
Abstract
This study explores about enhancing the permeability of the ceramic shells used in the investment casting process using cheaply available sawdust particles. An increase in shell’s permeability augments the cooling rate of the casting which enhances its mechanical properties. It was found that the inclusion of sawdust particles into the ceramic slurries exhibited positive impact on the shell’s permeability. It is a well-known fact that electromagnetic stirring process increases the mechanical properties of the castings, but its effect on casting shrinkage has never been realized. Thus, this study further throws light on the impact of electromagnetic stirring in reducing the shrinkage and improving the tensile strength of the casting. In a nutshell, it was found that the final product quality of the investment cast part improved by the combinational treatments adopted in this research work.
Introduction
Investment casting (IC) is one of the oldest metal forming processes which was used to make gold jewellery and idols some 5000 years ago.1,2 The accuracy and precision of the final investment cast part depend on proper processing at each of the casting stages like creating wax patterns, building ceramic shells around the wax patterns, dewaxing and firing of the ceramic shells, and pouring of the melt into the preheated shells, followed by minor finishing operations.3,4 There are several process parameters which affect the dimensional accuracy and the strength of the IC. These are wax injection temperature, die temperature, wax injection pressure, ceramic shell refractory composition, ceramic shell firing temperature and time, metal pouring temperature, cooling rate of the melt, and so on. Authors in their previous research have optimized the wax injection process parameters in order to reduce the dimensional instability of the wax patterns. 3
A permeable and thin shell leads to a qualitative casting as it increases the cooling rate of the casting. The higher casting cooling rate is desirable because it leads to fine microstructure. The mechanical properties as well as shrinkage characteristics of the casting depends on these microstructures. The permeability and thickness of the shell depends on the ingredients from which the ceramic shell is prepared followed by its thickness, shell firing temperature and firing time. However, the ceramic shells are mostly impervious. Previously, Jones and Yuan5,6 added liquid polymer and nylon fibres into the primary and the secondary layers of the ceramic shells to increase its permeability.
Later, Shaw and Duffey 7 mixed the binder, refractory material and water-insoluble organic fibres to prepare the ceramic slurry, and they found that the pores were created in the ceramic shell on shell firing which permitted the hot gases to escape out of the shell during metal casting. However, polymers, water soluble and insoluble organic fibres are costly materials, which ultimately boost the overall cost of production. To overcome this limitation, Vandermeer et al. 8 incorporated rice hull ash into the IC shell to improve the ceramic shell permeability and thickness.
Until now, research on enhancing the ceramic shell permeability is at a nascent stage. Moreover, it appears that so far no analysis has been made on replacing the expensive polymers or fibres by naturally and cheaply available product such as sawdust particles in the secondary slurries for augmenting the ceramic shell permeability. Therefore, it is considered that efforts are required to carry out investigations on the viability of sawdust as a cheap substitute for costly polymers or nylon fibres. Thus, one of the objectives of this research is to study the feasibility of sawdust as permeability booster in the secondary layers of the ceramic shells.
A widespread problem which arises in the IC process is dimensionally imprecise and inappropriately shaped components caused by the shrinkage of the wax patterns and then, the castings. Many studies were made in the past to control the shrinkages arising in the wax patterns. It was experimentally proved that the fillers, when added to the IC waxes, reduced the pattern contractions 9 and till now, numerous studies on shrinkage reduction of IC waxes have been patented. Once the shrinkage of the wax pattern is under control, the next objective is to reduce the dimensional variations existing in the casting due to the shrinkage of the alloy in the ceramic shell.
Many simulation studies have been carried out to provide accurate shrinkage allowances to the IC parts for increasing its dimensional accuracy. 10 However, there is no published work so far which describes about reducing the shrinkage of the alloy in the IC process. Reproducing the desired casting dimensions in IC has always been a challenging problem. It was found that the electromagnetic stirring (EMS) process significantly improved the grain structure, and eventually, improved the mechanical properties of the sand castings.11–13 However, its effect on reducing the shrinkage of the investment cast part has never been realized. Moreover, it seems that until now, IC has never been combined with EMS to achieve a qualitative product.
Thus, this study focuses on studying the feasibility of EMS in integration with IC to reduce the casting shrinkage (both linear shrinkage (LS) and volumetric shrinkage (VS)). The selected process parameters were the important IC and EMS process parameters, and they are shell preheat temperature, stirring current, stirring time and pouring temperature. The experiments were carried out according to Taguchi’s orthogonal array (OA), as Taguchi’s method had been successfully used to optimize many manufacturing process parameters.14–16 Besides shrinkage, the influence of chosen process parameters on tensile strength (TS) of the investment cast part has also been studied. Furthermore, confirmatory experiments have been conducted to validate the obtained optimal settings for LS, VS and TS of the IC part.
Experimental methods
First, the wax patterns were constructed and the ceramic shells were built over the wax patterns. Then, EMS set-up was built and tested before actual experiments were conducted. The details are as follows.
Preparation of wax patterns
The wax patterns were prepared from the wax blend containing paraffin wax, microcrystalline wax, carnauba wax, polyethylene wax and soluble starch powder. The proportion of all these ingredients is stated in Table 1.
Ingredients of the wax blend used for making wax patterns.

Preparation of ceramic shells
The ceramic shells are usually made from three components: binder, filler and stucco material. The details of the ingredients used to make the ceramic shells in this study are mentioned in Table 2. The primary and the secondary layers of the ceramic shells were prepared from fillers, namely, zircon and aluminosilicate (AS) flours. Colloidal silica (CS) was used as binder. The flour and binder were combined in 3:1 weight ratio for the primary slurry and 2:1 weight ratio for the secondary slurry. In total, 5 wt% of both liquid polymer and sawdust particles were added to the primary and secondary slurries to increase the shell’s permeability. The quantity of wetting agent and antifoam added to the primary slurry was 0.3 wt% of the total weight of the slurry. The shells were dewaxed in a domestic microwave oven and fired in an open-top muffle furnace. The fired ceramic shells ready for pouring are shown in Figure 1.
Slurry specifications for the ceramic shell build-up process.
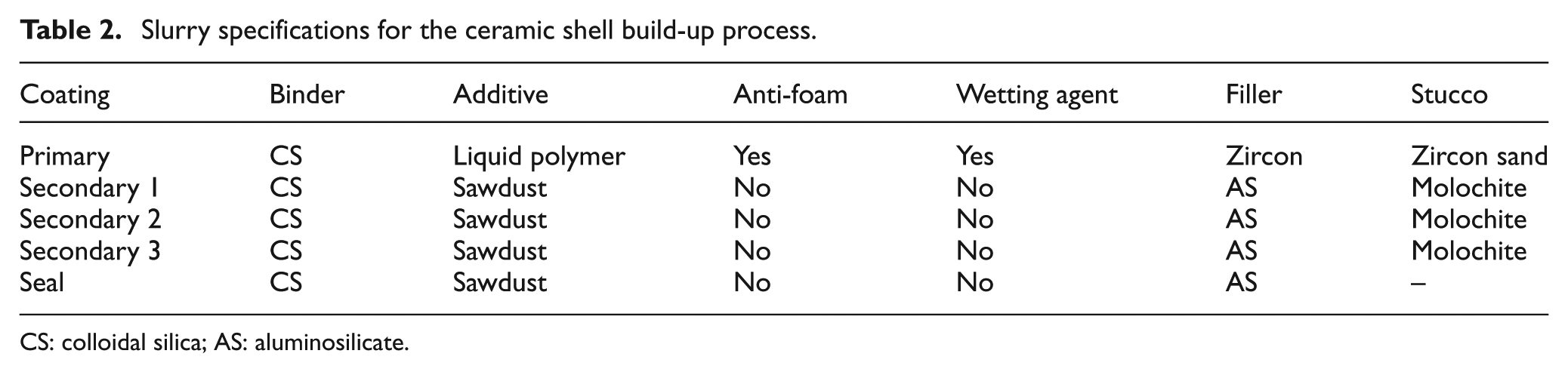
CS: colloidal silica; AS: aluminosilicate.

Fired ceramic shells.
EMS set-up
The EMS set-up developed for experimentation is shown in Figure 2. It consists of a stator of a three-phase induction motor at an operating frequency of 50 Hz, drawing a maximum current of 15 A and a maximum power of 10 hp. The crucible containing the prepared alloy was first placed in a muffle furnace at a preset temperature, and after holding for half an hour at the same temperature, the crucible was placed again in the electromagnetic field, formed by the stirring current, for a particular period of time. Once the stirring was over, the semi-liquid alloy was poured into the preheated ceramic shells. After solidification, the shells were broken manually to remove the castings.
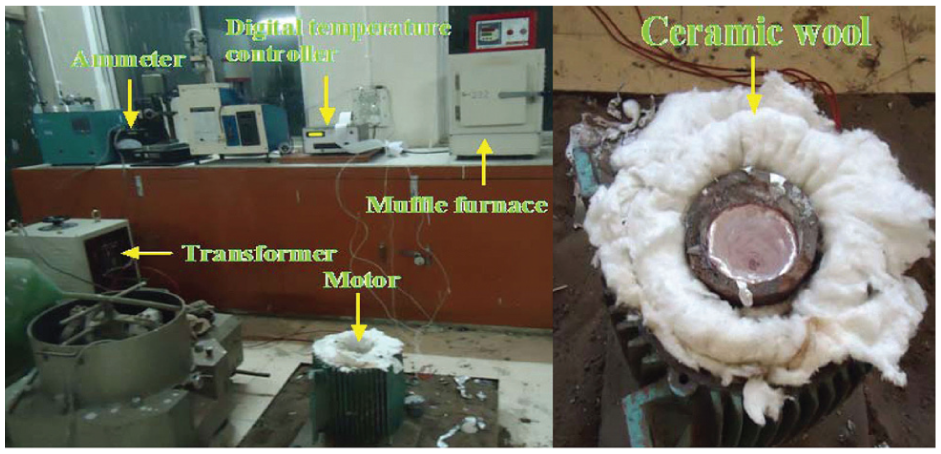
Electromagnetic stirring set-up.
