
Abstract
In manufacturing industries, WC–Co composite material is highly demanded due to its excellent properties such as toughness with hardness, good dimensional stability, and higher mechanical strength. However, the difficulties in its machining restrict the application and competitiveness of this material. This investigation is aimed at studying the impact of different experimental conditions (by varying cobalt content, thickness of workpiece, tool geometry, tool material, abrasive grit size, and power rating) on responses of interest (cutting ratio, overcut, and taper angle) in ultrasonic drilling of WC–Co composite material. The experiments have been planned using Taguchi’s L-36 orthogonal array, and analytic hierarchy process–based technique for order preference by similarity to ideal solution has been applied for optimization of multiple responses. Analysis of variance is also employed to identify the significant factors and the optimized process settings for the different responses. The experimental results showed that abrasive grit size and power rating are most influential for cutting ratio, overcut, and taper angle.
Keywords
Introduction
Composite materials are exclusively known for their superior mechanical, thermal, and chemical properties as well as for high strength-to-weight ratio. Tungsten carbide–cobalt (WC–Co) composite is one of the important metal matrix composite (MMC) materials manufactured by a process called as “powder metallurgy.” 1 WC–Co composite materials possess excellent hardness with toughness, high mechanical strength and wear resistance, and good dimensional stability. Owing to their superior properties, these materials cover a wide range of industrial applications, for example, cutting and drilling tools, manufacturing of wear parts, and die and punch manufacturing. WC–Co composite material is also termed as cemented carbide, hard metal, and, in some cases, cermets.
Machining of WC–Co materials using thermal-based non-conventional process (such as electrical discharge machining (EDM), wire electrical discharge machining (WEDM), and laser beam machining (LBM)) results in deteriorated surface quality (cracks, recast layer, and heat-affected zone) and alteration of mechanical properties.1–12 The problem in EDM is related to the differences in the physical properties of WC and Co such as melting and evaporation temperatures, thermal expansion and contraction coefficients, and electrical conductivity. Problems mainly in terms of dislodging of WC grains and agglomeration of graphite (carbon) and WC grains make the discharge condition unstable and prone to arcing. Machining of WC–Co composite with EDM also causes a significant amount of cracks and spalling on the machined surface.2,3,10,11 These defects result in decrease in wear resistance, hardness, and corrosion resistance of machined surface and also affect the product quality.
Ultrasonic machining (USM) is a modern machining method usually employed for processing materials with higher hardness/brittleness such as quartz, semiconductor materials, and ceramics. 13 USM is also termed as ultrasonic drilling, ultrasonic abrasive machining, ultrasonic grinding, ultrasonic cutting, ultrasonic dimension machining, and slurry drilling. In USM, high-frequency electrical energy is converted into mechanical vibrations via a transducer/booster combination, which are then transmitted to an energy-focusing as well as amplifying device known as horn or sonotrode. This causes tool to vibrate along its longitudinal axis at high frequency, usually greater than 20 kHz with amplitude of 12–50 µm. The power ratings range from 50 to 3000 W, and a controlled static load is applied to the tool to provide feed in the longitudinal direction. Abrasive slurry, which is a mixture of abrasive materials such as silicon carbide, boron carbide, and alumina suspended in water or some suitable carrier medium, is continuously pumped across the gap between the tool and work. The vibration of the tool causes the abrasive particles held in the slurry to impact the work surface leading to material removal by micro-chipping.
Various investigators have reported the effects of process variables on machining characteristics in USM process. Abrasive grit size and power rating have been revealed as the main significant factors which affect machining characteristics.14–16 Lalchhuanvela et al. 17 presented a study of the material removal rate (MRR) and surface roughness (SR) in machining of ceramics (alumina based), and the results showed that the higher level of every input parameter gives higher MRR. Kumar et al. 18 reported that the tool material and power rating affect the tool wear to a significant extent, while slurry concentration has no appreciable effect on tool wear rate (TWR). Adithan and Venkatesh 19 reported that an increase in the static load results in reduction in the oversize. The rectangular tools produce more oversize as compared to circular tools. Komaraiah and Reddy, 20 Kumar and Khamba, 21 and Dam et al. 22 assessed the impact of work material properties on machining characteristics in USM. Results reported that work materials with higher fracture toughness and hardness tend to be machined at higher removal rates. Kumar 23 investigated SR and micro-hardness of machined surface of titanium, and results show that grit size was the most significant factor. Cheema et al. 24 reported that power rating and grit size are the factors of high significance which affect the SR, hole oversize, and wear ratio. Table 1 shows a review of selected investigations on USM of ceramics and other hard/brittle materials.
A review of the selected literature on ultrasonic machining.
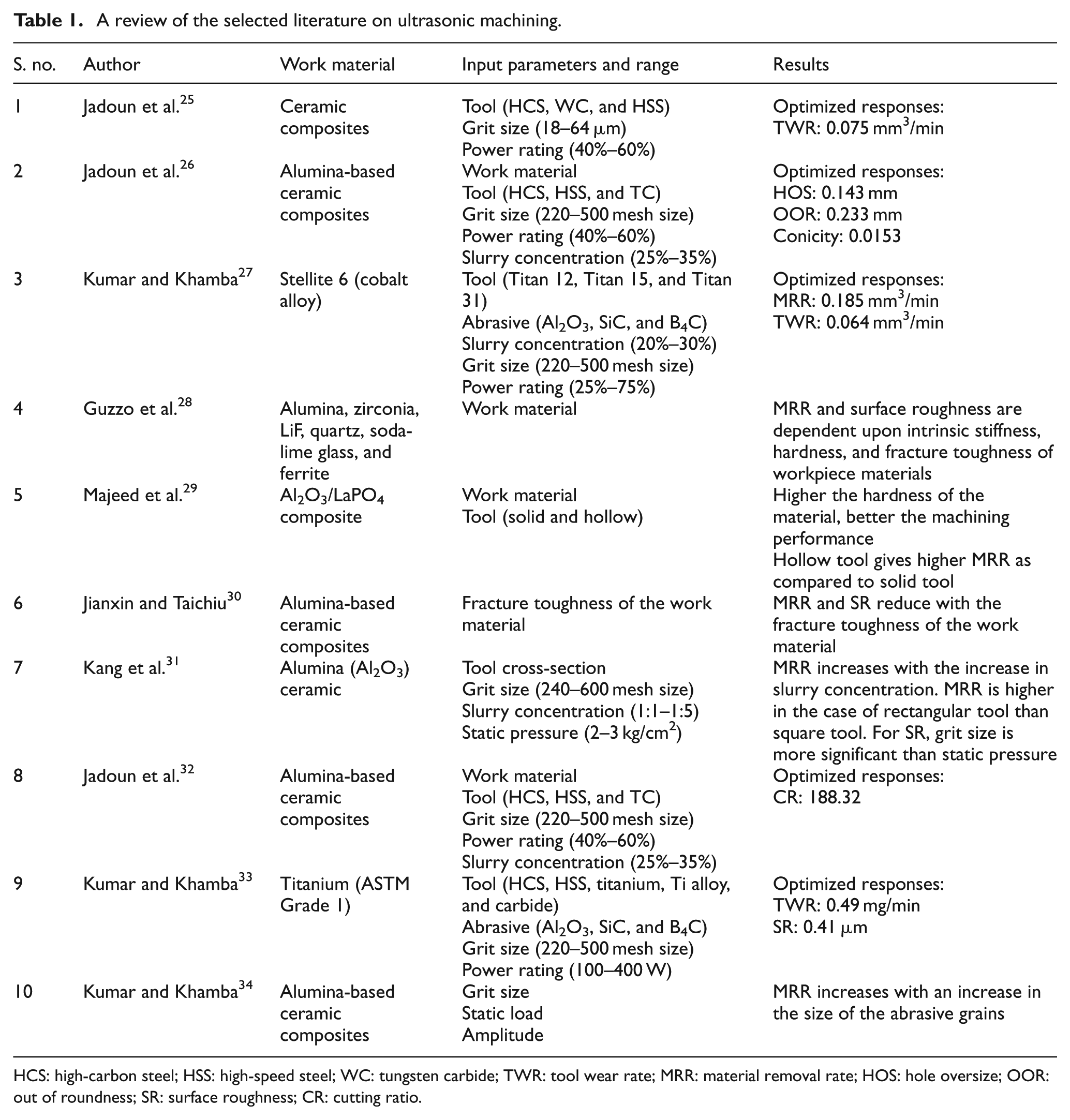
HCS: high-carbon steel; HSS: high-speed steel; WC: tungsten carbide; TWR: tool wear rate; MRR: material removal rate; HOS: hole oversize; OOR: out of roundness; SR: surface roughness; CR: cutting ratio.
Important gaps observed from the literature review
Most of the work has been focused on USM of work materials such as zirconia ceramics, titanium and its alloys, alumina-based ceramic composites, and glass. There is almost no investigation reported on the machinability of WC–Co composite using USM in the available literature.
Some important input parameters related to work material either have not been investigated or need to be investigated to proper extent (i.e. composition of work material and thickness of work samples). Similarly, there is a critical lack of investigation on the effect of tool geometry on the machining performance (i.e. solid and hollow).
Very few studies have focused on the investigation of production inaccuracies (such as oversize and taper angle (TA)) and cutting ratio (CR). Figure 1 shows a summary of the responses considered in the past studies.
Only few studies were available in the literature which investigated hole accuracy; however, even these studies have missed some productivity-based outcomes like MRR and TWR. Both hole accuracy and productivity are deeply correlated and must be optimized simultaneously. In addition, the previous researches also omitted some crucial parameters that may affect the quality of drilled hole such as work material composition, thickness of work, and geometry of tool.
Most of the studies were reported on the single-response optimization. In USM, responses are correlated and contrasting, and it is highly desirable to optimize multiple responses simultaneously to solve real problems of the industry.
