
Abstract
Reconfigurable manufacturing systems focus on part family products with its customized flexibility. The characteristics of reconfigurable manufacturing systems help in rapid change of system and cost-effective manufacturing of products. Reconfigurable manufacturing systems can be modified both physically by changing layout, machines and material handling devices and logically by changing route, schedule, planning and so on, which is easy for implementation in reconfigurable manufacturing systems compare to other manufacturing systems. This article aims at configuration selection of a single-product flow-line reconfigurable manufacturing systems using ant colony optimization approach consisting of two phases. In the first phase, priority-based encoding technique is used to find feasible operation clusters, and the second phase uses ant colony optimization technique for minimizing the capital cost of the reconfigurable manufacturing systems. A case study is illustrated with the proposed approach by developing a tool box in MATLAB software. The approach is validated by finding 10-best configurations with the consideration of minimum capital cost. The results are also supported by convergence curve derived by the software.
Keywords
Introduction
Unpredictable market changes, competitive environment and cost-effective manufacturing with reduced lead time necessitate a manufacturing paradigm, which can be achieved through reconfigurable manufacturing systems (RMS). The RMS is a responsive manufacturing system adjustable with production capacity and functionality in consideration with current and future demand requirements. Design of manufacturing system is specific with either on a single product at high production rate or on a variety of products with changeable demand. While dedicated manufacturing lines (DML) focus on a single-product, flexible manufacturing systems (FMS) can manufacture variety of products. Since both of these systems have different purposes, they have limitations based on scalability and machine utilization. 1 FMS with fixed hardware and programmable software focus on variety of products, which is expensive and may become obsolete because of continuous changes in technology. RMS with customized flexibility focus on part family for cost-effective manufacture of products, which can be upgraded for future demand scenarios. 2 This is clearly evident from a survey, 3 which envisaged that FMS with higher flexibility was purchased due to the lack of alternatives. Manufacturers require a manufacturing system with flexibility more than DML and less than FMS. This can be fulfilled by using RMS to provide exact functionality and capacity that is needed. The principles of modularity, integrability, flexibility, scalability, convertibility and diagnosability incorporated in RMS helps in rapid system changes for cost-effective manufacturing of products. 4 Reconfiguration of manufacturing systems can be either physical (changing layout, machines and material handling devices) or logical (changing route, schedule, planning, etc.), which is easy for implementation in RMS compare to other manufacturing systems.
Configuration selection for any demand scenario in single-product flow-line RMS is very important one to minimize the total cost of the system. These types of problems are mostly non polynomial (NP)-hard problems with many operations needs to be processed in different machines having different production rate.
This article aims at finding optimal machine assignment in single-product flow-line RMS using ant colony optimization (ACO) approach. The important assumption considered in this approach is the possibility for assigning more than one operation in different stages of RMS.
The next section provides the review of literatures in RMS, optimization approaches in RMS and recent works on ACO approaches. Section “Problem description and formulation” describes the problem with the objective criteria. Section “Optimization using ant colony approach” explains the methodology of ACO with a case study. Section “Case study” concludes the work with a summary and future scope of work.
Literature review on RMS
RMS which focuses on part family products can be quickly and efficiently reconfigured to meet new demand scenario with reduction in lead time. The structure of RMS consists of computer numerical control (CNC) machines and reconfigurable machine tools (RMTs). The three types of interfaces used in RMS for machine module includes information interface, power interface and mechanical interface. The adjustments of structure at the system level, machine level and control software level makes RMS a responsive system. 1 The reasons for limited success of FMS are expensiveness, inadequate system software, lesser reliability and obsolescence due to rapid change in technology. These limitations are considered in developing a new manufacturing system namely RMS, which go beyond DML and FMS. The major research issues of RMS in design areas are at system-level, machine-level and ramp-up time reduction. 2 A survey conducted to find experiences to date in FMS with the consideration of user satisfaction and shortcomings of FMS reveals the main limitation of FMS as lack of reconfigurability. RMS is viewed as a promising technology and with its features; it has inherent capability for capacity adjustment, product variety and shorter changeover time. RMS is also considered as a complement to other production systems and has potential to address some of the shortcomings of FMS because of its modular structure and ease of integration. 3 The three important features for comparison of RMS with FMS include system features, machine features and controls features. The motivation behind the introduction of RMS is the belief that some economic benefits can be obtained by increasing reusability and reducing capacity and excess functionality present in other types of manufacturing systems. RMTs are important building block of RMS to achieve maximum benefits. The main challenges in RMS paradigms were design of machines and systems, smooth capacity scalability, optimal systems transition and changeover. 5
