
Abstract
A process of one-step hot stamping-forging for increasing the tensile strength of the hole-flanging of the high-strength steel sheets with flange thickening was developed. In this proposed method, the high-strength steel sheet is directly formed within the designed die, which is simultaneously accompanied with a resistance heating, a hole punching, and the flanging and forging processes. The electrode material is SKD61. This material is not only used as the forming of the high-strength steel sheet but also directly served as the heating of the high-strength steel sheet within the die. The experimental results indicated that the high-strength steel sheet could be heated to 850 °C in 30 s by the SKD61 die. It demonstrates the successful completion of heating, hole punching, flanging and forging in a one-step process. Furthermore, it is found that the tensile strength of M18 tapped hole with forged part is increased by about 7.4% than that without forged part, and the breaking toughness is increased by about 33%.
Introduction
Hole-flanging is a process widely used in press working of sheet metal for joining. It is known that this process includes a hole punching and a flanging. However, the forming defects such as fracturing, thinning or shrinking can easily occur on the wall of the flange during hole-flanging. Sometimes, the processed blank is large enough to cause failure to neck or tear, 1 even worse to cause the reduction of the joining tensile strength. Lin et al. 2 have proposed a new hole-flanging process to obtain flange height and lip accuracy for thick plate. The authors called it the upsetting-flanging process. Ko et al. 3 have reported a progressive wall-thickening process at which the double bosses with a thickness distribution of 2.25–4 mm were produced from a sheet metal with an initial thickness of 2 mm, and an increase in the strength of the bosses achieved by about 27% was found. Most researches of the wall-thickening forming were focused on thickness of the metal sheet, paying hardly attention to any thin metal sheet. Thus, the wall-thickening of thin metal sheet was considered to be a hard task. Till now, there has been a limited amount of researches discussing the hole-flanging of the thin metal sheet. On the other hand, Mori et al. 4 investigated the characteristic of limitation of formability of blanks.
Recently, the resistance heating method has become widely used in high-strength steel (HSS) hot stamping 5 and other metal hot forming. 6 Mori et al.7–9 have conducted several studies such as studies on punching processing, side-edge processing and local heating punch processing. These studies have demonstrated that the resistance heating method can be used to form sheet metal material. In those methods, the raw material is clamped to copper electrodes and charged with electric currents. Once the working temperature of the raw materials is reached, the heating is stopped and the electrode is moved. Subsequently, the ultrahigh-strength steel is formed using a die. This phenomenon can substantially affect forming ability.10,11 Cheng and colleagues12,13 have developed a system that can achieve the direct resistance heating and forming of a billet using SKD61 die in one-step hot forging process.
In this article, a multifunctional die is designed for hole-flanging of HSS sheets (H3S) during one-step hot stamping-forging process, which includes a resistance heating, a hole punching, and the flanging and forging processes. The steel sheets were considered the thin plate (1.2 mm thickness) in contrast to the thick plate. An apparatus was designed to perform the hole-flanging using the thin plate in effect. Based on this apparatus, this article investigates the feasibility of the direct resistance heating H3S within die by SKD61 and discusses the tensile strength of hole-flanged sheets under the influence of upsetting-forging process.
Materials and methods
Hot forming apparatus
Figure 1 shows a schematic diagram of the hot forming apparatus used for H3S directly heated within the die using the resistance method invented by the authors. 12 The prototype system containing a resistance heating apparatus was set up for heating blank to the working temperature during the forging operation, and an electric source provided a voltage of 12 V. The working temperature was controlled using a proportional–integral–derivative (PID) feedback (TempScan 1100), and the temperature distribution of the blank was measured using a thermocouple system and an infrared thermograph. All K-type thermocouples were welded directly onto the blank to ensure a short response time. A hydraulic unit with 7 tons of power was used as a pressure source.
