
Abstract
In recent years, condition-based maintenance has been increasingly considered for improving system reliability and cost effectiveness. Equipment hazard rate prognosis plays an important role in condition-based maintenance scheduling. Thus, this article focuses on evaluating and extracting environment factors that reflect environmental effects on the equipment hazard rate. Better condition-based maintenance schedules can be designed through the use of equipment hazard rates considering environmental influences. An innovative methodology is proposed in this article: first, statistical pattern recognition is used to extract environment factors; a method combining rough sets and an analytic hierarchy process is used to obtain the different weighting factors for the different environmental elements, and then they can be used to extract future environment factors; and finally, the environment factors are dynamically applied in an improved condition-based maintenance model. The results of a case study show that this methodology can be used to develop comprehensive and optimal maintenance schedules. Furthermore, compared with traditional models, the improved model is proved to be more effective and realistic because of the evaluation and application of environment factors.
Keywords
Introduction
With the rapid developments that are occurring in modern manufacturing industries, machinery and equipment are becoming more intelligent and more precise. Different operating environments can significantly affect equipment operating conditions, and equipment operating conditions determine the product quality. The study of equipment hazard rate prognosis and maintenance scheduling requires the evaluation and extraction of the environment factor. Maintenance scheduling becomes increasingly complex because of the diversity of equipment and the varied environment. Invalid maintenance strategies could cause low production efficiencies and high production cost.1–3 Notably, maintenance cost accounted for approximately 13%−15% of the gross domestic product (GDP) in Germany, and approximately one-third of this maintenance cost resulted from inaccurate machinery assessments and invalid maintenance scheduling. 4 Currently, enterprise decision makers noted the importance of maintenance and more closely considered maintenance decisions.5–7 By introducing environment factors, we focus on the development of an effective, realistic and comprehensive maintenance methodology.
Over the past several decades, maintenance problems had received significant attention, and many maintenance strategies had been developed to address such problems.8–10 Compared with traditional reactionary maintenance and preventive maintenance, condition-based maintenance (CBM) focused on the real-time condition of the equipment. Based on signals from sensors on equipment, CBM was performed when the current condition of the equipment was worse than a preset threshold. This method could effectively avoid the unnecessary halting of the equipment’s operation. 11 Many studies have focused on expressing and forecasting the condition of the equipment to obtain effective maintenance schedules. Liao et al. 12 used a health index to reflect the condition of the equipment and presented a reliability-centred CBM policy. Tian 13 applied an artificial neural network method to predict the remaining useful life when monitoring the condition of the equipment. Xia et al. 14 applied a rolling grey forecast for machine health prediction in maintenance scheduling. When modelling imperfect maintenance, only improvement factors were considered in these studies. These factors only reflected the internal effect on equipment hazard rate. However, environment factors should also be considered to accurately predict the external environmental effect on equipment hazard rates.
Therefore, a methodology should be proposed for evaluating the effect of the environment on equipment hazard rates. The equipment operating environment is determined by various elements such as temperature, humidity, noise and workpiece intensity. Different elements have different effects. Environment factors are a quantitative measure of general environmental effects on the equipment hazard rate. Some researchers have considered the environmental effect on equipment hazard rates. Two CBM models that considered the influence of both the internal equipment effect and the external environment effect have been presented.15,16 However, these studies only proposed the concept of environment factors and did not mention how to evaluate and apply these factors. Few studies have investigated how to calculate and apply environment factors in CBM modelling. Therefore, this article presents a statistical pattern recognition (SPR) method for extracting environment factors. A method combining rough sets and an analytic hierarchy process (AHP) is then proposed to predict the environment factors. Furthermore, this article dynamically applies environment factors in CBM modelling and numerical results demonstrate the creation of effective maintenance schedules.
