
Abstract
Due to the international business competition of modern manufacturing enterprises, production systems are forced to quickly respond to the emergence of changing conditions. Production control has become more challenging as production systems adapt to frequent demand variation. The neuroendocrine system is a perfect system which plays an important role in controlling and modulating the adaptive behavior of organic cells under stimulus using hormone-regulation principles. Inherited from the hormone-regulation principle, an adaptive control model of production system integrated with a backlog controller and a work-in-progress controller is presented to reduce backlog variation and keep a defined work-in-progress level. The simulation results show that the presented control model is more responsive and robust against demand disturbances such as rush orders in production system.
Introduction
Recently, much research on control strategy of production system has been conducted around the world. With the market competition obviously characterized by globalization, dynamism and customer-driven intensifying, manufacturing industry is faced with opportunities brought by technology advancement and worldwide challenge from the trend to personalization or diversity.1,2 Production operating environment is filled with uncertainty owing to shortening product life cycle, smaller production lot, and higher refresh speed. Multi-objective or uncertain incidents in complex production process are frequently brought up by processing equipment and complicated constraints from process and resource. 3 Unpredictable and dynamic market changes cause changing requirements concerning the output capacity and variety of processing functions of production systems. 4
Meanwhile, the dynamics and nonlinearity of production load are caused by continuous and unpredictable task, for example, external incidents consisting of production task change or rush order, and internal incidents covering machine malfunction and manufacturing resources interruption. 5 Ideally, in an adaptive production system, exact capacity is supplied when needed and where needed. 6 Thus, the production capacity should be adjusted to meet the demand precisely and continually while keeping it in a profitable state. However, this type of policy is undesirable or impossible due to the fact that the rate of variation in demand is usually much higher than the rate at which capacity can be changed using current production control methods. Current production planning and control (PPC) methods often do not deal with unplanned orders and other types of turbulence in a satisfactory manner. 7 To avoid these kinds of situations, material flow management and capacity scalability are very important and normally used. 8
Bio-cybernetics has been increasingly highlighted in recent years, and many kinds of biological intelligent controllers have been presented. Research results in bio-cybernetics prove that control system in human body is a perfect system with superior construction and excellent function. As the control center of hormones, neuroendocrine system (NES) is featured with self-adaptation and stability, which exhibits hormone-regulation behavior. 9 An extraordinary number of scientific advances have provided a much improved understanding of the endocrine system, in which individual components communicate with one another in a highly coordinated fashion. 10
In this article, based on the control advantages of NES, a new dynamic control model of production system is used to design and analyze production control strategy. The aim of this research is to improve the performance of production control, especially the response to disturbances such as rush orders in backlog control of production system. Motivated by the desire of performance improvement, a backlog controller and a work-in-progress (WIP) controller are designed by utilizing the mechanism of hormone regulation. Then, simulation analysis is used to analyze the performance of the production system, with respect to the WIP level and the time required to eliminate backlog.
Literature review
Production control systems are characterized by the time-varying nature of the inputs and the response. For dealing with time-varying demand changes (such as rush order) of the production system, significant past researches have been implemented in the control of capacity and backlog. Towill 11 used classical control concepts to study decision support systems in an adaptive model. Further extensive work was conducted by Qiu et al., 12 who used the linear programming approach to address problems such as capacity, lot size, and cost control to analyze the system performance related to the parameters in a model. Ivanov et al. 13 analyzed the applicability of optimal control theory to adaptive controlling and scheduling. Unfortunately, the aforementioned problems were classically addressed from a static view of point, neglecting the dynamics of modern production system.
Purposes of studying production control strategies can be diverse. Control theoretical modeling method is commonly used for evaluating performance of production control systems. 14 Asl and Ulsory 15 presented a dynamic approach to adjust capacity to meet the demands specified by marketing based on the use of feedback control. Deif and EIMaraghy 16 proposed an optimal capacity scalability scheduling approach based on the demand and the cost of capacity scalability. Also Deif and EIMaraghy 5 presented a dynamic model to analyze capacity scalability using transfer function in reconfigurable production system, three types of capacity controllers were designed to improve the dynamic performance in response to sudden demand changes. Guo and Jing 17 designed a backlog controller and an input rate controller applying the proportional control algorithm in production systems, both controllers interacted with each other to maintain lower and steadier WIP so as to improve on-time delivery. In their research, the classical control theoretical modeling of transient conditions is considered. However, much advanced control theory can be applied in studying the dynamic behavior of production systems.
Besides, the funnel model was developed by Wiendahl 18 using control theory to link the external and internal requirements of production system with the manipulated variables of a PPC system. An automatic PPC model was presented by Wiendahl and Breithaupt19,20 with the help of funnel model and the theory of the logistic operating curve developed by Nyhuis. 21 In their research, a backlog controller was developed to adjust the capacity of the system to eliminate the backlog. Simulation studies were used to analyze the effect of a disturbance on system variables such as WIP, capacity, and input rate. However, in their research, the control policy cannot be able to provide gradual adjustment. Also, this inability leads to the chattering phenomenon, and the production rate oscillates around its ideal level.
Recently, the concept of order flow is used to illustrate dynamic behavior of production system under different control strategies. A closed-loop PPC system with autonomous controllers for WIP and capacity was proposed by Duffie and Falu. 7 Transfer function analysis was used to model dynamic relationships between system inputs and variables from the perspective of order flows; the results were used to select control laws for desired system performance and to calculate system response. Kim and Duffie 6 extended the previous work to study the impact of capacity disturbances and capacity delays on system performance with the methods of frequency response analysis, a dynamic model was used to design and analyze control algorithms for closed-loop PPC. Laperrier 22 analyzed the dynamics of production system using an order flow–based formulation and compared different WIP control strategies.
Their results indicated that if capacity can be adjusted precisely, the production system’s performance would be improved during a time-varying demand condition, and Jeken et al. 23 recommended further research to clarify capacity adjustment rule, especially, how to determine the magnitude of capacity adjustment with respect to deviation of WIP and backlog still deserves extensive research.
