
Abstract
The microwave curing of composites is a promising technology to manufacture the composite components faster than conventional thermal curing. But how the shortened temperature profiles, which determine the duration of microwave curing processes, will affect the outcome of cured parts is still not clear. In this study, the effects of microwave curing processes governed by different temperature profiles on the mechanical properties of carbon fibre–reinforced composite material have been experimentally investigated. The results showed that microwave-cured composites have similar curing kinetics as the conventional thermally cured ones, and they were better in interlaminar shear and flexural strengths than thermally cured ones, while slightly lower in tensile and compressive strengths. The increase in heating rates in the temperature profiles enhanced the compressive and flexural strengths of the composites within a certain range, but moderately compromised the tensile and interlaminar strengths; the reduction in holding time can decrease the mechanical performances of the composites moderately, except for the interlaminar shear strength. The micrographs of the fracture surfaces after the interlaminar shear tests demonstrated the enhancing effect of microwave curing on the fibre–matrix interfacial bonding, but this effect can be slightly compromised when increasing the heating rates. These results could serve for the tradeoffs between reducing the manufacturing time and preserving the mechanical properties of the microwave-cured composites.
Introduction
The utilization of carbon fibre–reinforced composite materials has been increasing rapidly in various engineering applications, due to their high mechanical performance, low density and flexible process ability.1–3 However, one of the most prominent disadvantages of composites is their long manufacturing duration time and subsequent high manufacturing costs. As polymer composites have low thermal conductivity, they usually need a long processing time to be fully cured through heat conduction and convection. 4
Consequently, the microwave curing of polymeric composites has generated great interest because, as many researchers have revealed,4–7 the microwave processing can cure the composites at a much faster rate compared with the conventional thermal processing. Similar findings have been found in the studies concerning the microwave curing of resins.8,9 The reason is that the electromagnetic radiation generated in microwave processing can penetrate the surface of the material and induce volumetric curing via rapid dielectric-related heat generation in the molecular level of the resin.10,11
Since the microwave brings about a different way of curing composites, some researches have been done12–14 to experimentally investigate and compare the mechanical properties of composites processed by microwave curing and conventional thermal curing. However, their publications showed controversial outcomes concerning whether the microwave curing can enhance or weaken these mechanical properties.15,16 There have also been researches done 17 to balance the efficiency and mechanical performances of composites by combining the conventional and microwave curing. It should also be noted that the previous studies on the microwave curing of composites used the expedient power to time control methodology7,18–20 or pulsed microwave control methodology, 21 while the traditional thermal curing processes used temperature to time control methodology, so the comparisons between thermally cured and microwave-cured composites were not based on the equivalent curing processes and thus incomparable. Also for this reason, the temperature profile set for the microwave oven has not yet been taken into account in the previous studies, which is presumably a very important factor in the mechanical properties of the cured composites and the determiner of the manufacturing time. And it may well be the fact that the controversial results about the mechanical properties were achieved because of the different temperature profiles adopted in different experiments. Other influencing factors include the pressure 7 and temperature uniformity 22 during the microwave curing process, and this article will not address these problems as they have been studied by other scholars.
In this study, the influence of the microwave curing processes with different temperature profiles, on the tensile, compressive, flexural and interlaminar shear strength of a carbon fibre–reinforced composite, was determined experimentally. The testing samples were cured in a microwave curing oven, which used computer control system to modulate the microwave power according to the temperature profile, with the input of the temperature data measured by fibre optic fluorescence thermometer placed in the oven. By this method, the temperature to time control methodology can be achieved. The cured composite samples were then tested according to the American Society for Testing and Materials (ASTM) standards. And the scanning electron microscope (SEM) characterization of the fracture surfaces of composite samples in these tests was conducted to further illustrate the effect of microwave on the composite laminates, especially the interfacial bonding condition between fibres and matrix.
Experiment
Materials
The prepreg used in the experiments was composed of the resin system based on bismaleimide, and the reinforcement was carbon fibre. The resin volume content was 34%, and the layer thickness is 0.125 ± 0.01 mm after curing.
Preparation of test samples
The prepreg was first cut to appropriate sizes, and hand layup of unidirectional composite laminates was conducted. Then, a vacuum bagging system was used to prepare the composite laminates for the curing processes. 23 The toughened glass was chosen as the material for the plate mould because the glass can allow the microwave to penetrate and does not reflect the microwave in the microwave oven. Then, the release agent was smeared on the top of the mould. Afterwards, the composite laminates were put on the mould. Above it was a layer of peel ply and a layer of perforated release film, so the resin in the composites would not stick to peel ply. The breather put above can absorb excess resin and ensure an adequate path for the vacuum pressure. Along the edges of the composites, the aluminium foil was sealed to curb the potential arcing problem of the carbon fibres in the microwave curing process. Finally, a vacuum bag is then applied to enclose the whole setup, with sealing tape around the edges, and a hose connected to a vacuum pump was placed inside. The whole setup is shown in Figure 1.