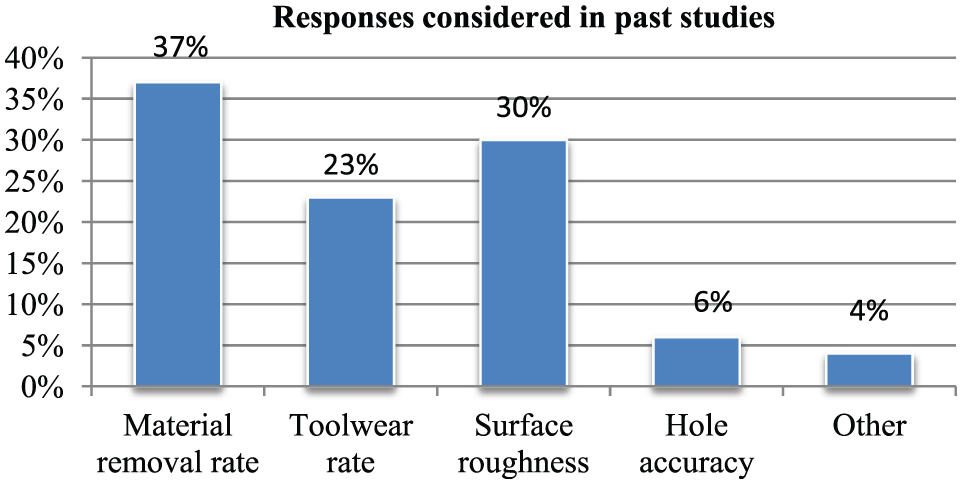
Responses investigated in the literature of ultrasonic machining.
Scope of this work
As per the current trends in manufacturing, WC and its composite (WC–Co) are of great importance in the production of cutting tools, dies, and other special tools. These applications include drilling as one of the most important operations. USM could be a potential solution for addressing the problems related to machinability of WC–Co material. The machined surface produced by USM is found to be free from any surface defects (heat-affected zone, cracks, recast layer, etc.), in contrast to the thermal-based machining processes. 14 However, the simultaneous optimization of hole accuracy and CR becomes imperative when we deal with real-life problems. Only 6% of investigations have been found to consider hole accuracy as a process response (as shown in Figure 1). So, this current investigation is targeted to study the influence of cobalt content (in work material), work material thickness, geometry of tool, tool material, abrasive grit size, and power rating on three responses of interest: CR, overcut, and TA. Analytic hierarchy process (AHP)-based technique for order preference by similarity to ideal solution (TOPSIS) method is used for multi-response optimization. Figure 2 shows the verdict model of USM process parameter selection.
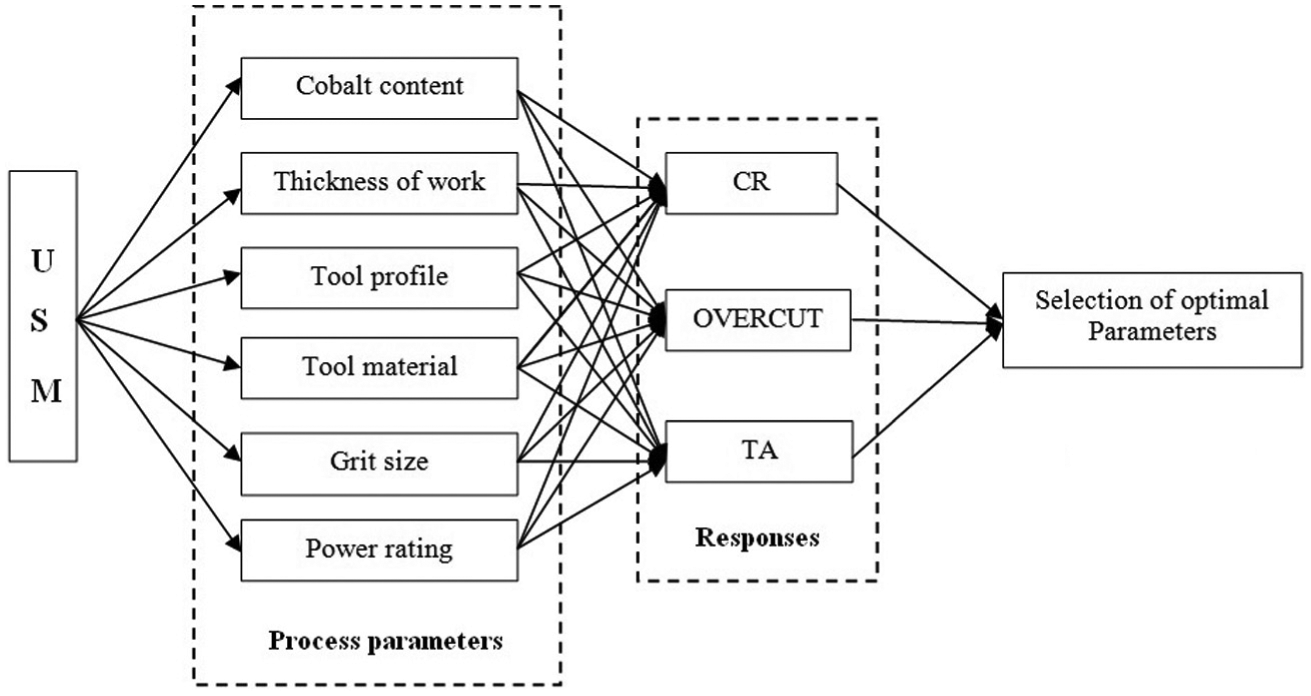
Verdict model of USM process parameter selection.
Experimentation
The experiments were performed on an “AP-450 model” (Sonic-Mill, Albuquerque, NM, USA) USM setup. The different components of USM setup such as abrasive slurry supply system, transducer, coupler, horn, dial assembly, converter, and coupler clamp. In ultrasonic machine, the power supply is more accurately characterized as a high-power sine wave generator that offers the user control over the frequency and power of the generated signal. It converts low-frequency (50–60 Hz) electric power to high frequency (20–25 kHz). This electric signal is applied to transducer which further converts it into vibration. Transducers convert the electrical energy into mechanical energy. In ultrasonic machine tool, there are two types of transducers based on their principle of operation: piezoelectric, and magnetostrictive. In piezoelectric transducer, the mechanical motion is achieved by piezoelectric effect generated from certain materials such as quartz or lead zirconate titanate. On the other hand, another type of transducer is generally constructed from a laminated stack of nickel or nickel alloy sheets. Magnetostrictive-type transducer results in high electrical losses and low efficient process (about 55%–60%), while piezoelectric transducers possess high efficiency (90%–96%). The function of the horn is to attach and hold the tool to the transducer and also transmits energy to the tool. Tool holders are attached to the transducers by means of a large, loose-fitting screw. Horns are available in two configurations: amplifying and non-amplifying. Generally used materials for making horns are monel, titanium, stainless steel, aluminum, and so on. The designing of tool should be done in such a manner that can provide the maximum vibration amplitude at the free end at a given frequency. For this work, the drawing of used horn is shown in Figure 3. Titanium alloy horn was used during the experimental work. The tool material should possess mechanical properties such as high wear resistance and good elastic and fatigue strength. Commonly applicable materials for tool are mild steel, tungsten carbide, silver steel, and monel. The tool can be attached to the horn by soldering, brazing, or screw/taper fitting. The enlarged view of machining zone containing workpiece, fixture, and tool is also depicted in Figure 4.
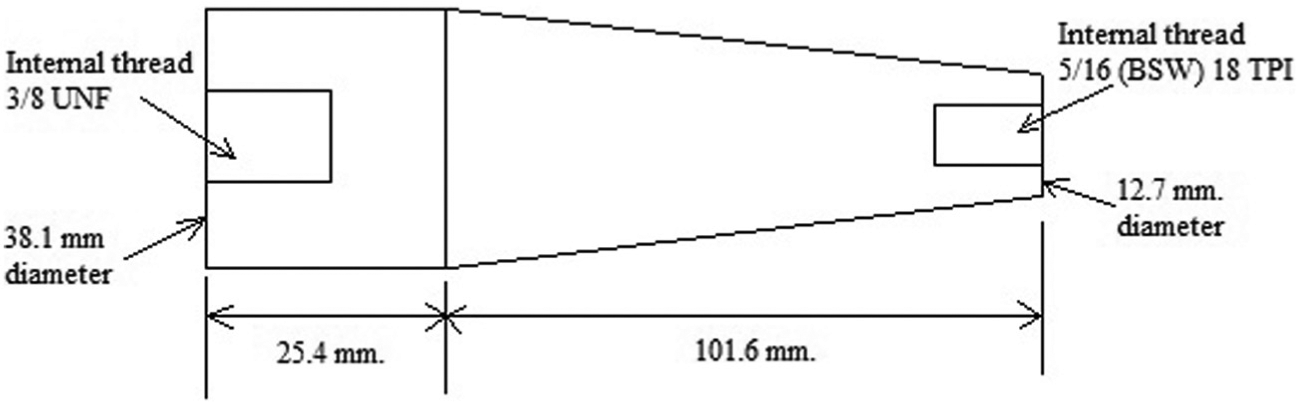
Drawing of horn used.