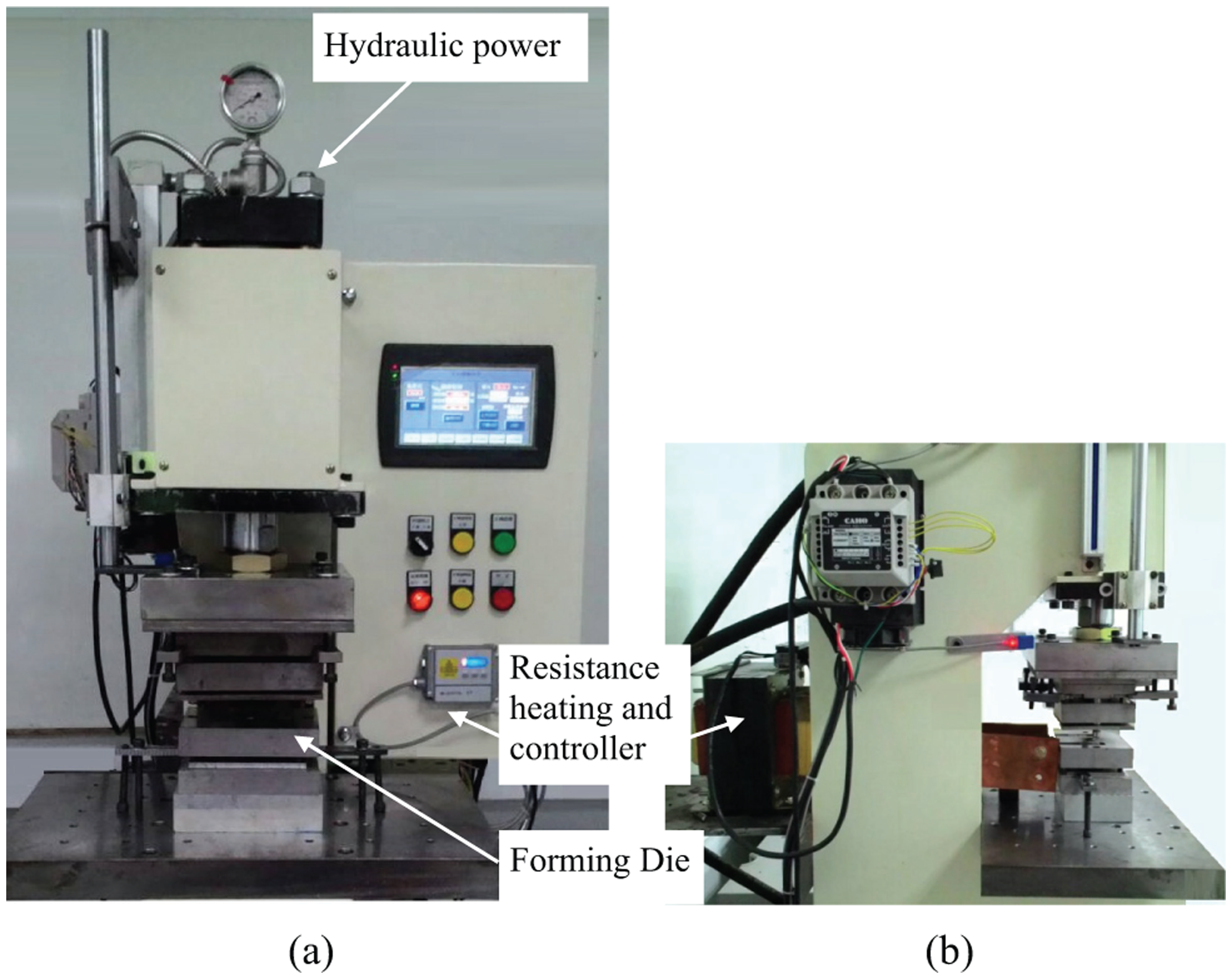
Photographs of hot stamping apparatus used for directly heating a blank within a die using the resistance heating method: (a) front view and (b) side view.
Experiment materials
The quenchable steel sheet 15B22 (C: 0.22, Mn: 1.2, Si: 0.2, B: 0.003 mass %) with tensile strength of 980 MPa having 1.2 mm thickness, length of 60 mm and width of 20 mm was employed for all experiments. The sheet was heated at 850 °C within die using resistance heating method and electrified using the pair of rectangular SKD61 electrodes with the distance of 50 mm. The current density is 1.7 A/mm2 and the current is passed between the electrode pad in the sheet holder and the electrode without any contact of the punch and die with the sheet. A hole-flange on the sheet was tapping of M18 with 1.5 mm pitch to discuss the thrust of improvement with and without forging process.
