
Abstract
Bimetallic Al/Ti-6Al-4V clad sheets were fabricated via a novel technical route, mainly by multi-pass friction stir lap welding method. Preliminary investigations on process principles, clad-sheet formability, bonding property, and interlayer structure evolutions were performed. The anti-oxidation performance of Al/Ti-6Al-4V specimens was particularly researched, considering our focus on the protection role of exterior Al-cladding. More fully Ti/Al inter-diffusion and phase-stratification occurred within the interlayer after oxidation test. The Ti/Al interlayer forming mechanisms by friction stir lap welding was elucidated.
Introduction
Bimetallic titanium/aluminum (Ti/Al) clad-sheet materials have drawn increasing interesting for the combination of excellent properties and the specific applications in the aerospace, marine industries, and heat exchangers. 1 For instance, exterior Al layer guarantees an elevated temperature oxidation, a higher thermal conductivity and reduces the weight, particularly to overcome the poor anti-oxidation property of Ti sheet. The fabrication of bimetallic clad-sheets has been implemented by multiple approaches, including explosive welding and cold rolling combined with annealing.2–5 This work employs a novel technical route to fabricate clad-sheets of pure Al and Ti-6Al-4V alloy by friction stir welding (FSW), which is invented by The Welding Institute (TWI) of UK and emerging as a very attractive solid-state joining technique with low-cost, high-efficiency, and versatility for various materials including Al, Mg, Ti alloys, steels, and dissimilar metals.6–8 Preliminary investigations on the process method, formability, cladding interface structure, bonding ability and anti-oxidation performance of FSW produced Al/Ti-6Al-4V clad-sheets are presented.
Materials and method
Parent materials were the general Ti-6Al-4V alloy with thickness of 3 mm and pure Al sheets with thickness of 2 mm. Al sheet was placed and fixed on Ti-substrate. The two sheets were bonded by multi-pass friction stir lap welding (FSLW) procedures using a professional FSW machine, with a Gas Protection Device utilized to introduce an argon atmosphere to prevent oxidations during the hot working of FSW. The one single-pass FSLW procedure was diagrammatized as shown in Figure 1(a). FSLW tool was combined by a nickel-based superalloy (Inconel 718) shoulder and a WC–13 wt% Co matrix (YG13) cutting pin (Figure 1(b)). Tool-shoulder diameter was 15 mm. The pin with 2 mm stretch-out length was made of rotary burrs with spiral cutting-edges and a flat end-face with diameter of 6 mm. This typed cutting pin had also been used for FSLW of Al and steel. 9 The rotation direction was along the tooth, as arrowed in Figure 1(b). It was beneficial to reduce pin wear-out against Ti sheet and limit friction-heating generation at the Ti/Al interface. After previous process optimizations, the tool rotation speed (n, r/min) and travel speed (v, mm/min) were tailored as 1200 r/min and 60 mm/min. The degree of pin wear was not apparent under the process conditions of low traveling speed of the rotating tool. To limit the wear degree of the pin, the rotation speed of the tool should be kept below 1200 r/min. The cutting pin design was believed to be benefited for the dissimilar material mixing and Ti/Al inter-diffusion behaviors. For a good formability, other two multi-pass FSLW parameters of pin-inserted depth (d, mm) and pass interval (Δ, mm) were tailored as 0.1 and 5 mm, respectively.
