
Abstract
Cutting fluids are popularly used for cooling and lubricating the machining zone. However, the hazardous effects of cutting fluids on the workers’ health limit their usage. Although different studies were carried out to replace mineral oils in cutting fluids using vegetable oils, replacement of mineral-based emulsifier was not considered. This work aims at developing new class of cutting fluids by replacing both the mineral oil and petroleum-based emulsifier with vegetable-based alternatives. Apart from performance in machining, the after effects of cutting fluids like hardness and corrosion play an important role in the decision of adopting the cutting fluid. In this work, hardness and corrosion tests were carried out on the samples machined using the formulated fluids and regular cutting fluid (with petroleum-based emulsifier). It was found that the fluid with 15% vegetable emulsifier has hardness similar to regular cutting fluid and fluid with 20% emulsifier has lesser corrosion compared to other fluids. The results can be used for initiating future research in this direction.
Introduction
Water-miscible cutting fluids also known as water miscible oils (WMO) are popularly used in the machining industry to cool and lubricate the machining zone, thus reducing the cutting temperatures and forces.WMO contain 95% water and 5% mineral oil (paraffin oil) + emulsifier mixture. Emulsifier is used to make water and oil co-exist and provides cooling as well as lubrication. 1 About 10%–15% emulsifier (in the oil + emulsifier mixture) is used in the regular cutting fluids. Sodium petroleum sulfonate (SPS), obtained from petroleum, is used as emulsifier to hold water and oil particles together.
In addition to the cooling and lubrication, different parameters like hardness and corrosion of the machined surfaces are affected by the cutting fluids. 2 The working of cutting fluids is similar to quenching media that rapidly cool heated workpieces. Quenching creates stresses in the material and hardens the material surface, depending on the effectiveness of the medium. Furthermore, due to high content of water, WMO have corrosion effects, which are eliminated using corrosion inhibitors. However, these corrosion inhibitors are complex chemical compounds that do not readily biodegrade and need chemical treatment before disposal, thus increasing the costs. Hence, search for greener cutting fluids is underway. Apart from the regular machining parameters, it is also important to understand the corrosion and hardness effects before selecting a cutting fluid.
Gedberg et al. 3 formulated and tested the performance of two emulsions as quenching media. It was reported that the emulsion with higher thermal conductivity has greater quenching effect. Soshko 4 studied the effect of cutting fluids with dispersed polymers on hardening of steel. It was reported that behavior of the polymer fluid was more complex than oil or water. It was endorsed that the fluid with higher thermal conductivity had higher hardening effect. Rao and Srikant 5 formulated cutting fluids with varying emulsifier contents. The fluids were applied in machining and hardness tests were done. It was reported that hardening effect increased with emulsifier content and beyond 15%, there was no much difference. SPS was used in the study.
Although WMO are popularly used, different health and environmental issues associated with the fluids limit their application. 2 Both emulsifier and mineral oil have their part to play in causing these hazards. Although different studies are found in the literature like that of John et al., 6 Dhar et al. 7 and Paul and Pal 8 that replace the mineral oil with vegetable oil, no works replacing the petroleum-based emulsifier with an eco-friendly alternative are found. Also, the works that deal with vegetable oil consider only the machining aspects, but neglect corrosion and quenching aspects. As a matter of fact, not much literature can be found on the quenching and corrosion effects of cutting fluids. This work aims at replacing both paraffin oil and SPS with a sesame oil and a vegetable-based emulsifier (Cocamidopropyl betaine (CAPB)), respectively. CAPB is derived from coconut and can be used to formulate fluids of practically any viscosity. 9 The corrosion and quenching effects of the fluids were measured for the machined workpieces.
