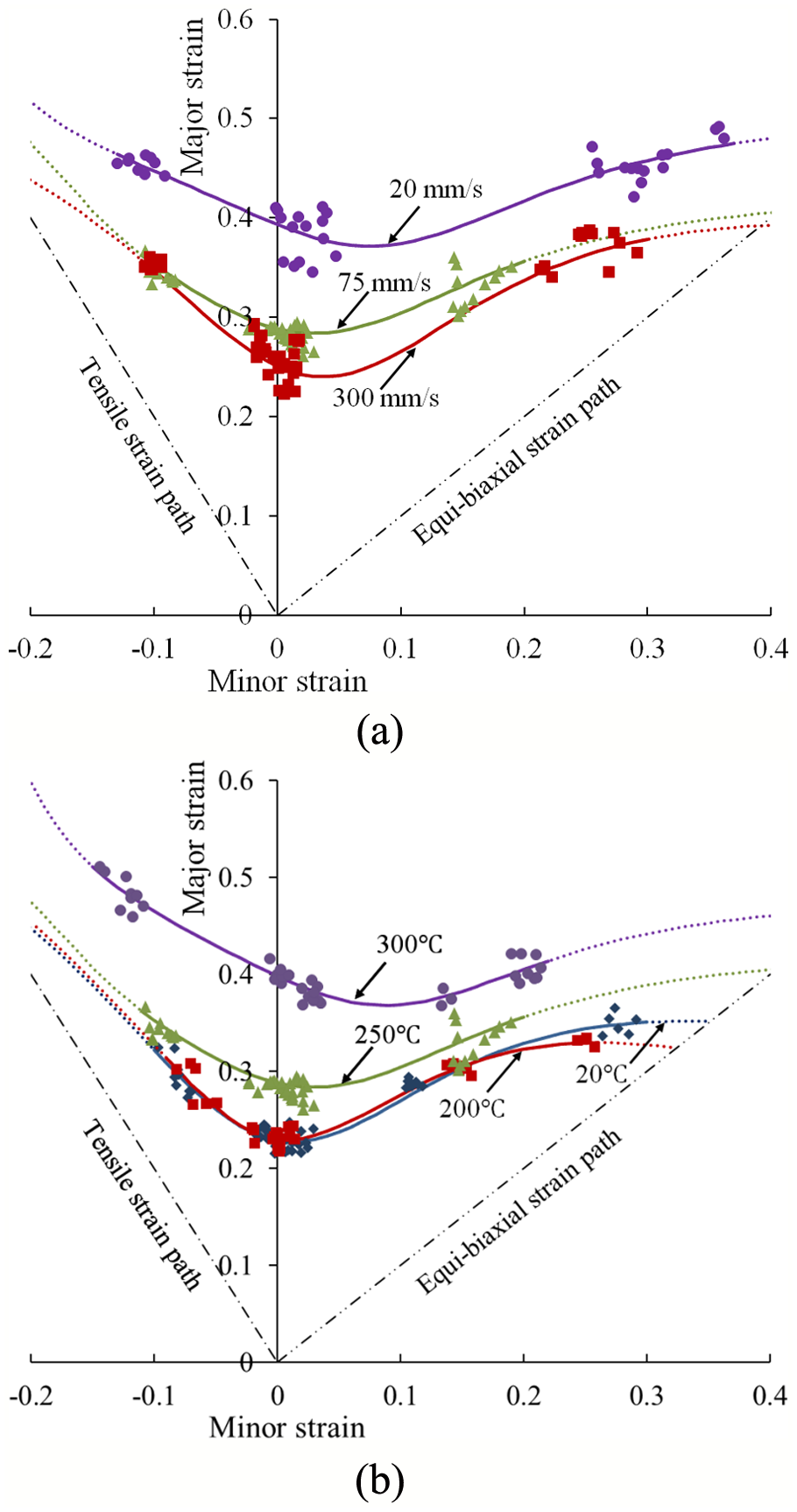
FLCs obtained by forming tests: (a) FLCs for different forming speeds at 250 °C and (b) FLCs for different temperatures at 75 mm/s.
