
Abstract
The application of conventional cutting fluids as lubricants during machining operations is not user-friendly and eco-friendly. Owing to this reason, new eco-friendly and user-friendly alternatives to these cutting fluids are being extensively researched. In this context, the present work focuses on preparation of vegetable oil–based micro and nano cutting fluids, followed by evaluation of their applicability in machining. The comparative performance of micro and nano cutting fluids is consolidated and presented in this work. Micro and nano solid lubricants, namely, boric acid (H3BO3) and molybdenum disulphide (MoS2), are mixed with coconut and sesame oils separately and sonicated thoroughly. The samples thus prepared are used in machining for the examination of cutting forces, cutting temperatures, tool wear, and surface roughness in order to assess machining performance of the cutting fluid at the specific cutting conditions. It is observed that performance of nanofluids is better than micro fluids in reducing cutting temperatures, cutting forces, tool flank wear, and surface roughness of the machined surface.
Keywords
Introduction
The detrimental effects of heat and friction which are generated during machining on tool and work specimen are minimized by the utilization of cutting fluids. The extent of reduction of heat and friction by the usage of cutting fluid influences the quality of machined surface, tool life, and chip morphology. Conventional cutting fluids contaminate soil and water resources owing to their improper discharge. Besides this, machinists working in such a lubricating environment are likely to be affected by skin-related and inhalation-related problems,1,2 and the usage of cutting fluids in bulk incurs 8%−16% of the total manufacturing cost as reported by Abhang and Hameedullah. 3
Thus, extensive search has been initiated by researchers and manufacturing engineers to formulate new types of cutting fluids which resulted in cryogenic cooling, minimal quantity lubrication (MQL), usage of biodegradable coolants, dry machining, solid lubricant suspensions in oils, and so on. MQL has been accepted and considered as one of the alternatives to reduce the bulk utilization of conventional cutting fluids.4,5 Due to ease of availability in various compositions at relatively low cost, reduction in green house effects, and being environmentally benign, vegetable oils have grabbed the attention of researchers and industrialists. Vegetable oil base provides consistent alignment of fluid’s lubricity to the metal workpiece. These factors lead to extensive use of vegetable oils in different types of machining processes.6–8
Applications of solid lubricants like graphite, calcium fluoride, molybdenum disulphide, and boric acid in machining for desirable control of cutting temperature have been experimented by researches in different machining processes.9–11 A step ahead, nanofluids are a new class of fluids engineered by dispersing nanometre-sized materials (nanoparticles, nanofibres, nanotubes, nanowires, nanorods, nanosheet, or droplets) in base fluids. Nanofluids have been found to possess enhanced thermophysical properties such as thermal conductivity, thermal diffusivity, viscosity, and convective heat transfer coefficients compared to those of base fluids like oil or water.12,13
In this context, this article is a sincere attempt to present the experimental investigations of the conjunctive advantages of MQL, solid lubricants, and biodegradable oils.
Review of literature
The increase in environmental consciousness of manufacturing industries worldwide has given rise to the search for eco-friendly alternatives to conventional cutting fluids. Nizam and Abdul Bari 14 reported that the modification of vegetable oil structure is necessary to enhance its performance as a better lubricant. Ajithkumar et al. 15 explained various techniques to improve the cold flow properties of vegetable oils by additive and different chemical modification processes. They inferred that coconut oil exhibited highest pour point among the vegetable oils considered in their study which can be attributed to the predominantly saturated nature of its fatty acid constituents. Alves and de Oliveira 16 presented the formulation of a new water-based grinding fluid to meet both the performance and environmental requirements for Cubic Boron Nitride (CBN) grinding using sulphonated castor oil. They concluded that the results from practical tests using the new fluid exhibited better performance on vitrified CBN grinding, which are comparable to the results obtained with that of mineral oil. Kuram et al. 17 experimented with three different vegetable-based cutting fluids developed from raw and refined sunflower oil and two commercial oils. They determined thrust force and surface roughness during drilling of AISI 304 austenitic stainless steel with High speed steel -E (Molybdenum based high speed steel in tungsten with 8% cobalt) (HSSE) tool and found that thrust force reduced and surface finish improved at different spindle speeds and feed rates during drilling by the application of vegetable oils as cutting fluids. Lawal et al. 18 in their review reported that vegetable oil–based metal working fluids could be environmentally friendly modes of machining in terms of reduction in temperature at cutting zone, surface roughness, tool wear, and cutting forces.
Besides exploring the performance of different types of vegetable oils as cutting fluids in machining, researchers have worked with solid lubricant–assisted machining. Solid lubricants are materials which despite being in the solid phase reduce friction between the two surfaces sliding against each other without the need of a liquid media. Mishra and Agarwal 19 carried out experiments to investigate the role of graphite on surface finish of the product in machining AISI 4340 steel by uncoated cemented carbide inserts. Results indicated that usage of graphite improved surface finish of the product. Shaji and Radhakrishnan 20 in their search for effective alternatives to conventional coolants experimented with solid lubricants (graphite and calcium fluoride) in grinding and obtained improved process results with solid lubricant application. Zailani et al. 21 investigated the role of graphite on surface quality and tool wear while machining mild steel and concluded reduction in these parameters was observed in graphite-assisted machining when compared with wet machining. Dilbag and Rao 22 reported reduction in surface roughness of bearing steels during hard turning by using molybdenum disulphide as a solid lubricant when compared to dry hard turning. Suresh Kumar and Venkateswara Rao 23 investigated the performance of graphite and molybdenum disulphide lubricants during end milling of AISI 1045 steel. They reported that application of solid lubricants during machining is successful in reduction of cutting forces, specific energy, chip size, and improvement in surface quality.