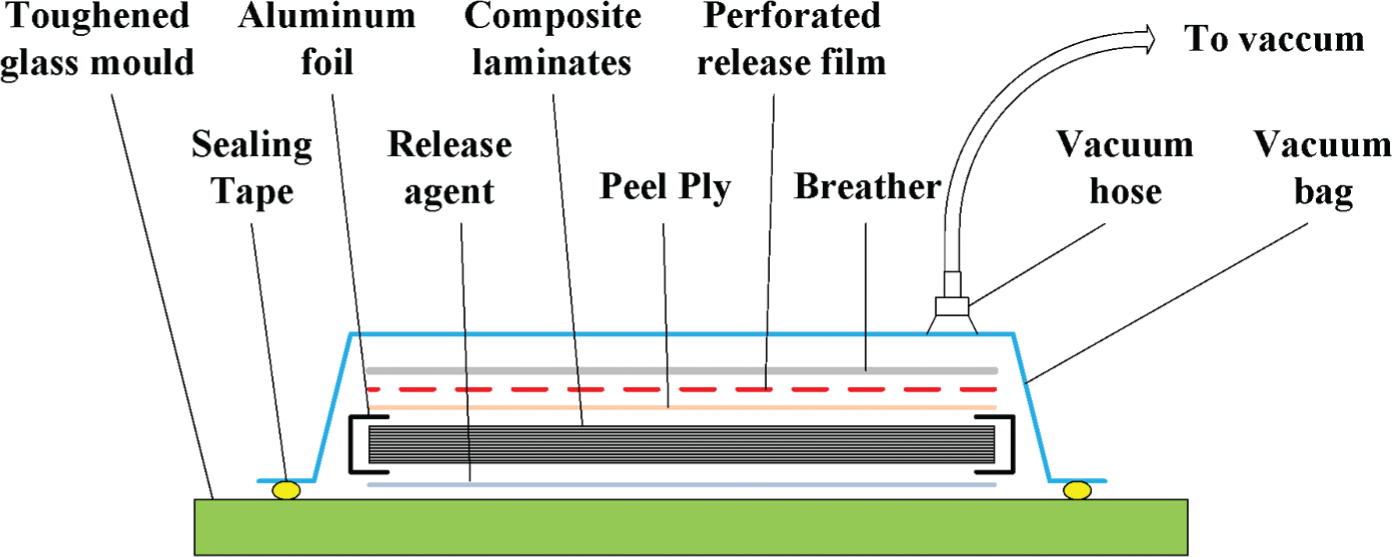
Setup of the vacuum bagging system for composites.
The whole setups of composites and mould were then sent into the thermal curing furnace and microwave curing oven for curing according to the specific temperature profiles, respectively. And the pressure was provided by the vacuum bags up to 0.1 MPa. After the curing processes were ended, the composite plate was incised and polished to the specimens to specific dimensions according to the ASTM standards.
Microwave curing oven
The specimens for mechanical tests were heated and cured in a customized computer-controlled microwave oven, as shown in Figure 2. The microwave oven has an octagonal configuration, and there are leaky antennas on each side of the cabinet, and it was thus designed to achieve a homogeneous microwave field in the oven. The maximum power generated in the microwave oven can be 5 kW. It is controlled by a computer control unit according to the temperature profile set for the specific process, with the temperature control variance less than 1 °C. And the temperature data are gathered through fibre optic fluorescence sensors placed on the surface of the specimens in the oven, which can get the accurate temperature data of the test specimens due to their high-temperature resistance and electromagnetic immunity. 24 Thus, this microwave oven can cure the test specimens according to the specific temperature profile set for it. The schematic of the microwave curing system is illustrated in Figure 3.
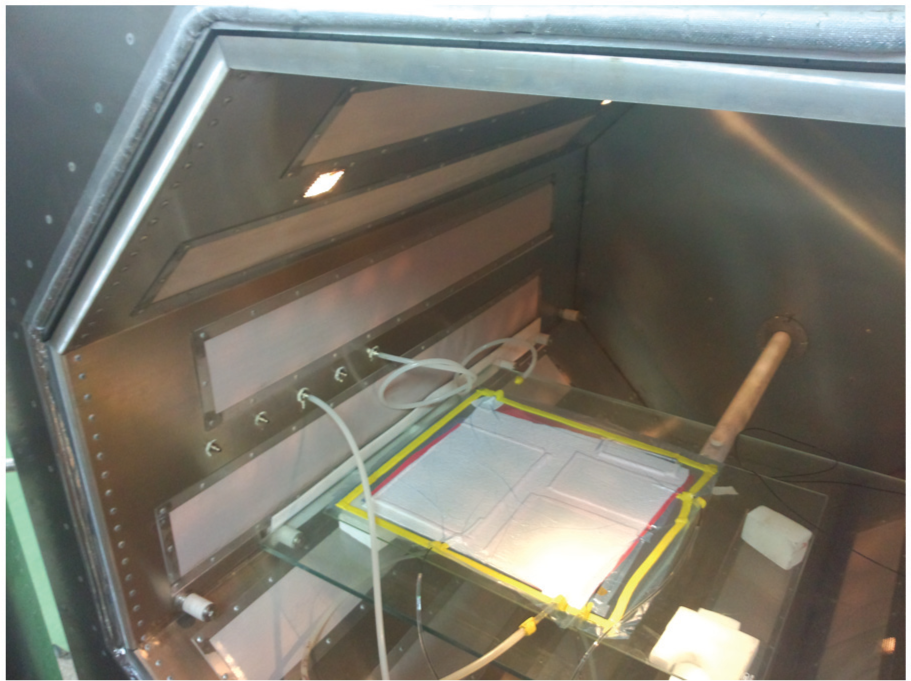
Microwave curing oven.