It is found that when the forming speed decreases from 300 to 20 mm/s, the forming limit increases, and the forming limit in the plane strain state has the largest increase. The FLC is flatter at 20 mm/s. The forming limit has a relatively larger decrease from 20 to 75 mm/s than that from 75 to 300 mm/s (Figure 6(a)). In Figure 6(b), it is found that an increase in forming limit from 250 °C to 300 °C is about twice of that from 200 °C to 250 °C in the plane strain state. These results indicate that high forming limits can be obtained when the warm forming temperatures are in the range of 250 °C–300 °C. The V shape of the FLCs tends to be flatter as temperature increases and forming speed decreases. In summary, lower forming speeds and higher temperatures are beneficial for enhancing the forming limit in an isothermal environment.
Experimental data of thickness variations along the virtual section of specimens have been obtained for different strain paths (Figure 7). It is difficult to accurately measure the distance between two peaks where a localized necking occurs (Figure 4(b)) since the low density of grids associated with a crack results in inaccuracy of the strain in thickness. Therefore, the distance along the virtual section from the location of localized necking to the apex of the dome was measured and the average of the distance between the localized necking and the apex of the dome was calculated and marked in these figures. Thickness variation for the equi-biaxial strain state (Point 6 in Figure 1) is much more dramatic compared to that for Points 1–5 strain paths. In this article, the data for Points 1–5 strain paths are studied, and further investigation will be conducted on the data from equi-biaxial specimens. The overall trend of thickness variation can be observed in Figure 7. Qualitatively, with the increase in forming speed or the decrease in temperature, specimens with different geometries tend to have similar trends, that is, better thickness uniformity and location of fracture closer to the apex of dome.
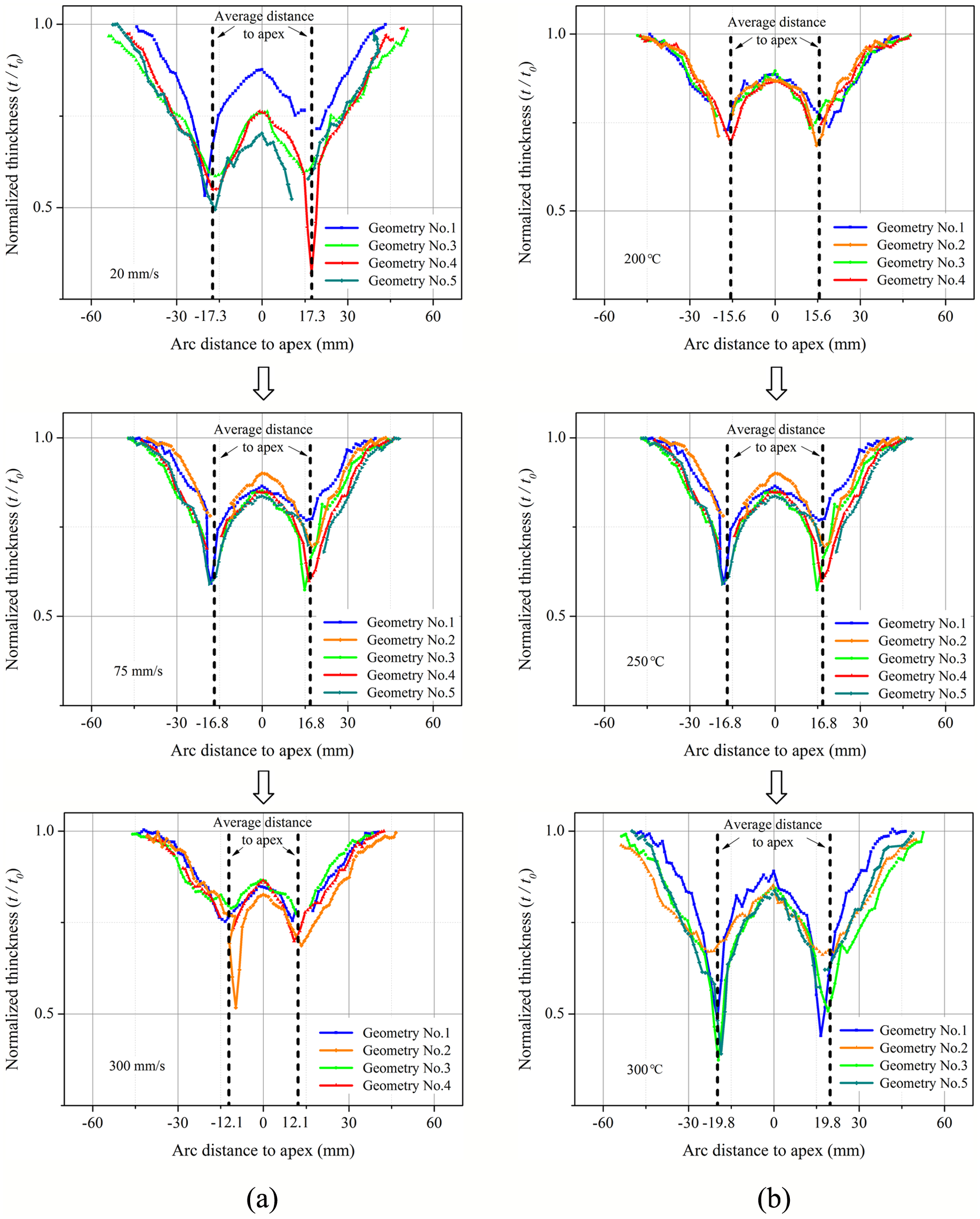
Thickness variations and arc distances to apex: (a) different forming speeds at 250 °C and (b) different temperatures at 75 mm/s.
