
Abstract
Powder metallurgy plain carbon steel (Fe–0.5% C) replaces gradually the conventional C45 steel in all industrial sectors due to its comparable strength and better metallurgical properties. This research investigates the influence of density/porosity of powder metallurgy plain carbon steel on wear characteristics and optimizes the wear working parameters to establish minimum wear loss and coefficient of friction during wear using Taguchi-grey relational optimization analysis. The sintered steel preforms were subjected to uni-axial compressive load (cold upset) to obtain various percentage theoretical densities. The wear test specimens made out of various densities of the sinter-forged plain carbon steel were used to conduct wear tests as per the test plan generated by the Design Expert software. The optical and scanning electron microscope images taken from the worn test specimens were used for the investigations of wear mechanisms of the alloy steel. It is observed from the wear test results that the porosity in the powder metallurgy plain carbon steel has a vital role in wear properties of the steel. It has also been found that the optimized working parameters such as speed and load are found as same irrespective of the densities of the plain carbon steel.
Introduction
Conventional C45 steel finds limitless applications in various engineering sectors such as automobiles, structural and industrial machineries. The desired properties of powder metallurgy (P/M) components can be obtained by controlling various parameters such as particle shape, size alloying elements, compaction load, sintering temperature and time. Plain carbon steel (Fe–0.5% C) made through the P/M technique possesses equivalent strength like C45 steel. The relative motion of P/M machine parts with another leads to heavy surface damage by wear due to the presence of pores in it. This will lead to failure of the parts before its lifetime. Since life of the component is of greater importance, an optimal working condition has to be arrived. The Taguchi-grey relational optimization technique is applied on the tribological behaviour of the sinter-forged plain carbon steel of various densities.
Many researchers have carried out the investigations on wear behaviour of P/M alloys; however, wear studies based on porosity and its optimization are found to be scarce. Kandavel et al. 1 have investigated the wear characteristics of the sinter-forged plain carbon steel and found delaminative wear as a primary mode of wear in the steel. Tekeli et al. 2 have reported that the intercritical annealing could be the best choice to enhance the wear resistance of the sintered Fe–0.3% C steel due to the formation of martensite in the microstructure when compared with water quenching and the material in as-sintered state. It has been observed 3 that the higher hardness and fracture toughness are found to attribute for greater wear resistance in the non-annealed Fe–42at% Mo disc against ASTM 52100 steel balls when compared to the as-sintered and annealed state of the alloy steel specimens. Leheup et al. 4 have experimentally studied the effects of density on wear properties of P/M iron specimens and reported that the sliding amplitude of wear plays a greater role in wear property compared to the density of the sintered specimens. The investigation carried out by Lim and Brunton 5 has reported that the open pores on the sliding surfaces of P/M iron components are the primary location for the initial formation and collection of wear debris. It has been reported 6 that the wear characteristics of non-lubricated, sintered and non-sintered specimens of medium- and low-carbon steels are found to be similar and also found that at the higher load/speed the delamination is a secondary mechanism for the steels.
It has been found from the investigations made by Ceschini et al. 7 that the wear property of Fe–C–Cr and Fe–C-Mo P/M steels is influenced by chemical composition and sintering conditions. They have also reported that the wear mechanisms of the alloy steels at lower and higher loads are found as oxidative and delaminative, respectively.
Ravendra Singh et al. 8 have optimized the control parameters of mechanical and wear properties of carburized mild steel using grey relational analysis and have established optimized carburization process for the mild steel. Rajnesh et al. 9 have investigated the effect of load and speed on coefficient of friction and wear behaviour of P/M alloys and reported that the friction and wear rate are found to decrease with increasing speed due to the presence of wear debris. Sahin and Murphy 10 have investigated the effect of sliding speed and microstructure on the dry wear properties of 2014 alloy and reported that the frictional coefficient of the alloy material is found to decline with increasing sliding speed. Casstevens et al. 11 have studied the friction and wear characteristics of P/M copper–graphite material and found that the coefficient of friction and wear rate are greatly affected by the sliding speed due to the existence of oxides at the inter-surface. The sliding amplitude is found to influence the wear property of the sintered iron specimens to a greater extent than the density due to the addition of manganese and nickel as alloying elements. 12 It has been observed 13 that the wear rates of Fe–Cu alloys are reduced with increasing sliding speed up to a particular value and then the trend is reversed. The open pores of the sintered and heat-treated Fe–0.6 C–1.75 Ni–1.5 Cu–0.5 Mo P/M alloy steel act as pockets for wear debris collection during wear, which subsequently reduces the wear rate. 14 Taguchi-grey relational optimization technique has been applied 15 for evaluating the tribological performances of a C:H(N) film coated with silicon chip under the exposure of C2H2 + N2 gas mixture and reported that the wear volume fraction increases with an increase in film thickness and nitrogen gas volume fraction. The formation of glazing layer on A413 alloy at elevated temperatures with and without intermetallics is attributed to the wear rate reduction in the alloy and oxidative wear is found predominant due to the high temperature at the sliding interfaces. 16
Vikram Reddy et al. 17 have optimized the working parameters such as peak current, surfactant concentration and graphite concentration of electrical discharge machining on PH17-4 stainless steel using L9 orthogonal array in Taguchi optimization technique. Abhijit et al. 18 have optimized the process parameters, namely, wire feed rate, stick out and traverse speed of submerged arc welding for maximum tensile stress and toughness and minimum hardness of weldments using Taguchi optimization method. The Taguchi-grey relational analysis has been used in this work for optimizing the working parameters to yield minimum wear loss and inter-surface frictional force for the sinter-forged plain carbon steel of various densities.
Experimental details
High-quality elemental powders of iron (Fe) of size 100 µm and graphite (C) of size 5 µm provided by M/s Hoganas India Ltd, Pune, and M/s Ausbury Graphite Mills, USA, respectively, were precisely weighed and homogenously mixed in a ball mill for 8 h to obtain Fe–0.5% C alloy powders. The powder mix was then compacted into discs of size Ø50 × 7 mm by applying suitable compressive load (200 kN) for 78% theoretical density of green compacts using a cylindrical die-punch set in a 1000 kN capacity hydraulic press. The green compacts were sintered at a temperature 1100 ± 10 °C for a period of 30 min using a 3.5-kW capacity muffle furnace. Argon gas was used for purging into the furnace to prevent oxidation during sintering. The sintered alloy preforms were then subjected to uni-axial cold upsetting by applying 500 and 650 kN axial load to get various densities such as 83% and 87% theoretical densities of cylindrical preforms, respectively, using flat dies in the compressive testing machine (CTM) of capacity 3000 kN. The cylindrical specimens of various densities were cut into a rectangular shape and subsequently machined off for standard wear test specimens of size Ø5 × 55 mm. The response surface methodology module in the Design Expert (DE) software has been used to design the working parameters’ combinations to carry out the wear tests. Pin-on-disc tribometer was used to conduct dry sliding wear test on the test specimens. The wear test specimens were fixed against the counter disc made of EN31 material and the wear tests were conducted as per the ASTM G99-05 standards. The wear test specimens were set at a radial distance of 16.5 mm from the disc centre for the entire wear tests. Figure 1 illustrates the schematic of the experimental setup and the position of the specimen in the tribometer. Load of range 15–50 N and speed of range 300–1200 r/min had been chosen for the wear study. Mass loss of the specimen was estimated by weighing the test specimen before and after the wear test using a three-decimal Shimadzu Digital Balance (made in Japan). The coefficient of friction (µ) during the wear tests was obtained from the in-built software in the computer system interfaced with the tribometer. The microstructures and the wear images after the wear tests of various densities of the sinter-forged steels were captured using a microscope fitted with charge-coupled device (CCD) camera, interfaced with a computer and image analyser (ME-LUX2; Kyowa, Japan). JEOL-field emission scanning electron microscope (SEM) (TSM-6701F; Japan) was used to capture the SEM images of the maximum worn-out specimens to investigate the wear mechanisms.