In this article, a comprehensive methodology employing environment factors is proposed. First, the SPR method, which is an effective data analysis technique, is used to extract environment factors. This technique could evaluate the performance of equipment based on data collected by sensors, thus the equipment hazard rate could be obtained. 17 Therefore, by comparing hazard rates under different environmental conditions, environmental effects can be analysed. The environment factors for specific environment can then be obtained. However, to extract an environment factor for an arbitrary environment, a weighting factor quantification of each environmental element is necessary. Second, a method combining rough sets and the AHP is used to calculate the weighting factors. On one hand, the rough set was a useful mathematical tool for managing the uncertainty of objective data. 18 On the other hand, the AHP was widely adapted in the evaluation of weighting factors based on subjective data.19,20 By selecting a proper combination of rough sets and the AHP, a combined optimal weighting factor could be obtained. 21 The environment factor can then be predicted according to the actual environment data and the weighting factor for each environmental element. After obtaining the environment factor, it should be applied in the CBM modelling. Third, this article adds environment factors in the forecast of the equipment hazard rate and develops an improved CBM model with dynamically applied environment factors. This improved model is called condition-based maintenance with environment factors (CBMEF).
In the proposed methodology, SPR is used to evaluate environment factors. Based on this, a method combining rough sets and the AHP is used to predict the future environment factors. Finally, an improved CBM model based on the dynamic environment factors (CBMEF) is proposed for maintenance scheduling. This article is structured as follows. In section ‘Evaluation of data-driven environment factors’, the SPR method is presented and used to obtain the equipment hazard rate. The environment factor is then defined based on this hazard rate. In section ‘Method of environment factor prognosis’, a method combining rough sets and the AHP is proposed and used to obtain the weighting factors for the environmental elements. These elements are used to extract future environment factors. In section ‘Model of CBMEF scheduling’, environment factors are dynamically applied in CBMEF modelling. In section ‘Case study and discussion’, a case study is presented to demonstrate the proposed methodology. The results are compared with two traditional models. The first traditional model (CBM model) did not consider environmental effects (CBMNEF); the second (CBM model) model considered the environment factor as a constant factor (CBMCEF). In section ‘Conclusion’, conclusions are provided and future studies are proposed. The research methodology of this study is shown in Figure 1.
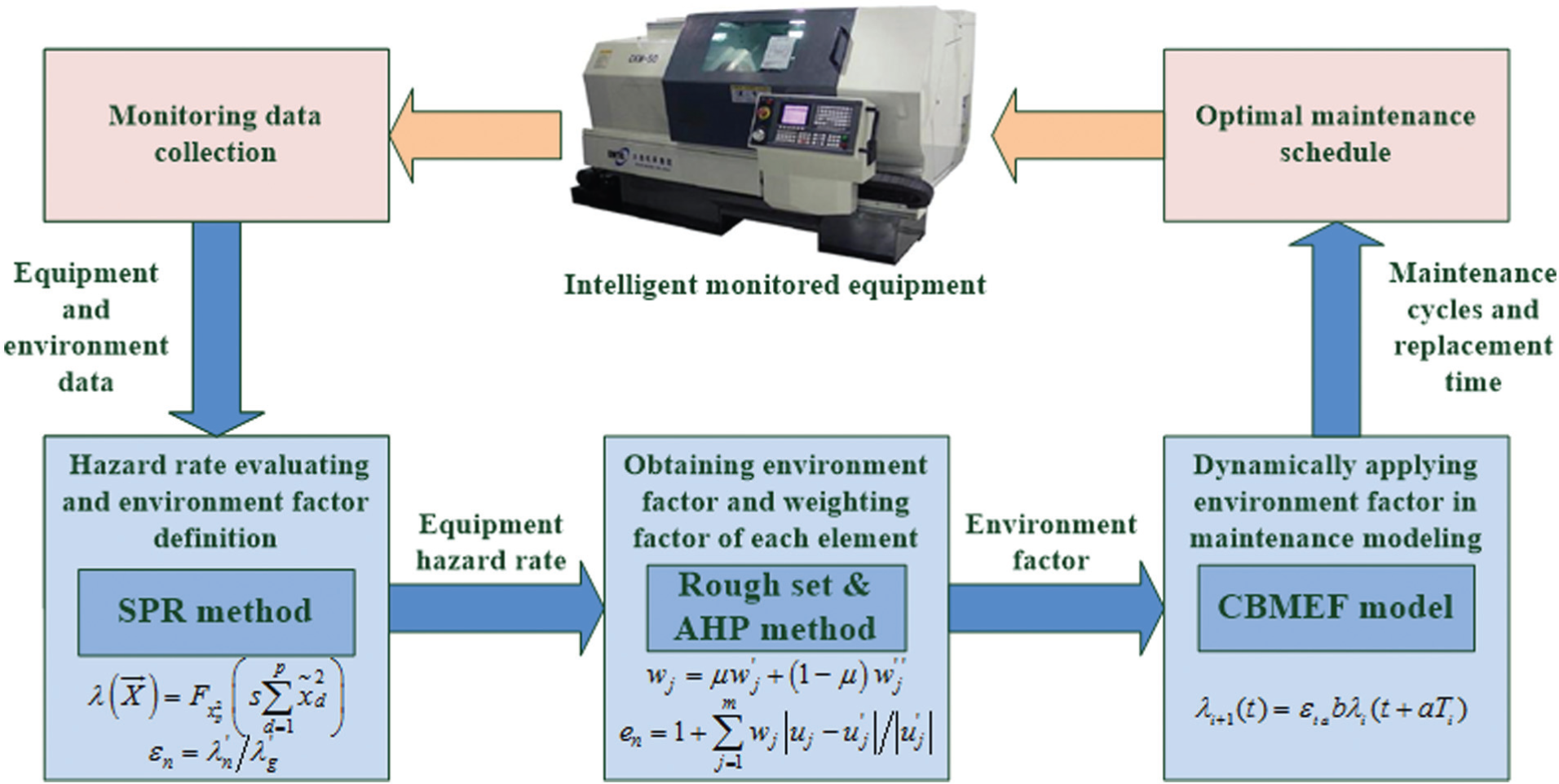
Research structure of this study.
Evaluation of data-driven environment factors
This section utilises the SPR method to estimate the equipment hazard rate, and the environment factors are extracted and used to reflect the increasing rate of hazard rate. The basic steps of the SPR are introduced, and the environment factor extraction will subsequently be presented.
Methodology of SPR
The hazard rate is an expression of equipment reliability and can reflect the operating conditions that the equipment is subject to. Several studies had applied a data-based SPR method to estimate the equipment hazard rate.22,23 In this article, an SPR method is applied to evaluate the equipment hazard rates in different environment conditions. The environmental effect on equipment hazard rate is then assessed.
First, because of the multidimensional nature of the monitoring data, a feature extraction and dimension reduction are needed to calculate the equipment hazard rate. The specific implementation steps are as follows: (1) normalising the collected equipment monitoring data; (2) establishing a correlation matrix of the collected data; (3) solving the characteristic root and characteristic vector of the correlation matrix; (4) comparing the variance contribution rate and cumulative variance contribution rate of the characteristic root; and (5) obtaining information of the equipment operating condition that produces the greatest effect by filter criteria.
Second, SPR is used to evaluate specific equipment hazard rates. The equipment condition means its hazard rate state, some equipment datasets as spindle loads can reflect equipment conditions. Based on datasets of equipment in new/failure conditions, a decision boundary can be determined. A given dataset can then be classified into certain patterns based on the decision boundary. Supposing a cluster of patterns of equipment conditions is given as

