
Abstract
The production control of failure-prone manufacturing systems is notoriously difficult because such systems are uncertain and non-linear. Since the introduction of hedging-point policies, many researches have been done in this field. However, there are few literatures that consider the production control problem of tree-structured manufacturing systems. In this article, a hedging-point production control policy is proposed for a multi-machine, tree-structured failure-prone manufacturing system. To obtain the optimal hedging points, an iterative learning algorithm is developed by considering the system’s characteristics. A simulation method is embedded in the iterative learning algorithm to calculate the system cost. To estimate the performance of the proposed algorithm, comparisons are made between our algorithm, genetic algorithm and particle swarm optimization algorithm. The experimental results show that our algorithm works better than others in reducing the computation time and minimizing the production cost.
Introduction
Manufacturing systems tend to be complex and subject to various uncertain disruptions, such as machine breakdown and variable customer demands,1–5 making it hard for managers to plan and control production processes. As for failure-prone manufacturing systems, they usually have the following characteristics: first, due to failures of machines and other equipments, production instability is inevitable, which may make production deviate from the expected goal; second, production is more often than not dominated by customer requirements, which may change manufacturing processes; and finally, the existence of defective products and other factors may also bring a negative impact on the continuity of manufacturing processes.
The production control problem of failure-prone manufacturing systems has been extensively studied in the last three decades, and many outstanding results have been obtained. Kimemia and Gershwin 6 demonstrated that the optimal control policy for such systems has a special structure called the hedging-point policy (HPP). In this policy, a nonnegative production surplus of part types is maintained during times when excess capacity is available to hedge against future capacity shortages. Hedging-point control is proved to be the optimal policy if unmet demands are completely backlogged.7,8 These results were extended to systems without backlog and bounded backlog.9,10 Proth et al. 11 focused on the problem of supply management and inventory/backlogging control in assembly systems with random component yield times. El-Ferik et al. 12 introduced a simple maximal hedging (SMH) policy by which the production performance comes close to that of the optimal control. Feng and Yan 13 studied the production control of a failure-prone manufacturing system with stochastic demands. Perkins and Srikant 14 investigated a failure-prone manufacturing system with bursty demand arrivals. They proved the HPP to be still an optimal control policy and provided analytical expressions to calculate the hedging point. Gharbi and Kenne 15 proposed a parameterized near-optimal production policy for a multiple-product, multiple-machine manufacturing system and combined the analytical formalism with simulation-based statistical tools to obtain an approximation of the optimal control policy. Kinafar 16 came up with a numerical method to approximate optimal production and maintenance plan in a flexible manufacturing system. Mok and Porter 17 developed an evolutionary stochastic optimization procedure to estimate the short-run optimal hedging points for failure-prone manufacturing systems under crisp-logic control. Yan et al. 18 proposed the concept of state jump system to analyze a knowledgeable manufacturing cell with an unreliable agent. Abou-Kandkil et al. 19 discussed the problem of computing optimal production rates for a failure-prone manufacturing system with multi-machine and multi-product. Mourani et al. 20 explored the optimization of failure-prone transfer lines with important delays for material transfer, constant demand and echelon base stock policy for production control. Kenne and Gharbi 21 presented the optimal flow control method for a one-machine, two-product manufacturing system subject to random failures and repairs based on the combination of the analytical model, simulation experiments, experimental design and response surface methodology. Song and Sun 22 considered a manufacturing system with multiple operational modes producing one part type. They proved that the optimal control policy is still of a hedging-point structure.
Based on these pioneering works, many researchers have gone deeper into the production control problem in recent years. Hajji et al. 23 considered joint production control and product specification decision-making in a failure-prone manufacturing system. Mok 24 constructed gain-scheduled adaptive controllers for unreliable manufacturing systems with variable demands based on genetically optimized short-run hedging points. Njike et al. 25 analyzed the interaction between defective products and optimal control of production rate, lead time and inventory. Berthaut et al. 26 proposed a joint preventive maintenance and production/inventory control policy based on a modified block replacement policy (MBRP) and HPPs for a mono-product, single-machine manufacturing cell. Ouaret et al. 27 studied the production control problem of a hybrid manufacturing/remanufacturing system where demand is modeled as a diffusion-type stochastic process. Gharbi et al. 28 dealt with the production control problem of an adjustable capacity unreliable manufacturing cell responding to a single product type demand.