New product development and diversified demands of customer affect the production volume and life cycle of existing products. Hence, the focus of manufacturing system is shifted from manufacturing various work pieces into producing various products within a family. In general, changeability addresses both flexibility and reconfigurability based on the possible changes in system configuration. The five types of changeability are changeover ability, reconfigurability, flexibility, transformability and agility. Some of the important enablers affecting changeability based on both physical and logical systems are modularity, scalability and convertibility, which come under the RMS. 6 To cope with unpredicted situations, organization needs to be reconfigurable. The important design rules for reconfiguring organizations are declaration of values of the project, definition of operational processes, parallelization, segmentation and criteria for choosing process technology. 7 The reconfigurable controller controls a particular machine or any machine-specific functions through an interface with RMTs. The important applications of reconfiguration were in the fields of fixture design, assembly system design and robots. 8 RMS changes over time with two control loops, such as outer control loop and inner control loop, which represents off-line configuration process and on-line configuration process of the system. 9
RMS can also be called as reconfigurable production systems, which changes their configuration and modification of the basing and attachment of components and mechanisms in response to production requirements. This type of system satisfies the required productivity with change in the product range and increase in the life cycle of automatic equipment. The limitation of flexible production system is its fixed configuration and structure of the machine system, with rigid links between the components. The structural flexibility of RMS makes it a dynamic manufacturing system. The introduction of automatically replaceable prismatic attachment modules in reconfigurable production systems provides a wide range of structural, technological and operational features. Some of the important features of the modules include multipositional, multidirectional and multitool machining; possibility of installation and fastening of attachment module in the working position and use of module for replaceable cutting tools, replaceable multispindle heads and replaceable tool magazines. 10
Although, FMS are customizable and responsive systems, but it results in high investments in hardware capabilities and low utilization. So, there is a need to design reconfigurable systems to minimize the cost. Machine-level configuration and system-level configuration are important mechanics for enabling change in manufacturing systems. 11 An empirical study on concepts, research and applications of RMS 12 compared various issues addressed by researchers and manufacturing reconfigurations in Indian industries. The impacts of reconfiguration on performance of manufacturing systems are observed. The various types of organizations considered in this study are automotive, small products, medium size products, large size products and assembly. The main reasons for the support of reconfiguring manufacturing systems were mentioned as quick response to customer demand, higher productivity and improved responsiveness of overall system.
Approaches in optimization of RMS
Dou et al. 13 introduced a graph theory to optimize flow-line configurations of RMS. In their work, K-economical configurations with space, initial investment, functionality and capacity constraints are generated with the objective of minimizing the demand period cost, which includes fixed cost and operating cost. Moreover, a flow-line configuration optimization problem is modeled as a constrained K-shortest path problem on an augmented digraph. Dou et al. 14 further used a full topological sorting algorithm and a machine graph augmentation algorithm to construct a graph model for optimizing capital cost (CC) of single-product flow-line configurations of RMS. The authors proposed a two stage optimization approach to handle the configuration generation problem. The first stage generates K-best solutions by solving a constrained K-shortest paths problem on a combined augmented machine graph derived from the precedence graph for a specific part and the second stage finds p-distinctive ones out of K configurations using the algorithms for p-dispersion problem. In addition, these p-alternatives are helpful in selecting the best configuration at both initial design level and reconfiguration stages. Dou et al. 15 extended the above work with a new case study to optimize single-part flow-line configurations of RMS using genetic algorithm (GA). The authors compared a 0–1 nonlinear programming (NLP) model with the 0–1 integer linear programming (ILP) model by using precedence graph, operation cluster details and production rate for different operations with CC of machines as some of the inputs.
Youssef and ElMaraghy 16 developed a model for optimizing multiple-aspect RMS configurations with the objective of minimizing the CC of configurations. The three different aspects considered in this approach for designing the system are arrangement of machines, equipment selection and assignment of operations. GA is used as optimization tool with RMS configurations are considered in flow-line form works within a configuration period. The operation constraints are given in the form of precedence graph for each product with other constraints, such as space constraints, capacity constraint, investment constraint, domain constraint and functionality constraints. A case study with two parts in a part family is used in this work for which a tool box is developed using MATLAB software. In addition, only one operation is allowed for each part in each stage of the configuration, which does not allow sharing of machine over consecutive operations. Dou et al. 13 optimized the multi-part flow-line configurations of RMS using GA with the same problem as used by Youssef and ElMaraghy. 16 In addition, sharing of machine over consecutive operations is considered, which was not considered by Youssef and ElMaraghy. 16 The objective function of this work is the minimization of CC of configuration. This problem is also solved by Particle Swarm Optimization method and further compared with GA.
