
Abstract
Experimental investigation has been carried out to evaluate the effect of titanium carbide (TiC), molybdenum carbide (Mo2C), iron carbide (Fe3C) and tungsten carbide (WC) addition on the composite aluminium preforms. The hot upsetting of the composite aluminium preforms with various carbide contents, namely, Al-4% TiC, Al-4% WC, Al-4% Fe3C and Al-4% Mo2C, and different aspect ratios, namely, 0.4 and 0.6, was carried out and the workability behaviour of the same was determined. The influence of carbide addition in the aluminium composite and initial preform geometry on the relative density (R), stress ratio parameters,
Introduction
Powder metallurgy (P/M) manufacturing route is used for mass production of precision engineering materials as its ability to produce complex parts with close tolerances and with maximum material utilization. Aluminium metal matrix composites (MMCs) are used for wide variety of industrial applications due to its unique properties such as low specific density, high strength, low thermal expansion and good wear resistance and are economically viable.1–5 Ductile aluminium matrix reinforced with stronger and stiffer carbides provides a combination of properties of the metallic material and ceramic reinforcement components. 6 Titanium carbide (TiC) and tungsten carbide (WC)–based composites are currently used in high-strength application where improved strength, wear resistance and corrosion resistance are required7,8 and aluminium reinforced with WC prepared via warm accumulative roll bonding process showed improved mechanical properties. 9 One of the simplest secondary processes used by many researchers10–12 is open die forging of cylindrical billets. The residual porosity left in the part causes the failure (visible cracks appearing on the free surface) in the compacts during open die forging and, hence the workability of the materials needs to be studied.
The workability or formability of the P/M material plays a major role in determining whether the P/M material will be formed successfully or fracture initiates in the forming process. Workability is a measure of the extent of deformation that a material can withstand due to the induced internal stresses of forming prior to fracture and is not only dependent on the material but also on several forming parameters such as stress and strain rates, friction and temperature.13–15 Many researchers16–20 have studied hot formability of aluminium MMC where the constitutive equations related to flow stress, temperature, strain rate and flow strain. Kuhn and Downey 21 proposed a plasticity theory relating yield stress and deformed density by studying the deformation behaviour and the plasticity theory of some sintered P/M materials via open die forging.
A plasticity theory proposed by Shima and Oyane 22 and Green 23 has been utilized to study workability and deformation behaviour considering numerous spherical cracks and voids, stress in the direction of compression and relative density. Narayanasamy et al.24–26 studied the fracture criterion of porous materials under plane stress state, uniaxial stress state and triaxial stress state conditions relating hoop stress, mean stress, effective stress and the several stress ratio parameters. One of the most important parameters in the study of workability characteristics is the formability stress index proposed by Abdel-Rahman and El-Sheikh. 14 It describes the effect of hydrostatic stress and the effective stress on the P/M compacts. Vujovic and Shabaik 27 and Doraivelu et al. 28 proposed a new yield criterion for porous material validating it using experiments and simulations. Ko et al. 29 studied the microstructure and hot workability of SiCp/AA 2024 composite and reported that dynamic recrystallization was responsible for the hot restoration of the composites. Furthermore, they reported upon increasing the SiCp volume fraction, the flow stress increased and the failure strain decreased.
Narayanasamy et al. 30 studied hot forging of P/M sintered high-strength 4% TiC composite steel preforms under different stress state conditions proposing a new geometrical shape factor and exponential relationship between the relative density ratio and hoop strain. It was reported that a straight line relationship was established between relative density against new geometrical shape factor and respective stress ratio parameters. Rajeshkannan 12 studied workability of sintered copper alloy preforms during cold upsetting using different curve fitting techniques and reported that decreasing aspect ratio facilitated deformation and improved the formability stress index; however, it limited height strain to fracture. Similar study was carried out by Narayanasamy et al. 31 via hot forging of 4% TiC composite steel preforms and similar results were reported. Taha et al. 11 presented some experimental data on workability of aluminium particulate–reinforced MMCs prepared by stir-casting, squeeze-casting and P/M techniques. They reported that the workability of aluminium SiC- and Al2O3-reinforced MMCs is affected positively by the following: applying intermediate heat treatment, decreasing particulate volume fraction, decreasing particulate size and reinforcing with SiC in a wrought alloy matrix rather than Al2O3.
The residual porosity left in the P/M parts after the primary P/M process is a major drawback and these residual porosities are the main cause of failure during the secondary process and, hence workability studies are important in the preform geometry design and die constraint designs. Thus, the present investigation is aimed to establish the workability limit under triaxial stress state condition of P/M preforms of Al-4% TiC, Al-4% iron carbide (Fe3C), Al-4% WC and Al-4% molybdenum carbide (Mo2C) (weight percentage) experimentally and to establish the technical relationship that exists between the characteristics of axial stress, hoop stress, hydrostatic stress, effective stress and formability stress index with respect to true height strain and densification.
Experimental details
Materials and characteristics
Aluminium powder of less than or equal to 150 µm in size (diameter) and respective carbide powders, namely, TiC, WC, Mo2C and Fe3C, of less than or equal to 50 µm in size (diameter) was used in this experiment. The basic characterization of elemental aluminium powder such as flow rate, apparent density, compressibility and sieve analysis has been carried out using standard methods of testing. The characteristics are given in Tables 1 and 2, respectively.
Sieve size analysis of aluminium powder.

Characterization of aluminium powder and its blends.

Powder blending and compaction
The required mass of aluminium and respective carbide powders was accurately weighed and mixed to obtain Al-4% TiC, Al-4% WC, Al-4% Fe3C and Al-4% Mo2C in a ball milling machine with powder mixed to stainless steel balls (10 mm inner diameter) with a ratio of 1:1 by weight. Air tight containers were used here to avoid oxidation of aluminium powders. The ball mill was operated for 10 h at 200 r/min to get a homogenized mixture. The apparent density was measured at 1-h interval to ensure homogeneous mixture was obtained. Towards the end of blending process, a consistent apparent density ensured homogeneous mix. The blended powders were then compacted using 100 ton capacity hydraulic press into cylindrical billets of aspect ratio (height-to-diameter ratio) of 0.4 and 0.6. The respective compacting pressures were obtained from the compressibility curve prepared for each material so as to obtain an initial theoretical density of 0.86 ± 0.01. Initial theoretical density is the initial density of the preform divided by 100% density of the preform (no pores).
Ceramic coating, drying and sintering
Immediately after compaction, an indigenously developed ceramic coating was applied on the compacts. This coating was allowed to dry for a period of 12 h at normal atmospheric conditions. Recoating was employed to the preforms in the direction 90° to that of the earlier coating. Again the compacts were allowed to dry for a period of 12 h. The coating was applied to avoid oxidation of compacts during the sintering process. The ceramic-coated compacts were sintered in an electric muffle furnace at a temperature of 220 °C for 30 min (drying process) and then at the temperature of 594 °C for further 60 min.
Hot deformation and measurements
Hot upsetting of the sintered preforms followed immediately after the sintering process at a temperature of 594 °C to the different levels of height strain. The forging operation was carried out with no lubricant. Dimensional measurements such as deformed height (hf) and deformed diameters, namely, contact diameter at the top surface (Dc1), contact diameter at the bottom surface (Dc2) and bulged diameter (Db), were carried out after every step of deformation. The density measurements of the forged specimens were carried out using Archimedes principle. Experimental data were used to calculate the stress ratio parameters, namely (
Theoretical analysis
Using the mathematical expressions, the various upsetting parameters that influence workability characteristics of the selected composite were determined and presented here. The state of stress in a homogeneous compression process is as follows: according to Abdel-Rahman and El-Sheikh 14


and the expression for the axial strain can be written as follows

and true hoop strain is

where ho is the initial height of the preform, hf the forged height of the preform, Df the contact diameter after deformation of the preform and Do the initial diameter of the preform.
According to Narayanasamy et al.,13,32 the hoop strain under plane stress state which includes the forged bulged diameter (Db) and forged contact diameter (Dc) can be expressed as follows

Plastic deformation of P/M materials is effected by the residual pores and the analysis of such materials requires an appropriate yield criterion which should take the pore effect into account. Many researchers over the years have analysed several different yield criteria for sintered powder materials and a typical theorem is that the plastic deformation occurs when the elasticity strain energy reaches a critical value.33–35 The formulation can be written as

where A, B and δ are yield criterion parameters and are functions of relative density, J1 is the first invariant of the stress tensor,


Here, for axisymmetric forging,


Substituting equations (9) and (10) into equation (6) gives

Qin and Hua
33
have investigated and compared several yield criterion parameters based on plastic Poisson’s ratio, relative density and flow stress of the matrix material by previous researchers. The following yield criteria parameters are chosen in this research as

Equation (12) gives the expression for effective stress in terms of cylindrical coordinates and can be expressed in another form as
According to Narayanasamy et al., 25 the state of stress in a triaxial stress condition is given by

Using equation (14) for the values of Poisson’s ratio (

where
Furthermore, rearranging equation (15)

Under triaxial stress state cylindrical coordinates, the hydrostatic stress can be written as follows assuming

Furthermore, rearranging equation (17)

The stress formability factor under triaxial stress state condition is given as

The stress formability factor as expressed in equation (19) is used to describe the effect of mean stress and the effective stress on the forming limit of P/M compacts in upsetting.
Results and discussion
A plot has been presented as shown in Figure 1 between axial strain and relative density for two different initial aspect ratios (height-to-diameter ratio of preforms), namely, 0.40 and 0.60, these plots being drawn for initial relative density of 86%. Relative density is the instantaneous density of the preform divided by 100% density of the preform (no pores).
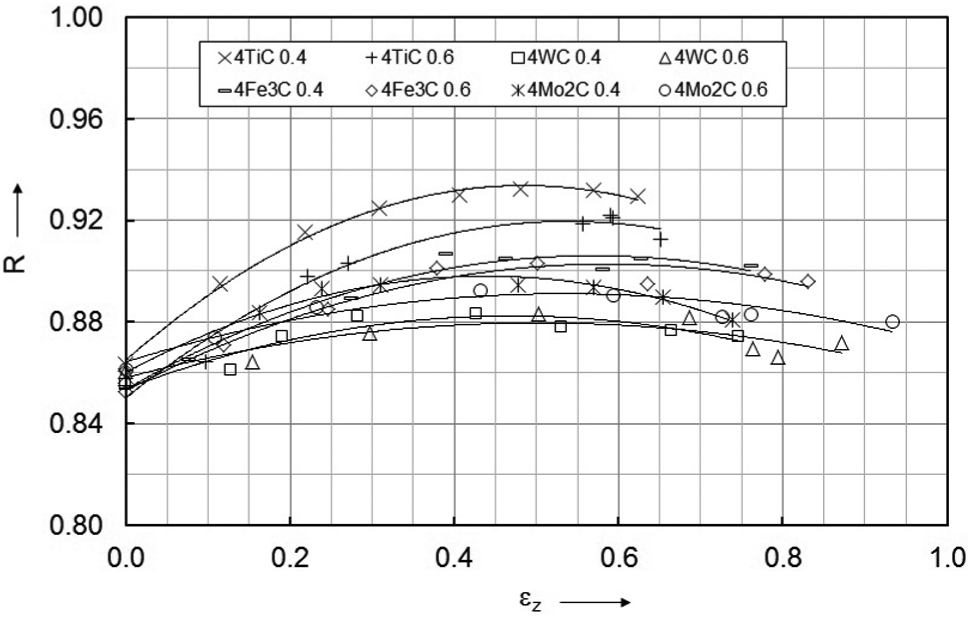
Relationship between relative density and axial strain during hot deformation
As seen in Figure 1, the relative density increases up to 0.45 axial strain, and thereafter relative density is almost constant till 0.60 axial strain. Then the relative density slightly lowers towards the final stages of deformation. The slight dip in relative density is more evident in Al-4% WC composite. Lower aspect ratio preforms showed better densification in comparison to higher aspect ratio due to the presence of lower pore bed height in the lower aspect ratio preforms. TiC-reinforced aluminium showed better densification rate and better final density achieved followed by Fe3C-reinforced aluminium and then Mo2C-reinforced aluminium. WC-reinforced aluminium had the lowest densification rate and final density achieved. However, an inverse relationship exists between densification and fracture strain for the respective composites.
Furthermore, a plot has been presented as shown in Figure 2 between diametrical strain and axial strain for two different initial aspect ratios, namely, 0.40 and 0.60, these plots being drawn for initial relative density of 86%. As seen in Figure 2, the lateral deformation is highest in WC-reinforced aluminium composite followed by Mo2C, then Fe3C and then TiC composites. This means the effective closer of pores is higher in TiC-reinforced aluminium; therefore, it has higher density than any other composite tested.
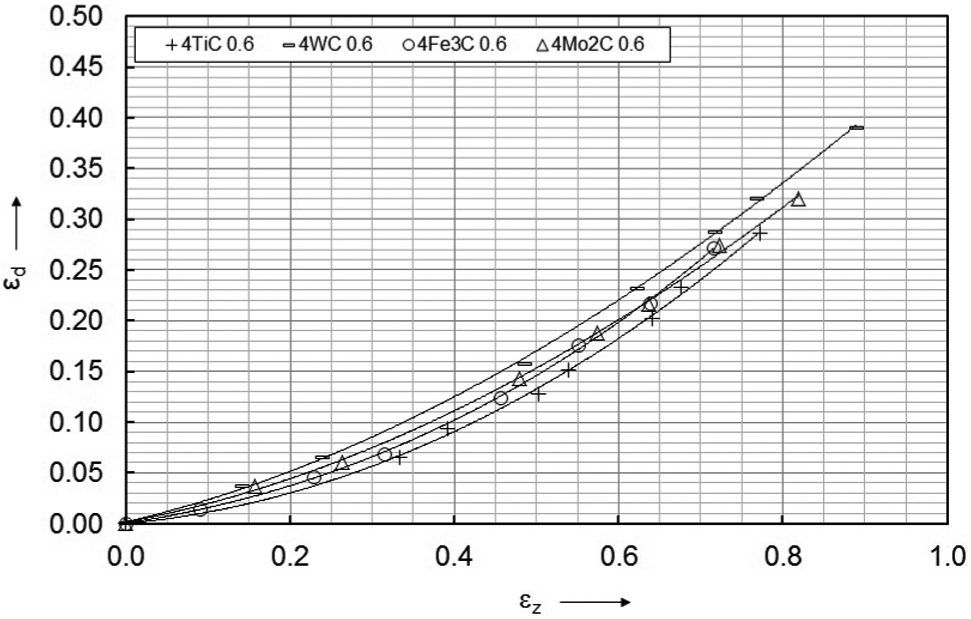
Variation in the diameter strain with respect to the axial strain during hot deformation.
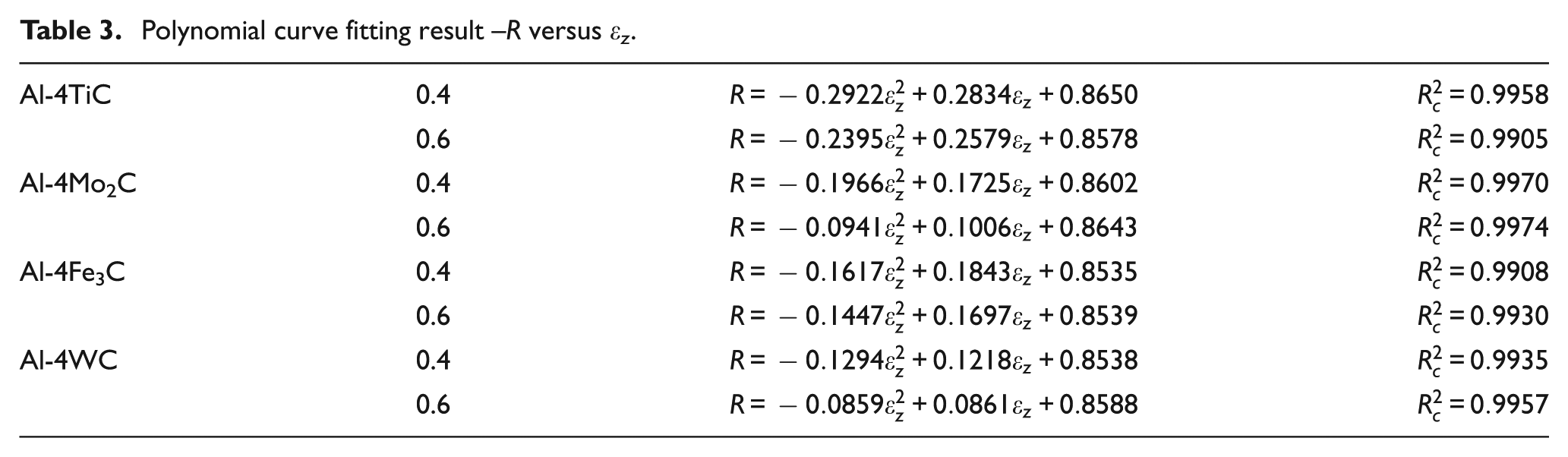
Table 3 shows the equations obtained using polynomial best fit graphs with correlation values close to 1.0 for R versus εz. It can be seen that for zero height strain, a constant value of approximately 0.86 is obtained. This constant will change accordingly if the initial relative density is varied as the constant represents the initial relative density. Furthermore, the first-order value in Table 3 is found to be positive, meaning it is contributing to the densification linearly. Also, it is seen that the εz coefficient increases as the aspect ratio decreases, projecting that decreasing aspect ratio promotes densification. The second-order coefficient is found to be negative, and hence, its contribution is negative to densification and this negative contribution is more in lower aspect ratio preforms. However, the effect is less as the coefficient values are small in a range of 0–0.3 and is multiplied to the square of axial strain.
Polynomial curve fitting result –R versus εz.
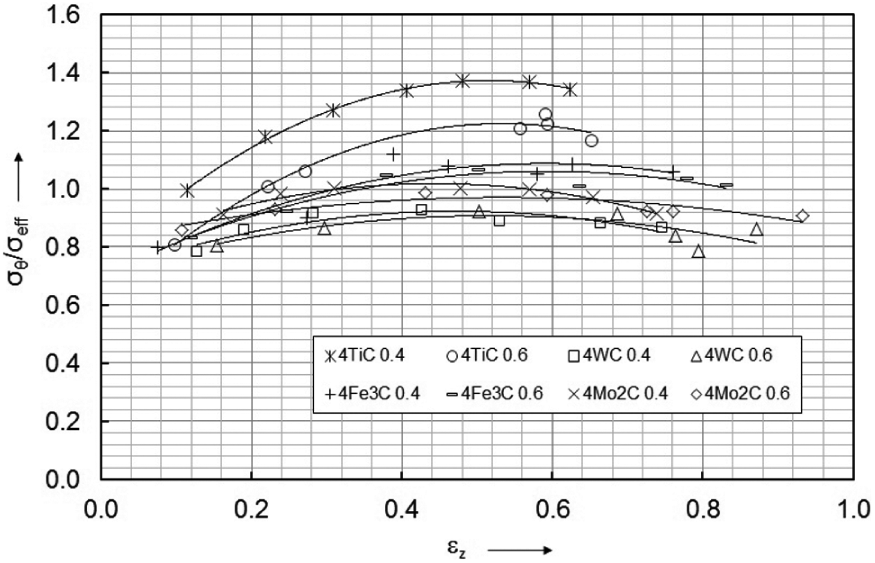
A plot has been presented as shown in Figure 3 between stress ratio,
Relationship between stress ratio (
Relationship between stress ratio (
Relationship between stress ratio (
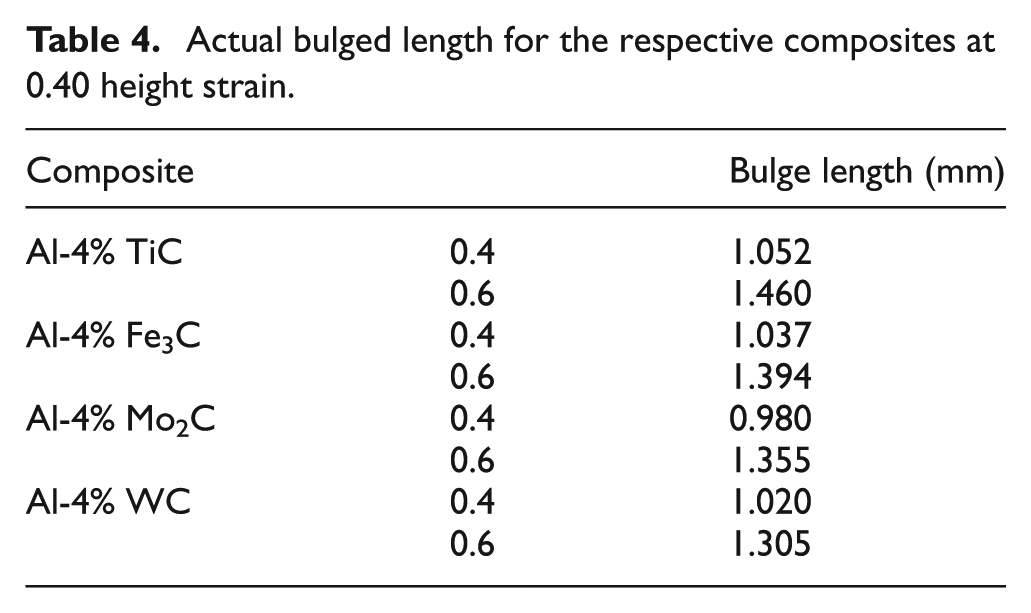
Actual bulged length for the respective composites at 0.40 height strain.
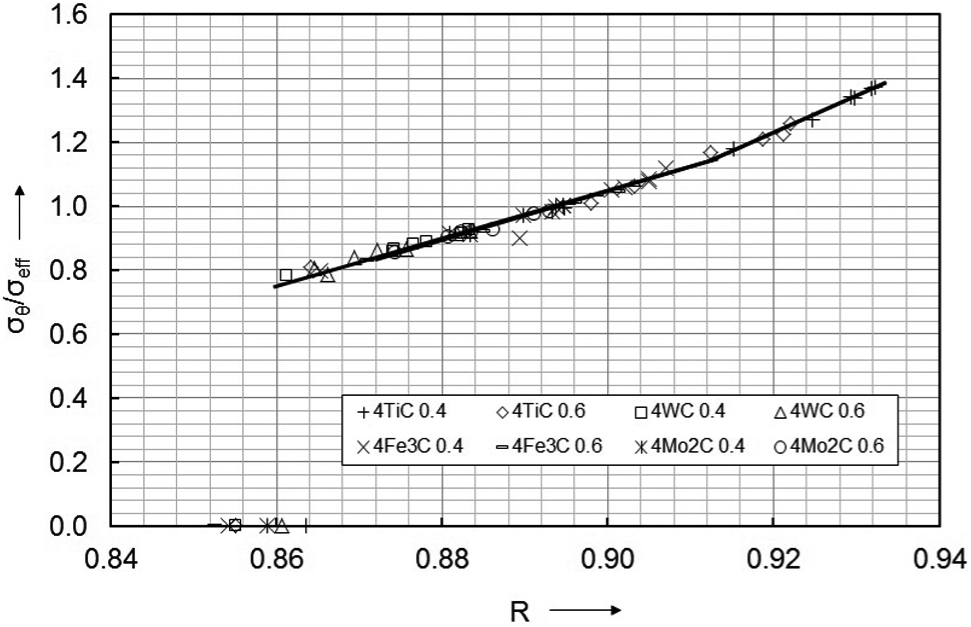
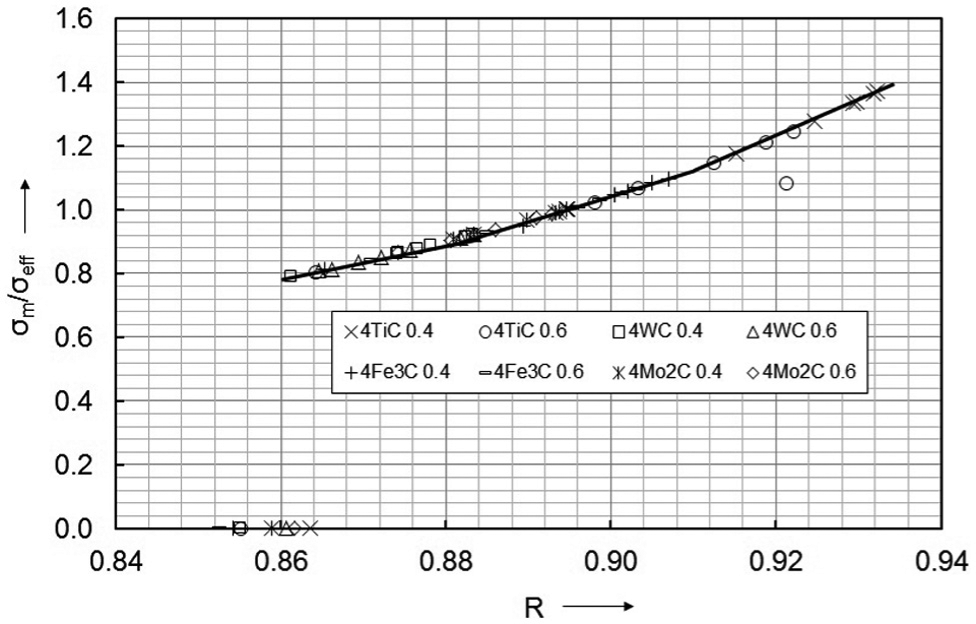
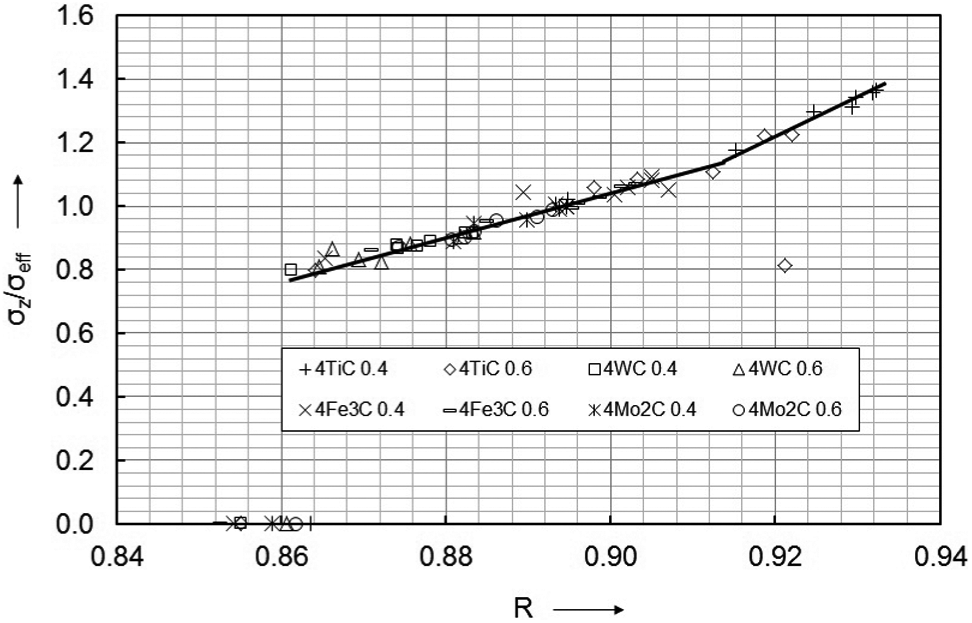
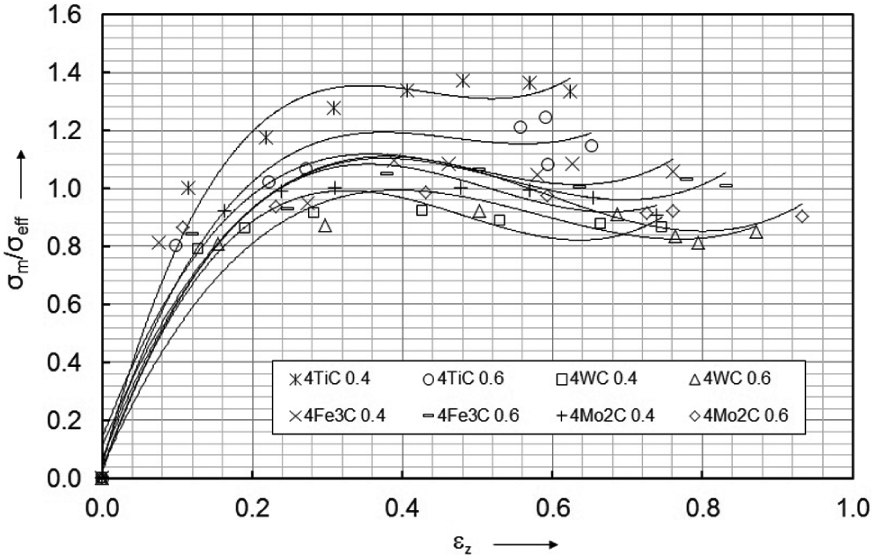
A plot has been presented as shown in Figure 6 between stress ratio,
Relationship between stress ratio (
Relationship between stress ratio (
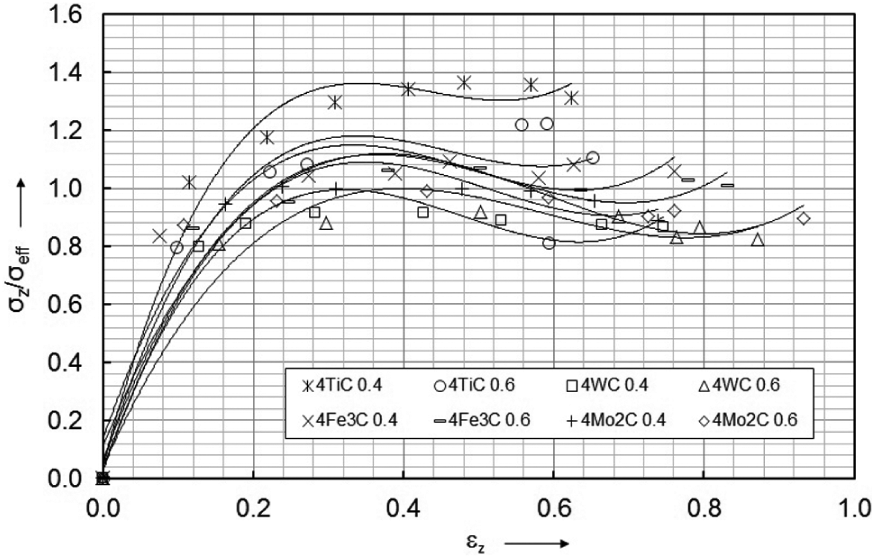
Relationship between stress ratio (
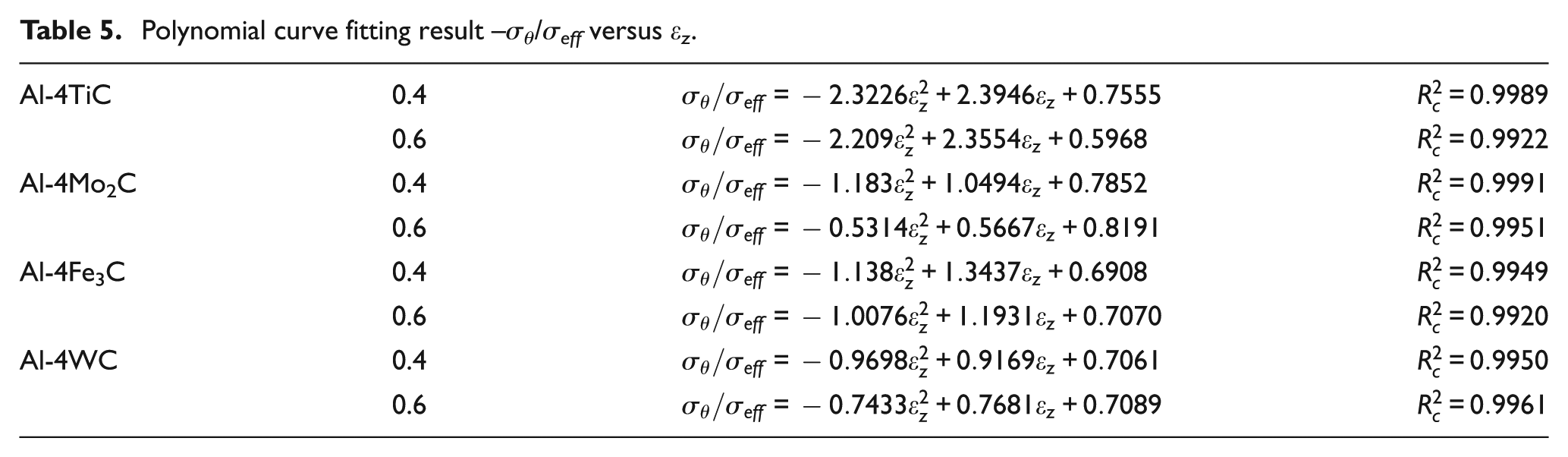
Polynomial curve fitting result –σθ/σeff versus εz.
A plot has been presented as shown in Figure 9 between formability index,
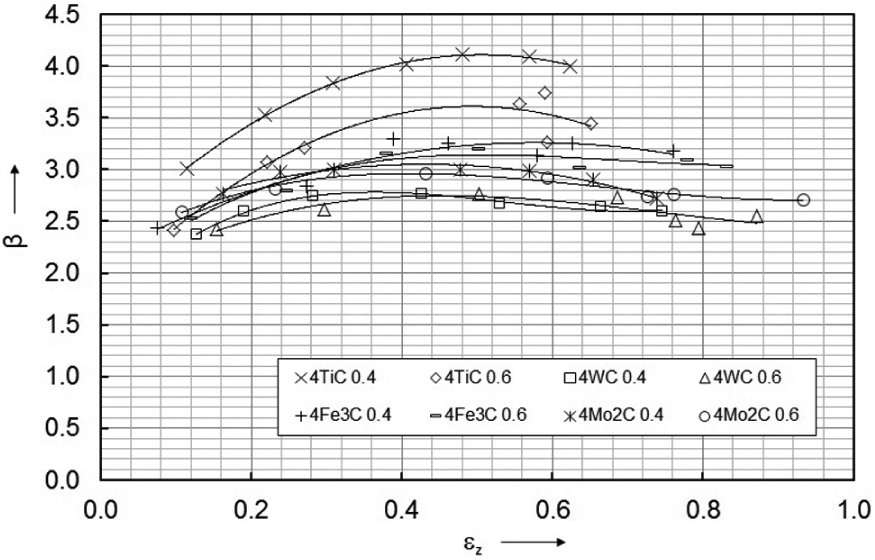
Relationship between formability stress ratio and axial strain during hot deformation.
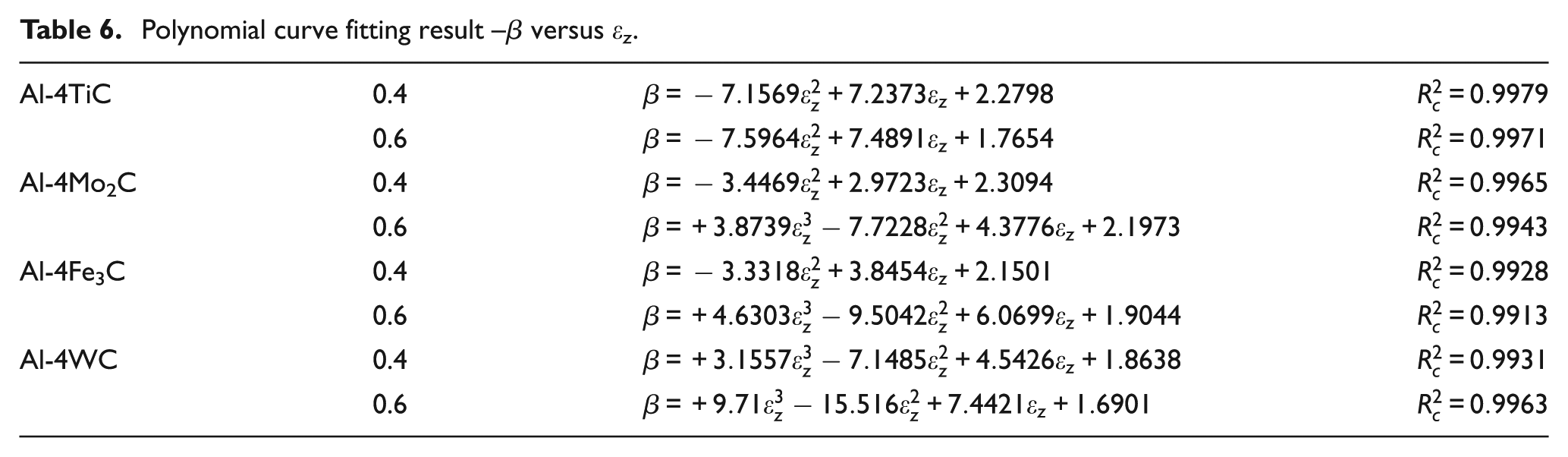
The polynomial curve fitting results with correlation values close to 1.0 for β versus εz are given in Table 6. Second-order and third-order polynomial fits are used to obtain the correlation values near unity; however, the constant, first- and second-order values are upmost important. A constant formability stress value was obtained for zero axial strain. This constant value is approximated to be 2.0 ± 0.3. It is found that the first-order values increase while the second-order values and constant values decrease with the increasing aspect ratio, and hence, the formability of the material decreases with increasing aspect ratio. The first-order values are found to be positive while the second-order values are found to be negative revealing that at the initial stages of deformation for low enhancement in axial strain the formability index is profound.
Polynomial curve fitting result –β versus εz.
Furthermore, a plot has been presented as shown in Figure 10 between formability index,
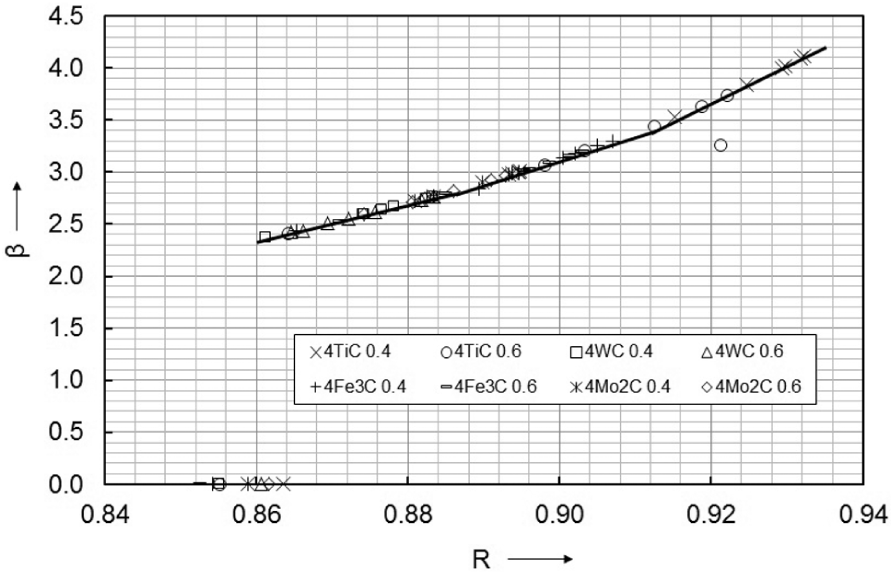
Relationship between formability stress ratio and relative density during hot deformation.
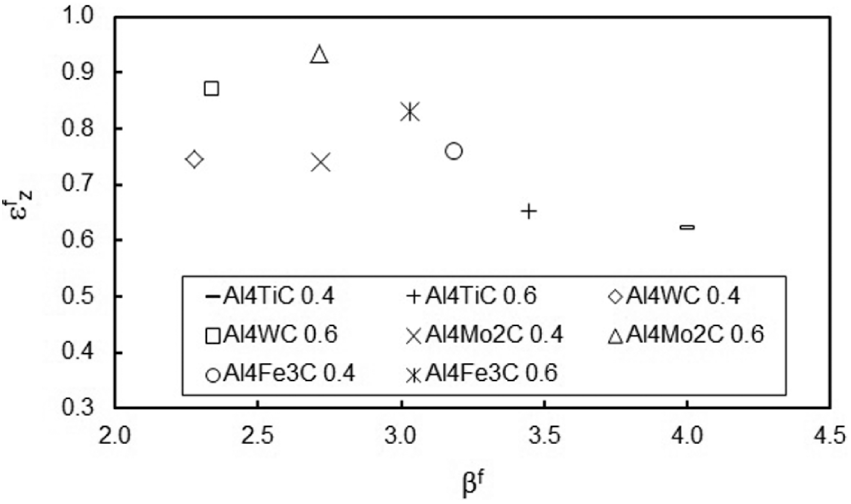
Relationship between fracture strain (
Furthermore, to understand the deformation behaviour of Al-4% TiC, Al-4% Fe3C, Al-4% Mo2C and Al-4% WC, the microstructure view of 100× magnification is shown in Figures 12 and 13, respectively. Particularly, the view was selected one at the centre (Figure 12) and other one at the extreme diametric side of each of the preforms (Figure 13) in order to view the presence of porosities. The upsetting axis is horizontal in Figures 12 and 13. The grain boundaries are clear and straight. As seen in Figure 12, less number of pores is found in TiC and Fe3C when compared to Mo2C and WC composites; however, more equi-axed grains are found in Mo2C and WC composites compared to TiC and Fe3C composites. The reduction in pores from undeformed specimen (green compact) to medium deformed and full deformed (at fracture) can be seen in Figure 13. The grains are equi-axed form in the green compact (Figure 13(a)), and then during deformation process, the grains elongate in the direction perpendicular to the compression direction as seen in Figure 13(c). The pores at the centre of the specimen are found to be spherical shape (Figure 12) while at the diametric ends are mainly elongated (Figure 13).
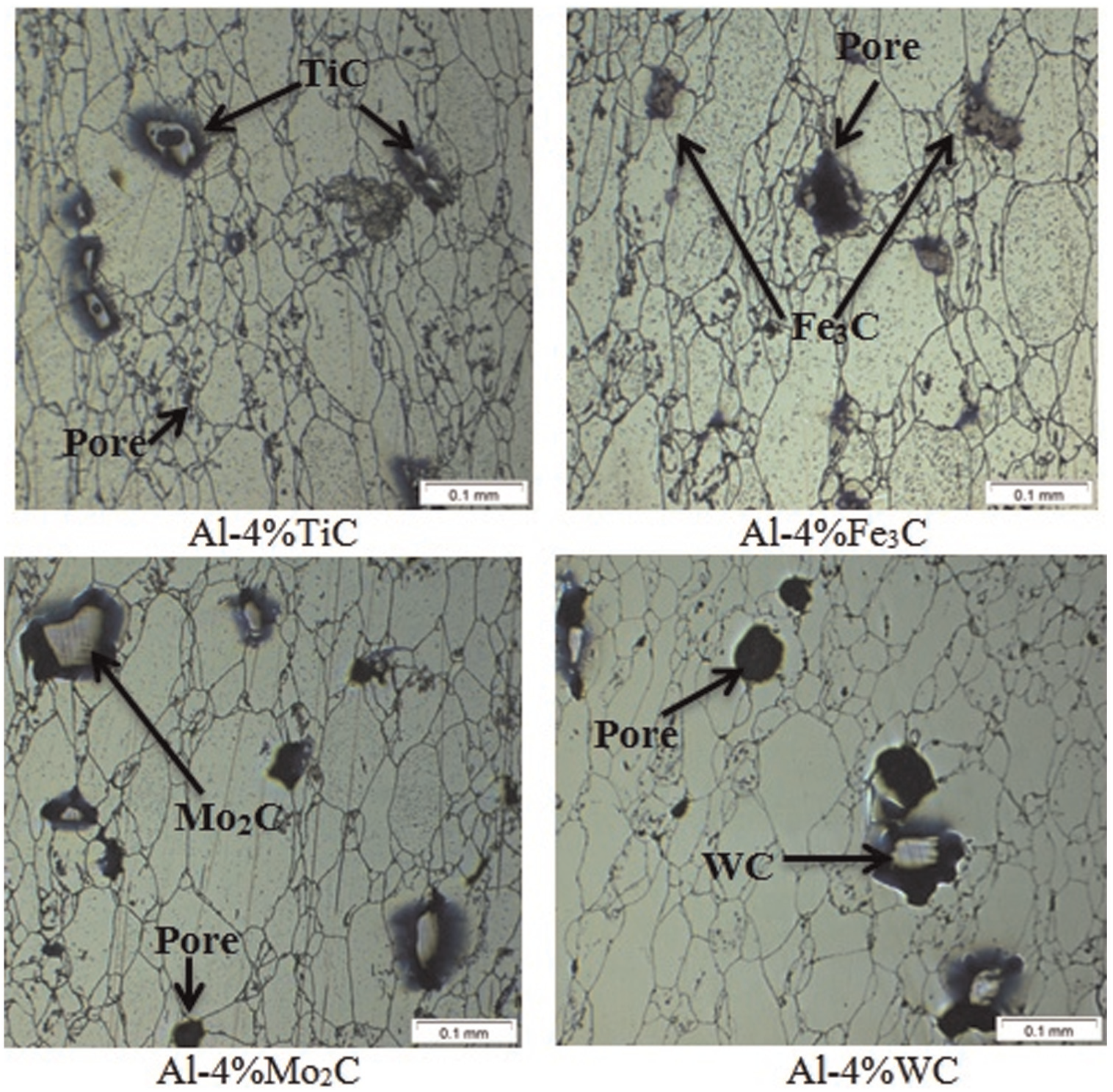
Optical micrographs of various sintered aluminium composites with 50% deformation at the centre.
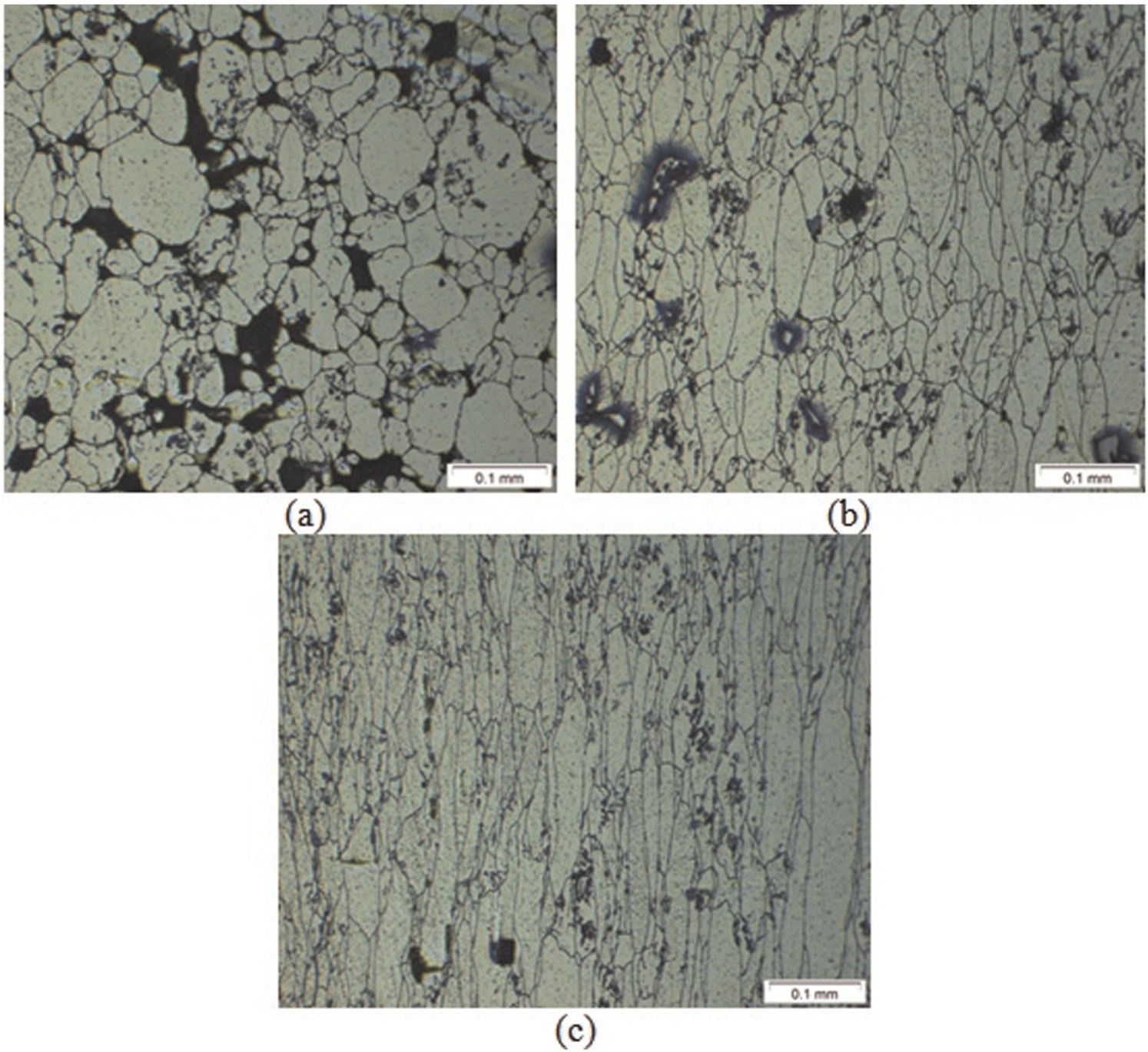
Optical micrographs of Al-4% TiC at the diametrical end: (a) undeformed, (b) medium deformed and (c) fully deformed.
Conclusion
The design of preform shape and die are very important such that the final part produced is free from defects (fracture) since there is little possibility that the cracks can be arrested during the repressing stage of the deformation. Accordingly, the major conclusions have been drawn that are as follows.
The TiC-containing compacts showed better densification, thereby the stress formability index of the preform followed by Fe3C, then Mo2C and lowest for WC-containing compacts. However, it limited height strain to fracture.
Decreasing the aspect ratio facilitates uniform deformation resulting in improved densification and formability behaviour of the preform; however, it limits the height strain to fracture.
The variation in aspect ratio and hard carbide particles in aluminium composite made nil impact in the stress ratio behaviour against densification, however, against true axial strain induced is prominent.
The amount of pores and grain structure varies significantly in the composites tested at 50% deformation. The final grain distribution reveals strong orientation along the compression direction, resulting in a fibre structure.
The relationship between stress ratio and formability against axial strain and relative density is established using polynomial curve fitting results.
Footnotes
Appendix 1
Acknowledgements
The authors would like to acknowledge the help rendered by Mr Sanjay Singh, Mr Shiu Prasad and Mr Navneel Prasad, Metal Workshop Technicians at the University of the South Pacific, during the experimental phase of this project.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.