In most of the existing literatures, a lot of remarkable work has been done on the production control problem of simple manufacturing systems with single machine, two machines or production line. To the authors’ knowledge, little work has been reported on complex manufacturing systems, especially on tree-structured ones. This article’s main contribution lies in the development of a production control policy for such manufacturing systems. Here, the HPP is adopted, and an iterative learning algorithm (ITA) is developed to optimize the hedging points by taking the system’s characteristics into account. Comparisons are performed between our algorithm, genetic algorithm (GA) and particle swarm optimization (PSO). Simulation results show that the proposed algorithm works apparently better than GA and PSO.
Problem description
It is assumed that there are
Definition 1.
If there are parts flowing from
Definition 2
If
A tree-structured manufacturing system is shown in Figure 1. For a machine
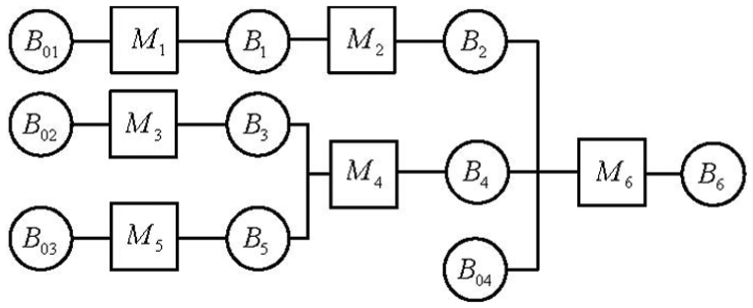
A tree-structured manufacturing system.
The assumptions are given as below:
Each machine has a sufficient capacity to ensure that the system keeps a stable state.
If

There are enough materials or parts in the input buffers.
Control strategy and objective
HPP is adopted as the production control strategy for all the machines. The objective function of the system is modeled in an integral form, where two types of state variables are considered: continuous variables (the number of parts) and discrete variables (machine working states). The processing time of each part is given. For a machine

If

where
where
Suppose

Optimization of hedging points
Simulation method
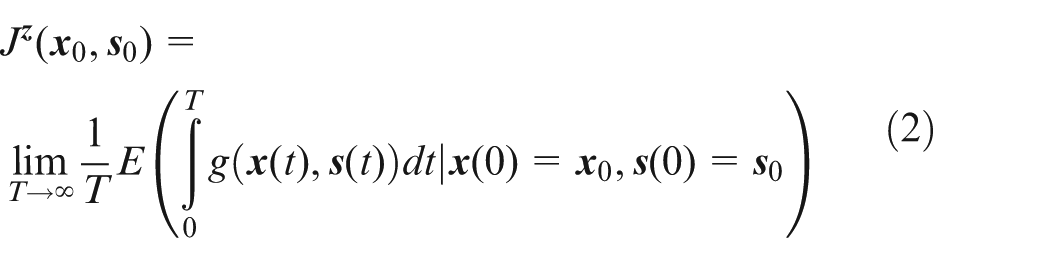
According to equation (2), the system cost consists of inventory cost and backlog cost. For a multi-machine, tree-structured manufacturing system with random disruptions, it is very difficult to get an analytical expression of the cost function
The hedging-point set
ITA
The block diagram of the hedging-point optimization process is demonstrated in Figure 2, where the simulation module is employed to realize the above-mentioned simulation method to calculate the production cost
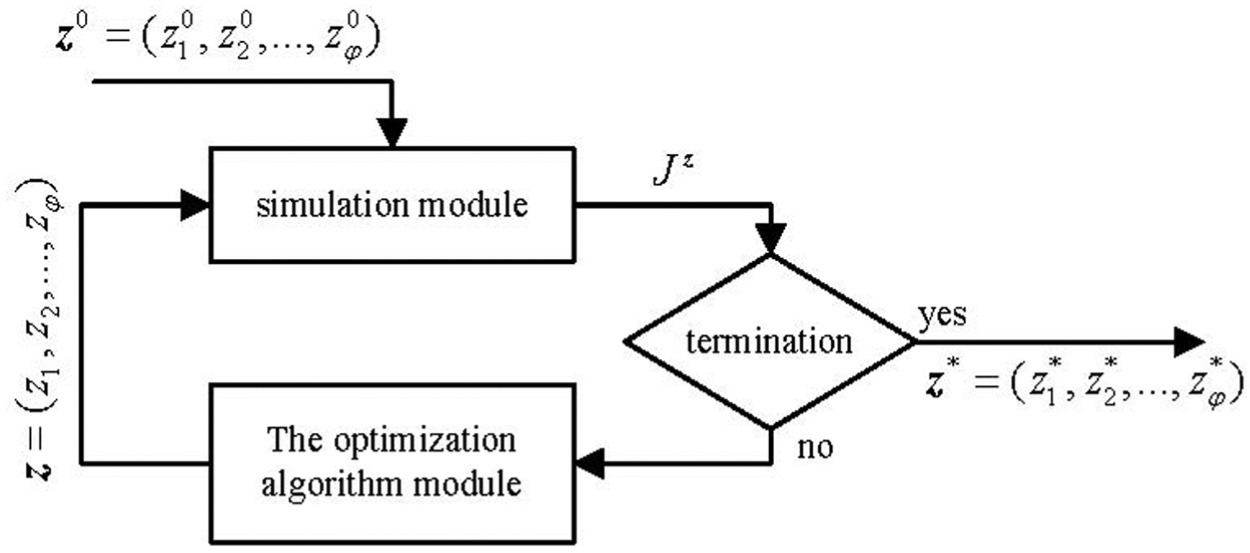
Block diagram of the hedging-point optimization process.