Khan et al. 24 through their work found that performance of MQL machining was much superior compared to the dry and wet machining in terms of significant reduction in tool wear rate and surface roughness owing to reduction in cutting zone temperature and favourable change in chip–tool and work–tool interaction. Shen et al. 25 investigated the wheel wear and tribological characteristics in wet, dry, and MQL grinding of cast iron. Their experimental results showed that G-ratio, defined as the volume of material removed per unit volume of grinding wheel wear, could be improved with high-concentration nanofluids. Davim et al. 26 conducted experiments during drilling of aluminium (AA1050) under dry, MQL, and flood-lubricated conditions and inferred that with proper selection of machining parameters, MQL machining would lead to results similar to flood-lubricated condition.
Nanofluids showed the benefits of reducing grinding forces, improving surface roughness, and preventing workpiece burning. Compared to dry grinding, MQL grinding could significantly reduce the grinding temperature. Vasu and Reddy 27 experimented with vegetable oil–based MQL with different volume fractions of A12O3 (aluminium oxide) nanoparticles used as the cutting fluid for machining Inconel 600 alloy. It was observed that surface finish and temperature dissipation of the workpiece increased, and cutting forces and tool wear rate reduced with different volume fractions of A12O3 nanoparticle addition. Lee and Chou 28 experimented with nano diamond particles and paraffin oil as nanofluid, and a series of nanofluid MQL meso-scale grinding experiments were carried out. The experimental results showed that nanofluid MQL approach significantly reduced grinding forces and surface roughness when compared to dry and pure MQL cases. Vamsi Krishna et al. 29 carried out specific study on the application of nano solid lubricant suspensions in lubricating oil in turning of AISI 1040 steel with carbide tool and reported that nano boric acid suspensions in coconut oil improved machining performance when compared to those in SAE-40 oil.
Thus, from the available literature, it can be affirmatively inferred that the conjunction of vegetable oils with nano solid lubricant suspensions using MQL technique is one of the best formulations of lubricants in machining, which results in improved machining performance, reduced manufacturing cost, and synchronously environmentally benign. This article is an attempt to disclose the experimental evaluation of the performance of coconut oil–/sesame oil–based micro/nano molybdenum disulphide/boric acid as cutting fluids when applied to machining zone during turning operation.
Experimentation
Experiments are conducted to investigate the performance of formulated vegetable oil–based cutting fluids with and without nanoparticle inclusions. The individual micro and nanoparticles of boric acid and molybdenum disulphide are procured from the market. Different fluids are prepared by separately mixing nanoparticles and micro particles of boric acid or molybdenum disulphide with vegetable oil (coconut oil and sesame oil) in the required proportions, that is, 0.25% by weight, 29 and subjected to thorough manual stirring. The suspension thus prepared is placed in an ultra sonicator. Sonication of each sample prepared is carried out approximately for more than an hour. The nanoparticles were first mixed manually and then sonicated on a trial basis for 30 min. It is observed that the particles are well distributed without any agglomeration at the bottom of the beaker. In order to enable the suspensions of nanofluids to sustain for a longer period, sonication time has been extended to 1 h.29–31 The nanofluids are used as cutting fluids in machining immediately after the sonication process. It is observed that there was no agglomeration of nanoparticles in the oil, and the distribution of nanoparticles is considered as uniform in the base oils.
Experiments are carried on PSG-124 lathe at constant cutting conditions with AISI 1040 steel (diameter: ∅35 mm, hardness: 30 ± 2 HRC, heat treated) at constant cutting conditions (speed: 60 m/min; feed: 0.14 mm/rev; depth of cut: 0.5 mm; cutting tool: CNMG120408NC6110 coated carbide; tool holder: PSRNR12125F09). Lubricant oil with solid lubricant suspensions is stored in a container and placed above the axis of machining. Flow of lubricant is due to self-weight and atmosphere pressure. The cutting fluids are supplied through MQL technique,25,29 and flow rate of lubricant is controlled by using a nozzle (Figure 1(a)). It is ensured that the solid lubricant mixture is allowed to pass in machining zone with a help of a pipe that drips the nanofluid mixture onto the workpiece as well as the cutting tool continuously while machining is carried out. Flow rate of nanofluid is measured and set to 10 mL/min for every pass/turn.
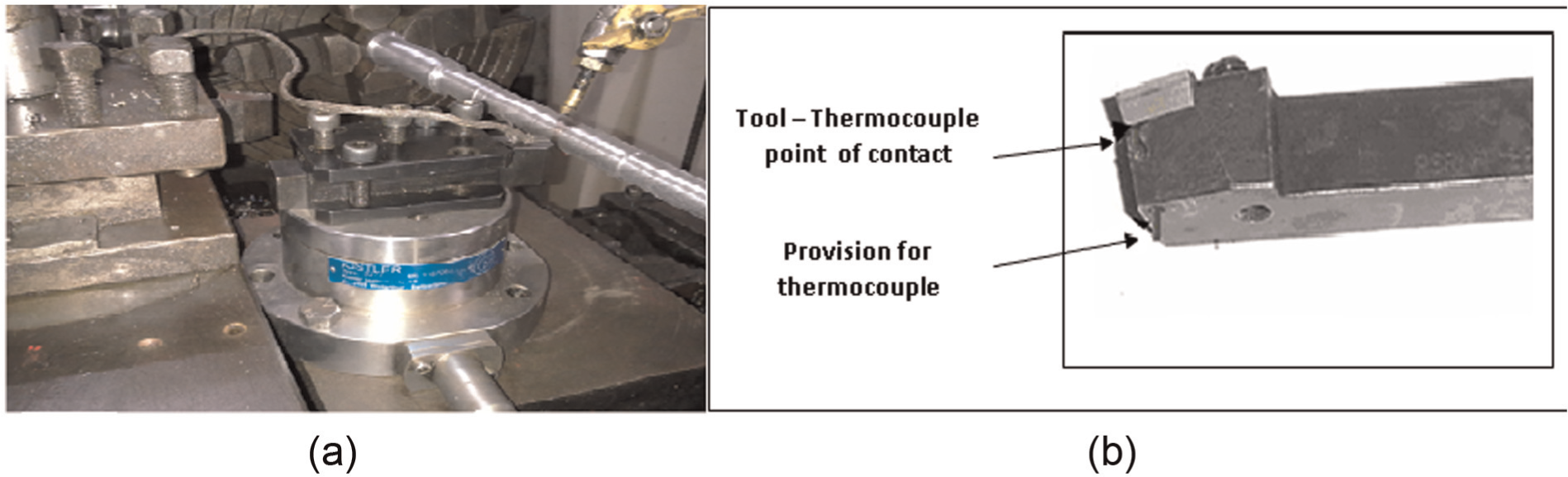
(a) Lubricant supply at machining zone and (b) tool–thermocouple point of contact for temperature measurement.