Conduct of experiments
The literature reveals that important IC and EMS process parameters are composition of ceramic shell build-up material, shell thickness, shell firing temperature, shell firing time, melt pouring temperature, melt stirring current and melt stirring time. However, if all of the above process parameters are selected for experimentation, it will complicate the overall process. Therefore, in this study, few process parameters were made fixed, while others were varied to visualize the impact of the combinational treatment effectively. The fixed process parameters were ceramic shell composition, shell thickness (a total of five layers including seal coat were made over the wax patterns), shell firing temperature and firing time. On the other hand, the process parameters, namely, ceramic shell preheat temperature, stirring current, stirring time and melt pouring temperature, were varied so as to note their effect on casting shrinkage (both linear and volumetric) and TS, produced by EMS-processed IC using sawdust-modified shells.
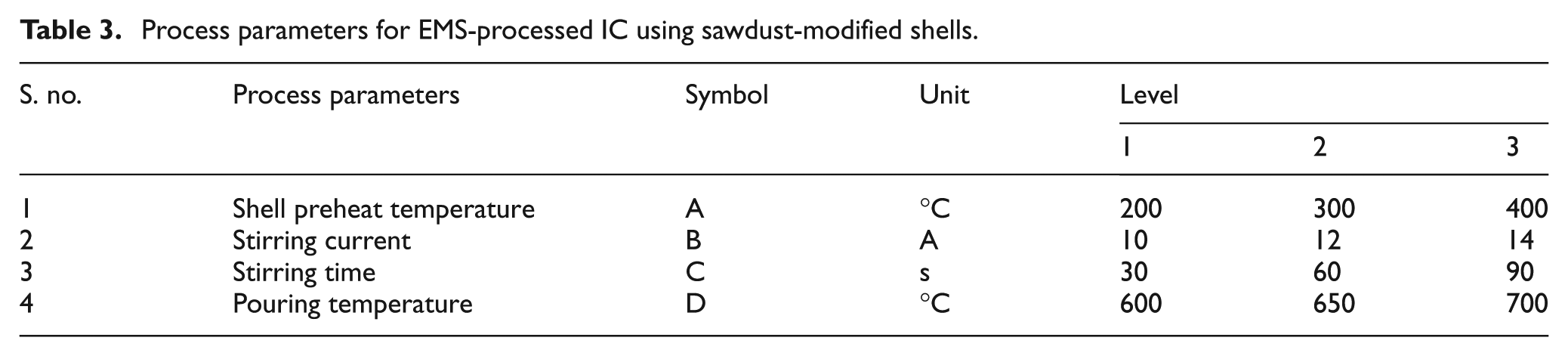
Each of the chosen variable process parameters were selected at three different levels for the conduct of experiments. As per Taguchi, it is mandatory to use more than two levels of process parameters for studying their discontinuous behaviour because the relationship between the process parameters may be linear or non-linear. Thus, three levels for each of the process parameters have been used in this study. If a full-factorial experimental design based on three levels of process parameters is considered, the number of permutations would be 3k, where ‘k’ is the number of factors. The number of experimental runs for four factors, each at three levels, would be 81, which is very large. Thus, Taguchi’s method uses OAs to reduce the number of experimentations, and in this study, the experiments were performed as per Taguchi’s L9 OA. The selected process parameters at different levels for the conduct of experiments are shown in Table 3.
Process parameters for EMS-processed IC using sawdust-modified shells.
Nine different set of experiments was performed at the trial condition, as shown in Figure 3. At the time of casting, the surrounding temperature was about 27 °C. For each set of experiments, three replicas were cast each time for measuring LS, VS and TS, respectively. The linear dimension of the casting was measured by digital vernier callipers, and the LS of the casting was calculated using the formula as shown below

VS was determined by Archimedes’ principle


Investment cast parts as per L9 OA.
For measuring the TS of the casting, specimens were prepared according to the ASTM standard E-8/E8M, as shown in Figure 4. It was measured using a tensile testing machine (S Series, H25K-S; Tinius Olsen, UK) of 2.5 kN capacity at a strain rate of 1 mm/min. The average value of the results obtained for LS, VS and TS from each test is furnished in Table 4.
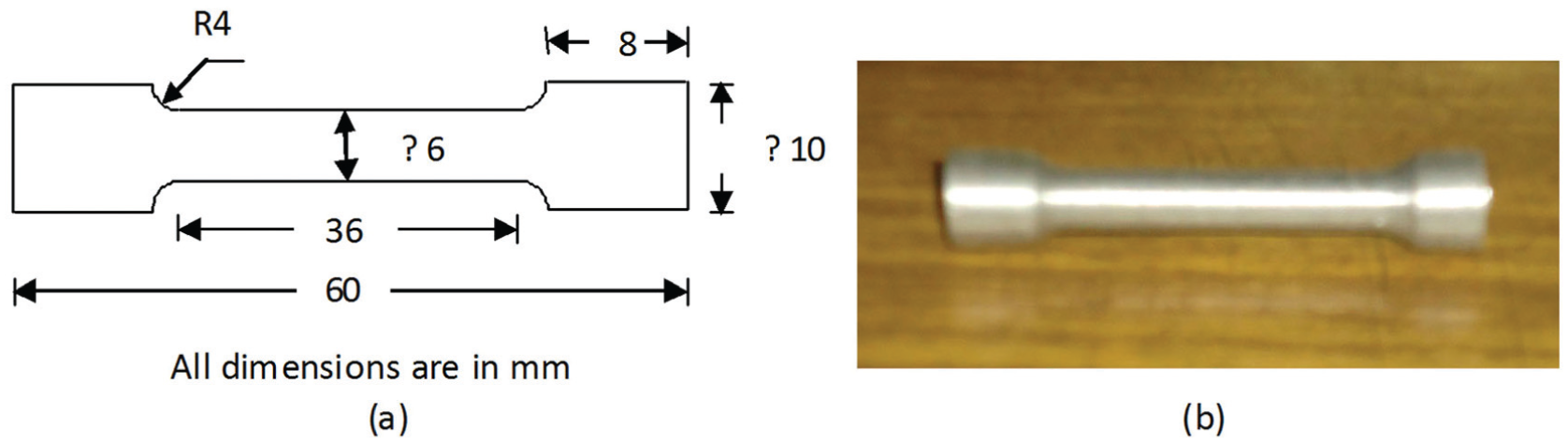
Specimen for measuring tensile strength: (a) dimensional view and (b) prepared sample.
Results of EMS-processed IC using sawdust-modified shells.
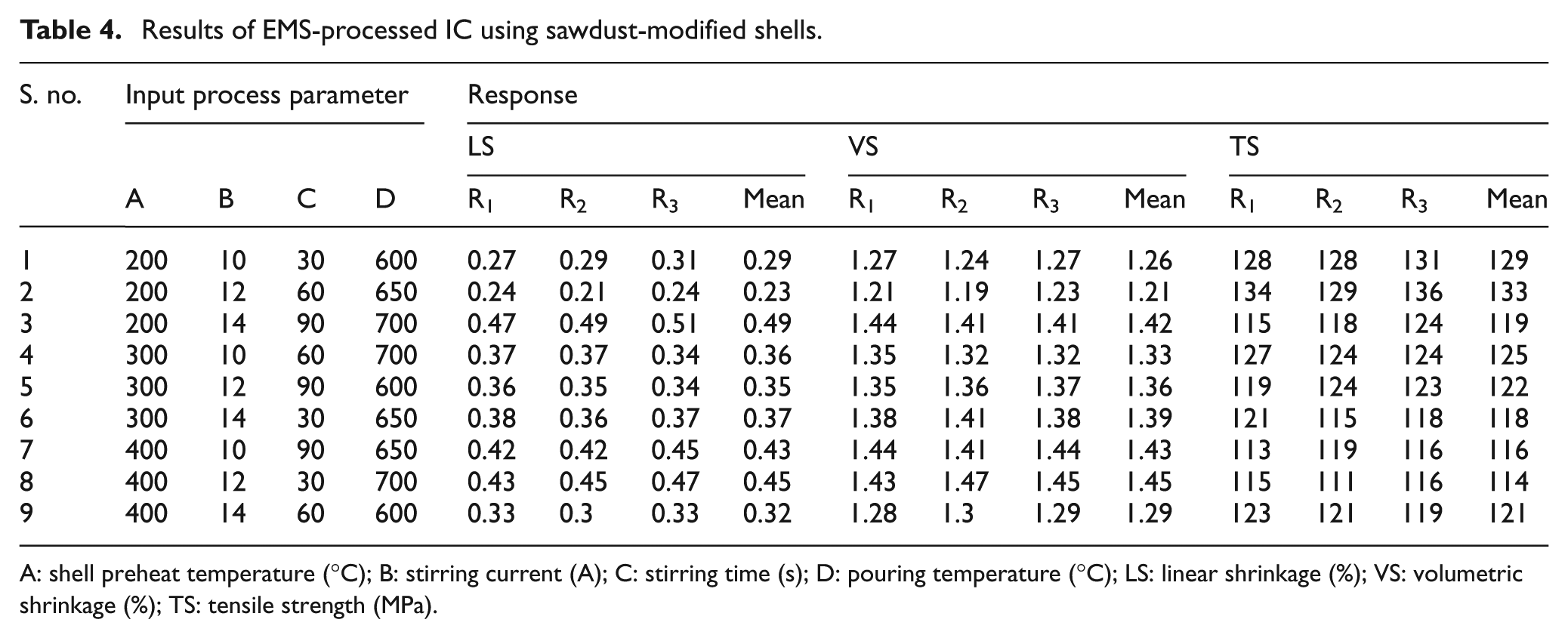
A: shell preheat temperature (°C); B: stirring current (A); C: stirring time (s); D: pouring temperature (°C); LS: linear shrinkage (%); VS: volumetric shrinkage (%); TS: tensile strength (MPa).