Definition 3
Suppose
To facilitate the analysis of the hedging points, a clustering rule is adopted to acquire a new space
If
If buffer
Theorem 1
Proof
Suppose the average production rate of

If
If
In summary, when
Theorem 2
If the values of the hedging points of
Proof
Assume that

According to Assumption (2), if

Suppose that
That completes the proof of Theorem 2.
Suppose
Algorithm 1 is designed to ensure the characteristic value of
Step 1. Initialize the hedging-point set
Step 2. Input
Step 3. For the buffers in
Proposition 1
For a given hedging-point set
Proof
According to Theorem 2, there must be the hedging points of the buffers in
Proposition 2
For a given hedging-point set
Proof
Suppose
In terms of Theorem 1, the system’s production rate will increase when the upper limit of a buffer is increased. As
Proposition 3
For a given hedging-point set
Proof
Suppose the succeeding machine of
If
If
If
In conclusion, if
Inference 1
For a given hedging-point set
Proof
Reductio ad absurdum is used here. By Proposition 3,
For a given hedging-point set
Step 1. Initialize the hedging-point set
Step 2. Input
Step 3. For each path from the input buffers to the output buffer, set
Step 4. Repeat Steps 2 and 3 of Algorithm 2 until all the characteristic values are equal to 1, that is,
Step 5. Calculate
Step 6. Set
Step 7. Set
Step 8. If
Step 9. Set the temporary variable
Step 10. Set
Algorithm 2 consists of two parts: the first part (Steps 1–5) aims to obtain the minimum inventory level of each buffer when no part shortages occur in the system. The result is the fundament for further optimization. The second part (Steps 6–10) aims to decrease the inventory levels, from the output buffer to the input buffers, to reduce the system cost and find the optimal hedging levels by relying on a convexity property of the cost function.
In the first part (Steps 1–5), Algorithm 1 is implemented in Steps 2–4. In terms of the definition of buffer redundancy
For a failure-prone manufacturing system, the nonnegative inventory level is used for hedging against future capacity shortage. But too small hedging points may still incur shortage, and thus, the production may not be maintained. In the first five steps, the minimum hedging-point set
Seen from equation (2), no backlog cost needs to be paid with
Example and analysis
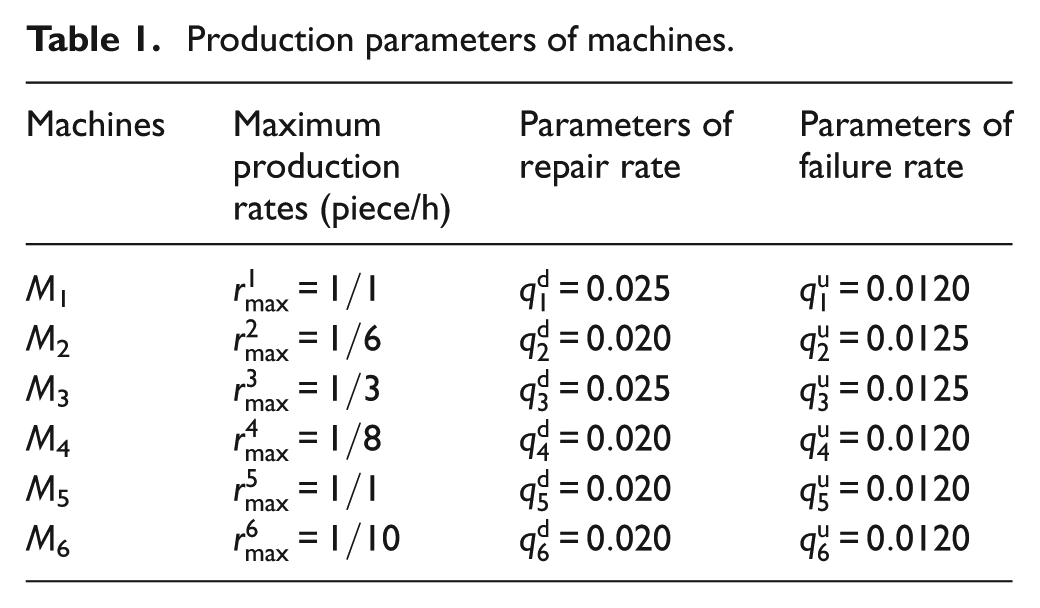
Table 1 lists the production parameters of the machines of the system in Figure 1. The demand rate for the final product is
Production parameters of machines.