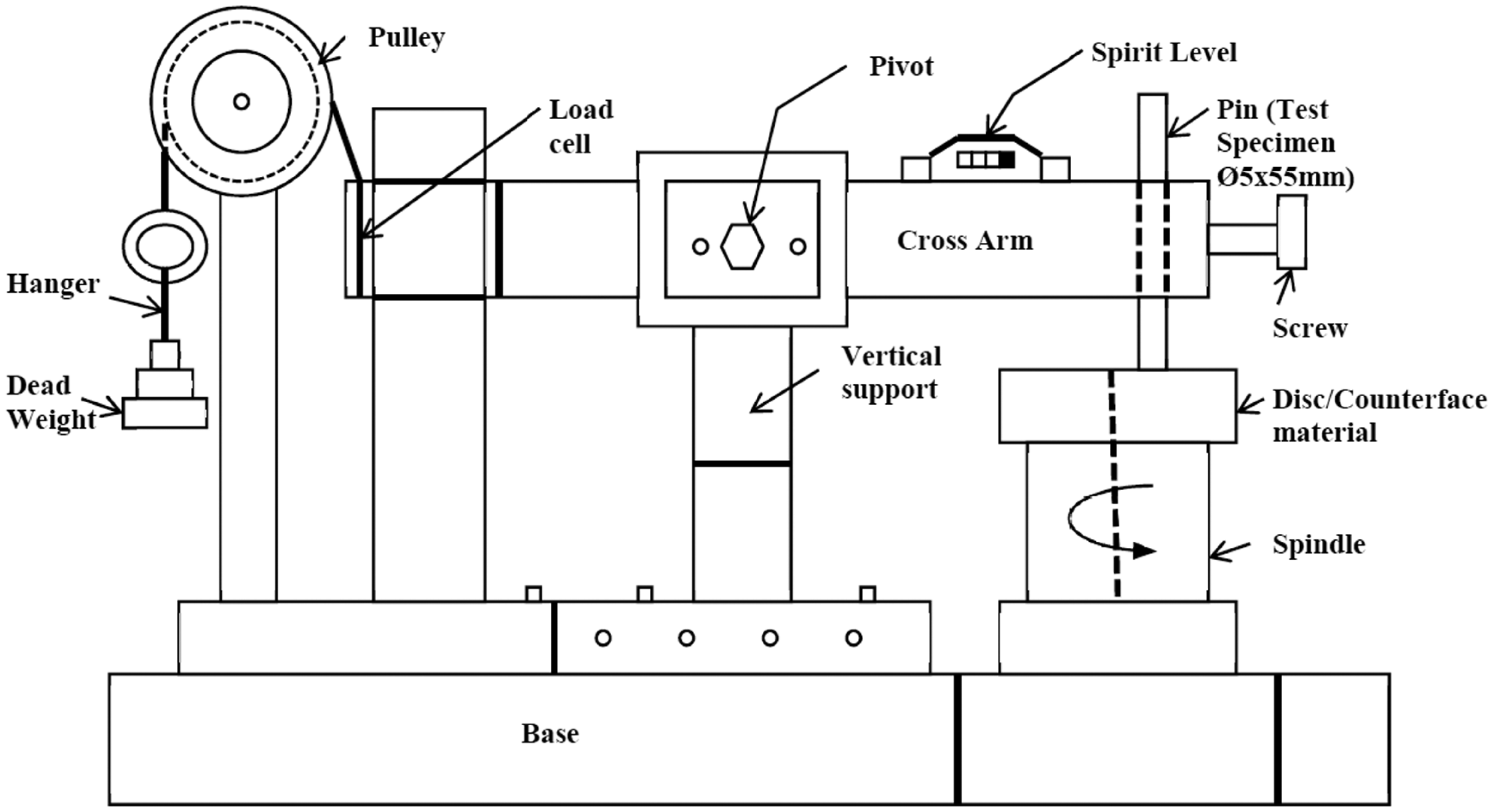
Schematic of experimental setup (tribometer) and test specimen.
The results obtained from the experiments were optimized using the Taguchi-grey relational analysis method. Taguchi-grey relational analysis can be used as an effective tool for optimizing the complicated/interrelated multiple performance characteristics. In this work, the lower-the-better performance characteristic was chosen for the grey relational analysis, since the wear loss and frictional coefficient have to be low in the wear process. The comparability sequence was first generated for both coefficient of friction and mass loss. The comparability sequence can be represented as

where i = 1, 2,…, m; k = 1, 2,…, n. m is the number of experimental data and n is the number of parameters involved in the process.

where



where
After the grey relational coefficient is derived, the average value of the grey relational coefficient is taken to find the grey relational grade. The grey relational grade can be expressed as

The level of correlation between the reference sequence and the comparability sequence is represented by the grey relational grade and the grade value of 1 represents that the two sequences are in identical coincidence. According to the grade, the value ranks are assigned. The grade value which has a rank of 1 is the optimum value of parameters that results in minimum losses. The above equations are used individually for coefficient of friction and mass loss to obtain the minimum values for those parameters.
Results and discussion
The wear of the specimen leads to considerable dimensional changes in the regions of contacts, causing malfunction of the parts. In order to improve the functional life of the part, it is necessary to keep the coefficient of friction and mass loss minimum. Due to the importance of mass loss, it is considered as one of the vital parameters in wear studies. Table 1 shows the experimental results of the wear tests. The experimentally obtained and calculated values were then considered to optimize the working parameters such as the load and speed that result in minimum mass loss and coefficient of friction among the various densities of the sinter-forged plain carbon steel using the Taguchi-grey relational analysis. Operating the material at the optimized working conditions sustainably leads to an increase in functional life.
Wear test plan and experimental results of sinter-forged plain carbon steel.
Mass loss
The parts manufactured by P/M technique have porosity in it. The wear property of P/M material is highly influenced by the surface porosity of the material. The common trend observed in the P/M steel irrespective of densities is that the mass loss increases with an increase in sliding speed and load. 13 The above trend is due to the delamination of oxide layer1,5,6 that is formed at the inter-surface of the specimen and this phenomenon results in increasing the wear rate.