Thus, samples of the monitoring data can be identified.
Finally, a chi-square test is applied to estimate the correlation between the test sample and existing patterns of equipment conditions. We construct a Gaussian distribution of the multiple variables as

where
Environment factor extraction
After getting equipment hazard rate through SPR, the environment factors can be extracted using the specific equipment hazard rates for different environment conditions. According to Xia et al.,
15
a hazard rate function that considered both equipment effects and environmental effects could be expressed as
Because the hazard rate obtained by SPR on one sample dataset provides only a point, it needs several hazard rate points to determine the rate of change of the hazard rate. By comparing several hazard rate points of different samples in an identical maintenance cycle and an identical environment, we can obtain hazard rate rising speed under such environment condition using a linear regression.
Suppose in a recommended environment, its corresponding environment factor

where
Method of environment factor prognosis
After obtaining the environment factor, the contribution of different environmental elements (temperature, humidity, noise, workpiece material, etc.) is analysed to estimate the future environment factor; maintenance cycles can then be scheduled.
A method that combines rough sets and the AHP is applied to evaluate the weighting factors of different elements. The AHP is performed based on a subjective assessment from experts, and the rough set is performed based on the objective monitoring data. Therefore, the combined method can be used to comprehensively analyse weighting factors by the following stages:
Stage 1. Applying AHP to evaluate subjective weighting factors.
Step 1. Constructing a judgement matrix. Supposing

