
Abstract
In this study, a new evolutionary approach, Akaike information criterion–based multi-gene genetic programming, is proposed for formulating the functional relationship of wear depth of the laser engineering titanium coatings. The carbon nanotube–reinforced titanium coatings were fabricated with 0, 10, 15, and 20 wt% carbon nanotubes. Six main input process variables such as specimen temperature, friction coefficient, contact potential, gap, carbon nanotube reinforcement composition (%), and sliding distance were considered. The laser cladding process was performed, and a total of 21,600 samples are collected, randomly divided into 17,280 and 4320 sets, and then trained and tested in the proposed algorithm. The performance of the proposed model is compared to that of the artificial neural network model. Statistical evaluation of the models concludes that the proposed model outperformed the artificial neural network. To validate the robustness of the proposed model, sensitivity and parametric analyses are conducted, and the impact of each input variable on the wear depth is studied. Analysis reveals that carbon nanotube reinforcement composition (%) plays a significant role in reducing the wear depth of the laser engineering titanium coatings.
Introduction
Titanium-based alloys have attracted widespread applications in recent years due to its remarkable physical 1 and mechanical properties.2,3 Titanium alloys possess desirable properties such as high specific strength, high Young’s modulus, excellent resistance to corrosion, and good oxidation properties.4,5 These properties enable titanium-based alloys to be used in aerospace, 6 marine, 7 and bio-medical 8 based applications. It should, however, be noted that low hardness and poor surface properties9,10 of titanium alloys highly restrict their applications under severe wear conditions.
One possible route to overcome this problem is to modify the surface properties by laser cladding of suitable alloys/additives on the surface of titanium alloy. Laser treatment on the surface characteristics of titanium alloys has shown substantial promise in improving the wear resistance of titanium alloys.11–13 Li et al. 14 investigated the surface properties of Ti3Al/TiAl and TiC ceramic layer formed by laser cladding of Al and TiC alloy powder on Ti6Al4V alloys. They found that the wear resistance of Al and TiC cladding layers was increased twice as much as that of the Ti6Al4V substrate due to the reinforcement of the Ti3Al/TiAl and TiC hard phases. Wang et al. 15 showed that laser re-melting of plasma-sprayed nanostructure coatings on titanium alloys shows significant improvement in micro-hardness and improved reduction in surface roughness of the laser re-melted coatings. In addition, the laser re-melted coatings possessed more homogeneous and dense structure which provided it an excellent metallurgical bonding to the substrate. Chehrghani et al. 16 conducted standard experiments by alloying graphite on the surface of a titanium substrate by pulsed Nd-YAG laser to form TiC coating. Additionally, they developed a numerical model for studying the carbonization of titanium surface which was validated with the experimental observations. The above research work indicates that hardness values of the laser-processed surface partially containing TiC increased up to 10 times of the Ti substrate.
Carbon nanotubes (CNTs) can be considered as an attractive alloying material for coating the titanium alloys due to its remarkable physical and mechanical properties. 17 The unique combination of ultra-lightweight and high strength of CNTs18–20 makes it a promising candidate for enhancing the surface properties of metal substrate. 21 Based on our experiments, 12 the titanium coatings reinforced with CNTs have excellent properties including high mechanical strength and excellent surface properties. CNTs have proven themselves to be the strongest nanoscale materials18,19,22–26 that enable them to form lighter and stronger coatings for numerous and wide range of engineering applications.
From the literature, it is found that the wear resistance of titanium alloys coated with CNTs was influenced by a number of parameters such as the percentage composition of CNT, laser power, operating loading conditions, and velocity of wear. It would be interesting to study the influence of each of these parameters on the tribological characteristics of these titanium-CNT coatings. To study the influence of input process parameters on the surface property of titanium-CNT coatings, physics-based models can be developed, but procedure of formulation is difficult since it requires sound knowledge about the process. With an advent of development of capital-intensive machines for performing the laser cladding process, the need of modeling and optimization has strengthened. Experimental data are costly to obtain, and therefore, the need of formulating the models for replicating the process behavior becomes essential. Soft computing methods such as evolutionary approach of genetic programming (GP) and artificial neural network (ANN) can be used to formulate models between wear depth and input parameters. These methods are chosen because these are pioneer in the field of computational intelligence. GP with its ability of generating model structure and coefficients automatically has been widely applied.27–32 On the other hand, ANN is widely known for its faster training of network. The models developed can be further parametrically analyzed or optimized for obtaining the optimum settings, dominant input parameters, and hidden non-linear relationships, which results in an increase in productivity of the process.
Despite being widely applied in solving symbolic regression problems, GP tends to produce large-size models that over fit on the testing data. This indicates that the underlying relationships of the whole data were not learned, and instead, a set of relationships existing only on training cases were learned, but these have no correspondence over the whole possible set of cases. The poor performance of the models on testing data is undesirable and is likely to give false information about the process. This issue of generalization in GP has not yet received the attention it deserves. 33
Therefore, this work proposed a new evolutionary approach of Akaike information criterion–based multi-gene genetic programming (AIC-MGGP) and explores its ability in simulating the wear depth property of coatings fabricated from the laser cladding process. Unlike the standard GP, each model participating in the algorithm is made from the set of combination of genes with the AIC integrated to improve the generalization ability of the evolved models. Laser cladding experiments are conducted to fabricate the CNT-reinforced titanium coatings with 0, 10, 15, and 20 wt% CNTs. The wear depth of the coatings is measured at different weight percentages of CNTs. Based on the data obtained from the experiments, AIC-MGGP method is applied, and its performance is compared to that of the ANN model. Furthermore, the parametric and sensitivity analyses are conducted to validate its robustness by unveiling dominant input parameters and the hidden non-linear relationships.
