
Abstract
The precise estimation of the cutting force coefficients in milling is very important, which has great impact on the precise calculation of the milling forces and the stability lobes of the system. On the basis of the imprecise estimation of cutting force coefficients in milling of thin-walled part using cutter with different tooth radii, the calculation process of actual cutting force coefficients is proposed in this article. First, based on the different amplitudes of milling forces caused by the long and short teeth of cutter, the nominal milling forces and nominal cutting force coefficients are constructed, and the radii error of the long and short teeth of cutter is calculated. Then, actual cutting force coefficients are derived based on radii error of cutter teeth. Finally, an experiment is performed to verify the validity of the calculation process of actual cutting force coefficients proposed in this article, and the results show that the actual cutting force coefficients obtained by consideration of radii error are more effective than theoretical cutting force coefficients obtained without consideration of radii error in the calculation of milling forces.
Keywords
Introduction
Based on the advantages of lightweight, saving in materials, lower cost and so on, thin-walled structures have been widely used in the fields of aerospace, automotive and so on. But the stiffness of thin wall structures is relatively poor in the machining process, and therefore, chatter and large deformation are easy to happen during machining. The machining of thin wall structures has been considered to be a complicated and difficult-to-cut process. Milling is one of the most common machining operations to machine the thin wall structures. In milling operation, the milling forces have direct influence on the machining stability of the system, deformation and surface finish, and therefore, the precise calculation of milling forces is particularly important.1–5
At present, the most common method for the modeling of milling forces is based on the ideas of Martellotti, 6 which has the advantages of simple mathematical model, high calculation precision, wide application range for various milling operations and so on. The cutting force coefficients in milling are important parameters in the above model, which have important influence on the calculation and prediction of the milling forces. Currently, the methods to estimate the cutting force coefficients in milling are mainly based on the measured average milling forces, that is, the components of resultant milling forces in different directions are measured, and cutter coefficients are derived based on measured forces. For example, cutting force coefficients in milling are expressed as nonlinear functions of uncut chip thickness in literatures.7–13 Considering the dependence of other milling parameters on cutting force coefficients in the literatures,14–16 cutting force coefficients are expressed as quadratic functions of milling speed, uncut chip thickness, axial and radial milling depth.
Because of the manufacturing errors of milling cutter and machine tool spindle, the rotation radii of each tooth of cutter are different. And the theoretical cutting force coefficients calculated directly by the measured average milling forces when the tooth radii are different are imprecise. Based on the above reasons, actual cutting force coefficients are derived in this article and are compared with theoretical cutting force coefficients. The results show the actual cutting force coefficients are more effective than theoretical cutting force coefficients.
Theoretical foundation
Identification of theoretical cutting force coefficients
According to the literature, 17 the theoretical cutting force coefficients neglecting the influence of edge forces are given as
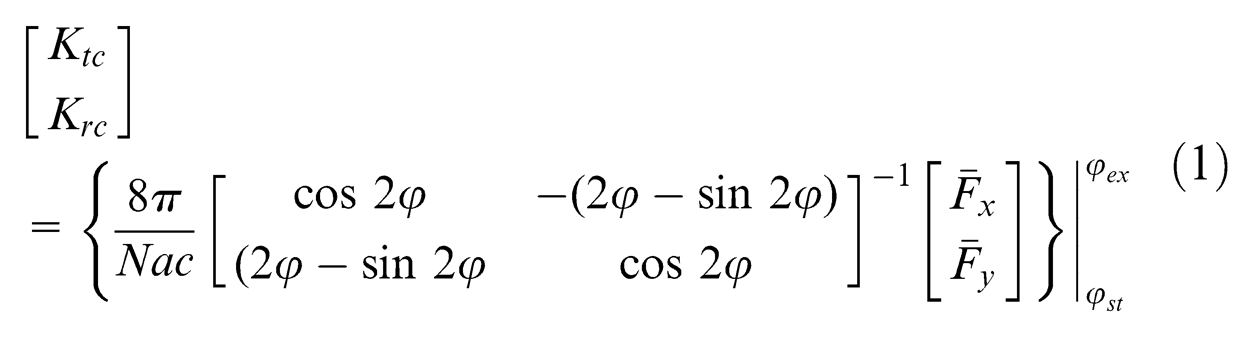
where φ is the angle of immersion;
Identification of actual cutting force coefficients
The actual milling operation with different tooth radii of cutter is shown in Figure 1. In this figure,
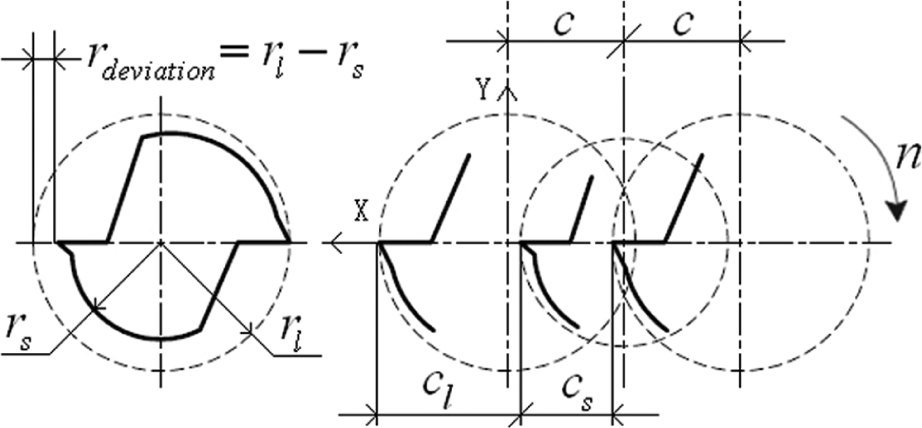
Milling operation with different tooth radii of cutter.
Cutting force coefficients of nominal milling forces
Horizontal, normal components of the resultant cutting force are marked as
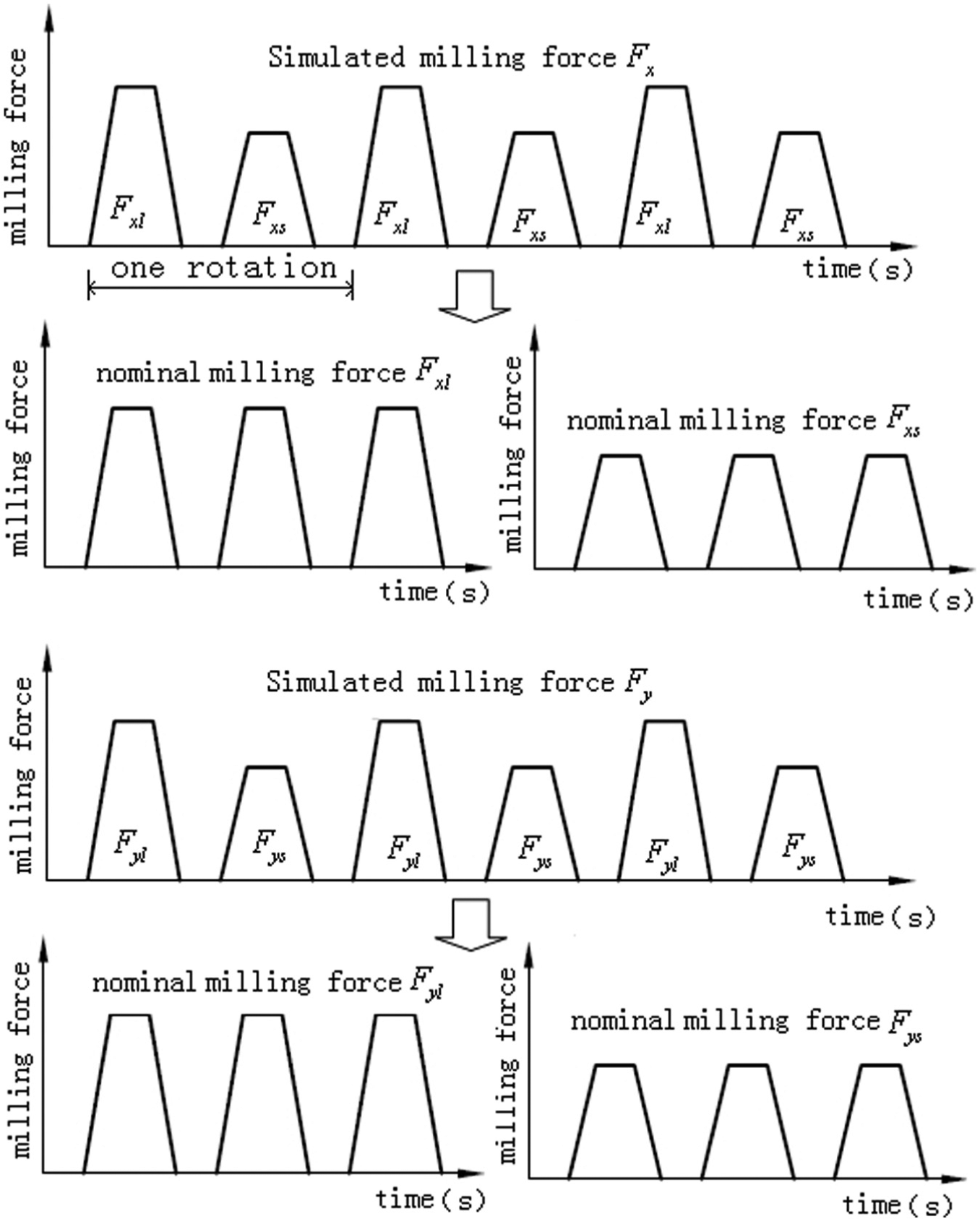
Nominal milling force of long and short teeth in horizontal and normal directions.
As can be seen from Figure 2, the amplitudes of the milling force
where
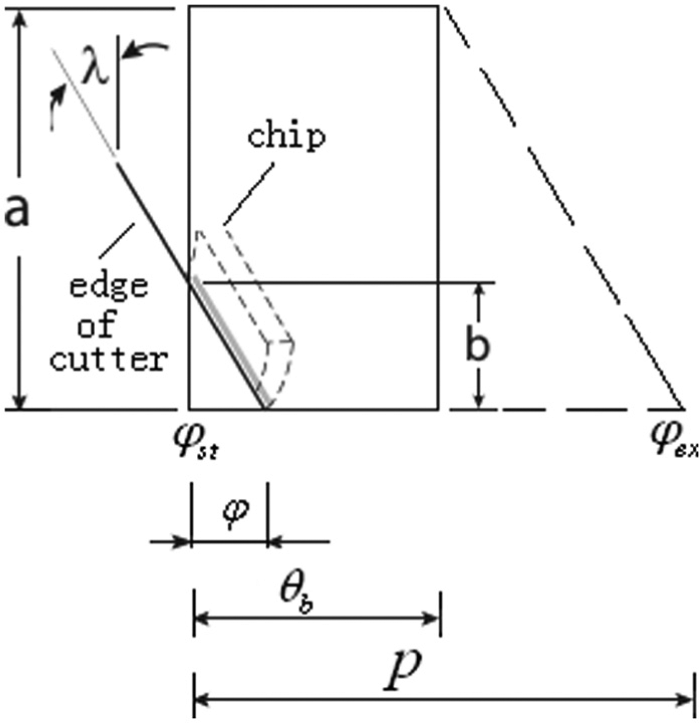
Cutter–workpiece contact zone and corresponding parameters.
In Figure 3,

where
Radii error of long and short teeth of cutter
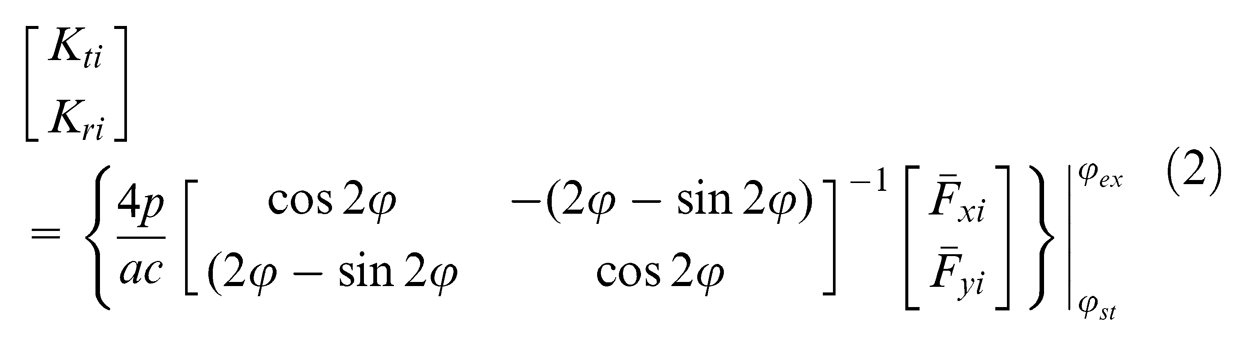
Equation (2) is simplified as follows
where

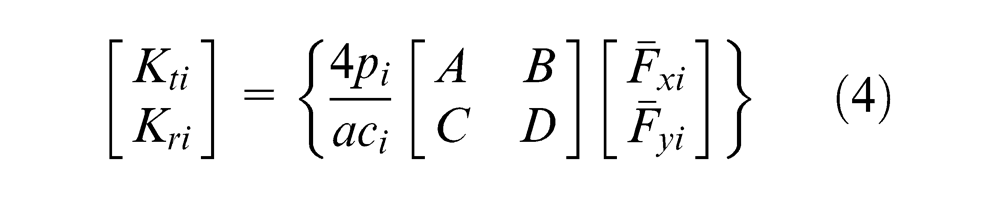
Expanding the equation (3) yields
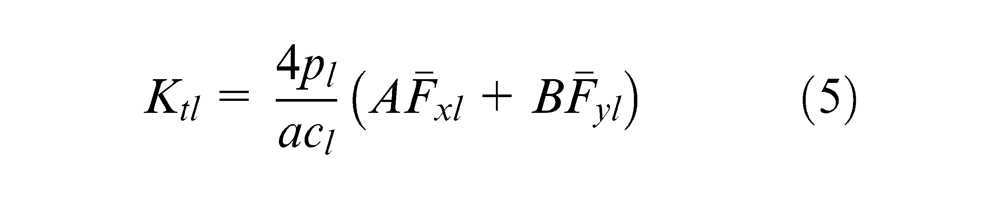
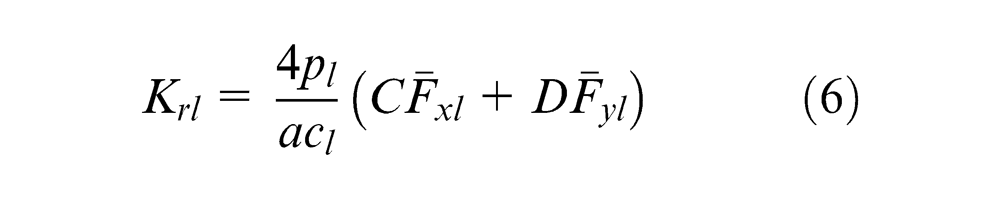
As can be seen in equations (4) and (6), the tangential cutting force coefficients of long and short teeth (i.e.
Defining
where
Actual cutting force coefficients
Depending on the calculated radii error
where
Experiment
Experimental platform
Experiment platform consists of a vertical machining center, thin wall aluminum alloy structure (height: 60 mm; width: 40 mm; thickness: 5 mm, machined by up-milling operation), cylindrical end milling cutter (helical angle: 30°; diameter: 8 mm; the lengths of milling edge and cutter are 35 and 80 mm, respectively) and Kistler milling dynamometer, as shown in Figure 4.