Results
Microstructure and surface profiles of wax pattern, ceramic shell and the casting
The surface texture of the casting depends on the surface morphology of the wax patterns and the ceramic shells. The microstructure of the wax patterns was examined by scanning electron microscope (SEM) and it is depicted in Figure 5. It is apparent from the micrograph that the grains inside the wax patterns are almost uniformly arranged. It confirms proper mixing of all the ingredients, which signifies high strength, hardness and good surface texture of the wax patterns. Furthermore, the surface profile of the wax pattern was analysed by an optical surface profilometer (Veeco, IIT, Roorkee, India), as shown in Figure 6. The Ra value of surface contour was found to be only 333.05 nm, which verified that the wax patterns possessed fine surface finish. Furthermore, the shrinkage of the wax patterns was also found to be very less, that is, 2.84%. 17
Wax pattern at optimal condition.
Two-dimensional surface roughness plot of the wax pattern.
The wax pattern used to be in direct contact with the primary layer of the ceramic shell, and the shell thickness is influenced by the slurry coatability over the disposable wax pattern. Too thick coat would lead to spalling of the ceramic material, while too thin coat would lead to non-coverage of the ceramic material over the wax pattern. The literature shows that usually a primary layer thickness of less than 1 mm is desirable. 18 In this study, the primary layer thickness was measured by digital vernier callipers, and it was found to be 0.84 mm, which is quite acceptable.
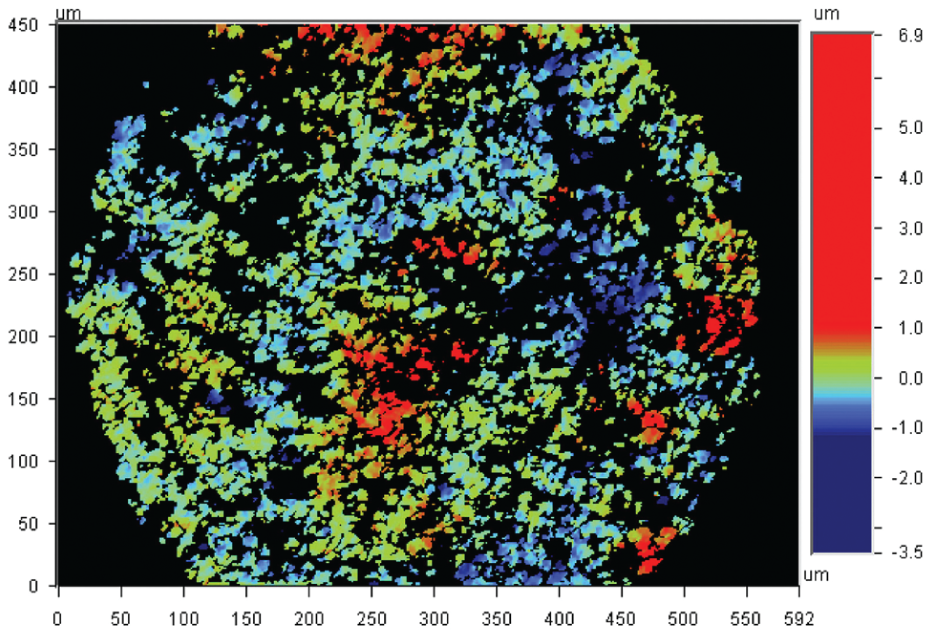
The surface roughness of the primary layer of the ceramic shell was measured, and it was found to be 1.15 μm. Its two-dimensional (2D) and three-dimensional (3D) plots are depicted in Figure 7, and the scales on the right-hand side of the images indicate the surface roughness values of the ceramic shells. The red colour signifies high surface roughness value, while blue colour signifies low surface roughness value. It is apparent from the 2D surface plot that the red spots are very few, which indicates that the primary layer has a very high surface finish. From the 3D interactive plot, it can be seen that the mountain peaks are very low in height and evenly dispersed throughout the graph, which shows that the surface roughness of the primary layer is very low and almost uniform throughout the shell. This shows that the primary slurry characteristics, such as viscosity, density, pH and plate weight, were perfect, which led to fine primary layer.
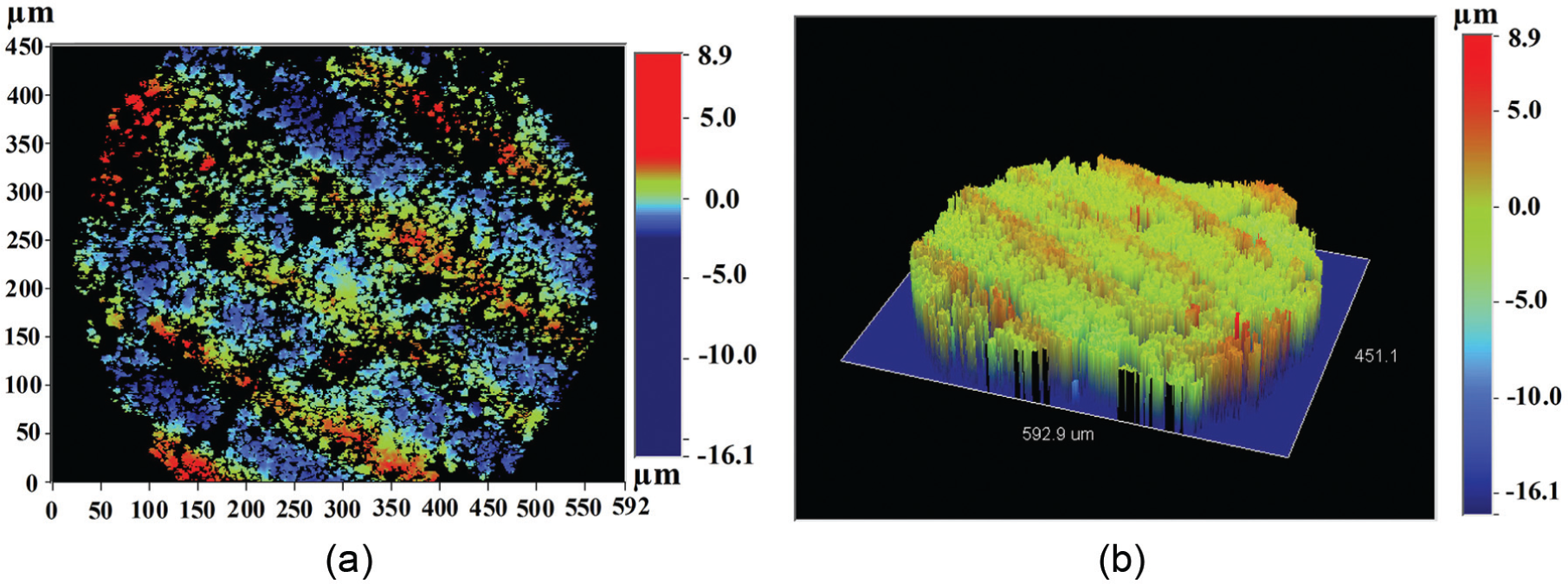
Surface roughness plot of the primary layer of the ceramic shell: (a) two-dimensional and (b) three-dimensional interactive displays.
Usually, the ceramic shells are fired at very high temperatures so as to remove all the moisture, dust, impurities and so on present in it which blocks the pores of the shell. As discussed earlier, the shells should be sufficiently permeable to produce a defect-free casting. The microstructure of the fired primary layer (at both lower and higher magnifications) of the ceramic shell produced in this study is shown in Figure 8. It is clearly visible that the primary layer possesses a homogeneous and smooth appearance with pores (dark black spots) due to the burn out of the liquid polymer at the shell firing stage. These pores facilitated easy removal of the hot gases during solidification, thereby increasing the porosity of the ceramic shells by about 10%. Furthermore, the porosity of conventional and EMS-processed IC was also measured, and it was found that the former possessed higher porosity than the latter.