Online measurement of cutting forces during machining is enabled using Kistler dynamometer which is fixed to the lathe tool post, and the forces are tracked using DynoWare software. Calibrated embedded thermocouple (Chrome/Alumel, K-type shielded) with a range of 0 °C–1200 °C is used to measure the temperature of the cutting tool insert at a nodal point (Figure 1(b)). As it is difficult to measure the tool tip temperatures, nodal temperatures are measured at a remote point (Figure 1(b)) at regular intervals using an embedded thermocouple in all lubricating environments. In this experimental work, nodal temperatures 32 at a distance of 5 mm from tool tip are tracked. These are only representative figures of nodal point temperature for comparison but not the exact tool tip temperatures. Digital temperature indicator is used for recording and displaying the temperature of the hot junction of thermocouple. Surf test SJ-301 (stylus material: diamond; tip radius: 5 µm) is employed for measuring average surface roughness (Ra). An average of three measurements is considered as a response value. Tool wear is measured after every pass, and the readings are recorded by using Olympus analysis software. The tool is set on the adjustable table of the SC30 optical microscope such that the cutting edge of the tool is just above the focus of 5× and 10× zoom lenses. For better inspection of tool wear, measurements are done using these two lenses. Tool wear is marked at different zones to get precise value of flank wear, and the image of tool tip with flank wear is captured and saved.
During the experimentation, there were no specific problems associated with the use of nano suspensions of boric acid and MoS2. These solid lubricants got dispersed quickly with oils without any agglomeration. While machining, it is an acceptable fact that few emissions by way of fumes are observed. These fumes are not very significant while applying boric acid–based nanofluid, but while using nano MoS2–based fluids, few emissions are observed. These emissions are controlled by providing proper cross ventilation in the machining environment and arrangement of exhaust fans, and machinist is given a nose mask, goggles, gloves, and apron so that these fumes do not pose any health-related issues.
Results and discussion
The present work focuses on the analysis of the effectiveness of cutting fluids with suspensions of nanoparticles/micro particles in vegetable oils at 0.25% used as coolants in machining. The results pertaining to cutting forces along three directions, cutting temperatures, tool wear, and surface roughness are presented with respect to micro and nano MoS2 and micro and nano boric acid solid lubricants in coconut and sesame oils individually.
Performance of micro and nano solid lubricants in coconut oil
Graphical representation reflecting the variation of cutting forces, cutting temperatures, tool flank wear, and surface roughness by the application of coconut oil–based micro and nanofluids is presented in the following sections.
Cutting forces
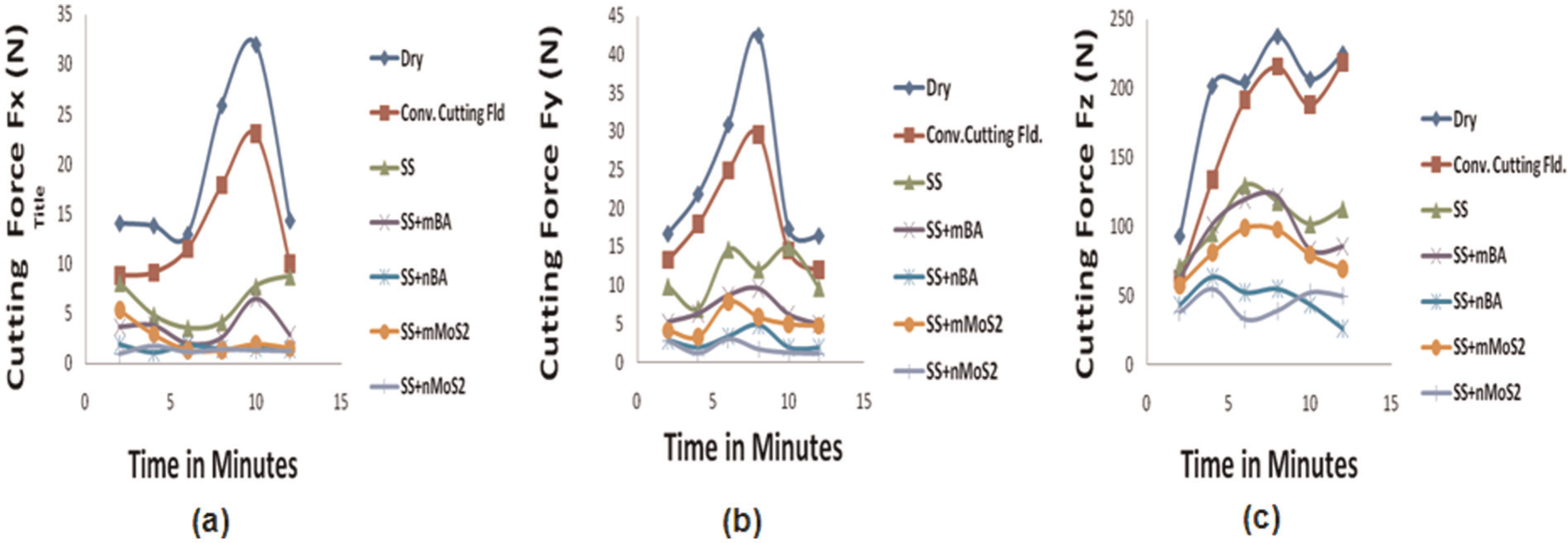
It is observed from Figure 2(a)–(c) that the trend of Fx, Fy, and Fz is similar with respect to time. Fz (Figure 2(c)) for dry and conventional cutting fluids has shown an alternative increase and decreasing trend. Among all the lubricant environments considered, cutting forces tracked using dry and conventional cutting fluids are high.