Experimental set-up of laser cladding process
Experimental details
In this section, we have conducted laser cladding experiments to fabricate the CNT-reinforced titanium coatings with 0, 10, 15, and 20 wt.% CNTs. 12 Six input process parameters such as specimen temperature, friction coefficient, contact potential, gap, CNT reinforcement composition (%), and sliding distance were considered. The Ti–CNTs powder mixtures with 10, 15, and 20 wt% CNTs were prepared. The various powders were mixed. A 40 mm × 20 mm × 5 mm plate of commercial pure titanium was used as substrate. The titanium plate was cleaned with acetone and ethanol before laser cladding. A Nd-YAG laser system was used to produce the clad layer. The Ti–CNT powders were pre-placed on the whole 40 mm × 20 mm surface of the titanium specimen, with a powder bed thickness of 0.3 mm. The sample was then placed in a chamber, which was filled with argon so as to prevent the sample and powder mixture from oxidation during the laser processing.
During the process of laser cladding, the precoated Ti–CNT powder dissolved into the melted pool, leading to the alloying of the surface of Ti with carbon. The system consists of a 2-kW continuous-wave Nd-YAG laser of wavelength 1.06 µm and a three-axis computer numerical control (CNC) table. The optimum laser cladding parameters are laser output power 700 W, laser spot size 2 mm, laser scan speed 10 mm/s and overlapped rate 70%. The clad rectangular samples which were fabricated were about 15 mm × 6 mm × 5 mm. X-ray diffraction (XRD) with Cu target Ka radiation operated at a voltage of 40 kV, a current of 40 mA, and a scanning rate of 5°/min was used to examine the phase composition of clad samples. Metallographical samples of the coating were prepared using standard mechanical polishing procedures and etching in H2O–7 vol.%, HF–43 vol.%, and HNO3 water solution at ambient temperature for approximately 15 s. Scanning electron microscope (SEM) operating at 20 kV was used to study the microstructure in the cross section of the clad surface. The local elemental composition was analyzed by energy-dispersive X-ray (EDX). The micro-hardness in the cross section of the samples was measured by a Vickers tester using a load of 0.5 kg and indentation time 15 s. Dry sliding wear resistance of the coating was investigated using a ball-on-disk abrasive wear tester at room temperature. The load was 10 N, wear velocity was 15 mm/s, and a total wear sliding distance was 160 m. The average of the weight depth in three pieces of the specimens under the same laser processing conditions was presented.
Experimental data
Figure 1 shows the variation in wear depths of as-received pure titanium substrate and the titanium carbide coatings as a function of weight fraction of CNTs at a given normal load of 10 N. Compared with the pure titanium substrate, the laser cladded coating has the smaller wear depth. It can also be seen that the titanium carbide coatings with 10 wt% CNTs exhibit the highest wear depth due to its relatively low micro-hardness, and the addition of 20 wt% CNTs to the Ti–CNTs powder layer leads to a sharp reduction in the wear depth. The wear depth of the titanium carbide coatings appears to decrease gradually with the increase in the CNT weight fraction from 10 to 20 wt%. Because of grain boundary strengthening and dispersion strengthening, the clad layer enhances the strength and hardness of titanium remarkably, and hence, the wear resistance of the clad layer is improved. The fine titanium carbide dendrites in the clad layer are distributed uniformly in the titanium matrix, forming a net structure. The titanium matrix filled among titanium carbide dendrites would play a role of hard barrier to interrupt the plowing and scratching and therefore improve the wear resistance of the coating.30,31 Under the wear and friction condition, titanium carbide bears most of the load because of its high hardness, and a majority of plastic deformation happens in the titanium matrix. Thus, it is evident that the formation of titanium carbide that exhibits high hardness is beneficial in improving the hardness and wear resistance of the coating.
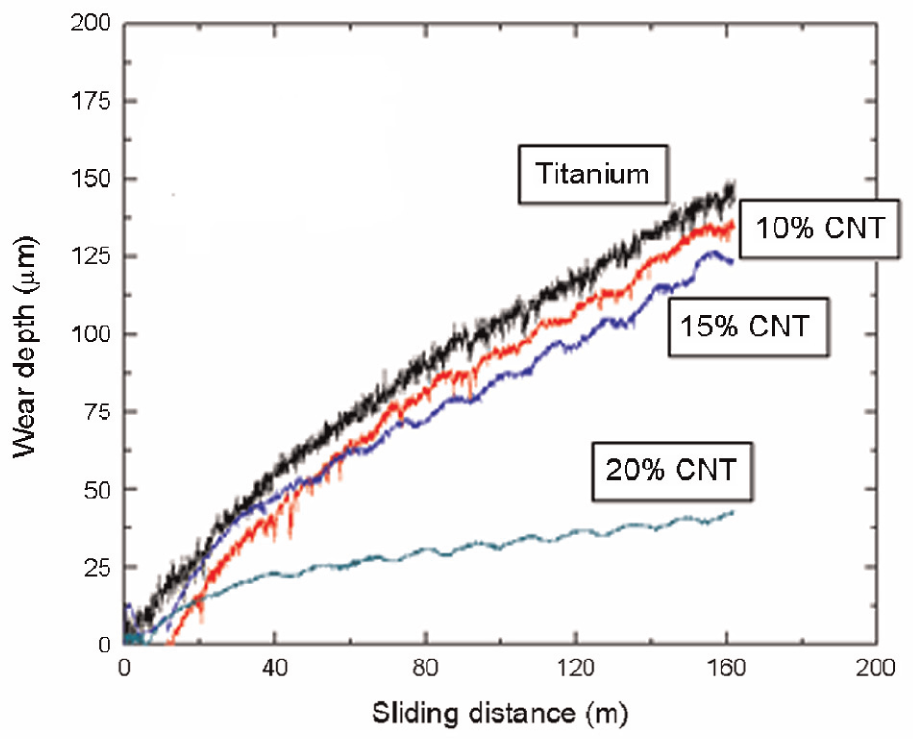
Change of wear depths of as-received pure titanium substrate and titanium carbide coatings.