Discussion
Effect of forming speed
The final dome heights of all formed specimens were measured. Since it is difficult to detect an incipient crack and simultaneously stop deformation, a physical crack occurred on the formed specimen in most cases. Values of limiting dome heights (LDHs) modified to accord with deformation at failure were calculated by using the geometric relationship among the test set-up, final dome heights and crack widths. Figure 8 presents the data of the mean LDH at a forming temperature of 250 °C. Most of the specimens formed under a uniaxial strain state broke into two pieces, which causes the final dome height and maximum crack width difficult to be measured. Therefore, the results with a uniaxial strain state are not presented in Figure 8.
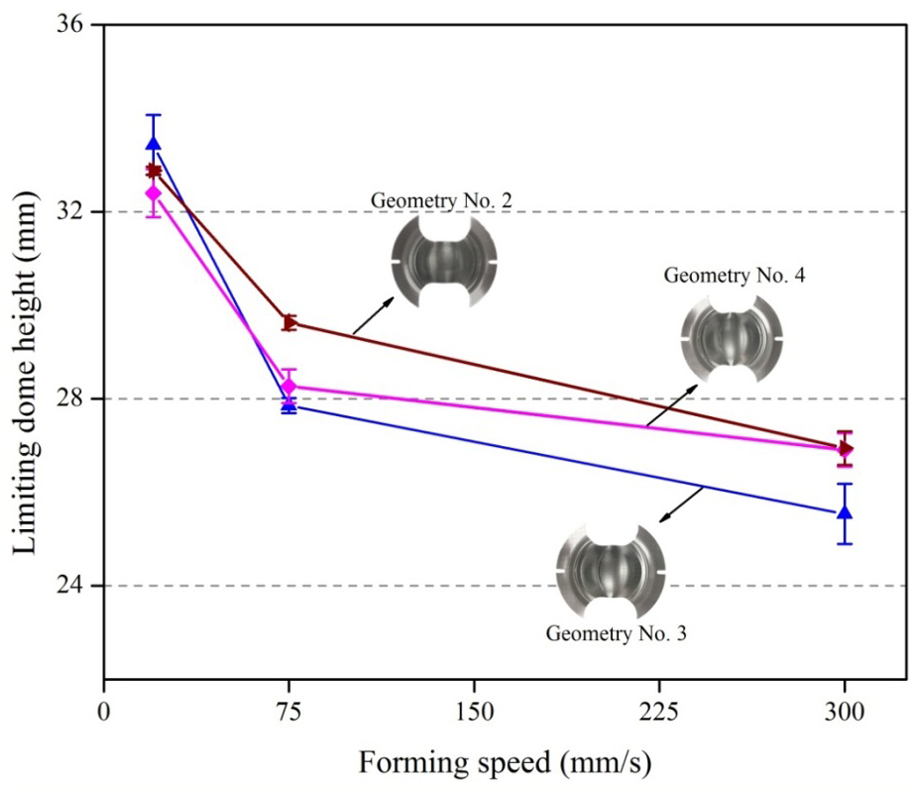
Effect of forming speed on limit dome height at a temperature of 250 °C.
