
Abstract
Friction stir processing is a novel material processing technique. In this study, neural network–based genetic optimization is applied to optimize the process performance in terms of post-friction stir processing mechanical properties of Al7075 alloy and the energy cost. At first, the experimental data regarding the properties (i.e. elongation, tensile strength and hardness) and the consumed electrical energy are obtained by conducting tests varying two process parameters, namely, feed rate and spindle speed. Then, a numerical model making use of empirical data and artificial neural networks is developed, and multiobjective multivariable genetic optimization is applied to find a trade-off among the performance measures of friction stir processing. For this purpose, the properties like elongation, tensile strength and hardness are maximized and the cost of consumed electrical energy is minimized. Finally, the optimization results are verified by conducting experiments. It is concluded that artificial neural network together with genetic algorithm can be successfully employed to optimize the performance of friction stir processing.
Introduction
Traditionally, the properties of the metallic materials are modified through heat treatment processes. However, these processes suffered from the shortcoming of toxic emissions. In the recent past, several new property modification techniques (such as friction stir processing (FSP), equal-channel angular pressing, multiaxial alternative forging and accumulative roll bonding) with the aims to minimize or control the emissions and to reduce the product cost were introduced.1–4 However, its simplicity, flexibility, low-cost tooling and the potential for numerous applications render FSP promising over the other techniques. 5
In fact, FSP has been derived from friction stir welding (FSW) that is now regarded as an economical and technologically appropriate choice for joining similar or dissimilar metals.6–8 In the simplest form, this method employs a simple steel tool consisting of a pin and a shoulder to process the material. The tool after plunging into the workpiece simultaneously rotates and travels to accomplish the task. The pin performs two functions: breaks and stirs the material grains and transfers the stirred material from the advancing side to the retreating side of tool. During this course, the shoulder applies necessary pressure to consolidate the stirred material. As a result of these actions of tool, the parent material receives significant plastic deformation and grain refinement. The temperature during processing remains below the melting point, thus rendering FSP a solid-state processing technique. Although FSP has been advancing as a grain refining technique, it has also found several other applications such as rectification of defects in castings and mechanical alloying and surface modification to improve the mechanical and wear characteristics of metals. 5
The rotational speed of spindle, feed rate, number of passes and tool geometry are the major process parameters that affect the microstructure and mechanical properties of the materials in FSP. 5 El-Rayes and El-Danaf 9 studied the influence of the first three parameters employing Al6082-T651 alloy as the experimental material. They found that the grain size of the alloy after FSP decreased significantly. Comparing the effect of variation in the parameters on various characteristics of the FSPed alloy, they observed that the increase in the number of passes (1–3) led to an increase in the mean grain size and ductility and contrarily caused a reduction in the strength and hardness. The increase in the feed rate (90–240 mm/min) led to an increase in the grain size, strength and hardness while a decrease in the ductility. They further reported that the tool rotation in the considered range (850–1350 r/min) had very slight effect on the mechanical properties; however, the grain size increased as the tool rotation was increased. Karthikeyan et al. 10 investigated the influence of spindle speed (1400–1800 r/min) and feed rate (10–15 mm/min) on the mechanical properties of the cast Al2285 showing that the increase in the feed rate caused a decrease in the strength and ductility and contrarily led to an increase in the micro-hardness. Interestingly, in contrast to El-Rayes and El-Danaf, 9 they found that high spindle speeds posed very positive effect on these properties. Moreover, for each set of considered parameters, the properties of the FSPed material were superior to those of the parent material. In another study, Karthikeyan et al. 11 proposed an optimum set of parameters to process cast Al319.
Employing single-pass FSP, Ma et al. 12 tested the effect of feed rate (51–203 mm/min) and spindle speed (300–900 r/min) on the cast A356 alloy. In contrast to El-Rayes and El-Danaf, 9 they noted that the variation in these parameters did not have any significant influence on the grain size. Studying the effect of multiple passes (five passes with 50% overlap between successive passes), 13 they observed that the number of passes had slight effect on the tensile properties of the cast A356 alloy. To refine the grains of Al7075-O alloy, Johannes and Mishra 14 applied four-pass FSP (42% overlap). They realized the finest grains with two passes and the highest ductility with one pass.
Azizieh et al. 15 examined the effect of tool geometry, number of passes and spindle speed on the grain size and hardness of the AZ31/Al2O3 composite. Of the three used tool geometries (i.e. straight cylinder, threaded cylinder and fluted cylinder), they found that only the threaded cylinder produced defect-free composite. Contrary to El-Rayes and El-Danaf, 9 the increase in the number of passes was observed to refine the grains and to increase the hardness of the composite. The increase in the spindle speed, on the other hand, was seen to cause grain coarsening and to reduce the hardness. The highest hardness was achieved when FSP was carried out using threaded cylinder, four passes and spindle speed of 800 r/min. Similar results were found for the Al5052/Al2O3 composite. 16 Bahrami et al. 17 employed five different tool geometries (square, triangular, four-flute cylinder, four-flute square and threaded taper) to fabricate Al7075/SiC composite. According to their results, contrary to threaded tool, 14 the triangular tool showed the best performance in terms of both defects and properties. Bauri et al. 18 applied single-pass and double-pass FSP to produce Al/TiC composite. In agreement with Azizieh et al., 15 it was found that the use of multiple passes (i.e. two in this case) improved the composite properties. Faraji and Asadi 19 worked on the effect of speed–feed ratio and showed that the large ratio together with higher number of passes refined the grains and enhanced the hardness and wear resistance of the AZ91/alumina composite. Testing the effect of spindle speed on the strength and hardness of Al5083/Cu composite, Zohoori et al. 20 found that both of these properties were improved as the speed was increased (700–1900 r/min).
According to the above presented literature review, the effect of an FSP parameter on the microstructure and mechanical properties of a material is closely associated with the type of the material under investigation. This follows that, for each different material, a parameter–property relationship needs to be investigated separately. Besides the material properties, energy consumption that yet has not been addressed is also an important performance measure of FSP. The process efficiency of FSP is likely to increase if the properties are improved and the energy cost is reduced. For any manufacturing process, the attainment of high efficiency requires the process to be performed using a suitable set of parameters offering a trade-off among multiple objectives. In the literature, studies addressing this subject have been reported for the processes like machining, welding and metal forming.21–26 However, to the best knowledge of the authors, any similar study in FSP, especially on Al7075 alloy, is not available.
In most of the manufacturing processes, such as reviewed above for FSP, the influence of one parameter on a performance measure could be in mutual opposition to that of the other parameter. Also, almost every manufacturing process involves complex physical, chemical and metallurgical phenomena. Due to these reasons, it is rather difficult to develop an analytical model(s) showing the process response with an acceptable accuracy. This is the situation where the experiment-based methodologies, such as empirical modeling and computational intelligence, come into play. The application of empirical modeling technique is limited to small data because the models increasingly become complex, inaccurate and inapplicable with the growth of the experimental data. 27 Therefore, the most feasible option available in such a situation is computational intelligence (e.g. artificial neural networks (ANNs)).