It is well known that NES can regulate the functions of several organs and glands with high self-adaptability and stability under stimulus, by means of regulating their hormone secretions synchronously. 24 Based on such mechanism, some recent researches focus on how to use feedback loop and hormone release of NES to design some new control structures and systems. A two-level structure controller based on NES regulation was designed by Liu et al., 25 which can not only achieve accurate control but also adjust control parameters in real time. Extensive work was conducted by Guo et al., 26 an NES-based cooperative intelligent control system was designed to improve the performance of a complex multi-channel plant.
An adaptive production system needs to perform two types of decision making: sequencing and capacity adjustment. An NES-inspired sequencing approach for adaptive production system was presented by Tang et al., 4 in which the operation assignments between resource utilization and task schedule were studied. Confronted with the demand disturbances, the capacity adjustment is a major form of decision making for production control. Following our previous research work, this article presents an approach for backlog and WIP control of production system utilizing the hormone-regulation mechanism.
General principle of NES
NES controls secretion of pituitary gland hormones. It has subsequently expanded to investigate numerous interconnections between the endocrine system and the nervous system. In humoral regulation process, the human body physiological function is controlled in a stable environment due to neuroendocrine hormone-regulation mechanism.
Negative feedback mechanism of hormone regulation
The regulatory process of neuroendocrine hormone is described as follows: first, various endocrine glands, such as thyroid, adrenal glands, and other target organs, produce corresponding hormones through controlling the central nervous system. Then, the hormones regulate and control the whole body through the blood circulation of body fluid circulation system. In addition, each hormone concentration can be controlled precisely and stably by negative feedback control loop of hormone regulation.
Metabolic regulation is greatly affected by adrenal hormone, and the regulation functions as follows: corticotropin-releasing hormone (CRH) is secreted by hypothalamus, stimulating the pituitary to release adrenocorticotropic hormone (ACTH). The release of ACTH simulates the adrenal gland to secret adrenaline. This informs the sensors that detect the increase in adrenaline concentration. This causes the hypothalamus and pituitary to reduce the secretion of CRH and ACTH, leading to a decrease in the concentration of adrenaline until a balance is achieved. A typical control model of hormone regulation is shown in Figure 1, which exhibits the characteristic of negative feedback.
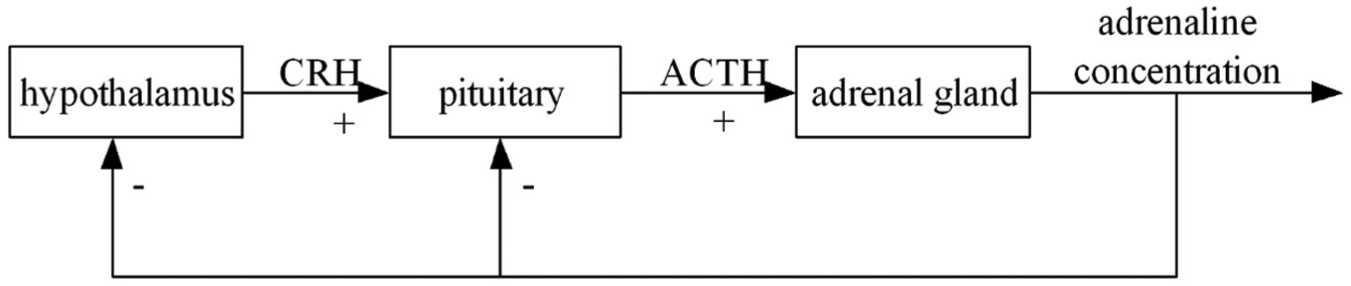
Negative feedback control model of hormone regulation.
Hill functions of hormone regulation
Farhy 9 pointed out that the general rule of hormone regulation had characteristics with monotone and non-negative. A control function with nonlinearity is used, namely, the up-regulatory or down-regulatory Hill functions, as shown below


where T is a threshold, T > 0, G is an independent variable, n is a Hill coefficient, and n ⩾ 1. Note that
If one hormone x is controlled by another hormone y, the secretion of the former Sx is determined by the concentration of the latter Cy, which can be described as

where Sx0 is the basal secretion of hormone x and
Control model of production system
As described in the section above, the hormone-regulation mechanism has been adopted to react to disturbances in an emergent state. In this section, a control model of production system is illustrated with a focus on hormone regulation. The modeling approach and its analysis are based on the application of control theory and hormone-regulation mechanism.