As shown in Figure 8, LDH decreases with the increasing forming speed and hence the increasing strain rate for strain paths 2–4. Lin et al. 18 found that for AA5754 at temperatures used in this work, the flow stress increases with increasing strain rate from 0.1 to 10 s−1. Also, they found that strain rate hardening is enhanced when strain rate is increasing, but the elongation to failure decreases with increasing strain rate, which reduces the forming limit of the material. On the other hand, strain hardening increases with increasing strain rate, which can be beneficial to material flow uniformity and stress transfer, therefore reducing the tendency to localized necking and hence higher dome heights. The combined influence of strain rate hardening and strain hardening may be complex, but higher LDHs can be observed at lower forming speeds in Figure 8. This indicates that strain rate hardening is the dominant factor when forming speed varies in the LDH tests.
Figure 9(a) shows normalized thickness (t/t0) of specimens formed in the plane strain state at different forming speeds and the locations of tmax and tmin. Similarly by comparing the average value of thickness variation ((tmax − tmin)/tmax) in different strain paths, more uniform thickness is observed at a higher forming speed in Figure 9(b). Significant improvement in thickness uniformity at the highest forming speed is obtained because the strain hardening increases with increasing strain rate, which results in a lower tendency to localized thinning.
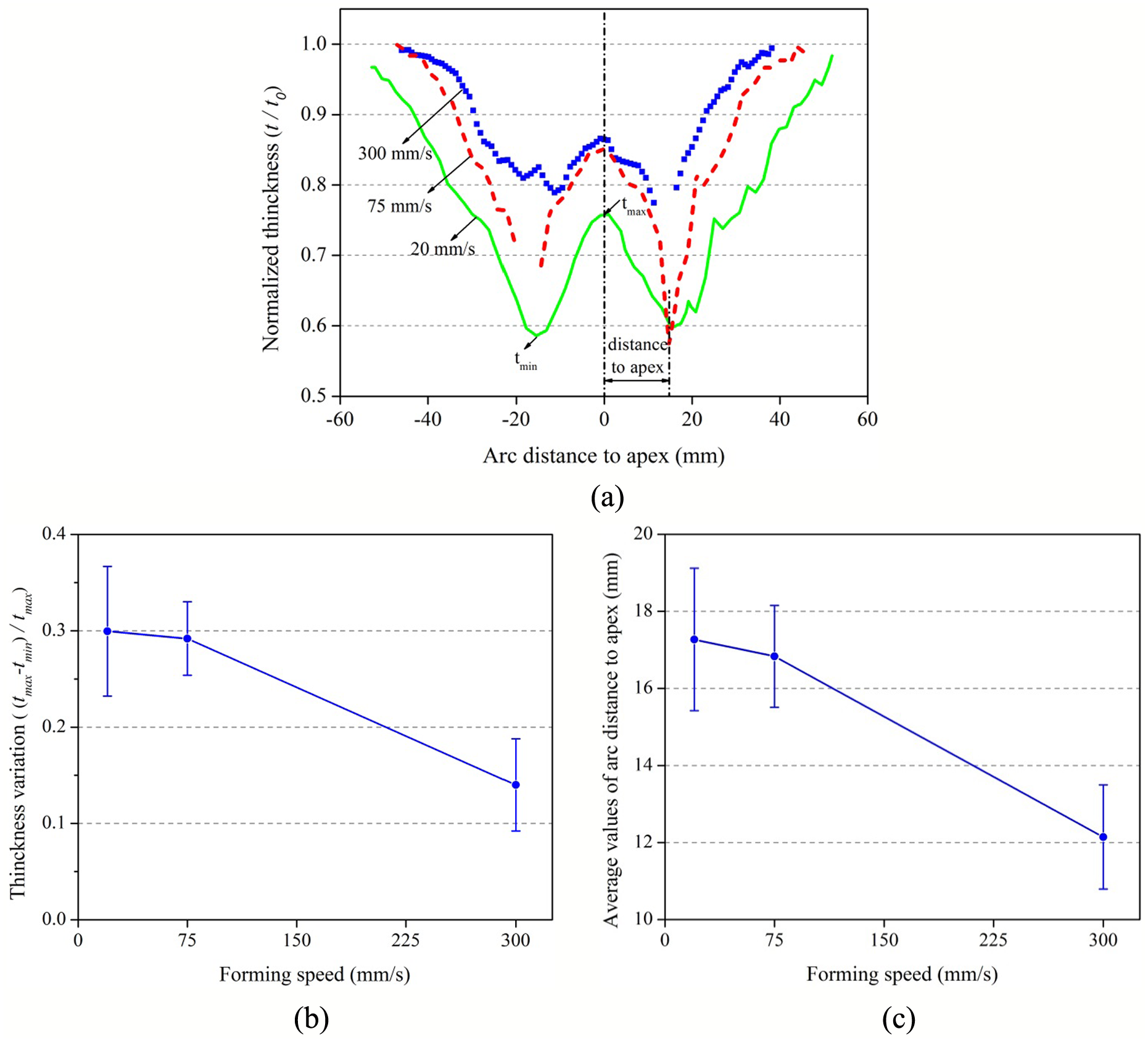
Deformation features at different forming speeds at 250 °C: (a) thickness variation of the specimens formed in the plane strain state, (b) average values of normalized thickness for strain states of specimen nos 1–5 and (c) average values of arc distance from the fracture location to the apex for strain states in specimen nos 1–5.
