
Abstract
Technology-centric products often contain parts, software, and materials that have procurement lives that end before the product they are in reaches the end of its life cycle. Life-cycle mismatches between parts and products, which is referred to as obsolescence, can result in large life-cycle costs for mission, safety, and infrastructure critical products, such as aircraft, medical, and military systems. Diminishing Manufacturing Sources and Materials Shortages is a type of obsolescence that describes the loss of the ability to purchase (or procure) a part (or its associated technology) from its original manufacturer. A key enabler for performing pro-active and strategic management of the life cycle of mission, safety, and infrastructure critical products is the ability to forecast when technologies and parts will become unavailable for purchase, that is, obsolete. This article reviews methods that are used to forecast obsolescence, focusing on long-term forecasting used to predict the obsolescence dates for technologies and electronic parts.
Keywords
Introduction
For high-volume, consumer-oriented products, rapid rates of technology change require that the product (and product manufacturer) maintains a position on the leading edge of technology. High-volume, consumer-oriented product sectors must adopt the newest technologies (i.e. materials, components, and processes) into their products; otherwise they risk the loss of market share to competitors. For products such as smart phones, tablet computers, and high-definition television (i.e. fast clockspeed industries 1 ), continued success in the marketplace requires a careful balance of the risks of using new and potentially immature technologies with the functional and/or performance gains that will differentiate their products from competitors in the marketplace.
There are also slow clockspeed industries that find the adoption of leading-edge technology to be difficult or impossible. Examples include military systems, aerospace, infrastructure for telecommunications, large networks (e.g. air traffic control and power grid management), and industrial controls. Because new product development is extremely costly and takes a long time (many years), new technology adoption lags in these product sectors. 2 In addition, because many of the slow clockspeed industry’s products are safety-critical, lengthy, and expensive, qualification/certification activities are often required for any part or design change (even minor changes). It is not necessarily the case that the organizations that manage long field life and safety-critical systems, such as aircraft and power plants, do not have the capability to keep up with technology change. Rather, it is often more important to their customers that they be able to successfully sustain the same system for a long period of time.
Consider the design of a US Navy surface ship sonar system that began in 1996. By the time the first system was installed in 2002, just 6 years later, 70% of the electronic parts that comprised the system were obsolete (i.e. could no longer be procured from their original manufacturer). 3 By 2007, nearly all the electronic parts in this system could not be procured from their original source and the support of this system may continue well past the year 2020. Adding to the challenge, systems such as the surface ship sonar are often subject to unplanned life extensions. A life extension means that the system’s support life is extended beyond the original planned retirement date compounding life-cycle management problems, for example, an extreme case is the B-52 bomber that was introduced in 1955 and has had several life extensions so that the aircraft is now expected to be supported through 2040. 4
Trends in technology lifetimes are important to product managers who are tasked with performing the sustainment of products over long periods of time. Technology obsolescence is defined as the “loss or impending loss of original manufacturers of items or suppliers of items or raw materials.” 5 This type of obsolescence is commonly referred to as Diminishing Manufacturing Sources and Material Shortages (DMSMS). DMSMS-type obsolescence occurs when a product’s life cycle becomes long enough that the parts that are required to continue manufacturing and/or sustaining the product become unavailable.
For the purposes of this article, we will focus our attention on the lifetimes of electronic parts since nearly every complex system includes significant electronics content. Over the 4-year period from 2010 through 2013, the number of electronic part discontinuances averaged over 480,000 per year. 6 The slow clockspeed products described earlier have no control over their supply chain for electronic parts due to their low production volumes and therefore are extremely susceptible to electronic part obsolescence problems. When a slow clockspeed industry is forced to depend on a supply chain that exists to support fast clockspeed industries, the result is DMSMS-type obsolescence. When DMSMS-type obsolescence occurs, the organization that manufactures and/or supports the product must either apply a reactive mitigation solution (e.g. a lifetime buy or aftermarket part, see Stogdill 5 and Rojo et al.7,8 for a list of mitigation approaches used) or may have to involuntarily make changes to the product in order for it to remain manufacturable and supportable.
This article provides an overview of existing obsolescence forecasting methods that have been developed and applied to electronic parts—with a focus on long-term forecasting. Additionally, the article places the various methods in the context of what type of part they can be used on, and electronic part examples are provided for several of the methods. This is followed with a discussion of the current forecasting and application challenges.
Obsolescence forecasting
Forecasting the obsolescence events for parts is the key enabler for pro-active and strategic management of DMSMS-type obsolescence. Obsolescence forecasting can be divided into long-term and short-term methodologies. When obsolescence is approximately 1 year or further into the future, long-term (or model-based) forecasting is used. Long-term forecasting is used for pro-active and strategic management of obsolescence. Alternatively, short-term (or data-driven) forecasting searches the supply chain for precursors to a part’s discontinuance. Discontinuance precursors could include (but are not limited to) manufacturer announcements that directly or indirectly imply that the future procurability of the part will be limited, reductions in the number of sources that a part can be procured from, distributor inventory changes, part price changes, and other supply chain indicators.
A common obsolescence management strategy is to use long-term obsolescence forecasting while concurrently monitoring the supply chain for discontinuance precursors. In this strategy, the long-term forecast is abandoned when specific combinations of subjective indicators of discontinuance for a part appear. Note that the lack of discontinuance precursors is, in itself, an indicator that discontinuance of the part is not impending, but, beyond that has no long-term forecasting relevance.
