
Abstract
Difficulties in the grinding of Ti-6Al-4V originate from the three basic properties: poor thermal conductivity, high chemical reactivity and low volume specific heat of the material. Under severe grinding conditions, all these factors together lead to the accelerated wheel loading and redeposition of chips over the work surface. Redeposition and wheel loading have a significant effect on the surface finish, grinding forces, power consumption and wheel life. In this study, water-based Al2O3 nanofluid as metalworking fluid is applied during the surface grinding of Ti-6Al-4V under minimum quantity lubrication mode after dressing the wheel with different dressing overlap ratios. The severity of the redeposition over the work surface was observed by measuring various surface profiles taken perpendicular to the grinding direction at several locations on the ground surface. The nanofluid application was able to prevent redeposition over work surface that became evident from the measured surface finish parameters that results along the grinding direction. Coefficient of friction was estimated On-Machine using the measured forces for different wheel work speed ratios, depth of cut and dressing overlap ratios. The results showed the effectiveness of nanofluid in reducing friction at high material removal rate (i.e. high depth of cut and high speed ratio) conditions when compared to the dry environment. From the measured forces variation with respect to the number of passes, it became evident that, nanofluid application delayed the frequency of wheel loading and grit fracturing cycle, which leads to the increase in the wheel life.
Introduction
Ti-6Al-4V is well known as one of the most difficult to machine material. Its poor thermal conductivity and low volume specific heat property do not allow the heat dissipation during the grinding process. These detrimental thermal effects of the titanium alloy inhibit a phase transformation or over tempering at the surface during grinding. 1 Also, the high grinding temperature induces welding of chips to the ground surface or on grits in the wheel face, causes softening due to recrystallization and leads to the development of microcracks due to excessive surface strains. This material also has good chemical reactive nature which enhances the adhesion between the grit and chips during grinding and consequently leads to the frequent wheel loading and redeposition over the ground surface (Figure 1).
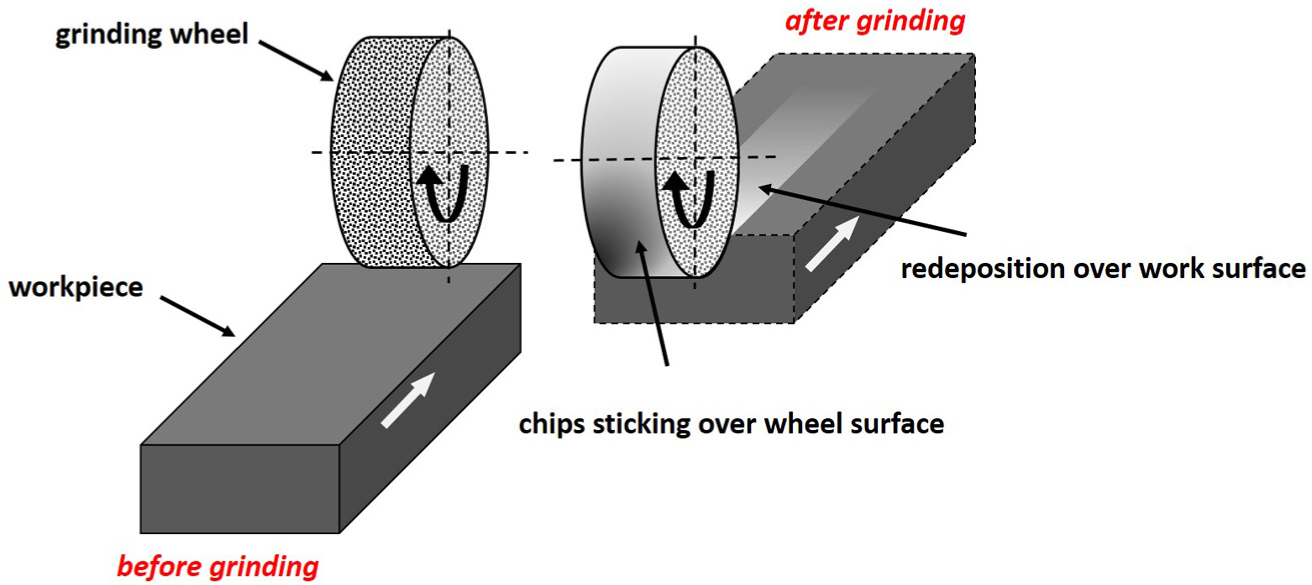
Schematic representation of the redeposition phenomenon during grinding of Ti-6Al-4V.
Frequent wheel loading is not a desirable phenomenon because it leads to more specific energy requirement, maximizes the wear rate and leads to the poor surface quality of the ground product. To mitigate these effects, researchers1,2 suggested the usage of sulfur chlorinated cutting oil as cutting fluid at low cutting speed (10 m/s), high table speed (0.2 m/s) (i.e. at a speed ratio 50) and redressing operation prior to finishing pass at a down feed of 2.5 µm as optimum conditions. These suggested cutting conditions, however, cause low material removal rate. However, nowadays, the grinding process is widely used in the production of high quality and high precision products with reasonably high material removal rates. 3 The desired material removal rates or surface finish of the ground product can be obtained by suitable selection of the grinding parameters such as a grinding wheel speed, table speed and depth of cut. Apart from the appropriate selection of parameters, the dressing parameters are also equally important. 4
Dressing is a grinding wheel conditioning process, in which suitable wheel topography is generated over the grinding wheel surface. Generation of defined patterns on the wheel surface through dressing operation significantly improves the chip spacing, grinding fluid and chip transportation which aid in high material removal rates. In industries, the prime objective in grinding process is either good surface finish or reasonable material removal rate. Good surface finish can be obtained from fine grinding wheels, whereas high removal rate can be obtained from the coarse grinding wheel, which can also be obtained from fine and coarse dressing, respectively. In practice, it is difficult to change the grinding wheel frequently, according to the required removal rate or surface finish. Moreover, frequent changing of the grinding wheel with proper balancing needs a considerable amount of time. The quality of the dressing process determines the material removal rate, forces and workpiece quality as well as surface integrity. 5 Dressing operations not only influence the quality of grinding wheels but also have an influence on the production time. Dressing operations are unfavorable non-productive times, decreasing the overall productivity. However, optimum dressing conditions improve the cutting conditions and the tool performance and hence positively affect the overall process. 6 Keeping in view the importance of dressing in grinding, it was stated that “Grinding is dressing.” 7 From an economic point of view and ease of dressing, the use of conventional wheel over the super abrasive wheel should be promoted due to its lower cost. Also from cost reduction and environmental aspects, the reduction of cooling lubricants in the modern cutting technologies leads to application of dry machining and minimum quantity lubrication (MQL). Several authors8–12 proved the utility of the MQL technique in grinding as sustainable alternative technique. Recently, several researchers13–20 came up with the inclusion of nanofluids as metalworking fluids in MQL technique. The studies revealed that MQL with nanofluids is giving encouraging results when compared to conventional methods. Further research still has to be done with the applications of nanofluids in difficult to machine materials such as ceramics, aerospace alloys and so on to achieve the combined effect of good thermal and tribological properties of nanofluids.15,21–24 Nevertheless, there have been many findings and improvements that identified the characteristics of nanofluids and researchers a step closer to developing methods that are more efficient with the nanofluid application.
In this work, several experiments have been conducted with nanofluid in MQL mode to identify its effectiveness at different material removal rate conditions on redeposition, wheel loading and grit fracturing cycle behavior. Speed ratio, dressing condition and depth of cut are the three main parameters which influence the material removal rate. Hence, in the next section, an overview of the important selected parameters and their influence has been discussed.
Significance of selected parameters
Speed ratio (q)
The speed ratio (q) is the ratio between the surface speed of the grinding wheel (Vc) and the speed of the workpiece (Vw). It is an important indicator to set the wheel and table speeds according to the required grinding conditions. Generally, in the surface grinding, the speed ratio is in between 50 and 120. For rough grinding, it is in between 60 and 80 and for finish grinding it is 80 and 120. If the speed ratio is less than 50, then there is more chance of chattering marks and if it is more than 120, then there is more chance of burning marks and hence more thermal damage to the work material. For special grinding processes like creep feed grinding, this value will be in between 1000 and 10,000.