Hormone-regulation model of production system
Inspired by the hormone-regulation mechanism, a control model of production system is proposed and shown in Figure 2. It is composed of three main components, the production process, WIP controller, and backlog controller. Taking production assembly line as an example, the production process is simply modeled as a pipeline. The output of the production system is lagged by the production lead time,
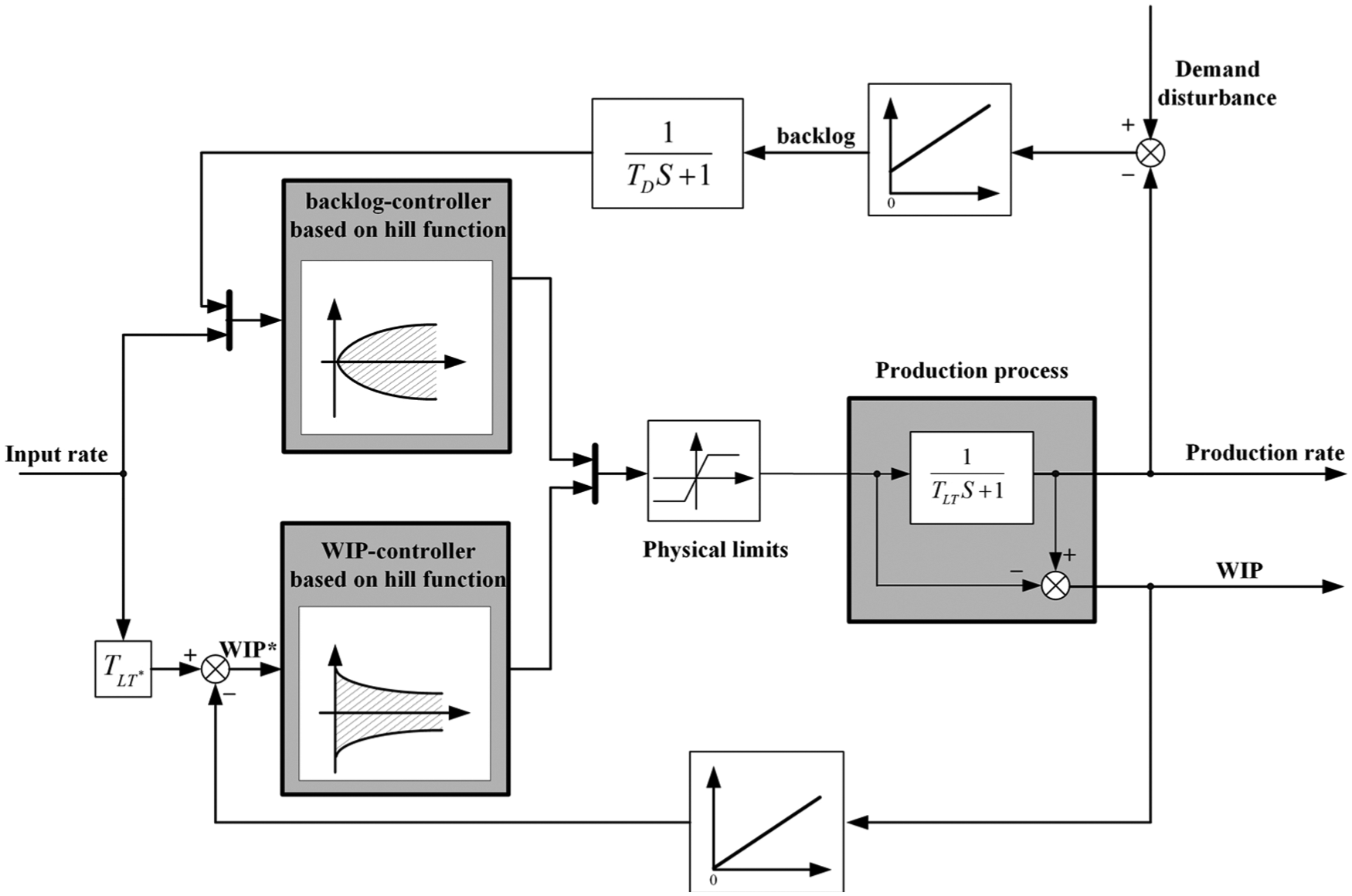
Control model of production system.
Both the WIP controller and the backlog controller constitute a kind of two-layered architecture of production control system. The backlog controller is in the upper level, and the WIP controller is in the lower layer. The control law of backlog as well as that of WIP is based on hormone regulation. In reality, any production system has lots of limitations. In other words, the amounts that input rate and production capacity can be adjusted for production control are limited. Therefore, a function block of physical limits is used in the production process. Ideally, the backlog is zero in a balanced production system. Dynamic properties of the control model can be analyzed with respect to the response to demand disturbances from control theoretic methods. The details will be introduced in the following section.
The input and output variables of the control model of production system are introduced as follows. The incoming orders of a balanced system are simply converted into the initial input rate and then flow into the backlog controller as one of the inputs. The initial input rate multiplied by the ideal lead time, TLT*, is changed into the ideal WIP, WIP*. Meanwhile, it is as an input of WIP controller.
Similar to the input variables, the output variables of the production system are indicated as production rate and actual WIP level. The difference between demand and production rate is integrated over a time interval, and the result is the amount of backlog. It is another input variable of the backlog controller with a delay time, TD. Thus, any demand disturbance will be reflected on the backlog controller.
Design of controllers based on Hill function
In a balanced production system, the input rate is set to the order rate perspective from Little’s Law. 28 If a demand disturbance (e.g. rush order) occurred, the balance of the production system is lost and then the amount of the backlog comes up on account of relative lower production capacity.
As mentioned earlier, a backlog controller based on Hill function is designed using control theoretic methods. A simplified closed-loop model is illustrated in Figure 3. The production capacity of the system is manipulated with the goal of eliminating the backlog. For the purpose of gaining insight into the fundamental dynamics of production system and the effects of various choices of controllers, the backlog can be defined as

where

subject to

where
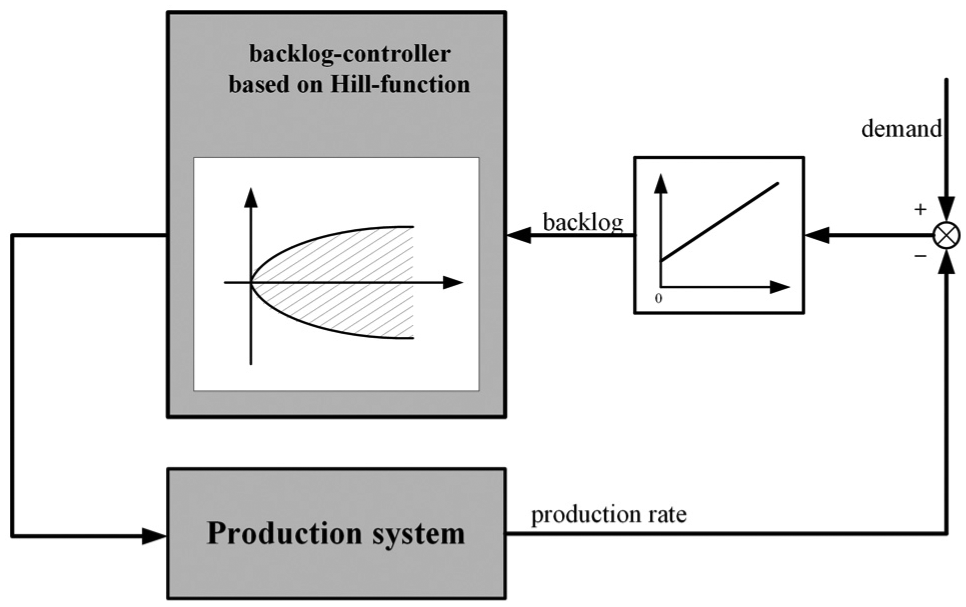
Backlog controller based on Hill function.