In this study, the ANN is applied to model the effects of two of the important parameters (i.e. spindle speed and feed rate) on the mechanical properties (i.e. tensile strength, hardness and ductility) and energy cost (a direct measure of energy consumption) in the FSP of Al7075 alloy. The trade-off among the mechanical properties and energy cost is realized by employing the genetic algorithm (GA). Finally, the proposed optimized solution is verified through experiments.
Experiments
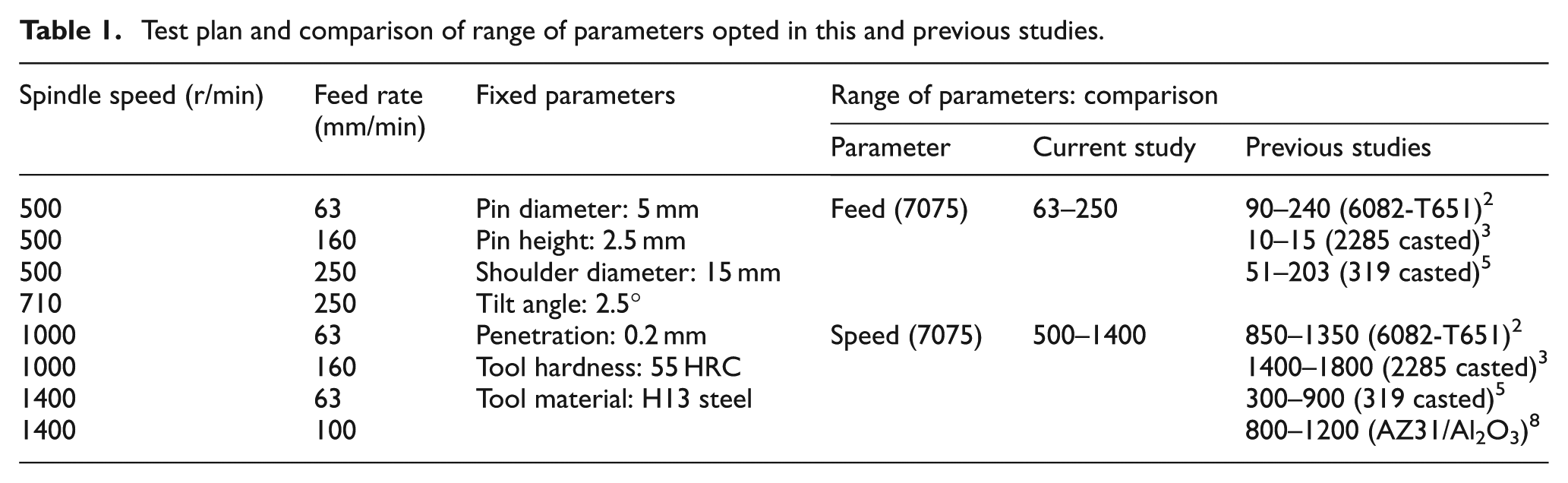
The experimental material used for the current investigations was the 5-mm-thick plate of Al7075 alloy (tempered to T6 condition). To perform FSP, the test pieces from the plate were cut into rectangular strips of the following size: width = 50 mm and length = 140 mm. In order to make the tool, the H13 steel bar was first hardened to 55 HRC and then machined into a cylindrical body with a small taper pin (stem diameter = 5 mm and height = 3 mm) containing threads as schematized in Figure 1. In this study, two parameters, namely, feed rate and spindle speed, were considered. Each parameter was varied over four levels. The ranges of the parameters were set according to the machine limits. As shown in Table 1, the ranges in the current work were kept wider than the corresponding ranges employed in the previous works so that the application of the expected findings could be widened. The samples were produced employing three passes with 45% overlap between the successive passes as schematized in Figure 1.
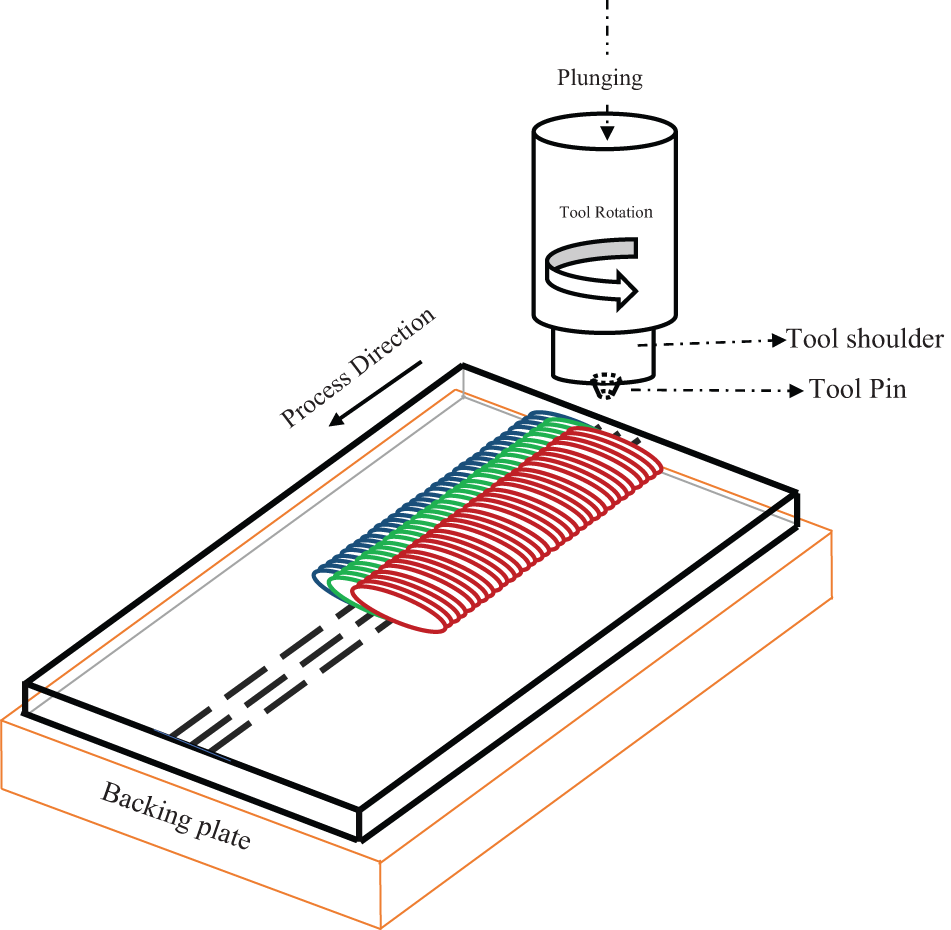
Schematic view of friction stir processing (FSP).
Test plan and comparison of range of parameters opted in this and previous studies.
