
Abstract
Several control charts have been constructed to simultaneously monitor the process mean and variability. A single chart is often used instead of two charts to detect shift in the process mean and variability separately. A new single generally weighted moving average control chart is now proposed to monitor the process mean and dispersion simultaneously, based on Taguchi’s loss function. A Monte Carlo simulation is used to calculate average run length to study the performance of this control chart when the process is shifted. A comparison is made with an exponentially weighted moving average control chart in terms of average run lengths. Two examples are also included for showing the practical application of the proposed control chart.
Introduction
Control charts play an important role in statistical process control (SPC), particularly when to monitor the sensitivity of the process to enhance the quality of products manufactured specially in industries using today’s modern technologies. Many control charts such as by Aslam et al.,1,2 Azam et al., 3 Haq et al., 4 Huang et al., 5 Huwang et al., 6 Ou et al. 7 and Sheu and Hsieh 8 have now been developed to monitor the process mean and/or variability and to detect a shift in the process. Exponentially weighted moving average (EWMA) control charts or cumulative sum (CUSUM) control charts are often used for detecting small shifts in the process. 9 The work started by Shewhart in 1924 has now many different dimensions such as double/multiple sampling control chart schemes, repetitive control chart schemes and use of process capability and loss functions in control charts, some of which can be seen in Ahmad et al., 10 Al-Refaie et al., 11 Aslam et al., 12 Castagliola and Vannman, 13 Khoo et al., 14 Ouyang et al., 15 and Yeong et al., 16 which are now quiet helpful methodologies to detect small shifts in the process.
Many studies have been conducted to simultaneously monitor the process mean and variability using a single control chart, which helps to reduce the required time, cost, labor and resources. To list a few, recent works include the Max-EWMA chart by Chen et al., 17 the EWMA semi-circle (EWMA-SC) chart by Chen et al., 18 a loss function–based control chart by Wu and Tian,19,20 a CUSUM control chart based on Taguchi’s loss function by Jiao and Helo, 21 a combination of generally weighted moving average (GWMA) chart by Sheu et al., 22 the sum of squares double EWMA chart by Teh et al., 23 the extended maximum GWMA charts by Sheu et al., 24 a GWMA chart by Teh et al., 25 the X control chart by Yang et al., 26 the variable sampling interval (VSI) average loss control chart by Yang 27 and the extended VSI EWMA average loss control chart diagnosing the source of out-of-control process by Yang. 28
Roberts 29 first analyzed that EWMA is helpful to detect small shift in the process mean. Sheu and Griffith 30 and Sheu31,32 applied a new method to EWMA control chart to detect an out-of-control signal in the process as quickly as possible, and later Sheu and Lin 33 called this expanded EWMA control chart as GWMA control chart, which is more sensitive than EWMA control chart in detecting small shifts. Their GWMA control chart can also locate small shifts in the initial process because of an additional adjustment parameter α.
Loss function plays a vital role to measure the manufacturing cost of the products which can deviate due to variability in the quality characteristics of the products because it is a definite part of the manufacturing process. 34 Usually, when all products fall within the specification limits of a process, it is considered that they possess the same quality characteristics. However, a quality characteristic of a product closer to its target value will lead a smaller quality cost than those ones which are closer to the lower or upper specification limit. 35
By exploring the literature, it comes to our knowledge that there is no work for the control charts based on GWMA statistic using the Taguchi loss function. Yang 28 proposed the VSI EWMA average loss control chart and diagnosed the source of out-of-control process. In this article, it is assumed that the process mean even when it is in control is not equal to the target value of the process, which is often true in practice. The purpose of this article is to develop a new GWMA control chart using Taguchi’s philosophy 36 of the quality characteristic to identify an out-of-control signal when it deviates from its target value. Moreover, it would also be helpful to diagnose an out-of-control signal either in the process mean or the variability or both simultaneously using a single chart.
The rest of the article is organized as follows: section “Design of GWMA control chart using Taguchi loss function” describes the proposed control chart based on GWMA and the Taguchi loss function. In section “Performance and evaluation,” the results of the proposed control chart are discussed and are compared with VSI EWMA control chart in Yang 28 in terms of its average run lengths (ARLs) using a simulation study. Two illustrative examples are included in section “Examples” for practical application of the proposed control chart and section “Conclusion” elaborates the conclusion.
Design of GWMA control chart using Taguchi loss function
Taguchi loss function
Following Yang,27,28 let us suppose that the quality characteristic X follows a normal distribution with mean µ and variance σ2 when the process is in control, that is, X ∼ N (µ, σ2). Then, the Taguchi’s quadratic loss function is given as

where
Now, it is important to express this loss function in terms of process location and process dispersion. So, Chandra 37 derived the expected value of this loss function (1) which can be written as

where
Most of the time, it is necessary to use the estimates of µ and σ2 when their true values are unknown; then according to Yang,27,28 this expected loss (EL) is estimated as

which is an unbiased estimator of EL,27,28 where
As discussed by Yang,27,28

And assume that

Without loss of generality, it can be assumed that the process mean shifts to the right and the variance increases, that is,

where
GWMA of Taguchi loss
Let M count the number of samples until the first occurrence of an event of interest. According to Sheu and Lin,
33

where
Let us define

Then

Now, the GWMA of the Taguchi loss at time j will be

If
As discussed by Sheu and Lin,
33
we will take the form of

When
Proposed control chart based on GWMA of Taguchi loss
Since

where k is a constant to be determined by specifying the values of design parameters α and q at fixed value of in-control ARL. The mean and the variance of Uj are