Referring to the production process, the production lead time directly affects the ability for timely delivery. According to Little’s Law, WIP inventory is equal to the product of the input rate and lead time. When the production rate reaches the capacity of the production system, and remains substantially constant, the variations of lead time are proportional to the variations of WIP inventory, which can be expressed as equation (6). Therefore, the control of WIP inventory in a production system is equivalent to control the lead time of the production system. Moreover, WIP is easier to be measured by counting jobs, while lead time requires clocking jobs in and out of the system. Lead time is also restricted to its lower limits (equals to the sum of the operation time and the transportation time). Therefore, it is much more practical to indirectly control lead time by controlling WIP

where
The WIP level characterizes the state of the production system and generates the information upon which decisions and actions are based. Meanwhile, WIP gives production system inertia and provides them with memory. 27 The amount of WIP can be obtained by accumulating the difference between the input rate and output rate of the production system. Based on the above analysis, the WIP level in production system is presented as follows

where
The model of the designed WIP controller is illustrated in Figure 4. The ideal WIP level,

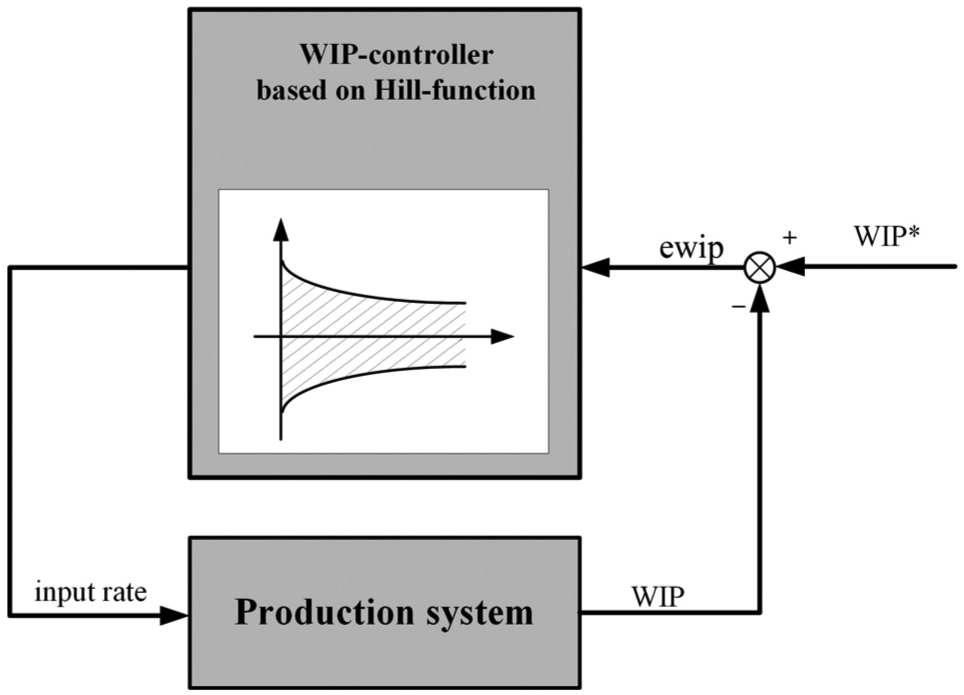
WIP controller based on Hill function.
With the difference between the ideal and the actual WIP, the WIP controller adjusts the input rate of the production system. Similar to the designed backlog controller, the input rate and the deviation of the WIP level are considered as two kinds of hormones. It is supposed that the WIP hormone release is controlled by the input rate hormone. If a demand disturbance occurs, the production system is out of balance. Then, the hormone release will be stimulated for system equilibrium through the input rate hormone release. The designed WIP controller based on Hill function can be expressed as

subject to

where
As mentioned earlier, the WIP controller is in the low level. Therefore, the designed WIP controller is relatively fast-acting compared to the backlog controller. The WIP adjustment responds quickly to work disturbances. Then, the proposed backlog controller is activated to eliminate the backlog.
Performance analysis with numerical example
This section first introduces the process of cooperation between the WIP controller and the backlog controller and then explores the responses to demand disturbances of the developed control model. In order to show the applicability of the proposed approach in different situations, the lead time
The dynamic analysis of the production system was investigated using two scenarios. The proposed model is tested and compared with the classical control model (proportional controller) introduced by Deif and EIMaraghy.5,14 The proportional control gain of the backlog controller used in the classical control model is
Parameters used in two scenarios.

The assumptions made for all simulations are the following:
The production system is modeled as a pipeline, which has a full production capacity of 44 K parts per day
The system has a 96% availability level and a fixed lead time (the maximum
The production capacity of the system can be adjusted up to 10% of its current capacity through improved utilization of physical components within 2 days (TD = 2).
The initial input rate is set to be equal to the order rate.
The expected lead time is equal to the actual value
Operation of the control model
In the case of demand disturbance occurring in a production system, it is useful to adjust the input rate by the WIP controller. If the input rate keeps growing and exceeds the ideal value
If a demand disturbance occurred, first of all, the shortest time for eliminating the backlog is calculated. In other words, the backlog cost needs to be estimated. Therefore, the term of
If a demand disturbance (rush order) occurs, the backlog will come up. It is supposed that the backlog is eliminated with a directly added capacity,
Under the same condition, it is assumed that the designed WIP controller is activated and then the time
After that, the time spent (time for order fulfillment, named as
The result of
If the actual value of backlog is greater than the calculated
The WIP controller detects WIP hormone and secrets the input rate hormone (order release), so that there is enough work prepared in the system. In other words, the input rate of the production system is increased after the designed WIP controller is activated.