Short-term and ordinal scale–based forecasting
The modeling of a part’s life cycle forms the basis for most electronic part obsolescence forecasting. Ordinal scale–based approaches are commonly used and are popular in many of the commercial electronic part database tools. In ordinal scale approaches, the life-cycle stage of the part is predicted using a weighted combination of technology (e.g. GaAs, Si), process (e.g. CMOS, BiCMOS, Bipolar), minimum feature size, function, manufacturing, and supply chain attributes such as sourcing depth, architecture (e.g. logic family), complexity, performance, and part price trends. 9 Most commercial database tools that include part-specific obsolescence date or risk forecasts use some form of subjective ordinal scale scoring, the exact attributes and weights being proprietary. However, it is important to note that these attributes are application and user independent, that is, they do not include the user’s internal demand for the part (see the ‘Discussion’ section later in this article).
Ordinal scaled variables associate a ranked order with a transitive property. Risk of obsolescence (in a defined future period of time) can be categorized as a qualitative ordinal scaled variable. There is a ranked order to the risk level values, but there is no implication as to the degree of difference between the rankings. Ordinal scale–based approaches that articulate a time-dependent obsolescence risk are most applicable to short-term forecasting (their accuracy for long-term forecasting is difficult to quantify). The historical basis for ordinal scale forecasts of obsolescence is subjective, and as a result, uncertainties or confidence levels are often not quantified.
Leading indicator models have also appeared that target providing advance warning of significant demand changes.10,11 These approaches may identify specific products as leading indicators for the demand patterns of a larger population of products. 11 Similar to ordinal scale–based approaches, leading indicator approaches have utility for short-term forecasting but are generally not applicable to long-term forecasting.
The success of pro-active and strategic obsolescence management approaches depends on longer-term forecasts than ordinal scale and leading indicator methods generally provide. The sections that follow focus on the use of data mining approaches for long-term forecasting of obsolescence.
Data mining–based long-term forecasting
Forecasting electronic part obsolescence is potentially easier than forecasting obsolescence for other technologies because there is a very large and well-documented history of part introductions and discontinuances. For example, many commercial electronic parts databases contain over 100 million parts (obsolete and non-obsolete) and span many decades. As a result, data mining–based forecasting approaches can and have been utilized to successfully perform long-term obsolescence forecasting.
A simple version of data mining–based forecasting for electronic parts appears in Josias et al. 12 who correlate a combination of processor physical size, transistor count, and clockspeed to introduction date for microprocessors; however, Josias et al. do not use their model for forecasting obsolescence dates. For obsolescence forecasting, two types of data mining approaches have been used for forecasting obsolescence. The first is used for parts that have a clear evolutionary parametric driver, and the second applies to parts without apparent evolutionary parametric drivers.
Product life-cycle curve forecasting (for parts with evolutionary parametric drivers)
An evolutionary parametric driver is a parameter (or in some cases a combination of parameters) used to describe a part type whose performance or characteristics evolve over time.13,14 For example, the evolutionary parametric driver for memory chips is memory size, while for microprocessors clock frequency has been the traditional evolutionary parametric driver (however, power consumption could also be used).
Product life-cycle curves describe the stages a product goes through in the marketplace and can be used to measure a product’s maturity with respect to the marketplace. 15 Product life-cycle curves generally divide the life cycle of a product into the following stages: introduction, growth, mature, decline, phase-out, and obsolescence. For parts with evolutionary parametric drivers, the life-cycle curve of the product is a function of the driving parameter.
To illustrate forecasting based on an evolutionary parametric driver, consider the life-cycle curves for various different memory capacity flash memory chips shown in Figure 1. Flash memory is a part type that is used in a large cross-section of applications (including slow clockspeed products) but is highly driven by the consumer marketplace and therefore evolves by obsoleting older parts quickly. Although flash memory has many defining characteristics including capacity, cost, active power, standby power, write speed, read speed, and so on, the memory capacity is the dominant single characteristic that clearly evolves over time, so we will base our forecasting on memory capacity. A reliable indicator of viable evolutionary parameters for electronic parts are the properties that semiconductor market research services (e.g. IC Insights, 17 SEMI 18 ) track—these services provide an accurate picture of how the semiconductor industry is responding to the market, and for memory they track capacity.