One-step hot stamping-forging process
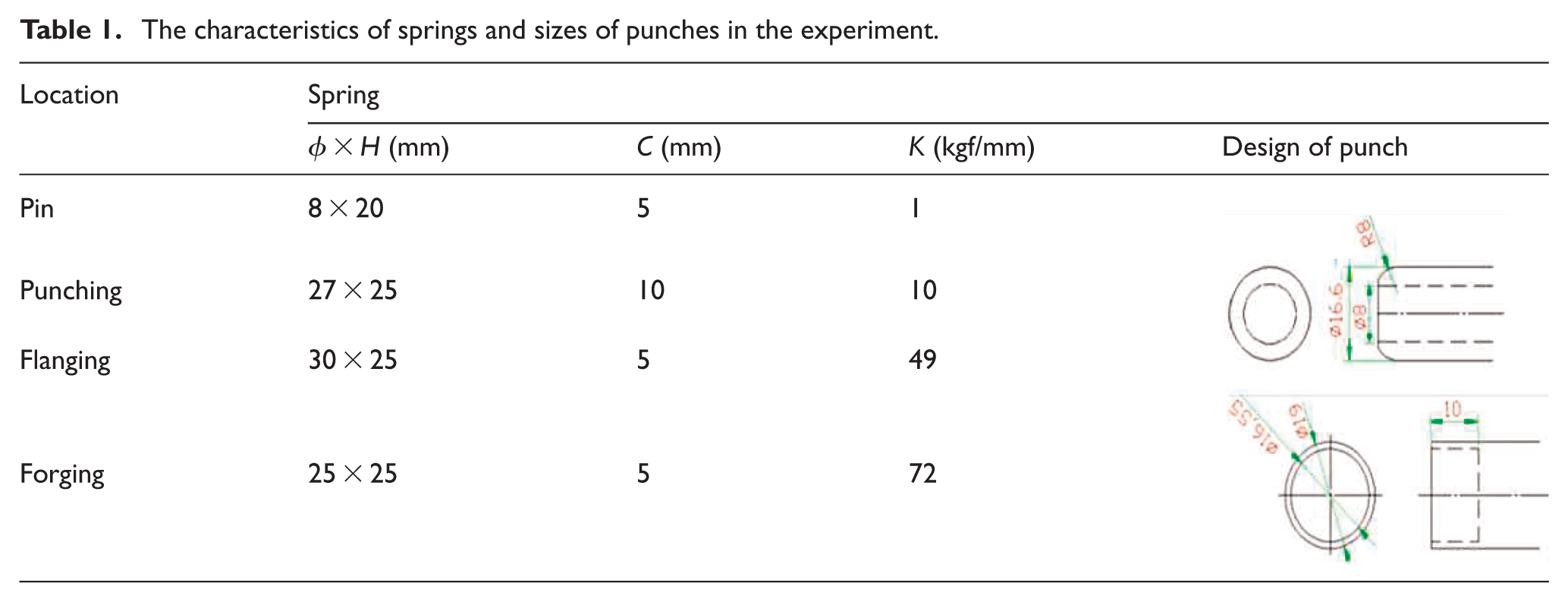
To obtain a successful hole-flange on the sheet, a die for one-step hot stamping process was designed. For the right operational principle, there is a four-stage procedure associated with heating, punching, flanging, and forging as shown in Figure 2. First, place the blank with the thermocouple onto the die. The contact pressure at the interface between the blank and SKD61 electrode generated by the pre-pressure pin with springs was 8 MPa, and then electrical devices were controlled to acquire the uniform temperature in the working zone of the sheet as shown in Figure 2(a). Second, when the blank temperature of the hole-flange region was heated to 850 °C, a pressure of 60 MPa was applied on the blank by the pressure pad and then a hole with 8 mm diameter was punched as shown in Figure 2(b). Third, the flanging process was performed by pushing the flanging punch upwards as shown in Figure 2(c). Finally, the flange was shaped by pushing the forging punch downwards as shown in Figure 2(d). The characteristics of springs and sizes of punches for each stage in the experiment are listed in Table 1.