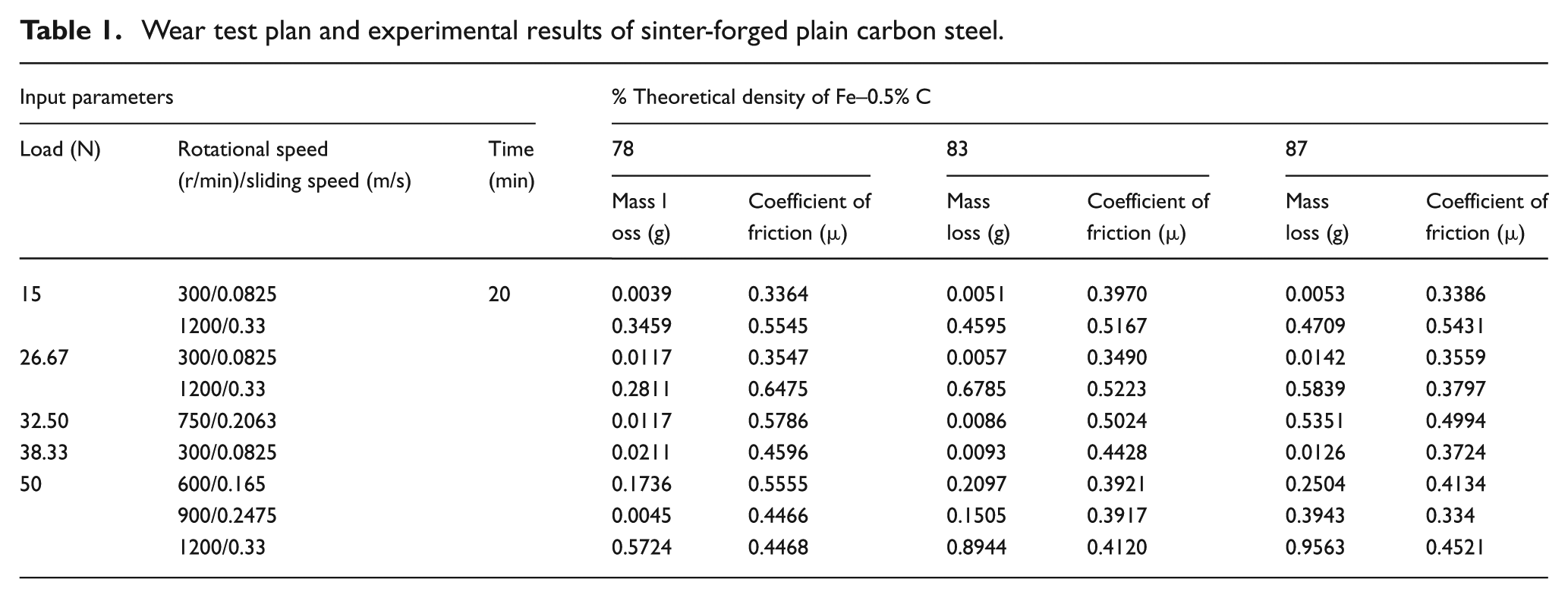
Figure 2(a) shows the wear characteristics of 78% theoretical density of the sinter-forged plain carbon steel. The figure illustrates the 3D plot of the wear behaviour of P/M material. It is observed from the plot that the mass loss is found to increase with an increase in speed/load. 13 The specimen is found to exhibit wear behaviour of minimum mass loss at the average load/speed conditions. At the highest values of wear working parameters such as 50 N load and 1200 r/min speed, the P/M steel is observed to have the highest mass loss (0.5724 g). The lesser wear loss at the initial working condition may be due to entrapment of debris in the pores5,14 on the surface of the specimen. At higher speeds, the debris may depart from the surface resulting in increased mass loss. The delaminative wear1,5,6 is observed as a primary mode of wear for the alloy steel.
Mass loss behaviour of various theoretical densities of the sinter-forged P/M plain carbon steel: (a) 78%, (b) 83% and (c) 87%.
The wear behaviour of 83% theoretical density of the sinter-forged alloy steel is depicted in Figure 2(b). The wear loss trend is found to be similar to wear behaviour of 78% theoretical density of the same material. Reduction in pores due to an increase in density of the alloy material has led to reduction in pore pockets at the contact surface, which leads to reduce the sites to occupy for debris formed at the initial stage of wear test. This phenomenon tends to increase the wear rate for the higher density P/M material. The wear loss is found to be increased 13 with an increase in load and speed. The maximum wear loss is found at the higher loads/speeds. The mass loss of the 83% theoretical density of the alloy steel is observed to be increasing for the entire ranges of loads/speeds. The delaminative mode of wear mechanism could be the reason for the increasing trend of mass loss for the 83% theoretical density alloy steel specimen.1,5,6 The wear characteristic of 87% theoretical density of the plain carbon steel is illustrated in Figure 2(c). Although the alloy steel exhibits similar kind of mass loss trend like lower densities, the alloy material is subjected to higher mass loss when compared to other two lower densities. The reason could be the reduction in pores due to enhanced density. The initially formed asperities find fewer places to occupy at the inter-surface pore pockets of the specimen, which in turn lead to higher mass loss due to wear. Unlike the conventional wrought material, the higher density P/M material is found to have higher mass loss behaviour. It is observed from the plots that the mass loss characteristic of the P/M alloy steel depends on the actual density of material, nature of material and chemical constituents present in the alloys apart from the wear working parameters. However, the wear mechanism of higher density alloy steel is different from the lower density material. The mass loss is observed to increase with an increase in load for a particular range and then declining at the lower sliding speed. 13 Although the delaminative wear is a dominative wear mechanism at the initial stage, the oxidative wear is found to be dominative at the lower speed ranges irrespective of the normal applied load.
It is clearly observed from the plots shown in Figure 2 that increasing the load alone is not attributing for so much mass loss in the alloy steels; on the other hand, increasing sliding speed is found to increase the mass loss of the alloy steels in the wear tests. The combined action of load and speed at higher range contributes to more mass loss on the alloy steels irrespective of the percentage theoretical densities of the specimen. The lower sliding speed is not enough to deform the grain boundaries at the interface for the entire load ranges. That is why the alloy steel of various densities exhibits lower mass loss behaviour at this working condition. The mass loss is getting reduced to a particular threshold value of sliding speed and then it is ascending to the highest value. The reason behind this phenomenon particularly for lower densities is closure of pores at the interface due to the asperities formed at the initial stage of wear.