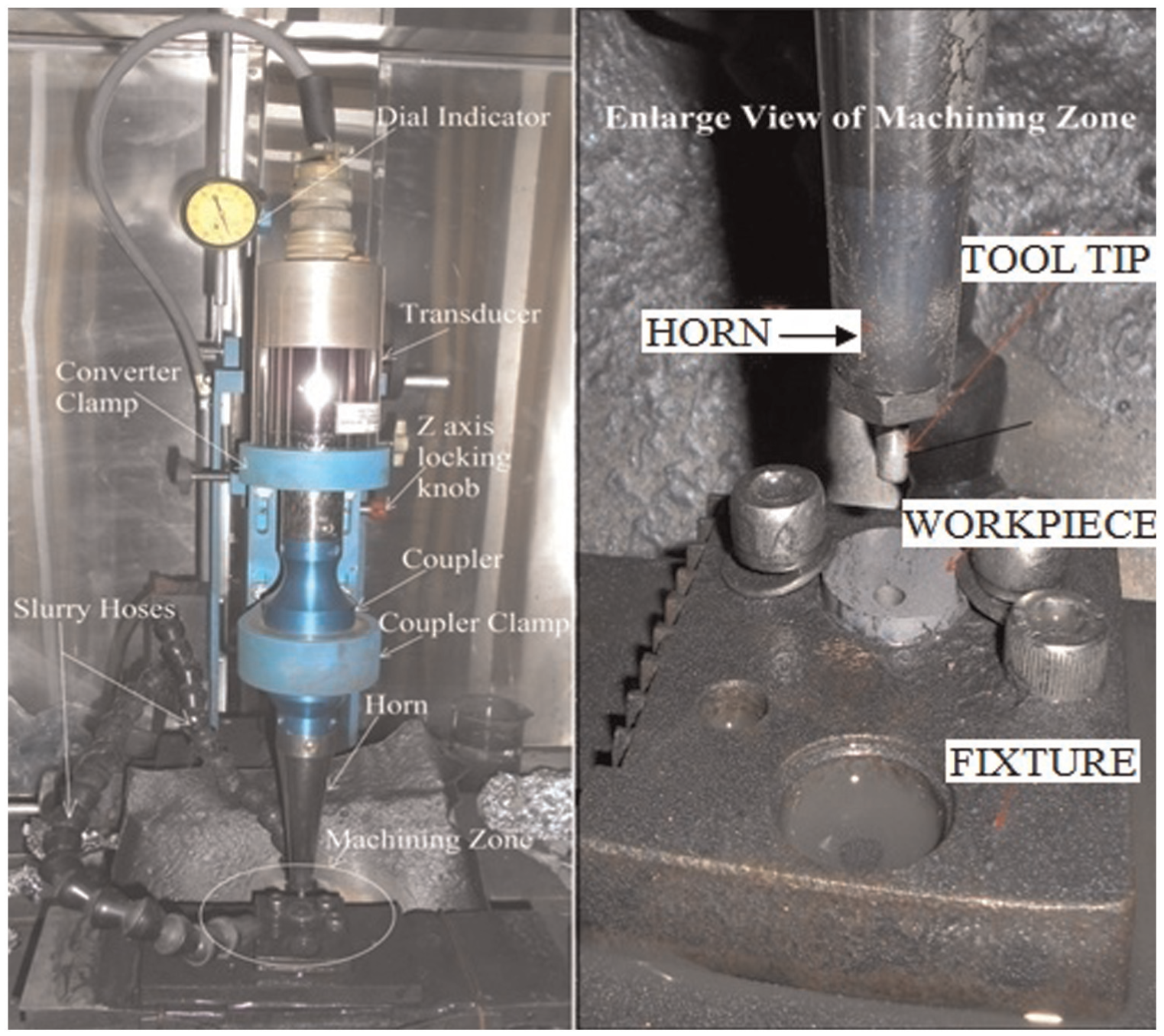
Different components of USM setup and cutting zone.
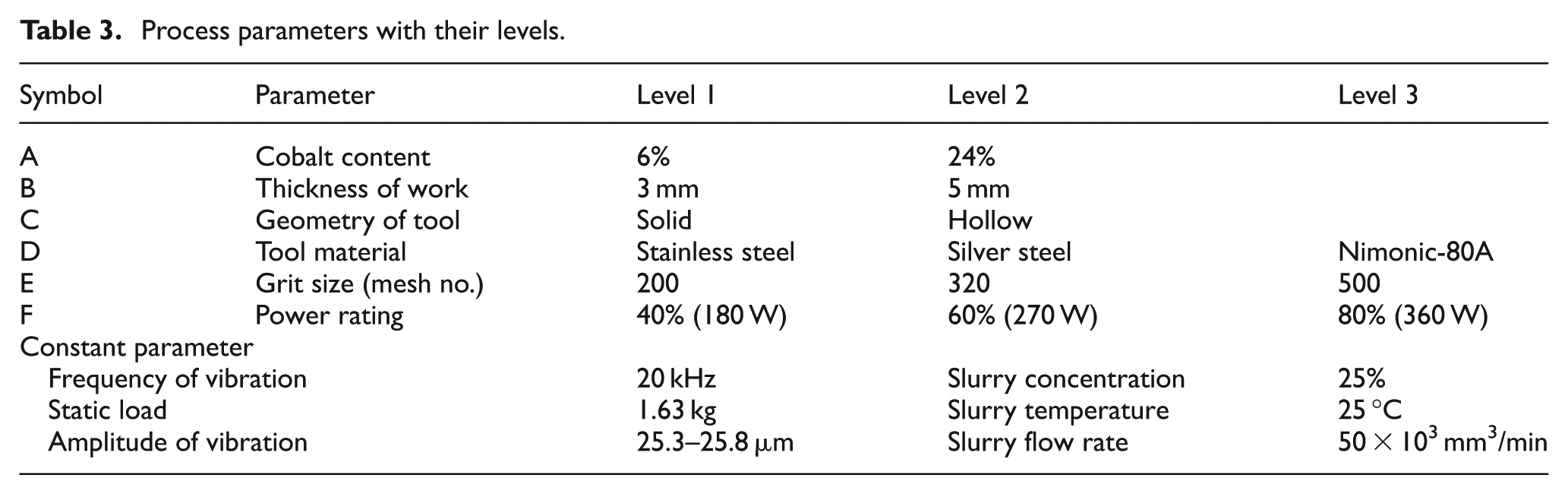
Work materials with the cobalt content of 6% and 24% (WC with medium grain and cobalt with 0.9–1.2 µm), in two different configurations in terms of thickness (3 and 5 mm with diameter of 20 mm), were selected. For these work samples, compaction pressure used was 70–175 MPa and sintering temperature ranged from 1350 °C to 1500 °C. The porosity for 6% Co and 24% Co work samples was at A00 scale. Both the samples were having microstructure free from graphite and ETA phase. The mechanical properties of work materials are shown in Table 2. The materials used for fabricating the tools were stainless steel (18-8 type), silver steel (C, 1%; S and P, 0.05%; Si, 0.3%; Mn, 0.35%; and Fe, balance), and nimonic-80A. Tools were designed to have same mass (9 g), the value of which was derived to obtain the resonant frequency. Two geometry of tools, namely, hollow and solid, were fabricated. Figure 5 shows the detailed drawing of the tools. Boron carbide was used as abrasive, with three levels for mean particle size (mesh 200, 320, and 500). The concentration of the abrasive slurry was decided to be fixed at 25%. Power rating was selected at three discrete levels as 40%, 60%, and 80%. The levels of the input factors were decided on the basis of the analysis of trends of influences of these parameters obtained in a “pilot experiment,” conducted using “one factor at a time” approach. Table 3 shows the details of input parameters considered for the investigation.
Composition and properties of WC–Co composite materials.
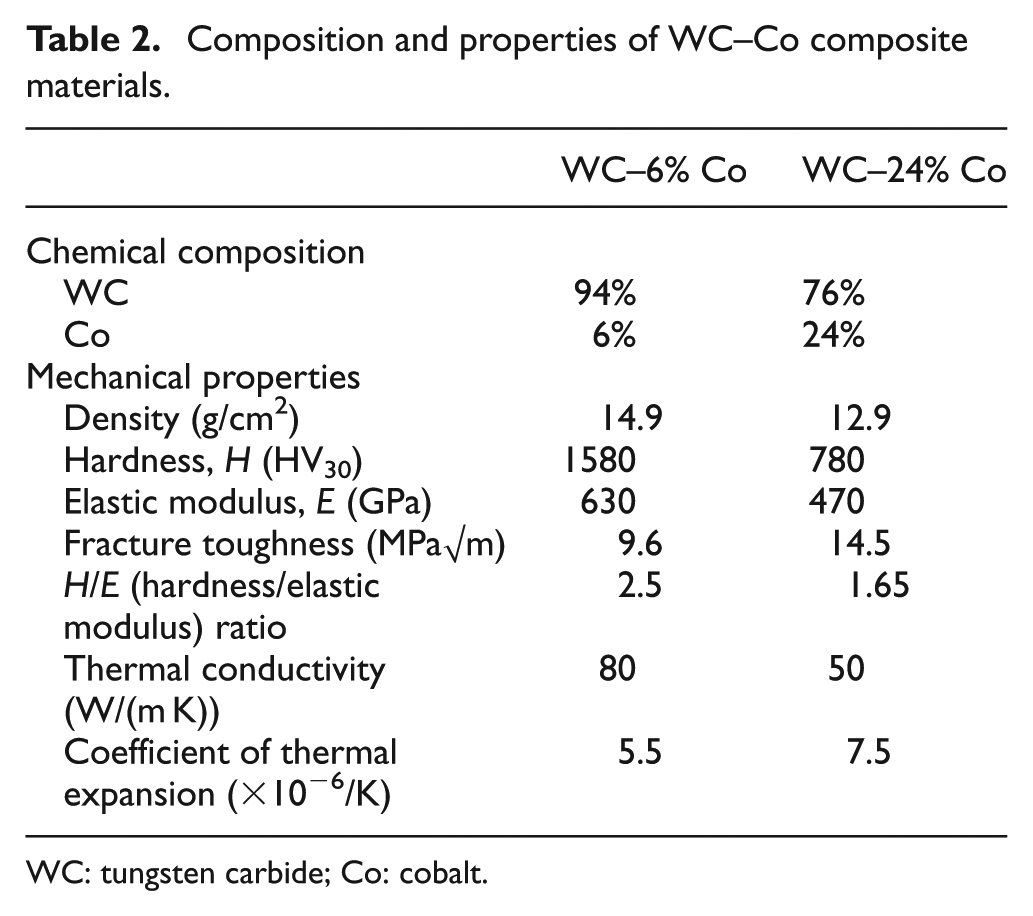
WC: tungsten carbide; Co: cobalt.