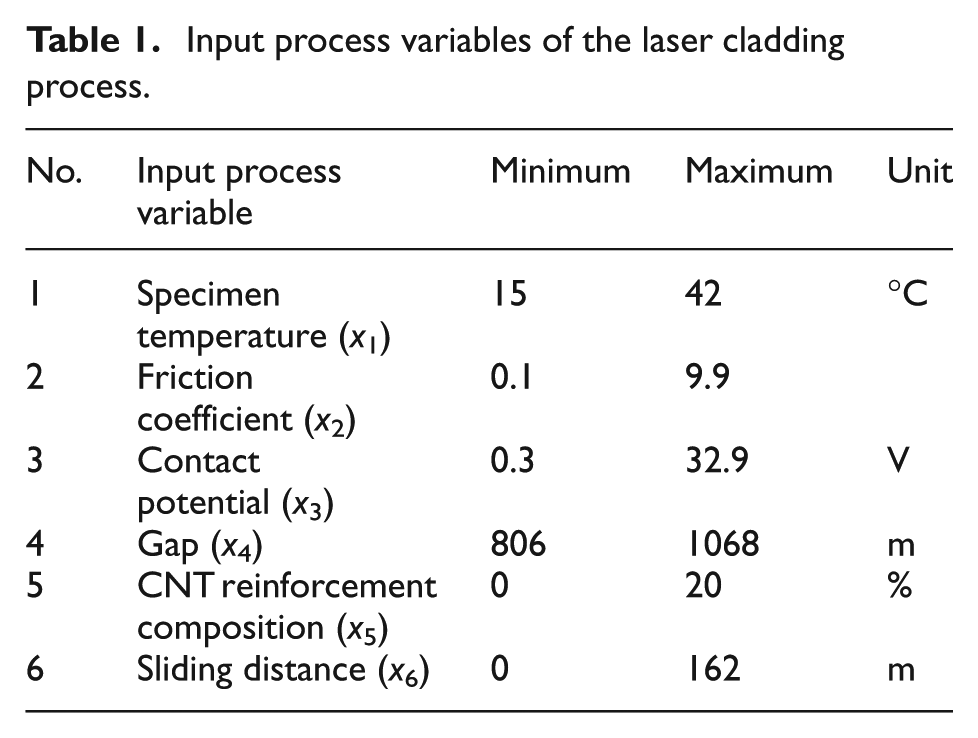
In total, 21,600 data points (samples) are collected. These samples comprise CNT-reinforced titanium coatings with 0, 10, 15, and 20 wt%. The range of values used for these parameters is shown in Table 1. For better training of models, the data are divided randomly into training and testing data of 80% and 20%, respectively. In the following section, the soft computing methods are discussed and applied to this set of data.
Input process variables of the laser cladding process.
Soft computing methods
Proposed AIC-based multi-gene GP
GP has been extensively applied to solve various symbolic regression problems in the field of manufacturing, games, software, stock markets, chemical systems, and so on.34–39 The GP evolves computer programs based on the principle of Darwinian natural selection. GP is basically an extension of genetic algorithm (GA).
The GP model (Figure 2) is constructed by randomly combining elements from the function and terminal set. The function is chosen from the function set F which usually comprises basic arithmetic operations (+, −, ×, /, etc), Boolean operators (AND, OR, etc), or other operators as defined by the user. The terminals are chosen from the Terminal set T which contains numerical constants and input process parameters of the process. The initial population is generated to search for solutions in a large global space. The initial population is now evaluated on the training data based on user-defined fitness function. After the evaluation of initial population, the tournament selection scheme is used to select the individuals for genetic operations such as crossover, reproduction, and mutation. The genetic operations are performed in a view to generate the new set of individuals resulting in a new generation. The crossover operation that is generally used in the evolutionary process is subtree crossover. The crossover operation shows that a branch of tree from both the two individuals is randomly selected and exchanged. The mutation operation shows that the terminal or the functional is selected at random from the tree and is mutated by a randomly generated tree. The genetic operations resulting in new generations continue until the termination criterion is not met. The termination criterion defined by the user is the maximum number of generations. The best model is selected based on minimum error on the training data.
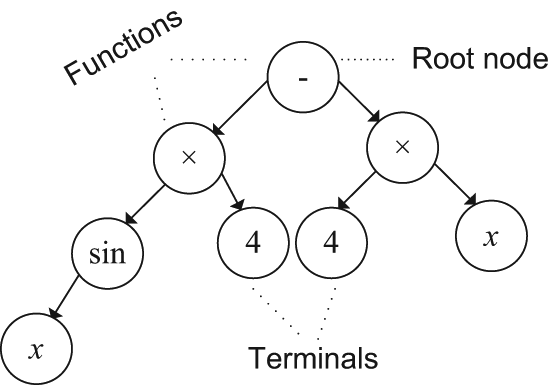
Representation of a GP model 4 sin(x) − 4x.