The output (production rate) remains unchanged until the actual WIP level reaches the ideal value
The backlog controller is put into operation after the actual value of WIP reaches the ideal value
After the backlog controller is activated, the WIP level continues to rise until the increased production rate reaches the actual maximum.
When the backlog is eliminated, the production system achieves a balance again under the coordination between the backlog controller and the WIP controller.
In the end, both the WIP controller and the backlog controller are deactivated.
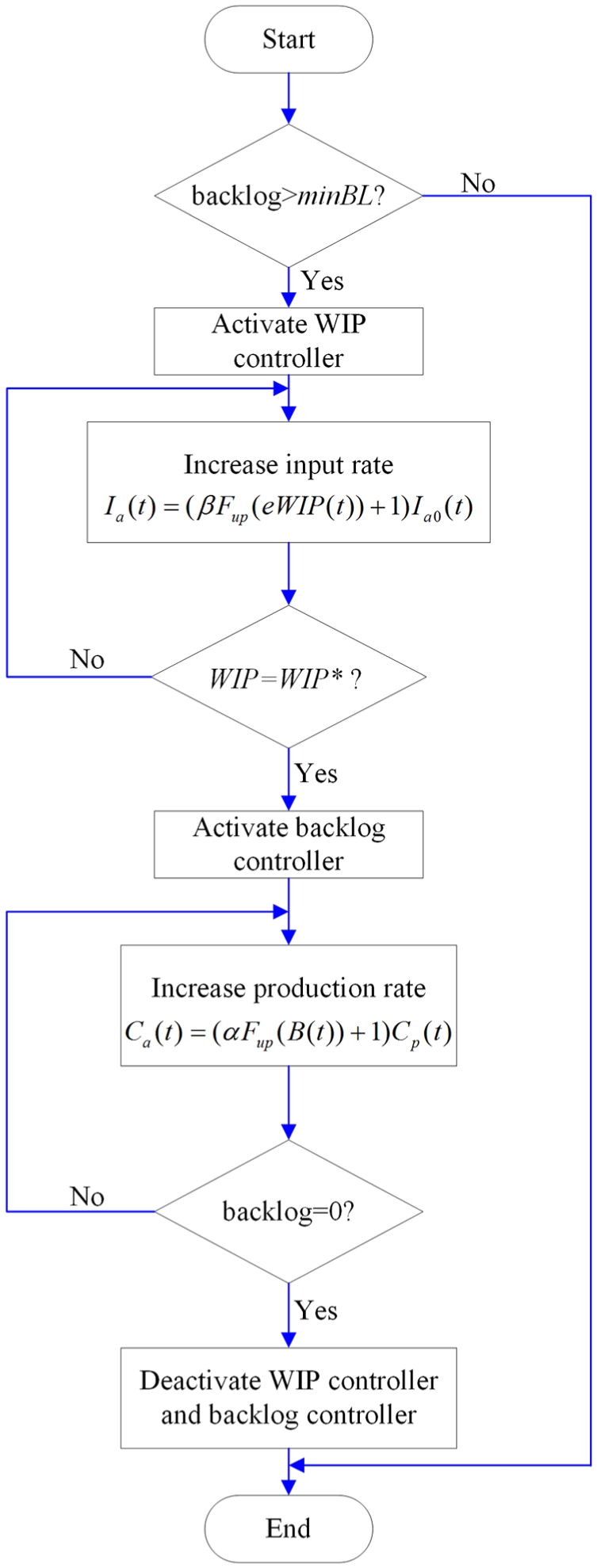
Flow diagram of the operation procedure of production system.
Analysis of the control model under normal state
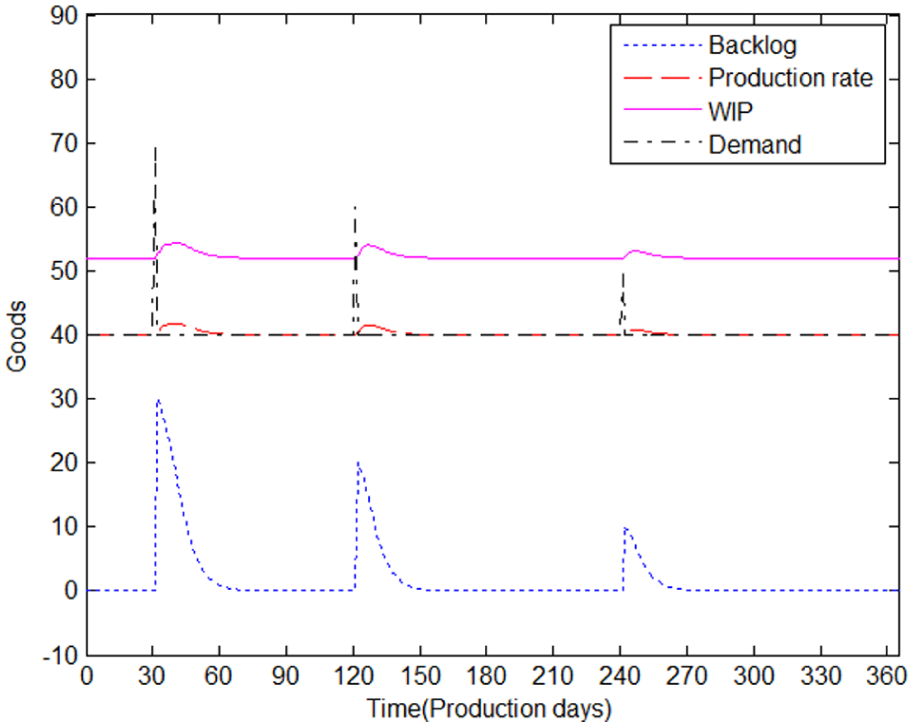
In order to analyze the production system with the integrated backlog controller and WIP controller, a case scenario was designed to stress the system under demand disturbances environment. A rush order with a work content of 90 K goods occurred in the system at the 10th day as shown in Figure 6. As an urgent order, it should be dealt immediately after its arrival; the backlog comes up to 50 K pieces of goods because the normal planned work cannot be implemented. In the case of the rush order, the actual value of backlog exceeds the calculated value of
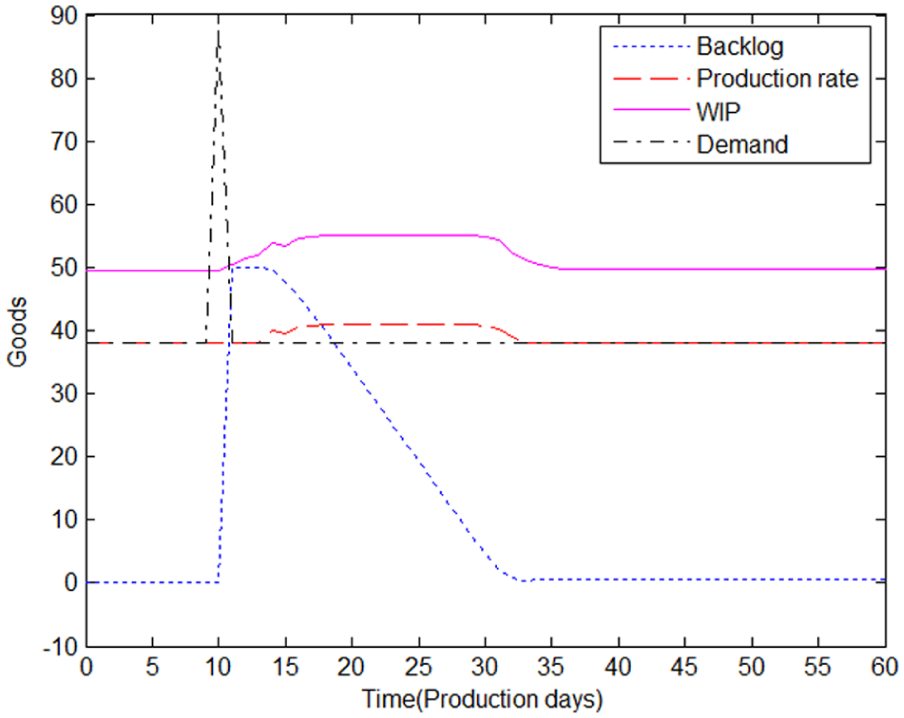
Performance of the proposed control model under normal state.
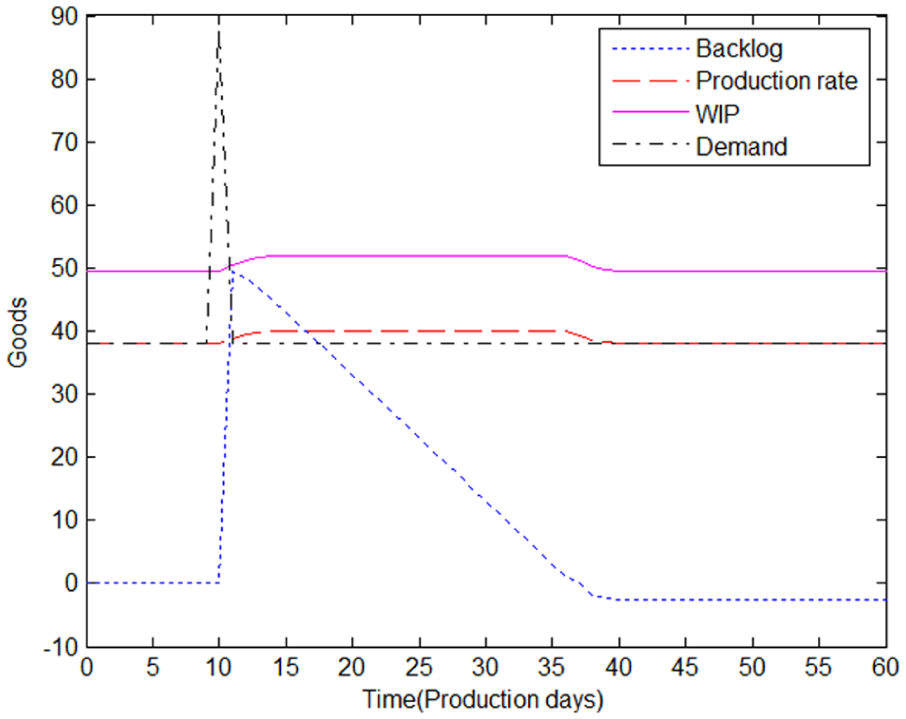
Performance of the classical control system under normal state.