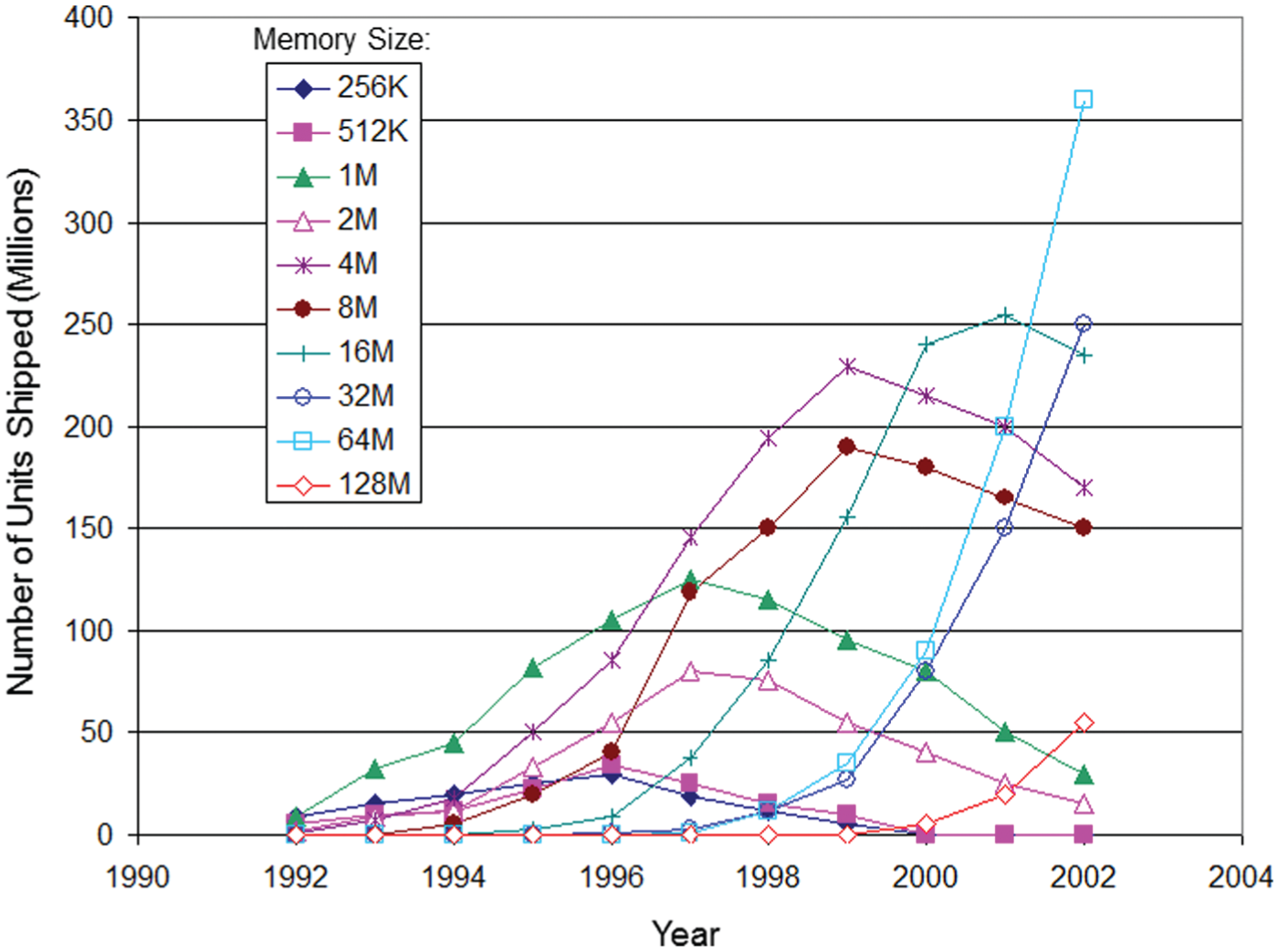
Sales data for monolithic flash memory from Matas and De Suberbasaux 16 supplemented with more recent data.
For flash memory, the life-cycle curves for parts can be parameterized by curve fitting of the sales data (such as that shown in Figure 1) for each memory capacity. The values of the mean (µp) and standard deviation (σp) that resulted from the best Gaussian fits to the data in Figure 1 were determined; the trends for µp and σ p are shown in Figure 2. For flash memory, the trend in peak sales year (mean) and standard deviation in number of units shipped are given by


where M is the size of the flash memory chip in megabits. The resulting trend equations (1) and (2) can be used to reproduce the life-cycle curve for the parts that were used to create the relationships and for parts that are introduced in the future (assuming that the future part exists). This approach provides a way to create or re-create the life-cycle curve for a part type given its evolutionary parametric driver. In the original implementations of this forecasting approach, the window of obsolescence specification was defined to be at 2.5σp to 3.5σp after the peak sales date (µp). 13 The window of obsolescence for many different types of electronic parts have been compiled and published in Bartels et al. 19
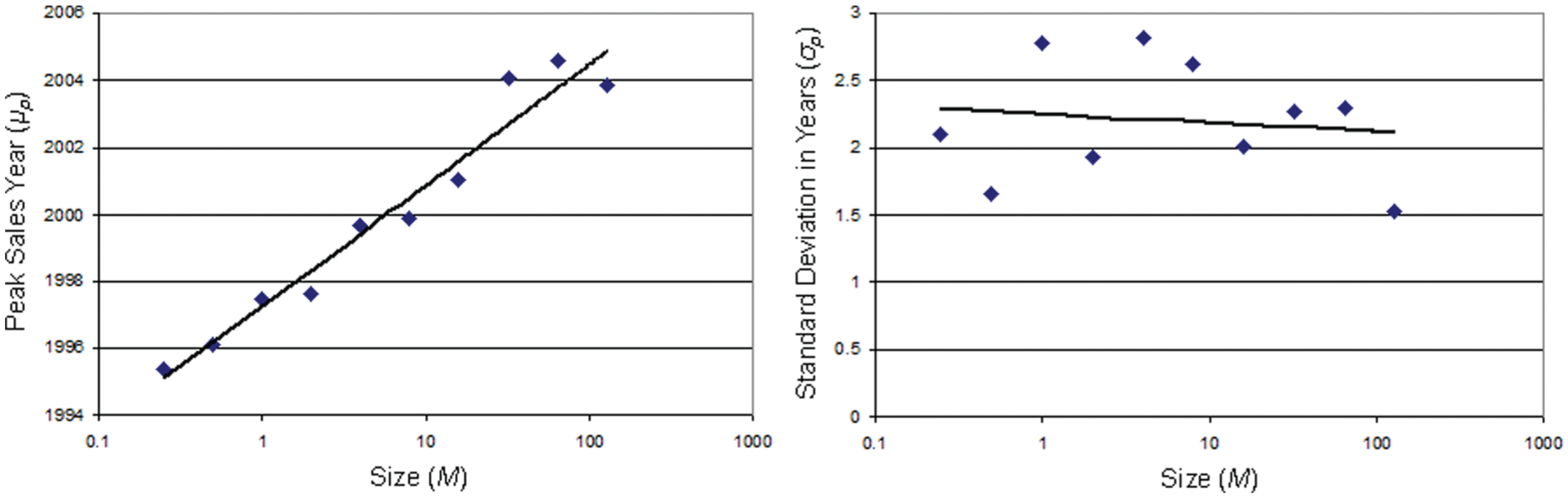
Trend equations for peak sales year (µp) and standard deviation in peak sales year (σp), for flash memory (size = memory capacity).