Applications of ACO approach in manufacturing
Liu et al. 17 employed ACO algorithm for optimization of process planning by converting it into a travelling salesman problem with operation sets as cities, costs for preparing process as distance and costs for machining processes as weights of cities. The result supports the ACO algorithm in comparison with tabu search, simulated annealing (SA) and GA. An ACO algorithm for sequencing and scheduling in a FMS environment is proposed by Udhayakumar and Kumanan. 18 This work considered both job and tool with the objective of minimizing makespan time. Dorigo and Gambardella 19 compared ant colony system with SA, neural nets, GA and combined GA and SA by considering both symmetric and asymmetric travelling salesman problems earlier used in literatures. The result proves ant colony system as better one than other methods. Ramkumar et al. 20 proposed a population-based hybrid ant system for facility layout design by formulating quadratic assignment problem and compared the performance with different metaheuristics including tabu search, reactive tabu search, SA, genetic hybrid method, hybrid ant system and max–min ant system. The result reveals the better solution quality of population-based hybrid ant system than other metaheuristics. Fattahi et al. 21 used ACO techniques for multi-manned assembly line balancing problem to minimize the total number of workers and number of opened multi-manned work stations. In this type of assembly line, more than one operator can be assigned in each work station, which reduces throughput time and the amount of work in process. The effectiveness of ACO technique is justified by comparing it with mixed integer programming model and simple assembly line balancing problem earlier solved in literatures.
Although some of the works were done in optimization of flow-line RMS, most of them used GA. The ACO approach with NP-hard problems for single-product flow-line RMS is not investigated. In this article, optimization of single-product flow-line type NP-hard problem with multiple machine assignment of same type in each stage is considered.
Problem description and formulation
Optimization of a single-product flow-line type RMS consist of two phases: the first phase deals with priority based encoding technique to find feasible operation clusters (FCs), while the second phase concerns the minimization of CC of flow-line type RMS using ACO technique.
Operating environment
The structure of RMS considered is a set of RMTs arranged as flow-line type in a number of stages which can be easily reconfigured to produce part family products. Each stage consists of only one machine type and can be used for doing more than one operations as per the sequence of operations. The RMTs can be customized to do different operations and also can be modified from its positions based on system requirements. This helps in reconfigurability of the system.
Problem definition
Given a part with number of operations, precedence matrix, operation cluster details and machine costs, this work aims at finding optimal machine assignment by considering the minimum CC. The CC of single-product flow-line equals to sum of the cost of machines used in the corresponding stages of the RMS.
Objective function
The objective of this article is minimizing the CC of configurations in the present value. The objective function is formulated as per the guidelines from literatures with few modifications13,15,16

where
Inputs
The inputs considered in this approach are operation precedence graph of the product, operation cluster details, operation cluster setup details, cost of the available machines and adjacent arrays for each operation cluster, which is derived from operation precedence graph.
Optimization using ant colony approach
Generation of FC sequence using priority based encoding technique
The FC sequence is generated using precedence graph and priorities for each operation cluster as inputs. This technique is followed to avoid generating infeasible FC and to satisfy precedence constraints of operation cluster. The precedence graph consisting of operation cluster as nodes and their precedence relations shown by arc is a direct acyclic graph. Since arcs between nodes represent adjacent nodes for next operation, adjacency lists are derived from precedence graph for considering them as eligible nodes for next operation.
A chromosome consisting of integers between 1 and nc without repetition is considered as priorities of operation clusters. The higher the priority value, higher their chance of selection during conflicting situation between nodes. 22
The two important informations in the chromosome are locus and allele. In this work, locus represents the operation cluster and allele represents the priority of each operation cluster.
Zero in-degree topological sorting algorithm 23 with adjacency lists and priority chromosome are used as inputs in generating FC. The details of FC generation are described in the following steps:
Step 1. Select the node with zero in-degree as first operation cluster in FC array.
Step 2. Consider the adjacency list of zero in-degree node as eligible nodes and their priority values taken from chromosome consisting of values between 1 and nc.
Step 3. Select the node with highest priority as the next node in FC array.
Step 4. Now, add the adjacency list of selected node to the eligible nodes list and remove the selected node from the eligible nodes list.
Step 5. Continue Steps 1–4 until all nodes become the zero in-degree node.
Generation of FC setup using FCs
Operation cluster setup is a set of operation clusters, which can be performed in a machine type with a common setup. This makes the machine assignment for the feasible operation cluster setup (FS) easier and less expensive. So, the FC is checked with the S details and generated with one or more possible number of FS. Inputs considered in this step are the details of S and the output is the FS.
Optimal machine assignment using ACO
ACO is one of the nature-inspired optimization technique to find optimal solutions for NP-hard problems. Ant’s general ability of finding shortest path using pheromone deposition on its path is the concept behind the technique. The ants have the behavior of preferring with high pheromone level when an obstacle creating two different paths is introduced on its initial path. 19
Steps involved in the ACO approach are described as follows: 24
Step 1. Initial population generation with a number of ants and their corresponding CC values. An ant is considered as a permutation of random sequence formed with the available operation clusters without any repetition.
Step 2. Finding pheromone matrix values for the selected population.
Step 3. Updating pheromone matrix values for every iteration.