Dressing overlap ratio (Ud)
Grinding wheel dressing operation gives roundness and correct geometrical form to the wheel. Furthermore, dressing gives the grinding wheel the necessary surface roughness and cutting ability. To achieve a superior surface finish and high metal removal rates, it is of utmost important to work with small amounts of dressing infeed (aed) (0.005–0.03 mm). In order to change the wheel’s surface roughness, it is recommended to change the overlap ratio rather than the depth of dressing. The overlap ratio indicates how often the grinding wheel is covered by the effective width (bd) of the dressing tool. Mathematically, it can be expressed as follows

Figure 2 shows an overlap ratio Ud for different conditions.
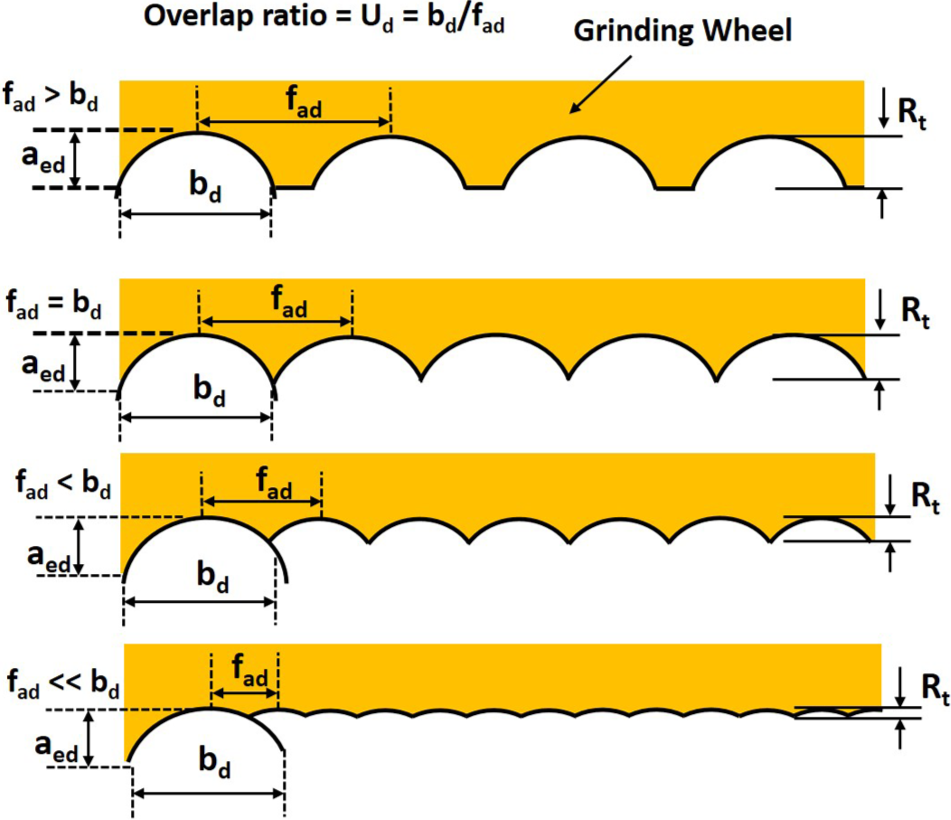
Schematic representation of wheel topography with different overlap ratio conditions.
Here, fad is the cross-feed rate of dressing tool per revolution of the wheel, aed is the dressing depth of cut and Rt is the peak to valley roughness corresponding to the dressing performed. The overlap ratio value needs to be normally greater than 2 and less than 10 to achieve satisfactory performance from a grinding wheel.
With fine dressing conditions (overlap ratio 6–10), the number of active grains on the wheel surface is very high, the grinding power is high and the workpiece roughness is low. With continuation in the grinding process, the fragile grain particles break out of the wheel surface, thereby exposing new and sharp cutting edges, the power consequently reduces but the workpiece roughness increases. With coarse dressing (overlap ratio 2–4), whole grains are broken out of the surface, and the number of active grains on the surface is reduced. The grinding power is reduced after coarse dressing due to the greater effective sharpness of the grains and also due to the increased grain penetration. An interesting observation is that as the wheel wears, the power levels for the different dressing conditions tend to converge toward the same value. Dressing too finely or too coarsely adversely affects the wheel life.
Experimental procedure
The experiments have been conducted with a conventional silicon carbide abrasive grinding wheel (GC80K5V) on Ti-6Al-4V material on a Chevalier Smart H1224II CNC surface grinder. The size of the workpiece and the wheel is 70 × 70 × 13 mm and 340 × 50 × 127 mm, respectively. The kinematic conditions are taken in measuring the responses.
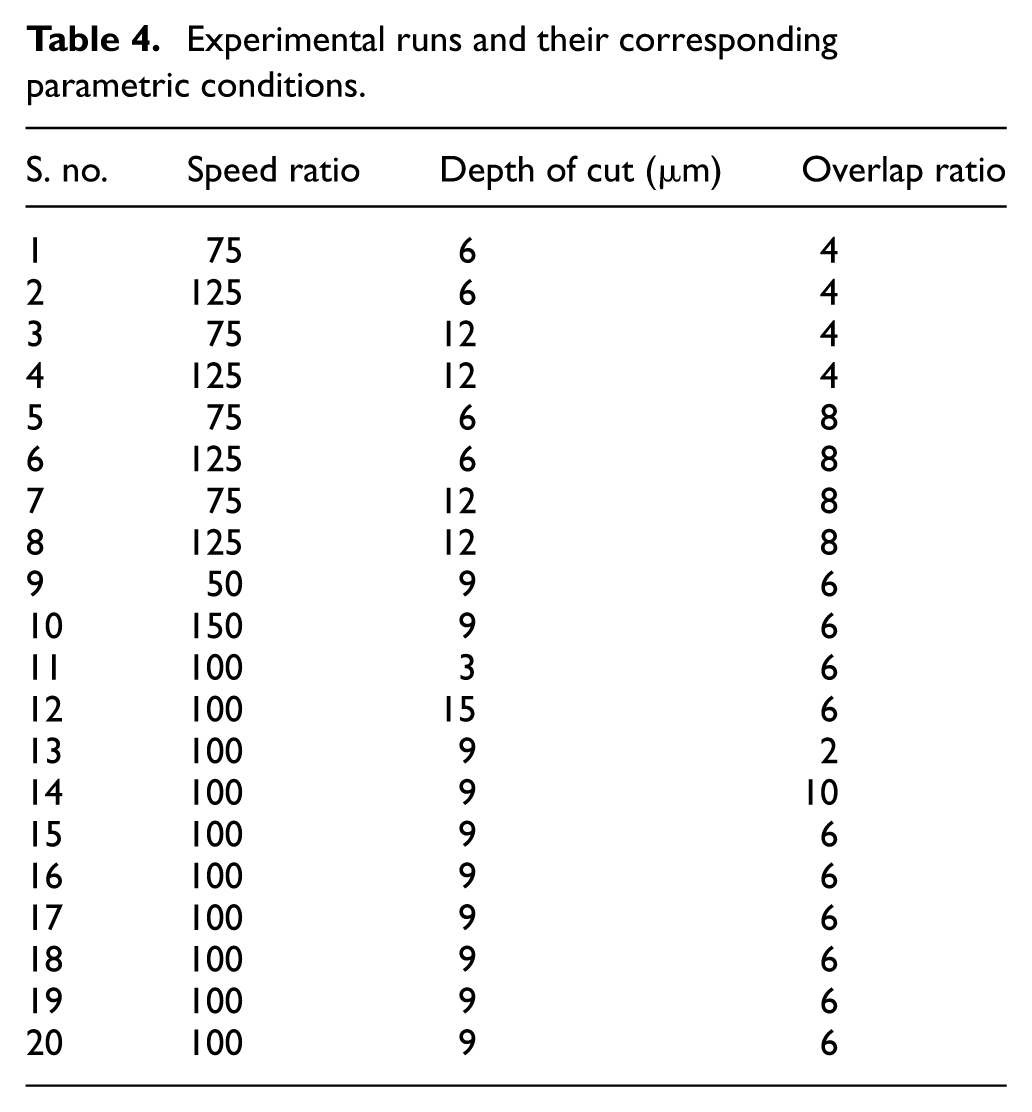
All the experiments have been carried out using water-based 0.1% Vol. Al2O3 nanofluid as cutting fluid in the MQL model at a flow rate and air pressure of 150 mL/h and 8 bar, respectively. Here onwards, the notation “nMQL” is used to indicate the nanofluid application as a cutting fluid in MQL mode. The Al2O3 nanoparticles used for the dispersion have been made with a spherical shape, and the average particle size was 40 nm. As a surfactant, sodium dodecyl benzene sulfonate (SDBS) with one-tenth weight of the nanoparticle’s weight has been added to improve the stability of suspensions. The nanofluid has been prepared by dispersing the nanoparticles in water by a two-step method. The sonication has been performed for 5 min using an Ultrasonic probe sonicator. With the above selected levels and parameters (Tables 1–3), the experiments have been performed using central composite design. The experiment runs and their corresponding parameter levels are given in Table 4.