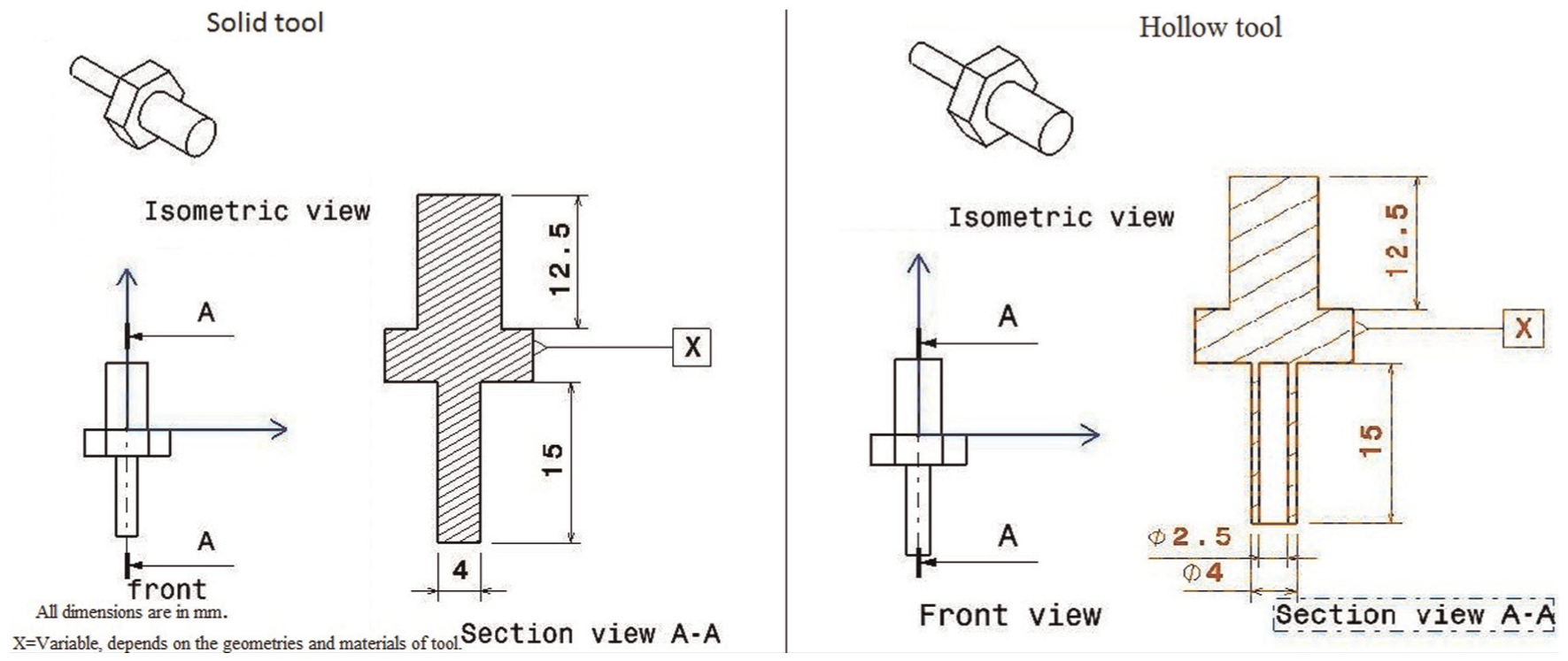
Detailed drawing of tools.
Process parameters with their levels.
The CR, overcut, and TA are computed using the following formulae



where
This study makes use of Taguchi’s L-36 OA for design of the experimental plan. There are three factors with two levels and remaining factors have three levels. In addition, three interactions (A × D, B × D, and C × D) are also required to be evaluated. Therefore, the degrees of freedom (DOFs) of L-36 array (35 DOFs) are adequately enough for the problem under consideration (with required DOF being 15). The experimental plan is exhibited in Table 4. Two replicates were run for the full experiment, and all of the trials were completely randomized to entertain the nuisance factors. Following relations are utilized for assessment of the Signal to noise ratio (S/N ratio) 35
Larger the best

Smaller the best

where
Design matrix and experimental results.
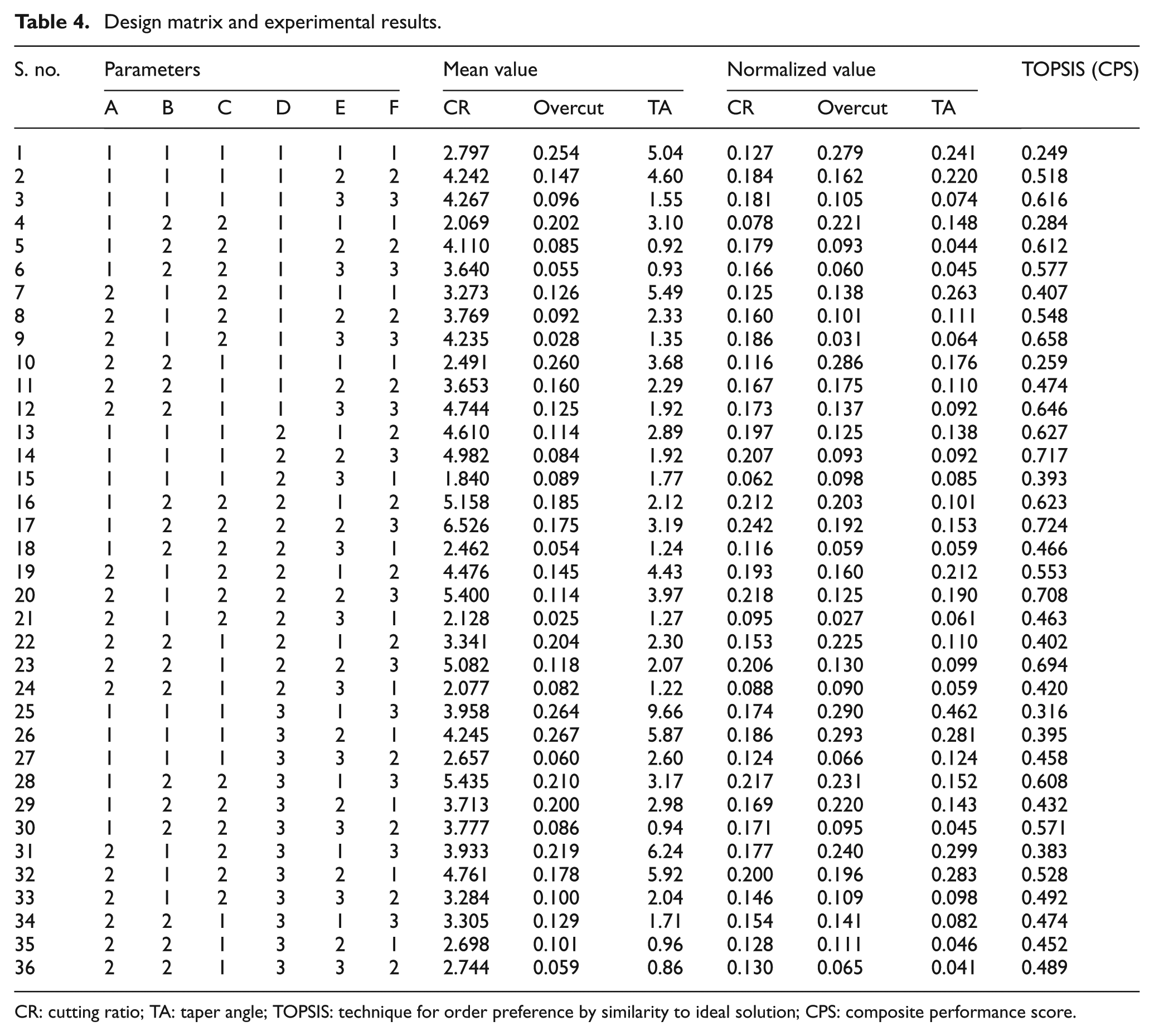
CR: cutting ratio; TA: taper angle; TOPSIS: technique for order preference by similarity to ideal solution; CPS: composite performance score.
Results and discussion
CR
Figure 6 shows the main effect plot for CR. Increase in the cobalt content in work material results in a corresponding increase in its fracture toughness. A material which has higher fracture toughness requires more energy for crack propagation as the resistance to crack formation is higher. Thickness of workpiece has no appreciable effect on CR. Hollow tools provide higher CR because they possess better inertia and effective distribution of abrasive particles during the machining. Similar results have been reported by Kumar and Khamba 21 and Kataria et al. 16 Silver steel tool gives the better performance for CR. The tool materials could be ranked (in order of decreasing CR) as silver steel, nimonic-80A, and stainless steel.
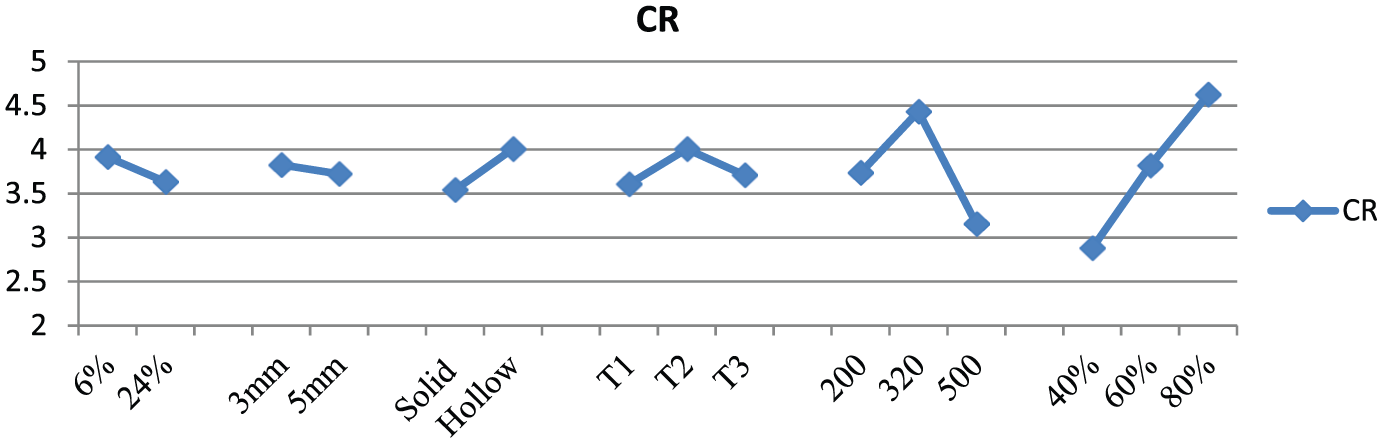
Main effect plot for cutting ratio.
Power rating is also a significant parameter for CR. An increment in the power rating augments the energy of the abrasives against the work surface; therefore, the energy-rich particles create cracks of larger dimensions on the work surface and material is eroded in the form of larger chunks. This phenomenon ultimately leads to enhancement of CR. These results are found consistent with the findings of other researchers.21,27,33
CR is a “larger the best” type response. So, the highest value of CR is considered as desirable. As shown in Figure 6, the optimal parametric setting for CR is A1 B1 C2 D2 E2 F3.