Experimentation
Sesame oil–CAPB mixture was diluted with 95% water to formulate the cutting fluid. Sesame oil was chosen due to its low cost and low tendency to condensate. CAPB content was varied in the mixture as 5%, 10%, 15%, 20% and 25% to formulate different fluids. These fluids were used in machining AISI 1040 steel on a 10-HP lathe (PSG-124) under constant cutting conditions of cutting speed = 560 r/min, feed = 0.4396 mm/rev and depth of cut = 1 mm using carbide tools (SNMG 120408 H13A; Sandvik). Regular cutting fluid (paraffin oil + 15% petroleum emulsifier—SPS) was also used for comparison. Cutting fluid flow was directed to the flank face at a rate of 0.11 m3/min using a nozzle of 5 mm diameter. Same fluid was recirculated during machining using a 2-HP submersible pump. The machined samples were tested for hardness and corrosion.
Hardness measurements
Since thermal conductivity has a strong effect on quenching abilities of a fluid, thermal conductivities of formulated cutting fluid samples were measured using KD2 Pro instrument that follows transient hot-wire method. 10 Results (Table 1) indicate an increase in thermal conductivity with CAPB content. Hardness of machined samples was tested using Rockwell hardness tester (model: 574R; Wilson). 11 Five measurements of hardness were made at different points on the surface and the average value was considered. It was observed that fluid with higher content of CAPB (and higher thermal conductivity) gave higher hardness to the machined sample (Figure 1). However, beyond 15% not much change was observed, similar to the literature. 1 It may be noted that regular cutting fluid and 15% CAPB had similar results though thermal conductivity values of 15% CAPB fluid and regular cutting fluid are not very close. The reason for this behavior may be explained as follows. SPS is a highly dense emulsifier, while CAPB is very thin. Hence, the fluid with SPS has high density and is thick. This results in reduced convective heat transfer and has an impact on the quenching abilities of the fluid. Therefore, the regular cutting fluid, though having higher thermal conductivity, has quenching ability similar to the 15% CAPB fluid. Higher contents of CAPB did not have much effect as excess amount of emulsifier do not take part in the emulsion or influence the properties of the fluid. 1 In order to augment the test results, the structure of the samples was also studied to identify any change in the structure. It is interesting to note that no much difference in structure was found among the samples (Figure 2). The possible reason could be that the eutectoid point (725 °C, approximately for steels) is not reached due to the cooling effect of cutting fluid.
Thermal conductivity of the fluids (W/m K).
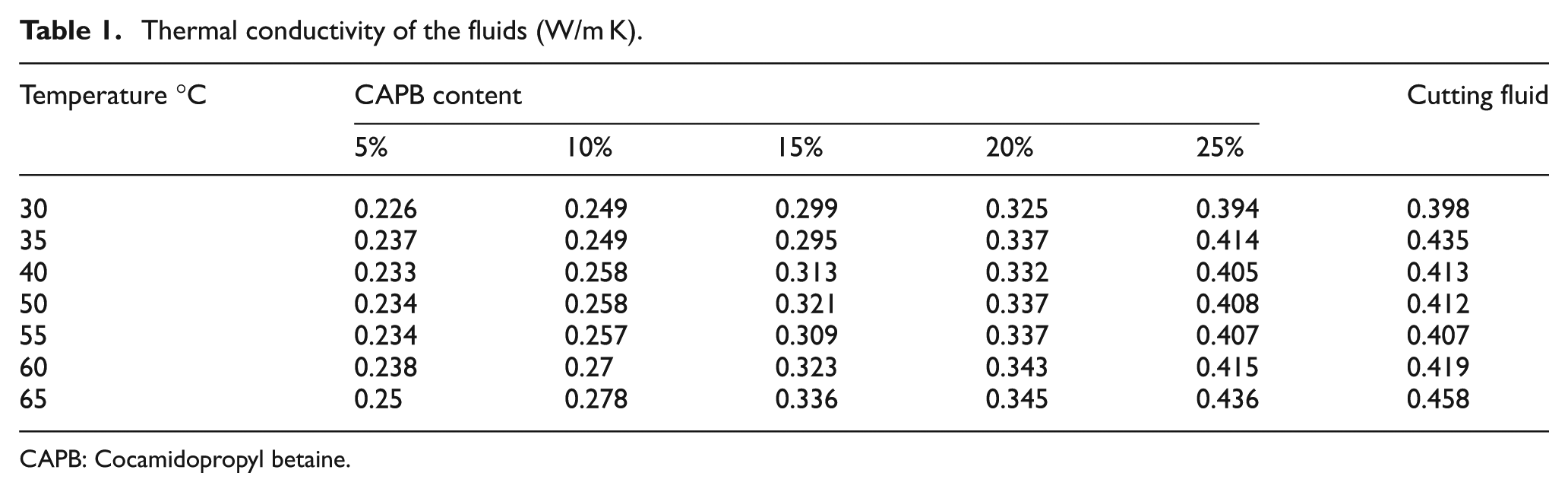
CAPB: Cocamidopropyl betaine.
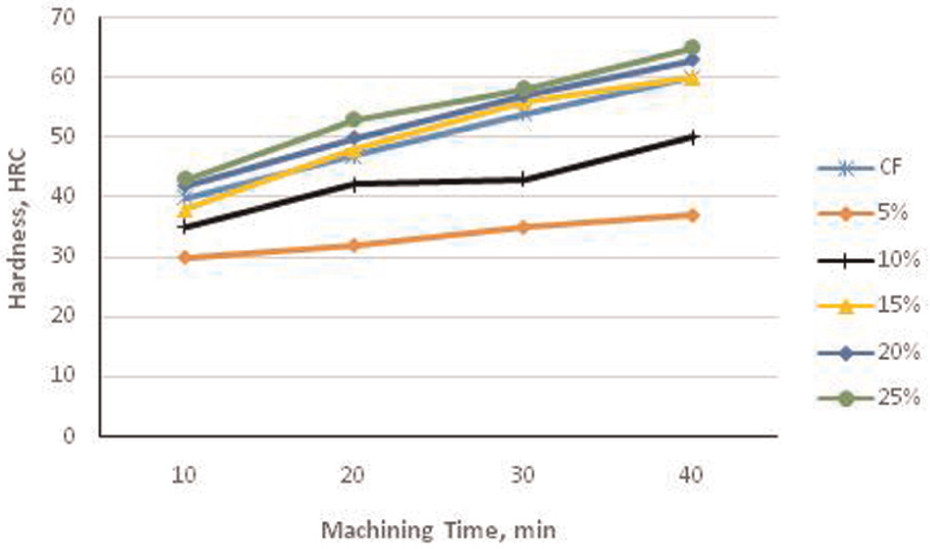
Hardness of machined samples.
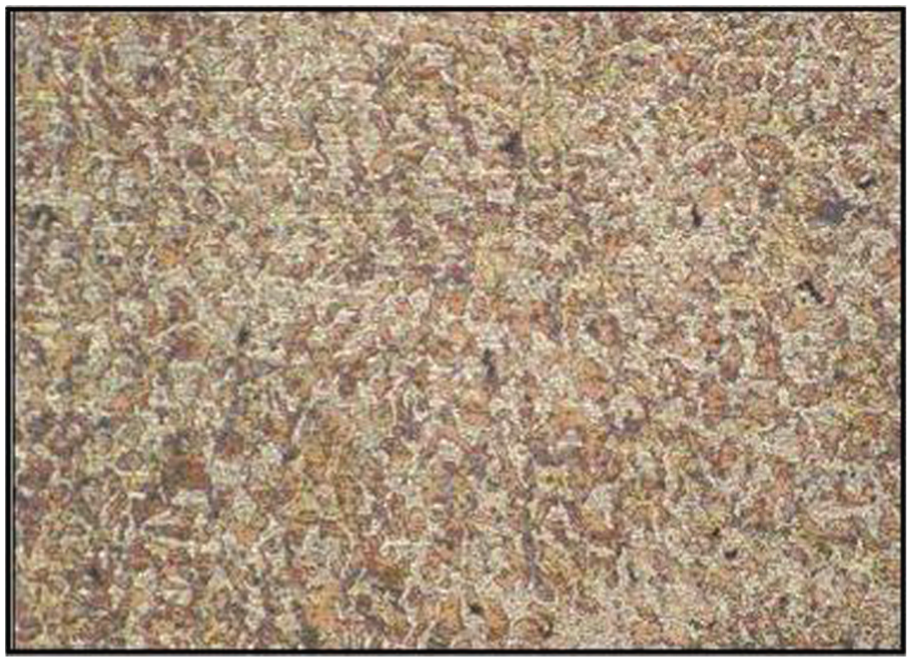
Structure of machined sample.
Corrosion measurements
Corrosion of machined samples was estimated using potentiodynamic polarization.12,13 In this test, corrosion potential is determined. Higher value of the potential indicates better corrosion resistance. This is a qualitative test used to compare chances of corrosion for different metals or alloys. In this study, potentiodynamic polarization tests were conducted using a software-based Gillac basic electrochemical system (Figure 3(a)) to study the corrosion behavior of machined surfaces under application of different fluids. Saturated calomel electrode (SCE) was taken as reference, while carbon electrode was used as an auxiliary electrode (Figure 3(b)). Tests were conducted in 3.5% NaCl solutions with an adjusted pH value of 10. Potential scan was done at 0.166 mV/s with initial potential of −0.25 V Open Current- (OC) SCE up to the final potential of corrosion as in the literature. 13 An area of 1 cm2 was exposed in all the experiments. Critical corrosion potential was taken as the potential at which current showed a steep increase.
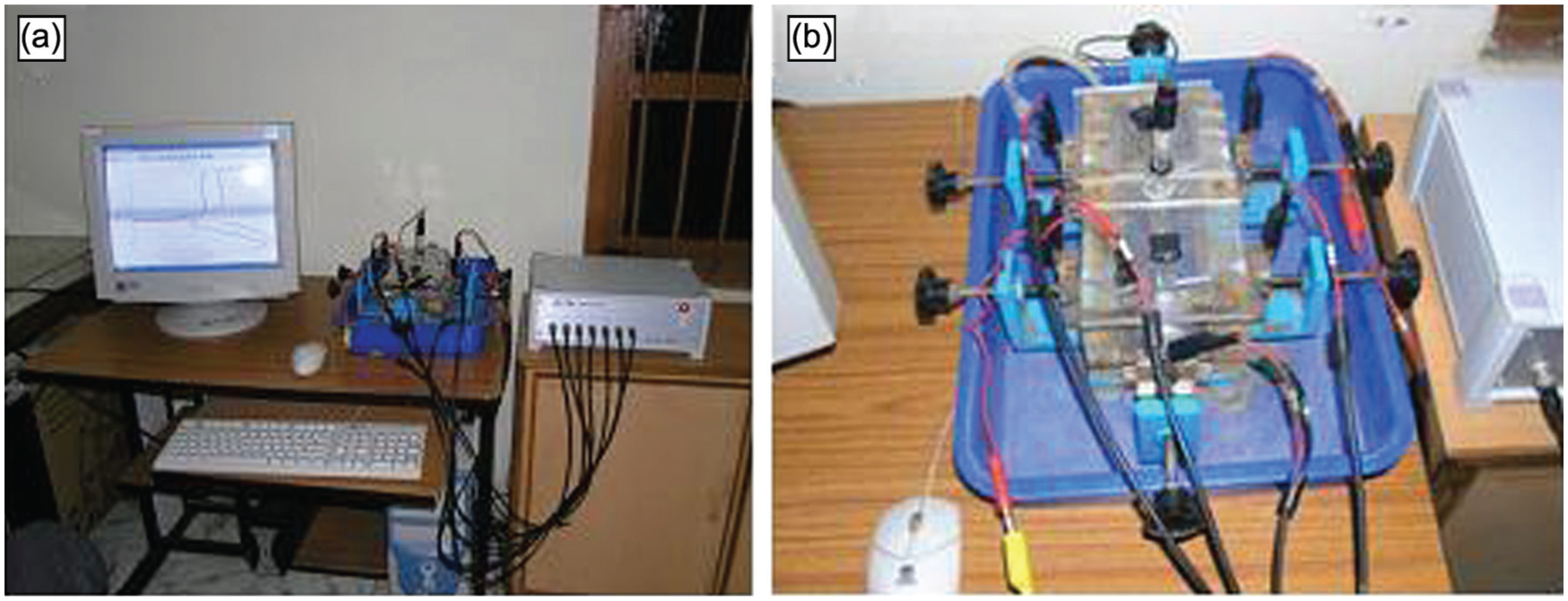
Gill AC basic electrochemical system: (a) basic electrochemical system and (b) electrochemical cell.
It can be seen that the regular cutting fluid has best corrosion resistance followed by the 20% CAPB fluid (Figure 4), while other fluids have lesser resistance. The test was performed thrice on different samples obtained under identical conditions. Similar results were observed in all trials. It may be pointed out that the regular cutting fluid contains corrosion inhibitors which the formulated fluids do not have.
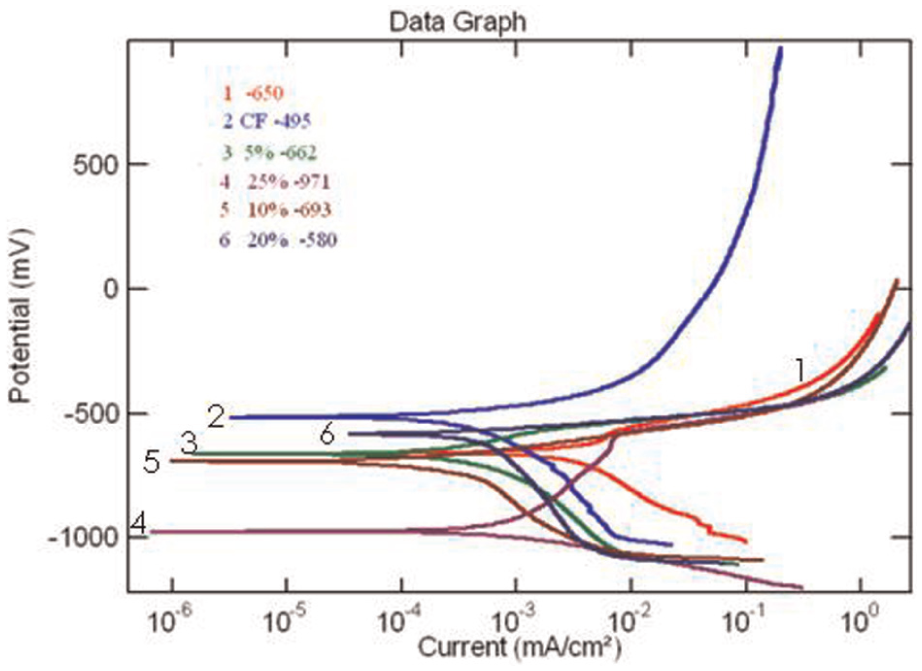
Corrosion results.
Conclusion
Hardness results for 15% CAPB fluid are similar to regular cutting fluid.
Compared to other fluids, 20% CAPB fluid has better corrosion resistance.
The results can augment machining studies to develop new class of cutting fluids depending on the application of the machined product. The work can be extended by including different cutting conditions and tool–workpiece combinations. The work can be extended by studying the effect of fluids on residual stresses. Similarly, parameters like micro-cracks may be studied.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.