Step 2. Calculating weighting factors.
Step 3. Consistency checking. To check whether the weighting factors are reasonable, a consistency check is required

where
Stage 2. Applying a rough set to evaluate the objective weighting factors.
Step 1. Classifying actual data into different levels.
Step 2. Calculating weighting factors based on the actual data

where
Step 3. Normalising the weighting factors

Stage 3. Combining subjective weighting factors and objective ones

where
After calculating the weighting factor of each element, an environmental index of a set of environmental element values can be determined as follows

where
Model of CBMEF scheduling
After proposing a comprehensive methodology for evaluating the environment factors, the factors should be applied in maintenance modelling. Existing CBM models mainly considered equipment effect, which represents the internal repair ability of the equipment. Imperfect maintenance is widely applied to reflect this equipment effect. To model imperfect maintenance, the improvement factor methodology directly considered equipment reliability and was applied in many studies.24,25 In this article, the recursion decline factor and the increasing failure rate factor are used to model the equipment effect; moreover, this article initially adds a dynamic environment factor in the model to reflect the environmental effect.
Supposing

where
Because the actual monitoring data are discrete, formula (9) can be discretised as follows

where
Cost was usually used to measure the performance of a maintenance strategy.26,27 Assuming that after

where
Case study and discussion
This section first provides a numerical example of the evaluation of the environment factor and the calculation of the weighting factors. Maintenance cycles are then scheduled based on the CBMEF model. Finally, a discussion of the comparisons between different models’ results is provided. To verify a notable increase in the evaluation accuracy of the equipment hazard rate and the effectiveness of the maintenance schedules, two other traditional models (CBMNEF and CBMCEF) are calculated with the same set of data inputs to enable a convincing comparison. The first traditional model did not consider the influence of the environment (CBMNEF), and the second model considered the environment factor as a constant (CBMCEF).
Evaluation of environment factors
Equipment plays a significant role in a production line, and different equipments use different sensors to monitor its operating conditions. This article chooses a drilling machine from an automobile factory as an example. The spindle load sensor signal indicates the operating condition of the drill and is used to evaluate the hazard rate of the drilling machine. For other equipment, different sensor signals can be used to evaluate the hazard rate based on the methodology proposed in this article. The set of sample spindle load signals includes 150 collection sites (collection interval is 0.1 time units). These signals reflect the variations of the spindle load in a workpiece process. A total of 50 ‘good’ sets of samples for the drilling machine in the new condition and 50 ‘bad’ sets of samples for the drilling machine in the failure condition are collected (Figure 2). By applying the SPR training procedure, the ‘good’ and ‘bad’ patterns of the machine can be recognised. We quantify ‘good’ patterns as corresponding to an equipment hazard rate of 0 and ‘bad’ patterns as corresponding to an equipment hazard rate of 1.
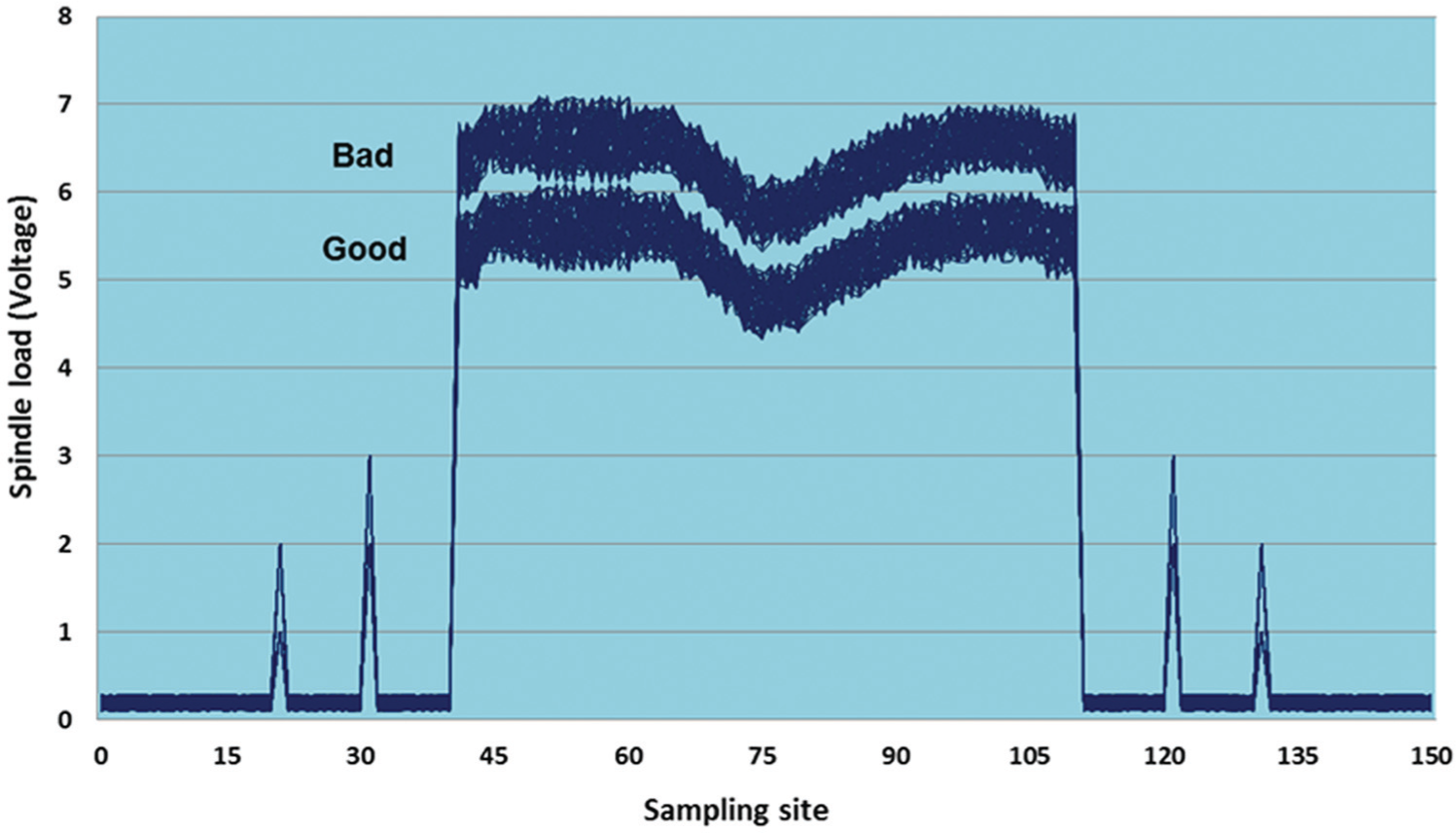
A total of 50 ‘good’ sample sets and 50 ‘bad’ sample sets.