Step 4. Finding next set of orders using pheromone matrix. Here randomly generated position sequence and normalized values helps in finding normalized vector. Furthermore, the lowest value of the normalized vector is used for assigning the position for the next of sequence in ant population. This creates a new set of population for the next generation.
Step 5. Find out the corresponding CC values for the newly generated population.
Step 6. Repeat the Steps 3–5 until it reaches the maximum number of generations.
Case study
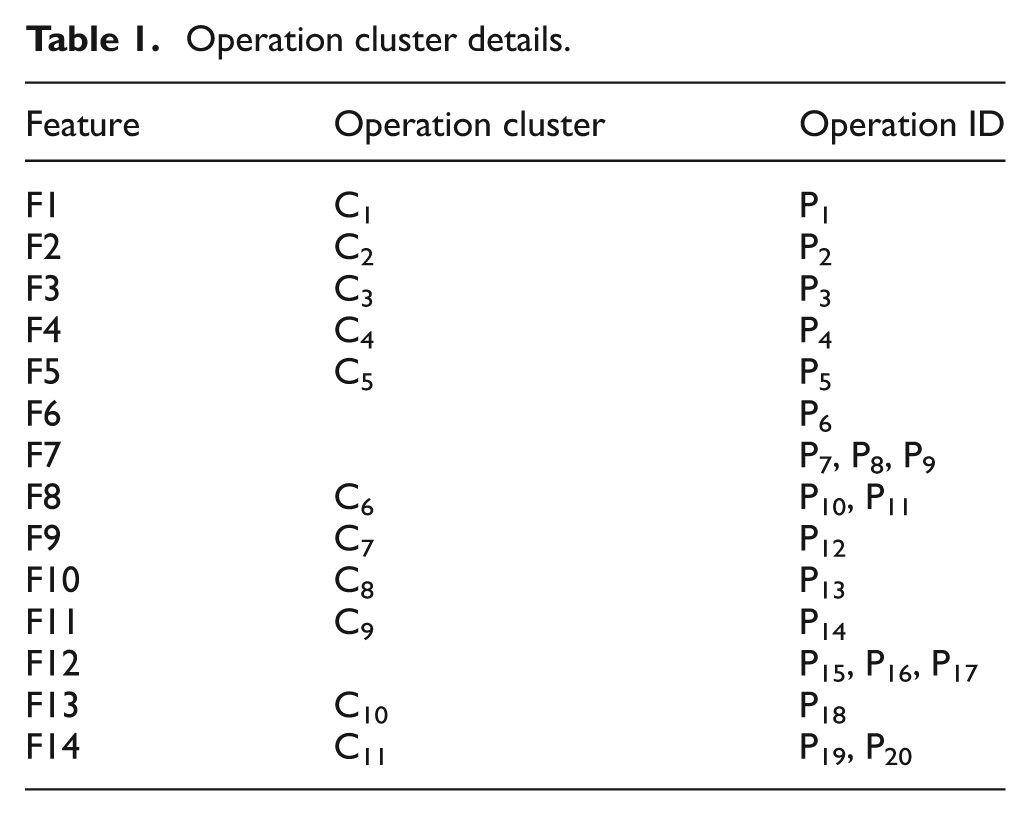
In this article, ANC-101 part with 14 features and 20 operations as given in Figure 1 and Table 1 is considered. To further simplify the part, the 20 operations are converted into 11 operation clusters with the help of operation cluster details provided in Table 1 and precedence graph given in Figure 2. Demand period for ANC-101 part is assumed as 1.5 years with production requirement of 180 parts per hour. The annual interest rate and depreciation rate for machines are taken as 12% and 10%, respectively. Figure 3 shows the modification of precedence graph based on operation cluster details.
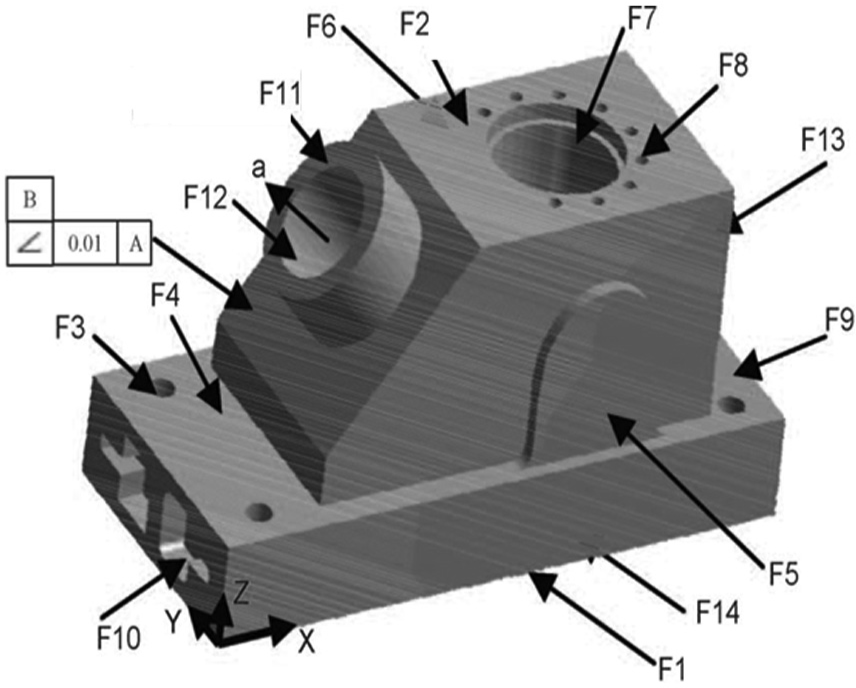
ANC-101 part.