Overcut
A higher cobalt content in work material results in enhanced fracture toughness. Higher fracture toughness resists the cutting in lateral direction, which decisively controls the overcut. Thickness of work has no significant effect on overcut. Hollow tools produce less overcut as compared to solid ones because they acquire efficient flow of abrasive particles through the machining zone. Similar findings were observed from past researches. 16 The tool materials can be ranked (decreasing overcut) as nimonic-80A > stainless steel > silver steel. Nimonic-80A tool endorses cutting of the work material in lateral direction as it owns superior hardness as compared to other tools. Only amplitude and static load could not completely stifle the lateral vibrations in USM. Overcut increases with an increase in abrasive grit size. Larger abrasive particles wear away bigger chunks of material from the lateral surface, which conclusively reported into higher overcut. Kataria et al. 16 and Jadoun et al. 26 have also reported the same influence of grit size on overcut. Overcut is also being significantly affected by power rating. Overcut is higher at both (low and high) extreme levels of power rating and minimum at mid level.
Overcut is “smaller the best” type response. So, the smaller value of overcut is considered as the desirable. The optimal parametric setting for overcut is A2 B1 C2 D2 E3 F2, as depicted in Figure 7.
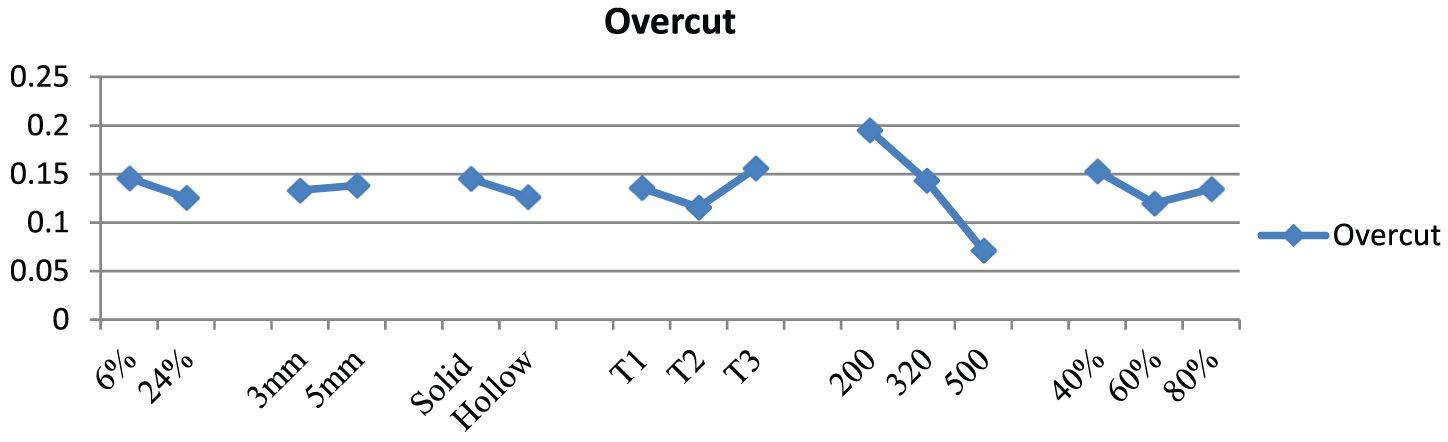
Main effect plot for overcut.
TA
Figure 8 illustrates the main effect plot for TA. Cobalt content has been found to possess no appreciable effect on taper, whereas thickness of work has significant effect on TA. TA increases as thickness of work decreases. This occurs on account of the effects of longer machining time being dominated by increased drilled depth. TA is not being affected by the geometry of tool. Silver steel as tool material confers better performance in a view to reduce the TA, while grit size has significant effect on the TA. Any decrement in the grit size is reported to produce decreased TA; therefore, fine grains have lesser overcut. At both the extreme levels of power rating, higher TA is produced, whereas at mid level, TA is found to be smaller.
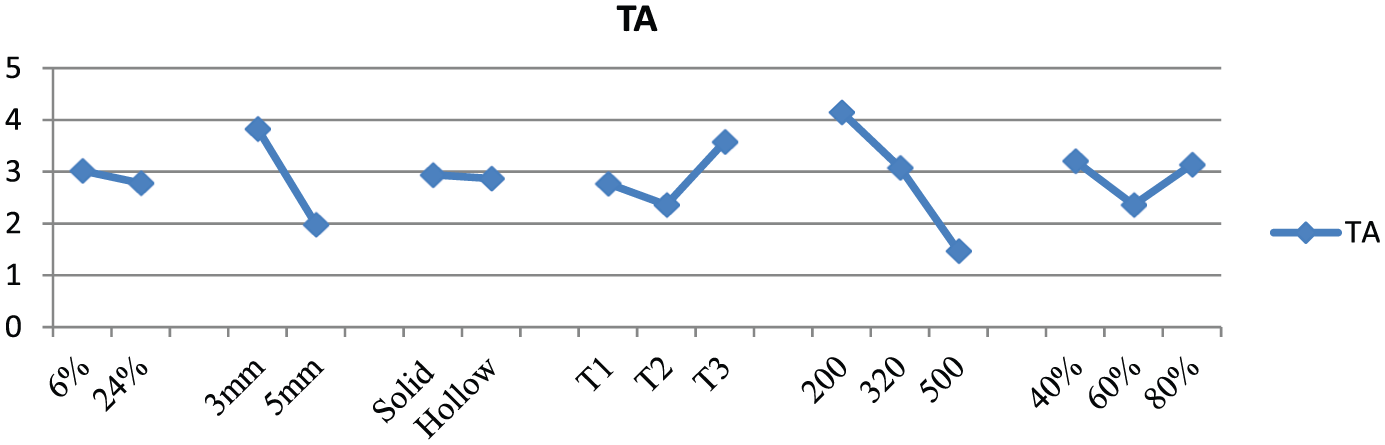
Main effect plot for taper angle.
TA is “smaller the best” type response. So, the smallest value of TA is considered as the desirable. The optimal parametric setting for TA is A2 B2 C2 D2 E3 F2, as illustrated in Figure 8.
Analysis of variance results
Analysis of variance (ANOVA) test was performed for raw data to evaluate the significance of the variables that contribute to the variation in CR, oversize, and TA. Table 5 depicts the results of ANOVA test for raw data (CR, overcut, and TA). Power rating and grit size are the main significant parameters for all three responses considered. In addition, no interaction is found to be significant for CR, whereas interactions between cobalt content and tool material, workpiece thickness and tool material, and tool profile and tool material are significant for oversize and TA.
ANOVA results for cutting ratio, overcut, and taper angle.
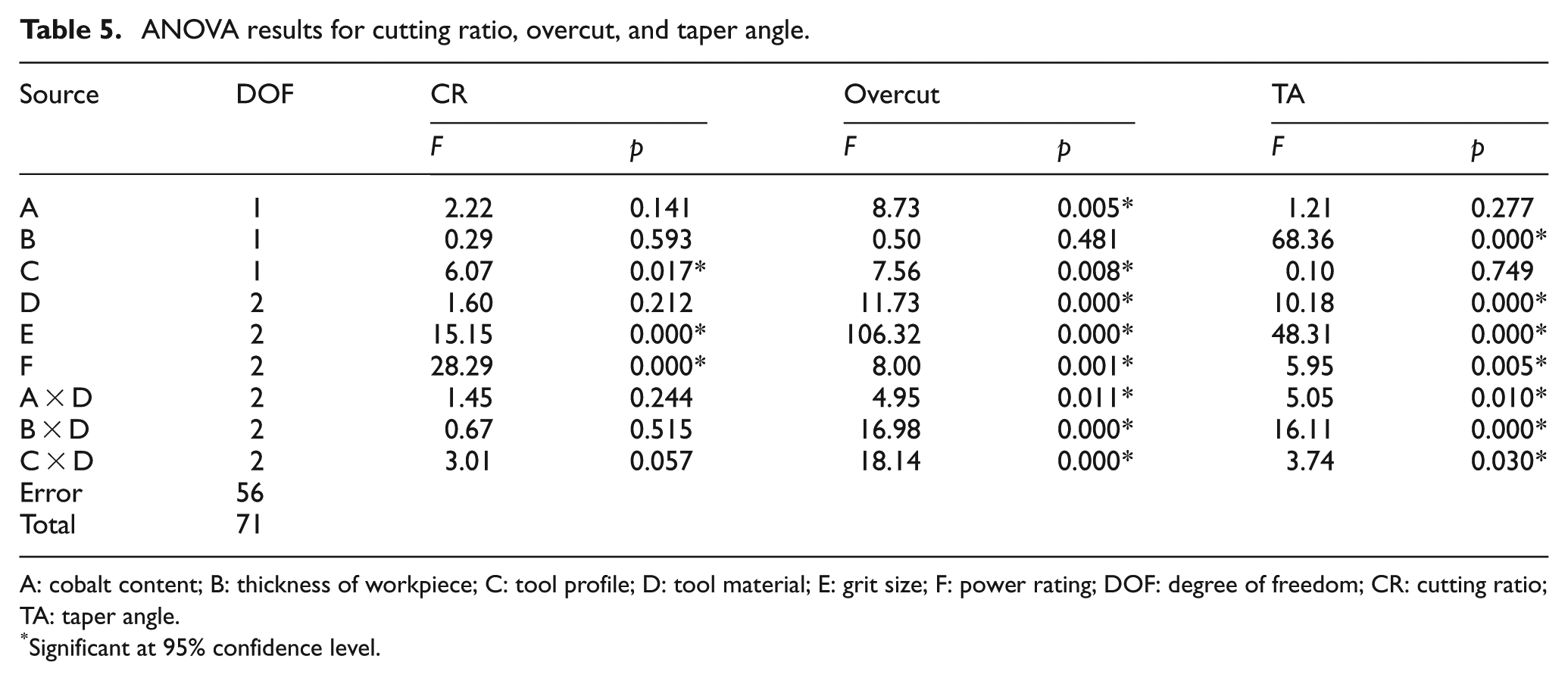
A: cobalt content; B: thickness of workpiece; C: tool profile; D: tool material; E: grit size; F: power rating; DOF: degree of freedom; CR: cutting ratio; TA: taper angle.
Significant at 95% confidence level.