Many environmental elements influence the equipment hazard rate. The elements are different for different types of equipment. This study used the temperature, humidity and workpiece intensity as the environmental elements because of their prominent and universal effects on the drilling machine hazard rate. For further research and applications, other environmental elements can be added and replaced to evaluate the environment factor based on the methodology proposed in this article. We periodically record 12 sets of signal samples under the same combination of environmental elements. By applying the SPR and using the existing ‘good’ and ‘bad’ patterns, the equipment hazard rate of one sample set can be obtained. Based on the widely applied linear regression method, the increasing rate of hazard rate under a given environmental condition can then be obtained. A total of 10 different combinations of environmental elements have been recorded (Table 1). A recommended combination of environmental elements is denoted as having a corresponding environment factor of 1. Therefore, the corresponding environment factors for other combinations of environmental elements can be evaluated using equation (3). The sample sets are all extracted from the same maintenance cycles to exclude the influence of the recursion decline factor and the increasing failure rate factor.
Environment factors for different combinations of environmental elements.
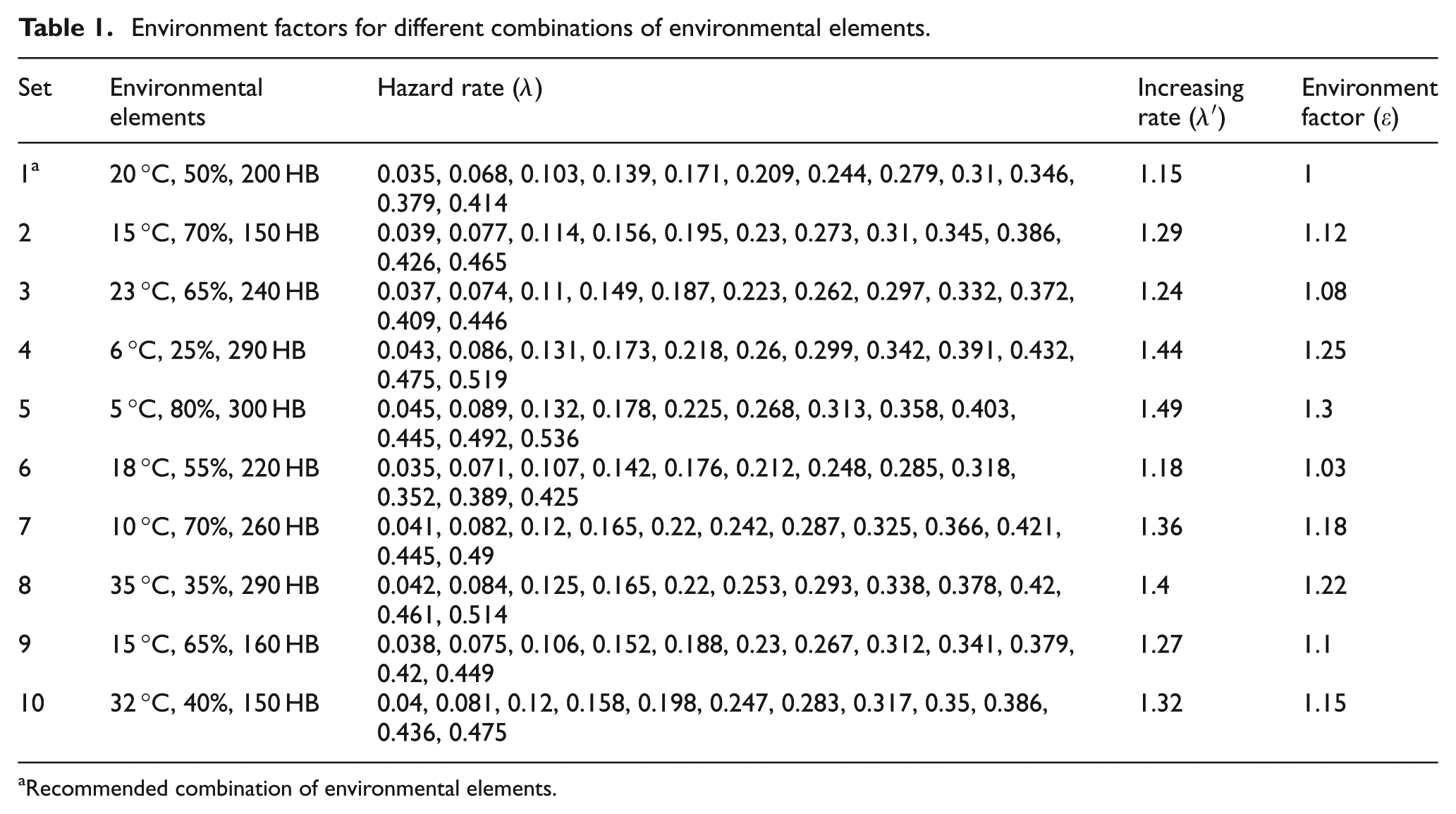
Recommended combination of environmental elements.
The subjective weighting factor for each environmental element can then be obtained by the AHP method based on the opinions of field engineers. The objective weighting factors can be evaluated using a rough set method based on the actual data. By equation (7), these two factors can be combined (supposing
Weighting factors of the environmental elements.