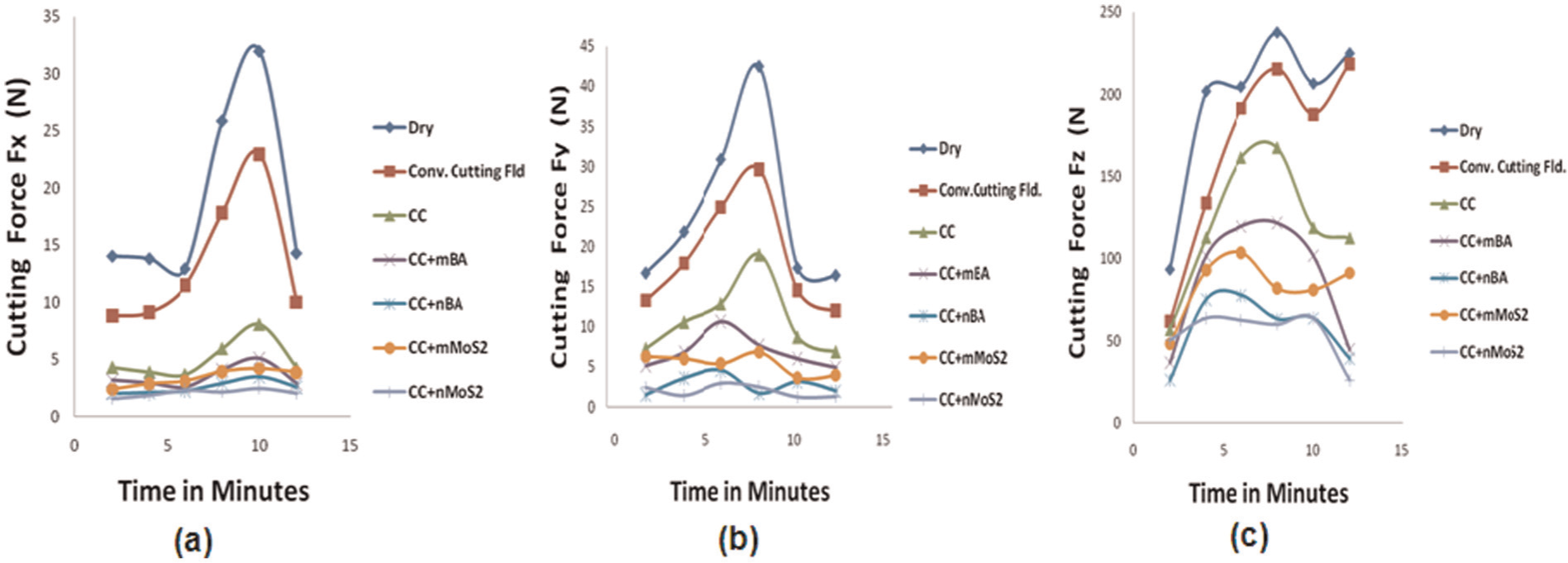
Variation of cutting forces (a) Fx, (b) Fy, and (c) Fz with time.
It is found that cutting forces have reduced using coconut oil (CC) and coconut oil–based micro/nanofluids. The performance of nanofluids (CC + nBA; CC + nMoS2) is better when compared to micro fluids (CC + mBA; CC + mMoS2) for both boric acid and molybdenum disulphide. This can be attributed to the higher surface area to volume ratio of nanoparticle suspensions which form a thick layer of lubricant on the surface being machined resulting in faster dissolution rate and adsorption leading to reduction in coefficient of friction, when compared to micro particle suspensions in base fluids; moreover, the viscosity of nanoparticles is high and nano suspensions tend to be more stable in oil for a longer period than micro suspensions.33,34 Thus, in view of these factors, the effect of nanofluids in reducing the cutting forces is more significant than micro fluids. From the comparative perspective of boric acid and molybdenum disulphide, performance of MoS2 with coconut oil is found to be better than boric acid. Though boric acid and molybdenum disulphide possess layered structure at micro level and MoS2 imbibes a fullerene-like structure at nano level, 35 exposure of sulphur atoms of MoS2 to metal surface have strong adhesion to form a good and consistent film on the surface producing good friction reducing effect and reduction in cutting forces due to which MoS2 is superior to boric acid in reducing cutting forces. When compared to dry machining, cutting forces have been reduced to an extent of 82% using nanofluids. The application of nBA acid and nMoS2 suspensions in coconut oil has amicably reduced the cutting forces to an extent of 38% and 43% when compared to their micro counterparts, respectively.