Performance comparison
GA and PSO have been widely applied to optimization problems.31–36 And the former is also frequently used to obtain the hedging points of the manufacturing systems.17,24,37–39 To evaluate the performance of the proposed hedging-point optimization algorithm, 10 experiments are conducted, respectively, by ITA, GA and PSO. The initial hedging-point set used in ITA is (20, 20, 20, 20, 20, 20). The parameters of GA and PSO are set as follows—the population sizes: both 50; the generation numbers: both 100 (the simulation results show that the optimizing effect sees no conspicuous improvement when the generation number updates); the crossover probability: 0.5; mutation probability: 5%; inertial weight: 0.5 and acceleration constants: both 2.0. The experimental data in Table 2 show that the proposed algorithm exhibits a better performance than GA and PSO in both computation time
Comparison of algorithms.
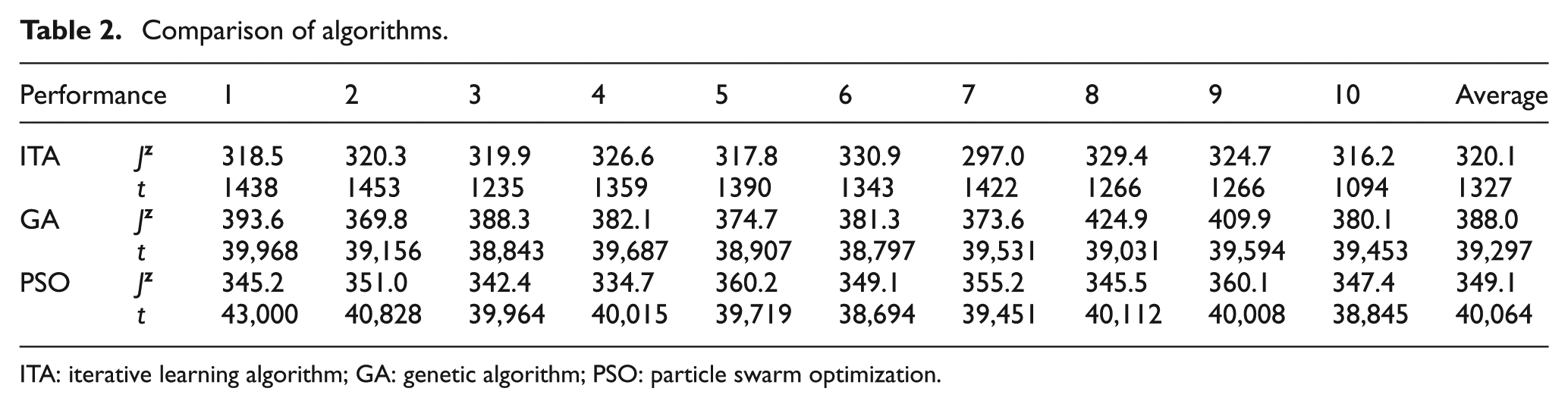
ITA: iterative learning algorithm; GA: genetic algorithm; PSO: particle swarm optimization.
Sensitivity analysis
To illustrate the effect of system parameters, a sensitivity analysis is made as presented in Table 3, where the first line is the basic case (No. 1). For each case, 20 experiments were performed, with the best result selected in each instance.
Variation in the inventory cost
Variation in the backlog cost
Sensitivity analysis.