Selected parameters and their levels.

Grinding wheel and table speeds corresponding to the given speed ratio in Table 1.

Dressing lead and wheel (r/min) related to overlap ratio in Table 1.

Experimental runs and their corresponding parametric conditions.
As given in Table 4, each experiment has been conducted for 20 passes and after each pass, cutting forces (Fn and Ft) have been measured using a piezoelectric dynamometer (Kistler, 9257B). For each pass cutting force data, analysis of variance (ANOVA) has been performed and from the main effects plot, the effect of each parameter on the response has been identified. In this manner, ANOVA has been done for all the 20 passes to carry out further analysis. The surface finish parameters (Ra, Rsk and Rku) have been measured at the end of the 20th pass, perpendicular to the grinding direction at three different regions using surface profilometer (Talysurf Intra, Taylor Hobson, UK). A cutoff length of 0.25 mm is taken for all the measurements. For the measured roughness values also, ANOVA has been performed similarly to the force data.
Results and discussion
Redeposition phenomenon
Figure 3 shows the photographic view of the ground surfaces produced under the nMQL and dry conditions. From the figure, the redeposition layer marks can be seen on the ground surface produced in dry condition.
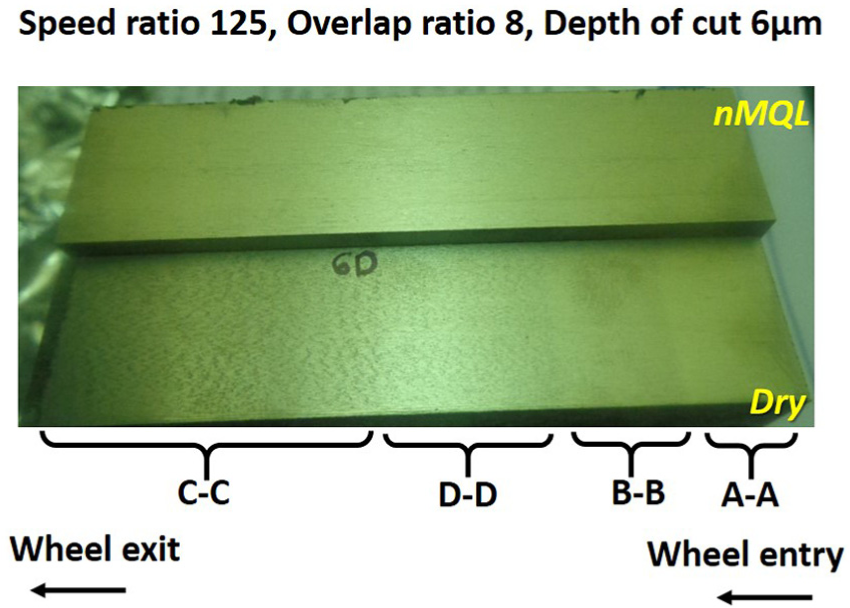
Photographic view of ground surfaces (nMQL and dry conditions).
It has been observed that, in dry condition, the severity of the redeposition varies from the wheel entering side to the exit side. In the nMQL condition, instead of redeposition layer, tribofilm has been formed, which can be observed at the microscopic level.14,22 Schematic of the redeposition and tribofilm over the ground surface is shown in Figure 4.
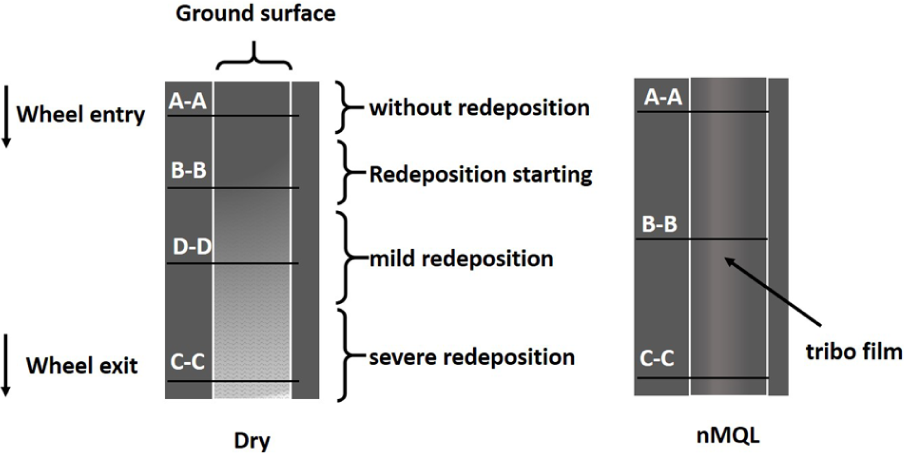
Schematic of different zones of redeposition layer in dry grinding and tribofilm in nMQL.
Based on the visual observation, the redeposited layer on the ground surface is divided into four zones such as, zone without redeposition (A-A), redeposition starting zone (B-B), mild redeposition zone (D-D) and the zone with severe redeposition (C-C) as shown in Figures 5 and 6. However, in the nMQL condition, any visible redeposition layer formation was not observed.