The environmental indexes of the 10 sets of actual environmental data can then be calculated by equation (8). The relations between the environmental indexes and the corresponding environment factors are given in Table 3. By comparing with the 10 sets of actual data, the precision rate is observed to be over 90%.
Relations between the environmental indexes and environment factors.

Comparison and discussion of maintenance schedules
After getting environment factors, equipment maintenance cycles can be scheduled. Assuming the current equipment failure rate distribution as Weibull proportional, it can be defined as
Results of the environment factor prognosis.

Using equations (10) and (11), the optimal maintenance schedule based on the CBMEF can be worked out; an ergodic search algorithm is used to calculate the results, and the algorithm is programmed in VBA. The variable optimisation scale is
Results of maintenance schedules from the three models.
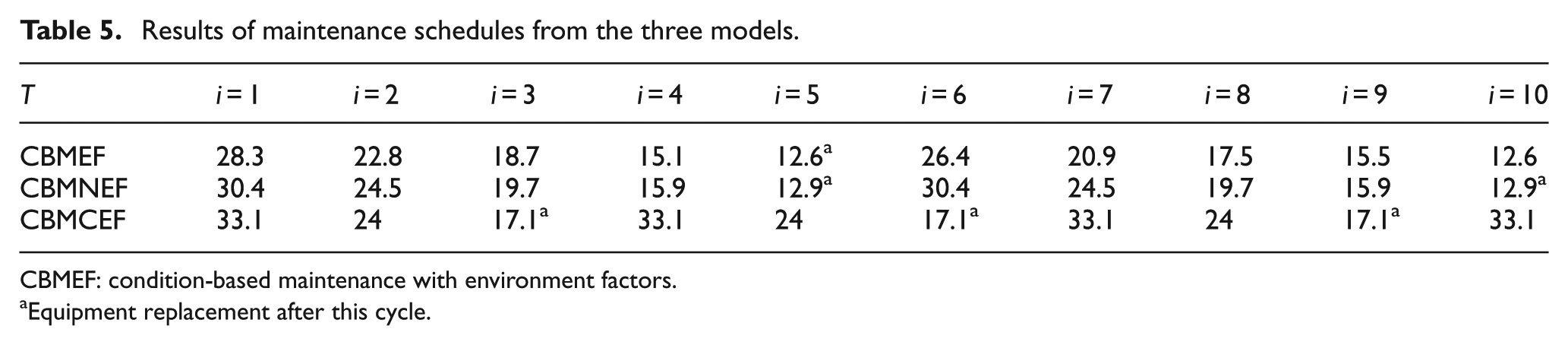
CBMEF: condition-based maintenance with environment factors.
Equipment replacement after this cycle.
A hazard rate recursion evolution that only considers improvement factors is shown in Figure 3. However, these three models also consider the environment factors in different ways. Therefore, the prediction of the hazard rate for the same equipment at the same time is different in different models; a schematic diagram of the differences is shown in Figure 4. Because the actual environment is changing, the actual increasing rate of equipment hazard rate is not constant. The increasing rate is influenced by the actual environment. By considering a dynamic environment factor, CBMEF can best predict the equipment hazard rate. CBMNEF does not consider environmental effects; therefore, it may underestimate the increasing rate of the hazard rate. Although CBMCEF considers an environment factor, it may overestimate the increasing rate of the hazard rate because the environment factor is considered to be constant. The specific maintenance cost in 150 time units, as predicted by these three models, is shown in Figure 5. CBMEF predicts the lowest maintenance cost, with a cost saving rate of approximately 15.3% of CBMNEF and 33.9% of CBMCEF.
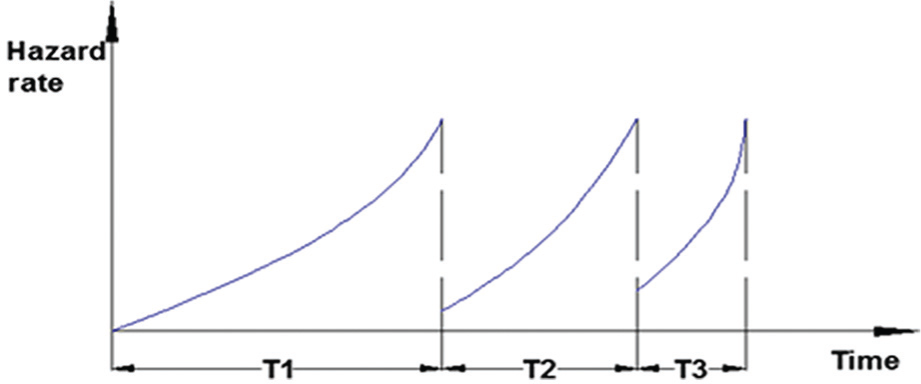
Equipment hazard rate recursion evolution.
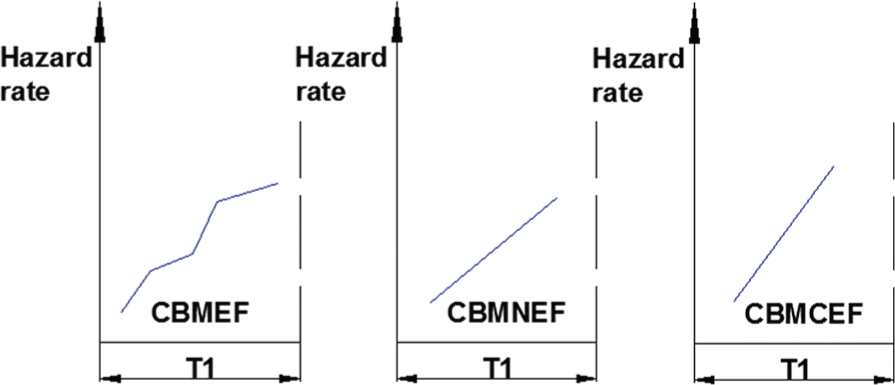
Hazard rate prognosis comparison of the three models.
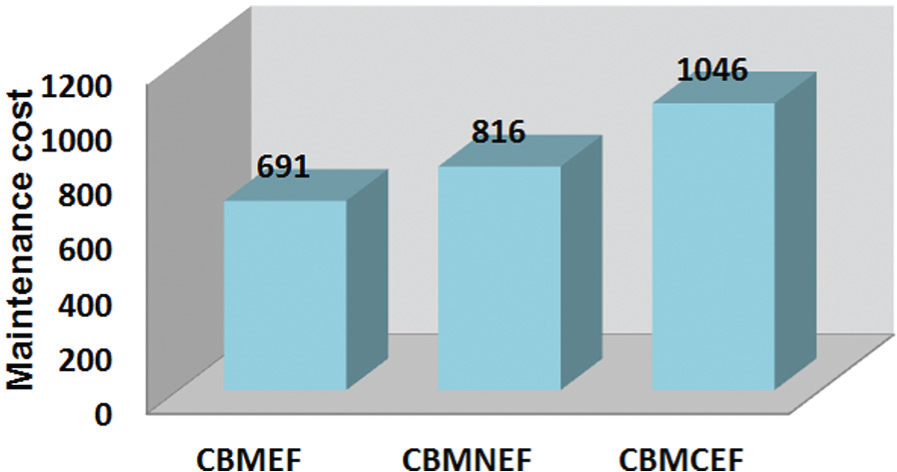
Maintenance cost predicted by the different models.
Based on the results illustrated above, the proposed method of evaluating environment factors has been shown to be effective of reflecting the actual environmental effect on the equipment hazard rate. CBMEF dynamically applies environment factors in maintenance modelling. This process adjusts maintenance schedules according to actual environmental changes, thus can make most suitable maintenance schedules and reduce maintenance cost. Additionally, the environment factor evaluation method and CBMEF both exhibit the advantages of simple implementation and high expansibility. Therefore, methodology in this study can be used to provide accurate real-time equipment hazard rate information by employing dynamic environment factors, and CBMEF can apply the environment factors to schedule optimal maintenance intervals.