Cutting temperatures
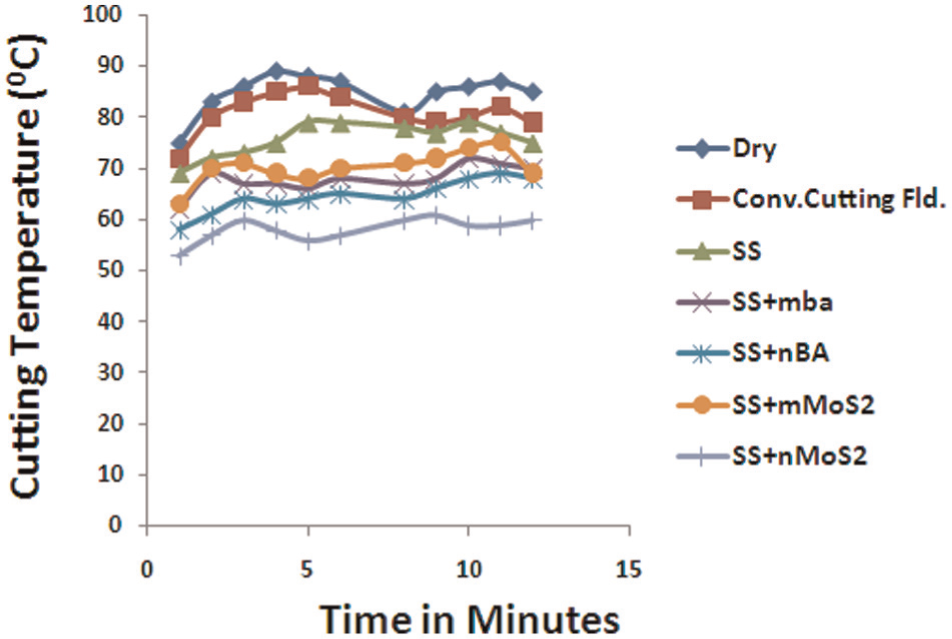
Variation of cutting temperatures with time is presented in Figure 3. The general trend of temperature variation is observed to be approximately similar for all the cases. It is observed that CC, CC + mBA, CC + mMoS2, CC + nMoS2, and CC + nBA are effective in reducing temperatures, when compared to dry state and conventional cutting fluid state. The reason being favourable properties of coconut oil in reducing coefficient of friction because of film formation ability of solid lubricant suspensions at high temperatures. The phenomenon of film formation between tool–work interfaces is more and consistent in case of nanofluids than in micro fluids. In addition to this, the thermal conductivity and heat transfer coefficient are high for nanofluids when compared to conventional cutting fluids which in turn influence reduction in cutting temperatures as reported by Putra et al. 36 and Kulkarni et al. 37 Thus, it can be inferred that coconut oil–based nanofluids especially have shown high sense of effectiveness in reducing cutting temperatures when compared to micro fluids. It is also observed that due to enhanced adsorption capacity, large active surface area, anti-wear, anti-friction properties, and weak van der Waals interactions between the layers of sulphur atoms, MoS2 has low coefficient of friction resulting in its high sense of lubricity thereby reducing the cutting temperatures than that of boric acid at the micro and nano levels.
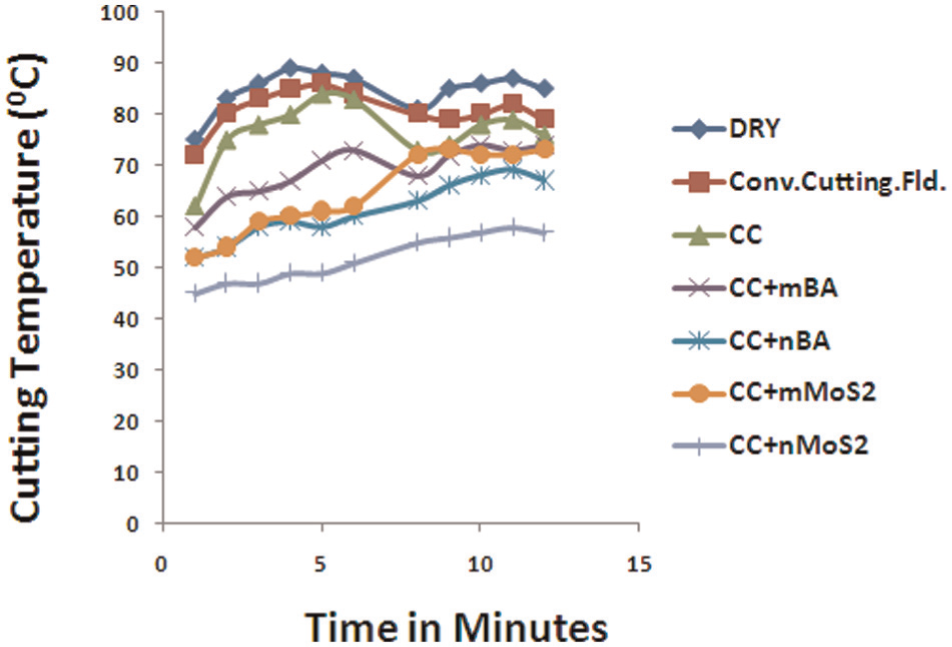
Variation of cutting temperatures with time.
Comparative analysis of temperature reduction in terms of percentage has revealed that application of nanofluids has been effective to an extent of 37% when compared to dry machining and 11% when compared to micro suspensions in oils. Thus, an insight into these cases results in the inference that application of CC + nMoS2 as lubricant in machining is beneficial as the temperatures recorded are low when compared to micro particles in vegetable oils.