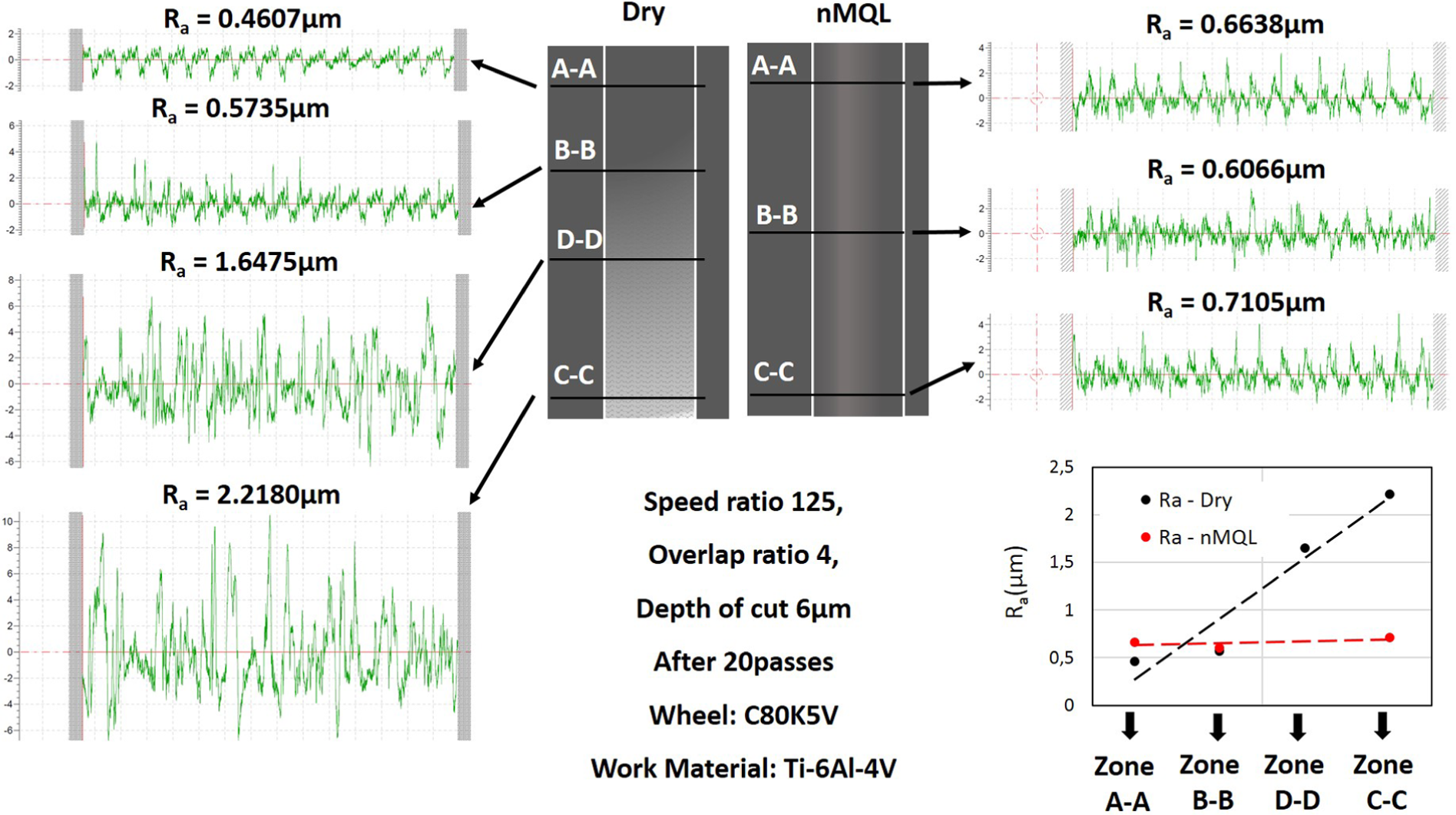
Variation in surface profiles and surface roughness values at different locations.
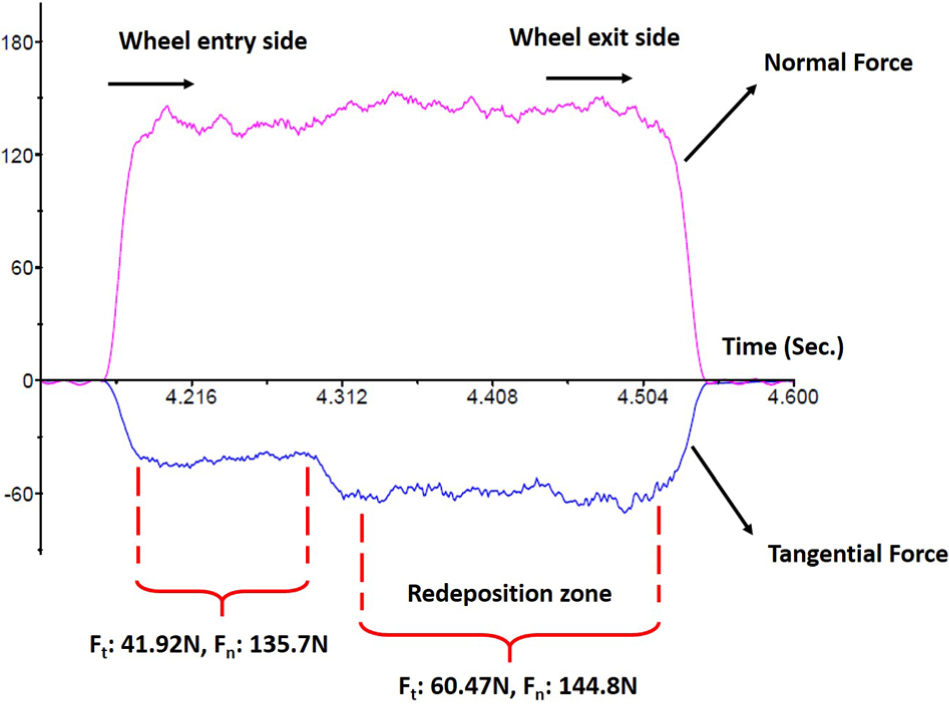
Variation in tangential and normal forces due to redeposition phenomenon.
The formation of redeposition layers over the ground surface impairs the surface quality. Therefore, to analyze the redeposition phenomenon, surface finish over the ground surface at zone A-A, B-B and C-C has been measured for both the dry and nMQL conditions. Figure 5 shows the variation in surface profiles and surface roughness values at measured locations on the ground surfaces in dry and nMQL conditions.
From the above figure, it can be observed that the redeposition layer formation over the ground surface gradually leads to an increase in the surface roughness and variation in surface profile from wheel entry to the exit side.
This redeposition also produces higher grinding forces due to the adhesive action of chips on wheel and workpiece 25 as shown in Figure 6.
Figure 7 shows the variation in surface roughness values in all the three zones on the ground surface with the process parameters. It is observed that the surface roughness values in dry condition appear to be higher than the nMQL condition in all selected conditions and zones. The difference between the roughness values in dry and nMQL conditions is very high in zone C-C, where the formation of redeposition layer is very significant in dry grinding. As the readings have been taken after the 20th pass, roughness variation as per the convention (high speed ratio and high overlap ratio—fine finish, high depth of cut—rough surface) cannot be expected. Here, the variation in roughness values can be attributed to redeposition or adhesion phenomenon, which is related to the high temperature generation. 25 At small values of depth of cut, overlap ratio and speed ratio, temperature generation will not be very high when compared to the higher depth of cut, overlap ratio and speed ratio. Hence, redeposition chances are also less. Due to this, at lower values of the grinding parameters, lower temperature generation occurs, both in dry and nMQL and hence under both the environments, similar kind of performance is noted. At higher temperature generation conditions, nMQL effectiveness in reducing the temperature26,27 and redeposition phenomenon becomes more prominent, unlike dry condition. Owing to this, there is a large difference between dry and nMQL condition roughness values at larger grinding values.