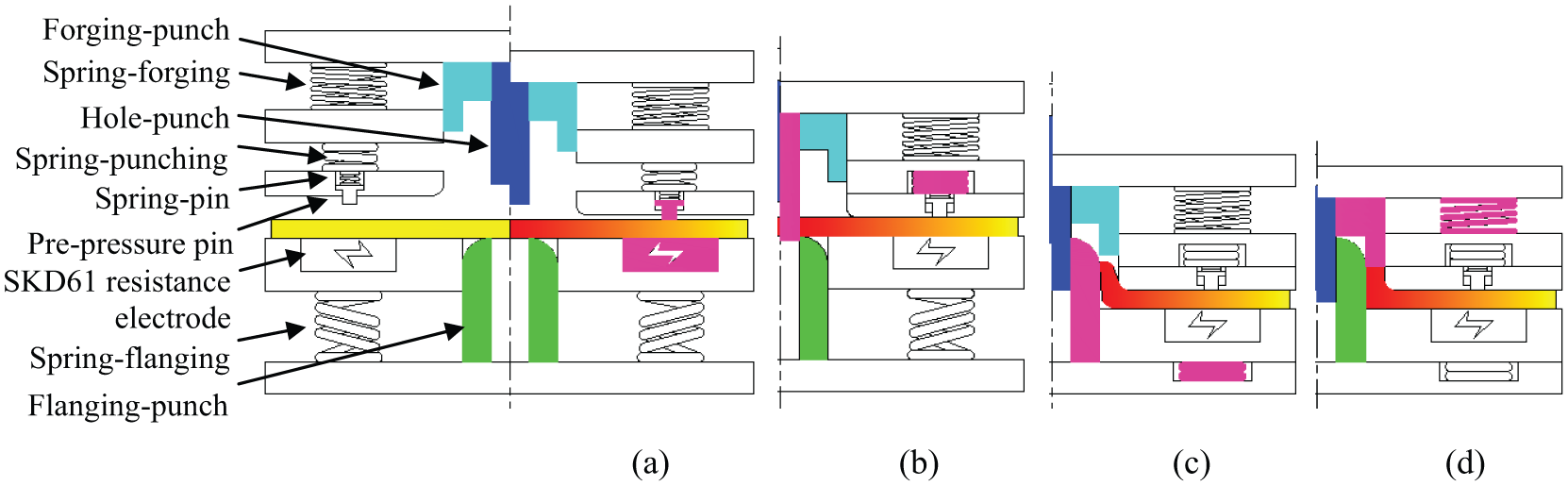
One-step hot stamping-forging process used for directly heating a blank within a die using the resistance heating method: (a) heating, (b) punching, (c) flanging and (d) forging.
The characteristics of springs and sizes of punches in the experiment.
Results and discussion
Result of resistance heating using SKD61 electrode
The Cr–Cu electrodes were generally employed for the resistance electrifying because of their small electrical resistance. In this study, a pair of rectangular SKD61 electrodes was placed to locally heat the hole-flange region in the sheet. The variations in the