The tests were performed using a conventional milling machine and holding the other parameters fixed as listed in Table 1. Each sample was produced applying three passes with 45% overlap between the successive passes (see Figure 1). For each combination of the parameters, at least two replicates were produced in order to provide statistical means to the experimental data.
The tensile properties of the FSPed samples were determined conducting tension tests. To do so, the sub-size tensile specimens following the ASTME8 standard were cut along the processing direction (see Figure 2) and stretched to fracture using INSTRON tension machine. The micro-hardness of the samples was tested in the nugget zone. For this purpose, the indentation tests using a Vicker hardness tester were done applying a load of 100 g for a dwell time of 10 s and a test time of 15 s.
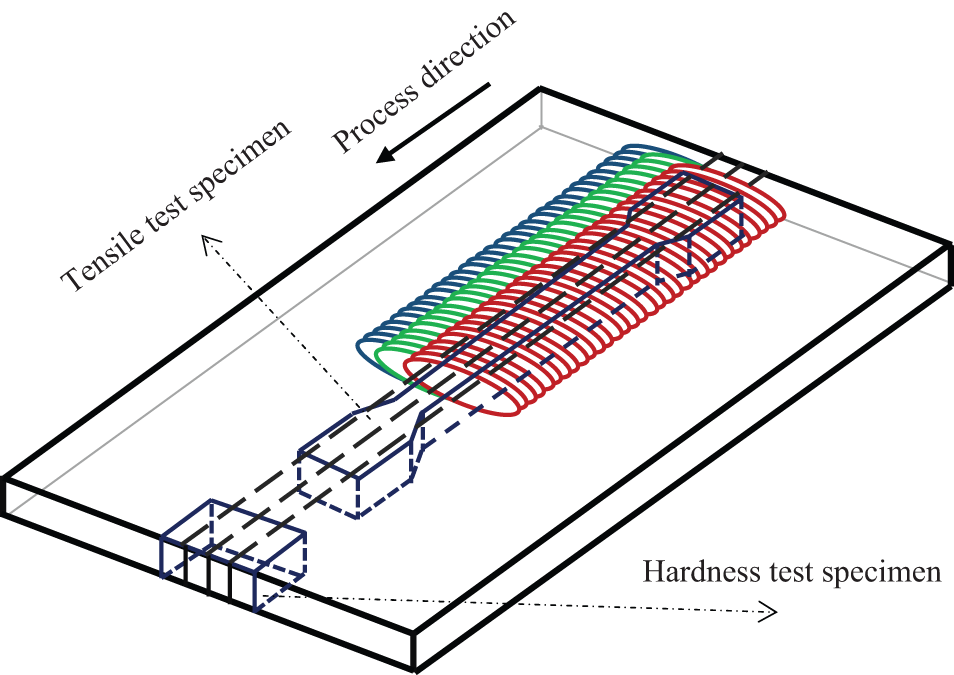
Cutting plan for tensile specimens.
To estimate the energy consumed to produce a sample, the voltage and current were recorded using HIOKI CLAMP ON POWER HiTESTER (3286-20), and the processing time was recorded with a stop watch. Finally, the energy consumption was calculated using the following relation

where KWH is the electric energy measured in kilo watt hour, V is the voltage, I is the current, t is the time consumed and
Experimental results
Figure 3(a)–(d) shows the effect of variation in the feed rate on various performance measures of FSP. At the fixed spindle speed of 500 r/min, the elongation increases as the feed rate increases from 63 to 160 mm/min. However, as can be observed from Figure 3(a), further increase in the feed rate leads to a decrease in the elongation. The same trend can be seen for the ultimate strength (Figure 3(b)). The hardness, on the other hand, gradually increases over the entire range of feed rate (60–250 mm/min). Interestingly, for the fixed speeds of 100 and 1400 r/min, the elongation–feed rate trend is completely opposite to that observed for the fixed speed of 500 r/min and the feed rate ranging from 63 to 160 mm/min. Furthermore, the effect of increase in the feed rate on the strength is not significant at the fixed speed of 1000 r/min. However, this effect at the fixed speed of 1400 r/min is noticeable: the strength, contrary to the trend for 500 r/min, decreases with the increase in the feed rate. In agreement with the trend for 500 r/min, the hardness at the fixed speed of 1000 r/min increases with the increase in the feed rate while it decreases at the fixed speed of 1400 r/min. This is worth noticing from Figure 3(d) that the energy cost, regardless of the spindle speed, decreases as the feed rate increases. This is to observe from Figure 3(a)–(d) that the increase in the feed rate at the fixed speed of 1400 r/min leads to reduction in each of the considered mechanical properties, which most probably could be due to high heat input and the formation of new phases. 5 This finding suggests that very high spindle speeds (i.e. ≥ 1400 r/min) may be avoided while FSP Al7075.
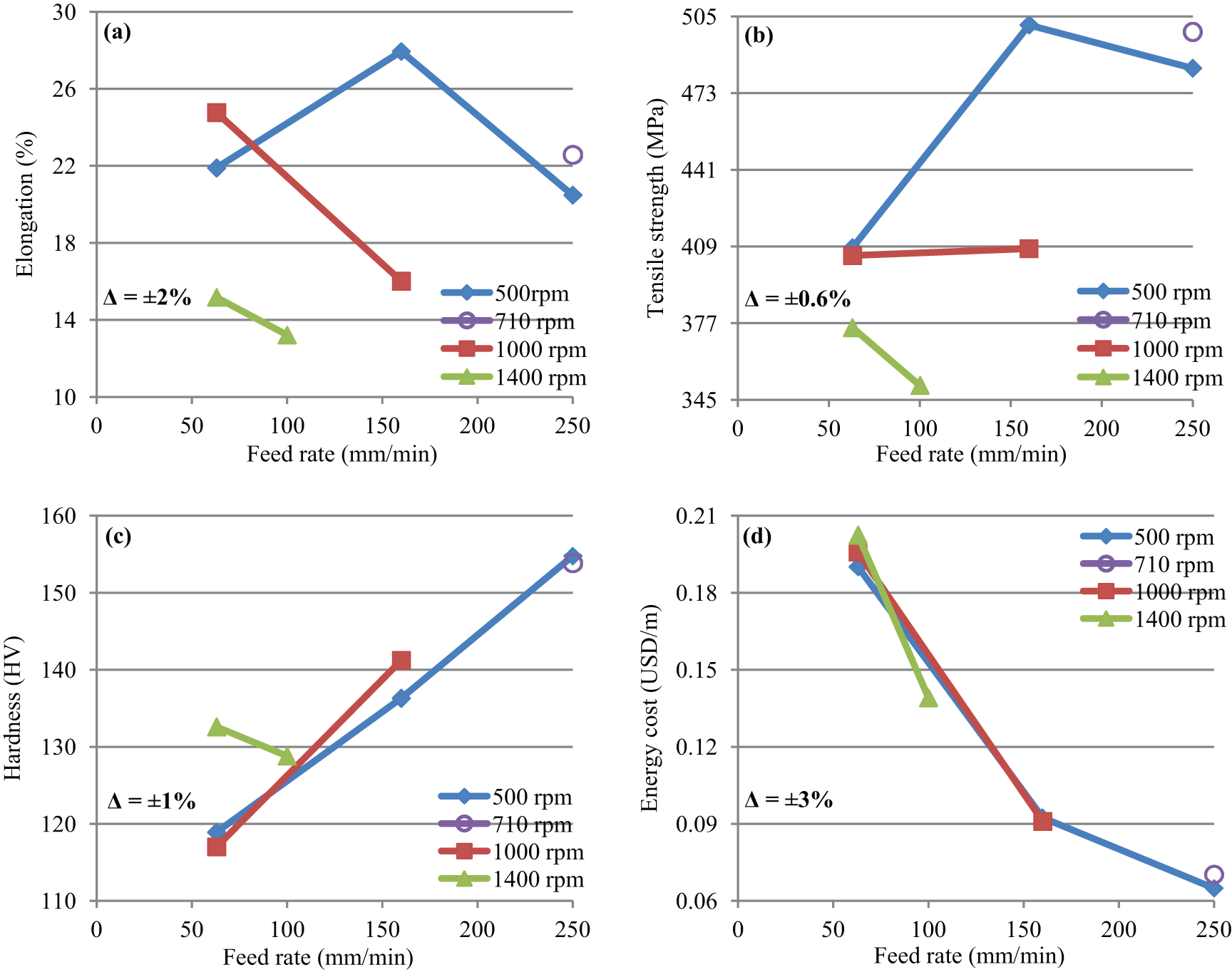
Effect of variation in feed rate on the performance measures of FSP: (a) elongation, (b) strength, (c) hardness and (d) energy cost.