If the balanced production system was driven with a higher utilization, the production system with proportional controllers would take much more time. However, the proposed control model can rapidly respond to the sudden demand change (rush order), completely eliminating the backlog without production overshoot. It has a better performance than that of the existing production system. The greater the disturbance, the more obvious the advantage of the control model. The detailed analysis will be explored in the following subsection.
Analysis of the control model under extreme state
In the case of high utilization of the production system with a higher level of WIP (WIP≈WIP*), the WIP controller tends to have a negligible effect. In this case, the backlog controller is mainly responsible for regulating task due to the impact of rush orders. To further illustrate the characteristics of the proposed control model, the performance of the backlog controller based on Hill function compared with a proportional backlog controller is analyzed.
To examine the effect of two types of backlog controllers, the response of both systems with the same demand changes is plotted. From the results shown in Figures 8 and 9, it is clearly shown that the performance of the proposed model is much better than the classical control method (proportional control). Figure 8 shows that if the production system with proportional backlog controller is adopted, the production process will appear to be frequently oscillatory under higher utilization. This problem disappeared in Figure 9 due to the existence of the proposed control model inspired by hormone regulation. This is possible because the proposed control model can specify exactly when the system has to adjust the production rate or not. Therefore, the proposed control model improves the control accuracy in terms of adjustment process.