In the proposed AIC-MGGP approach, AIC 40 criterion is embedded in the paradigm of MGGP. In this method, each model participating in the evolutionary process is a combination of several trees/genes. 41 The performance of the proposed model is evaluated using the AIC criterion given by

where
Parameter settings for the implementation of AIC-MGGP
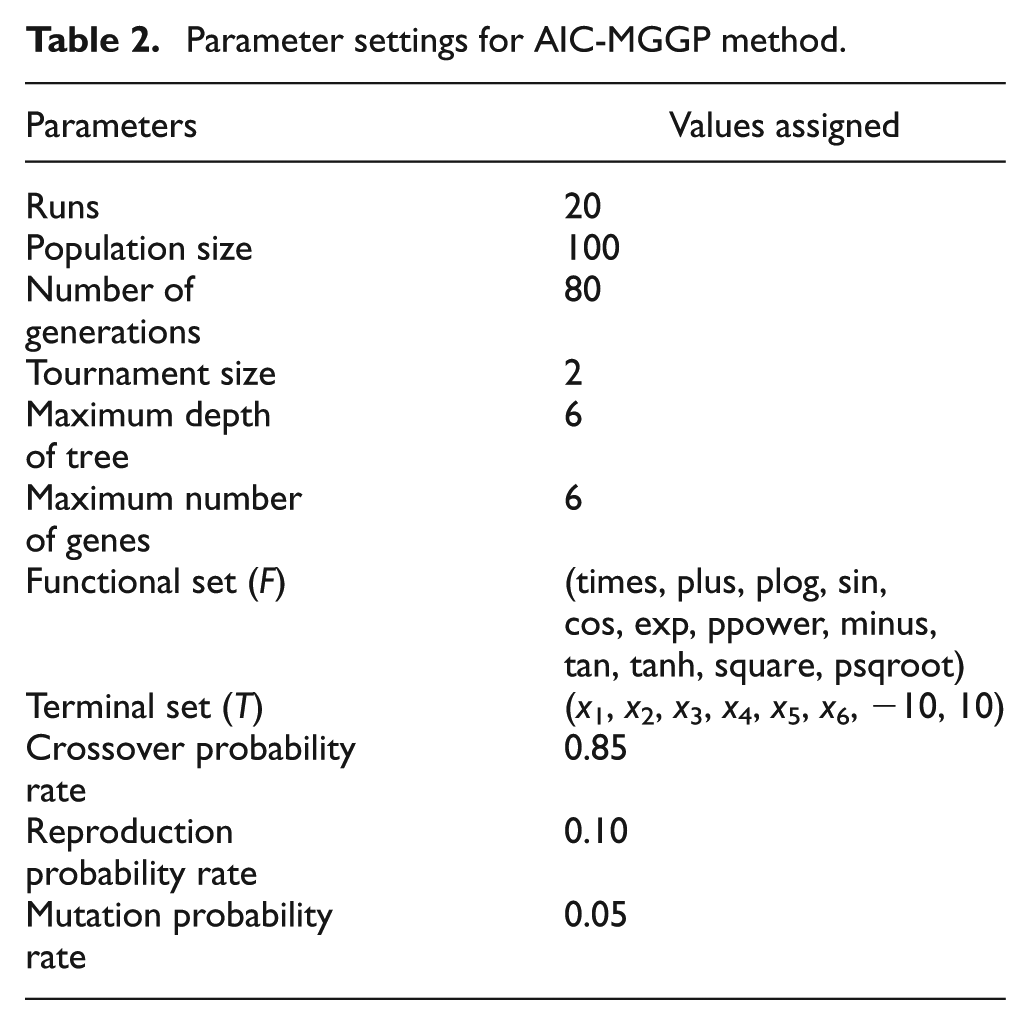
A number of parameters have to be adjusted appropriately for the successful implementation of AIC-MGGP algorithm. Trial-and-error approach is used to select the best set of parameters (Table 2). The function set F chosen is wider since it can provide broader variety of different forms of non-linear models. The number of individuals in the population is attributed by population size. The number of generations set the number of genetic operations that an algorithm makes before it terminates. The value of population size and number of generations fairly depend on the complexity of the problem. Based on literature review by Garg and Tai, 42 for the large number of data samples, the population size and number of generations should be low for achieving the faster convergence. Other parameters such as maximum number of genes and maximum depth of the gene influence the number of models to be searched in the solution space. Given the nature of the data set, the maximum number of genes and maximum depth of gene is kept at 6 and 6, respectively.
Parameter settings for AIC-MGGP method.
We used GPTIPS software43,44 for implementing the proposed approach for the prediction of wear depth of the CNT-reinforced titanium composite coatings. The best model (equation (2)) is selected based on minimum root-mean-square error (RMSE) on the training data, and its performance is discussed in section “Evaluation of performance of models”
ANN
Another popular soft computing method used extensively for solving the regression problems is ANN.45–51 A set of nodes and link between the nodes is used to form the ANN model. The nodes are computational units; they receive information and process it. The information flow is determined by the link connecting the nodes. The whole interaction of nodes through neurons represents the global behavior which is different from the behavior of the individual nodes. This makes the capabilities of the network to be greater than those of its elements.
A node consists of inputs multiplied by weights (strength of received signals). The number of nodes in the input layer is the number of input process parameters. In this study, the number of inputs is six. Therefore, there are six neurons in the input layer. The output computed by a mathematical function is sent to other nodes through links. The weights are used to compute the strength of signals which can either be positive or negative. The weights are adjusted so that the desired output matches the actual output, and such process of adjusting the weights is called training or learning of the network.
Neurons can be arranged in one or many layers from the input layer to a output layer. In this study, we have used single hidden layer between the input and the output layers. The mth neuron that receives the weighted sum of input from the previous layer is denoted by (network) m and given by

where Wlm is the weight between the lth neuron in the previous layer and the mth neuron and xi is the output of the lth neuron in the previous layer, and g is a fixed value. The output of the mth neuron denoted by Outputm can be computed with a sigmoid activation function as

where α is a constant used to control the slope of the semi-linear region. For the training of neural network, the back propagation algorithm is used. The weights are updated in such a way that the error (absolute of difference between output value of network and actual value) becomes minimum. The adjustment of weights during learning is computationally intensive and may take time. The Levenberg–Marquardt algorithm that works on the principle of the second derivative is used to optimize the weights. The simpler form of Hessian matrix is used, and the algorithm iterates weights by using the following formula

where J is the Jacobian matrix that consists of the first derivatives of the network errors, k is the iterations, e is a vector of network errors, µ is the learning rate, and I is the identity matrix.