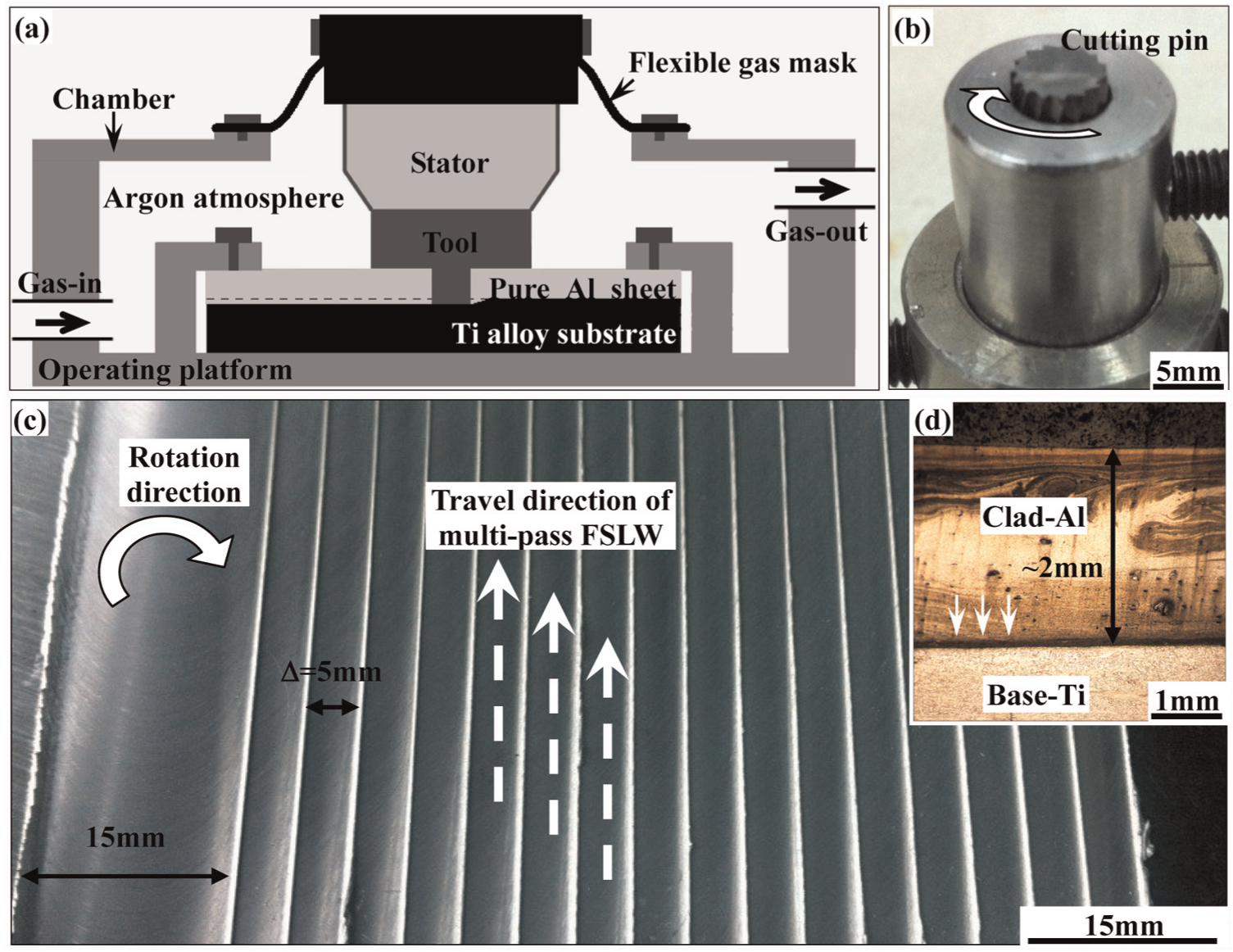
Sketch of Al/Ti-6Al-4V FSLW procedures applying Gas Protection Device (a), morphology of combined-type FSLW tool with cutting pin (b); top view of produced clad-sheet by multi-pass FSLW (c) and its cross-section OM image (d).
The related samples were prepared for metallographic examinations using an optical microscope (OM) and a scanning electron microscope (SEM) with an energy-dispersive X-ray spectroscope (EDS) to determine the chemical compositions. X-ray diffraction (XRD) equipment with a CuKα radiation was unitized to determine the phases within the related samples. Mechanical tensile test was performed on an interface shear test specimen. Oxidation tests were conducted by a thermal oxidation weight analysis instrument, under air atmosphere at constant 650 °C, twice times as the prescribed maximum service temperature of Ti-6Al-4V (350 °C). One isothermal oxidation period for weighing was 5 h. Before the oxidation tests, only 0.5 mm thickness of Al-cladding was remained by milling treatment to smooth surface.