and

where
The value of
Hence, UCL and LCL can be written as


If any
Now when


Hence, the charting procedure of GWMA average loss chart is given in the following different steps:
If µ and σ are unknown, then use their estimates
In an initial stage, specify the target value T* and an in-control ARL (ARL0) to obtain an optimal value of k with the specified values of (q, α) for fixed sample size n to make a combination of (q, α, k) using simulation.
Calculate the UCL of the proposed control chart using equation (11a).
Compute L from equation (5) in order to calculate the plotting statistic Uj using equation (8) with the help of combination of (q, α, k) obtained in Step 2. Plot the statistic Uj against each subgroup j = 1, 2, 3,… (where the choice of j is dependent on the shift to be detected). If any Uj ≥ UCL, then highlight the point(s) which exceeds from UCL.
Analyze and identify the cause(s) of each out-of-control signal which may be due to an increase in process mean or process dispersion or both which can be decided by shifts to be diagnosed.
Performance and evaluation
Performance of a control chart is generally evaluated by the ARL,29,38 which indicates how many points to be plotted before providing an out-of-control signal. Usually, ARL needs to be sufficiently large to avoid false alarms when the process is in control and should be small if it wants to detect an out-of-control signal quickly. In this study, µ = 0 and σ2 = 1 are used for the in-control process and out-of-control signal; shift is involved in the process mean or in the standard deviation or in both simultaneously to find out-of control ARL (ARL1).