In reality, the window of obsolescence specification is not a constant for each part type, but depends on manufacturer-specific and part-specific business practices. To determine the window of obsolescence for a particular flash memory part, the actual obsolescence dates of all parts in a database of obsolete flash memory were mapped to the number of standard deviations after the mean for the memory’s particular capacity. The results can then be sorted by vendor and plotted as histograms (e.g. Figure 3) from which vendor-specific forecasting algorithms can be developed. For example, the obsolescence dates of flash memory that was manufactured by Atmel (ATM) are given by Sandborn et al. 14
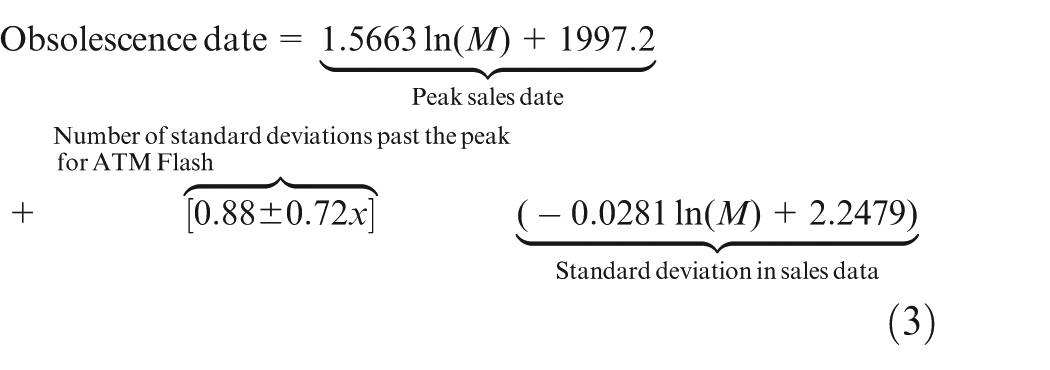
where M is the memory capacity in megabits, and x denotes the desired confidence level (x = 1 represents a 68% confidence of obtaining the range that accurately predicts the obsolescence event, x = 2 represents 95% confidence).
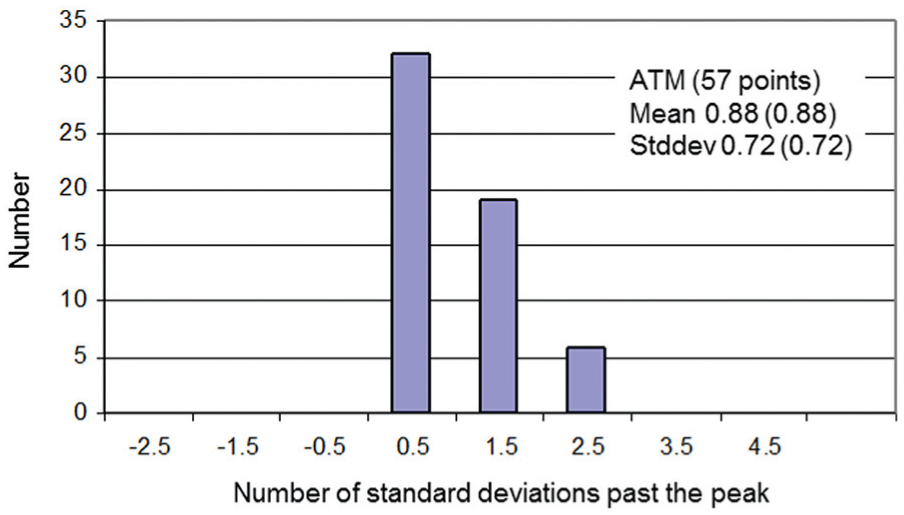
Atmel (ATM) flash memory last order dates mined from the PartMiner 20 database.
The life-cycle curve forecasting approach can also been applied to modules made up of multiple parts. 14 For example, memory modules consist of multiple memory chips that are packaged together in order to emulate the functionality of a larger (higher memory capacity) chip that does not exist yet. The obsolescence of memory modules is not dictated by the obsolescence of the memory chips that are embedded within them. Rather, the obsolescence of memory modules is related to the beginning of availability of monolithic replacements for identical amounts of memory. For example, a 2GB DRAM module became obsolete when a monolithic 2GB DRAM chip became available. In the case of DRAM memory modules, each module instance has a specific value of primary attribute (e.g. 2GB). For each module instance, the peak sales date (µp) and standard deviation (σp) are computed for the monolithic equivalent. The discontinuance date for the module instance is then mapped to the standard deviations before the peak sales date for the monolithic equivalent. In the case of memory modules, there is no need to sort the data by vendor—all the vendors obsolete their memory modules based on the same criteria.