Operation cluster details.
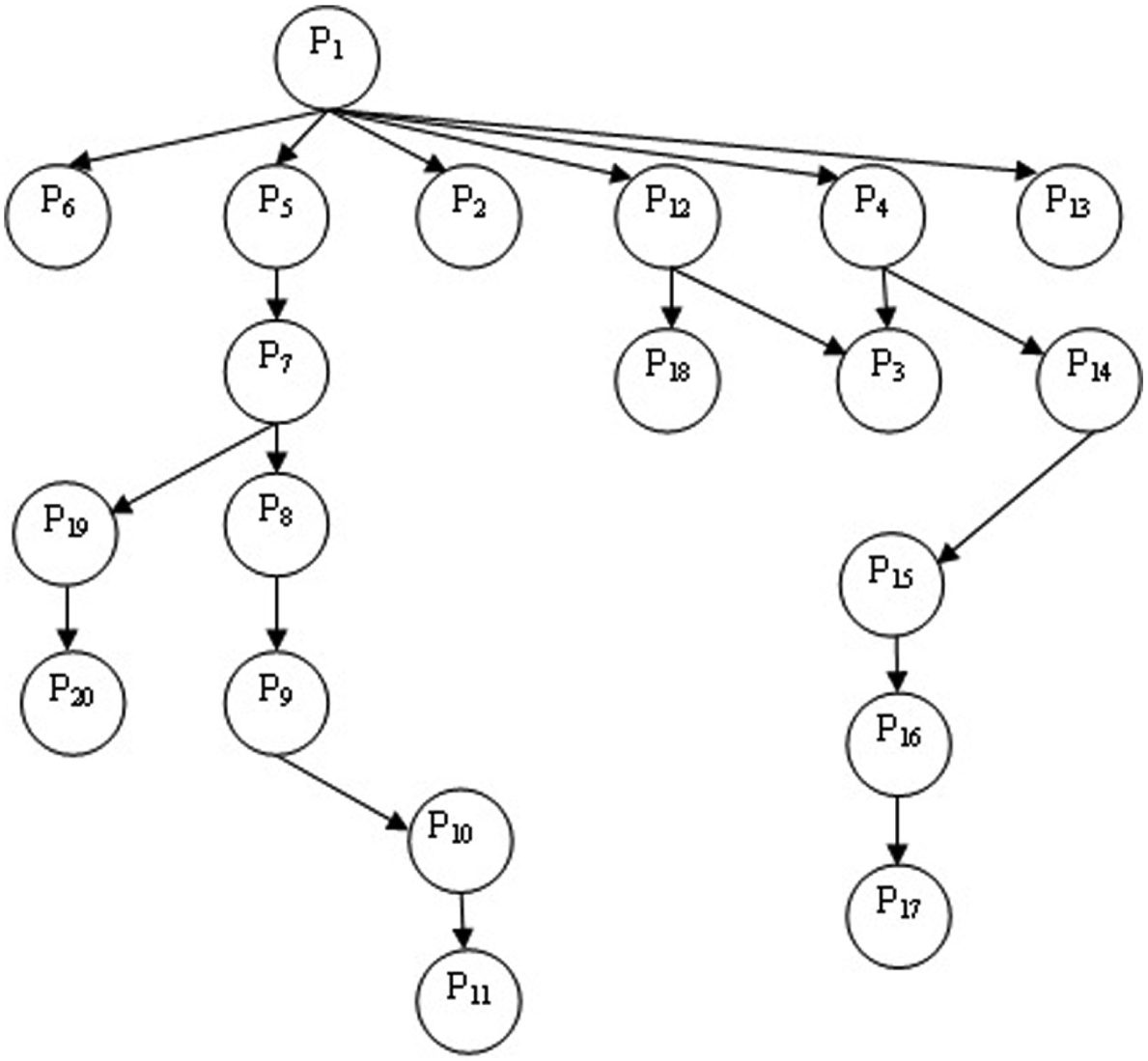
Precedence graph for ANC-101 part.