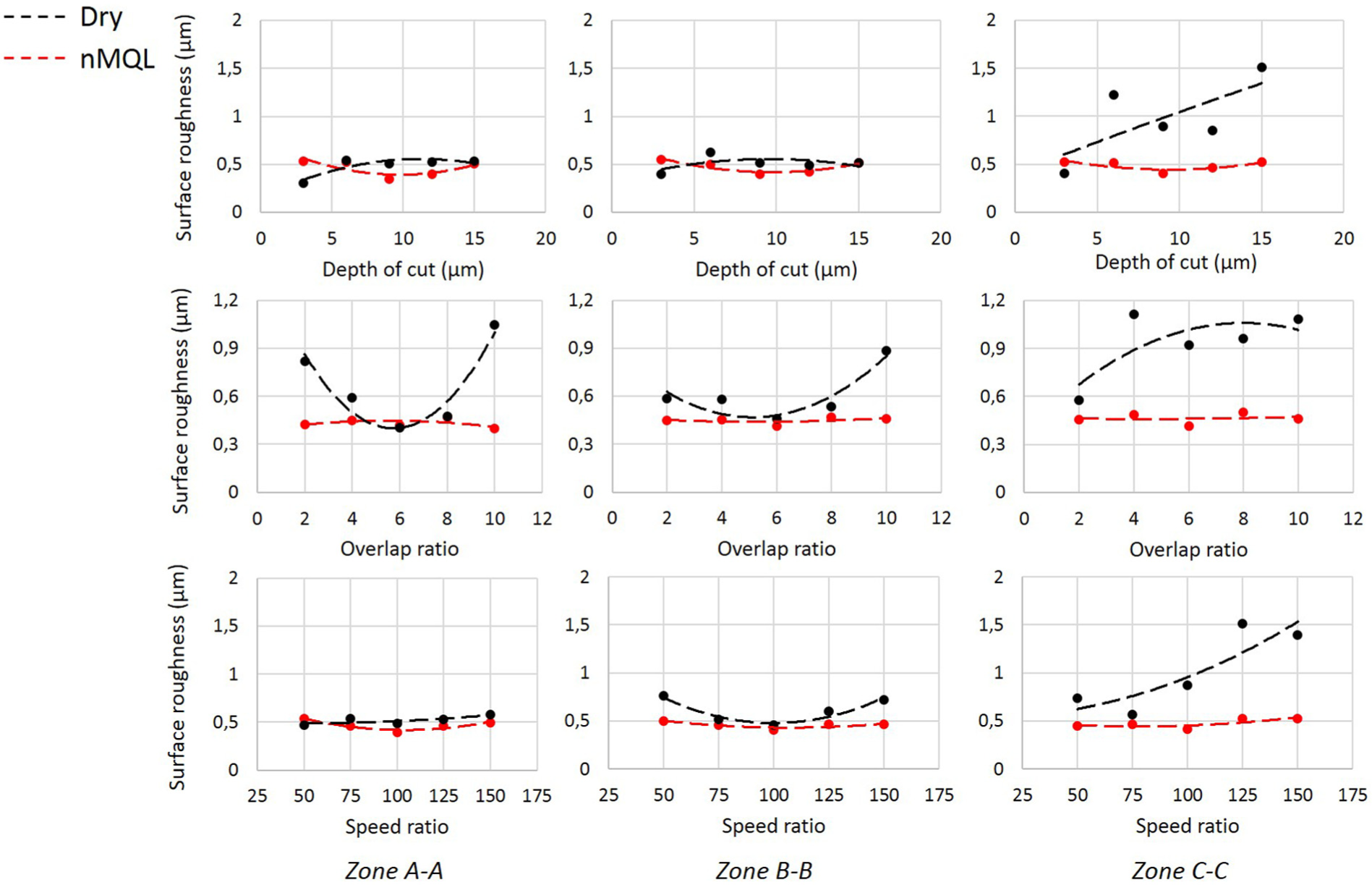
Variation in surface roughness value with process parameters in different zones.
Coefficient of friction
In grinding operation, coefficient of friction can be calculated using the measured value of normal and tangential components of grinding forces using the following formula 28

By observing the variations in the coefficient of friction, information related to wear and dressing effect can be obtained. The variations in the coefficient of friction can occur due to blunting of sharp edges of the abrasive grains, grit breakage and transfer of the chips to the active surface of the tool.
The results of the friction coefficient as a function of the number of passes, speed ratio, dressing overlap ratio and depth of cut during grinding of Ti-6Al-4V in the dry and nMQL conditions are shown in Figure 8. It has been observed that the nMQL condition results in lowering the coefficient of friction compared to the dry condition, which has been supported by the earlier work. 14
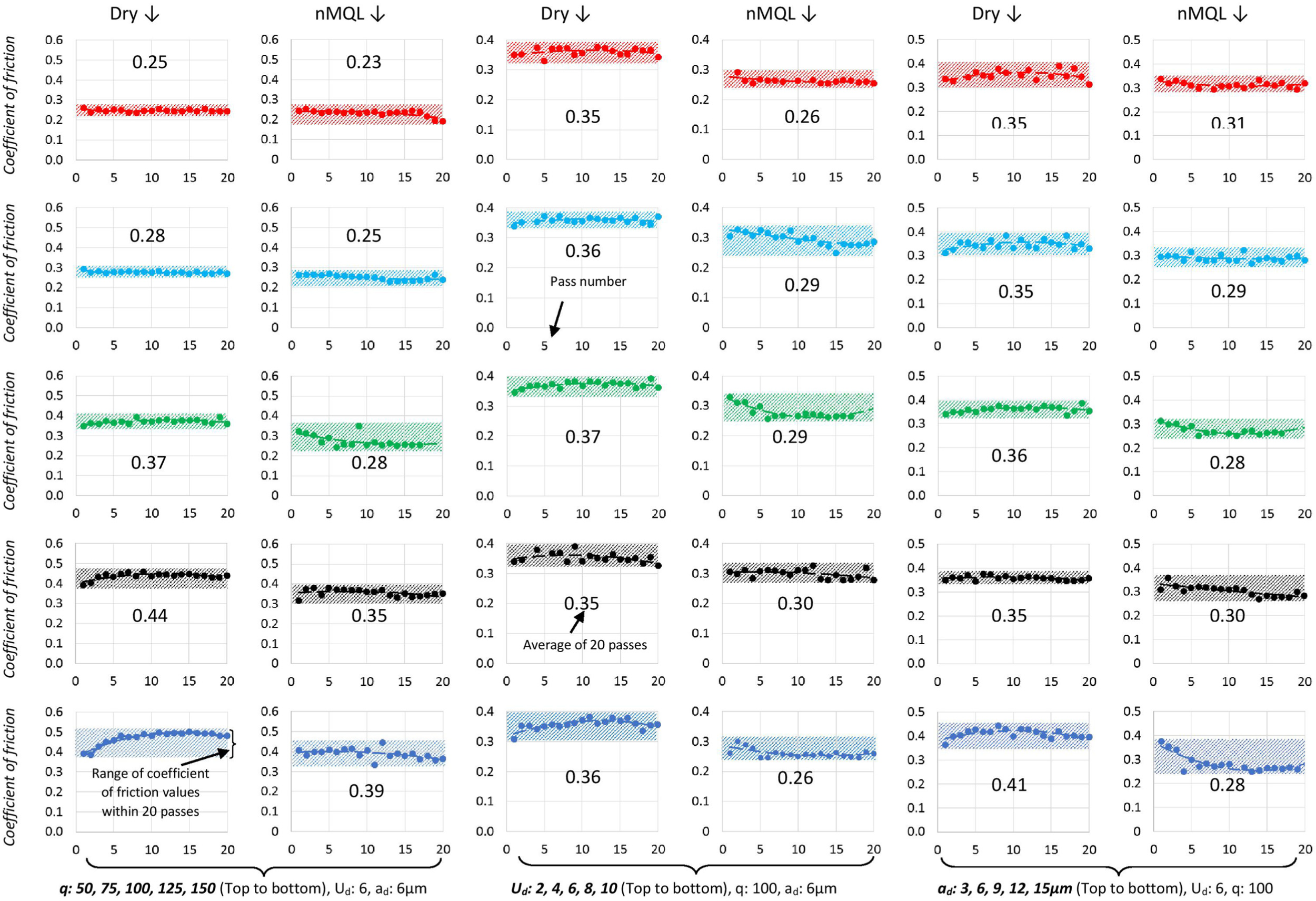
Variation in coefficient of friction with number of passes and different process parameters.
It can be observed that the speed ratio is the most significant parameter, which affects the coefficient of friction when compared to the remaining parameters, depth of cut and dressing overlap ratio. Compared to dry condition, nMQL is more effective in friction reduction particularly at the high material removal rate conditions, that is, high speed ratio (µdry = 0.47, µnMQL = 0.39) and high depth of cut (µdry = 0.41, µnMQL = 0.28). Lower coefficient of friction is also an indication of good lubricity action of the nanofluid. Interestingly, at initial stage dry condition results in a lower coefficient of friction, but as the time progress µ value increases. In the nMQL, the behavior is just the reverse. Because the application of nanofluid to the grinding zone takes some time to circulate and form a tribofilm over the wheel and ground surface. From the results, the effectiveness of dressing overlap ratio with the nMQL can also be seen, that is, under all tested conditions, the coefficient of friction value in the nMQL is less than that of the dry condition. But, at a low speed ratio (at speed ratio 50, µdry = 0.25, µnMQL = 0.23; at speed ratio 75, µdry = 0.28, µnMQL = 0.25) and low depth of cut (at a depth of cut 3 µm, µdry = 0.35, µnMQL = 0.31), the difference between the coefficient friction values is not significant in dry and nMQL conditions.