The life-cycle curve models discussed in this section are independent of the specific variable plotted on the vertical axis of the life-cycle curve shown in Figure 1; the variable used need to only represent a measure that reflects the market for the part, that is, it could be sales volume or even revenue (however, if revenue is used, it needs to be adjusted for part cost changes).
Procurement life modeling (for parts with no evolutionary parametric driver)
The previously described life-cycle curve-based method for obsolescence forecasting works well if evolutionary parametric drivers for the part can be found. 21 Unfortunately, many electronic parts have no simple single evolutionary parametric driver.
It is possible to develop obsolescence forecasting algorithms based on a part’s procurement life that can be used when an evolutionary parametric driver cannot be found. The procurement life for a part is given by

where LP is the procurement life, which is the amount of time the part was (or will be) available for procurement from its original manufacturer 21 ; DO is the obsolescence date, the date that the part became (or will become) non-procureable from the original manufacturer (the original manufacturer’s discontinuance date); and DI is the introduction date, the date that the original manufacturer introduced the part.
Obviously, if a procurement lifetime can be forecasted and the introduction date for the part is known, the obsolescence date can be forecasted from equation (4). The marketing literature refers to the concept of procurement life as product lifetime or duration time.22,23
To illustrate forecasting using procurement life modeling, consider linear regulators. A linear regulator is a common electronic part that is placed between a supply and load in a circuit to provide a constant voltage. Linear regulators have no clear evolutionary parametric driver. Figure 4 shows the relationship between procurement life and introduction date for a population of obsolete linear regulators; the data were mined from the SiliconExpert 6 database. To determine whether procurement life modeling is a viable approach, we first need to determine whether the relation in Figure 4 has some discernible structure—in this case it does, which implies that age is a factor in predicting the obsolescence of parts (there are part types for which this is not true, for example, memory). A key attribute of this method is that the historical data used can be sorted in any fashion desired (as long as a sufficient number of data points exist). Common sorting is by vendor, bias level, package type, temperature range, and so on. There are also several other effects (see Sandborn et al. 21 ) that can be observed using the procurement life versus introduction date relationship including broader semiconductor market trends and certain database errors in the commercial part databases.
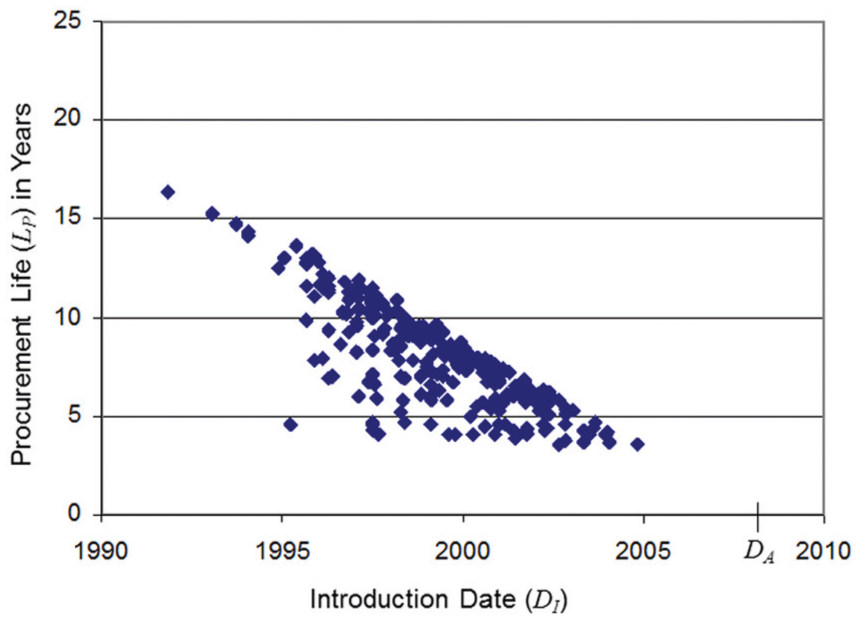
A total of 347 obsolete linear regulators from 33 manufacturers (data from SiliconExpert 6 ). DA = 2008, the analysis date (the date on which the analysis was performed).
The statistical framework developed for failure time analysis can be used to analyze procurement lifetimes for parts. 23 For procurement lifetime analysis, the event of interest is the discontinuance (obsolescence) of a specific part number within a population of parts of a specific part type. The relevant data include the introduction dates of all the parts of the particular part type and the obsolescence dates for the part instances (particular part numbers) that have occurred through the analysis date (DA = 2008 in this example case). Because some of the introduced part instances of the part type population have not been discontinued (i.e. not gone obsolete) as of the analysis date, the observations are right censored (for the linear regulators example considered here, there are 500 parts in addition to those shown in Figure 4 that had been introduced but had not gone obsolete as of the end of 2008). To determine the probability density function, the procurement life data were fit with a two-parameter Weibull

where β is the Weibull shape parameter and η is the Weibull scale parameter. Maximum likelihood estimation (MLE) was used to estimate the parameters assuming right censoring and that the censoring mechanism is non-informative (i.e. the knowledge that the observation is censored conveys no any information except that the procurement lifetime exceeds the analysis date). Figure 5 shows the probability density function and for the procurement life of linear regulators.
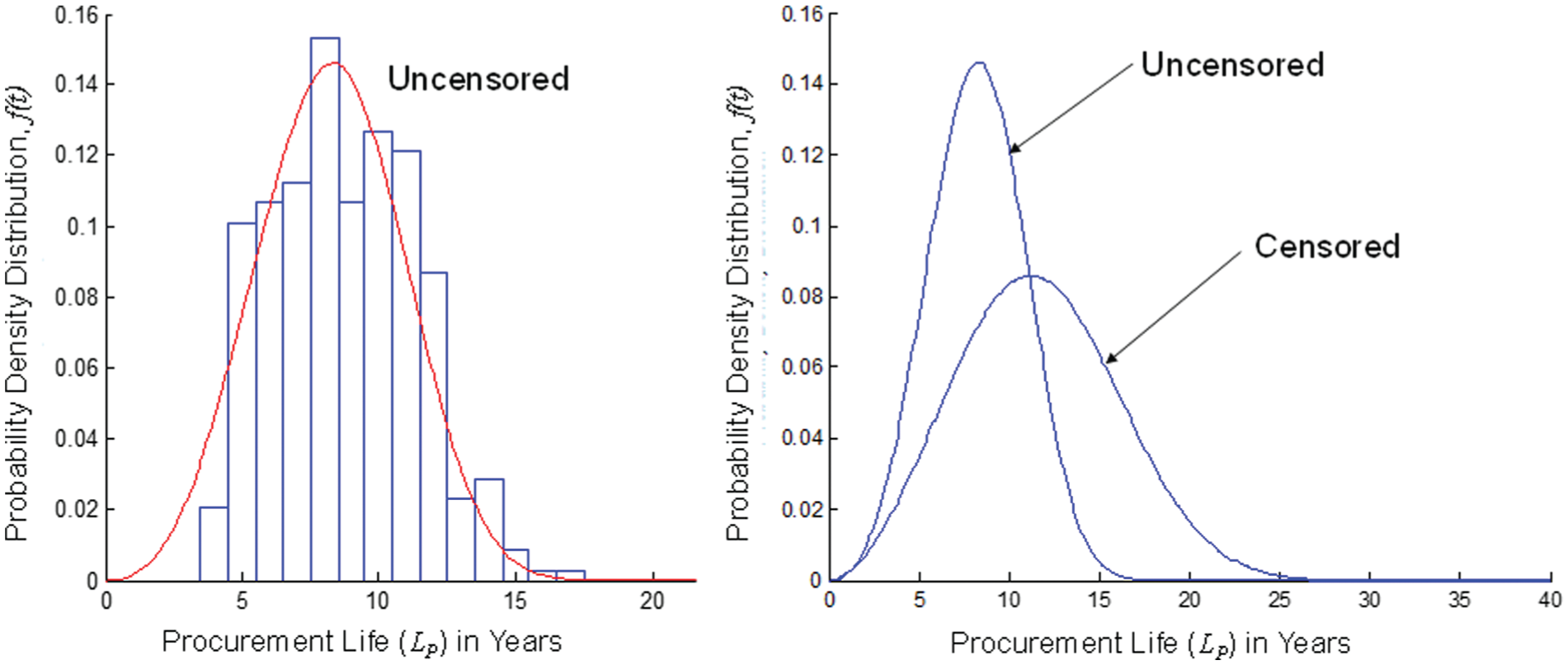
The distribution of procurement lifetimes for linear regulators determined from the data in Figure 4. The plot on the right shows the best Weibull fit to the data censored and uncensored. The mean procurement lifetime (censored) = 11.63 years, β = 2.84, η = 13.06 years.
In order to perform obsolescence forecasting, we can determine the mean procurement lifetime using the process described above as a function of time (Figure 6). In order to generate the mean procurement lifetime on or before a particular date, we need to only consider the subset of parts that were introduced on or before the chosen date (although all observations are made at the analysis date, which is 2008 in this case). Figure 6 shows the mean procurement lifetimes generated considering 1-year slices of time—results with and without right censoring are included, and all results assume that observations are made in 2008. For example, if a linear regulator that was introduced in 1998 is chosen, Figure 6 predicts an 11.5-year mean procurement lifetime. Figure 6 indicates that linear regulators introduced further in the past, that is, smaller DI, had longer procurement lifetimes (PL) than linear regulators introduced more recently.