heating temperature in the circular shearing zone are illustrated in Figure 3. The result shows that the middle of the sheet indicated as Ch 3 in the figure was uniformly heated to 850 °C over the hole-flange zone and the heating time was 30 s. The temperature around the electrode was only 600 °C. In fact, the temperature and heating time for resistance heating can be adjusted by controlling heating energy through the current density. Thus, it becomes reachable to obtain uniform temperature in the sheet. 14
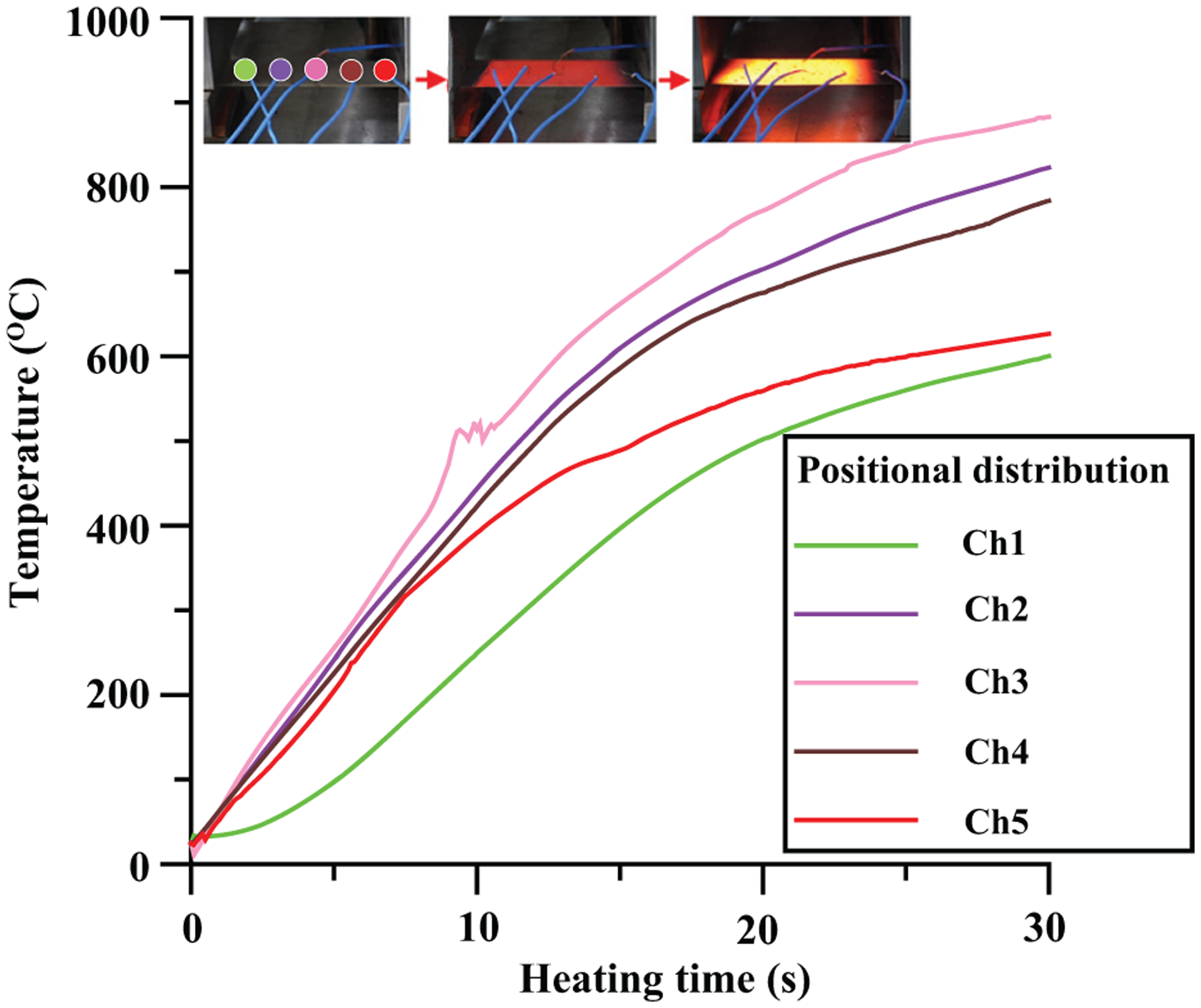
Distribution of temperature in the H3S using SKD61 electrode resistance heating.