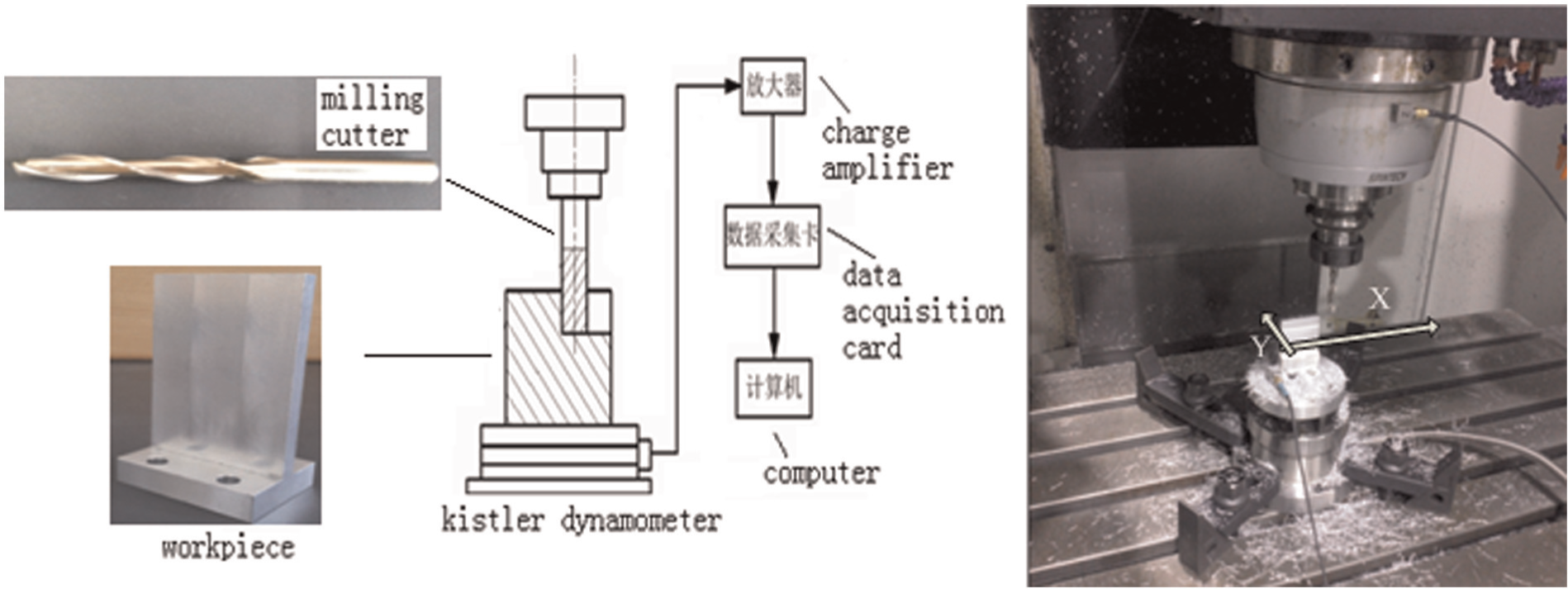
Experimental platform in up-milling thin wall structure.
Experimental verification
In order to exhibit the advantage of actual cutting force coefficients in milling, in this article, the simulated milling forces which are simulated based on actual cutting force coefficients and theoretical cutting force coefficients are compared with the measured milling forces in two experiments. Milling parameters are as follows: νc = 15.702 m/min, f = 150 mm/min, ae = 0.2 mm, ap = 7 mm; νc = 20.096 m/min, f = 250 mm/min, ae = 0.3 mm and ap = 10 mm. Depending on equations (4) and (11), actual milling coefficients under different milling parameters are obtain, that is, Kt 1 = 781.55 N/mm2, Kr1 = 671.92 N/mm2, Kt 2 = 513.61 N/mm2 and Kr 2 = 466.9 N/mm2. According to the above actual milling coefficients, instantaneous milling forces are simulated, as shown in Figure 5
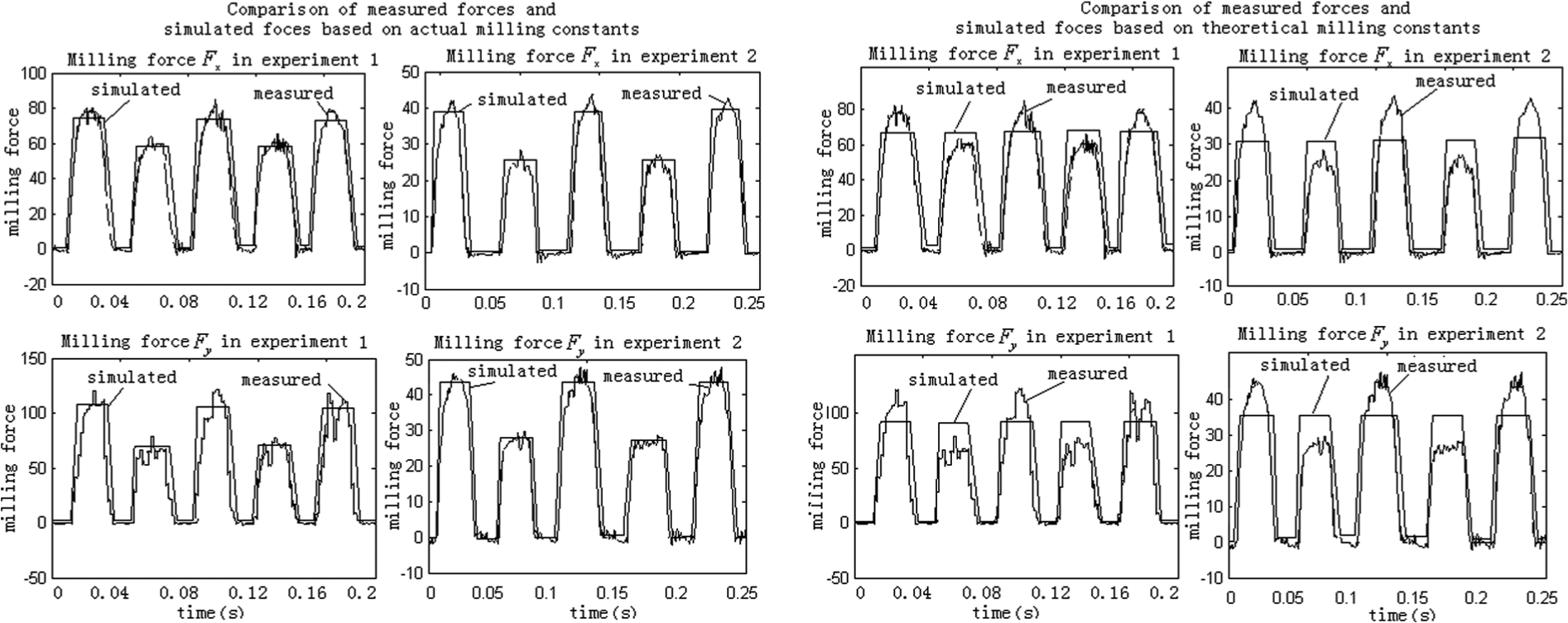
Comparison of simulated forces based on actual and theoretical milling coefficients.
As can be seen from Figure 5, the simulated forces based on actual milling coefficients show good agreement with measured milling forces in experiments 1 and 2. However, the simulated forces based on theoretical milling coefficients without consideration of radii error have a large difference with measured forces. Depending on the above comparison between actual and theoretical milling coefficients, it shows that the actual milling coefficients can more accurately reflect the milling forces in practical machining, and the construction process of actual milling coefficients proposed in this article is effective for the identification of cutting force coefficients in milling using different tooth radii of cutter.
Conclusion
To avoid the distortion of the identification of cutting coefficients in milling caused by different tooth radii of cutter, nominal milling forces and nominal milling coefficients are constructed, and the calculation formulas of radii error and actual cutting force coefficients in milling are derived. Finally, simulated milling forces based on actual and theoretical milling coefficients are compared with measured milling forces, and the results show that the actual milling coefficients are more precise than theoretical milling coefficients, and the calculation process of actual milling coefficients is effective for the identification of milling coefficients using cutter with different tooth radii.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by National Science and Technology Major Project of Ministry of Science and Technology of China (grant no. 2011 ZX04016-021), National Science and Technology Major Project of Ministry of Science and Technology of China (grant no. 2012ZX04005031).