Tool wear
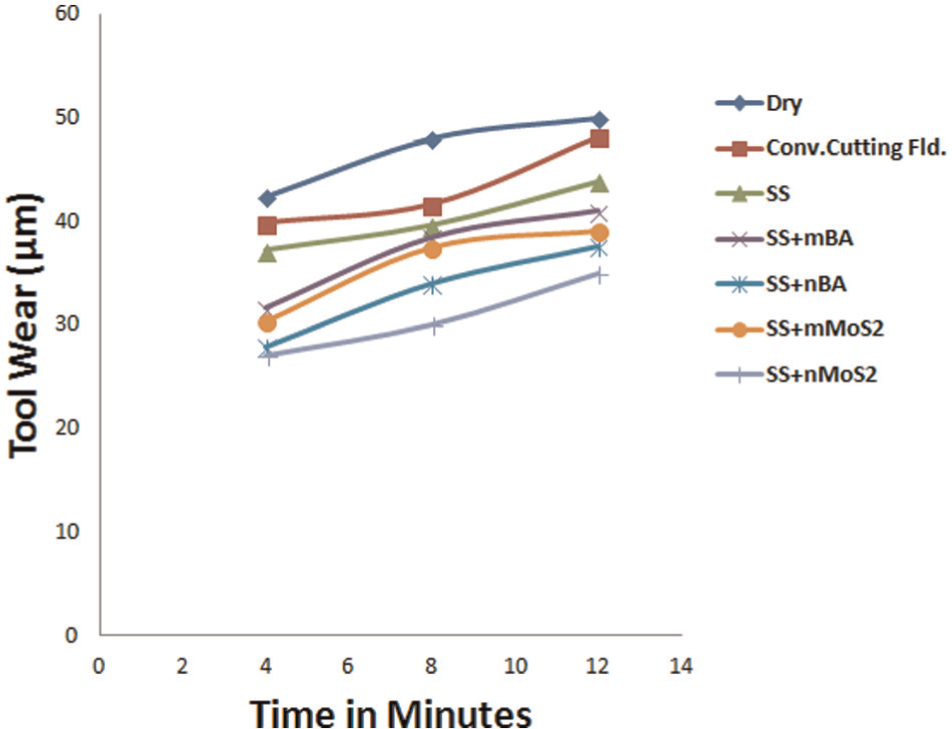
Variation of tool flank wear investigated at different lubricant environments with respect to time is shown in Figure 4. It is observed that tool flank wear has increased gradually with time for all the lubricant environments. Enormous amount of heat emanated at cutting zone and machining zones results in high temperatures. Among all the lubricants, CC + nMoS2 casts a reducing effect on tool flank wear by forming a thick layer of lubricant at the tool–work interfaces, and the particles of solid lubricant flow at interface with the oil and decrease the plastic contacts, leading to reduction of flank wear. The phenomenon of sliding action, low coefficient of friction, and low shear resistance of the coconut oil–based cutting fluids (which is more significant at nano level due to large surface area to volume ratio) within the contact interface aid in flank wear reduction. Thus, comparative analysis of micro and nanofluids reveals that the performance of nanofluids is more efficient when compared to micro fluids. Dominating boric acid–based fluids, MoS2 fluids at micro and nano levels exhibited better temperature reducing effect due to the enhanced properties of individual lamellae of sulphur atoms combined with weak easy-to-slide layers leading good friction reduction effect. Apart from these factors, suspensions of MoS2 in coconut oil improve the lubricity of the nanofluid decreasing the tool flank wear. 38 nMoS2 is found to be effective in reducing tool wear by 28% when compared to dry machining. Nano suspensions of boric acid and MoS2 have been effective to an extent of 8% and 12% reduction in tool wear, respectively, when compared to their micro counterparts.
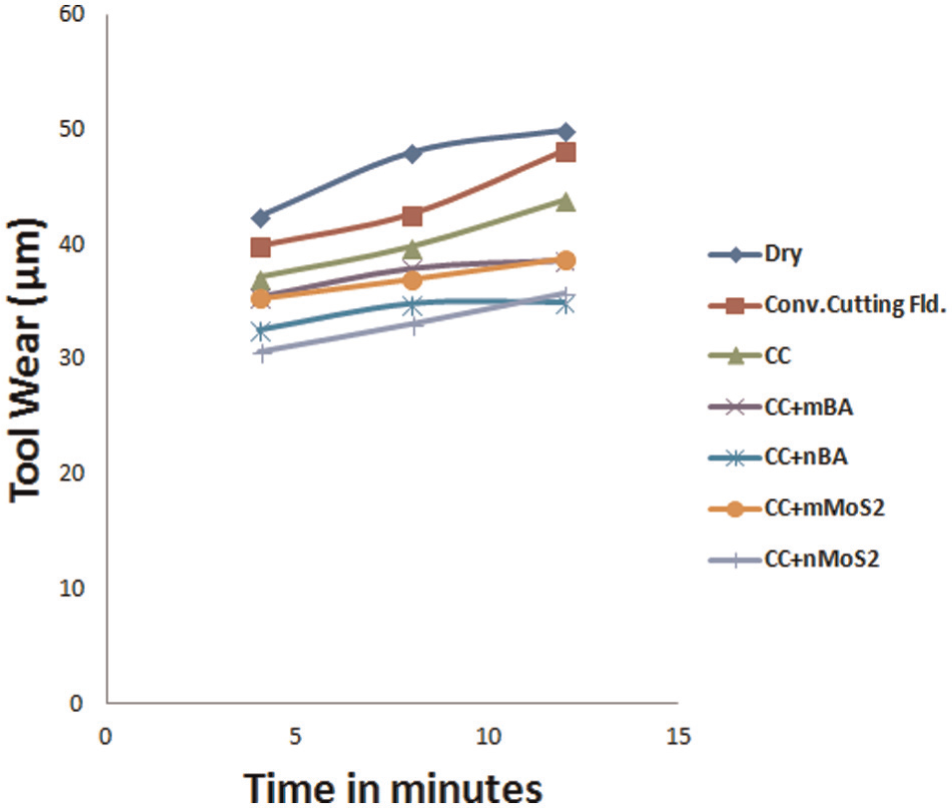
Variation of tool flank wear with time.
Surface roughness
Results of surface roughness (Ra) under different lubricant environments are shown in Figure 5. An average of three values is taken, and graphs are plotted. It is observed that as expected surface roughness was high during dry machining, followed by conventional cutting fluid environment. CC performed midway among all the environments. CC + nBA and CC + nMoS2 are effective in improving the surface quality as shown. The improvement in surface quality by using coconut oil–based nanofluids when compared to micro fluids is better because nano boric acid suspensions in vegetable oils emanate better lubricating action, due to which frictional forces between the tool–work interfaces are subsided, thereby high temperatures developed are controlled and reduced. Since reduction in temperatures was more effective in case of MoS2 nano (fullerene structure) and micro (layered structure) fluids when compared to those of boric acid, this factor also casted an effect on reduction in surface roughness of the workpiece. Percentage reduction in surface roughness is 46% by using nMoS2 when compared to dry machining, while 13% and 29% reduction in cutting forces is observed with the application of CC + nBA and CC + nMoS2, respectively, when compared to the corresponding micro fluids.