Parameter settings for implementation of ANN
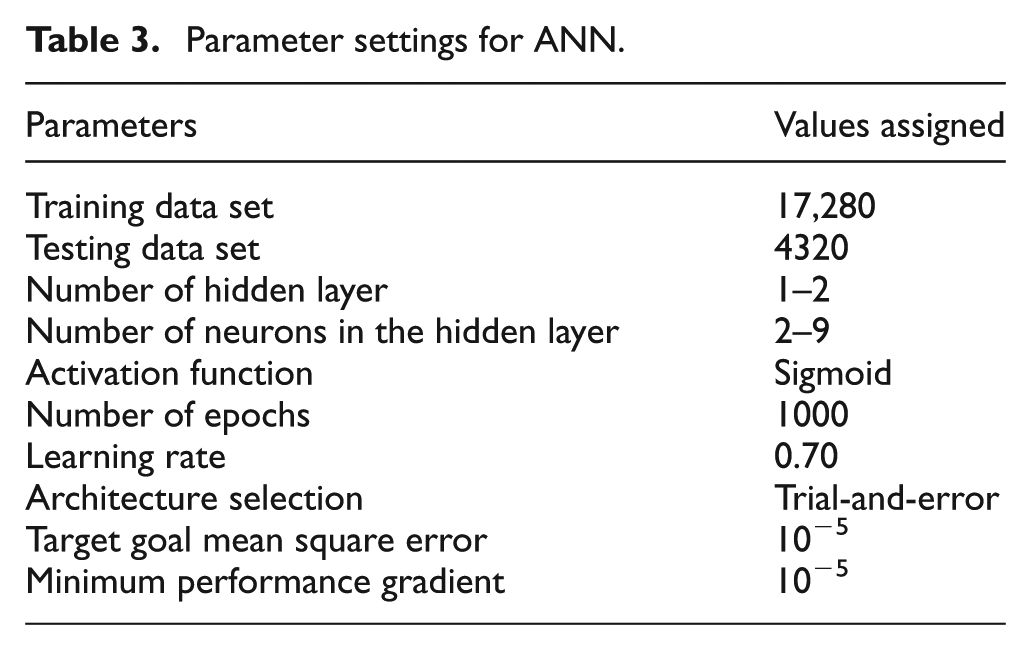
Three-layer feed-forward neural networks is implemented in MATLAB R2010b. The settings chosen for ANN are shown in Table 3. Number of neurons in the hidden layer and number of hidden layers influence the generalization ability of the ANN model and hence is important to be chosen appropriately. In this work, trial-and-error approach is used to select the optimum number of neurons and number of hidden layers. As shown by bar graph (Figure 3), for the number of neurons (six) and hidden layer (two), the RMSE is minimum, and therefore, the ANN model with two hidden layers and six neurons is selected. Architecture of the selected ANN network is shown in Figure 4. The performance of the ANN model on training and testing data is discussed in section “Evaluation of performance of models.”
Parameter settings for ANN.
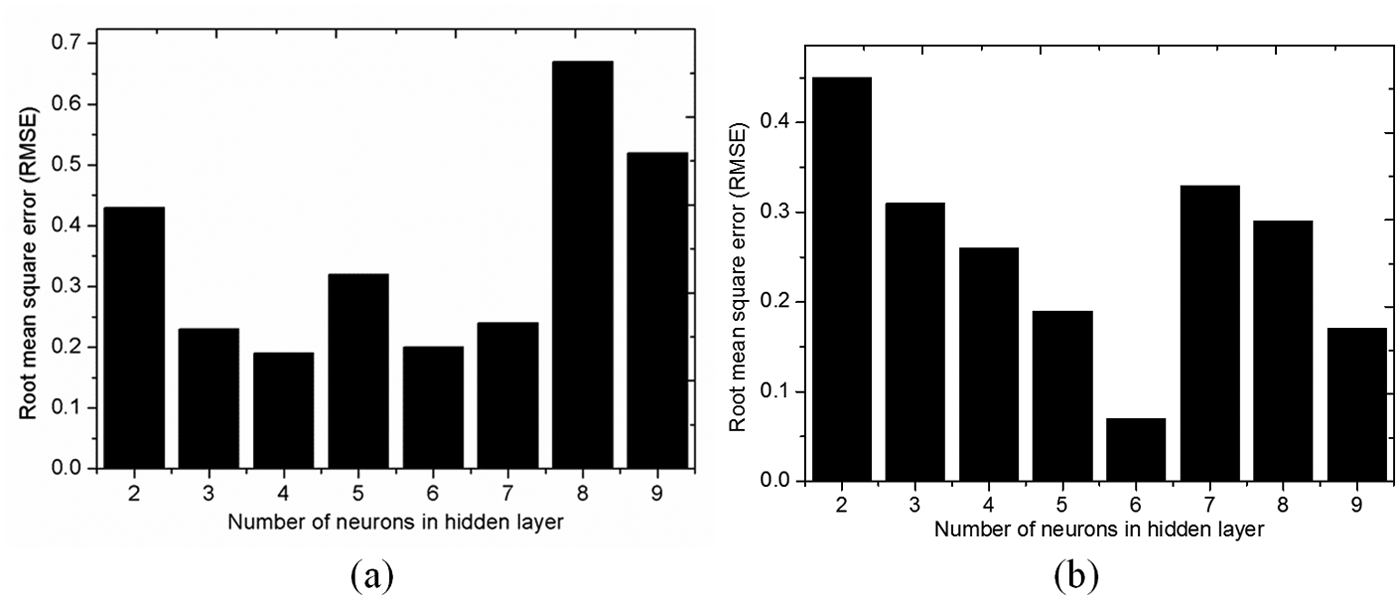
RMSE of ANN models having different number of neurons along (a) single hidden layer and (b) two hidden layers.