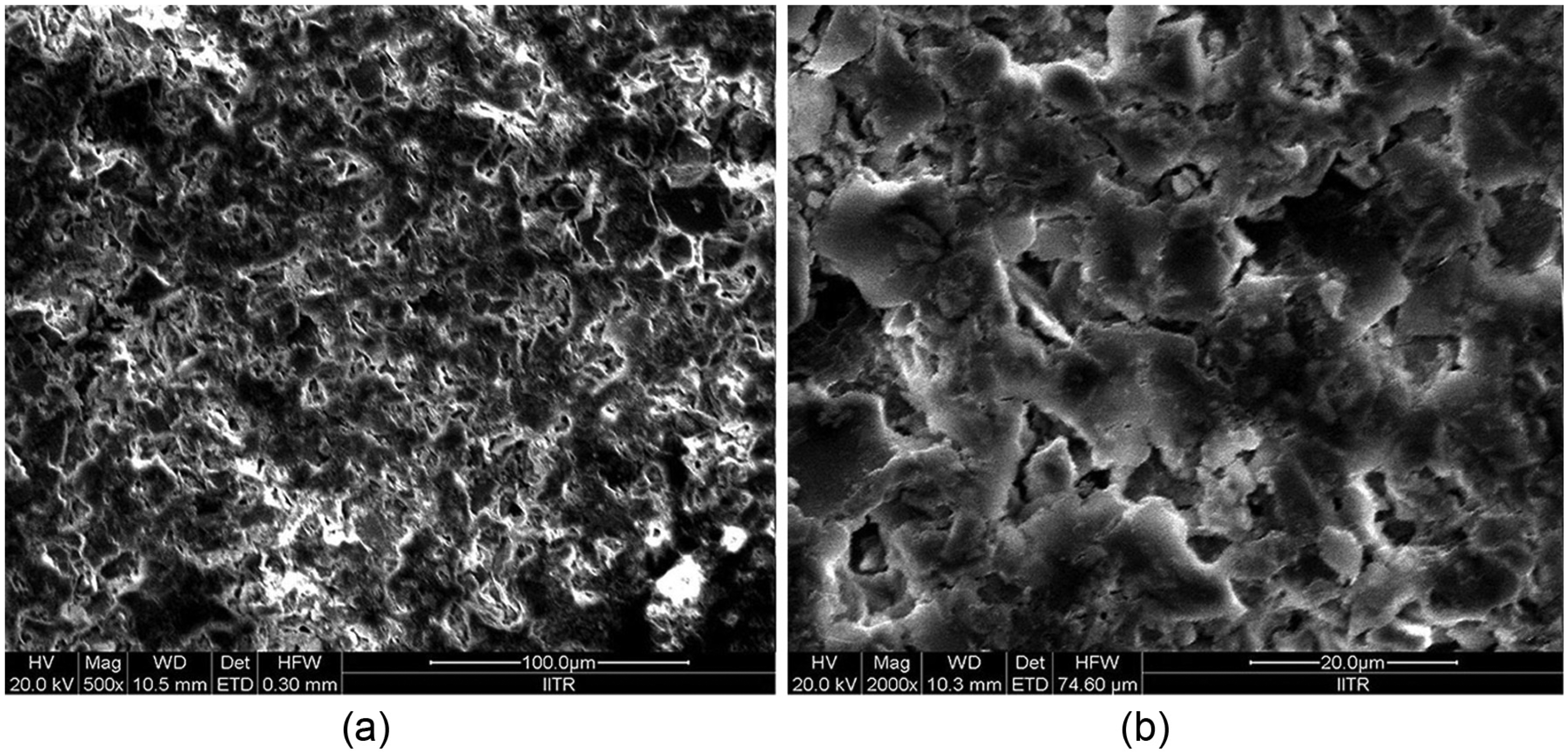
SEM micrograph of the primary layer at (a) lower magnification and (b) higher magnification.
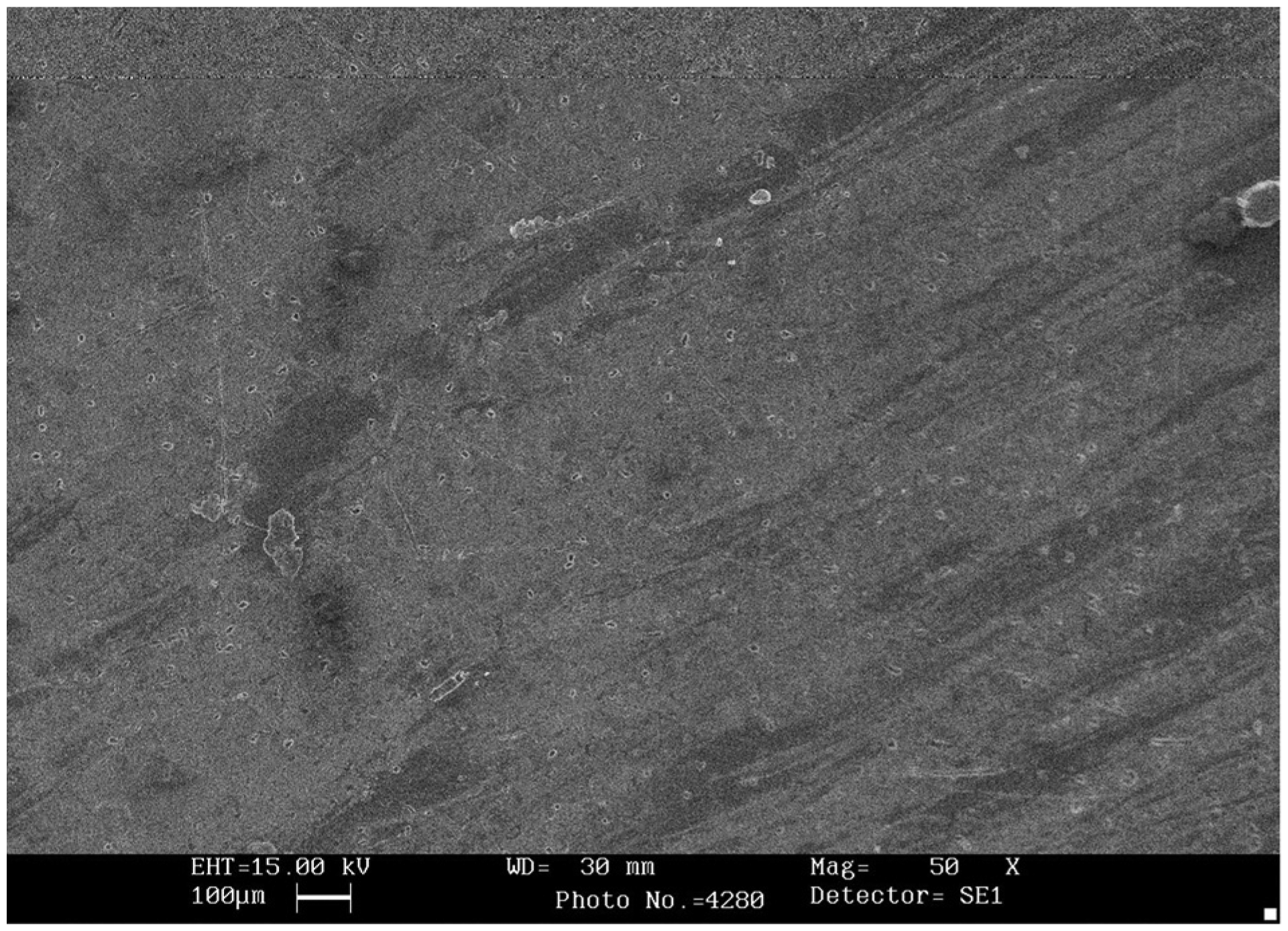
In this study, the sawdust particles were added to the secondary layers to make the shell pervious. The SEM image of the sawdust particles is depicted in Figure 9. The images illustrate that the sawdust particles are irregular in shape and this was the rationale behind not adding them to the primary slurry, as primary layer is always in direct contact with the wax pattern which requires fine surface finish. The SEM image of the fired sawdust-modified ceramic shell is shown in Figure 10. The pore created, due to the burn out of sawdust during shell firing, is clearly visible, and these pores are responsible for increasing the shell porosity, which is desirable. The porosity of both conventional polymer-modified and sawdust-modified shells was determined by Archimedes’ principle. It was found that the porosities of the former and latter shells were 16.75% and 29.19%, respectively, indicating an increase in porosity by approximately 74% by the latter shells. Thus, it shows that the addition of sawdust into the ceramic slurries is beneficial for preparing the qualitative ceramic shells for IC.
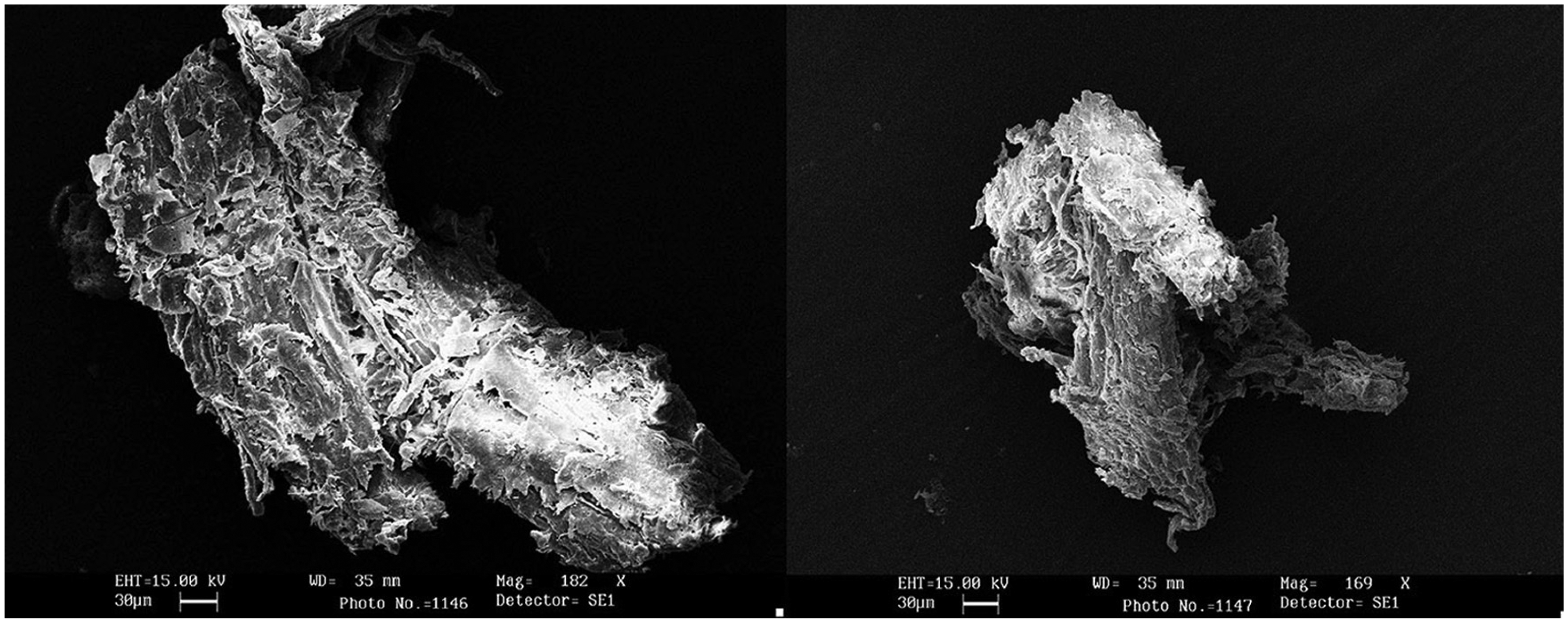
SEM image of sawdust particle.