Markov chain approach or integral equation approach is frequently applied to calculate ARLs in many literatures. However, a Monte Carlo simulation is conducted to estimate the ARLs because Markov chain approach or integral equation approach is difficult to evaluate for this chart. In all, 10,000 iterations are performed to evaluate each ARL and each iteration is stopped when a point indicates an out-of-control signal (exceeds from UCL) for the value of k until the required ARL0 is obtained.
Without loss of generality, the subgroup size is taken as n = 5. The random variable Xji (j = 1, 2, 3,… and i = 1, 2, 3,…, n) is distributed as independent normal variate with mean µ and variance σ2. The shift
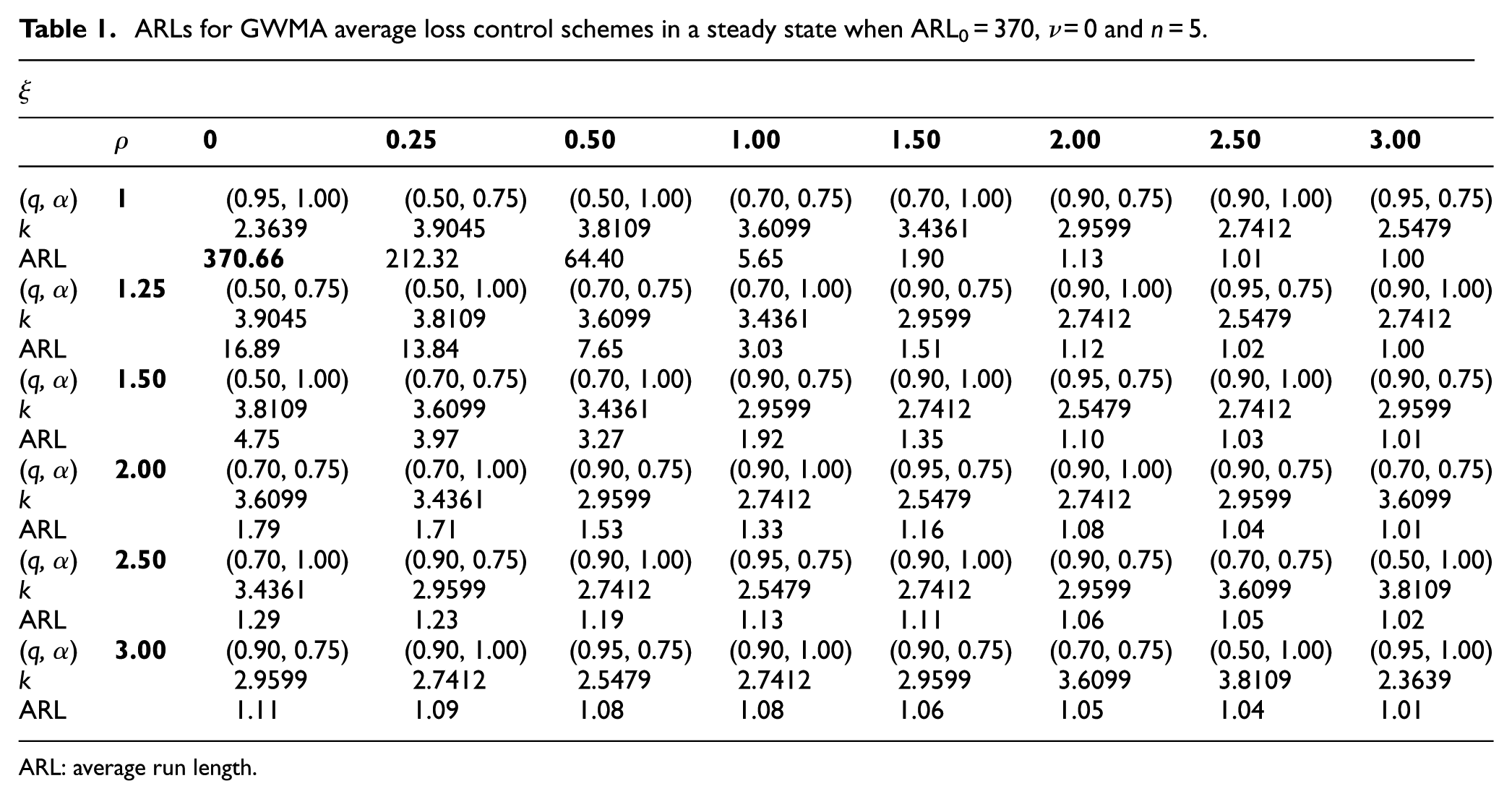
In this study, the in-control ARL is assumed to be 370 and then the ARL1s are evaluated for different shifts of µ and σ, at the same time or separately at various levels of combinations of design parameters (q, α). Tables 1–3 show the performance of the proposed control chart when the changes occur in the process mean and variance for different values of shifts ξ and ρ.
ARLs for GWMA average loss control schemes in a steady state when ARL0 = 370, ν = 0 and n = 5.
ARL: average run length.
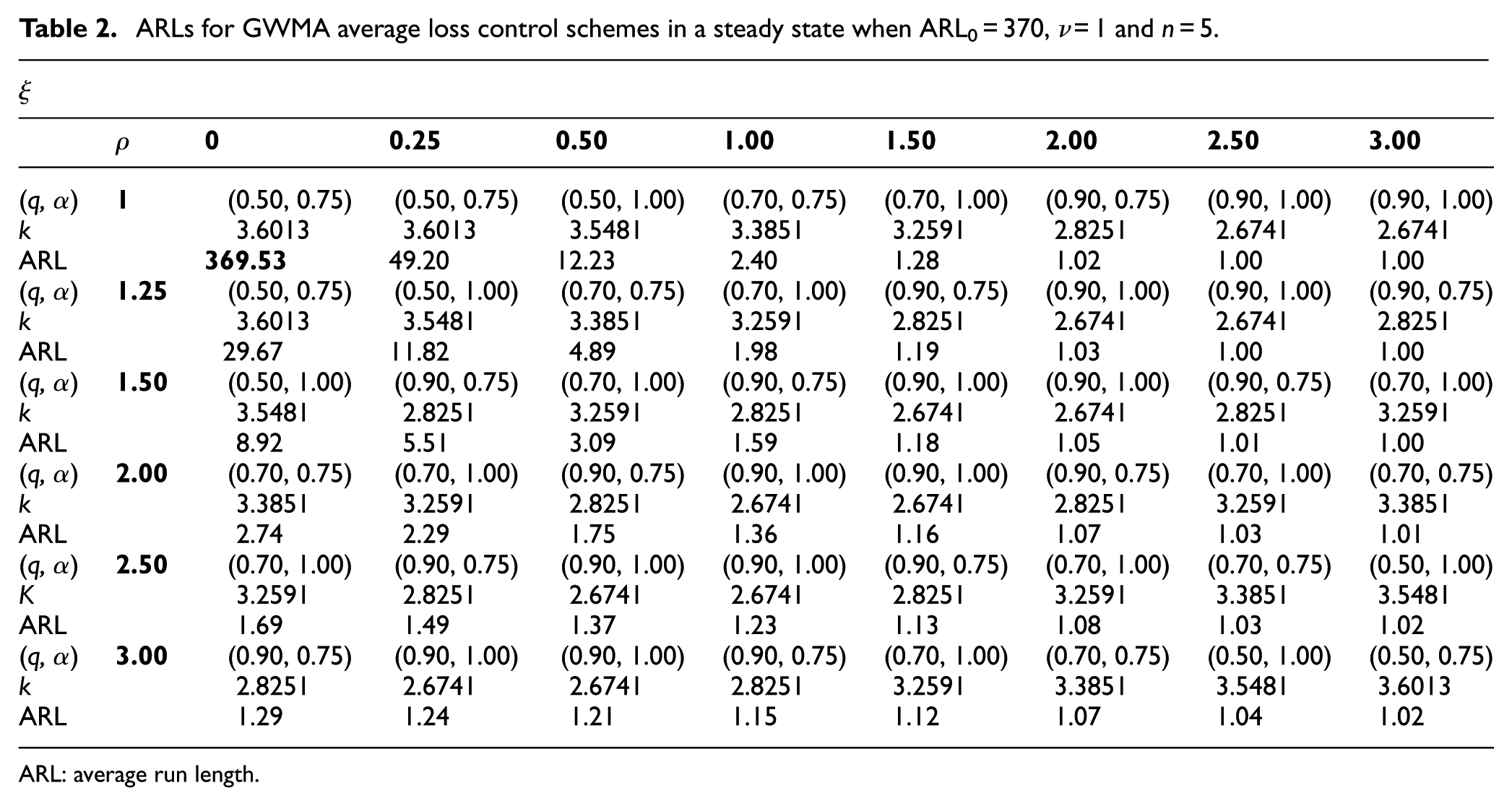
ARLs for GWMA average loss control schemes in a steady state when ARL0 = 370, ν = 1 and n = 5.
ARL: average run length.
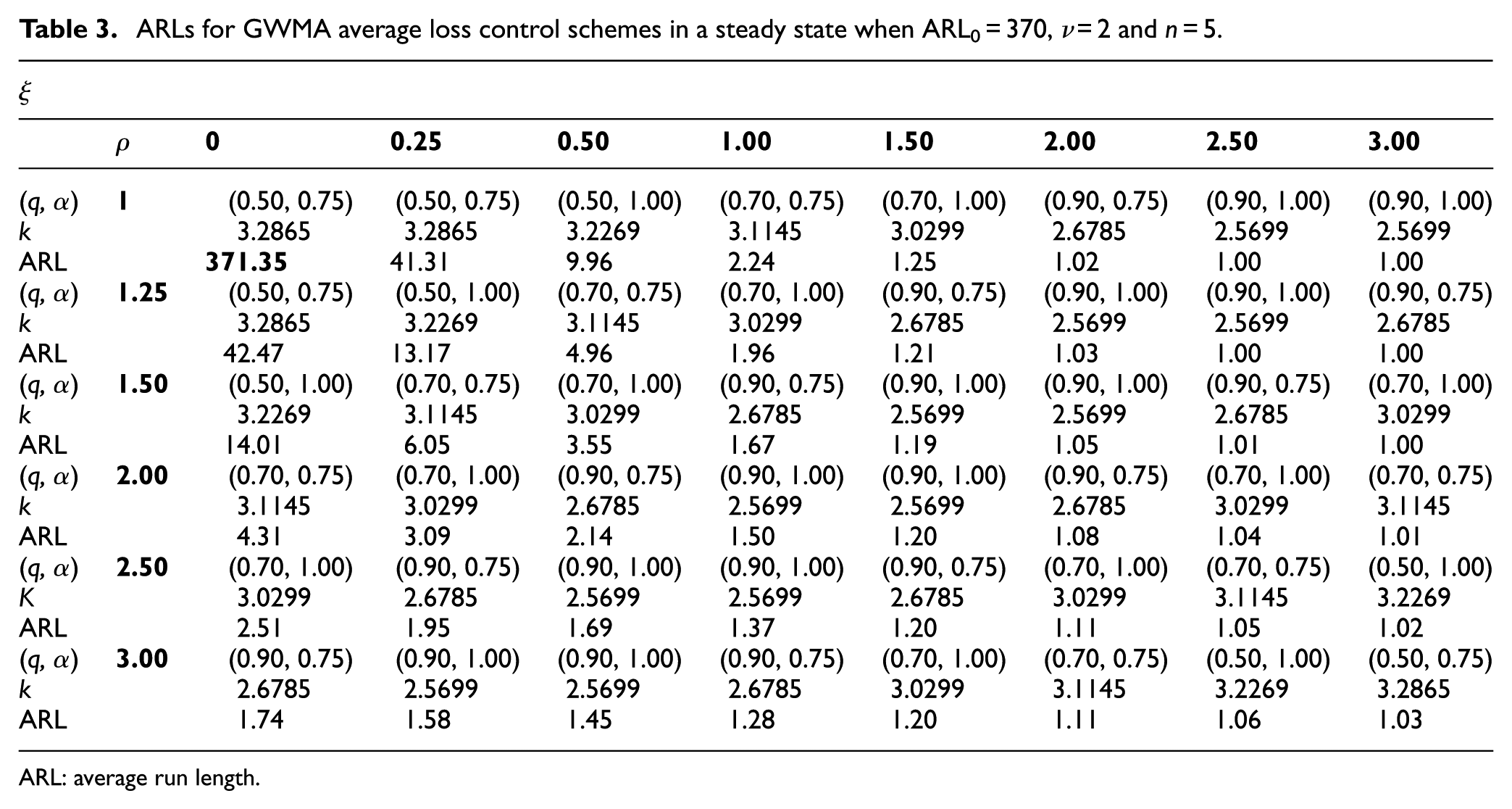
ARLs for GWMA average loss control schemes in a steady state when ARL0 = 370, ν = 2 and n = 5.
ARL: average run length.
These tables show the ARL1s for different combinations of parameters (q = 0.50, 0.70, 0.90; α = 0.75, 1.00), which are used here when only the mean shifts (ρ = 1), only the variance shifts (ξ = 0) and when both the mean and variance shift together. Table 1 corresponds to the value of ν = 0 while Tables 2 and 3 correspond to ν = 1 and ν = 2, respectively, for the fixed sample size n = 5.
When ν = 0, a moderate change is observed in ARLs especially when only the mean shifts in the process, but a rapid decrease is observed when only the variance shifts and when both shift simultaneously. On the other hand, when ν = 1, 2, a quick decrease is not only detected in the variance and when both shift but also a rapid decrease is analyzed in the process mean. It is also evaluated that in order to detect a quick shift in the variance only, a small value of ν is recommended.
Sheu and Lin 33 observed that GWMA chart is more sensitive for a large value of q and when α lied between 0.50 and 1.00 when they first proposed GWMA control scheme. According to Lucas and Saccucci 38 and Roberts, 29 EWMA control scheme is more sensitive when a smaller value of λ is used, say 0 < λ ≤ 0.30.
The results revealed that this proposed GWMA control scheme is also more sensitive for a large value of q (say 0.70 ≤ q ≤ 1.00) and when α lied between 0.50 and 1.00, but somehow when ν ≠ 0, a moderate value of q provides quick out-of-control indication especially for the mean shift.
Table 4 shows a comparison between GWMA average loss chart and VSI EWMA and FP EWMA average loss charts proposed by Yang. 28 Yang 28 used different combinations for ξ (=0.5, 1.5, 2.5), ρ (=1.5, 2.0, 2.5) and ν (=0, 1, 2) to find ARL1 for different levels of λ = .1, 0.3, 0.5 and the subgroup size n = 5 while choosing ARL0 = 370. To compare GWMA average loss chart, we use α = 0.75, 1.00 and q = 0.9, 0.7, 0.5 and taking the same remaining parameters for ξ, ν and ρ, to find ARL1 by setting ARL0 = 370, and observed that GWMA average loss chart is more sensitive than FP EWMA average loss chart, but VSI EWMA loss chart has overall better performance than the proposed GWMA average loss chart. The reason for such a scenario is that GWMA average loss chart is evaluated with fixed sampling intervals and the VSI schemes have advantage over fixed sampling interval schemes. 28
Comparison of ARL1s of GWMA average loss chart with FP EWMA. 28
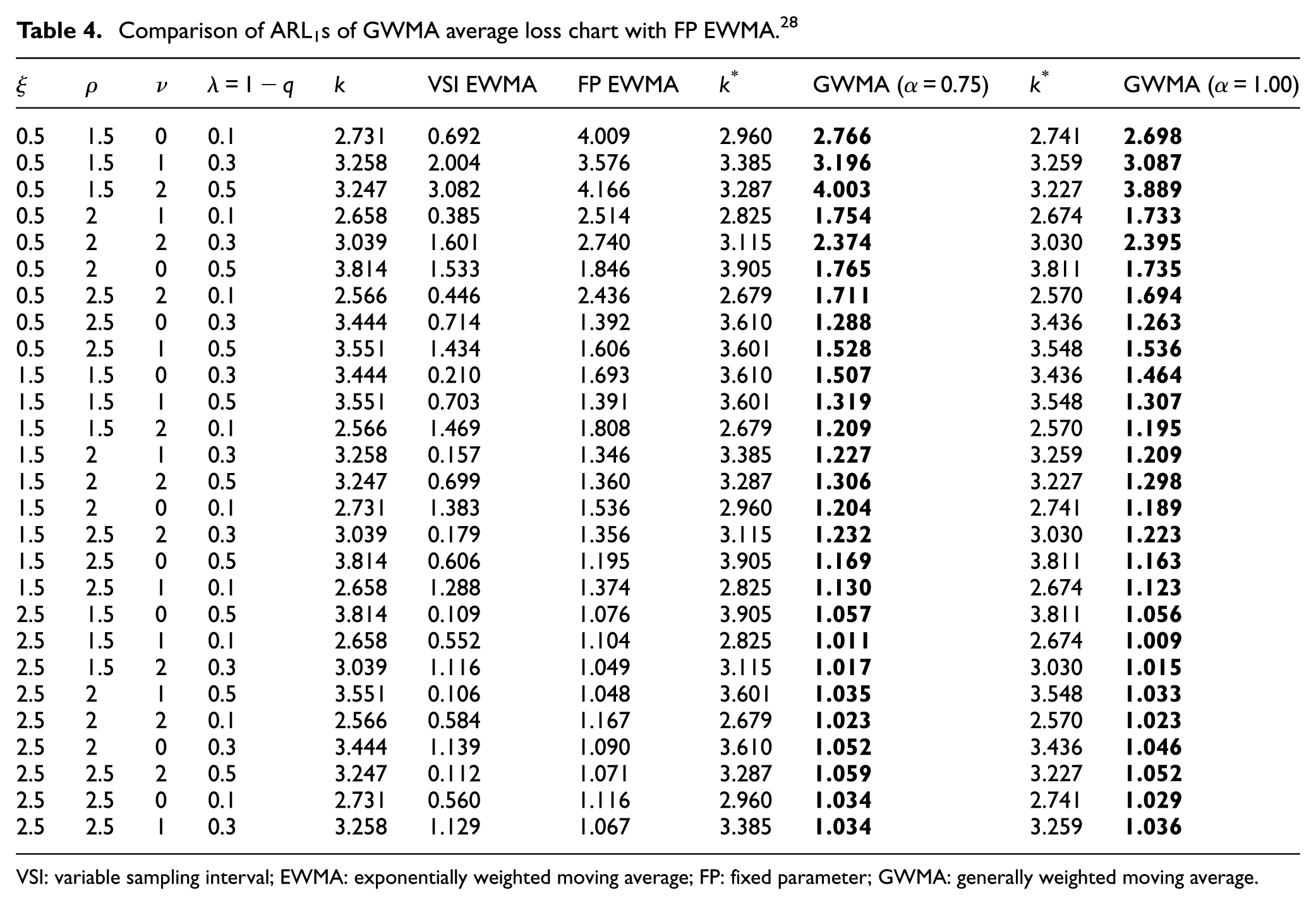
VSI: variable sampling interval; EWMA: exponentially weighted moving average; FP: fixed parameter; GWMA: generally weighted moving average.
ARL1s calculated from this proposed chart are smaller than ARL1s of Yang’s chart for all the combinations of parameters at both different levels of α. Also since for α = 1, this chart becomes FP EWMA average loss chart, so at the same level GWMA shows better performance as compared to FP EWMA average loss chart as highlighted in Table 4. (Here, control factor k* is used for GWMA average loss chart.)
Another comparison is made of ARL1s with EWMA-SC chart by Chen et al. 18 for different values of (q, α) and λ at different shifts of µ and σ in Table 5. Chen et al. 18 used ARL0 = 370 and n = 5 to obtain optimal combinations of (λ, L), so optimal combinations of (q, α, k) are calculated at the same level of ARL0 = 370 and n = 5 in this proposed chart. Shift in the standard deviation is represented in the row while shift in the mean is shown in the column. Clearly, it can be seen that GWMA average loss chart gives better alarm of out-of-control signal at different shifts than the existing chart as shown in bold in Table 5 which indicates the sensitivity of the proposed chart.
Comparison of ARL1s of GWMA average loss control schemes in a steady state with EWMA-SC chart 18 when ARL0 = 370, ν = 0 and n = 5.
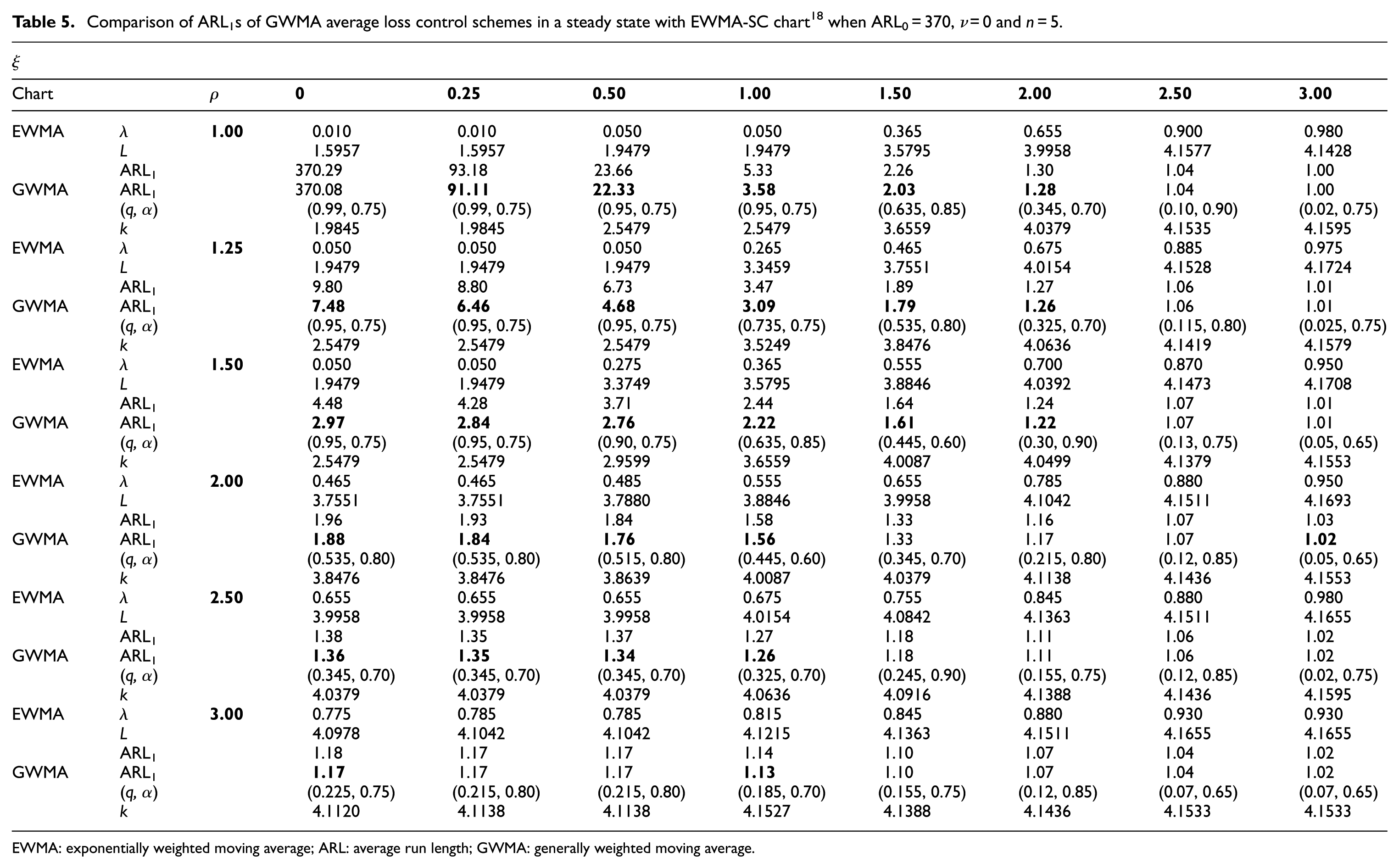
EWMA: exponentially weighted moving average; ARL: average run length; GWMA: generally weighted moving average.
The literature of GWMA charts such as by Sheu and Lin, 33 Sheu et al.,22,24 Sheu and Hsieh 8 and Teh et al. 25 shows that GWMA scheme has performed almost 60%–80% better than EWMA scheme. Tables 4 and 5 show that GWMA average loss chart is more efficient than the extended VSI EWMA average loss control chart 28 and EWMA-SC chart, 18 especially for moderate shifts and almost 60% combinations of the shifts showed better overall performance.
Examples