As shown in Figure 9(a), forming speed has an effect on the location of the fracture. In ISO standard (ISO 12004-2:2008) for room temperature, the FLC test is considered to be valid when fracture occurs within a distance less than 15% of the punch diameter away from the apex of the dome. However, there is no standard of fracture occurrence distance to validate the test at elevated temperatures. In this study, the fracture occurred within the contact region between the punch and the deformed material is considered to be valid. With a higher forming speed, fracture occurs nearer the apex of the dome. As forming speed increases, the high-speed deformation of the material produces better lubrication performance between punch and specimen since fewer scratches were found in the samples with a higher speed. A decreasing friction coefficient enables fracturing to occur on the top of the dome. The arc distance from the location of localized necking (without cracks) to the apex of the dome in Figure 9(a) was measured, and the results are shown in Figure 9(c). A similar trend can be found in Figure 9(c): the average value of arc distances from the localized necking location to the apex is the smallest at the highest forming speed.
Effect of temperature
As a consequence of increasing temperature, the LDH generally increases for strain states 2 and 3 (Figure 10). When temperature increases from 200 °C to 300 °C, the flow stress of AA5754 decreases and the strain to failure increases, according to the results of uniaxial tensile tests. 18 The strain hardening at 200 °C is much higher than that at 300 °C. The yield stress and strain hardening decrease with the increasing temperature. It performs good formability at the highest temperature of 300 °C due to the fact that the elongation is the largest and high ductility can postpone localized deformation, which benefits the formability. However, strain hardening decreases with increasing temperature, and the high strain hardening at a low temperature is beneficial as it results in low tendency to localized necking and thus results in high LDH. Nevertheless, higher LDHs can be observed at higher temperatures in Figure 10, which indicates that the elongation to failure is the sensitive factor when the temperature is varied between LDH tests.