Figure 4(a)–(d) presents the effect of change in the spindle speed on the mechanical properties and energy cost. As can be seen from Figure 4(a), at the fixed feed rate of 63 mm/min, there is a certain range (500–1000 r/min) within which the elongation increases as the speed increases. Surpassing the high limit of this range, the elongation contrarily decreases as the speed increases. The ultimate strength, on the other hand, continuously decreases over the entire range of speed. However, the hardness shows an upward trend when high speeds (≥1000 r/min) are employed. This is to be examined from Figure 4(a) and (c) that at the fixed feed rate of 160 mm/min, the elongation and hardness exhibit trends that are opposing to those observed for the fixed feed rate of 63 mm/min and the spindle speed ranging from 500 to 1000 r/min. At the fixed feed rate of 250 mm/min, the speed–elongation and speed–hardness trends are in agreement with those observed for 63 mm/min; however, the speed–strength trend is in disagreement. This is to note from Figure 4(a)–(c) that the trends for the fixed feed rate of 160 mm/min are comparatively steeper (between 500 and 1000 r/min) than those for the other feed settings. This reveals that the change in the speed is relatively more influential at the feed rate of 160 mm/min. From Figure 4(d), it can be seen that the increase in the spindle speed contrary to the increase in the feed rate (Figure 3(d)) raises the energy cost at the feed rates of 63 and 250 mm/min. However, increasing speed at the feed rate of 160 mm/min does not have any significant effect on the energy cost.
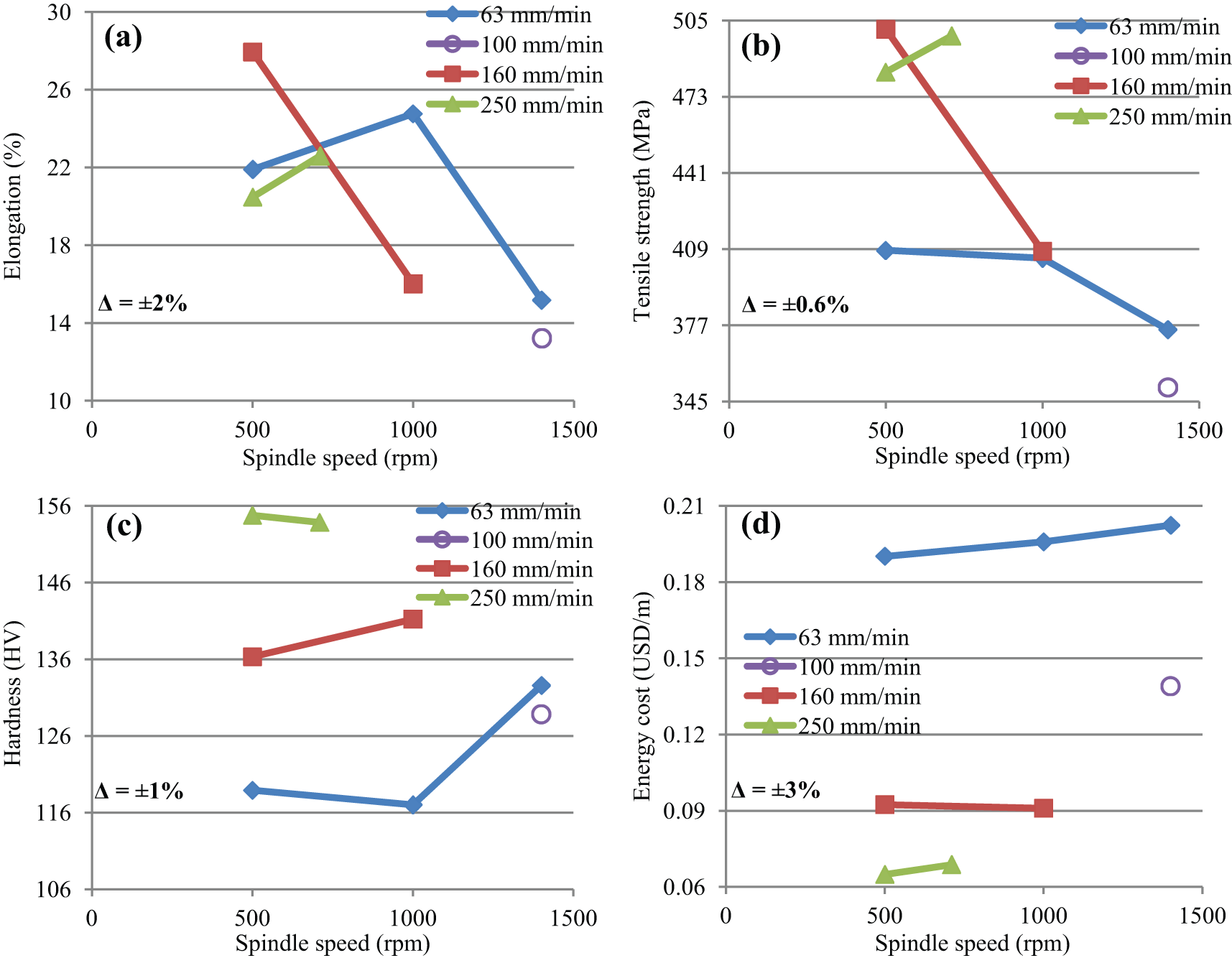
Effect of variation in rotational speed on the performance measures of FSP: (a) elongation, (b) strength, (c) hardness and (d) energy cost.