Results of one-step hot stamping-forging process
The results of one-step hot stamping-forging process were accomplished step by step as shown in Figure 4. The proposed process includes four stages: (1) the local resistance heating of the blank is shown in Figure 3. (2) The punched sheet with a hole of 8 mm diameter and its cross-section of the sheared edge is shown in Figure 4(a). The rollover and burr become large for the hot punching. (3) The length of hole-flanging is 6.342 mm and the thickness of top is 0.715 mm as shown in Figure 4(b). (4) Local thickening of the hole-flanging in the upsetting-forging process is shown in Figure 4(c). Flange length is 4.8 mm and the thickness is 0.941 mm at the top. After the forming processes of hole-flanging, the M18 with 1.5 mm pitch is tapped for tensile testing as shown in Figure 4(d). The characteristics of springs and sizes of punches in the experiment were listed in Table 2. The methodology is intended to consider the comparison with the case of the without upsetting-forging part
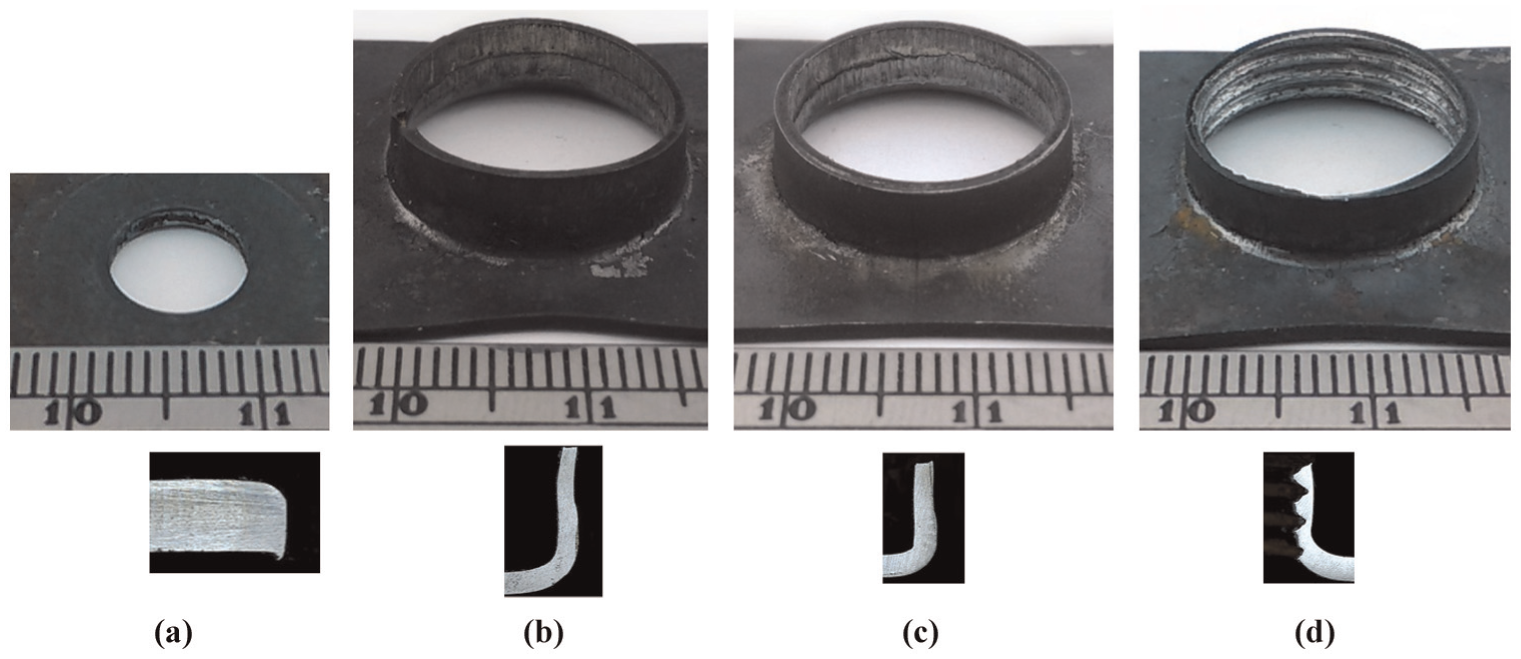
Photographs of the hole-flanged product using one-step hot stamping-forging process and the cross-section of each stage: (a) punching a hole, (b) hole-flanging, (c) upsetting-forging and (d) M18 tapping.
The results of flanged dimension and tensile test with forging and without forging.

Results of tensile test with and without upsetting-forging process
A 200 kN screw-driven universal testing instrument was employed for the tensile test, and the tensile velocity was 3.6 mm/min. The load–stroke curves obtained from the static tensile test of the produced part with and without thickening are displayed in Figure 5. It is observed that the maximum load with thickening is about 7.4% larger than that without thickening and the breaking toughness is increased by 33%. It is found that one-step hot stamping-forging is effective to improve the shape of the flange. The current forging process really shows a promising result to produce higher toughness parts.