Results and discussion
Top view of the produced Al/Ti-6Al-4V clad-sheet applying the tailored process parameters was exhibited as shown in Figure 1(c). For some applications, the exterior Al-cladding could be easily milled to obtain a required surface roughness. As white-arrowed in Figure 1(d) of the cross-section macrostructure, an interlayer with a considerable thickness was generated. The local region at the Al/Ti cladding interface location shown in Figure 1(d) was selected for a careful observation (Figure 2). Figure 2(a) shows SEM images of the Al/Ti interlayer macrostructure and microstructure of Ti-6Al-4V substrate. Ti-rich fragments were embedded in upper Al-cladding due to the stirring behavior of cutting pin. As indicated in Figure 2(b), the local magnification in Figure 2(a), the interval banding structure was formed within the relatively thick and dense Al/Ti interlayer and in some fragments upon it. Figure 2(c) demonstrates the main element distribution feature of the interlayer after EDS detection by line-scanning mode, along the line-direction marked in Figure 2(b). Two significant gradients of Ti and Al concentrations were found at Al/interlayer and interlayer/Ti-6Al-4V interfaces, which proved that the metallurgical bonding was generated mechanical mixing and attendant diffusion. The compositional ratio of Ti and Al in produced interlayer was generally 3:1, according to the region EDS result given in Figure 2(d).
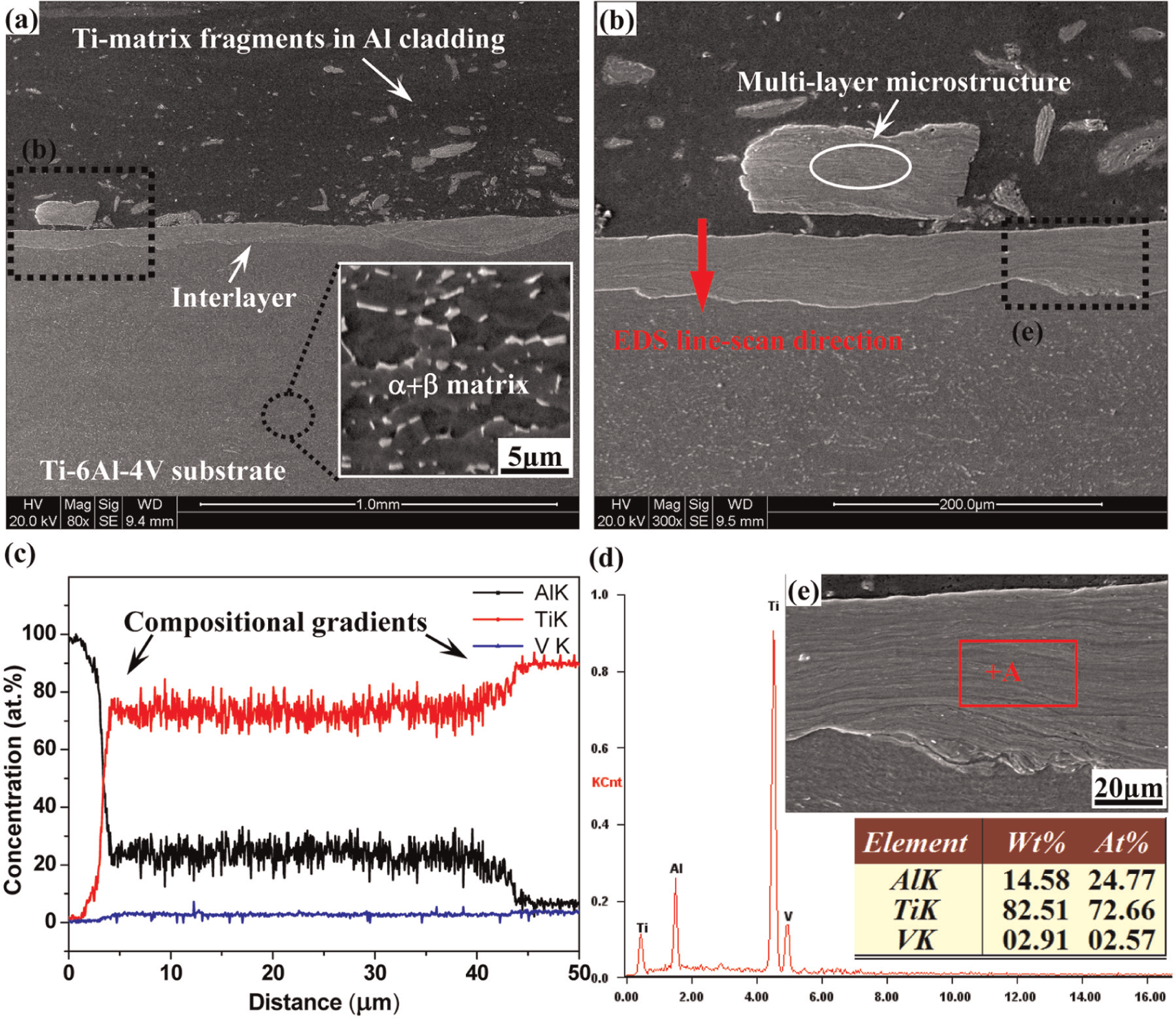
SEM image of FSLW produced Ti/Al interlayer structure (a) and its local magnification (b); EDS line-scan detection result along the marked line-direction (c) and the region EDS result in interlayer (d); (e) the local magnification of interlayer.
Figure 3(a) shows the sketch of prepared interface shear test specimen and its result of tensile testing. After a simple calculation using failure load and interface shear area value, the shearing strength was ∼73 MPa. The failure position was mainly along the Al/Ti-6Al-4V interface. SEM fractograph on Ti-6Al-4V side included cleavages and dimples, which implied