Coefficient of friction
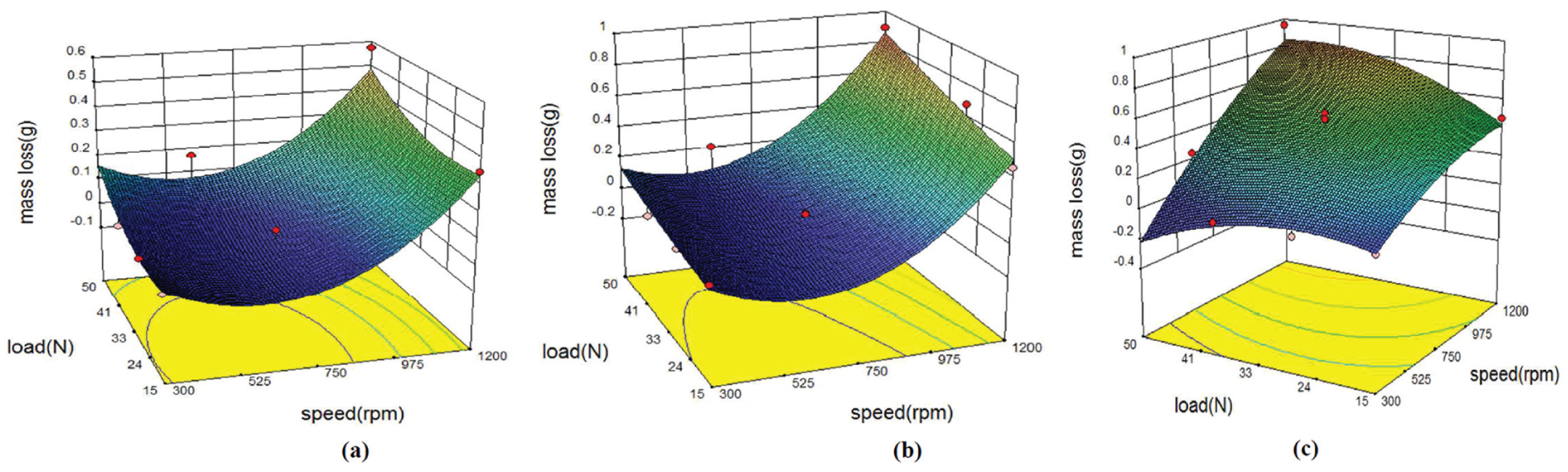
Frictional force induced in between the matting surfaces is one of the primary factors to determine the life of the product, as it is subjected to the induced heat due to wear. The common observation found from the plots (Figure 3) of coefficient of friction of the various densities of the sinter-forged steels is that the frictional force is found to ascend with an increase in speed and load separately.9,10,11 However, at the higher loads/speeds, the coefficient of friction is found to be lower irrespective of densities of the alloy steel.
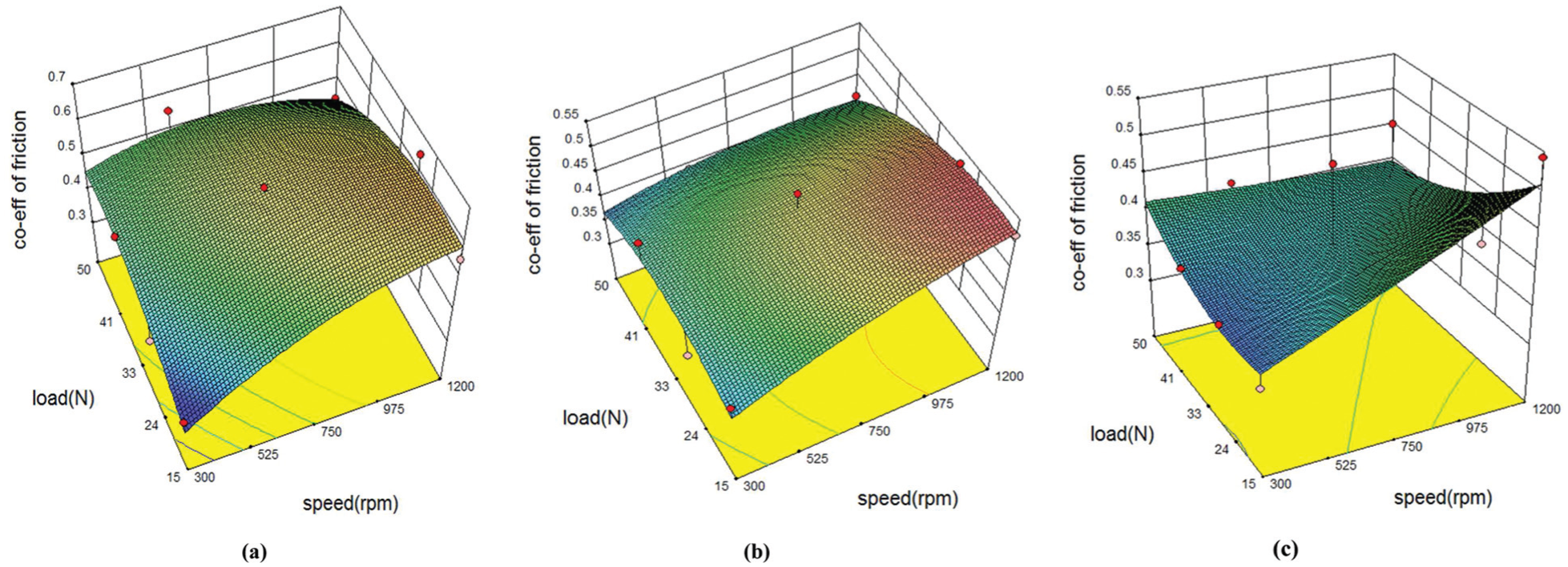
Coefficient of friction of various theoretical densities of the sinter-forged P/M plain carbon steel: (a) 78%, (b) 83% and (c) 87%.
The 3D plot of coefficient of friction of 78% theoretical density of alloy steel at various ranges of load and speed is illustrated in Figure 3(a). It is observed from the plot that the frictional force is lower at the lower range of loads and speeds and then it mounts up towards the higher values of load and speed. Due to continuous removal of the material at the contact surface, the coefficient of friction increases with load and speed separately. At the highest load and speed working conditions, the grains may partially melt and make the surface smooth which, in turn, invariably reduces the friction at the contact surfaces. At possible higher heat generation at the higher loads/speeds, the surface may react with atmosphere and may form oxidative layer on the surface which may further prevent the friction between the surfaces. At the lower load and higher speed conditions, lack of sufficient heat generation for plastic deformation of grains at the interface and continuous removal of material from the interface make the contacts to exert higher coefficient of friction. The frictional force induced at the interfaces of wear matting parts is lower compared to that of 83% theoretical density due to lower rate of material removal. More number of pores present in the lower density steel occupied by the wear debris5,14 due to wear could also be the reason for the reduction in coefficient of friction compared to higher density alloy steels.
The frictional characteristic of 83% theoretical density alloy steel is shown in Figure 3(b). Due to moderate mass loss characteristic, the alloy steel is subjected to severe frictional force at the higher sliding speed and lower load conditions. However, the coefficient of friction is lower (0.4120) at the higher load and speed conditions compared to the lower density (78%) alloy steel. This may be due to continuous delamination of oxide layer of the material and establishing new inter-surface during wear.