Surface topography
Scanning electron microscope (LEO, model-435VP) was employed to investigate the surface characteristics of selected machined samples. Power rating and grit size mainly affect the surface characteristics in USM. 21 Figure 9 shows the surface of WC–24% Co and WC–6% Co material at 1000× magnification before machining. The grains are equiaxed and thus reflect a fair machinability with a mechanical processing method such as USM. The microstructure of the machined surface at 1000× is depicted in Figure 10, for a sample machined using coarse grit size and higher level of power rating (experiment no. 34). Therefore, the rate of input energy to the tool or abrasive is relatively high. It can be observed from Figure 10 that cleavage type of fracture took place. Figure 11 illustrates the edge quality (inlet) of hole for experiment no. 36 and also shows the site where Figure 12 has been taken.
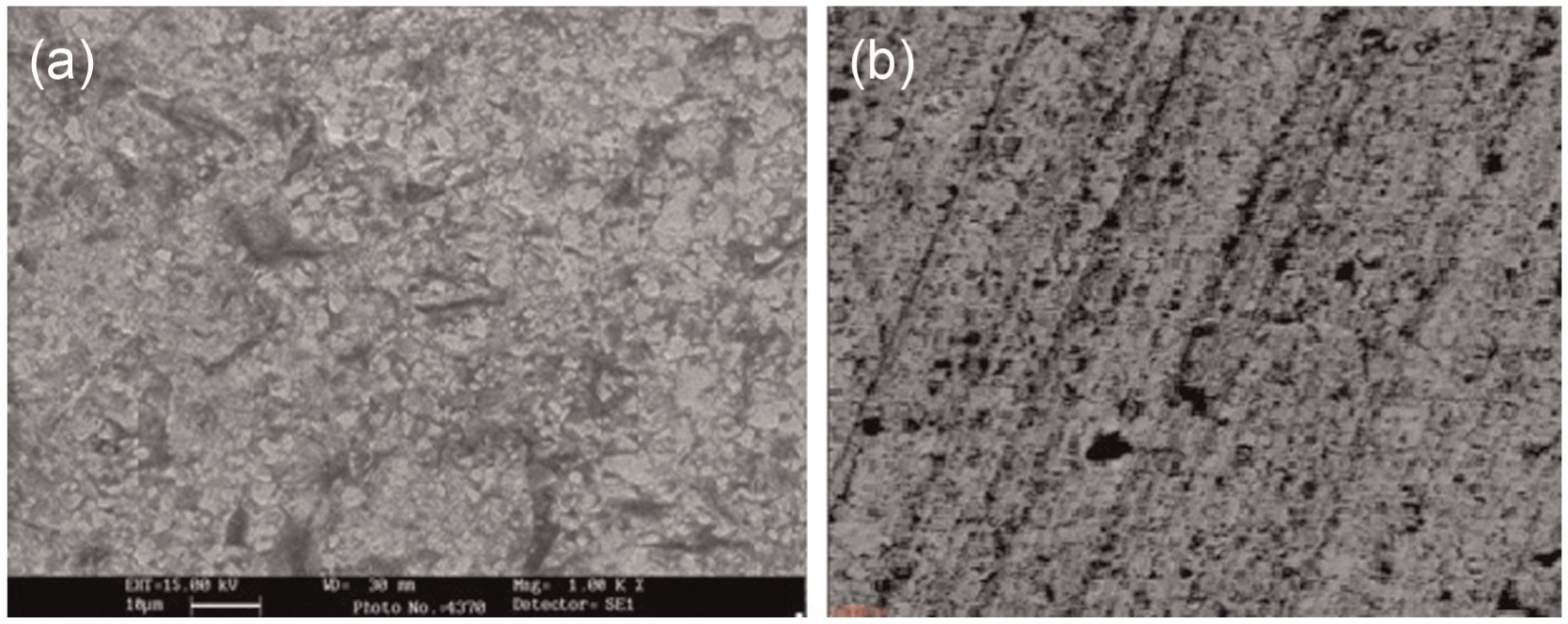
SEM image of work material before machining: (a) 24% cobalt and (b) 6% cobalt.
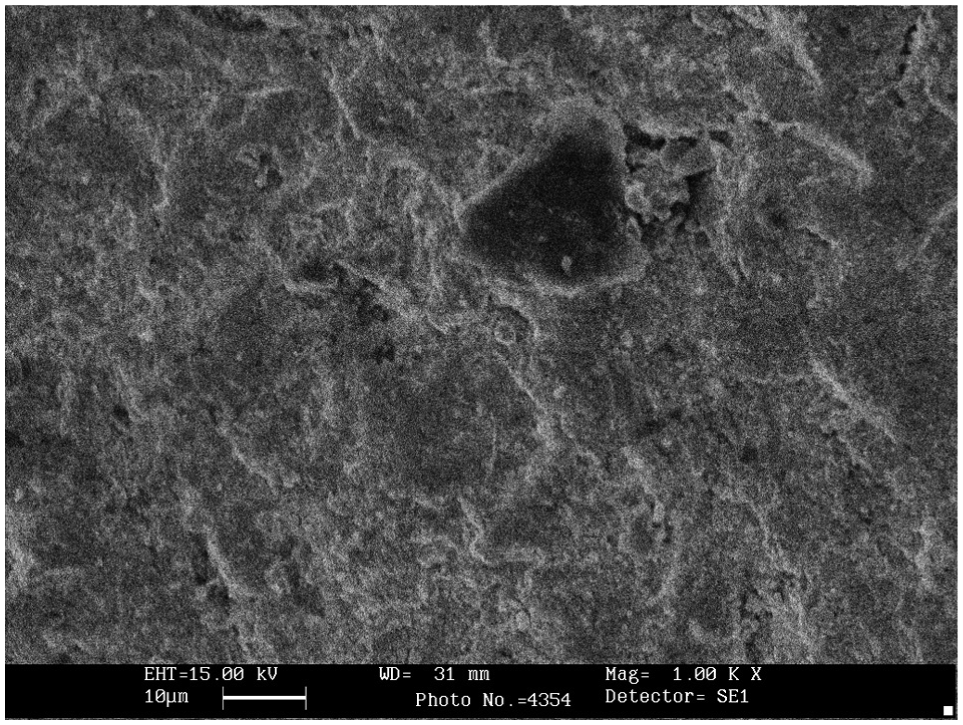
SEM image for machined sample (experiment no. 34).
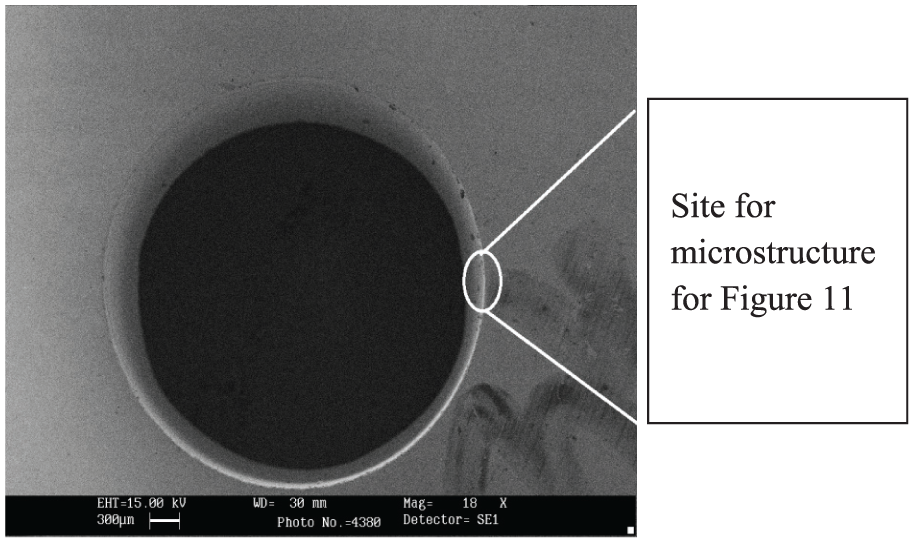
Edge quality of hole.
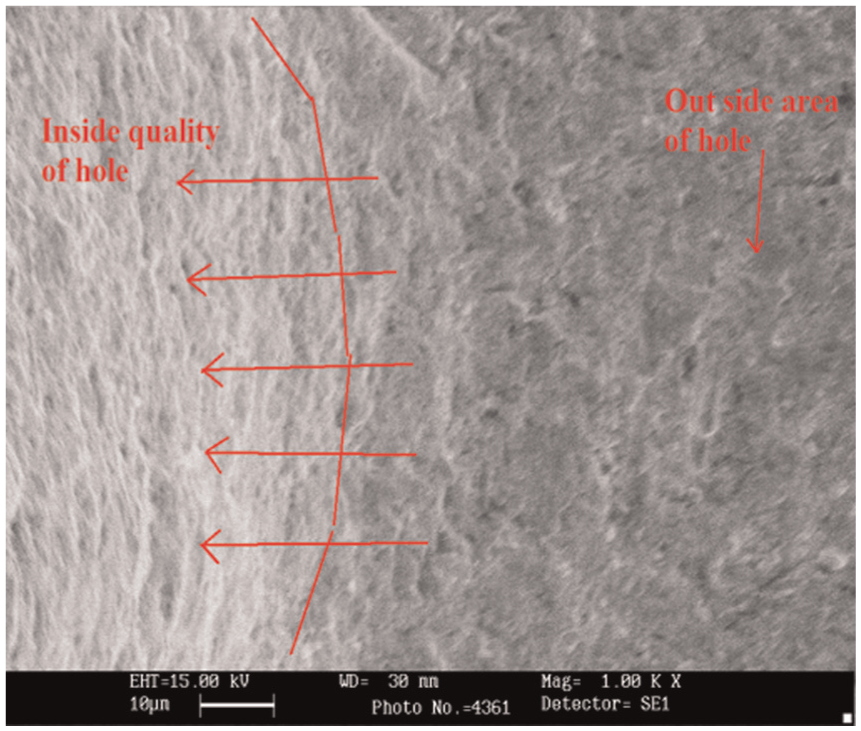
Surface quality at rim of hole (inside area of hole).
Figure 12 shows that the surface quality at rim of hole appeared to be good. There was no evidence of any micro-cracking or any other defects in this region.