a mixed fracture mode (Figure 3(b)). The XRD result of the fracture surface was given, as shown in Figure 3(c), to characterize the constitutional phases on the fracture surface of Ti-alloy side. It indicated that the main intermetallic phase in the produced Al/Ti-6Al-4V interface layer was Ti3Al, TiAl and Al3Ti. Figure 4(a) illustrates the oxidation kinetics and surface morphologies of Ti-6Al-4V with and without the Al-cladding at 650 °C, after 60 h duration. In the first 20 h, the mass gain (MG) of pure Al was mainly controlled by oxidizing reaction other than diffusion. After that, the oxidation kinetics approximately followed the parabolic rate law at the rest oxidation periods. It indicated that the MG values of Al/Ti-6Al-4V structure were considerably lower than those of bare Ti-6Al-4V. The typical oxides of dense-crystal α-Al2O3 and needle-shaped θ-Al2O3 were co-existed on the surface layer, as indicated in Figure 4(b) and (c). The Al2O3 layer and its beneath Al-cladding could significantly prevent oxygen diffusion into Ti-6Al-4V. The Al3Ti phase, performed in the surface layer after the oxidation, testified using XRD implied that the Ti/Al inter-diffusion was fully performed during the heating oxidation. More interestingly, as exhibited in Figure 5(a), an interlayer-structural evolution occurred at the interlayer position after 60 h heating, resulted from the more fully inter-diffusion and phase-stratification. As indicated in Figure 5(b) of the local magnification of interlayer after oxidation, four different layers were presented. According to the results of region EDS detections on the four layers, the constituent phases and microstructure features included of (1) Ti20Al80 matrix with dispersed Ti3Al phase particles, (2) TiAl3 phase layer, (3) TiAl phase layer, and (4) Ti3Al phase layer. It was demonstrated that there was no cracking in the delaminated interlayer after the Al-Ti diffusion and/or reaction during the high-temperature oxidation. Furthermore, the interlayer upon the Ti-substrate also played a main role to prevent oxidizing in Ti-substrate.