This example is obtained from Chen et al., 18 where the data include 35 samples of size five representing the measurements of the inside diameter of cylinder bores in an engine block such as 3.5205, 3.5202 and so on 3.5204. For simplicity, the last three digits of the measurements are used in this example as shown in Table 6.
Cylinder diameter data.
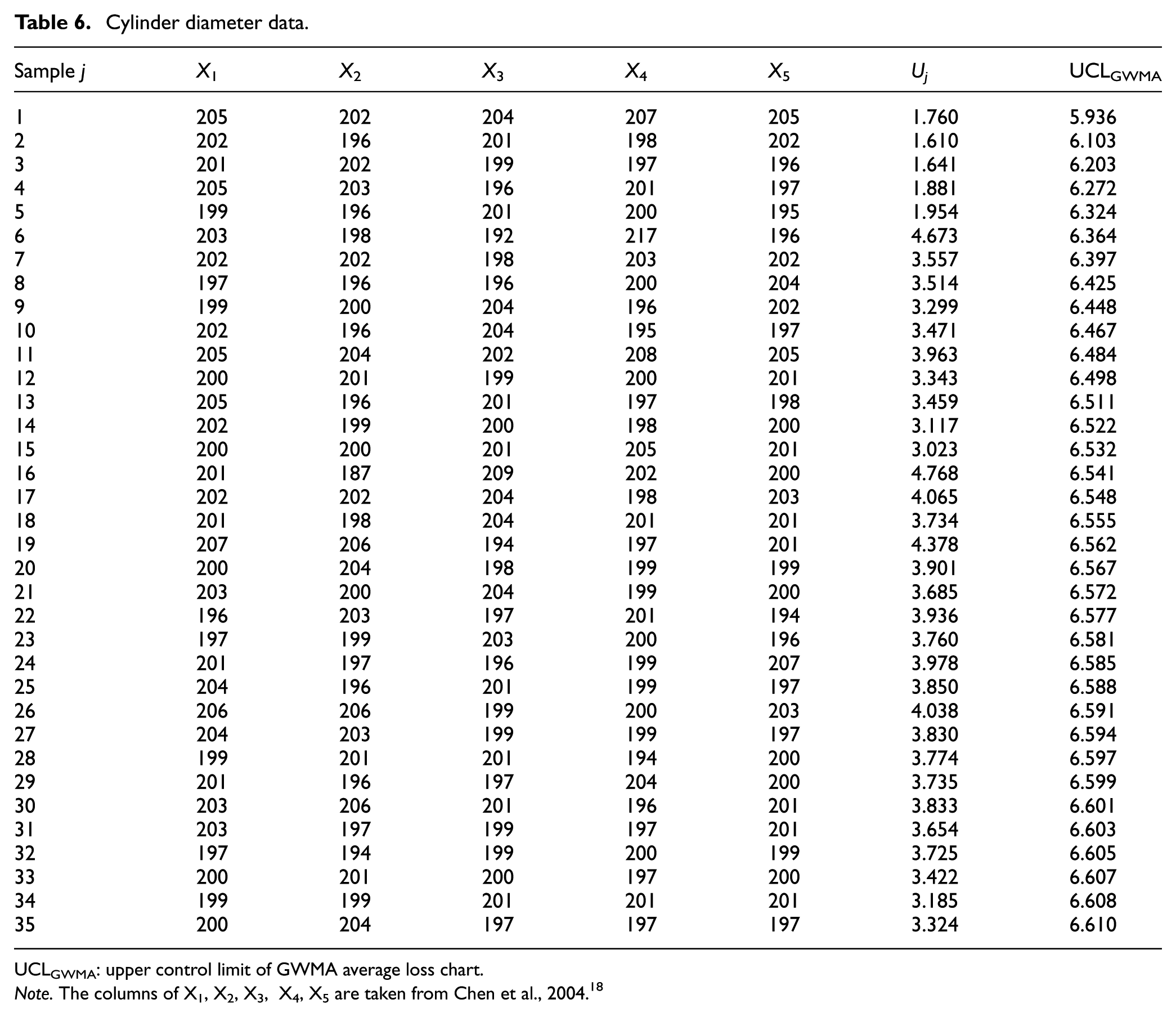
UCLGWMA: upper control limit of GWMA average loss chart.
Note. The columns of X1, X2, X3, X4, X5 are taken from Chen et al., 2004. 18
From the data in Table 6, we calculate
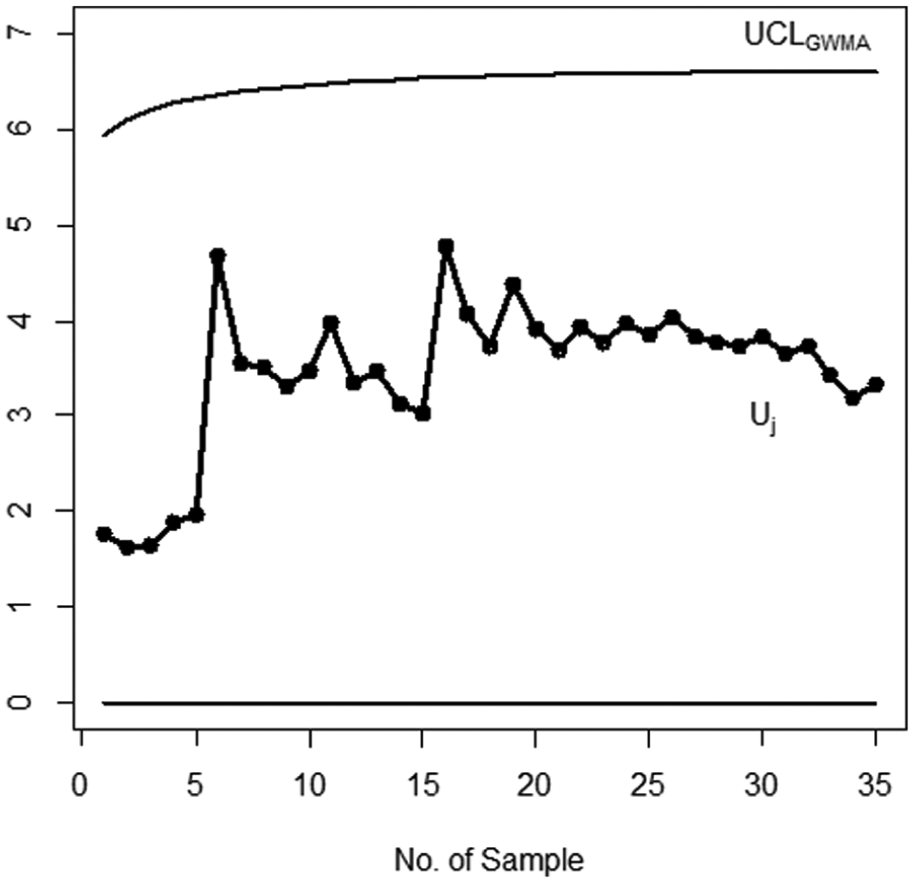
GWMA average loss chart.
Another example is given in which simulated dataset is used to evaluate the performance of this proposed chart. In this example, 25 subgroups of size n = 5 are used where the first 10 subgroups are generated from in-control process with µ = 2, and σ = 1 and the remaining 15 subgroups are generated from an out-of-control process with a shift of 0.25σ and 1.50σ in the process mean and standard deviation, respectively, as shown in Table 7.
Simulated dataset from normal distribution having µ and σ2.
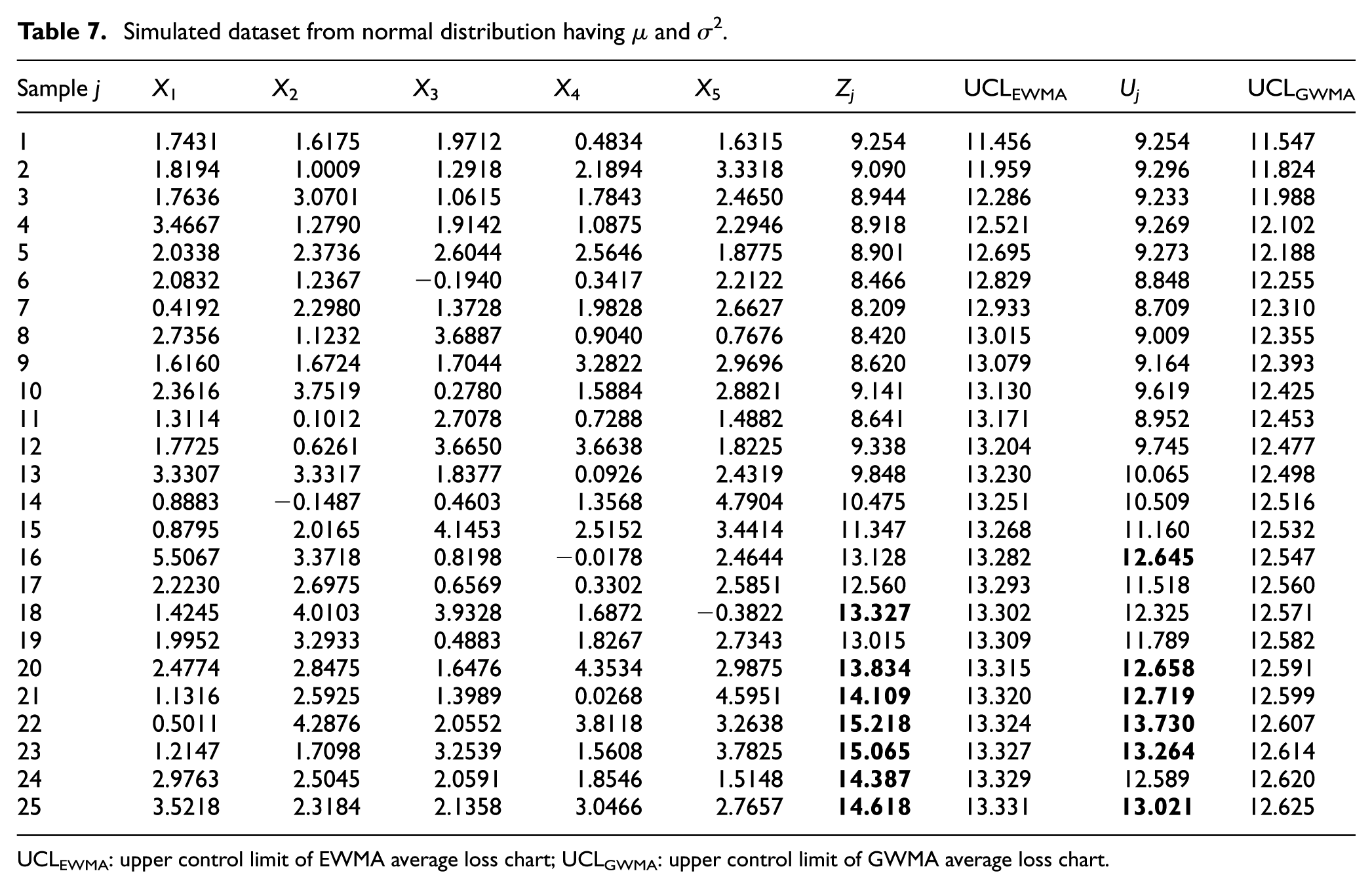
UCLEWMA: upper control limit of EWMA average loss chart; UCLGWMA: upper control limit of GWMA average loss chart.
In this example, target value T* is supposed to be 1, that is, T* = 1 then the value of ν becomes 1 such that ν = 1. From Table 2, the optimal combinations of (λ, k) = (0.10, 2.658) and (q, α, k) = (0.90, 0.75, 2.825) are chosen for EWMA and GWMA average loss charts, respectively, when ARL0 = 370.