From the above results, it follows that the effects of variation in the feed rate and spindle speed on the considered mechanical properties of Al7075 are highly nonlinear and interactive. In other words, the nature of effect of one parameter is associated with the setting of the other parameter.
Theoretical background and the procedure of the optimization method adopted
As revealed by the experimental results, the effects of parameters on various performance measures of FSP are complex and highly interactive. Also, some of the effects are opposing in nature. For example, at the spindle speed of 1000 r/min, the increase in the feed rate, on one hand, causes an increase in the hardness but, on the other hand, leads to a decrease in the elongation (Figure 3). Therefore, an optimum set of parameters offering trade-off among various performance measures needs to be sought out. To do so, a hybrid approach based on ANN and GA was employed. Before going into optimization details, necessary theoretical background of the adopted method and procedure is briefly explained in this section.
Multilayer neural network function approximation
ANN is a type of artificial intelligence technique that mimics the behavior of the human brain. 28 The ANNs have the ability to model linear and nonlinear system behaviors without the need to make implicit assumptions, as is done in most traditional statistical approaches. In fact, neural network imitates a neurobiological process that processes input and generates output; it can be trained by pairs of input and output data. During this training period, weight factors are adjusted in the connections between certain nodes of the network so that the generated output matches expected output data. Once trained, the network is used as a simple function that substitutes for the original one. In fact, a trained network presents a rapid mapping of given input into the desired output quantities, thereby enhancing the efficiency of the redesign process. In brief, the ANN training comprises the following tasks: At first, select the proper training set, then find the suitable network architecture and determine the appropriate values of characteristic parameters such as the learning rate and momentum term.
ANN method is more suitable for the applications where there is no way to describe the problem with an analytical function. For example, optimization of manufacturing processes,21–25 vibro-acoustic optimization of mechanical structures 29 and optimization of trusses design. 30
To the knowledge of authors, any analytical formulation describing the relationship between the inputs and the outputs of FSP is not available in the literature. This is most probably due to complexity involved in the process. Therefore, at present, only a numerical approach is possible. In this regard, ANN is used to build a numerical model correlating inputs and outputs of FSP. The model trains a set of neurons to work as a replacement for the main objective functions which determine the values of the outputs with respect to the inputs. For this purpose, a set of training members including the main objective function values in several discrete design points is experimentally measured. Then, the neural network is trained to simulate the main objective function virtually. Figure 5 depicts the general structure of ANN with several inputs, hidden layers and neurons. The trained multilayered perception network will approximate the value of objective functions with respect to given inputs. Feed forward scheme is used for ANN modeling. The value of objective functions, that is, elongation, tensile strength, hardness and cost of consumed energy per unit length, is approximated by ANNs. The inputs of ANNs are the spindle speed and feed rate of tool as indicated in Figure 6.
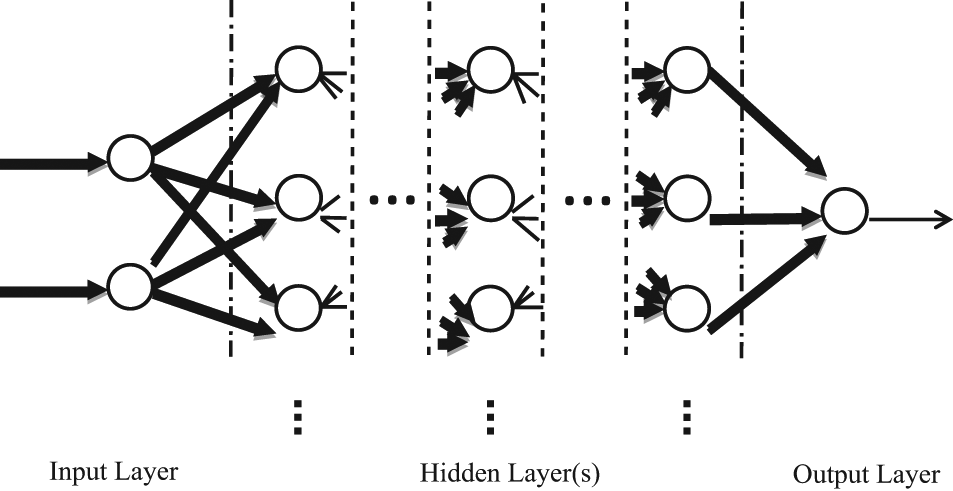
A multilayered perception network.
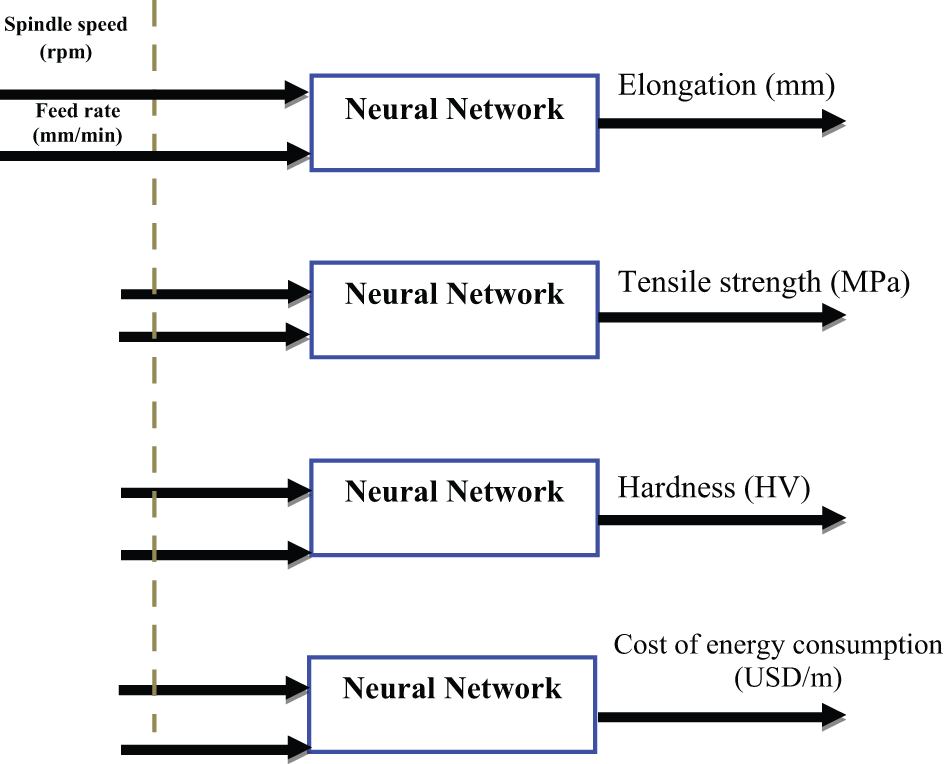
Four ANNs representing various FSP performance measures.