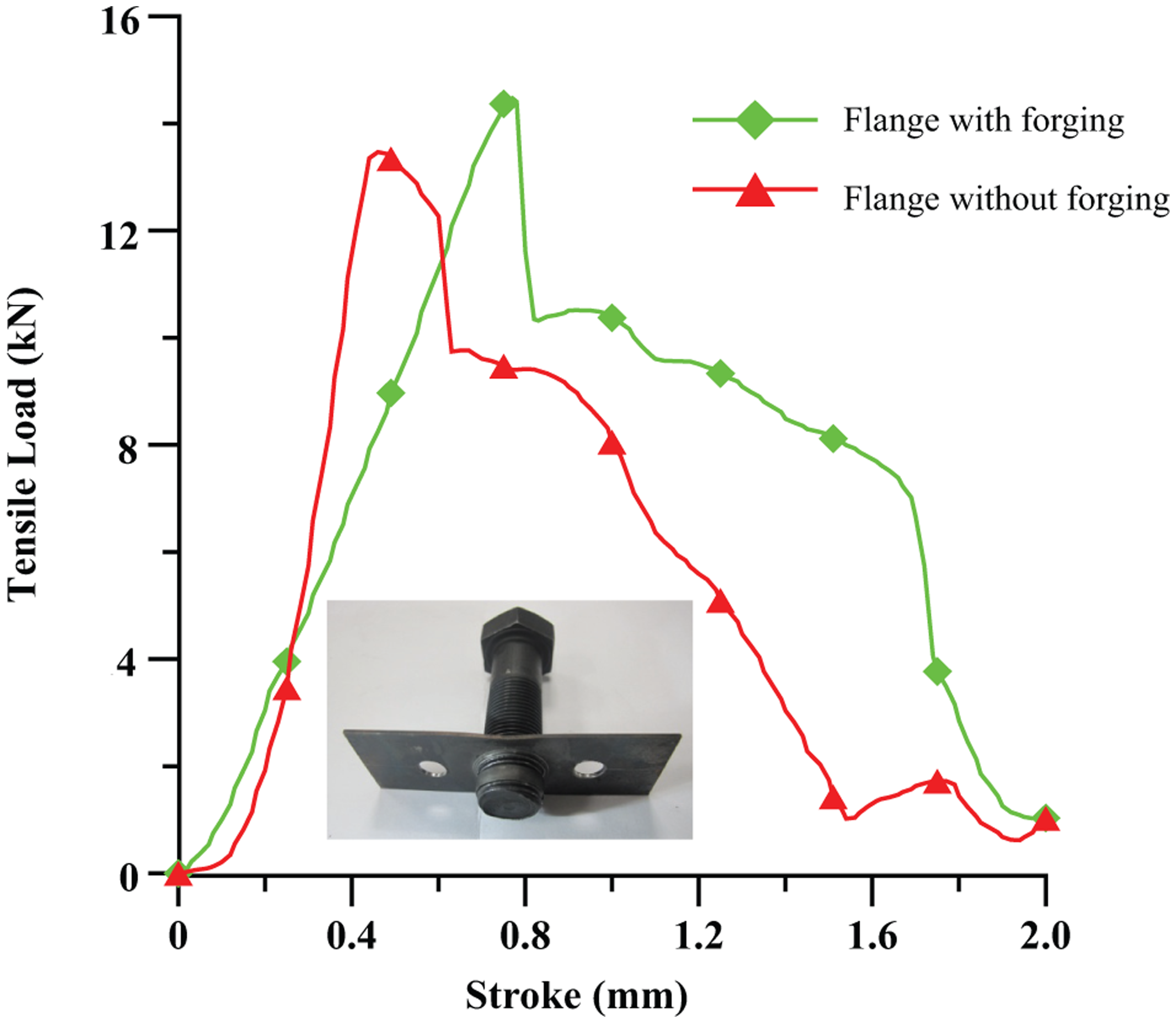
Load–stroke curves obtained from static tensile test of produced part with and without flange-forged process.
Conclusion
A one-step hot stamping-forging process in which SKD61 electrode was served as a resistance heating for a blank within a die was developed to produce fully formed parts. The new process has the significance to be used not only as a heating, punching, flanging and forging in a one-step process for achieving high productivity but also to demonstrate the improvement of tensile strength. In this article, the tensile strength of M18 threaded hole with forged flanged is increased by 7.4% and the breaking toughness is increased by 33%.
Footnotes
Acknowledgements
The author(s) are very grateful to Dr Chen for helping to improve the grammar and semantics of this article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research and/or authorship of this article: This research was supported by the National Science Council of Taiwan under grant NSC 103-2221-E-150-019.