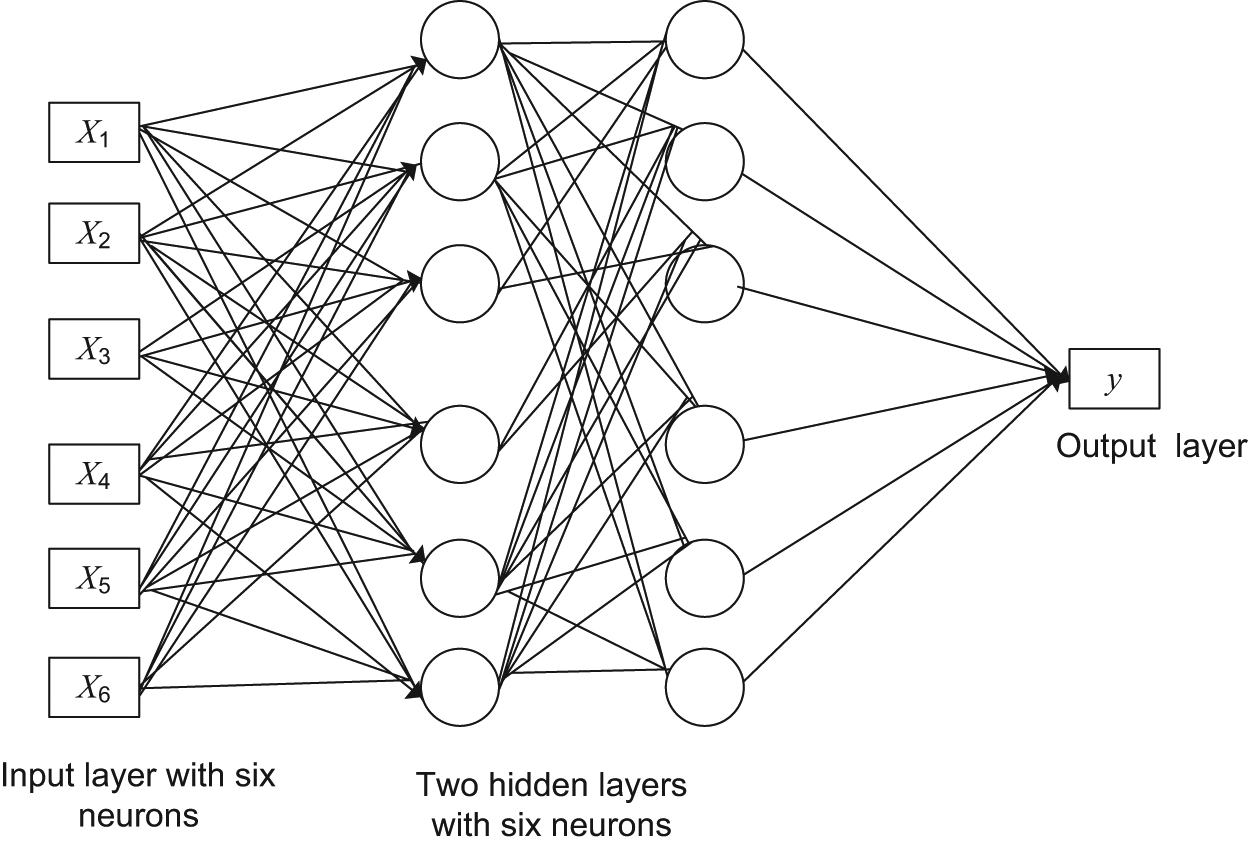
Architecture of ANN with two hidden layers having six neurons.
Evaluation of performance of models
The performance of two models AIC-MGGP and ANN is compared based on three metrics, namely, the correlation coefficient (R2), the mean absolute percentage error (MAPE), and the RMSE given by

where
The results obtained from the experimental studies and predicted by using AIC-MGGP and ANN models on the training and testing data are shown in Figure 5. The statistical values of R2, MAPE, and RMSE were computed for the two models on the training and testing data. The result of the training phase shown in Figure 5(a) and (c) indicates that both the models have impressively well learned the non-linear relationship between the wear depth and the input process variables with high correlation values and relatively low error values. The result of the testing phase shown in Figure 5(b) and (d) indicates that the proposed AIC-MGGP model has performed better than that of the ANN model.