Wheel loading and fracturing
During the grinding process, grinding wheel constantly changes its micro features due to accumulation or loading of chips in between the grit spaces. Therefore, wheel loading is one of the main factors limiting the capability of the grinding wheel. Wheel loading is particularly problematic during grinding with fine abrasive wheels. Wheel loading results in an increase in grinding forces and temperature. As a consequence, the rate of abrasive wear increases and the surface finish of the workpiece deteriorates. Hence, in this study, the variation in the grinding forces over a number of passes has been considered as a tool to monitor the wheel condition. 29
Figures 9–11 show the variation in grinding forces with speed ratio, depth of cut and dressing overlap ratio, respectively, with respect to the number of passes. In every condition along with force variation, the moving average value curve of forces and average value of 20 passes are also shown. From these results, it can be observed that, the moving average curve of the forces shows decreasing and increasing trend for dry condition and increasing and then decreasing tendency for the nMQL in a cyclic manner for the majority of the conditions. The increase in forces can be attributed to the wheel loading action and a decrease in forces can be attributed to the grit fracturing or self-sharpening action. In dry conditions, after dressing, the grains are more susceptible to fracture which reduces the grinding power. Hence, initially the forces decrease. Later, the chip clogging and bluntness of the grains increase leading to a steady increase in the forces. Wheel loading and grit fracturing actions are frequent in dry condition, whereas in the nMQL condition, loading and fracturing actions get delayed. Frequent loading and self-sharpening action lead to the quick radial wear of the wheel. 30 From Figure 11, it is evident that dressing too finely or too coarsely adversely affects the redress life of the wheel. That is, at too fine and too coarse dressing conditions, wheel loading and fracturing action are frequent in dry condition. At high material removal conditions (high speed ratio, coarse dressing and high depth of cut), the nMQL consumes lesser power compared to dry condition, which is evident from the observed average tangential force values (at a depth of cut 15 µm, Ft dry = 53.30 N, Ft nMQL = 38.64 N; at overlap ratio 2, Ft dry = 25.56 N, Ft nMQL = 18.03 N).
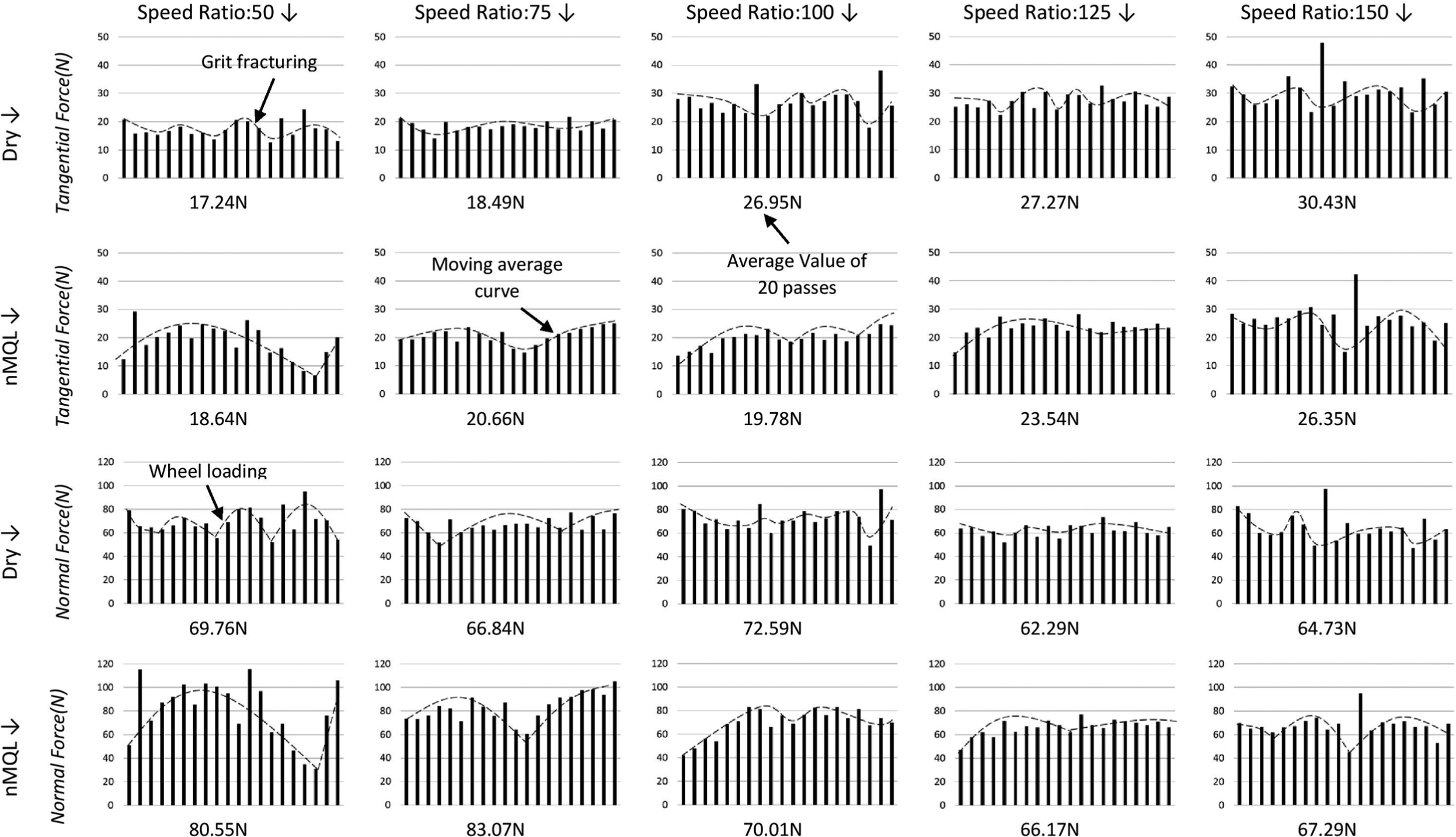
Variation in grinding forces with number of passes and speed ratio (dressing overlap ratio: 6, depth of cut: 6 µm).