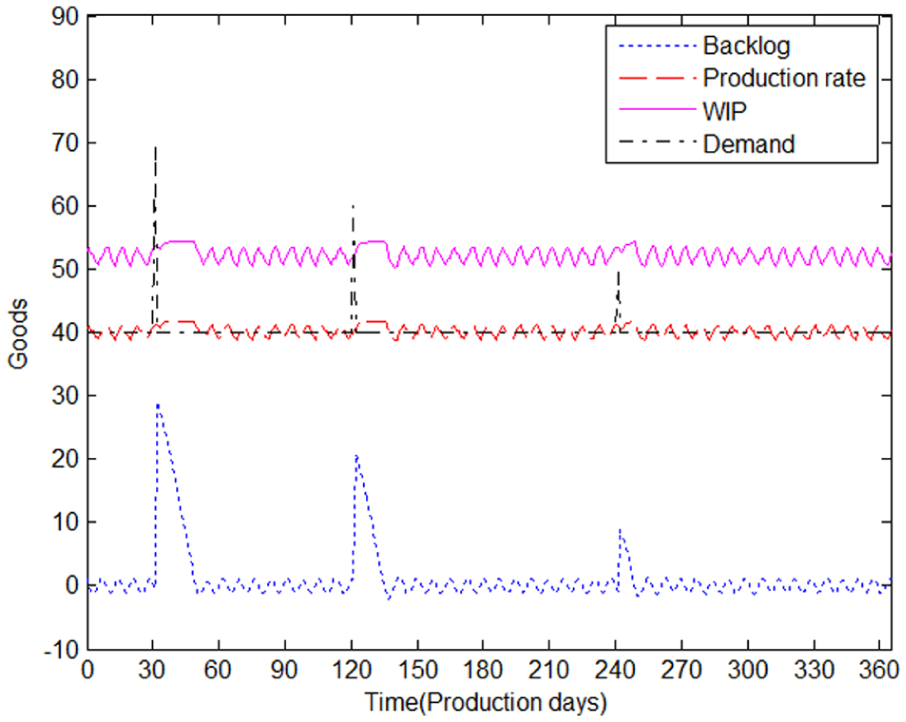
Performance of the classical control system under extreme state.
Performance of the proposed control model under extreme state.
For further understanding the proposed control model, the trend between the backlog and the production rate is drawn in Figure 10. The result indicates that the backlog quickly comes up due to a sudden change in the demand. However, the production rate rises sharply in the initial stage and then the rising speed becomes slightly slow. In other words, when the concentration of the backlog hormone increases, the production rate hormone is continuously secreted driven by excitatory input of the rising backlog at the beginning. After that, with the variation of backlog, the magnitude of the production rate drops off over time. From the perspective of control theory, the backlog rate hormone itself exerts a negative nonlinear feedback on the secretion of the production rate hormone. With the decrease in the backlog hormone, the production rate hormone continues rising until its physical limit. Thereafter, the backlog is quickly eliminated, and the production rate is gradually declined at the same time. Finally, the system achieves balance.
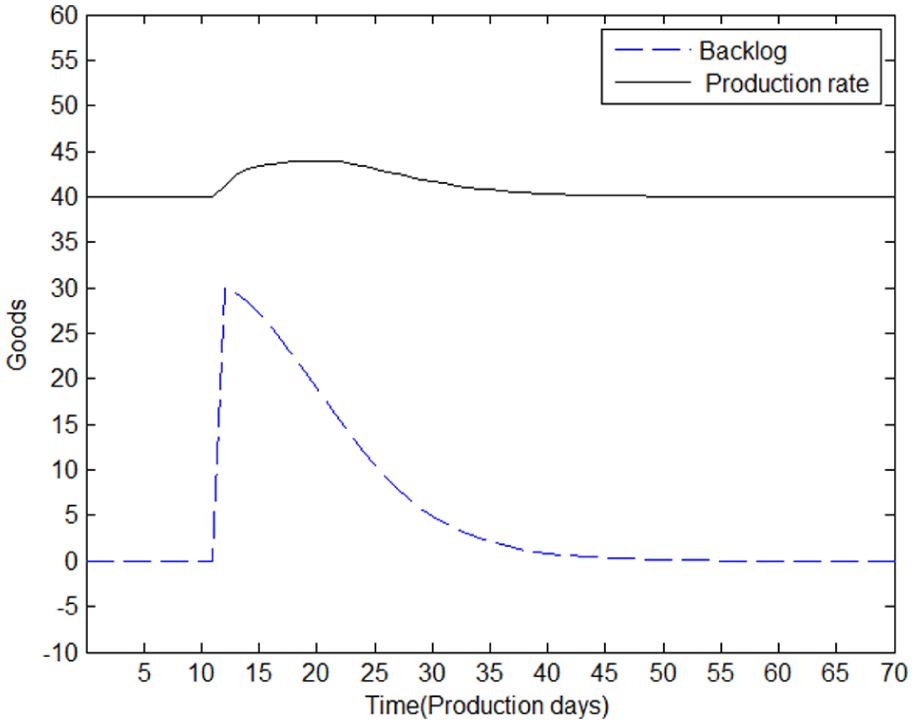
Mutual interaction between the backlog hormone and the production rate hormone.
In order to better comprehend the superiority of the proposed approaches, variability in production lead time is tested in simulation. Also, the trend for the lead time and corresponding average utilization of the production system for both scenarios is plotted, as shown in Figure 11. The simulations for both scenarios run under updated setting of
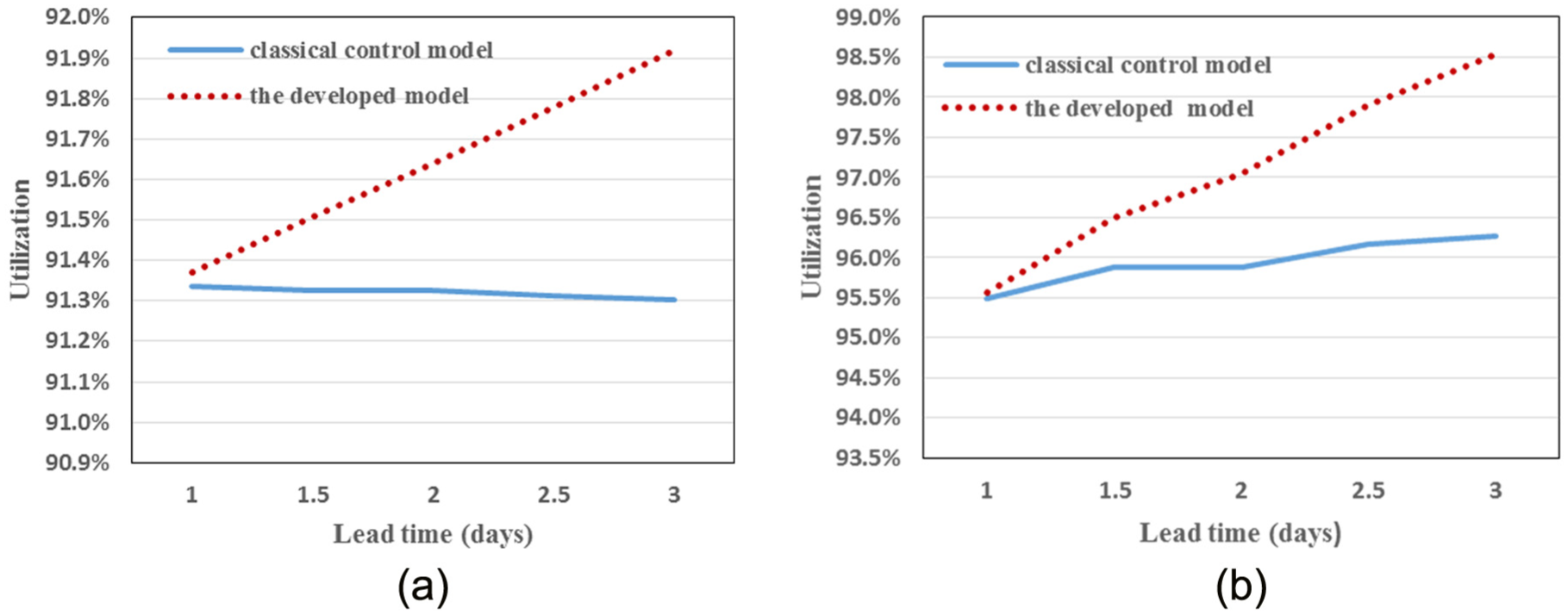
Comparisons of the trends between the lead time and utilization: (a) comparison under normal state and (b) comparison under extreme state.
Figure 11(a) shows the utilization comparison between the developed control and the classical control methods under normal state. The utilization of the developed controller is slightly better than that of the classical controller. The slight advantage in the developed control model is achieved due to the relatively larger adjustment space (only one rush order). That is, the probability of “material blocks” and “material starvation” is small in this condition. Moreover, the developed control model sacrificed the regulation speed (equivalent with utilization) in order to maintain a stable production process as discussed earlier.
As expected, the developed control model offers a better result on the utilization in extreme condition. The result is shown in Figure 11(b). The reason is that the characteristics of Hill function–based controller can make a good balance between demand responsiveness and stable production process. And then a higher utilization is achieved. As previously stated, the greater the disturbance, the more obvious the advantage of the proposed production control strategy. Comparing Figure 11(b) with Figure 11(a), it can be seen that increasing lead time tends to make the production system more oscillatory and less stable on the condition of higher utilization.
Conclusion and future work
Modern production systems are characterized by dynamism and customer driven based on market changes. Bio-cybernetics proves that the NES in human body is quite capable of adapting to stimulus. As the control center of hormones, NES is featured with self-adaptation and stability, which exhibits hormone-regulation behavior.
Negative feedback regulation of hormone release is a common feature for hormones of the hypothalamic pituitary axis. The regulation based on the Hill functions can work to maintain hormone levels within an appropriate range. In this article, a control model of production system was proposed and analyzed using control theory after looking into the rule of neuroendocrine hormonal regulation. The backlog and WIP control models that imitated the principle of hormone regulation were designed to agilely deal with the demand disturbances in production system. At the same time, control laws based on the Hill functions were studied to adjust capacity in response to backlog and input rate. Simulation method was conducted to explore the performance of the proposed control model.
In addition, to examine the response of production system under rush orders, a backlog controller and a WIP controller with an exponential delay component were designed. Simulation results showed that the developed model can adjust control parameters adaptively in real time. The backlog was reduced steadily and much faster while the WIP was maintained within a desired level. To further investigate the developed backlog and WIP controllers, simulation analysis of extreme state related to higher utilization of production system between the proposed backlog controller and the proportional backlog controller was implemented. The results showed that the control strategy with hormone regulation performs a higher robustness for rush orders. Besides, the developed controllers decreased the overshooting of production due to the Hill functions’ nonlinear characteristics during the backlog reducing process. This confirms that hormone regulation is a better optimal adjusting method. It was also shown that the production oscillation problem can be better managed with the proposed model. It makes a good balance between demand responsiveness and stable production process. In order to comprehend better the superiority of the proposed approaches, the trend for the lead time and corresponding average utilization of the production system for two operation conditions was also analyzed. The result showed that increasing lead time tends to make the production system more oscillatory and less stable.
To end this article, the limitations of this research and the extension of future research are discussed. First, the effect of different setting values of control parameters is required to investigate especially Tbl and Twip for the developed control model. More efforts should be made to detail the input rate and capacity adjusting procedures when adopting the hormone regulation. Second, the inherent limitation of a simple case study should be noted. Given the relatively simple numerical case study, the generalizability of the simulation results is limited. Real production systems can be complex systems. Future research can address this limitation by verifying hormone-based control model in real production systems. The simulation results can be used as a reference to further development of the proposed control model.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by National Science Foundation of China (NSFC) (Grant No. 51575264), Jiangsu Province Science Foundation for Excellent Youths (Grant No. BK20121011), and European Union Seventh Framework Program (FP7) (Grant No. 294931).