Conclusion
To address the substantial challenges in manufacturing industries, an effective equipment maintenance strategy is necessary for improving efficiency and reducing cost. The evaluation accuracy of the equipment hazard rate is important for determining optimal maintenance schedules. Traditional methods are usually limited and lack accuracy because they ignore the environmental influence on the equipment hazard rate. Therefore, evaluating environment factor and applying it in the CBM modelling is critical.
This article focuses on three improvements of environment factor, so that the proposed methodology can guarantee a high-accuracy prognosis of the equipment hazard rate and obtain the optimal maintenance schedules: (1) employing the SPR method to extract the environment factors based on actual monitoring data; (2) developing a method that combines rough sets and the AHP to analyse the weights of different environmental elements and (3) dynamically applying the environment factor in the improved CBMEF model. In the numerical analysis, two other traditional models are used in comparison with CBMEF. It can be seen that the methodology can extract environment factors from the actual environment data. Thus, the prediction of the equipment hazard rate is more realistic and accurate. CBMEF dynamically applies the environment factor in maintenance modelling. Therefore, more effective, economical and comprehensive maintenance schedules can be obtained.
In summary, the proposed methodology can accurately extract environment factors from actual environmental data and effectively analyse the influence of different environment elements. It is also able to plan a comprehensive maintenance schedule, notably for equipment with long maintenance cycles or in mutable environment conditions. What’s more, the proposed methodology exhibits advantages of simple implementation and high expansibility. For further research, we can modify this methodology to apply it in multi-machine maintenance scheduling. Additionally, the method of widely promoting this methodology in more manufacturing industries should be studied.
Footnotes
Appendix 1
Acknowledgements
The authors thank the editor and referees for their helpful comments, which lead to substantial improvements of this study. The authors would also like to extend their gratitude to National Natural Science Foundation of China (51505288) for their support in carrying out the research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was partially funded by the Programme of Introducing Talents of Discipline to Universities (B06012), the Foundation for Innovative Research Groups of the National Natural Science Foundation of China (50821003) and the China Postdoctoral Science Foundation Funded Project (2014M561465).