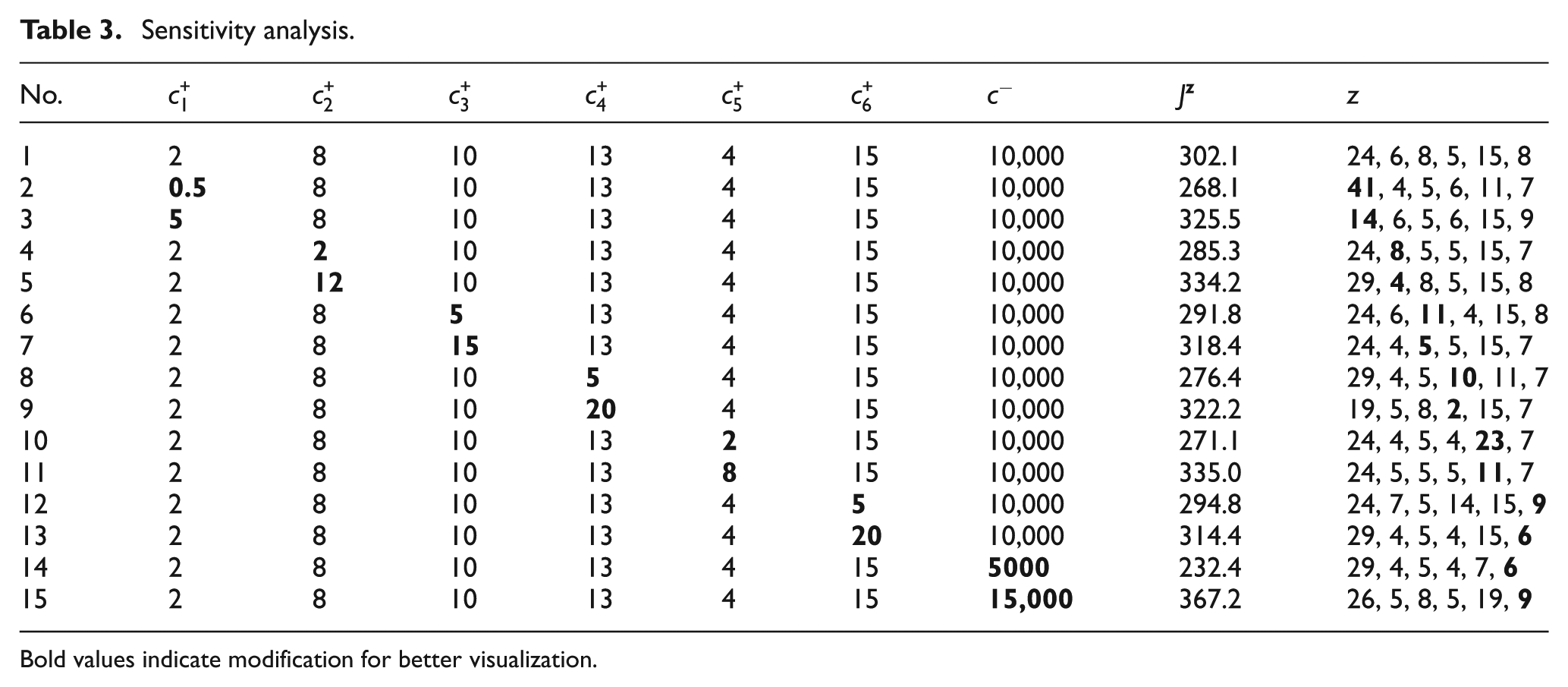
Bold values indicate modification for better visualization.
Conclusion
HPP is widely used in various production problems, by which we study the production control problem of a multi-machine, tree-structured failure-prone manufacturing system. A simulation method was adopted to calculate the system cost. An ITA was developed based on the characteristics of the manufacturing system. We compared our algorithm with GA and PSO, and the experimental data show that the proposed algorithm can obtain a lower production cost in a shorter time.
For further study, it is advisable to verify the optimality of the HPP or to find a better policy for the system in point. What is more, taking the real-life production into account, a more complex manufacturing system with defective products and general distributed repair/failure time (e.g. gamma, lognormal and Weibull) should be studied.
Footnotes
Acknowledgements
We thank the Associate Editors Katrina Newitt and Mr. Martin McDonald and reviewers as well as Professor Li Lu for their valuable comments and suggestions.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported, in part, by a key program of the National Natural Science Foundation of China under Grant 60934008, the Fundamental Research Funds for the Central Universities of China under Grant 2242014K10031 and the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAPD).