
Abstract
Flow stress models in finite element analysis of metal cutting require material parameters that are essential considering the accuracy of the simulations. This article presents a method to acquire material parameters from cutting experiments using the extended Oxley’s shear zone theory. The novelty in this approach is to use measured chip geometry and temperature instead of determining them analytically to calculate strain and strain rate. These values are used to calculate the resultant cutting forces with the extended Oxley’s model and Johnson–Cook flow stress model. Flow stress model parameters are optimized to fit the calculated forces to those measured from cutting experiments. The Johnson–Cook parameters acquired with this method perform better than those found in the literature.
Keywords
Introduction
Finite element analysis of metal cutting has been established as a research and development method in the field of machining research. 1 The accuracy of the simulations is dependent on the material model used. 2 In its simplest form, a model approximates the relationship between stress and strain, such as Hooke’s law. The power law equation between stress and strain was used by Oxley 3 in his widely referred machining theory. More sophisticated material models include the influence of strain rate and temperature on the stress–strain relationship. One such model is the common Johnson–Cook model. 4 In addition, damage models add the effect of mechanical and thermal damage to the model which is required, for example, to simulate serrated chip.5,6 By including elasticity to the simulations, residual stresses can be calculated. 7 Also, more specific behavior such as yield delay can be taken into account. 8
One general outcome in the research articles is that the modeling of the stress–strain behavior itself is not the problem, but rather the determination of the material parameters for each model. 9 Determination of the material parameters for a model is difficult because testing conditions do not match the real cutting conditions. For example, during a compression test, the material is under a much slower strain rate and a lower temperature than during machining. The contact conditions in cutting are more or less unique, so by acquiring the material parameters by means of materials testing much of the relevant data are left out. To avoid the above-mentioned difficulties, few improvements in testing have been made. To gain flow stress at a high deformation rate, split Hopkinson’s pressure bar (SHPB) testing is used. 10 Nevertheless, the strain rate and in some cases the temperature are too low compared to cutting conditions. Strain rate values as high as 20,000 s−1 can be achieved by SHPB testing, whereas cutting involves strain rates up to 106 s−1. By using a preheated test specimen, SHPB testing can be done in temperatures as high as 900 °C which is high enough for most materials. The most common approach is to compile the material parameters from data gathered from materials testing and orthogonal cutting tests. 11 Apart from the cutting forces, different phenomena occurring during cutting are difficult to measure because of high speeds and loads. For that, determining the real stress–strain relationship of a material based only on direct measurement is complicated. Even though it is difficult to measure flow stress or hardening effects from cutting tests, they are the most reliable source of acquiring material parameters. Therefore, inverse analysis with simulations or analytical models is often used. Inverse analysis with simulations means running the simulations and using a full-factorial analysis on each parameter or optimizing the results parameter by parameter deductively.12,13 Inverse analysis with analytical model means calculating theoretical values of strain, strain rate and flow stress from measurable factors such as cutting forces, chip thickness and shear angle to obtain parameters for material models by fitting the model curve to the measured values. 14 The most used analytical model is the parallel sided shear zone model, often referred to as Oxley’s model, which has been developed in parts by Piispanen, 15 Eugene Merchant 16 and Oxley, 3 among others.
Parallel sided shear zone theory
The orthogonal cutting model proposed by Oxley is based on a model where deformation of the material takes place in a parallel sided zone that follows the shear angle. The geometrical definition of the model is presented in Figure 1, and equations (1)–(8) present the relevant model details.
3
Boothroyd and Knight
17
have developed a temperature prediction model presented in equations (9)–(12)). Lalwani et al.
18
proposed an extension that enables Oxley’s model to be used with other than the Power law material model. The strain hardening exponent
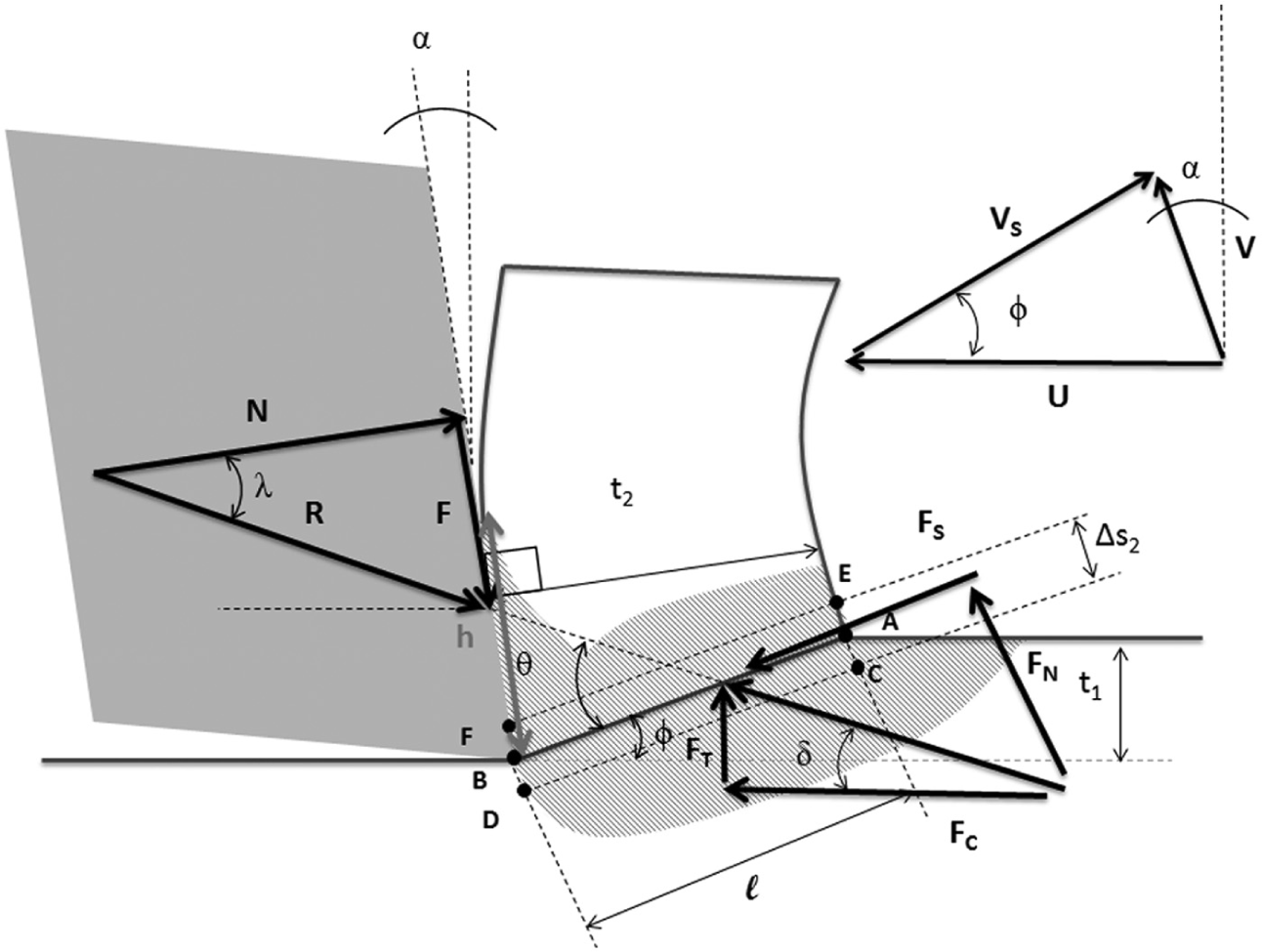
Parallel sided shear zone model.
Resultant force 19

Specific cutting force 3

Shear angle 16

Chip compression ratio (CCR) 20

Oxley’s model 3

Shear strain 16

Equivalent strain 3

Strain rates in tool–chip interface and shear sone 3

Shear zone temperature 17

Temperature rise in shear zone 17

Proportion of heat conducted to workpiece 17

Dimensionless thermal number 17
Mod. strain hardening exponent 18

Mod. strain rate constant 18

Different measures of strain and strain rate
In this article, three measures of strain are investigated, which are proposed by Oxley, Merchant and Astakhov. Strain proposed by Oxley is presented in equation (6). Merchant’s strain is presented in equation (15) and Astakhov’s and Shvets’
21
strain is presented in equation (16). All strains can be expressed in terms of shear angle and rake angle, or rake angle and CCR. One noteworthy observation is that Oxley’s strain is exactly the same as Merchant’s strain, but it is divided by
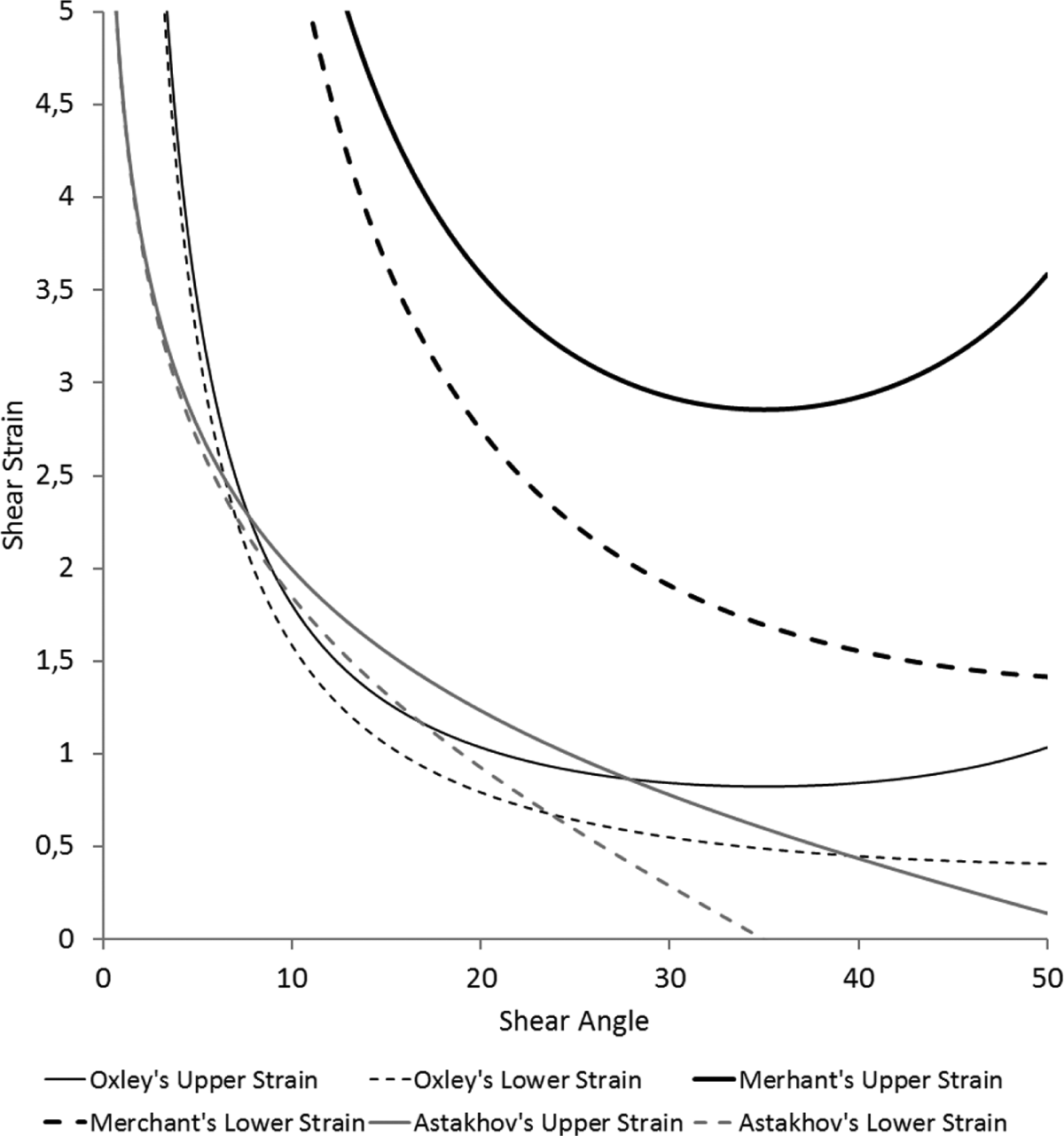
Different strains plotted against shear angle with rake angles of ±20°.
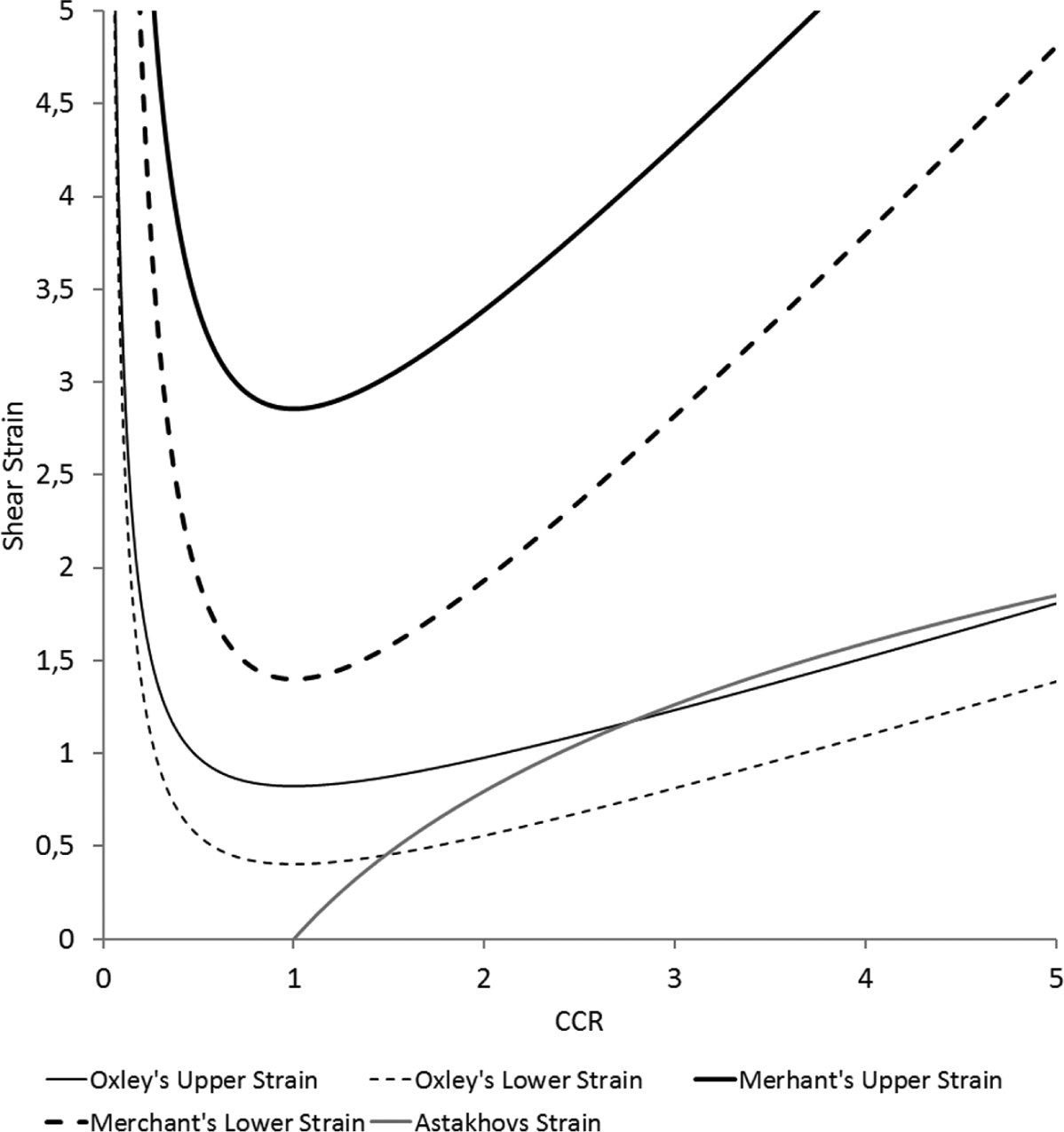
Different strains plotted against CCR with rake angles of ±20°.
Merchant’s strain

Astakhov’s strain

Geometrical explanation

Flow stress models
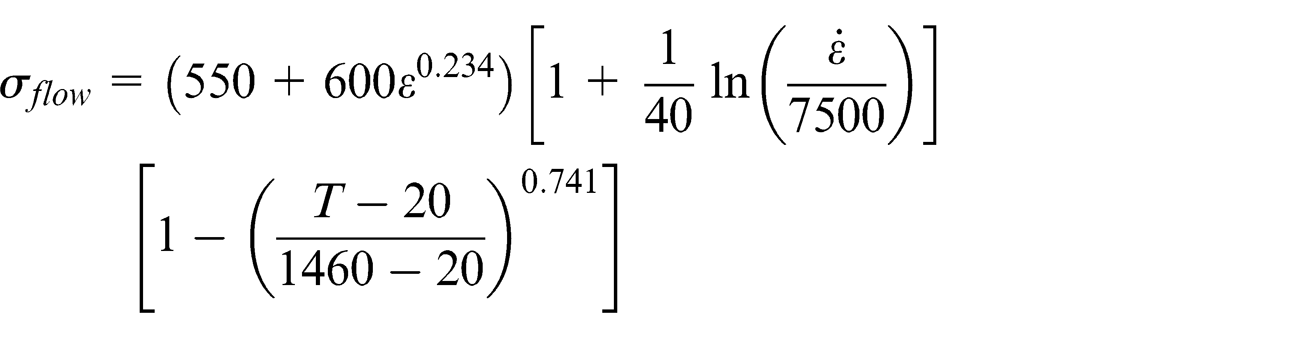
Flow stress is normally presented as a function of strain, strain rate and temperature, although the form of the function varies. The Johnson–Cook model 4 (equation (18)) is formulated for materials under high strain rate and is one of the most used models in the field of metal cutting. The most common flow stress models used in cutting simulations are presented in Appendix 2, equations (19)–(24). Zerilli and Armstrong model 23 (equation (23)) is special since it has different equations for BCC and FCC materials. Another unusual model is Maekawa’s model because of strain path dependency. 24
Research objectives
In order to take advantage of cutting simulations in academia or industry, material modeling must be efficient time and cost vice. This research article investigates a robust method of acquiring material model parameters directly from cutting experiments. If this method performs as expected, the material parameter acquisition will be more efficient than with high-speed compression tests. The results show whether analytical models are viable option to be used in an inverse analysis routine and whether further development of the method is advisable. The results are evaluated in the framework of previous studies on the same material.
Challenges in experimental setup
Forces, chip thicknesses and cutting parameters are easy to obtain reliably from cutting experiments, but temperatures, actual strain and strain rate are difficult to measure. Approaches with thermal couple, thermal sensors and pyrometers or infrared (IR) imaging have been tried with a variety of results.25–29 A thermal couple measures the largest temperature difference between a tool and a workpiece; thermal sensors and pyrometers can be set to measure the surface temperatures of a newly machined layer or a tool. Thermal imaging can measure anything in theory, but practicalities such as imaging frame rate and different emissivity of surfaces cause challenges. Strain and strain rate can be measured using analytical models, quick stop experiments with metallography or digital image correlation during machining. 30 Analytical models are only accurate in an orthogonal cutting setup and only for some materials and cutting parameters. Quick stop experiments provide reliable results but are slow and expensive to conduct and the quick stop device or setup is never infinitely fast so the obtained sample does not fully represent the actual cutting condition. Digital image correlation is a promising method, but frame rate and optics resolution need to be improved to measure strain and strain rate in real cutting speeds (>100 m/min). 30
Experimental inverse analysis routine
In this article, an inverse analysis routine is formulated to acquire Johnson–Cook parameters from cutting experiments. This approach is different from that presented by Sartkulvanich et al. 14 since in their OXCUT model inputs are cutting conditions and material properties but no experimentally determined strain, strain rate and temperature values. The novelty in this approach is to use experimental values for chip thickness and temperature to avoid error caused by the analytical model. Chip geometry and temperature are measured from cutting experiments. Chip thickness is measured and CCR is calculated with equation (4). Rake angle together with CCR give shear zone angle with equation (3). Next, the strain and strain rate are calculated from chip geometry using definitions from the parallel sided shear zone theory. Then, using these values of the strain, strain rate and temperature instead of those determined from the analytical model, the extended Oxley’s model is used to calculate cutting forces. These cutting force values are compared to the experimental values of AISI 1045 that can be found in the literature. Using the obtained data set, a flow stress model (Johnson–Cook) is calibrated by optimizing the parameters of the model to fit it to the obtained flow stress–strain–strain rate–temperature data set. The results are compared to other Johnson–Cook parameter sets found from the literature.
Materials and methods
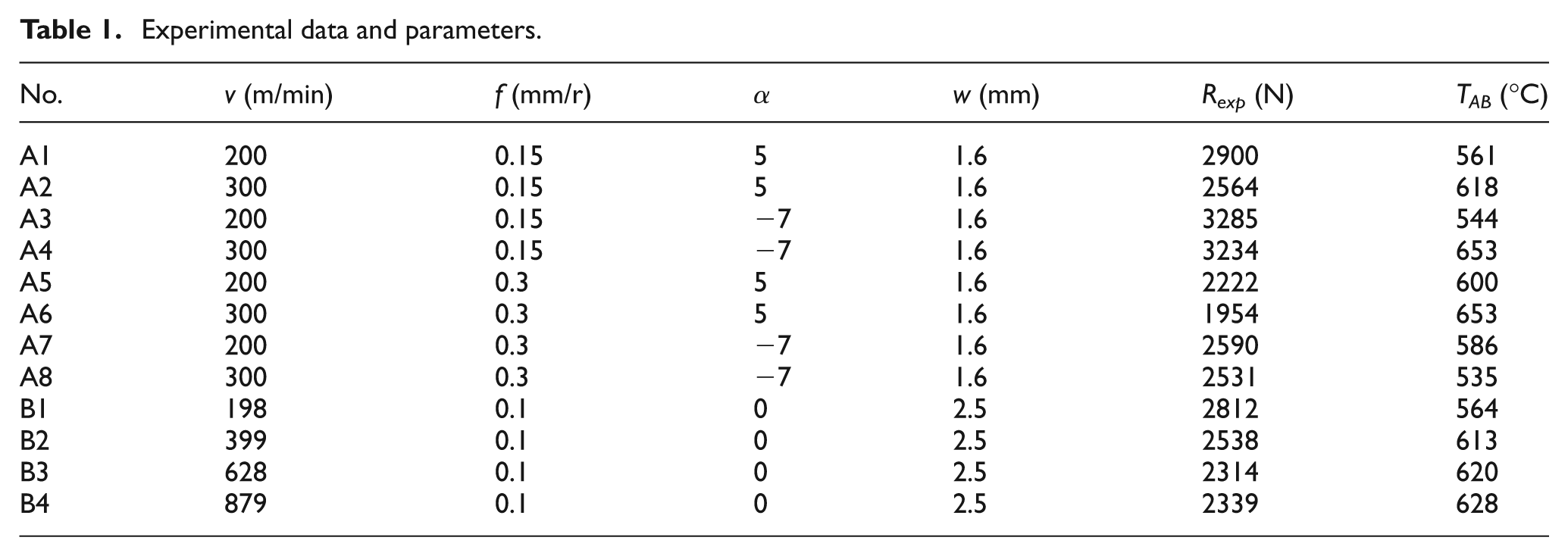
The inverse analysis routine is based on extended Oxley’s model with Johnson–Cook flow stress model. Flowchart of the whole routine is presented in Figure 4. The resultant cutting force is calculated with equation (1). For this, flow stress and chip geometry are needed. Flow stress is calculated from the flow stress model, which needs strain, strain rate and temperature as input parameters. The strain and strain rate are calculated from the chip geometry with Oxley’s model equations (7) and (8). Input parameters for the model are cutting speed, feed, width and rake angle. Also, experimentally obtained values of chip thickness, shear zone angle and temperature are used as input parameters. The predicted resultant forces are evaluated against experimentally obtained values, and flow stress model parameters are adjusted for a better fit until the optimal solution. The optimization routine minimized the error of the normalized resultant cutting forces with the least squares method. Experiment data and parameters are presented in Table 1. The resultant force is calculated as the root of the sum of squares of each force component. Experimental data for the cutting of AISI 1045 are acquired from literature sources: A1–A8 from Ivester et al. and B1–B4 from Iqbal et al.31–34 and Ivester et al. used orthogonal turning for their tests. The tool used was a Kennametal K68, an uncoated general-purpose tungsten carbide insert with rake angles of +5° and −7°. Cutting forces were measured with a Kistler 9257B 3-component piezoelectric dynamometer and 9403 mount. Cutting temperatures were measured with an intrinsic thermocouple and selected experiments with IR-microscopy. The experiments were conducted twice for each cutting parameter set in four different laboratories to ensure repeatability. Resultant forces from Ivester et al. are average of all the experiments except clearly anomalous results were discarded from the average. Iqbal et al. conducted similar experiments with a lathe and a Kistler 9263A dynamometer using uncoated Sandvik TCMW 16T304 grade 5015 inserts. The article does not report how many repetitions were conducted so it is assumed that no repetitions have been done. Experimental data by Ivester have been used as well in Lalwani et al. 18 and Ding and Shin, 35 but the temperature values used in these articles