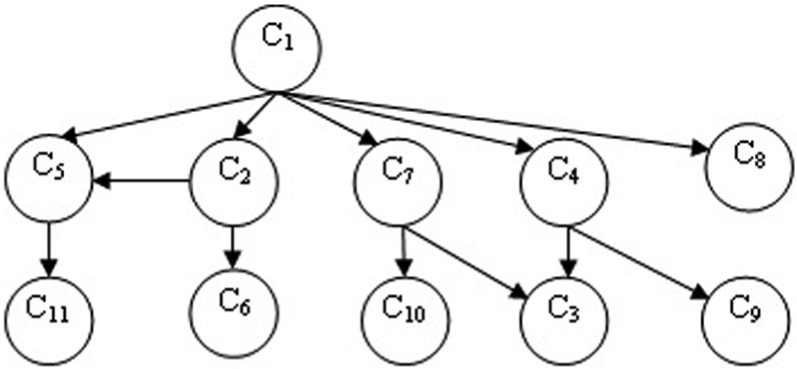
Precedence graph for ANC-101 part using operation clusters.
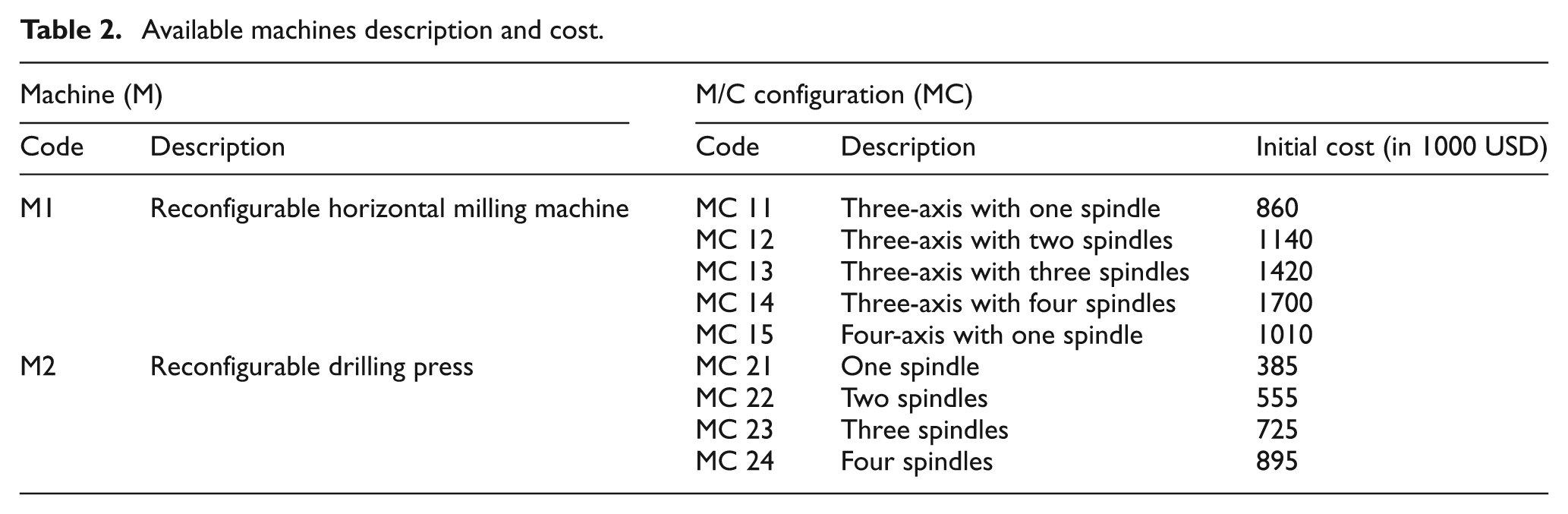
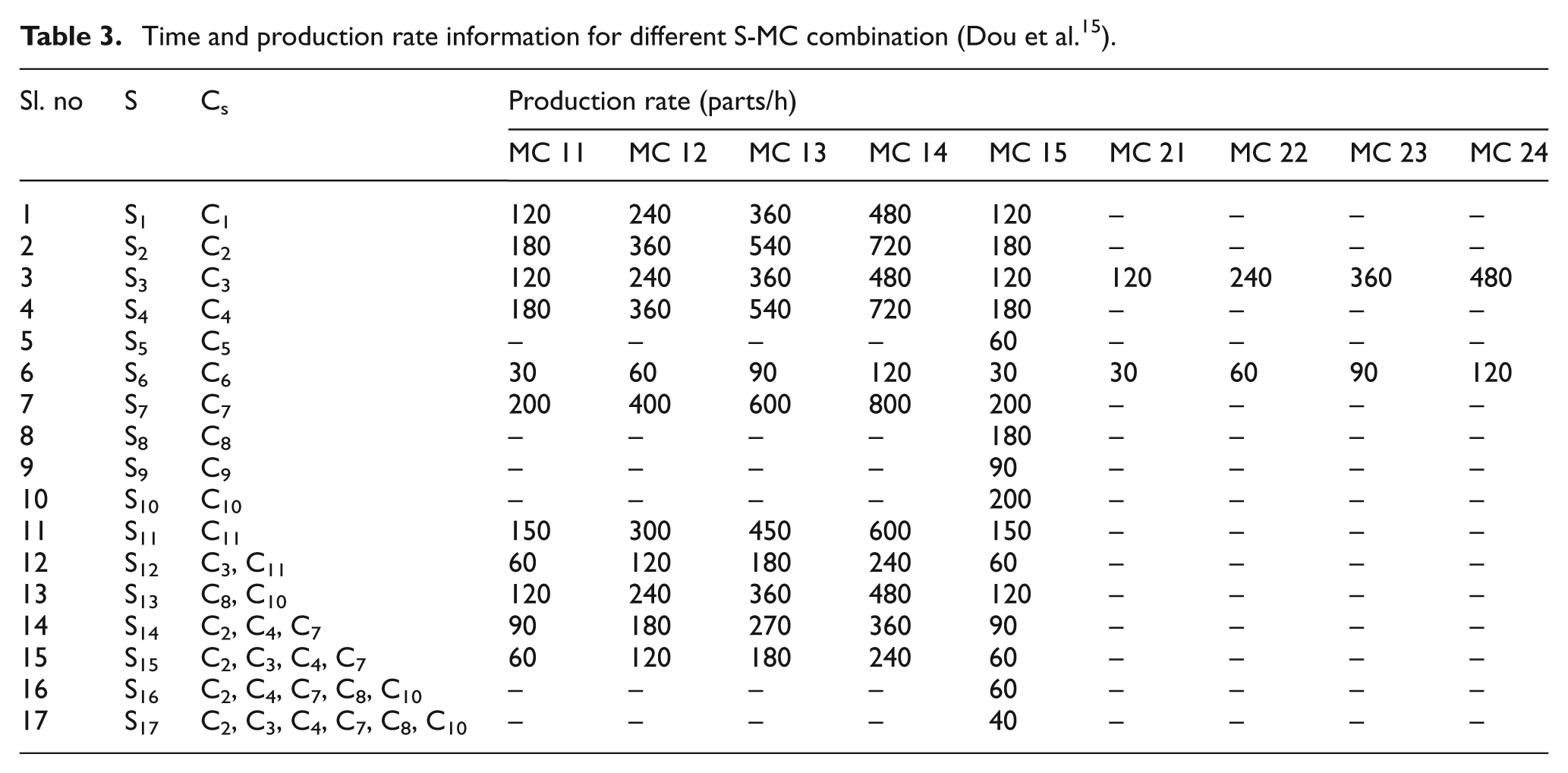
Dou et al. 15 proposed GA-based approach for ANC-90 part. The number of FS configurations derived for that part is 44, which make it a NP-complete problem. So, this article attempts with an ACO-based approach for minimization of CC in ANC-101 part. Due to more number of operation cluster and S, this becomes a NP-hard problem. Table 2 shows the descriptions of available machines and their cost. The time and production rate details of S-MC combination is listed in Table 3.
Available machines description and cost.
Time and production rate information for different S-MC combination (Dou et al. 15 ).
Solutions obtained by ACO approach
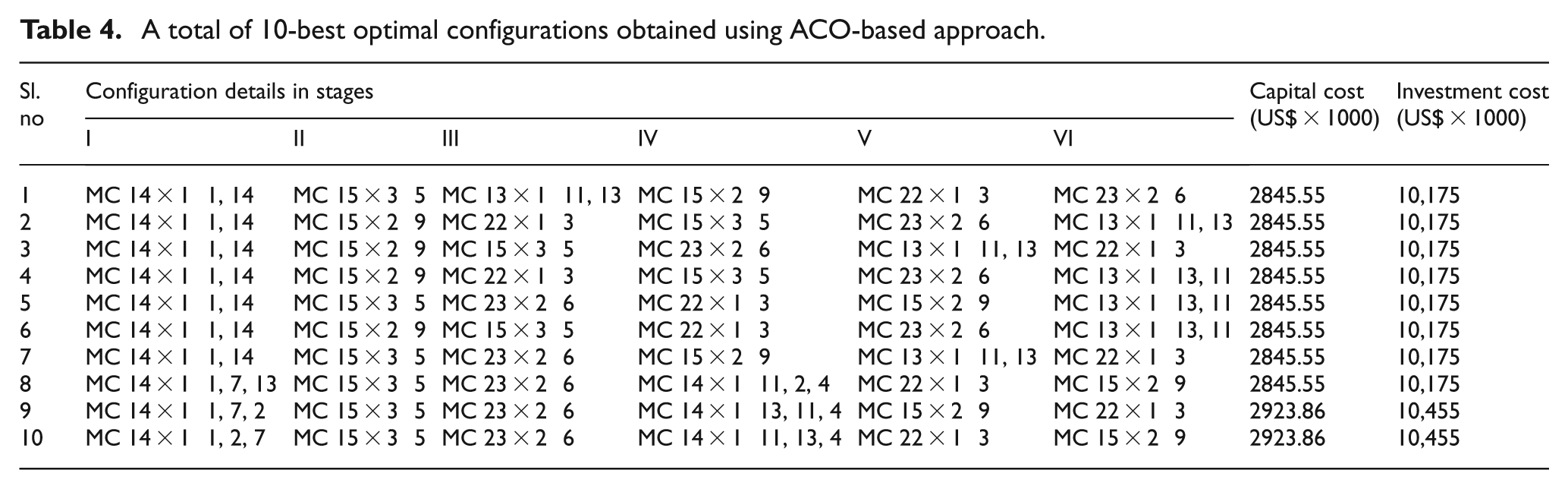