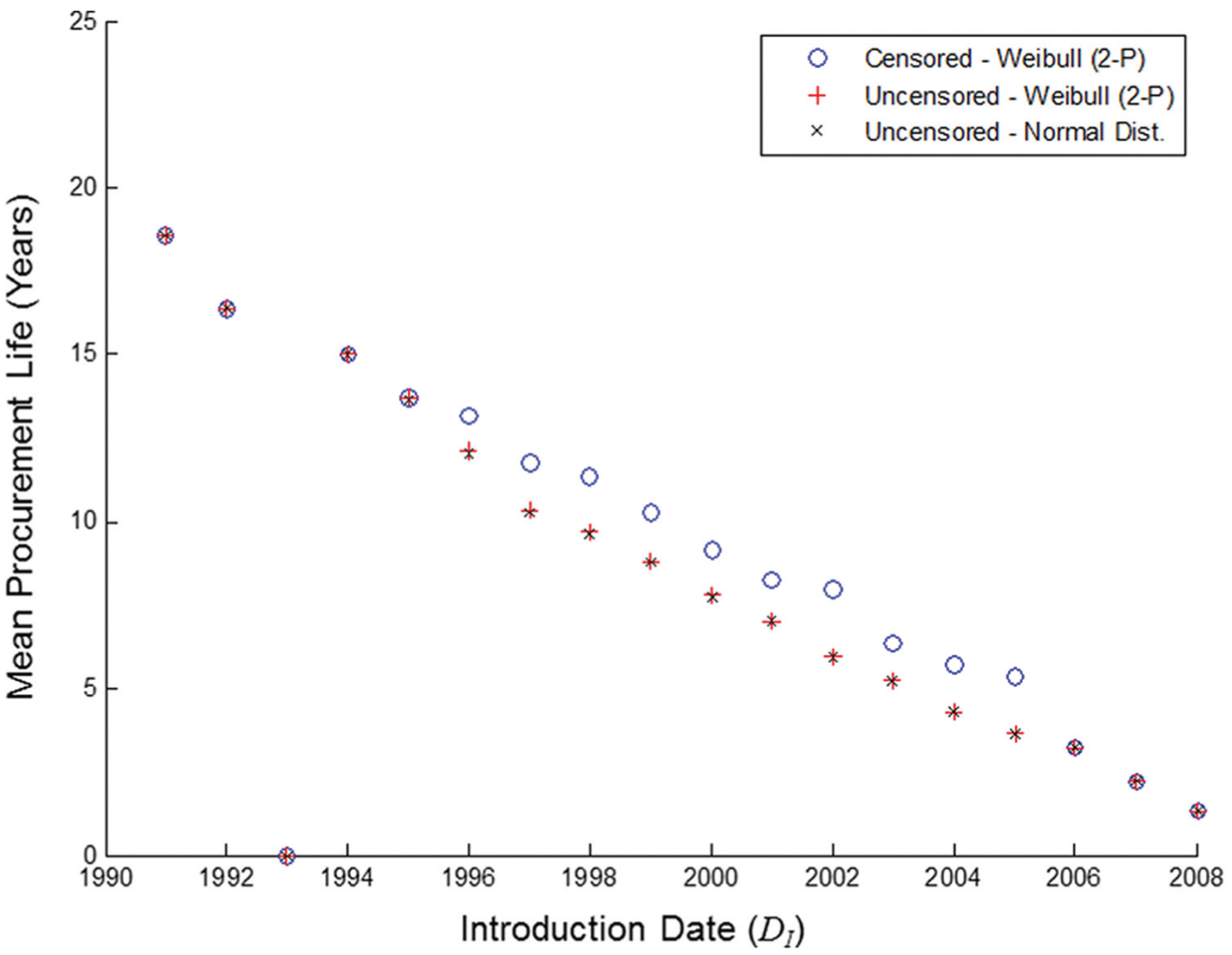
Mean procurement lifetime for linear regulators as a function of time (the introduction date of parts). The data in this figure was computed from Figure 5. Note there were no linear regulator parts introduced in 1993.
Procurement life relationships can be further analyzed to assess worst case procurement lifetimes and the procurement lifetimes associated with specific part vendors and specific part attributes (e.g. of a specific bias level). 21 The obsolescence forecasting algorithms developed using data mining methodologies are valid and useful as long as one assumes that past trends are a good predictor of future trends. If a particular technology or part type is displaced by some unforeseen new disruptive technology, the obsolescence of existing parts could be accelerated beyond the forecast based on the historical record. Alternatively, new unforeseen applications could be found that create demand for technologies or parts that delay the obsolescence of a part indefinitely.
Discussion
It is important to understand that obsolescence forecasting approaches and algorithms are developed specifically for organizations that have no control or influence over their supply chain—this is a fundamental assumption of obsolescence forecasting. Therefore, while global demand for a part is obviously an important (undoubtedly the most important) factor in a manufacturer’s decision to discontinue a part, if a procuring organization’s internal demand parameters are correlated to the obsolescence of a part, then the organization is in fact a market driver for the part (or is a representative member of a population of organizations that are the market driver for the part), and while the methodologies for obsolescence forecasting discussed in this article are applicable, certainly better forecasting can be done with the incorporation of internal demand. However, if internal demand is a parameter in the model, then it is misleading to consider it an obsolescence forecasting methodology, that is, the methodology would not be useful to organizations whose demand has no influence on the obsolescence of the part.
Obsolescence forecasting is an outside looking in form of product deletion modeling. Product deletion modeling, for example, Avlonitis et al., 24 is performed with internal business knowledge of the manufacturer of the part to determine when the manufacturer should discontinue the part. While product deletion modeling is not applicable to obsolescence forecasting for part procurers, it does provide insight into how manufactures make discontinuance decisions, which could influence the development of future obsolescence forecasting models.
Potentially, some combination of data mining forecasting approaches and elements of short-term ordinal scale forecasting would be useful. Gravier and Swartz 25 studied the statistical correlation of various part parameters and the probability of no manufactures for different electronic part types; this is work that could potentially bridge between the two approaches. However, if ordinal scales are to be included in the forecasting approach, the quantification of their associated uncertainties will be necessary using methods like those in Van der Sluijs et al. 26
For many military products, the original equipment manufacturers (OEMs) are being increasingly forced to manage both the manufacturing and the long-term sustainment of the product through concepts such as performance-based logistics (PBL). 27 Although PBL implies many things, at its core it is essentially a shift from purchasing products or systems and then separately purchasing their support, to purchasing outcomes such as availability; simply put, performance-based strategies buy outcomes, not products. PBL and other shifting procurement and logistics practices are thus altering the design landscape to extend product management from relatively short manufacturing lives to include longer life-cycle considerations making the pro-active and strategic DMSMS-type obsolescence management a more critical component of the overall product management picture.