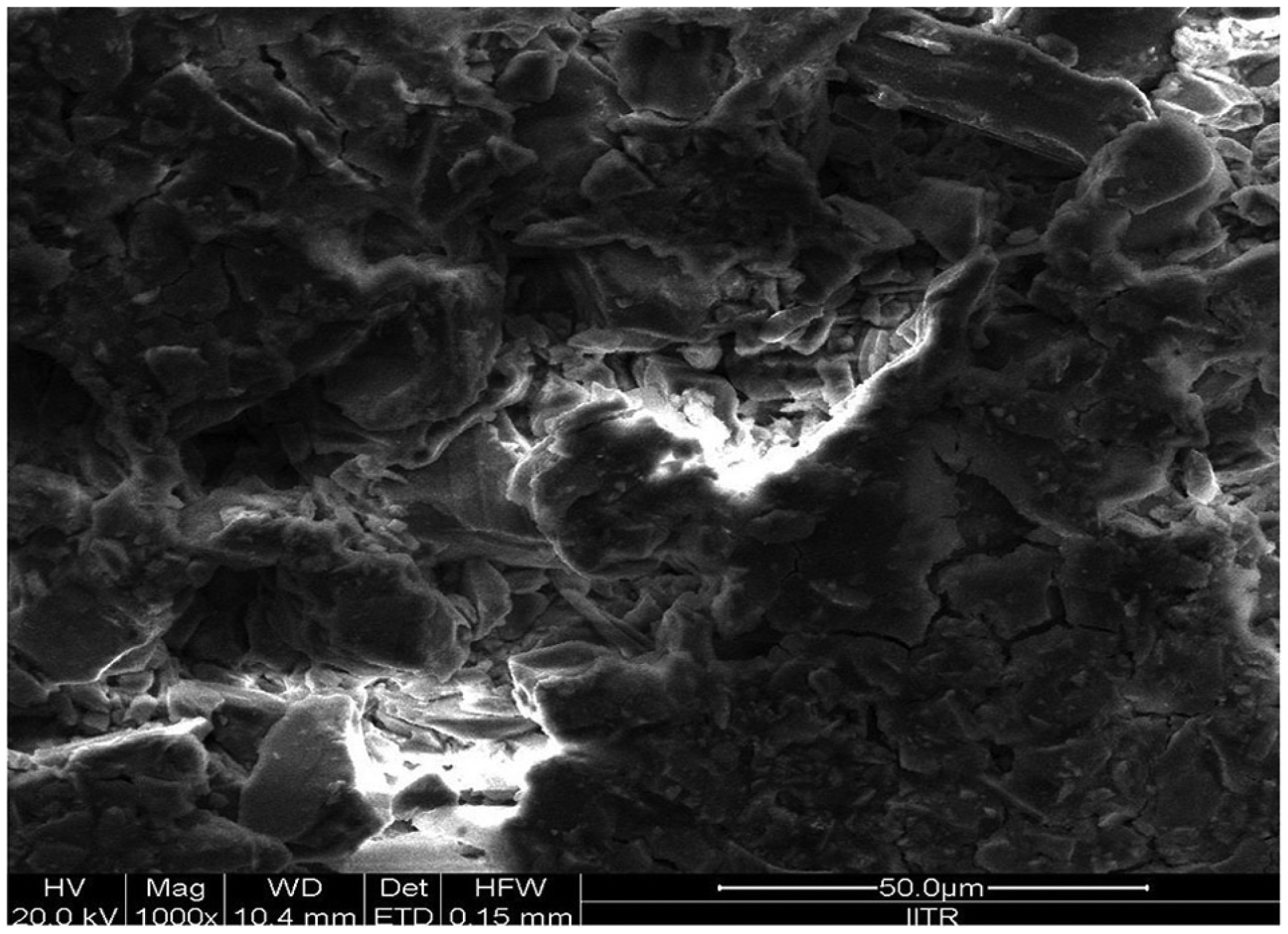
SEM micrograph of the fired secondary layer containing sawdust particle.
Next, both conventional and EMS-processed ICs were made using sawdust-modified shells. The microstructural analyses of conventional IC and EMS-processed IC parts were carried out (at 100× magnification) using an optical microscope, as shown in Figure 11. It is clear from the optical image that the grains of EMS-processed IC are smaller than that of the conventional IC, which possessed dendritic structure. The grain size of both conventional and EMS-processed IC was measured using Image-J software, and it was found that the grain size of the latter was 45% smaller than that of the former. In EMS-processed IC, the grains are comparatively smaller over the entire area, due to the strong EMS in the liquid pool. This intense forced convection broke the dendrite arms, which led to grain multiplication.
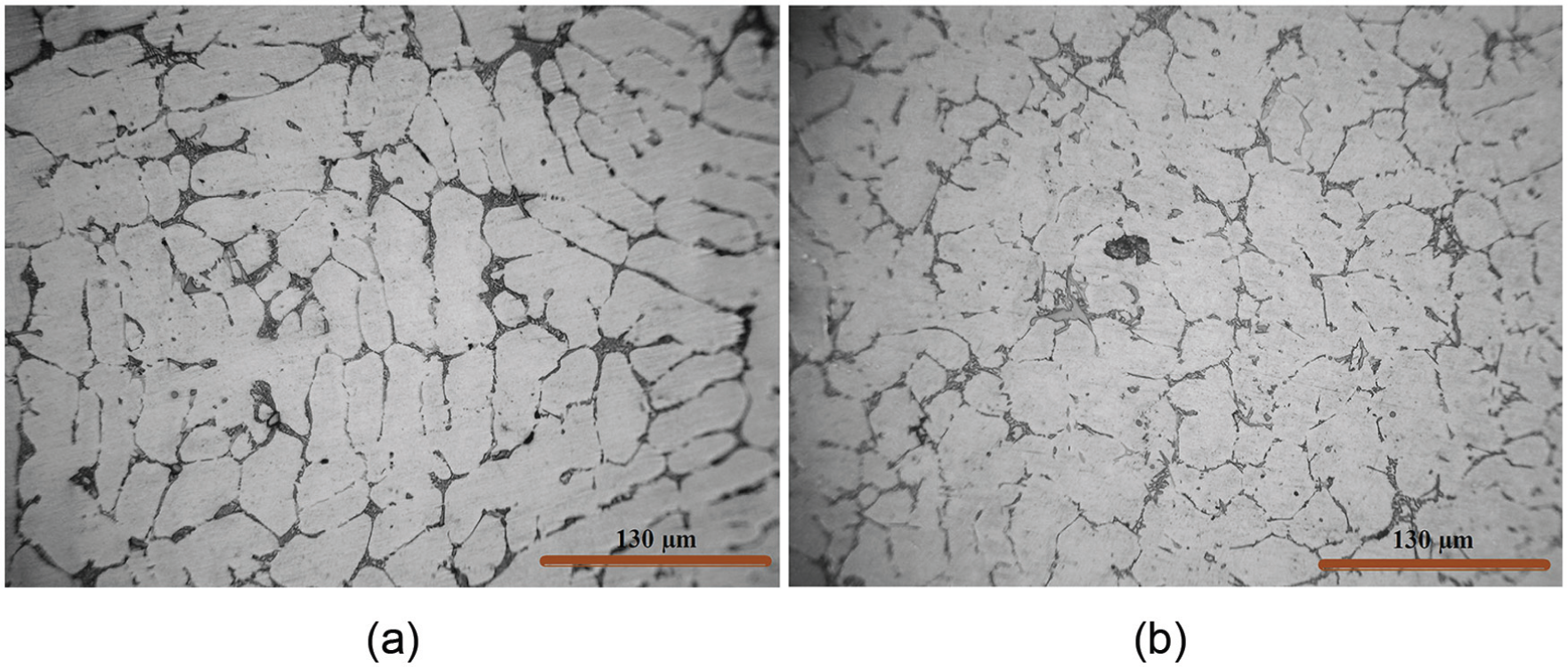
Optical microstructure of (a) conventional IC and (b) EMS-processed IC.
Determination of casting quality using EMS in IC process using sawdust-modified shells
It is essential to determine the parametric combination which would give an overall optimal result for all the chosen responses in the IC process. Taguchi recommends the analysis of mean (ANOM) and analysis of variance (ANOVA) for determining the optimal parametric condition in any process. 19 The mean of the results obtained for LS, VS and TS at all the levels for each of the process parameters has been computed and reported in Tables 5–7. One term ‘range’ has been used in ANOM tables, which is simply the discrepancy between the highest and the lowest values of each of the process parameter at subsequent levels. Furthermore, the ranking of the process parameters has been made on the basis of the highest value of range obtained.