Two types of ANN structures are considered for this study. Two-layer ANN with 35 neurons in each layer and three-layer ANN with 50 neurons in each layer are developed to model the objective function. In all cases, five epochs are used for training process. In following, the optimization procedure is described.
GA
GA is an evolutionary computation method which is based on survival of the fittest theory proposed by Darwin. 31 It considers actually three steps to find the optimum of objective function, that is, crossover, mutation and selection. In crossover operation, offspring from two chosen individuals in the population is generated. The offspring thus has some characteristics from each parent. Then, in mutation operation, new random offspring is generated by changing one or several bits in an individual. Therefore, it can have some different characteristics from their parents. The mutation operation plays an important role for solving the premature convergence problem since it serves to create random diversity in the population. 32 Finally, in the selection operation, some offspring are chosen for survival according to the predefined rules. In this regard, the population size is kept to be within a fixed constant and then it puts good offspring into the next generation with a high probability.
Neural network–based multiobjective genetic optimization of FSP
In multiobjective multivariable optimization problems, contrary to single-objective problems, there are several optimal solutions available to be considered. Mathematically, in a multiobjective optimization problem, several objectives should be considered to be either minimized or maximized, simultaneously.
In this article, the following multiobjective optimization problem was considered
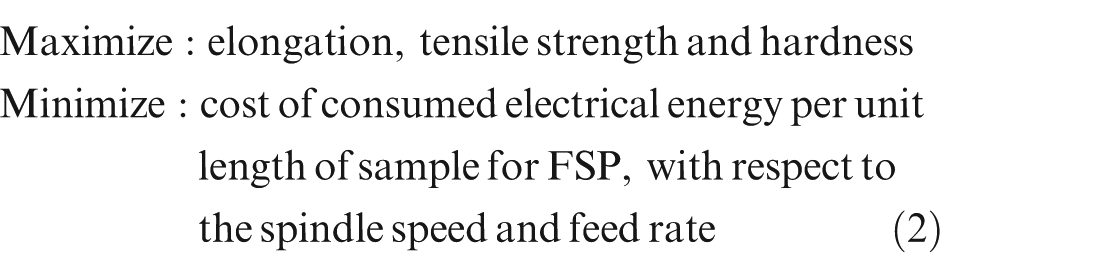
The concept of Pareto optimality is used to find the set of optimum design which satisfies the optimization problem given in equation (2). In fact, the optimum solutions that are superior to the rest of the solutions are considered as the Pareto-optimal solutions. The main goal of multiobjective algorithms is to find the Pareto front. For the reader’s understanding, a representation of the Pareto front for a bi-objective space is presented in Figure 7.
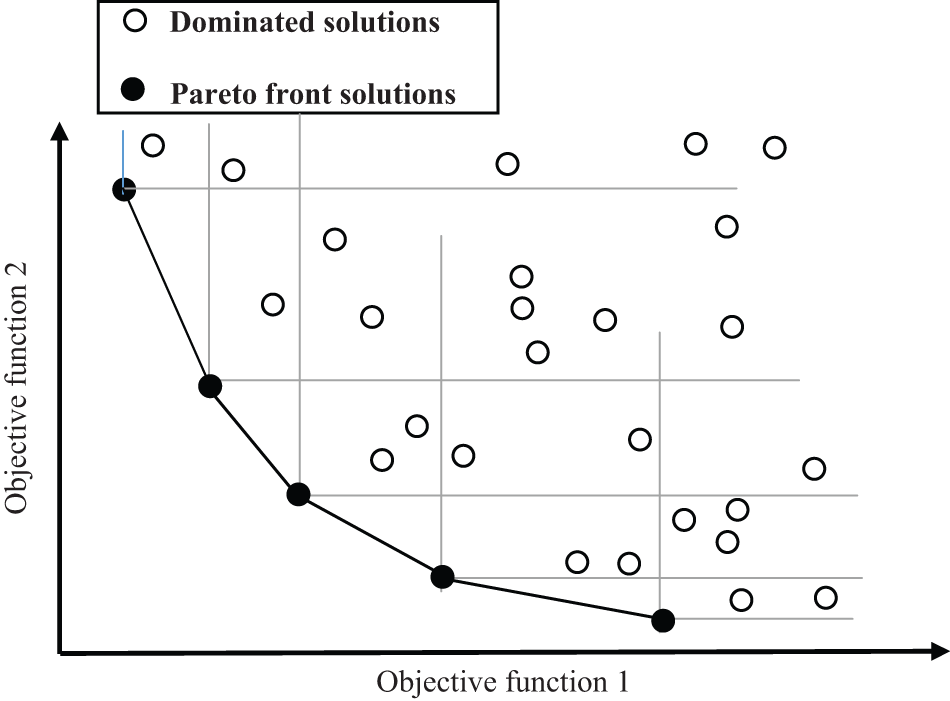
Pareto front of a set of solutions in a bi-objective space.
In this study, the number of genetic population was considered to be 500. In addition, the values for the crossover fraction and Pareto fraction were, respectively, opted as 0.8 and 0.35. The maximum number of generations in genetic optimization was set to be 50.
The schematic flowchart of multiobjective neural network–based optimization process is shown in Figure 8. In each generation of genetic optimization, the ANN-based approximated values of elongation, tensile strength, hardness and energy cost were used to form the population. The multiobjective genetic optimization continued until no distinct change occurred in the Pareto front of a set of solutions. The solution at this stage was considered to be optimum.