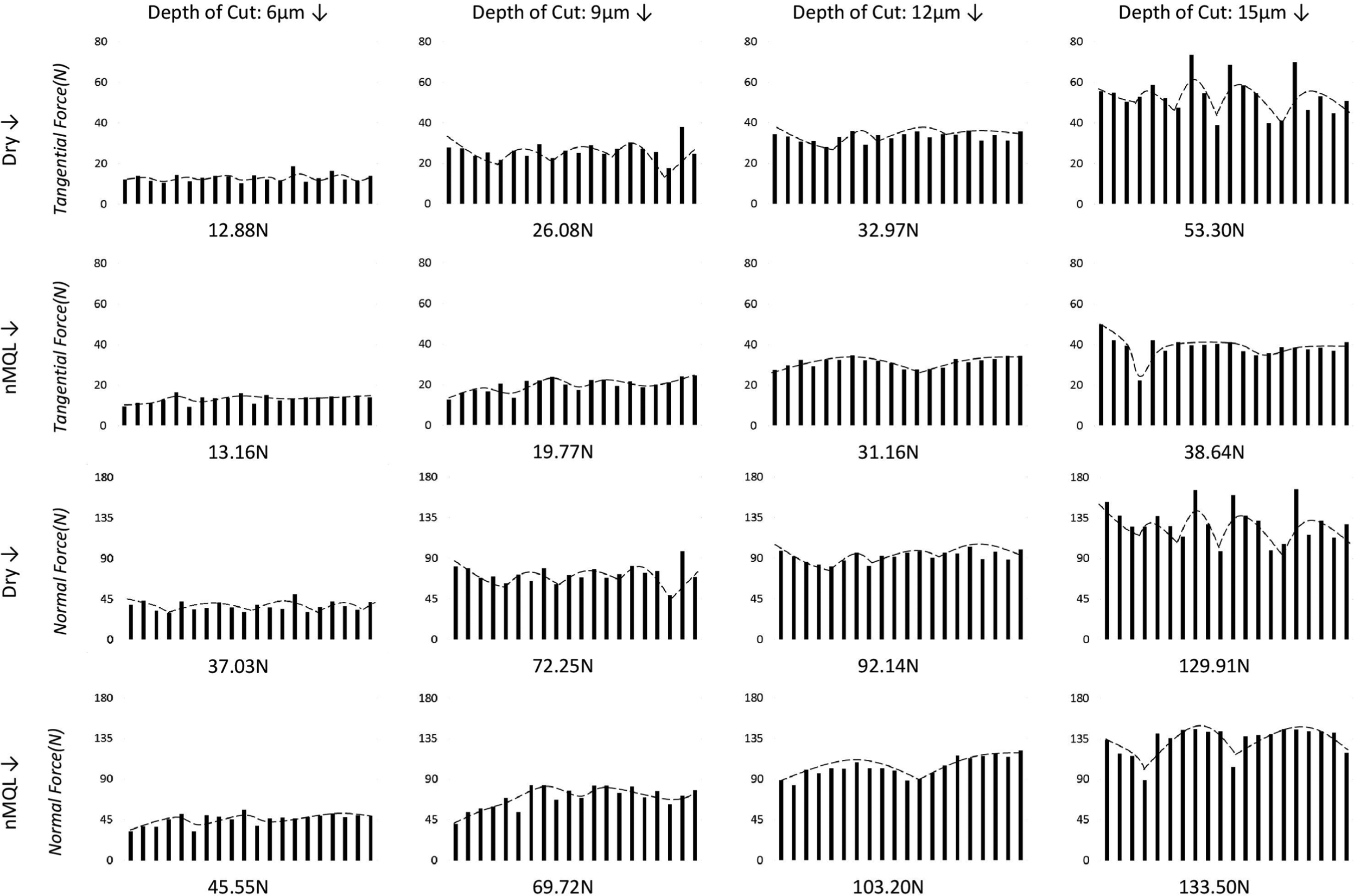
Variation in grinding forces with number of passes and depth of cut (speed ratio: 100, dressing overlap ratio: 6).
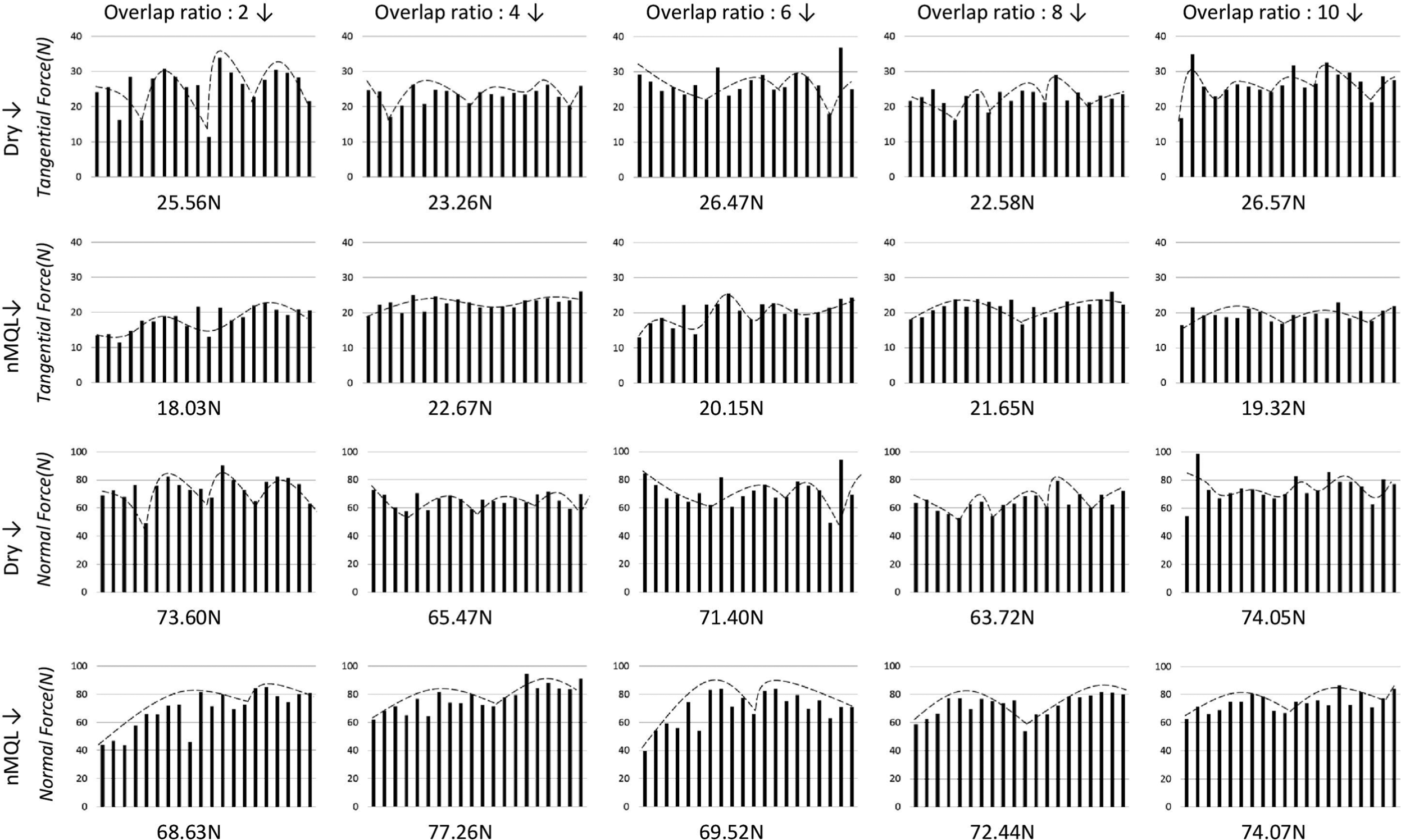
Variation in grinding forces with number of passes and dressing overlap ratio (speed ratio: 100, depth of cut: 6 µm).
Further to ascertain that the phenomena as explained above really happens, surface finish parameters such as skewness and kurtosis have been studied. The skewness is the third central moment of profile amplitude density function measured over the assessment length. It is used to measure the symmetry of the profile about mean line. 31 A symmetrical height distribution, that is, as many peaks as valleys has zero skewness. Profile with deep scratches has a negative skewness and profile with high peaks has positive skewness as shown in Figure 12.
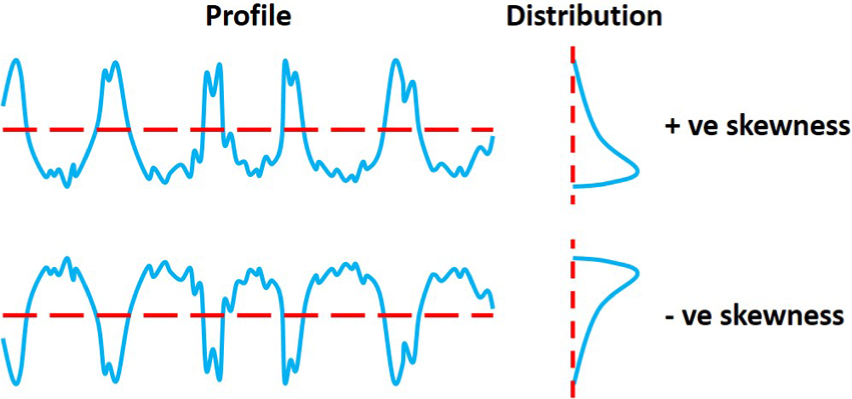
Representation of skewness and amplitude distribution curve. 31
The kurtosis is the fourth central moment of the profile amplitude probability density function, measured over the assessment length. It describes the sharpness of the profile. 31 Rku can be used as a tool condition controlling parameter. As a grinding wheel becomes blunt or clogged by the stock metal being removed, then the ground surface becomes less random in nature due to the change in the cutting action of the grits. In this case, the ground surface takes the bumpy appearance, and the Rku value decreases. Conversely, an increase in the brittle fracture nature of grinding grits will give the sharp surface, in this case, Rku value increases (Figure 13).