are for some reason twice as high as those in Ivester’s articles. The original values presented by Ivester are used in this article. This decision is encouraged by the temperature results in Davies et al. 26 and their thermal imaging experiments, where the results are similar to those in Ivester et al. Temperatures for experiments B1–B4 are determined from the simulations of Ding and Shin and considering Ivester’s results because Iqbal et al. did not present any temperature measurements for their experiments.
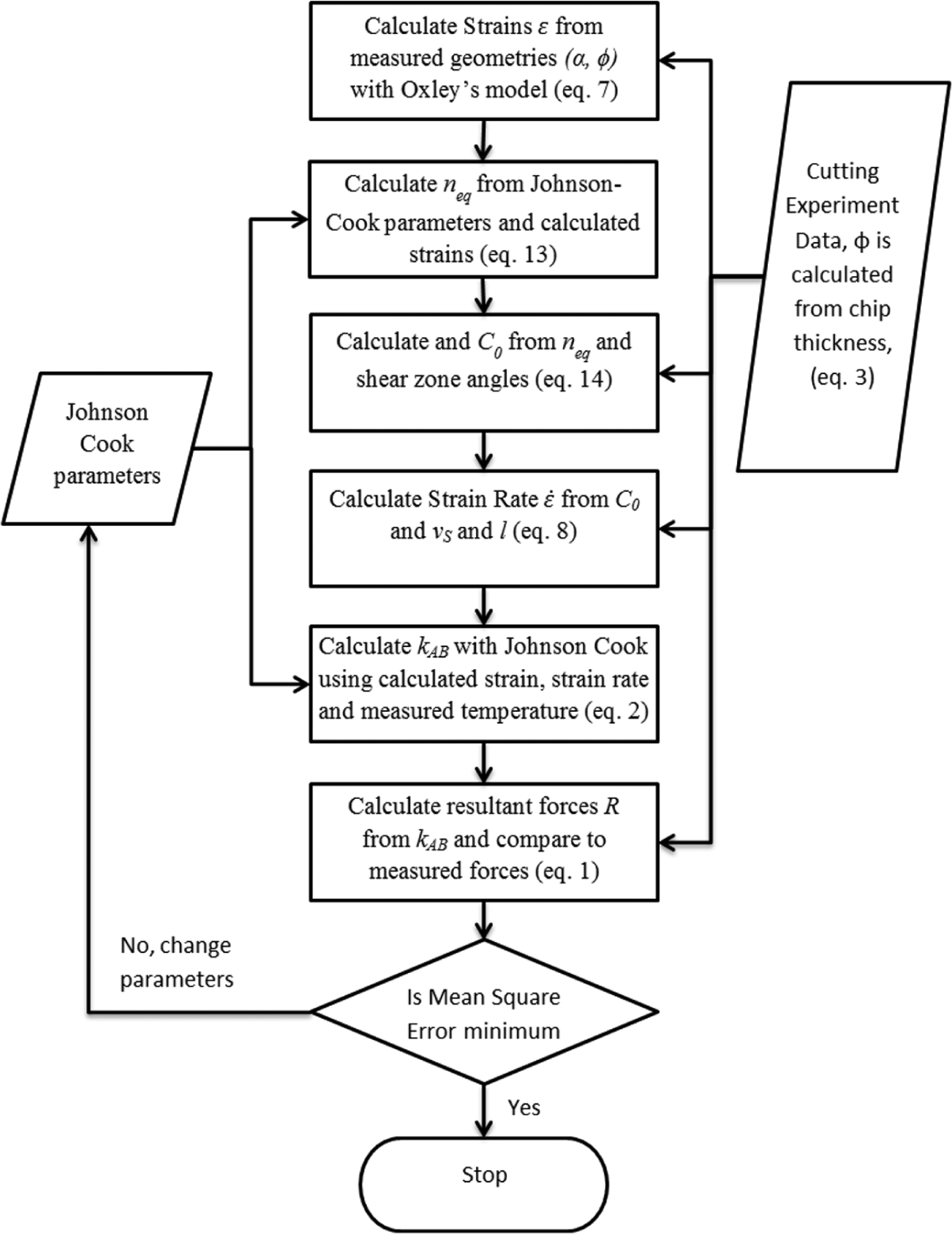
Inverse analysis routine flowchart.
Experimental data and parameters.
Johnson–Cook model parameters for AISI 1045
The Johnson–Cook model includes strain hardening parameters
Johnson–Cook parameters from different sources and accompanying errors.
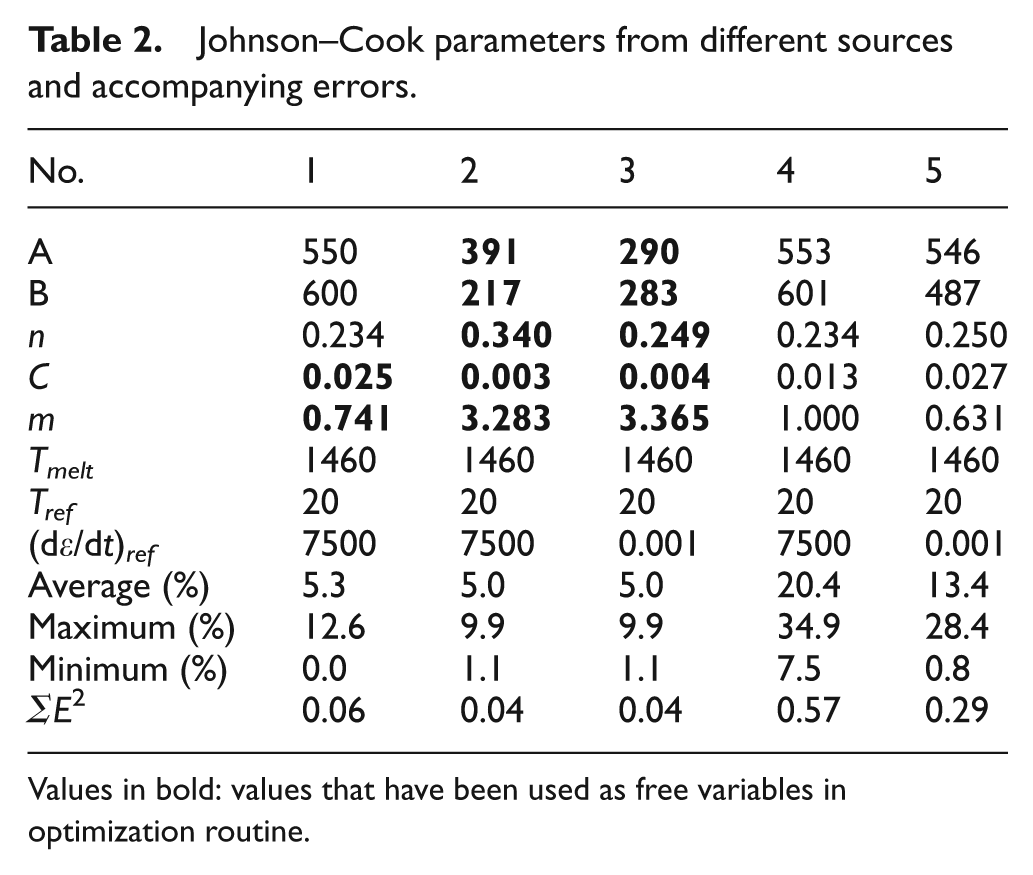
Values in bold: values that have been used as free variables in optimization routine.
Results and discussion
Using the proposed method, an average error of less than 6% is achieved, whereas parameters obtained from the literature produce an average error of 20% and 13%. All parameters are relatively of the same magnitude with the greatest variation in the values of
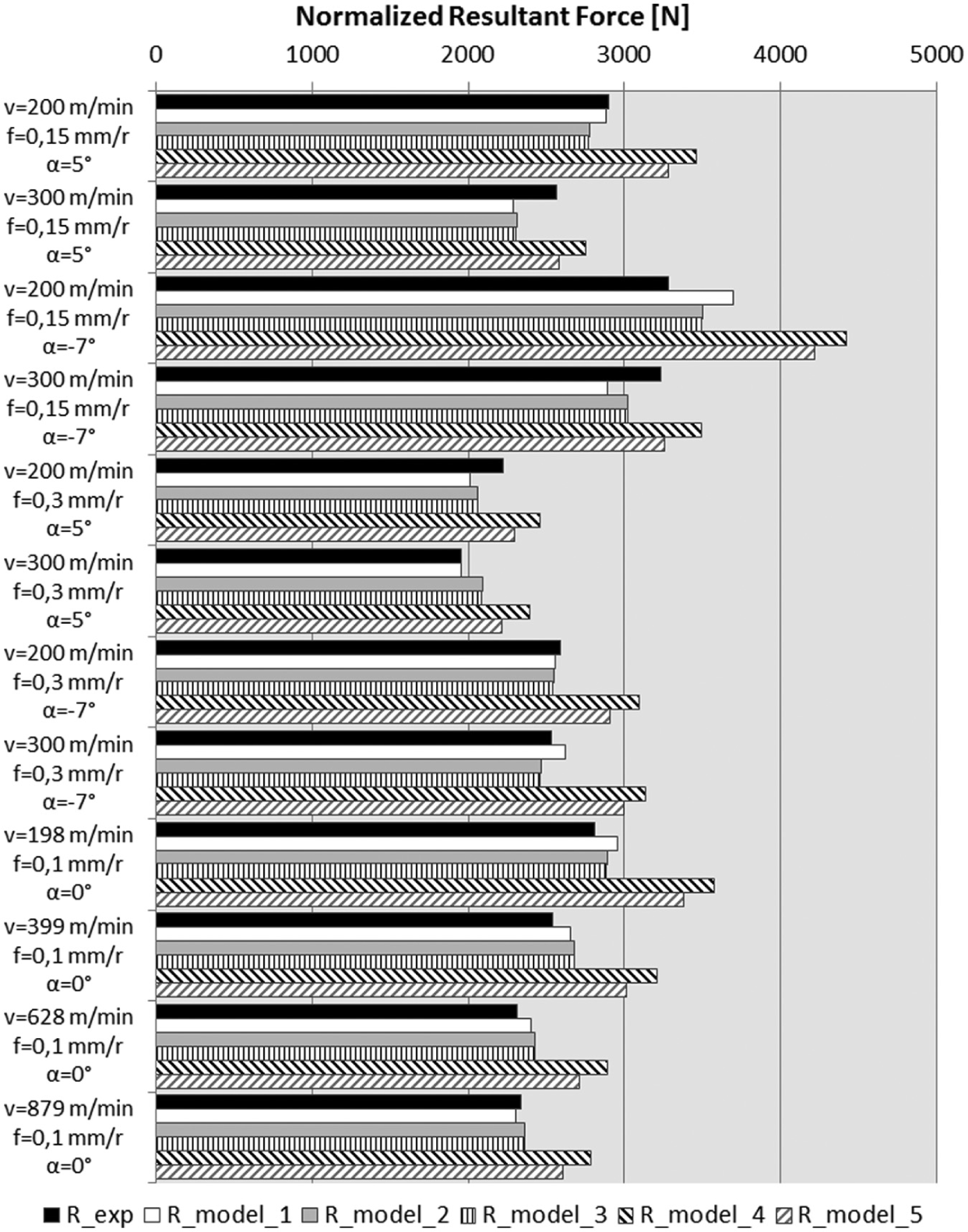
Comparison of experimental resultant forces with modeled resultant forces.
Conclusion
In this article, an inverse analysis of flow stress model parameters was conducted to optimize the model performance. The following important points were observed:
The method produces better performing flow stress model parameter values for an analytical model than those found in the literature
A clear relationship between flow stress model variables and cutting parameters is difficult to form; therefore, a wide range of cutting parameters should be used.
There are many local optimal solutions for flow stress model parameters. Therefore, it is advisable to use compression test values for setting the reference frame for the model parameters.
The method is promising and further study is required to identify more delicate material behavior related to thermal effects.
Footnotes
Appendix 1
Appendix 2
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.