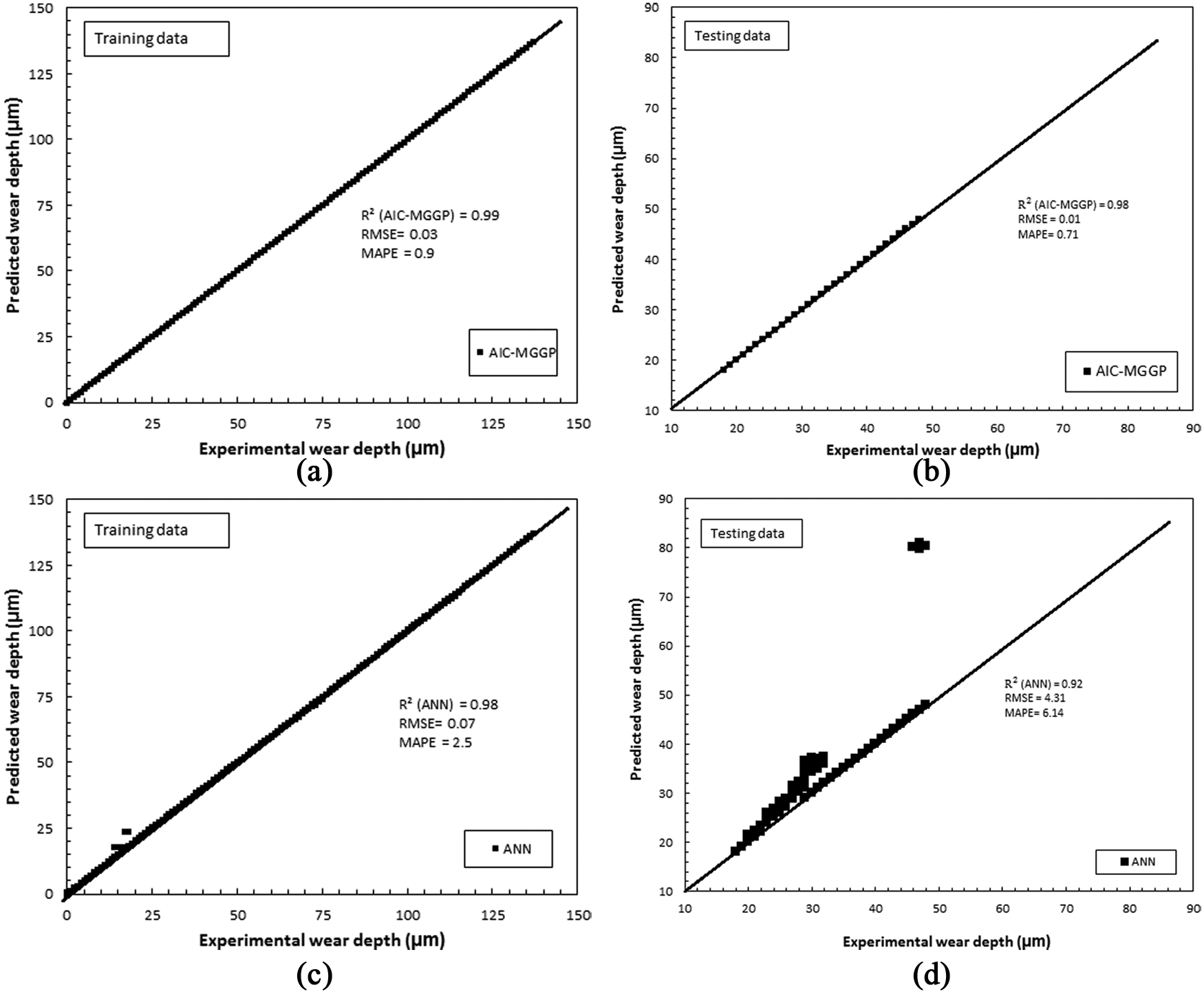
Statistical errors of models on training and testing data: (a) and (b) AIC-MGGP and (c) and (d) ANN.
Sensitivity and parametric analyses of the best model
Results discussed reveal that AIC-MGGP outperforms the ANN model. To validate the robustness of the best model, the sensitivity and parametric analyses about the mean were conducted. The sensitivity analysis (SA) percentage of the wear depth to each input parameter was determined using the following formulas

where
Figure 6 shows the plots of the sensitivity result of input variables in prediction of wear depth of laser engineering titanium coatings. Obviously, the higher the sensitivity, the greater the impact of a given input variable on the wear depth of coatings. From Figure 6, it is obvious that the process input variable, namely, CNT reinforcement composition, has the highest impact on the wear depth followed by the contact potential gap. Furthermore, the parametric analysis provides a measure of the relative importance among the chosen inputs of the model and illustrates how the wear depth varies in response to the variation in an input. For this purpose, the first input is varied between its mean ± definite number of standard deviations, and the model output is computed, while the other inputs are fixed at their respective means. This analysis is then repeated for the other inputs. Figure 7 displays the plots of the wear depth over the range of input variables. These plots reveal that, for example, the wear depth is directly proportional to the contact potential gap, whereas follows a non-linear parabolic relationship with the CNT reinforcement composition. This implies that, when the gap is kept at its mean value of 967 and CNT reinforcement composition is varied from 0% to 15%, the increase in the wear depth due to the gap is more than the decrease in wear depth due to CNT reinforcement composition, therefore the net value of wear depth increases. However, for the values of CNT reinforcement composition beyond 15%, the decrease in wear depth is more than the increase in wear depth due to gap, so the net values of wear depth decreases. The theoretical reason for such dramatic reduction in wear depth when the reinforcement is increased from 15% to 20% is the excellent mechanical property of CNTs, which provides a high degree of toughness in the laser engineering titanium coatings. The discussion complies well with an agreement with Figure 1. In this way, our proposed model can be used to selectively find the relevant parameters and reveal insights about the mechanism of wear depth in respect to input variables.
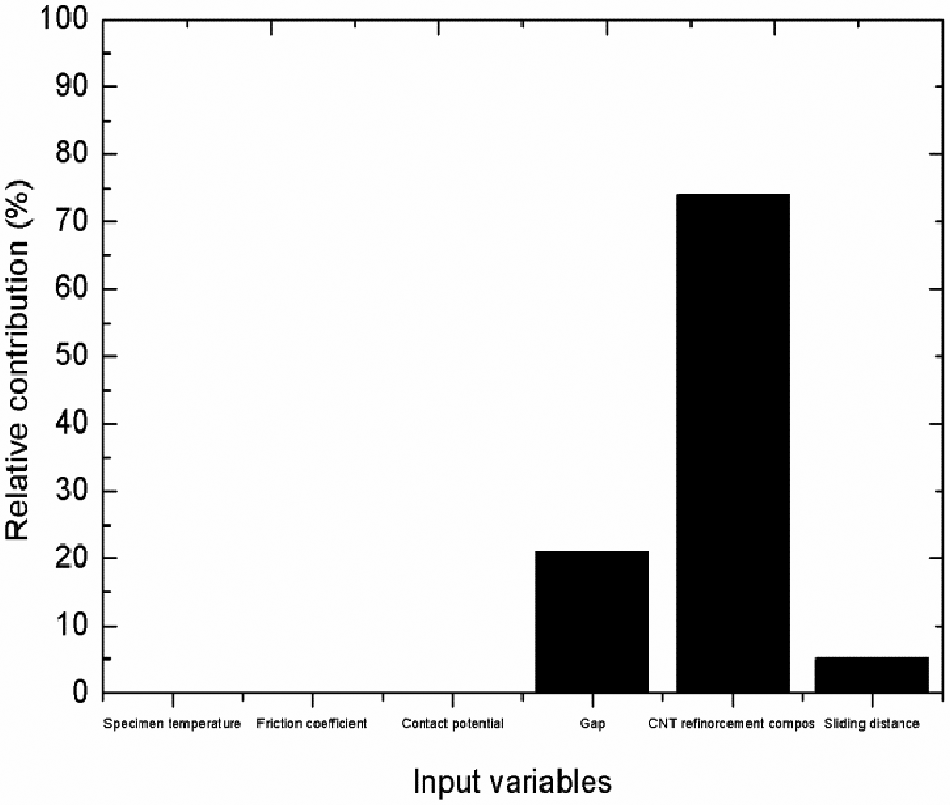
Relative contribution of each input variable to wear depth.
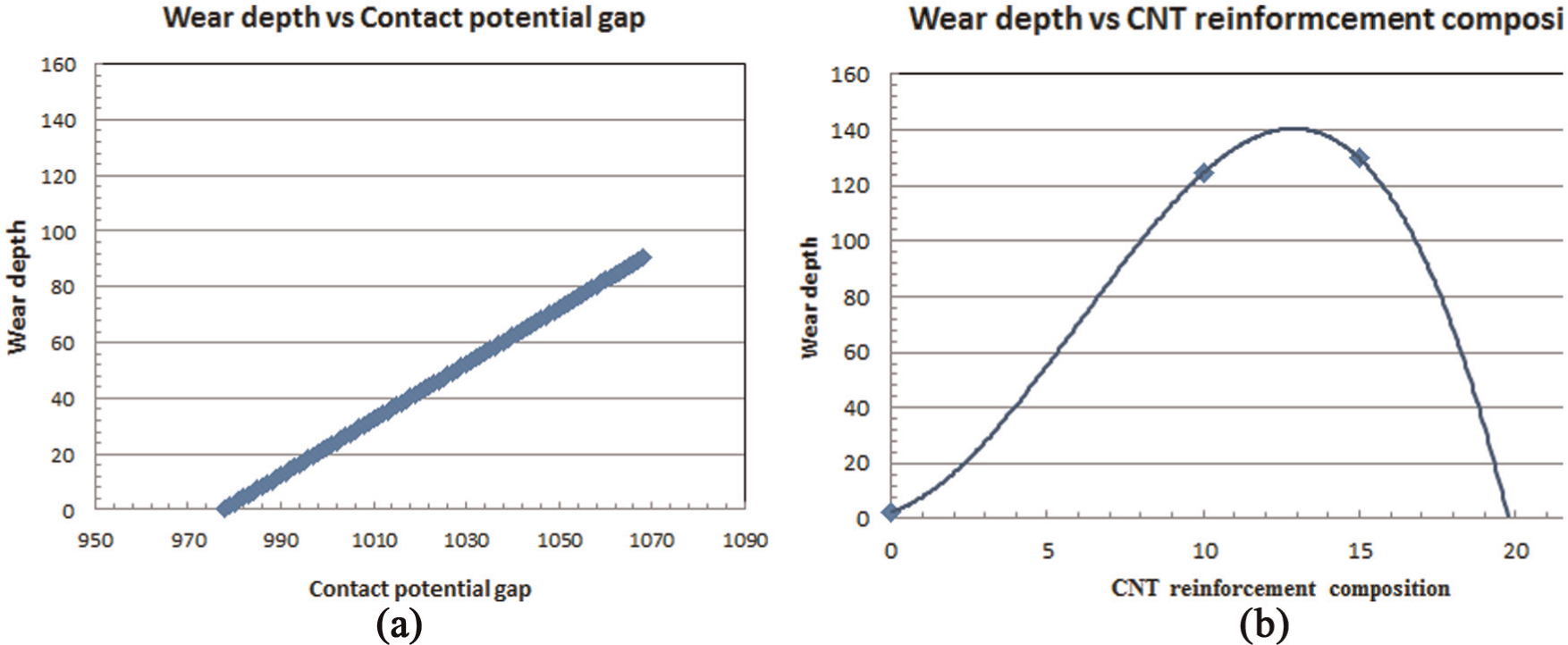
Variation in the wear depth with respect to each input variable.
Conclusion
This work establishes motives for studying the wear depth property of the laser engineering CNT-reinforced titanium coatings. The importance of deploying the models for understanding the laser cladding phenomenon is addressed. This work introduced a novel evolutionary approach for modeling the wear depth of laser engineering titanium coatings. The results conclude that the proposed model has shown a better generalization ability than that of the ANN model. The proposed model (equation (2)) represents the functional relationship between the process variables. The higher generalization ability of the model is beneficial for manufacturing experts who are currently looking for high-fidelity models that predict the surface property of the laser-engineered coatings in uncertain input process conditions, and therefore, the cost of having to run additional experiments can be avoided. Sensitivity and parametric analyses of the model are conducted to study the amount of impact and variation in each input process variable on the output, which is very useful for monitoring and optimizing the process.
Therefore, it can be concluded that the new evolutionary approach can be a substitute method for the evaluation of wear depth of laser engineering CNT-reinforced titanium coatings.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was partially supported by the Singapore Ministry of Education Academic Research Fund through research grant RG30/10, which the authors gratefully acknowledge.