In this case, when T* is not equal to µ, we can see from Figures 2 and 3 that GWMA average loss chart detects first out-control signal at 16th sample while EWMA average loss chart detects first out of signal at 18th sample, as highlighted in Table 7. It shows that GWMA average loss chart detects the out-of-control process signal prior to the EWMA average loss chart which indicates the performance of proposed chart for detecting small shifts occurred in the process.
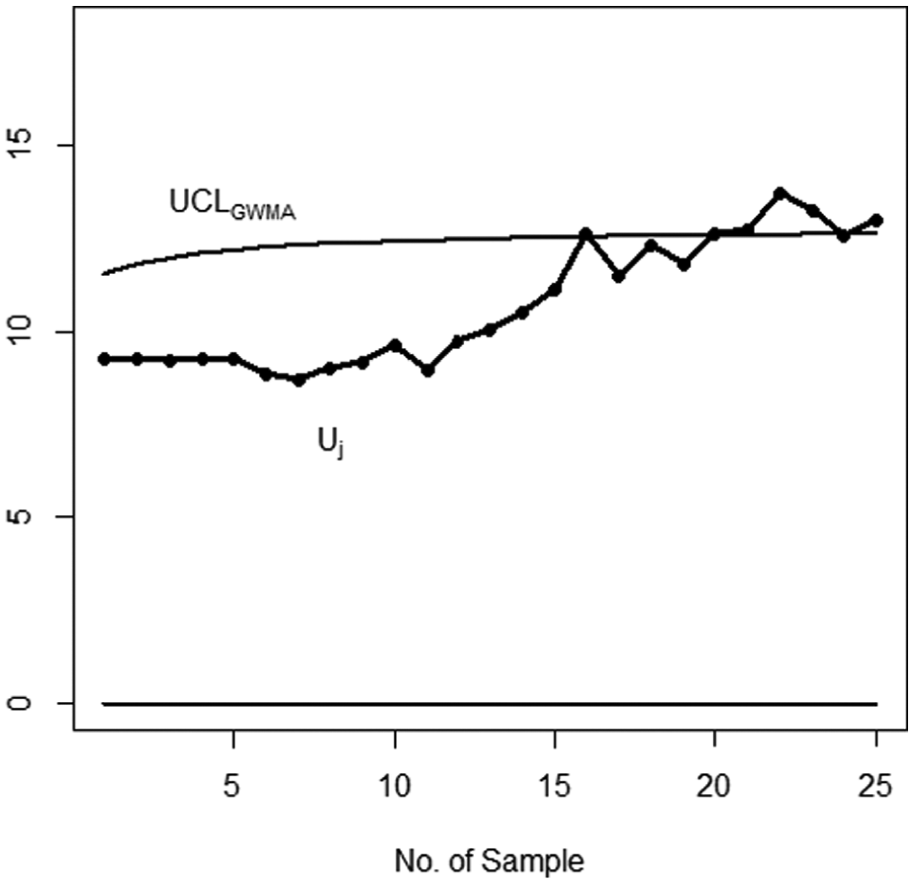
GWMA average loss chart.
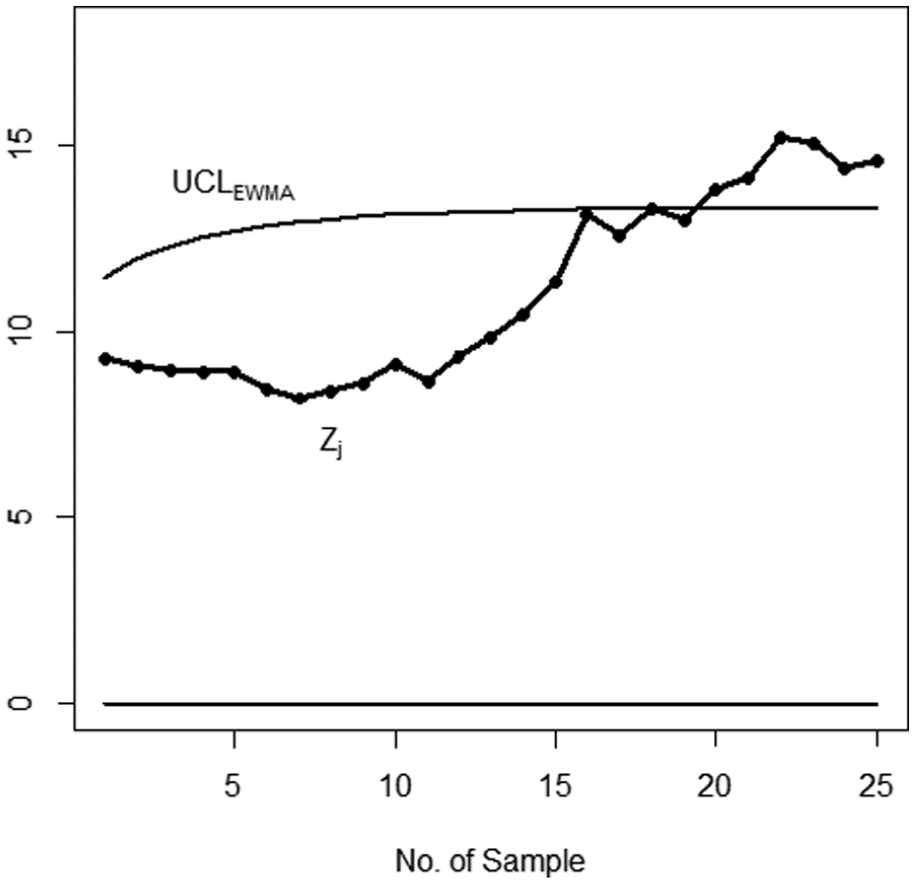
EWMA average loss chart.
Conclusion
GWMA average loss chart is designed to detect small shifts in the process mean or standard deviation or both using the Taguchi loss function. GWMA average loss chart shows better overall performance than FP EWMA average loss chart 27 and EWMA-SC chart. 18 Two practical examples are included: one from real data and one from simulated data, to clarify the performance of the chart. Since its computation is difficult as compared to EWMA chart, but in today’s modern technology it is not a matter of worry. This chart can widely be used in the industries where the manufacturing process is observed.
Footnotes
Appendix 1
Acknowledgements
The authors are deeply thankful to the editor and the reviewers for their valuable suggestions to improve the quality of this article. M.A., therefore, acknowledges with thanks DSR for the technical support.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article was funded by the Deanship of Scientific Research (DSR), King Abdulaziz University, Jeddah.