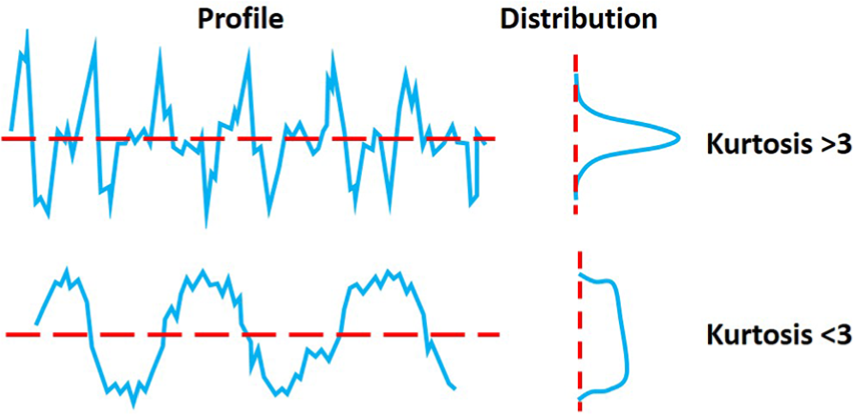
Representation of kurtosis and amplitude distribution curve. 31
From Figure 14, the variation between the skewness and kurtosis in different zones of the ground surface under the nMQL and dry conditions can be seen. It can be observed that, in dry conditions, most of the skewness values are located in the positive region due to the redeposition layer, which is expected due to the adhesion of chip material over the ground surface leading to the domination of peaks on the surface profile. In the nMQL condition, most of the skewness values are located in the negative region and near to zero. This indicates the domination of valleys and equal distribution of valleys and peaks on the ground surface. Negative skewness also indicates the good wettability of the surface. In the dry condition, kurtosis values are located in between 2 and 6, whereas in the nMQL these values are in between 4 and 8. As explained earlier, low kurtosis values indicate blunt or clogged wheel nature.
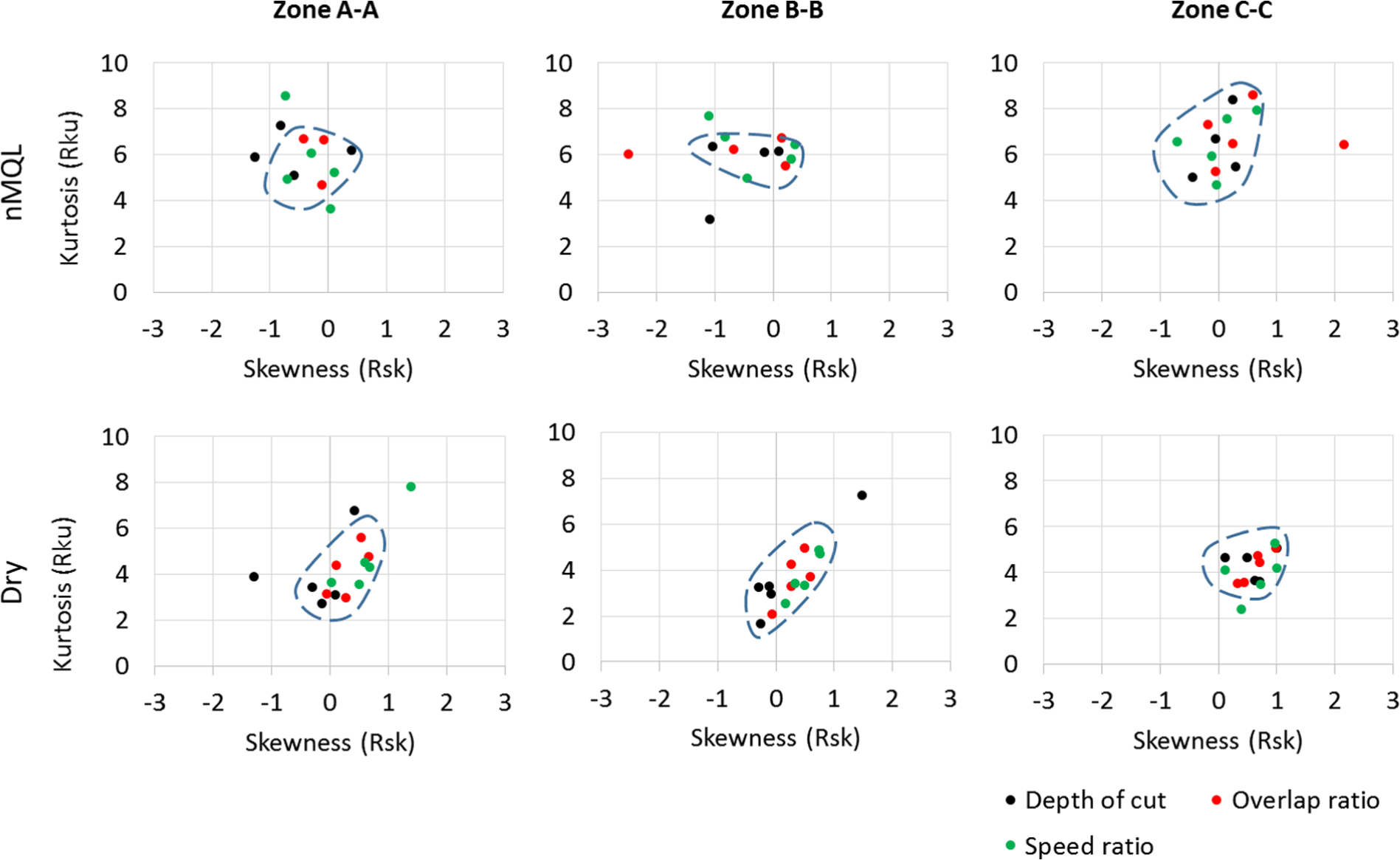
Variation in skewness and kurtosis values in different zones of ground surface.
Conclusion
In this article, the effectiveness of water-based Al2O3 nanofluid on redeposition, the coefficient of friction, wheel loading and grit fracturing phenomenon with different material removal rates in MQL mode grinding of Ti-6Al-4V is reported. Based on the experimental findings, following conclusions can be made:
At high speed ratios and high depth of cuts, the possibility of the redeposition layer formation is very high in a dry condition that could be due to the high temperature generation. However, in the nMQL condition, it is observed to be minimized due to the effectiveness of nanofluid in friction reduction and hence the reduction in temperature generation.
Variation in skewness values from negative to positive and an increase in roughness values in different zones on the ground surface clearly proved the redeposition effect in dry grinding.
Nanofluid application delays the wheel loading and grit fracturing phenomenon, which prevents the radial wheel wear and overall improvement in wheel life could be seen.
In the nMQL condition, the nanofluid ability to maintain the sharpness of the grits and retain cutting ability is evident from high kurtosis values.
Compared to dry condition, nMQL effectiveness in reducing friction could be observed at high material removal rate conditions.
The results discussed in this article proved the potentiality of Al2O3 nanofluid application during grinding of Ti-6Al-4V at high material removal rate conditions, whereas previous studies suggested low speed ratio 50 (low cutting speed (10 m/s), high table speed (0.2 m/s)) with sulfur chlorinated cutting oil as optimum conditions.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project was supported by the Department of Science and Technology, Government of India (RP02811).