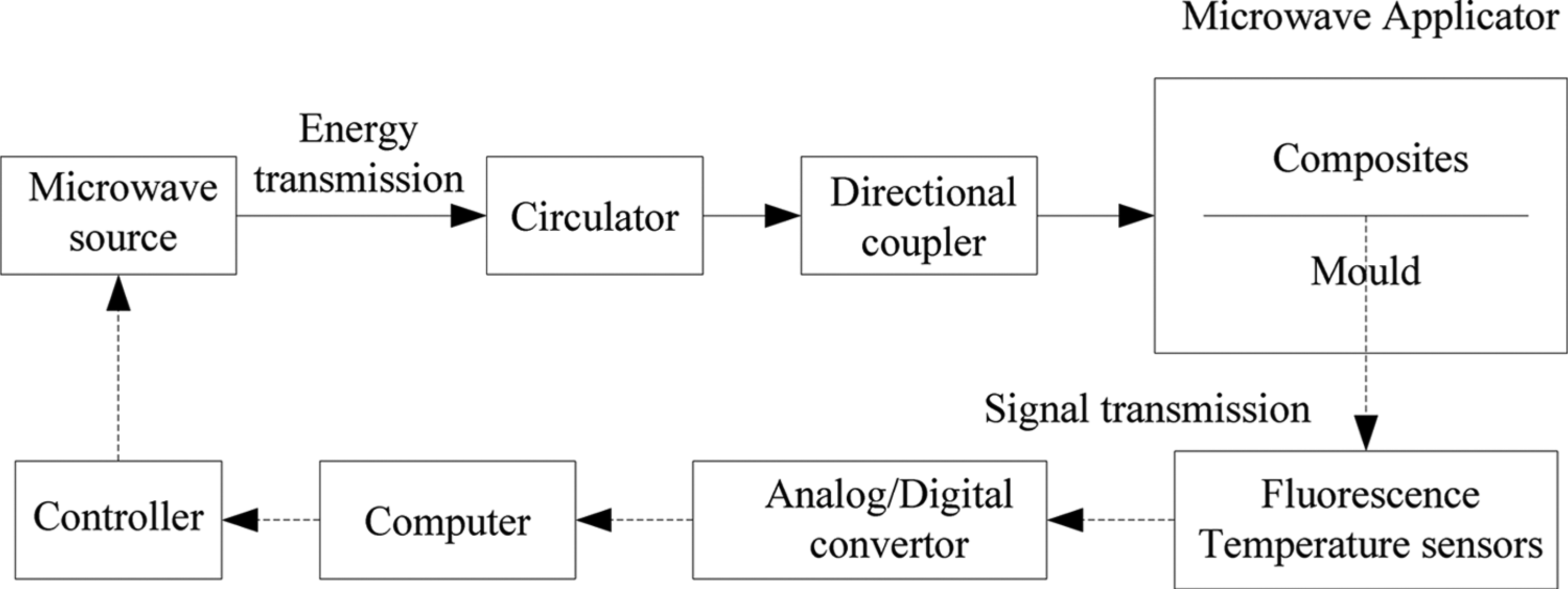
Schematic representation of the microwave processing.
Microwaves are the electromagnetic waves with the frequencies ranging from 300 MHz to 300 GHz. Microwave can be used to heat the material. In the microwave field, the dipoles of the material interact with the electromagnetic field. And the hysteresis effect of the dipoles causes steering polarization in the rapidly alternating electromagnetic field, thus generating the microwave power dissipation within the material and the heating of the material.
The composites generally have low thermal conductivity, so the conventional curing technologies usually have the problem that long processing times are required to fully cure the composites and achieve the required mechanical properties. However, microwave curing technology has great potential to reduce the cure times and improve the mechanical performances. Since the microwave can directly penetrate into the material and generate heat, the curing efficiency can be greatly improved and the thermal gradient in the material can be reduced.
Conventional thermal curing furnace
The specimens used as the baseline of conventional thermally cured composites to compare with the microwave-cured specimens for mechanical tests were cured in a heating furnace (Boxun Co.). The cavity is 1.4 m2, with a fan at the bottom to blow the heated air into it. The heater has a maximum power output of 3 kW. The thermocouples were placed in the cavity to monitor the temperature, and a temperature controller can ensure the heating process proceeds according to the temperature profiles set beforehand.
Temperature profiles for processes
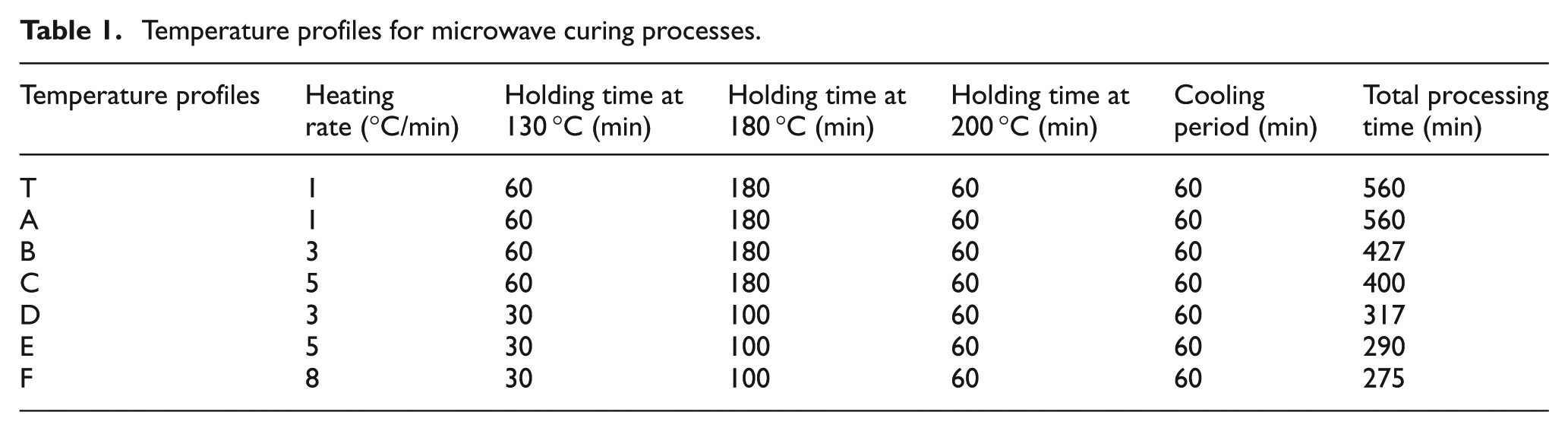
Different types of temperature profiles were chosen for the microwave curing process (A–F) to cure the test specimens. The variables are the heating rate and the curing holding time, and there are four levels for the heating rates and two levels for the holding time; together six types of temperature profiles were chosen in this study, as shown in Table 1. A series of temperature profiles were based on the one utilized in the conventional thermal curing, with increase in the heating rates and decrease in the temperature holding time. The results of the differential scanning calorimetry (DSC) confirmed that the holding temperature should be 130 °C and 180 °C for the material used in this study, as discussed later in this article. And all the processes had a temperature decreasing period in the end of the process by natural cooling from 200 °C to about 30 °C for 60 min. Thus, these series of temperature profiles can cover a wide range of processes from the same curing duration time to approximately half of the original curing time, in which the composites were confirmed to be fully cured in all these processes. It should be noted that type A had the same temperature profile as the one used in the conventional thermal curing T, so the effect of thermal curing and microwave curing processing on the mechanical properties of composite laminates can be compared and analysed in this study.
Temperature profiles for microwave curing processes.
Mechanical testing
The tensile strength, compressive strength, interlaminar shear strength (ILSS) and flexural strength of the composite samples were determined by the tensile tests, according to ASTM Standard D3039/D3039M-07:2007, 25 D6641/D6641M-01:2001, 26 D2344/D2344M-00:2000 27 and D790-10:2010, 28 respectively. The tensile and compressive tests were conducted on an MTS 370.10, and the ILSS and flexural tests were conducted on a WDW e200d.
DSC
The DSC tests of the prepreg were conducted on DSC 204F1 (NETZSCH Inc.) to get sufficient understanding of the reaction characteristics of the material for the guidance of the curing processes. The prepreg samples were sealed in the aluminium pan, and then the DSC analysis was carried out in the temperature range of 20 °C–300 °C with the heating rate of 5 °C/min in a nitrogen atmosphere. The thermal properties of the prepreg, such as the transition temperatures, melting temperatures and latent heat, were then determined by analysing the diagram showing the total heat of reaction per gram of resin with respect to the temperature. And the microwave-cured specimen using temperature profile F was also tested by DSC to check whether the specimens were fully cured.
SEM characterization
After the mechanical tests, some small sections of the fracture surfaces were cut off from the test specimens, coated with gold–palladium and then investigated under an EVO18 (Carl Zeiss Inc.) to observe the microstructures of the fracture surfaces.
Results and discussion
The DSC results of the carbon fibre–reinforced composite material demonstrate that the transition temperature of the composites is 125.3 °C, the melting temperature is 177.7 °C and the latent heat is 78.5 J/g, as shown in Figure 4(a).
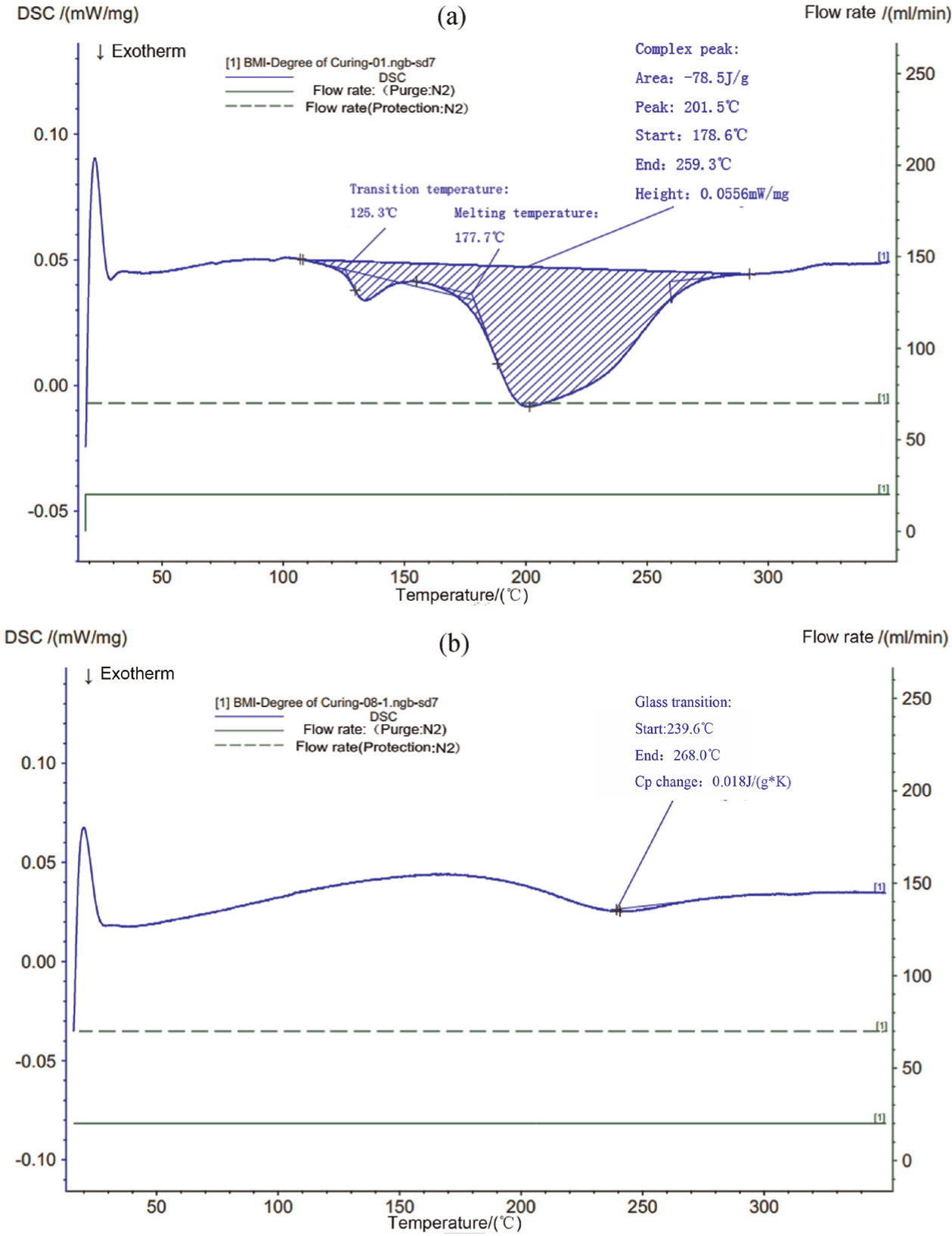
(a) Differential scanning calorimetry of the prepregs and (b) the microwave-cured sample using the shortest temperature profile F.
Accordingly, the initial holding temperature is 125 °C, the cure temperature of the material is chosen as 180 °C and the post-cure temperature is set to 200 °C. And the recommended temperature profile for the conventional thermal curing is 0.5 °C–3 °C/min in heating rate, and the temperature dwells are 125 °C for 60 min, 180 °C for 180 min and 200 °C for 60 min.
Figure 4(b) shows the DSC test of the microwave-cured specimens adopting temperature profile F confirmed that this shortest type of microwave curing strategy can fully cure the composites, for there was no apparent exothermal peak observed in the diagram. And the ultimate glass transition temperature was 239.6 °C. The glass transition temperature generally marks the cure degree of the composites. As the tested material had relatively the same glass transition temperature as the fully cured composites, it implied that the microwave-cured composite specimens in this study were fully cured and acceptable for this experiment. And this result was consistent with the findings of a previous study. 29
The average values of the four mechanical tests in different temperature profiles for processing (with standard deviations) are shown in Figure 5. For each process type mentioned above, the data of six effective test samples were gathered to calculate the average and standard deviation of the results of these mechanical tests.
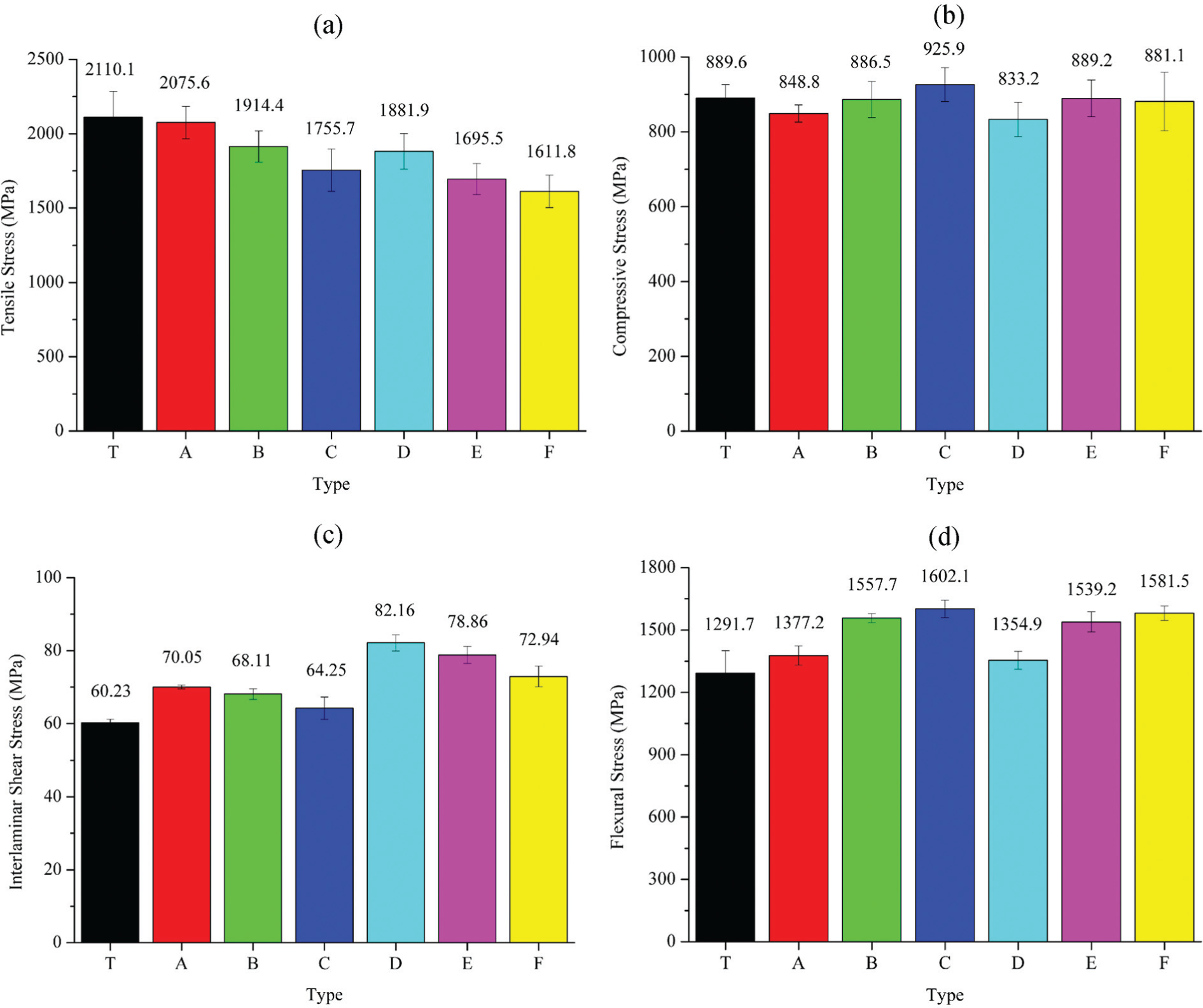
Comparison of average values of (a) tensile strength, (b) compressive strength, (c) interlaminar shear strength and (d) flexural strength in different temperature profiles for processing (with standard deviations).
Figure 5(a) shows the tensile strength results of the test specimens. It can be seen in T and A that the microwave-cured composites have slightly decreased (1.6%) in the tensile strength compared with the thermally cured ones. Furthermore, the detrimental effects on the tensile strength were apparent with the increase in the heating rates in the microwave curing processes. Type B with the heating rate of 3 °C/min had a 7.7% decrease compared with type A with 1 °C/min, and in type C the downturn was up to 15.4%. And the similar trend repeated in D, E and F. As to the influence of holding times, the shortening of them also had a negative effect on the tensile strength of the composites, but not as greatly as the heating rates. In the comparison between B and D, and C and E, respectively, the percentage of decrease in tensile strength was 1.7% and 5.2%.
It is widely recognized that the tensile failure strength of composite laminates depends on the fibre failure strength and the interfacial strength of fibres and matrix, and the tensile strength of the fibres plays a dominate role in the longitudinal tensile strength. It will be elaborated later in this article that the fibre–matrix interface is actually strengthened by the microwave curing, so it is highly possible that the faster curing rate can have a detrimental effect on the failure strength of the carbon fibres, as some researchers have reported4,6 that the superheating of carbon fibres in the microwave heating may induce ablation and thus affect the failure strength of the carbon fibres. And some other researchers also pointed out that the microwave heating can make the carbon fibres more brittle.30,31 However, it still needs further evidence to support this deduction. After all, the tensile strength of composites is only slightly less than the conventional thermal cured ones, but faster heating rate means a significant decrease in tensile strength.
As shown in Figure 5(b), the comparison of T and A also shows that the microwave-cured specimens were relatively the same in compressive strength as thermally cured ones, with only an insignificant 1.2% decrease. And both the curing rates and the temperature holding times do not have a significant effect on the compressive strength of the specimens.
The compressive strength of the fibre-reinforced composites depends on the combined effect of the fibre–matrix adhesion, the matrix strength and the fibre strength. As to the influence of the microwave heating of the materials, the fibre–matrix adhesion is strengthened, the mechanical properties of resin matrix are slightly enhanced32,33 and the carbon fibres are weakened. So, the combined effect of these three major factors of the compressive strength of the composites strikes to an equilibrium and does not change greatly in the different curing procedures.
The interlaminar shear stress (ILSS) yielded quite interesting results, as shown in Figure 5(c). The microwave-cured composites were found to be increased in the ILSS by 11.5% than the thermally cured ones. What is even more interesting is that when the holding time in the cure process decreased, the ILSS actually was enhanced by a substantial margin. As in the comparison with the processes B and D, and C and F, the ILSS increased by 20.7% and 22.7%, respectively. However, the reduction in curing time by increasing the heating rate did not show a positive growth in the ILSS, yet a moderate decrease instead.
The enhancement effect of composite interlaminar shear stress may well be attributed to the microwave improvement effect of the carbon fibre–polymer matrix interfacial bonding. For instance, Zhou and Hawley 12 have described that the phenomenon of excessive heating of carbon fibres in the microwave curing process has a positive influence on the interfacial adhesion of fibres and matrix. And this result is also in agreement with the work of many researchers.18–20,34,35 There have also been researchers 36 who tried to improve the fibre–matrix interface by microwave irradiation. The detrimental effect of fast heating rate on the ILSS is probably due to the change in the resin viscosity in the initial stage of curing process. A higher heating rate can lead to a more uneven temperature distribution within the material;14,30 therefore, it means an uneven level of viscosity distribution in the material. So, this phenomenon can cause a hindrance on the resin flow and resin impregnation of carbon fibre surfaces, thus bringing about a negative effect on interfacial adhesion of carbon fibres and resin matrix.
The results of the flexural strength with regard to the different temperature profiles are illustrated in Figure 5(d). The microwave-cured A had a small increase of 6.6% than the thermally cured T. And with the increase in heating rate, the flexural strength increased but with an apparent slowing down in the increasing rate. For example, B with the heating rate of 3 °C/min had a 13.1% increase than A with 1 °C/min, and C was only 2.9% greater than B in flexural strength. When looking into the effect of holding time in the process, the shorter holding time had a negative influence on the flexural strength.
The flexural strength in its nature incorporates the comprehensive aspects of the performance of the material. The interlaminar shear strength is usually regarded as the weakness of the composite laminates, especially in unidirectional laminates. Since the interlaminar shear stress can be notably improved by utilizing microwave curing, it is understandable that the flexural strength can be enhanced. In terms of the heating rate, the enhancement effect may due to the rise in compressive strength. As the compressive strength of the material is inherently lower than its tensile strength, and in the flexural tests, the actual stresses on the top and bottom surfaces of the specimens are theoretically the same in magnitude but with different signs, the compressive strength plays a bigger role in the flexural performance. Yet higher heating rate also means the decline in tensile and interlaminar strength of the composites, so the increasing rate in flexural strength is curbed.
The fracture surfaces of the specimens after the mechanical testing were also examined through SEM. The micrographs of the microstructures of the conventional thermally cured T, the microwave-cured D and microwave-cured F are shown in Figure 6, which were representative for the general condition of the fracture surfaces. The fracture surfaces of the thermally cured composites are quite different from the microwave-cured ones. A large part of the rupture area of the thermally cured composites was attached with the stripped resin, which indicated that the interfacial bonding between fibres and resin matrix is not as strong as the microwave-cured ones in which the relatively large bulk of stripped resin was seldom seen. In comparison with the fracture surfaces of the microwave-cured D and F, it is clearly shown that the faster curing rate take a toll on the performance of the resin and the interfacial adhesion, as the more rupture and rough areas of the resin can be observed in F, while D type had rather clean and smooth areas of rupture. So, we may generally conclude from these SEM results that the microwave-cured composites showed better interfacial adhesion than thermally cured ones, yet microwave curing with a quite fast heating rate would take a toll on the performance of the composites.
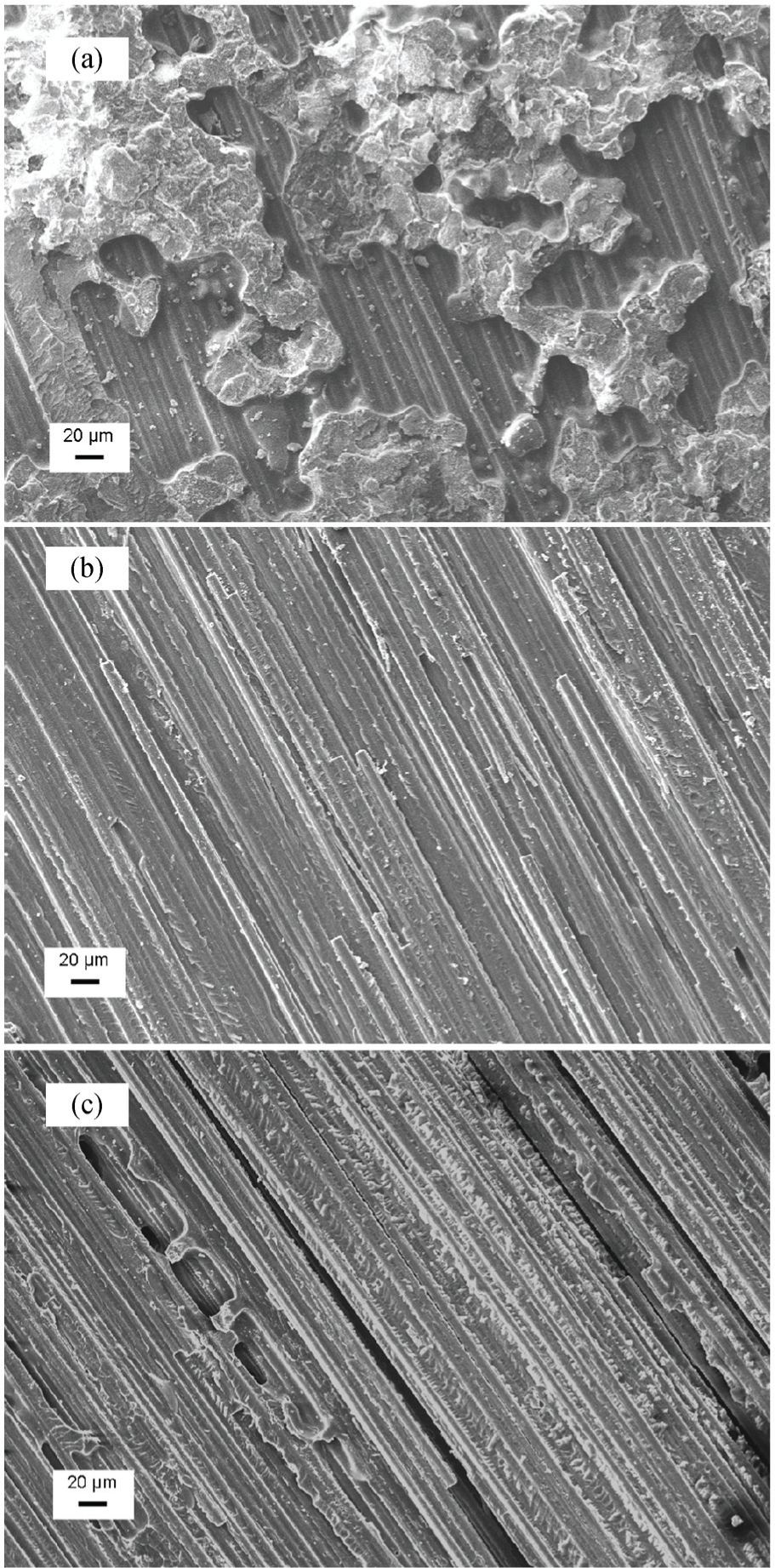
SEM micrographs at same magnification showing fracture surfaces after the mechanical tests: (a) conventionally cured specimen T, (b) microwave-cured specimen D and (c) microwave-cured specimen F.
Conclusion
A customized computer-controlled microwave oven was used to study the effect of different temperature profiles for microwave curing on the mechanical performances of carbon fibre–reinforced composites. Six types of temperature profiles of different heating rates and holding times were adopted for the microwave processing, together with a conventional thermally curing process. The DSC tests of the material provided the basic information for the guidance of the temperature profiles and validated that the microwave-processed composites can be fully cured when the cure time was cut by 50%. The tensile, compressive, interlaminar shear and flexural strength tests of the composites were conducted, and SEM characterization of the fracture surfaces after the tests was performed. The general results of these tests are drawn as follows:
The microwave-cured composites exhibit 16.3% higher interlaminar shear strength and 6.6% higher flexural strength than thermally cured ones, yet only 1.6% and 4.6% weaker in tensile and compressive strengths, respectively.
The increase in heating rates in the microwave processing can enhance the compressive and flexural strengths of the composites up to 9.1% and 16.7%, respectively, but has a moderate detrimental effect on the tensile and interlaminar strength.
The reduction in holding time in microwave processing generally compromises the mechanical performances of the composites moderately, about 10% decrease in tensile strength and less than 2% decrease in compressive and flexural strength. But the interlaminar shear strength increases about 17%.
This study can give some basic reference to the tradeoff decisions to be made concerning the selection of the temperature profiles for the microwave curing process so that a balance in the increase in manufacturing efficiency by reducing curing time and the preservation of the overall mechanical properties of cured parts can be struck.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Natural Science Foundation of China (grant No. 51305195) and jointly supported by the Outstanding Talents Cultivation Fund (NE2012003), the Major Breeding Project (NP2014201) and the Fundamental Research Funds for the Central Universities (NZ2014201) of Nanjing University of Aeronautics and Astronautics.