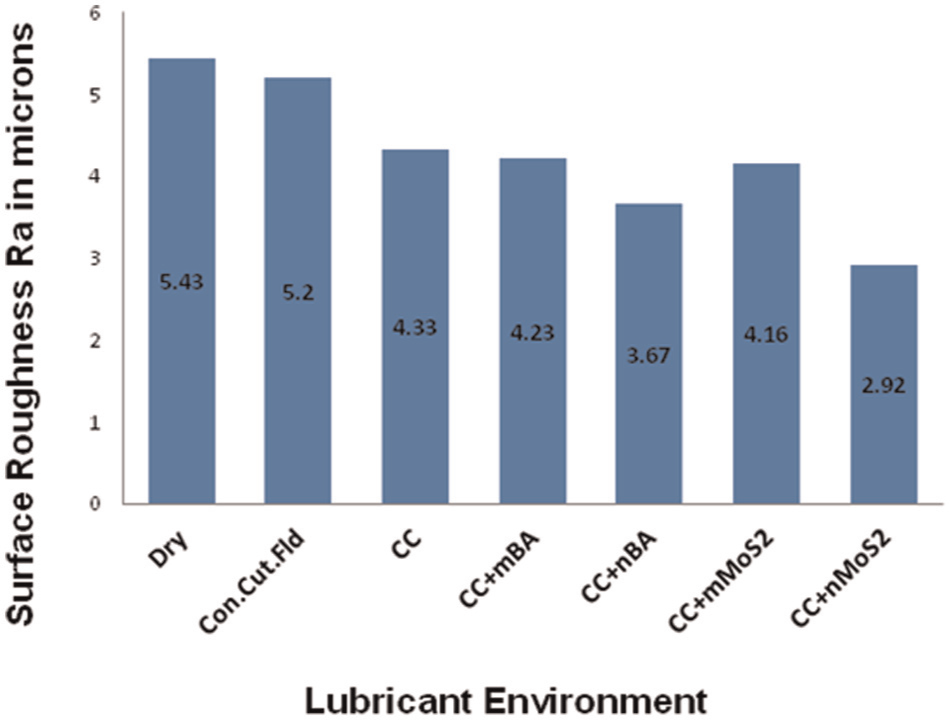
Variation of surface roughness (Ra).
Performance of micro and nano solid lubricants in sesame oil
Sesame oil the second vegetable oil, considered in this experimental work, has poly unsaturated fats, endowed with stability; it is thicker in structure when compared to coconut oil and is exclusively used in health care, pharmaceutical industry, and manufacturing industry in various applications. The performance of solid lubricants in sesame oil is measured by way of various parameters similar to solid lubricant suspensions in coconut oil, and the results are presented and discussed in the following sections.
Cutting forces
Variation of cutting forces Fx, Fy, and Fz with respect to time is shown in Figure 6(a)–(c). A general increase and then stable trend are observed in the cutting forces with respect to time. Performance of sesame oil–based cutting fluids is observed to be better when compared to dry and conventional cutting fluid environments as expected. The effect of sesame oil (SS) and sesame oil–based nanofluids (SS + nBA; SS + nMoS2) in reducing the cutting forces was better than sesame oil–based micro fluids (SS + mBA; SS + mMoS2). Suspensions of nano solid lubricants in sesame oil adhere to the machined surface imparting good sense of lubrication when compared to micro fluids. The variation of cutting forces from the perspective of boric acid and molybdenum disulphide approximately performed in similar manner in terms of cutting forces, but from the perspective of MoS2 owing to its layered and fullerene structures at micro and nano levels, respectively, aided by enhanced frictional properties, it has shown consistency in force reduction when compared to boric acid–based fluids in sesame oil. The reduction in cutting forces (Fx, Fy, and Fz) obtained during dry machining from those obtained during SS + nMoS2 assisted machining revealed that cutting forces is found to be 86%. From micro to nano suspensions in sesame oil, it is found that reduction in cutting forces using nanofluids is approximately 78%.
Variation of cutting force (a) Fx, (b) Fy, and (c) Fz with time.
Cutting temperatures
Variation of cutting temperature with time is represented in Figure 7. The cutting temperatures are found to be high (dry: 75 °C − 89 °C; conventional cutting fluid: 72 °C − 86 °C) during dry and conventional cutting fluid environments when compared to sesame oil–based cutting fluids. The temperature variation revealed interesting facts regarding the comparative performance of vegetable oil–based micro/nanofluids. SS + nMoS2 is found to be very effective in reducing the cutting temperatures when compared to all the other lubricant environments. It is found that SS + nMoS2 has been effective in reducing the cutting temperatures by 31% when compared to dry state. High thermal conductivity and heat transfer coefficient of nanofluids result in reduction in cutting temperatures.36,37 Due to which performance of both the nanofluids is effective to an extent of 11% in reducing the cutting temperatures when compared to micro fluids in sesame oil. The ability of sesame oil to reduce the heat and friction at machining zone, in conjunction with high surface to volume ratio of nanoparticles of MoS2 and the layered structure of MoS2 (due to which it gets dispersed properly with vegetable oil forming a consistent layer of lubricant all the time), all these affirmative factors merge to conceive an efficient lubricating environment which have lead to reduction in cutting temperatures at machining zone.
Variation of cutting temperatures with time.
Tool wear
A usual increase in the trend of tool wear can be interpreted from Figure 8. Micro and nano suspensions of solid lubricants in oil exhibited better performance by reducing the tool flank wear. On an average, 10% reduction in tool wear is observed by using nanofluids when compared to micro fluids in sesame oil. This may be attributed to the combined advantages of lubricity of sesame oil and friction reducing effects of solid lubricant suspensions. The reduction in tool flank wear is found to be more significant at nano level than micro level. This is due to reduced particle size and enhancement in surface area resulting in a consistent thick lubricant layer which acts as a barrier between the tool–work interfaces reducing the tool tip temperatures and in turn tool flank wear. It is observed that results obtained using MoS2 suspensions at micro and nano levels are better than boric acid, which is due to the improved frictional properties of the former when compared to the latter.