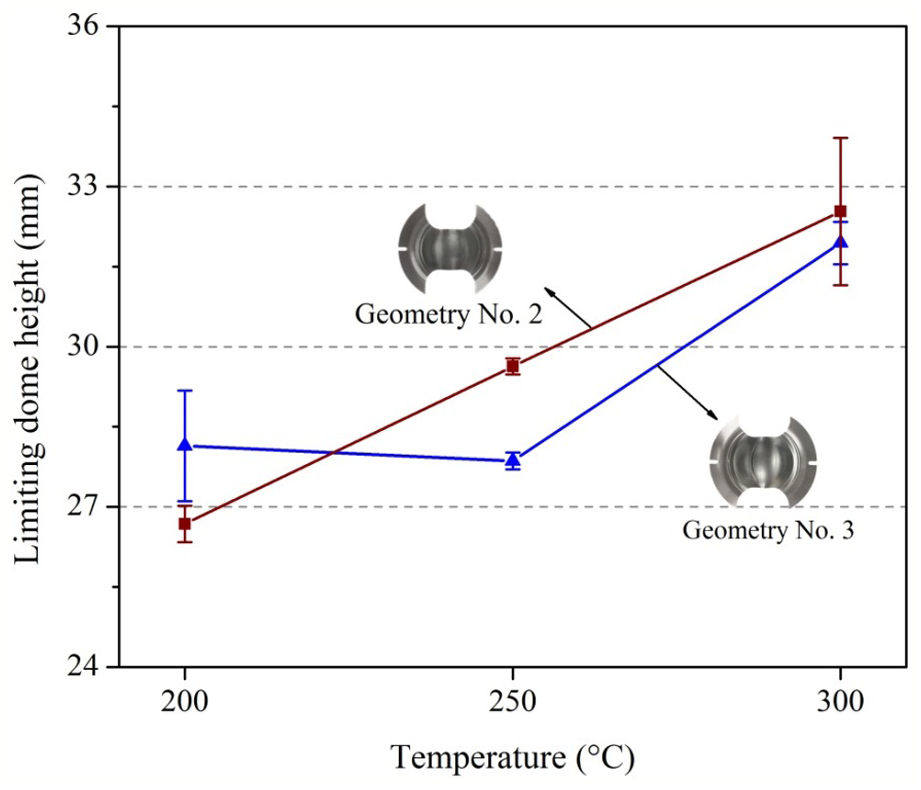
Effect of temperature on limiting dome height at a forming speed of 75 mm/s.
Figure 11(a) shows the normalized thickness (t/t0) of specimens formed in the plane strain state at different temperatures. The distance from the location of fracture to the apex varies with temperature. By comparing the average value of thickness variation ((tmax − tmin)/tmax) in different strain paths (Figure 11(b)), a more uniform thickness profile can be seen at a lower temperature. The average thickness variation has a monotonic increase with increase in forming temperature, which is attributed to the fact that increase in temperature results in decrease in strain hardening and thus a higher tendency to localized thinning. It is noticed that there is a relatively large standard deviation at the highest temperature. This means that the forming test presents instability at higher temperatures.
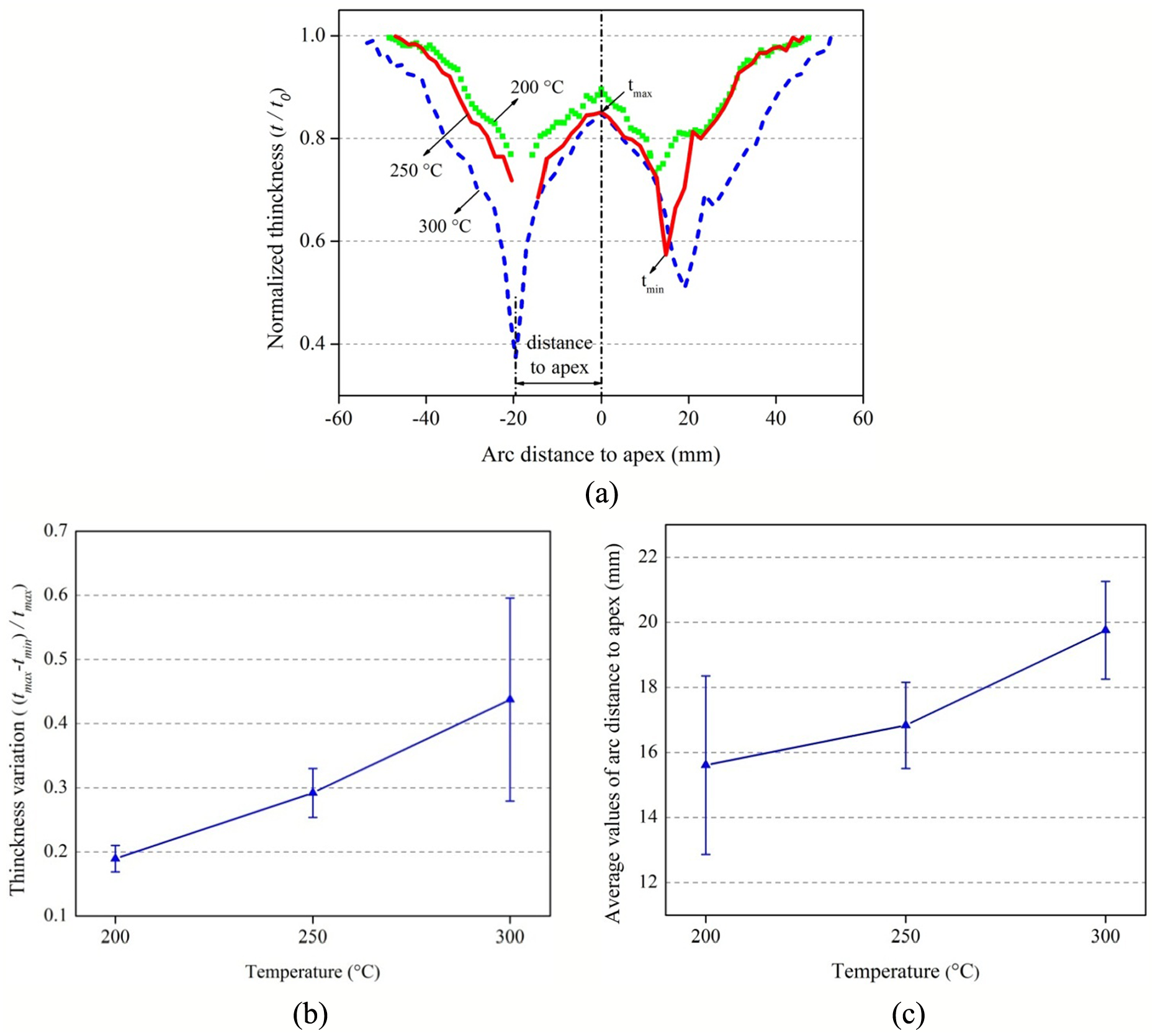
Deformation features at different temperatures at 75 mm/s: (a) thickness variation of the specimens in the plane strain state, (b) average values of normalized thickness for strain states in specimen nos 1–5 and (c) average values of arc distance from the fracture location to the apex for strain states in specimen nos 1–5.
The average value of arc distance from the fracture location to the apex is the highest at the highest temperature of 300 °C (Figure 11(c)). For a lower temperature, the fracture occurs near the apex of the dome. It is because elevated temperature increases surface oxidation of metal surface and has a negative influence on the properties of the lubricant, 21 which leads to increasing the friction coefficient. In the LDH tests, fracture occurred in the contact region for all specimens at different temperatures even though the fracture location is not at the apex of the dome. In order to avoid the effect of friction coefficient on the measured forming limits, the Marciniak test or a planar tensile test system is an alternative approach to determine the forming limit diagram (FLD) of a material in future.
Conclusion