In contrast, the highest density of alloy steel system (87% theoretical density) is subjected to lower level of frictional force compared to the lower densities of the alloy steels as depicted in Figure 3(c). The plain carbon steel is observed to have higher mass loss compared to the lower densities of the alloy system due to the continuous removal of metal from the inter-surface during wear. The frictional force is observed to be lower at the lower range of speeds irrespective of the loads. The oxidative wear 7 of the alloy steel could be the reason for the lower coefficient of friction at this working condition.
The common observation found from the plots illustrated in Figure 3 is that the coefficient of friction is increased in accordance with the increase in load and speed irrespective of the densities of alloy steel. Although the frictional coefficient increases with respect to load and speed, the trend observed for the highest density is linear due to continuous removal of the material at the interface of the alloy steel. The lack of pores in the higher density material plays vital role for more mass loss during the wear test. The frictional force is found to attain minimum value at the highest load/speed condition due to appreciable amount of heat generation and subsequent chemical reaction cum formation of oxides at the interface of the alloy steel.
Extreme response parameters
The extremities of coefficient of friction and mass loss values for the various densities of the P/M alloy steels are provided in Table 2. The sinter-forged plain carbon steels of various densities are subjected to various mass loss and frictional force during wear for the different levels of loads and speeds. However, the frictional coefficient and mass loss are found to attain extreme values (highest and lowest) only at certain load–speed conditions. The plain carbon steel parts processed through P/M technique have definite porosity and they have to be operated in the safer region. The critical (maximum) and minimum values for the mass loss have occurred at the highest and lowest load and speed conditions, respectively, irrespective of the densities of the alloy steels except 83% theoretical density. The critical and minimum frictional forces induced due to wear have occurred at the different load–speed conditions for the various densities of the alloy steel.
Critical and minimum values for the mass loss and coefficient of friction of sinter-forged plain carbon steel.
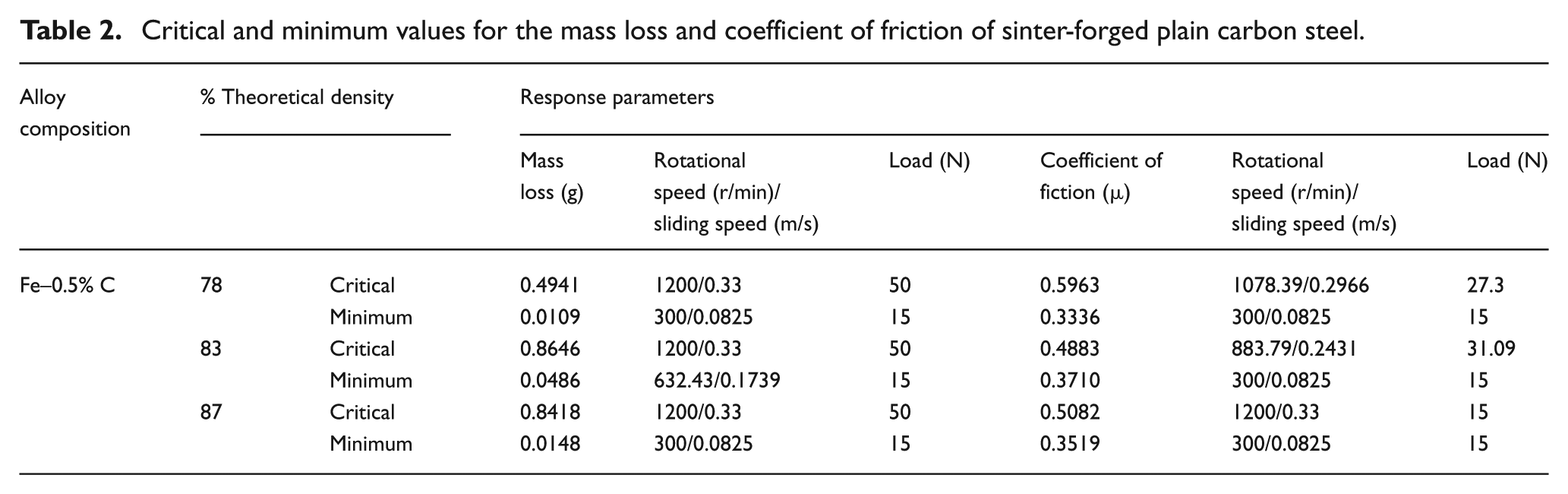
Non-uniform frictional coefficient and mass loss characteristics of various densities of the sinter-forged plain carbon steel lead to optimization of working parameters for minimum response parameters such as mass loss and frictional force.
Microstructure, optical and SEM images of maximum worn surfaces of the sinter-forged plain carbon steel
Figure 4 shows the microstructures of various densities of P/M plain carbon steel. Figure 4(a) and (b) shows the microstructures of 78% and 87% densified sinter-forged plain carbon steels. Uniform distribution of pearlites on the well-defined soft ferritic grain matrix 2 is observed from the image. Numerous voids are also uniformly distributed over the entire region of ferritic matrix. In the case of higher density alloy steel, less number of tiny pores could be visible due to the coalescence of pores by the process of densification and the elongated grains could also be observed from Figure 4(b). Figure 5(a)–(c) illustrates the optical wear surface morphology of various densities of alloy steels. Uniform wear over the inter-surface of the alloy steel is found in the case of lower density P/M steel (Figure 5(a)). The asperities formed due to initial wear occupy the surface pores and make the surface smooth and uniform wear. The above fact could be the scientific reason for the reduced wear loss in the case of lower density sinter-forged steels. Non-uniform wear track could be seen in the images of densified steels (Figure 5(b) and (c)). The pores present in the P/M materials are coalesced during the densification process, which, in turn, reduces the number of pores and reduces the size of pores for the densified P/M plain carbon steels. Limited numbers of tiny sized pore sites are available for the initially formed wear asperities to occupy in the case of densified alloy steels, which could be the reason for more wear loss for the material during wear.