The ACO approach is coded using MATLAB and implemented in an Intel i3 2.3 GHz with 4 GB memory. In this approach, POPSIZE = 20 and MAXGEN = 500 are fixed which gives a computation time of less than 1 s per each run. The 10 best optimal configurations for ANC-101 part with minimum CC of US$2.845 million are listed in Table 4. The convergence curve for minimum investment cost using ACO based approach is shown in Figure 4.
A total of 10-best optimal configurations obtained using ACO-based approach.
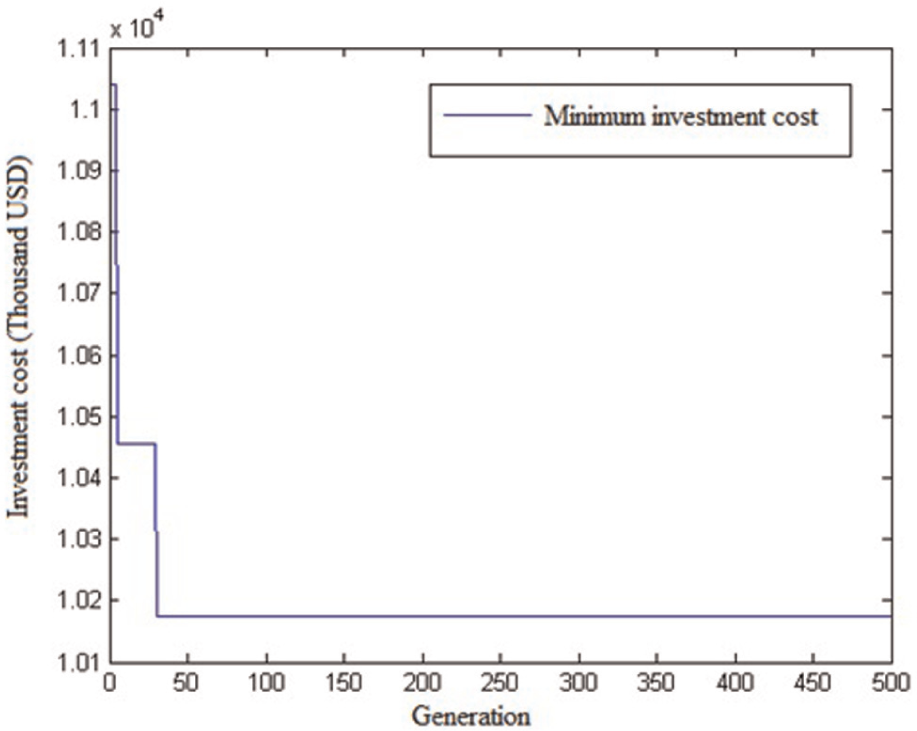
ACO convergence curve.
Results and discussion
The results of ant colony approach with minimum CC of US$2.845 million are listed in Table 4. The results reveal that the obtained configurations are in six stages of same machine type assigned for different operation cluster setup. In this approach, more than one operation cluster setups are assigned in each stage. The minimum CC is obtained after 30 generations and retained for rest of the runs, which is clearly evident from the convergence curve shown in Figure 4. Table 4 shows that the eight configurations with minimum CC and the remaining two configurations with a CC of US$2.923 million. The case study justifies the ACO-based approach to find optimal configurations with minimum CC.
Conclusion and future scope
In this study, a novel approach is proposed for configuration selection of single-product flow-line RMS using ACO-based approach. This study is first solved using priority-based encoding technique to find FC, and then, ant colony technique is used to arrive optimal configurations with minimizing CC as objective. This study will be very much helpful in planning configuration at initial stage or at any new demand scenarios. In the future, multi product with single or multiple objectives for flow-line-type RMS can be considered.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.