This study considers the effects of forming speed and temperature on the formability and deformation features of formed specimens in dome forming limit tests of AA5754. The FLCs of AA5754 were determined at the elevated temperatures and different high forming speeds in a good isothermal environment.
The forming limit increases significantly with increasing temperature from 200 °C to 300 °C and decreasing forming speed from 300 to 20 mm/s. Thus, warm forming processes at high temperature and relatively low forming speed will be beneficial for workpiece formability. However, the thickness of formed specimens is more uniform at higher forming speeds and lower temperatures within the investigated ranges. Furthermore, the thickness variation decreases 53.2% with increasing forming speed from 20 to 300 mm/s and decreases 56.7% with decreasing temperature from 300 °C to 200 °C. Because of the friction effects, the arc distance from the fracture location to the apex of the formed specimen decreases 29.7% with increasing forming speed from 20 to 300 mm/s and, on the contrary, increases 26.5% with increasing temperature from 200 °C to 300 °C.
It is noted that knowledge of deformation features such as uniformity of formed specimens and the location of fractures, in addition to the forming limits, can be used to understand and optimize warm forming processes for aluminium alloys. Numerical simulation will be used to convert the forming speeds to strain rates at the localized location. A set of constitutive equations based on continuum damage mechanics will be proposed, and the material constants in the damage constitutive equation will be calibrated based on the formability test results.
Footnotes
Acknowledgements
Financial support from the UK Technology Strategy Board (TSB) high-value manufacturing programme for the project of Warm Aluminium Forming Technologies (WAFT) is gratefully acknowledged. The authors would like to thank Novelis UK Ltd for the supply of material. Author would like to thank the support from ‘Science Fund for Creative Research Groups of NSFC (51321004)’.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.