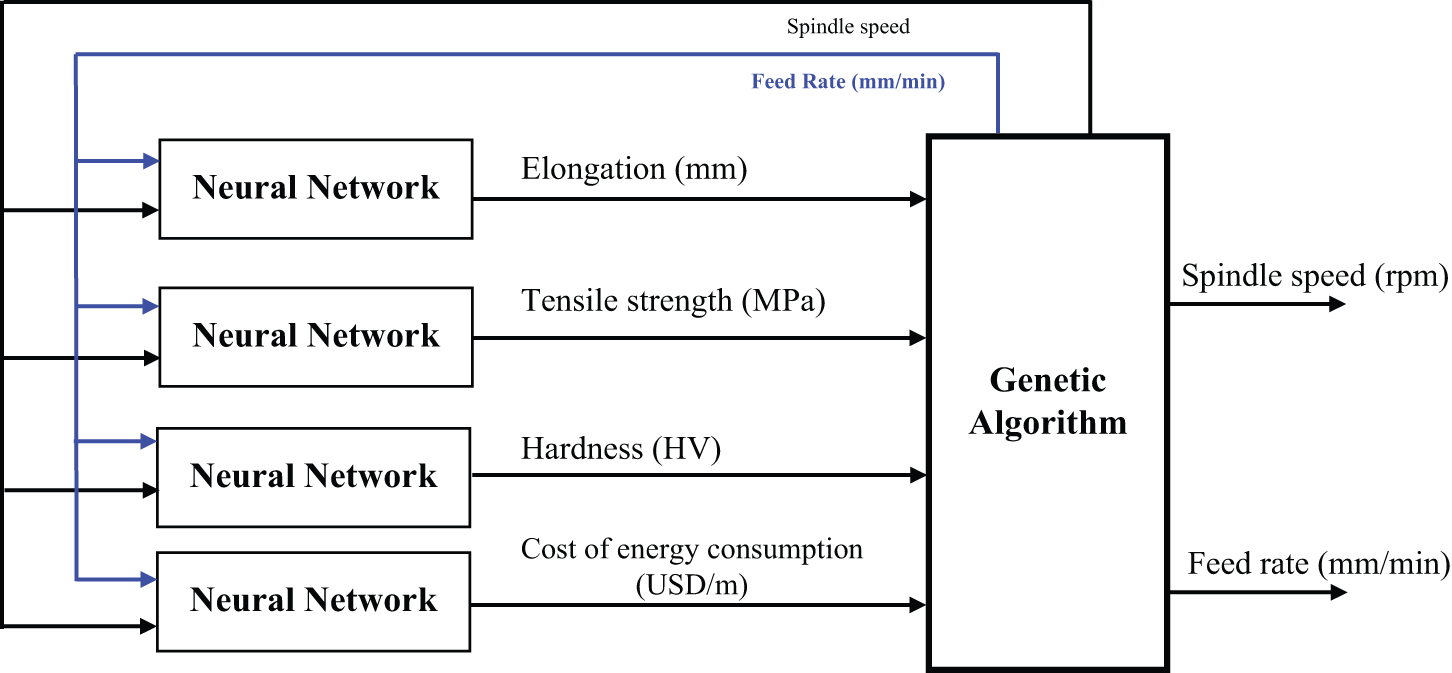
General flowchart of artificial neural network–based multiobjective multivariable optimization of FSP.
ANN modeling and GA optimization results
Figure 9 depicts graphical results for two different configurations of ANN: (1) for two layers with five epochs (35 neurons per layer) and (2) for three layers with five epochs (50 neurons per layer). The bright region(s) in each of the shown graphs represents the optimum range for the particular objective. This is to note that the results from both of the ANN configurations show the nonlinear behavior of objective functions.
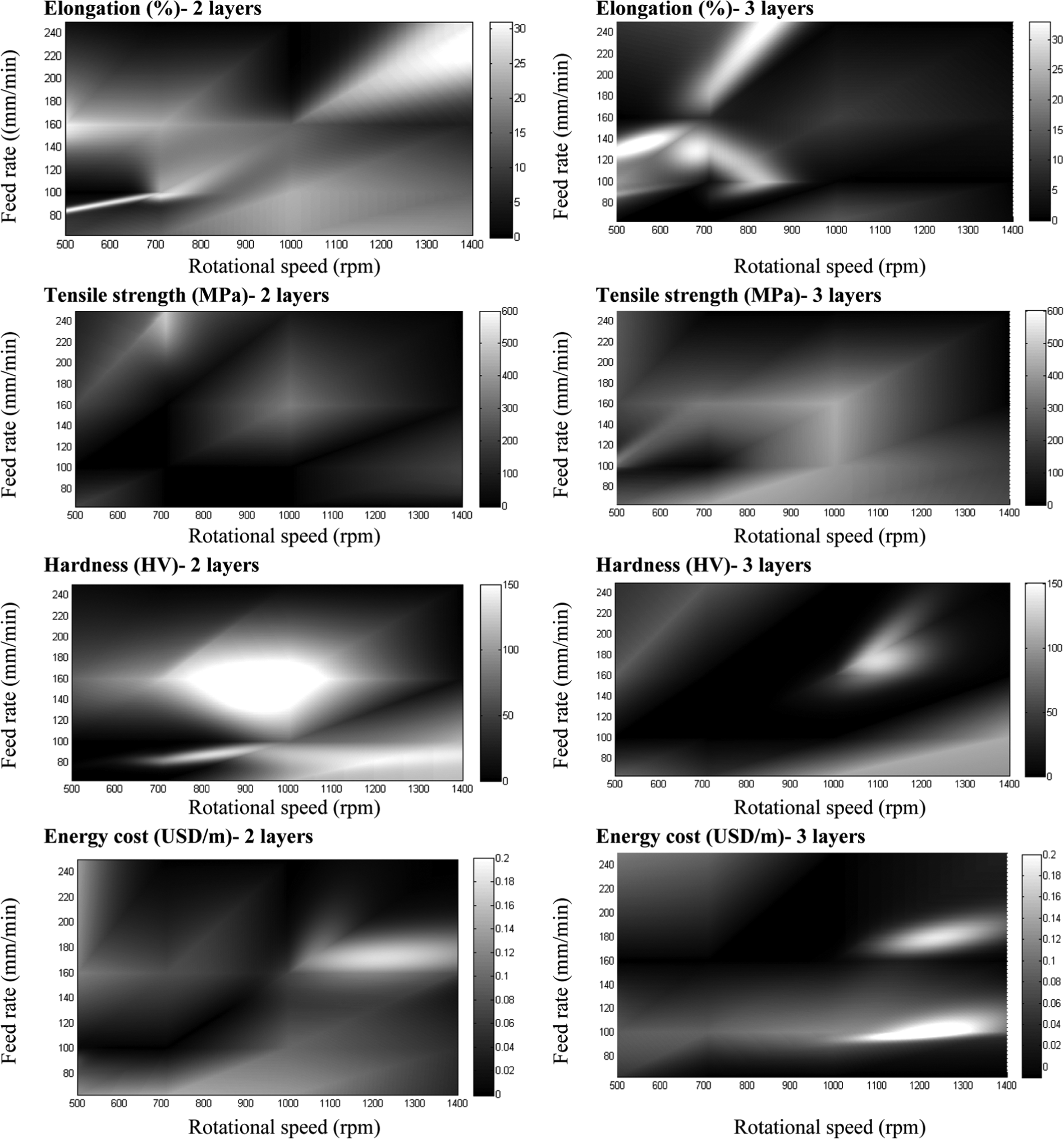
ANN results with two layers (35 neurons per layer) and three layers (50 neurons per layer).
Tables 2 and 3 show the optimization results, respectively, for the two- and three-layer configurations. In order to verify these results, experiments were conducted. The results of the verification tests are presented in Tables 2 and 3. As can be seen from these tables, the experimental results and the optimization results are in good agreement. Therefore, it can be said that ANN together with genetic optimization can be successfully employed to model and optimize the FSP behavior as a function of parameters. From these tables, it is to be observed that the three-layer configuration exhibits less prediction error in comparison to the two-layer configuration. Furthermore, the three-layer configuration proposes a better combination of various performance measures than the two-layer configuration does, which is due to a fact that the computational accuracy improves as the numbers of layers and neurons are increased. Thus, according to the results, the maximum process performance in terms of properties and cost is achieved when FSP is carried out using the feed rate of 160 mm/min and the spindle speed of 700 r/min. The possible reason of this finding is explained below.