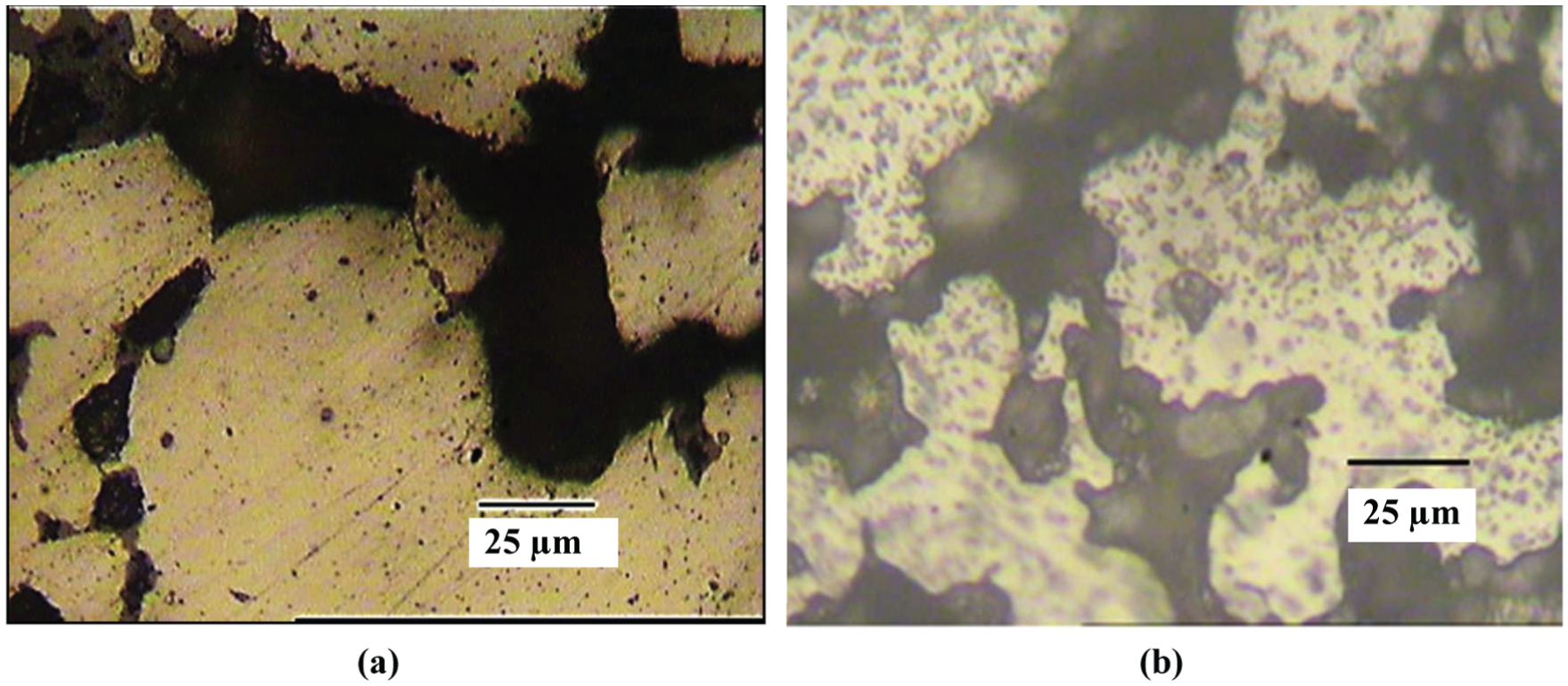
Microstructure of various theoretical densities of the sinter-forged P/M plain carbon steel: (a) 78%, (b) 83% and (c) 87%.
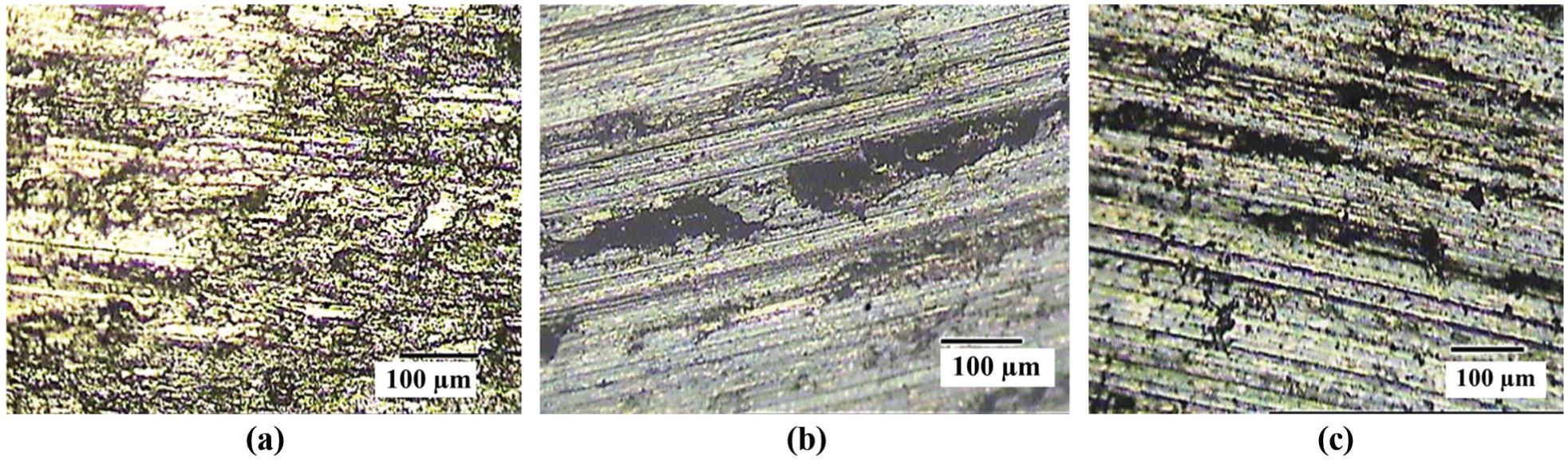
Optical wear track images of maximum worn surfaces of various theoretical densities of the sinter-forged P/M plain carbon steel: (a) 78%, (b) 83% and (c) 87%.
Figure 6 depicts the SEM images of the specimens subjected to maximum wear during the wear test of various theoretical densities of the plain carbon steel. The SEM image of 78% theoretical density is shown in Figure 6(a). The specimen is subjected to lower mass loss for the entire ranges of the load and speed. The plain surface observed from the image is evident for the lower mass loss of the specimen. In some places, white oxide patches 11 could also be observed from the image, which could further reduce the material removal due to wear. The number of tiny patches observed in the images of higher densities (Figure 6(b) and (c)) of alloy steels evidences for the higher mass loss from the inter-surfaces. Less number of white oxide patches found in the image of 87% theoretical density has led to severe mass loss for the alloy steel compared to the lower density materials.
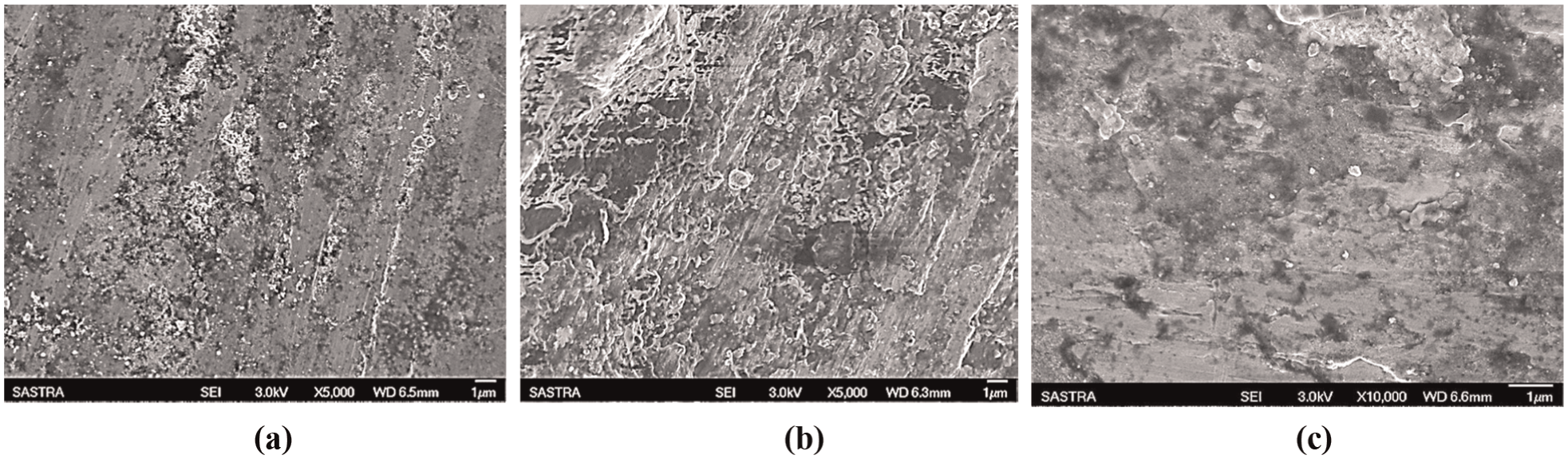
SEM images of maximum worn surfaces of various theoretical densities of the sinter-forged P/M plain carbon steel: (a) 78%, (b) 83% and (c) 87%.