Forecasting challenges
Several challenges remain in the obsolescence forecasting area. In particular, while obsolescence forecasting for individual parts has been treated, forecasting for commercially available assemblies of parts is lacking. While accumulating, the obsolescence forecasts of the bill of materials that comprise an assembly in order to forecast the obsolescence of the assembly are effective if you own the design and manufacturing of the assembly; it is not necessarily viable if you are purchasing the assembly from someone else. If you are procuring the assembly, you probably do not have access to the bill of materials and it would require significant resources to reconstruct it, and second, you do not know what inventories of parts the OEM has to support the product. Methods of forecasting the end of sale and end of support for commercial hardware assemblies are needed.
Forecasting of obsolescence for non-electronic part technology elements is also needed. This includes forecasting for non-electronic hardware.28,29 Non-electronic hardware obsolescence forecasting is hindered by the lack of historical data making data mining difficult. Note that materials and process chemistry are not immune from obsolescence as well and may be problematic if not addressed. Intellectual property (IP) can also become obsolete, that is, if you license IP, the license expires, and the IP owner you licensed it from no longer exists or is not willing to renew the license, you have a problem.
A major challenge in obsolescence forecasting that has received some attention is software. All currently existing long-term obsolescence forecasting is for hardware (i.e. electronic parts). For many types of systems, software obsolescence is a more pervasive problem than hardware obsolescence. Forecasting software obsolescence will involve finding metrics that are directly related or highly correlated to the root causes of the software obsolescence. The root causes of software obsolescence have been identified as follows: 19
Purchase: The inability to purchase legal copies of software and the inability to purchase extensions to existing software licenses.
Support: Most software becomes obsolete due to the termination of support, for example, Windows XP support was terminated on 8 April 2014. This is a problem for applications (such as automatic teller machines 30 ) that may no longer receive security patches after 8 April 2014.
Compatibility: Functional software obsolescence occurs when software and hardware evolution is not synchronized.
Infrastructure: The tools that are needed to build, test, and integrate the software with other software applications (or hardware) become unavailable.
Distribution: The original digital medium (i.e. DVD, CD, floppy disk, etc.) becomes unavailable, or the ability to access the medium becomes unavailable.
Closely tied software obsolescence are human skills. 31 In many cases, software obsolescence is caused by the loss of critical human resources, that is, the people who wrote the original code. For large software applications (which may have hundreds of thousands of lines of code), the loss of the original coders may effectively end one’s ability to fix bugs or otherwise support the software regardless of whether the source code is available or not.
Finally, obsolescence may be tied to broader global (and technology sector) economics, politics, and an array of supply chain disruption events that are beyond the control of anyone. Sandborn et al. 21 describe the correlation of obsolescence events to the semiconductor growth rate over time.
Application and application challenges
System sustainment requires that complex systems (with significant electronic content) be successfully supported for long periods of time, which requires that significant resources be devoted to the management of DMSMS issues. Forecasting obsolescence is the key enabler for all pro-active and strategic management approaches to addressing DMSMS-type obsolescence. Pro-active management means that critical components are identified and managed prior to their obsolescence, 32 which requires an ability to forecast the obsolescence risk of components in order to select components that have both a risk of obsolescence in the near future and will pose significant problems for the system when they become obsolete.
Strategic management of DMSMS uses obsolescence forecasts along with logistics and business trending to perform life-cycle optimization. The most common approach for strategic management of DMSMS is design refresh planning (DRP).3,33,34 DRP chooses the best (usually lowest life-cycle cost) mix of design refreshes and reactive management approaches. DRP is highly dependent on obsolescence forecasts and their associated quantitative uncertainties. In fact, because DRP is performed over system lifetimes that may be 20+ years long, its primary data input is the procurement life defined in equation (4) and its associated uncertainties. The primary challenge with DRP is integrating the life-cycle attributes of electronic parts, software, human skills, and other system elements together into a single coherent refresh plan. DRP takes obsolescence forecasts and their associated uncertainties (often in the form of “procurement lives”) 21 as an input.
The forecasting approaches described in this article are generally not directly used by system sustainers, rather they are implemented and supported within commercial databases such as those described by SiliconExpert Technologies, 6 Rojo et al., 8 and others, which are used by system sustainers to monitor the parts that comprise their systems. These databases allow users to ascertain the obsolescence status (obsolete or not) and predicted obsolescence date of the parts in their bills of materials.
Conclusion
We live in a world of aging technology. Many safety and infrastructure critical items are well behind the technology curve (e.g. planes, trains, infrastructure networks, and control systems), which poses a significant risk management problem. Systems like these become old because it is simply too expensive to replace them frequently, and as a result, the developed world is plagued by the prohibitive expense of supporting and replacing aging (“legacy”) technology-based systems. Having an effective obsolescence management plan that includes forecasting, designing for, and optimizing how we manage aging technology (i.e. “gracefully” age critical systems) will save billions of dollars and significantly enhance the public’s safety and convenience.
Electronic parts (for which several forecasting methodologies have been developed) represent both the most pressing need for obsolescence management (because electronic parts evolve very quickly) and possibly the easiest forecasting problem (because of the huge historical database of parts consisting of hundreds of millions parts). Obsolescence forecasting for other technologies is less well developed but potentially necessary—software, human skills, and non-electronic hardware. Without obsolescence forecasting, pro-active and strategic life-cycle management of technology is impossible for long field life systems.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Portions of the work reported in this article were funded by SiliconExpert Technologies, Inc. and PartMiner, Inc.