Multi-response optimization using AHP-based TOPSIS method
The TOPSIS method was originated by Yoon and Hwang. 36 This concept is basically based on the notion that the considered alternative should have the shortest Euclidean distance from the best solution and farthest from the negative best solution. TOPSIS thus confers a resolution that is closest to hypothetically best and farthest to the hypothetically worst solution. The basic procedure of the TOPSIS method consists of the following steps (Kataria and Kumar 37 ):
The normalized values

A set of weights wy such that Σwy = 1 may be decided upon. In this article, weights are being computed employing AHP technique. The weights for CR, overcut, and TA are 0.58, 0.28, and 0.14, respectively, as determined by AHP technique. Then, further weighted normalized decision matrix is obtained. The weighted normalized value Vjy is calculated as

The ideal and negative ideal solutions can be expressed as


where Y = (y = 1, 2, 3, …, p)/y is associated with beneficial attributes and Y′ = (y = 1, 2, 3, …, p)/y is associated with non-beneficial attributes.
The separation of each alternative from the ideal and worst one is given as
The relative closeness of a particular alternative to the ideal solution, Pi, can be expressed as follows

Pj may also be called the overall or composite performance score (CPS) of the corresponding alternative.
Figure 13 depicts the mean effect plots for CPS. For, CPS, the highest value is desirable. So, as shown in Figure 13, the optimal parametric setting for multi-response optimization is A1 B2 C2 D2 E2 F3.
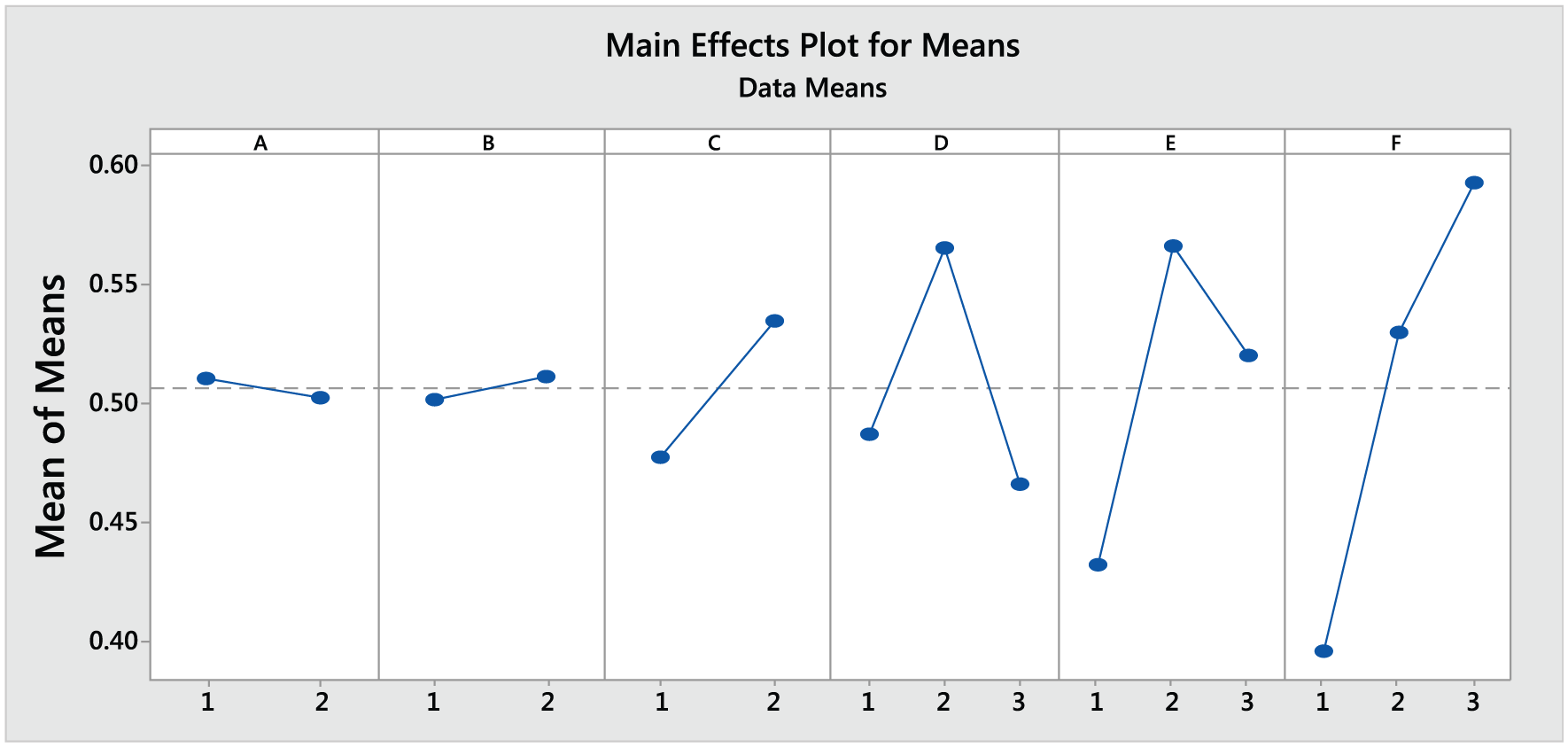
Main effect plot for composite performance score.
The ANOVA results (Table 6) show that power rating, grit size, and tool material have most significant effects for CPS (for multi-response optimization). The variables could be sequenced in descending order of their significance as power rating (41%), grit size (19), tool material (11%), and tool geometry (5%).
ANOVA results.
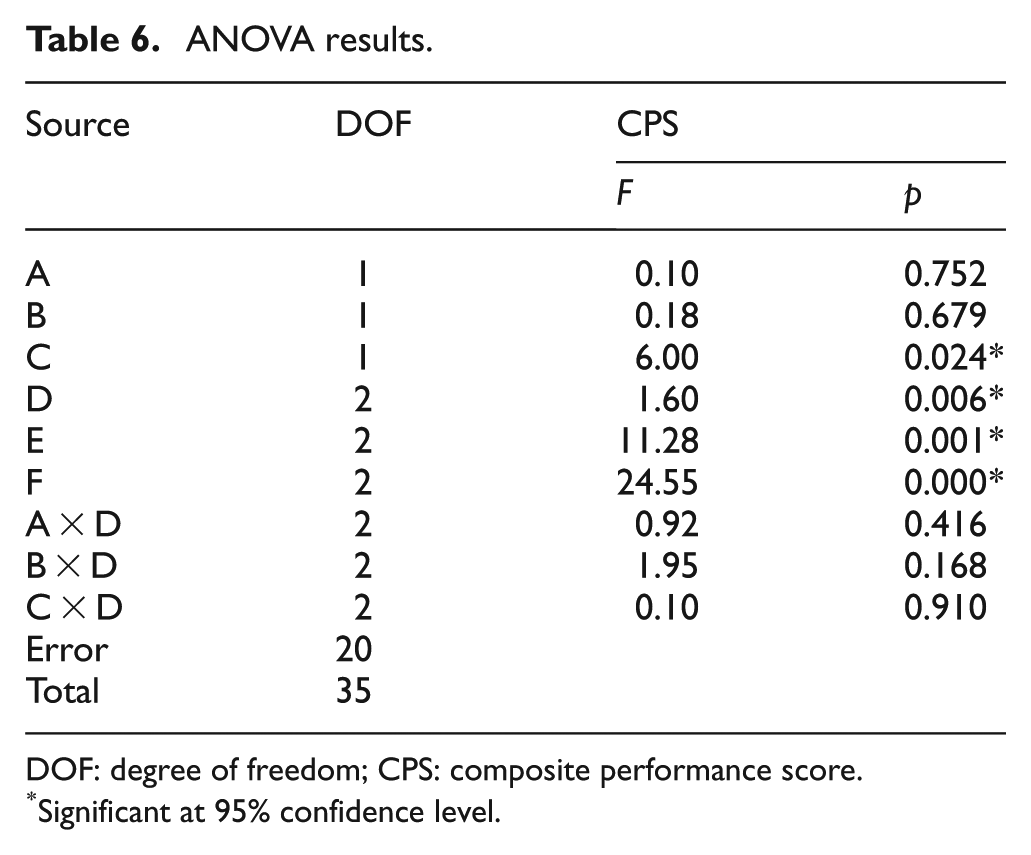
DOF: degree of freedom; CPS: composite performance score.
Significant at 95% confidence level.
Confirmation experiments were conducted at optimized setting (A1, B2, C2, D2, E2, and F3). Table 7 shows the results. The results validate the expected improvement in the values of responses of interest over the initial process setting.
Experimental results at optimized setting.
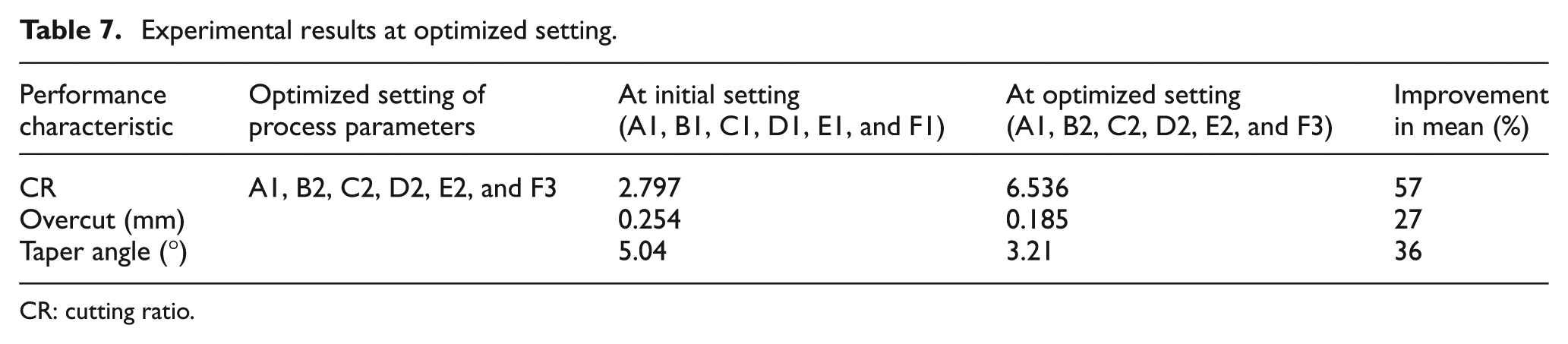
CR: cutting ratio.