Optimization of working parameters for minimum mass loss and coefficient of friction
The load and speed are the two important parameters that are of greater importance in the wear. The optimal working conditions that could result in minimum coefficient of friction and mass loss are found by Taguchi-grey relational analysis by assigning ranks based on both load and speed (Table 3). The optimization technique has been applied in order to obtain the load and speed that result in minimum wear and friction. The common working parameters evolved by applying the optimization technique are going to be the operating working parameters which could result in minimal wear and frictional force irrespective of the densities of the sinter-forged plain carbon steel. The comparability sequence, grey relational coefficient, deviation sequence and grey relational grade are found from equations (1)–(3) and (6), respectively. From the results, the optimum load, speed and the density have been found. The various levels in Tables 4 and 5 denote the different values of load and speed that are used in conducting the experiment. Since there are five different loads and speeds, five different levels are used. Level 1 represents load of 15 N and speed of 300 r/min, Level 2 represents load of 26.67 N and speed of 600 r/min, Level 3 represents load of 32.5 N and speed of 750 r/min, Level 4 represents load of 38.33 N and speed of 900 r/min and Level 5 represents load of 50 N and speed of 1200 r/min. The optimization technique is applied on two different conditions, keeping the theoretical density as constant and considering theoretical density as one of the varying parameter. Figure 7 shows the grey relational grade values of each experiment for various densities. In the case of 78% densified specimen the optimized value of 0.7505 for load and 0.8948 for speed is observed at Level 4 and Level 1, respectively. Similarly, the optimized values are obtained at Level 4 for load and Level 1 for speed in the other densities specimens. Table 4 shows the optimum working range which is denoted by the highest value of average grey relational grade value for the same loads and speeds. From Tables 4 and 5, the best working parameter values of 38.33 N and 300 r/min are obtained. The last column in both the tables indicates the level of influence of individual parameters on the mass loss and coefficient of friction. From the optimal parameter table, it is found that the speed has greater influence on wear loss and the coefficient of friction than the load irrespective of the densities. From the optimization of the working parameters, it is found that both mass loss and coefficient of friction are found to be minimum at the load of 38.33 N and the speed of 300 r/min in both the conditions.
Grey relational grade and rank.
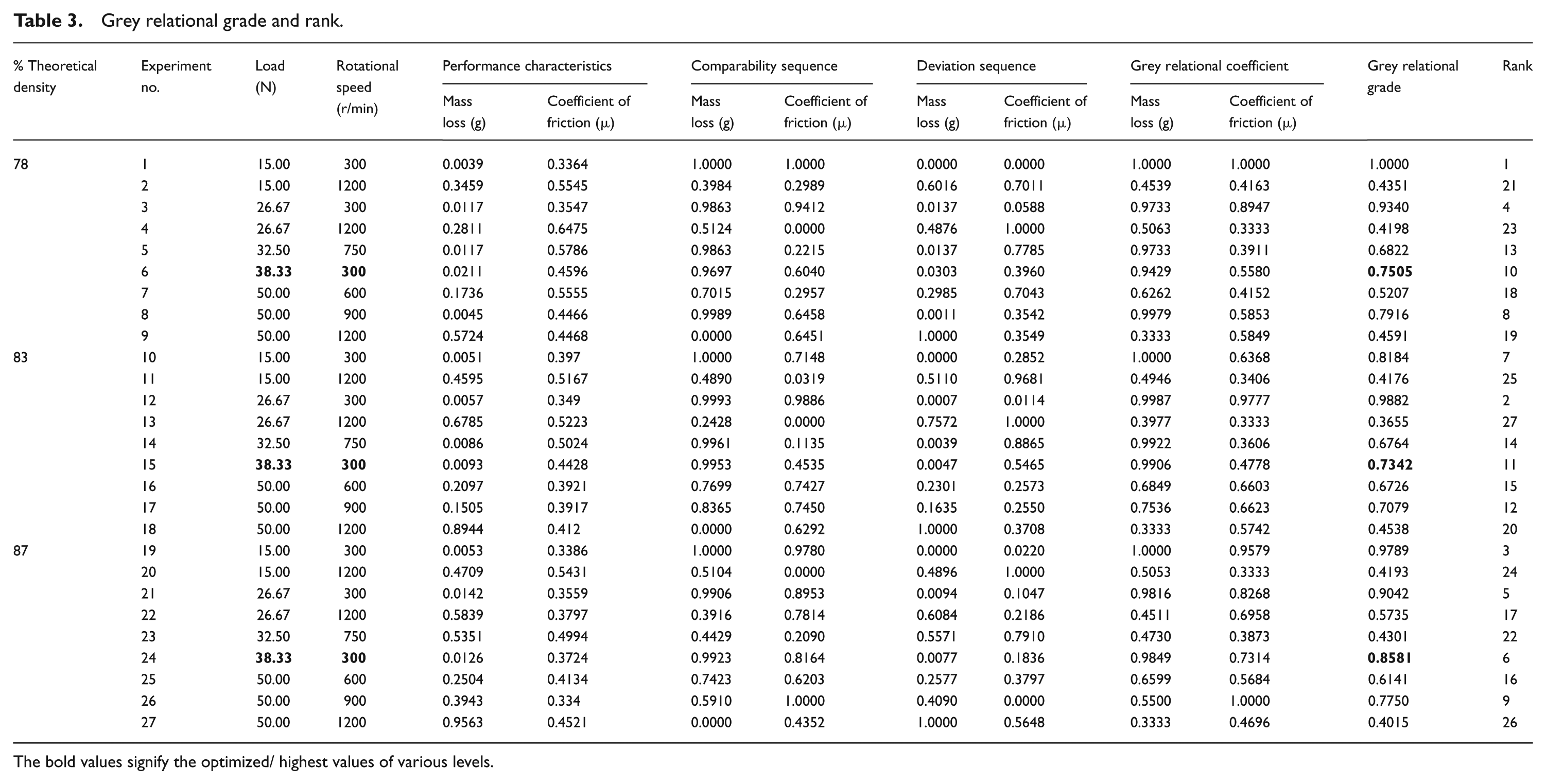
The bold values signify the optimized/ highest values of various levels.