Response table for LS of the EMS-processed investment cast part.
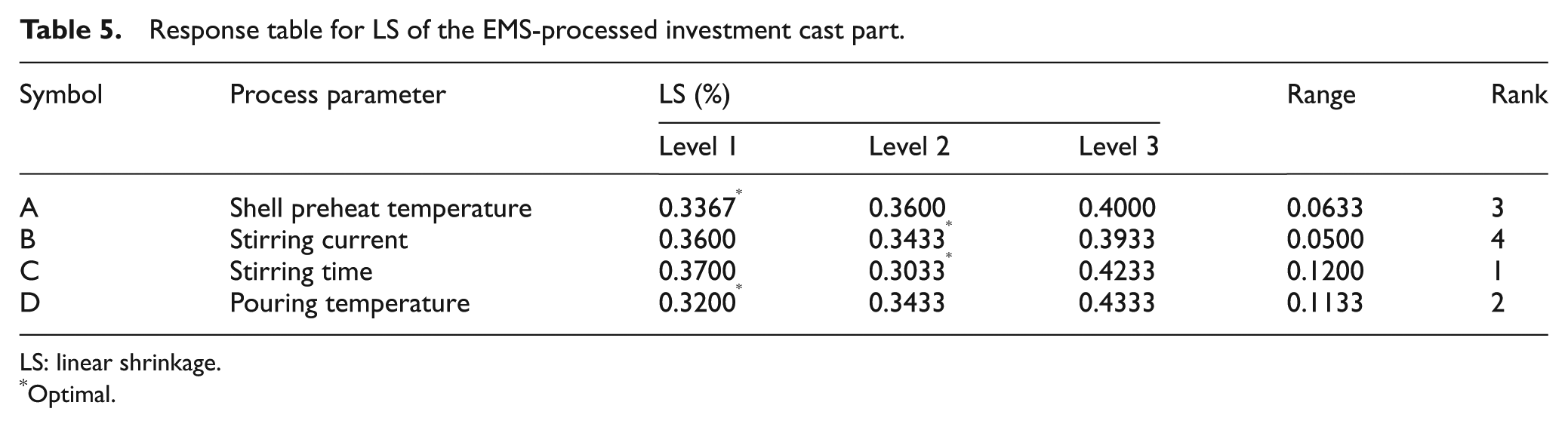
LS: linear shrinkage.
Optimal.
Response table for VS of the EMS-processed investment cast part.
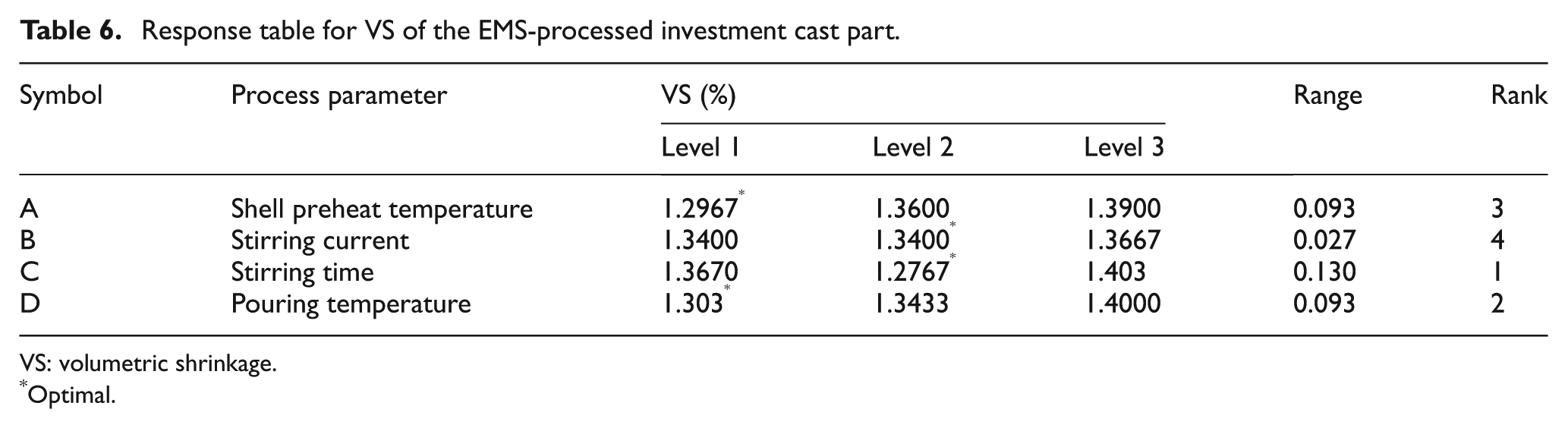
VS: volumetric shrinkage.
Optimal.
Response table for TS of the EMS-processed investment cast part.
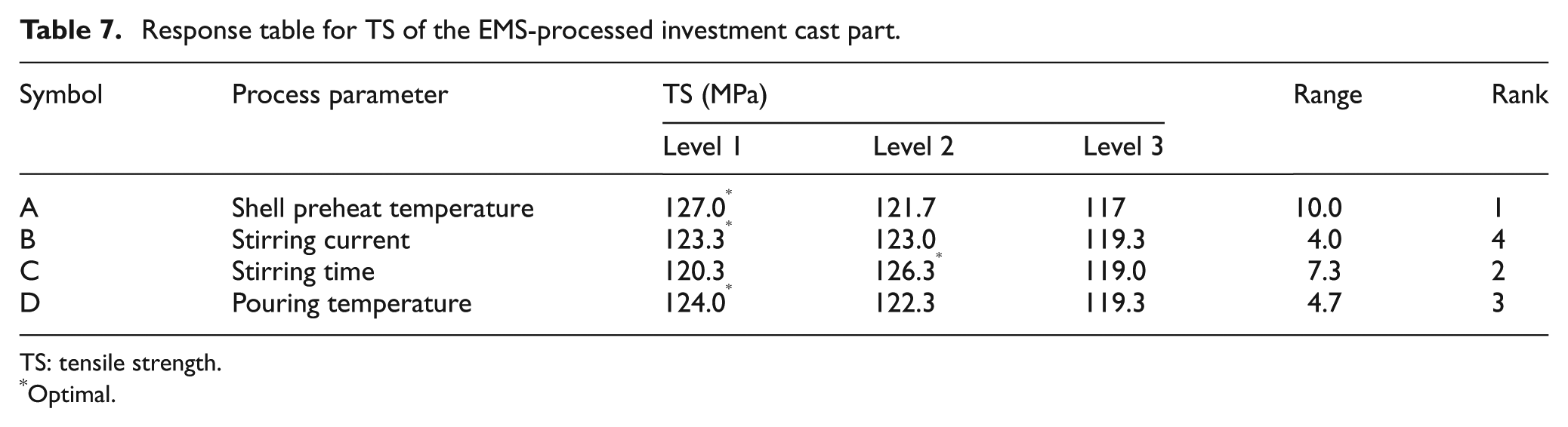
TS: tensile strength.
Optimal.
It is clearly seen from Tables 5 and 6 that the range value of stirring time is larger than any other process parameter which points out that it could be the most important process parameter influencing the linear and VS of the ICs. However, the range of stirring current is lowest among all parameters, which signifies that it could be the least important process parameter affecting the shrinkage of the investment cast parts.
Based on the data provided in Tables 5–7, the response graphs were plotted, as shown in Figure 12(a)–(c), for each process parameter. The smaller mean value for LS and VS represents better result. It is obvious from Figure 12(a) and (b) that the shrinkage (both LS and VS) of the casting is least at A1, that is, first level of shell preheat temperature; B2, that is, second level of stirring current; C2, that is, second level of stirring time and D1, that is, first level of pouring temperature. Thus, it is predicted that the optimum combination of process parameters, at which the casting shrinkage is minimum, is A1B2C2D1.
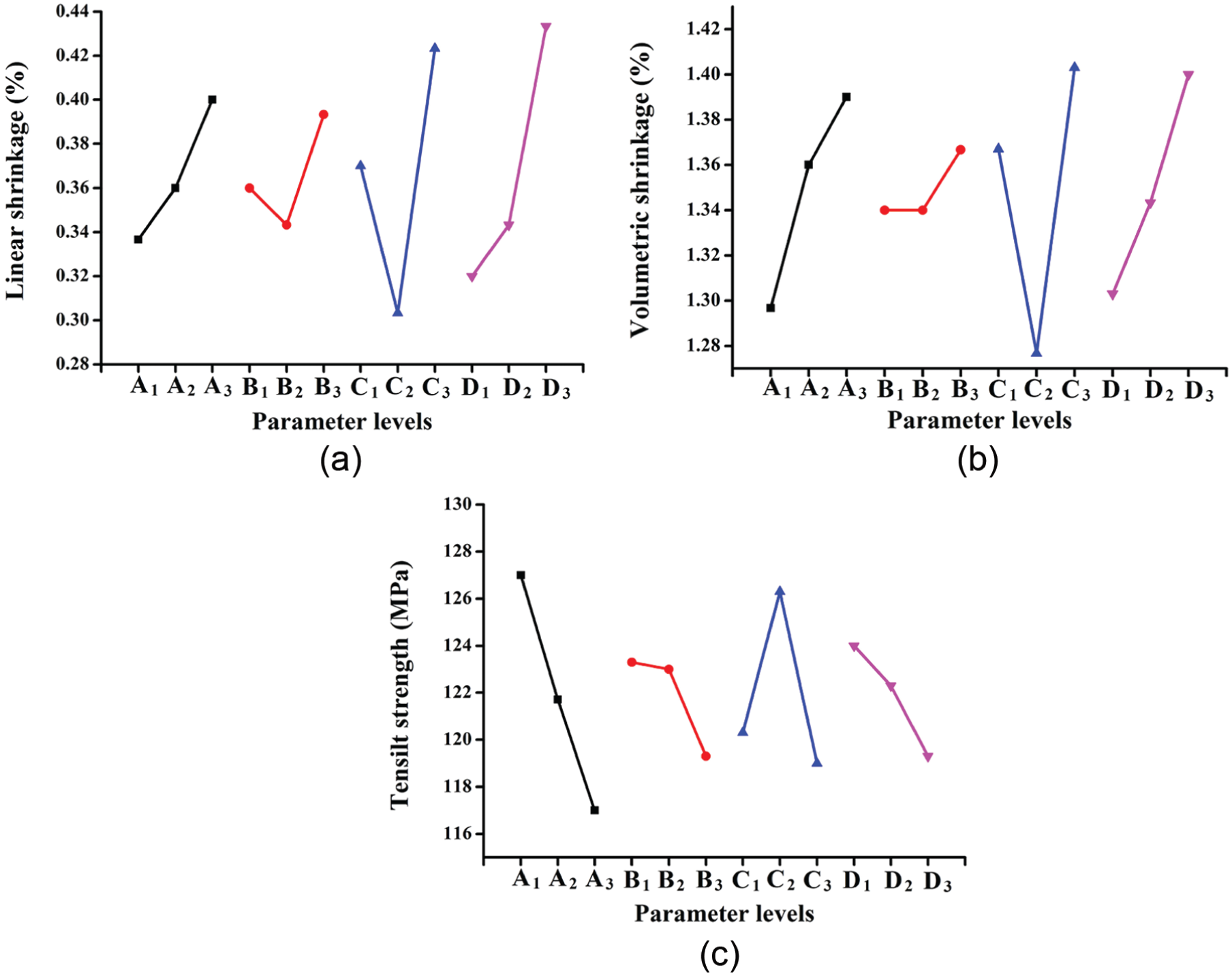
Response graphs for each of the process parameters influencing (a) linear shrinkage, (b) volumetric shrinkage and (c) tensile strength.
Similarly, it is interpreted from Table 7 that the shell preheat temperature could be the most important input process parameter affecting the TS of the investment cast parts, as it is ranked 1. However, again, the stirring current seems to be the least important process parameter affecting the TS of the castings. For any sound casting, the TS should always be as high as possible. Thus, higher mean value of TS symbolizes better result. Figure 12(c) reveals that the optimum parametric combination for TS is A1B1C2D1, which means parameter A, that is, shell preheat temperature at the first level; parameter B, that is, stirring current at the first level; parameter C, that is, stirring time at the second level and parameter D, that is, pouring temperature at the first level.
The optimal parametric condition predicted by ANOM for LS, VS and TS is again checked by performing ANOVA analysis and it is presented in Tables 8–10 at 95% confidence interval. The process parameter whose percent contribution is highest in the ANOVA table is considered to be the most significant process parameter among all and vice versa.
ANOVA-LS of the EMS-processed investment cast part.
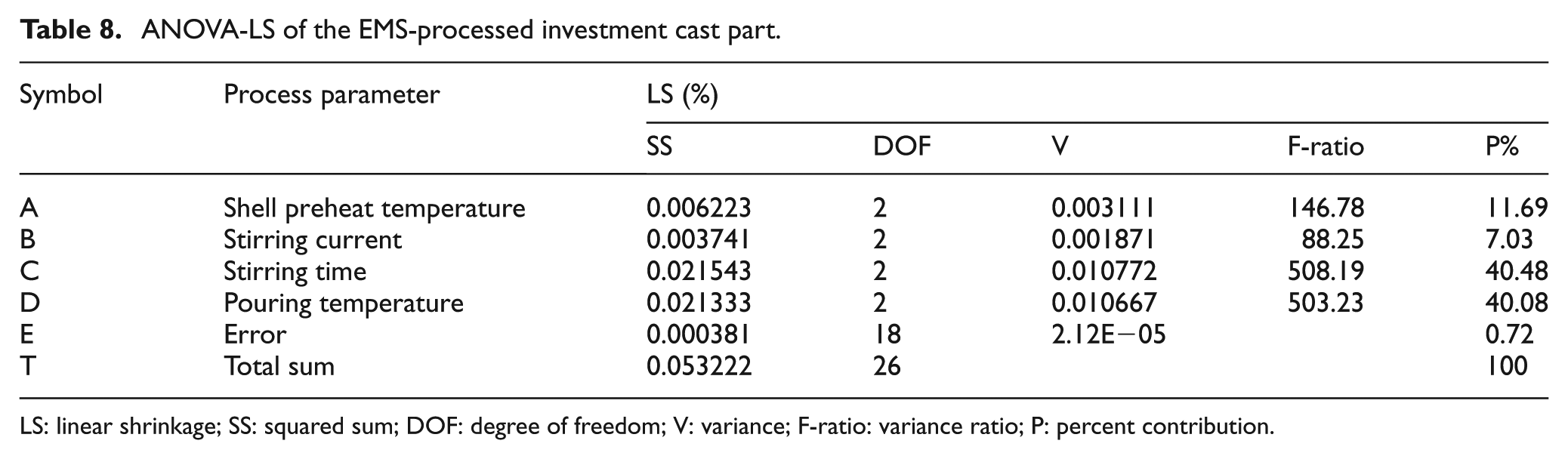
LS: linear shrinkage; SS: squared sum; DOF: degree of freedom; V: variance; F-ratio: variance ratio; P: percent contribution.
ANOVA-VS of the EMS-processed investment cast part.
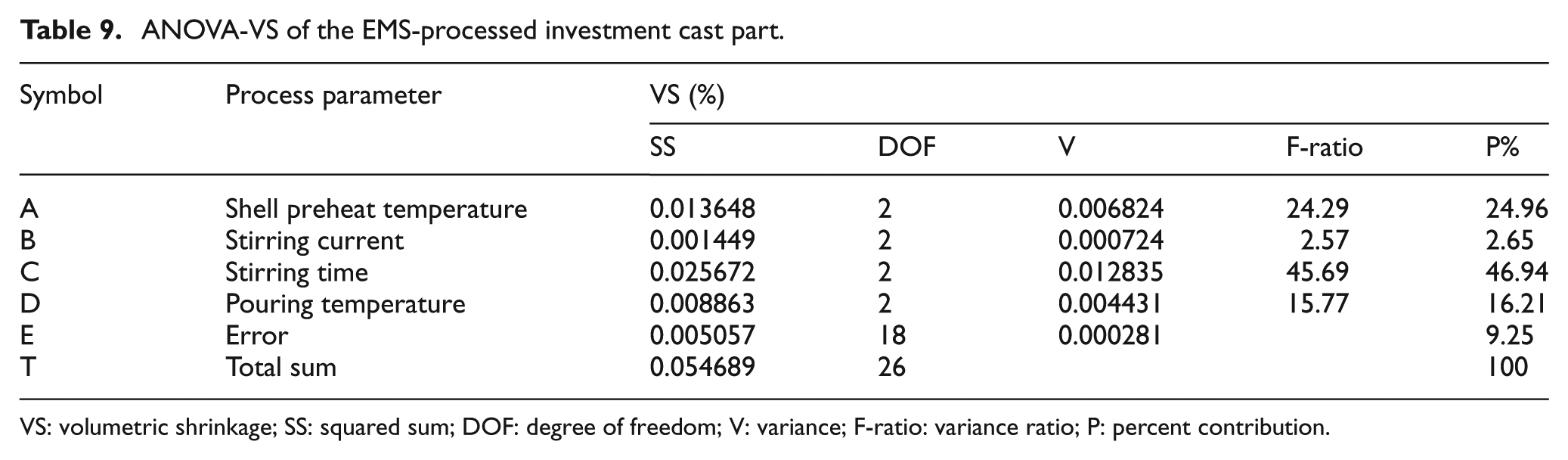
VS: volumetric shrinkage; SS: squared sum; DOF: degree of freedom; V: variance; F-ratio: variance ratio; P: percent contribution.
ANOVA-TS of the EMS-processed investment cast part.
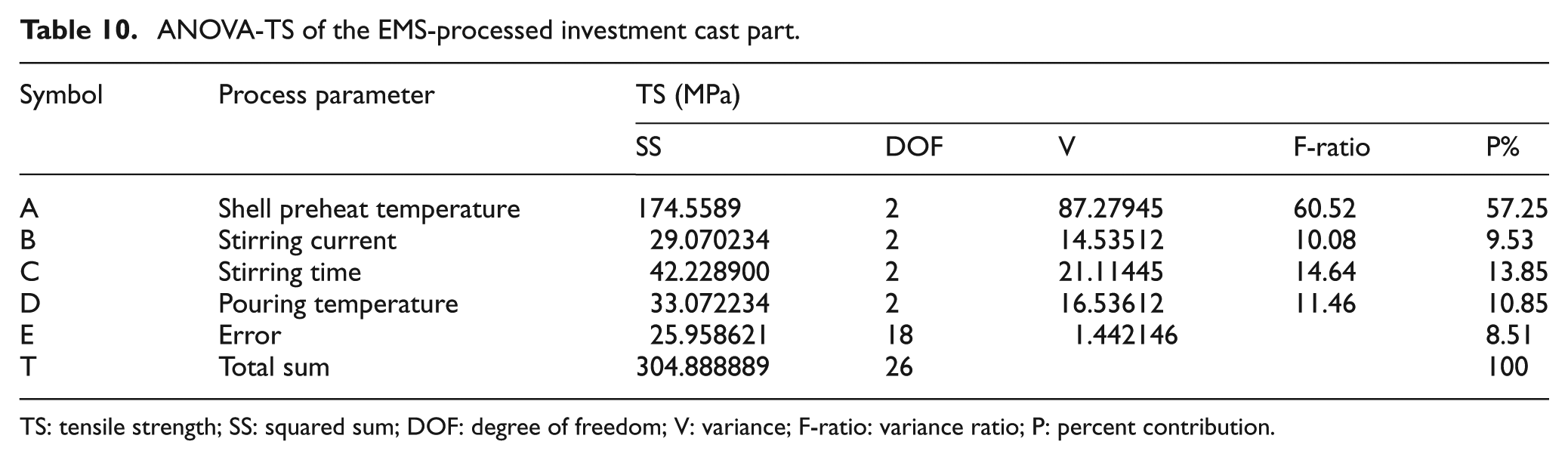
TS: tensile strength; SS: squared sum; DOF: degree of freedom; V: variance; F-ratio: variance ratio; P: percent contribution.
Inferences from ANOVA Tables 8 and 9 also suggest that the stirring time is the most important process parameter influencing the linear and VS of the casting, which is followed by pouring temperature, and then, shell preheat temperature. Again, stirring current is found to be the least significant process parameter affecting the shrinkage of the casting. It is prominent from Table 10 that the percent contribution of shell preheat temperature is highest for response, TS, which is followed by stirring time and pouring temperature. However, stirring current showed the least percent contribution for TS. Therefore, it is concluded that the ANOVA results for all the responses (LS, VS and TS) agree well with that of the ANOM results.
Confirmatory experiments
Although the optimal parametric conditions have been predicted by ANOM and ANOVA for the responses LS, VS and TS, they have to be verified by conducting the confirmatory experiments to ensure the effectiveness of the EMS process. As the obtained optimal settings for the responses were not included in the experimental runs of L9 OA, three additional experiments were conducted as per the optimal conditions. The predicted optimal condition, for both LS and VS, was same, that is, A1B2C2D1, whereas for TS, it was A1B1C2D1. The summary of the Taguchi-predicted and the actual experimental results for the EMS-processed IC is presented in Table 11, and it is clearly seen that the actual values obtained by experimentations are very much close to the Taguchi-predicted values, as the % error is less than 10 in all cases. The results obtained for LS, VS and TS in Table 4 are compared with those obtained in Table 11, and it is found that the experiments performed at the optimal conditions for all the chosen responses led to improvement in the quality of the final casting, that is, reduction in shrinkage and increase in TS.
Results obtained for responses in EMS-processed IC using sawdust-modified shells.
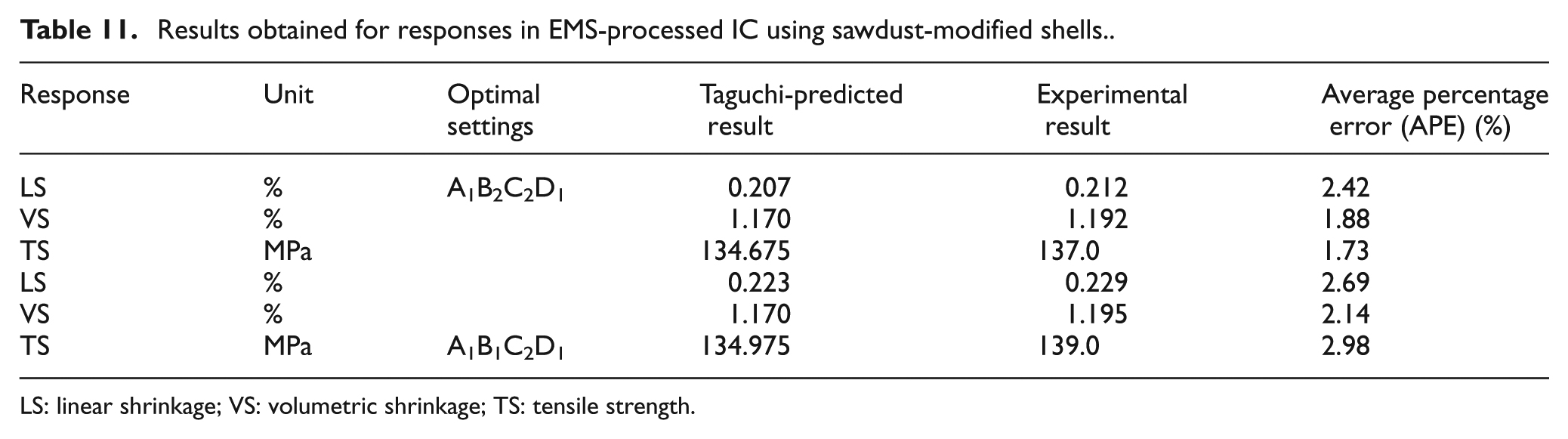
LS: linear shrinkage; VS: volumetric shrinkage; TS: tensile strength.
Comparison of results obtained in case of conventional IC and EMS-processed IC
Furthermore, the sawdust-modified shells were used to cast the same alloy by the conventional IC process. The process parameters were shell preheat temperature, firing temperature, firing time and pouring temperature. The optimal input process parameters were determined by Taguchi’s method and they are as follows: shell preheat temperature at 200 °C, firing temperature at 900 °C, firing time of 7 h and pouring temperature of 600 °C. The responses were the same (LS, VS and TS), as that considered in EMS-processed IC, and the results are presented in Table 12.
Results obtained for responses in conventional IC using sawdust-modified shells.

LS: linear shrinkage; VS: volumetric shrinkage; TS: tensile strength.
On comparing the results obtained for LS, VS and TS in case of conventional IC (Table 12) and EMS-processed IC (Table 11), it is very clear that the casting shrinkage is less and TS is more (as desirable) in case of EMS-processed IC. This proved that the EMS-processed IC displayed better result as compared to that of conventional IC.
Discussions
This study highlights on major short comings involved in the IC process, that is, increased dimensional variation of the casting due to shrinkage of the cast alloy and reduced mechanical properties in the investment cast part due to the presence of porosity in it. The dimensional variation of the casting can be reduced, if the cooling rate of the alloy is increased. The mechanical properties of any casting depend on the pouring temperature, alloy composition, cooling rate, grain size and so on.
In this investigation, promising results for LS, VS and TS of the investment cast part were obtained at the first (lowest) level of both the shell preheat temperature and the pouring temperature. This is due to the fact that the lesser the shell preheat temperature and the alloy pouring temperature, the higher is the casting cooling rate (thereby decreasing the casting shrinkage) and more refined are the iron-rich intermetallics, which are usually formed inside the aluminium alloy castings (thereby increasing the mechanical properties of the casting).
Although both conventional and EMS castings were cast at the same pouring temperature and shell preheat temperature, the casting shrinkage was found to be comparatively less in EMS-processed IC. In both cases, casting cooling rate was determined from the temperature–time profiles, and it was found that the casting cooling rate with EMS-processed IC was higher than that of the alloy without EMS (conventional casting). The reason behind is that the EMS action increased the heat extraction capability of the molten alloy due to the rotary motion of the melt. Higher cooling rate means solidification time was less, and thus, less time was available for casting shrinkage.
Although EMS process improves the IC quality, it should be done at optimum conditions to get the best results out of it. The optimum value of stirring current in the EMS process mainly depends on the internal diameter and height of the stator, the size of the crucible and the gap between the stator and the crucible. If the gap between the stator winding and the outer surface of the crucible is less, then a small amount of current output is required for the stirring process. As the stirring current increases from zero, the EMS process breaks the aluminium dendrites. The stirring time at which the dendritic structures are spheroidized is the optimum stirring time. Increasing both the stirring current and the stirring time beyond the critical values would result in the collision of crushed dendritic structures to once again form the coarse particles, thereby decreasing the mechanical properties.
Conclusion
IC process is used when complex-shaped highly precise parts are to be manufactured. Attempts have been made in this study to improve its quality and the following conclusions are drawn from it:
The sawdust particles added to the secondary slurries were burnt on shell firing thereby creating irregular-shaped pores, whose sizes were comparatively bigger than those formed by the liquid polymer in the primary layer. Therefore, these were not added to the primary layer of the ceramic shell, which requires a very smooth surface finish.
The porosity of the conventional polymer-modified and sawdust-modified shells was found to be 16.75% and 29.19%, respectively, indicating an increase in porosity by approximately 74% by the latter shells.
The optimal condition determined for obtaining the least shrinkage/highest TS of the EMS-processed investment cast components was shell preheat temperature at 200 °C, stirring current at 12/10 A, stirring time at 60 s and pouring temperature at 600 °C.
The casting shrinkage was found to be less and TS more in case of EMS-processed IC, as compared to conventional IC.
EMS-processed IC led to fine and equiaxed grains instead of dendritic structures, as it diminished the temperature and compositional gradients in the melt and exhibited more uniform distribution in the eutectic matrix.
It is expected that the IC industries would opt sawdust particles as a cheap alternative to costly polymers or organic fibres in the secondary layers of the ceramic shells. This step would lead to a huge amount of cost savings in large-scale production and ultimately, the buyers would receive the qualitative products at reduced price.
Footnotes
Acknowledgements
The authors ensure that no permissions are required for any material presented in this manuscript as it is their own work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Ministry of Human Resources Development, Government of India to carry out the research work.