Table 8 illustrates a comparison of results obtained in this study with other investigations from the past research work. It is revealed from the literature that there is a vast range of materials that can be machined with USM. It can also be concluded that most of the responses in USM processes are well affected with the proper selection of process variables. The results presented in this article somehow differ from past investigations, and this can be due to the incorporation of some parameters, that is, tool geometry, different work thickness, and properties, which were almost omitted in past literature. Table 9 represents the comparative view of results obtained with USM and EDM processes. It is revealed that with USM machined surface is found to be free from any defects such as heat-affected zone and recast layer which usually occur in thermal-based processes.
A comparative presentation of results obtained for different materials machined with USM.
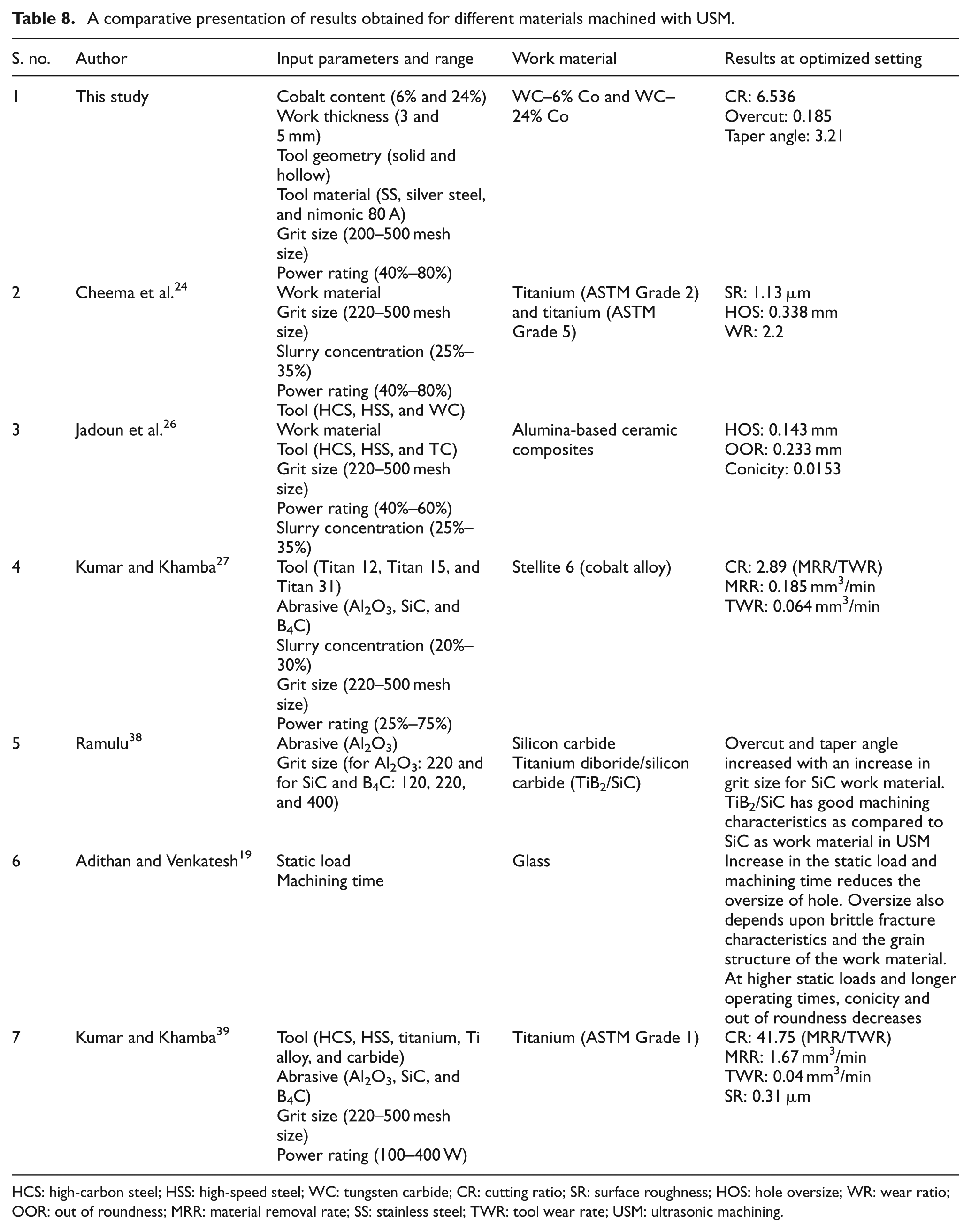
HCS: high-carbon steel; HSS: high-speed steel; WC: tungsten carbide; CR: cutting ratio; SR: surface roughness; HOS: hole oversize; WR: wear ratio; OOR: out of roundness; MRR: material removal rate; SS: stainless steel; TWR: tool wear rate; USM: ultrasonic machining.
A comparative presentation of machining performance of this study and other previously reported studies.
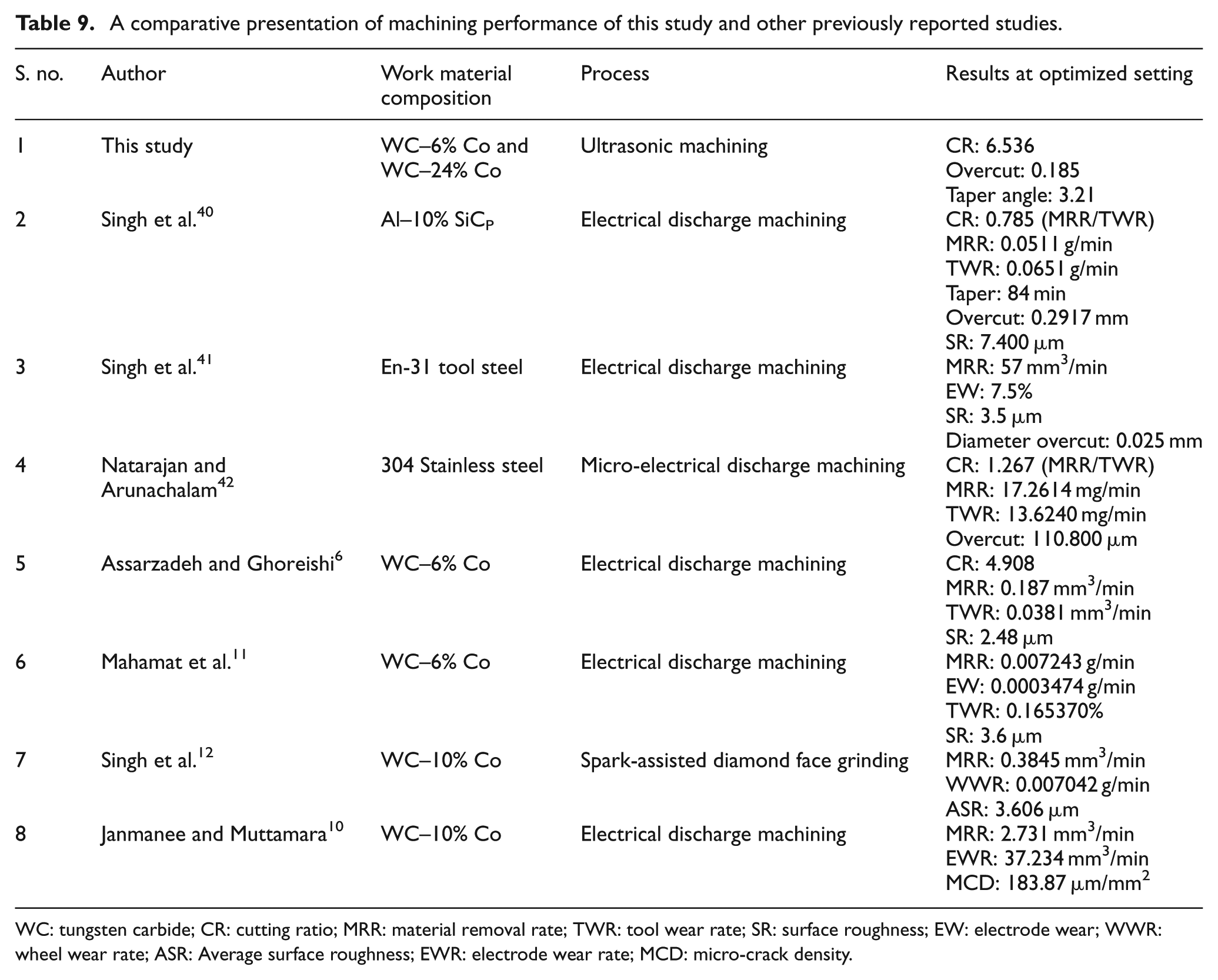
WC: tungsten carbide; CR: cutting ratio; MRR: material removal rate; TWR: tool wear rate; SR: surface roughness; EW: electrode wear; WWR: wheel wear rate; ASR: Average surface roughness; EWR: electrode wear rate; MCD: micro-crack density.
Conclusion
Composite material (WC–Co) with higher cobalt content (24%) exhibited lower CR owing to the higher value of fracture toughness that resists the development and propagation of cracks. Silver steel tool performed best in terms of CR. Tools with hollow geometry yielded superior performance in terms of CR. Power rating and abrasive grit size were found to be the most significant parameters for CR.
For overcut, the significant parameters are grit size, tool material, power rating, cobalt content, and geometry of the tool, while for TA, the significant parameters are thickness of work material, grit size, tool material, and power rating. All the two-factor interactions considered were found to be significant for overcut and TA.
Larger overcut was reported for coarse size particles as compared to finer ones. The fracture toughness of work samples was observed to be well related to overcut. The performance of hollow tools was found to be superior in regard to overcut. Owing to lower hardness, silver steel tool demonstrated preeminent performance, therefore producing less indentation on the lateral surface.
Work samples of higher thickness exhibit smaller TA. Power rating at mid level (60%) has revealed superior performance for TA, whereas silver steel tool has also produced the least TA.
The optimal parametric settings for CR, overcut, and TA are identified as A1 B1 C2 D2 E2 F3, A2 B1 C2 D2 E3 F2, and A2 B2 C2 D2 E3 F2, respectively. For multi-response optimization, the optimal parametric setting is A1 B2 C2 D2 E2 F3.
At optimized setting for multiple responses, there is an improvement in CR of the order of 57% and reduction in overcut and TA is 27% and 36%, respectively.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.