Variation of tool flank wear with time.
Surface roughness
The influence of different types of lubricants on surface roughness of the workpiece is represented in Figure 9. It can be seen that dry and conventional cutting fluid environments lead to high values of surface roughness. The application of only sesame oil gives rise to results which are midway between dry/conventional cutting fluid and micro/nano environments. Surface quality is highly improved with SS + nMoS2, in view of the combined advantages of vegetable oil with dispersions of nano MoS2 particles. Due to reduction in temperatures and cutting forces, by the usage of nanofluids, surface roughness of workpiece is reduced, improving the quality of machined surface. Thus, SS + nMoS2 and similarly SS + nBA stay in the forefront in imparting good finish to the workpiece, when compared to micro fluids (SS + mBA and SS + mMoS2). It is also observed that suspensions of MoS2 in sesame oil at micro and nano levels exhibited better performance in reducing the surface finish owing to improved frictional properties and temperature reducing capability during machining. The extent of reduction in surface roughness is found to be approximately 23% by the application of nMoS2 in sesame oil when compared to micro suspensions.
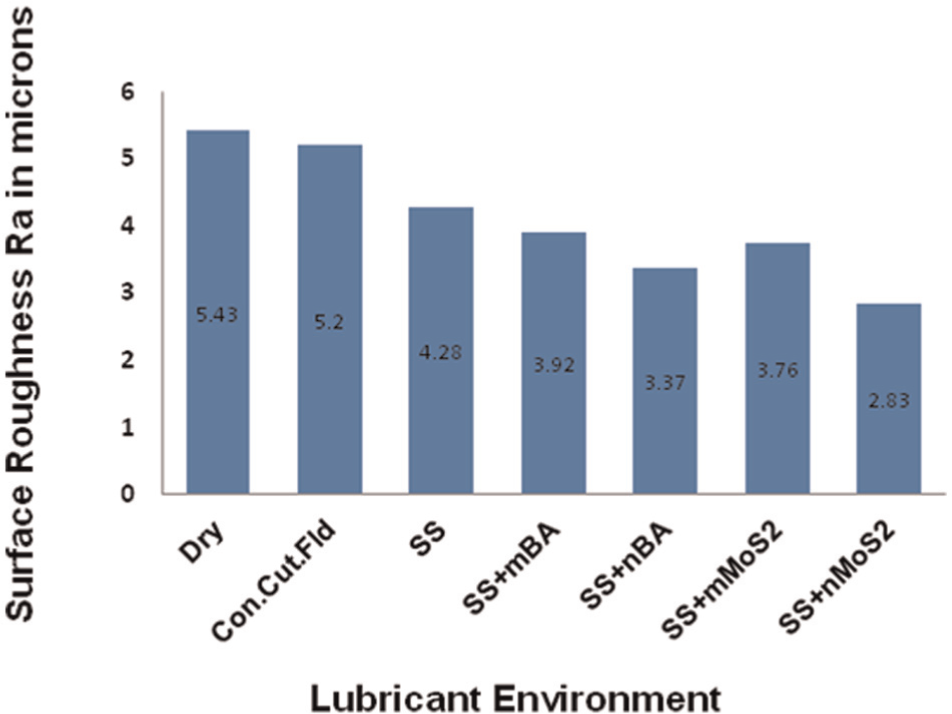
Variation of surface roughness (Ra) in different lubricant environments.
Conclusion
Experiments have been conducted to examine and assess the comparative effect of micro and nanofluids using vegetable oils as base fluids. Machining performance has been evaluated through measurement of cutting forces, cutting temperatures, tool flank wear, and surface roughness followed by basic observations regarding nature of chips obtained in various lubricant environments. From graphical analysis, micro and nano suspensions of MoS2 and boric acid in both the oils resulted in low cutting forces, cutting temperatures, tool flank wear, and surface roughness due to reduced particle size, improvement in cooling, and lubricating properties, when compared to those of micro particles.
Cutting forces: Among all the cases, performance of nMoS2 in both the oils is found to be better. Comparative analysis of cutting forces (Fx, Fy, and Fz) obtained during dry machining with those obtained during CC + nMoS2 and SS + nMoS2 assisted machining revealed that cutting forces have been reduced by 82% and 86%, respectively. A reduction of 39%−44% in cutting forces is observed while comparing micro and nano suspensions of boric acid in coconut and sesame oils, while it is 44%−48% in case of micro and nano suspensions of molybdenum disulphide in sesame oil.
Cutting tool temperatures: Performance of nMoS2 suspensions in both the oils is observed to better among all the cases in reducing the cutting tool temperatures. When compared to dry machining, nMoS2 effectively reduced the temperatures by 37% and 31% in coconut and sesame oils, respectively. Suspensions of nBA have shown 8% reduction in temperatures when compared to those of mBA in both the oils. nMoS2 has reflected 15% reduction in cutting temperatures in both the oils than that of mMoS2.
Tool flank wear: Better reduction in tool wear is observed with nMoS2-assisted machining in both the oils. When compared to dry machining, nMoS2 has shown an approximate average of 28% and 34% reduction in tool wear in coconut oil and sesame oil, respectively. Comparing micro and nano suspensions of boric acid and MoS2, 8% and 12% reduction in tool flank wear is observed in coconut and sesame oils, respectively.
Surface roughness: Among all the cases, nMoS2-assisted machining resulted in reduced roughness of workpiece. When compared to dry machining, 46% reduction in surface roughness is observed by using nMoS2 in coconut and sesame oils. Nano suspensions of boric acid and molybdenum disulphide have shown approximately 13% and 23% reduction in surface roughness in both the oils when compared to those of micro suspensions.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.