Optimal parameter table for various densities of sinter-forged plain carbon steel.
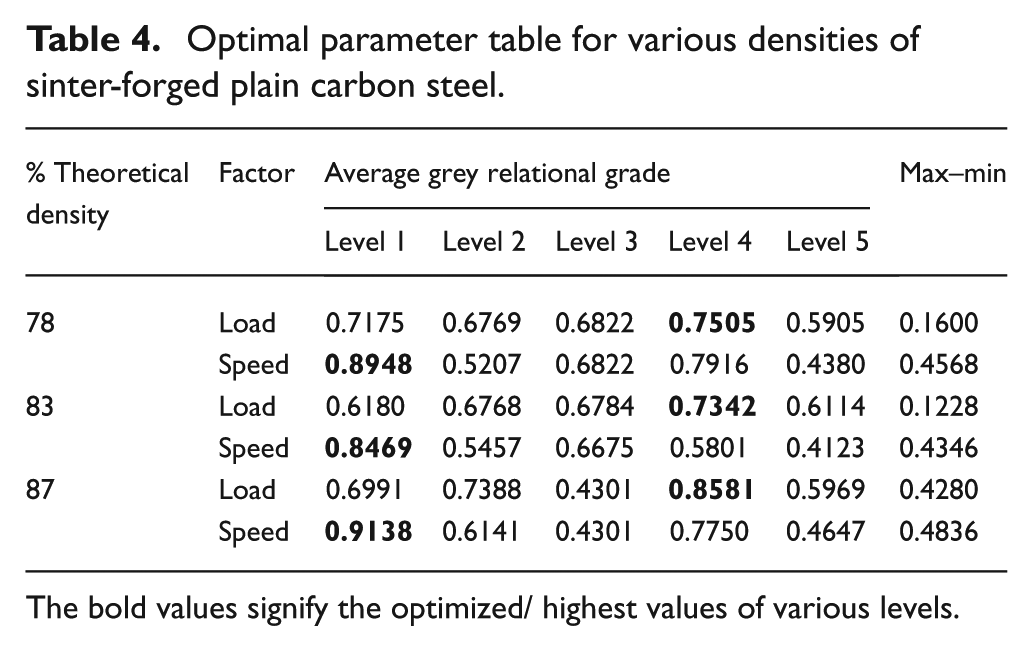
The bold values signify the optimized/ highest values of various levels.
Optimal parameter table taking density as one of the parameter.
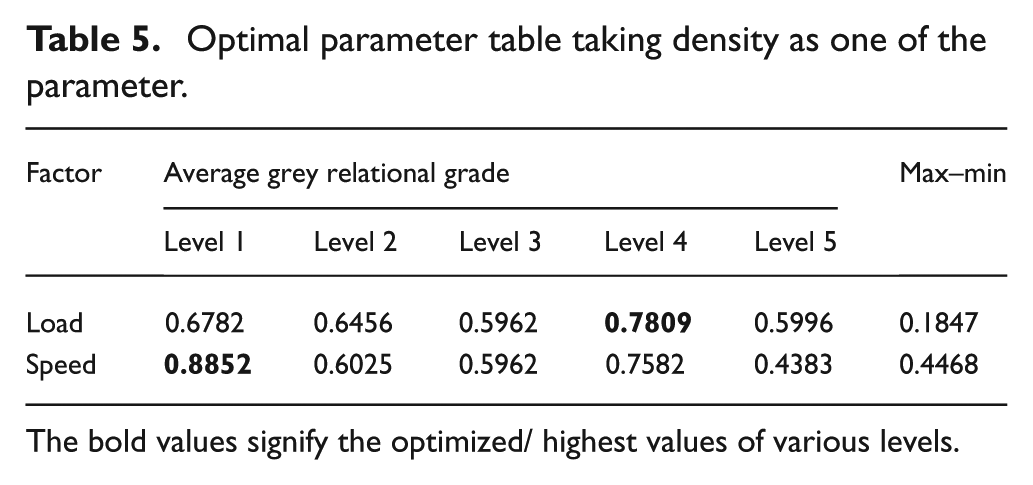
The bold values signify the optimized/ highest values of various levels.
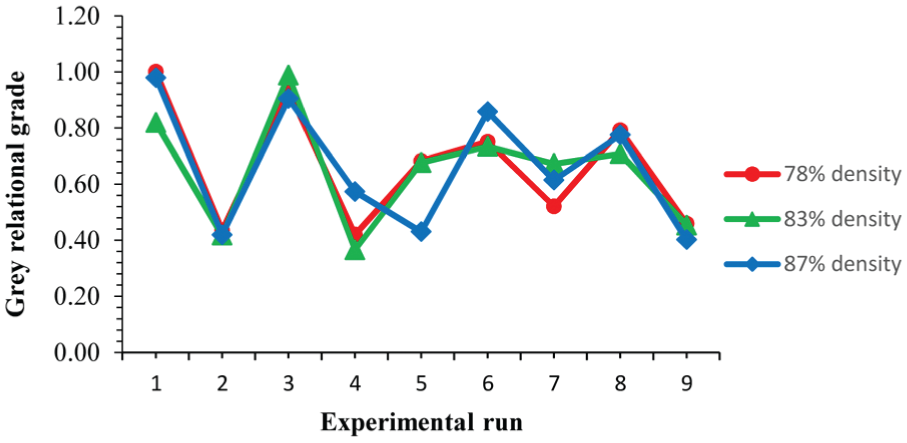
Grey relational grade values for various theoretical densities of the sinter-forged P/M plain carbon steel.
Conclusion
From this research work, one could understand the wear mechanism and the influence of working conditions on the wear behaviour of the sinter-forged P/M plain carbon steel. Based on the experimental results and analysis, the following important conclusions could be drawn:
Wear behaviour of the sinter-forged P/M materials is significantly affected by the porosity contained in it.
The presence of soft ferritic-pearlitic microstructure in the P/M plain carbon steel makes the material to undergo uniform wear.
The common mode of wear in the P/M alloy steel is observed as a delamination wear.
The wear behaviour is found to be influenced to a greater extent by the speed than the axial applied load.
The optimum values of load and speed for the minimum mass loss and coefficient of friction are found as 38.33 N and 300 r/min, respectively, irrespective of the densities of the sinter-forged plain carbon steel.
It is understood from the study that the Taguchi-grey relational analysis method could effectively be used for optimizing the working parameters for wear property of P/M alloy steels.
Footnotes
Acknowledgements
The authors express their sincere gratitude to Prof. R. Sethuraman, Vice Chancellor, SASTRA University, for granting permission to publish this research work. They are also highly indebted to M/s Hoganas India Ltd, Pune and M/s Ausbury Graphite Mills, USA, for their kind gesture in providing iron and graphite powders for this research work.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors thank M/S Shanmugha Precision Forgings, a unit of SASTRA University, for their support in this research work.