Results of ANN-based multiobjective genetic optimization with two layers (35 neurons in each layer and maximum number of epochs of 5) and their comparison with the experimental results.

Results of ANN-based multiobjective genetic optimization with three layers (50 neurons in each layer and maximum number of epochs of 5) and their comparison with the experimental results.

This is generally believed that the increase in the spindle speed increases the heat input, thereby increasing the ductility (i.e. elongation) and minimizing the defects by enhancing stirring and mixing of the material. However, on the other end, high spindle speed due to high heat input tends to lower the hardness and strength of the material, especially when the parent metal is in the tempered condition (as in this study). 5 The high feed rate, on one hand, due to low heat input and insufficient stirring of material reduces the ductility and causes defects, and, on the other hand, higher feed rate increases both the strength and hardness by increasing plastic deformation in the material. As reviewed in Ma, 5 a variation in the speed and feed also affects the grain structure of the FSPed material. High feed and speed refine grains, thus improving the hardness and strength. However, too large speed unduly increases the heat input consequently causing the growth of the recrystallized grains (due to FSP), thus increasing the ductility and decreasing both the strength and the hardness. From this discussion, it follows that the simultaneous attainment of multiple objectives in FSP, especially in terms of mechanical properties, depends on achieving a defect-free suitable microstructure offering trade-off among various properties. Furthermore, this is possible only when FSP is performed employing an appropriate set of parameters, and for the present material, such a structure seems to be realized with a set of parameters proposed in Table 3. As evidence, a representative optical micrograph of the sample produced employing the proposed parameters is shown in Figure 10. As can be seen, there is no severe defect (like hole or tunnel), and also the grains are finer than those of the parent metal. This explains why the parameters shown in Table 3 are the most appropriate choice for the FSP of Al7075 alloy.
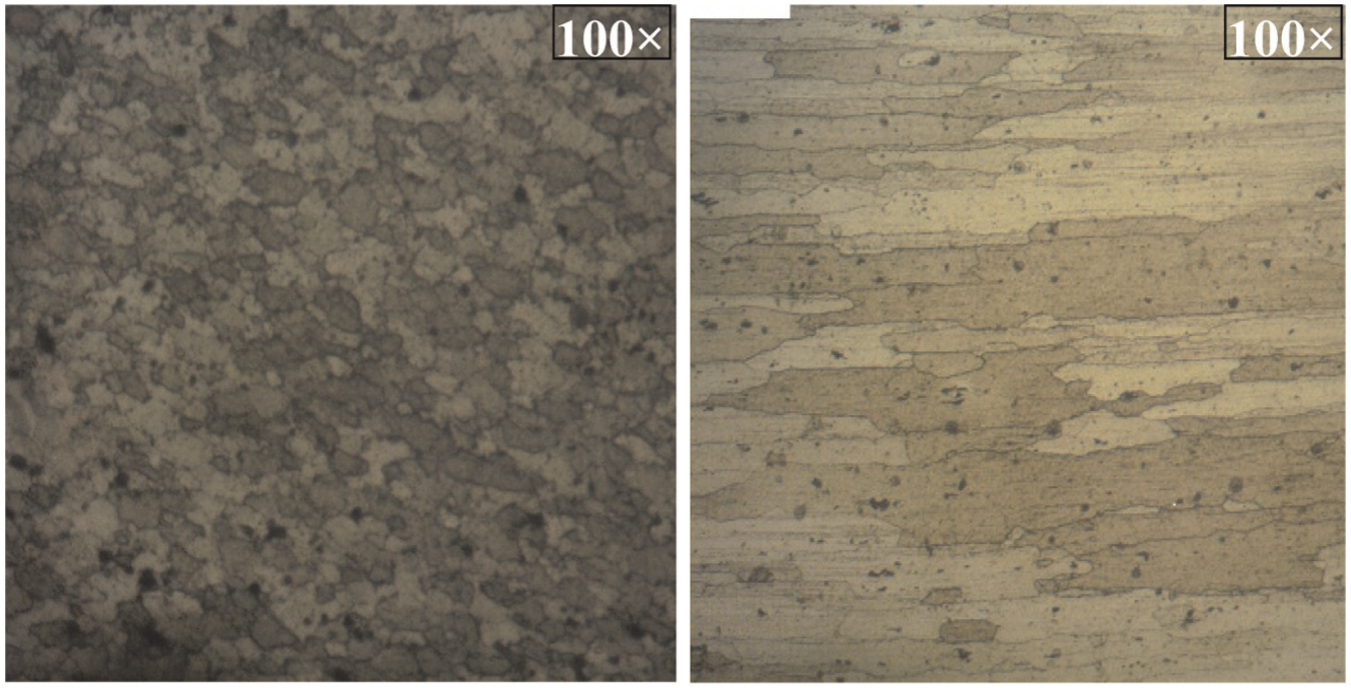
Optical microstructures of the sample FSPed using the parameters proposed in Table 3 (left) and parent metal (right).
Conclusions
In this study, a novel material processing technique, FSP, was employed to modify the properties of the Al7075 alloy. Two process parameters, namely, feed rate and spindle speed, were varied over wide ranges, and their effects on the performance measures of the process (i.e. post-FSP mechanical properties of alloy and the cost of consumed electrical energy) were quantified. It was found that the effects were highly interactive and complex. For instance, at the fixed spindle speed of 500 r/min, the elongation increased (from 22% to 25%) as the feed rate was increased from 63 to 160 mm/min. However, further increase in the feed rate led to a decrease in the elongation. The ultimate strength also exhibited a similar behavior for the variation in the feed rate. The hardness and energy cost, on the other hand, were observed to show a straight relation with the feed rate: The hardness showed an upward trend, while the energy cost exhibited a downward trend over the entire range of feed rate. These trends revealed that the parameters–performance measures correlations are quite complex in FSP, and therefore, a sophisticated computational technique needs to be employed in order to optimize the process performance.
To find a trade-off among various performance measures of FSP, ANN approach together with GA was employed. The optimum parameters in this regard were found to be as follows: feed rate = 160 mm/min and spindle speed = 700 r/min. The correctness of this optimization solution was examined by conducting experiments. The optimization and experimental results were found to be in good agreement, demonstrating that neural network–based genetic optimization can be used as a powerful tool for multiobjective decision modeling and optimization in FSP.
Future works
To further deepen the knowledge on the effect of spindle speed and feed rate on the performance measures of FSP, further investigations will be carried out by combining these two into a single parameter (i.e. speed or feed). This task will be done by alternatively fixing the speed and feed.
The power consumption is likely to change if the strength of the processing material changes. Therefore, further investigations are required employing a number of materials. Furthermore, the equipment and tooling costs need to be incorporated to develop a generalized cost model in order to set guidelines for the investors.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work did not receive any funding.