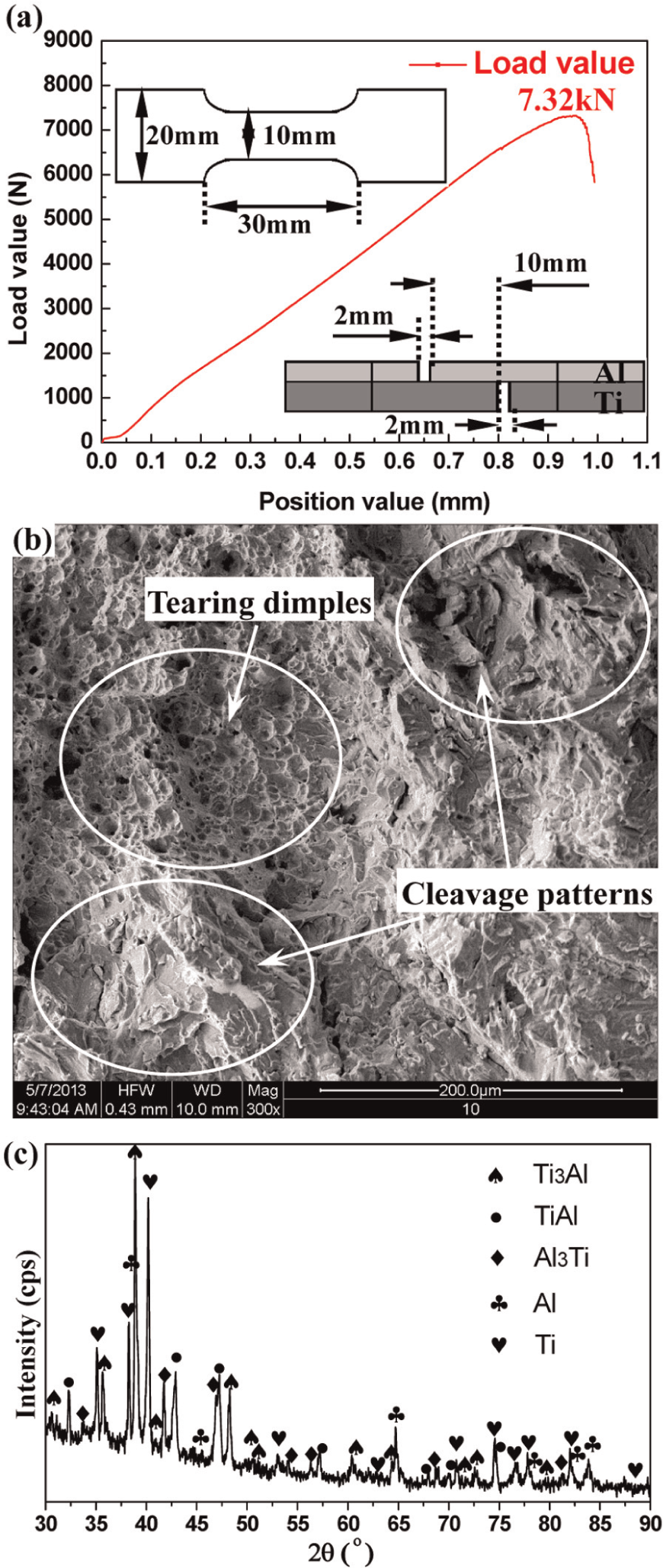
Load/position value curves obtained after shearing tensile test and the sketched shear test specimen (a), the fractography by SEM (b), and the XRD result of fracture surface on Ti-alloy side (c).
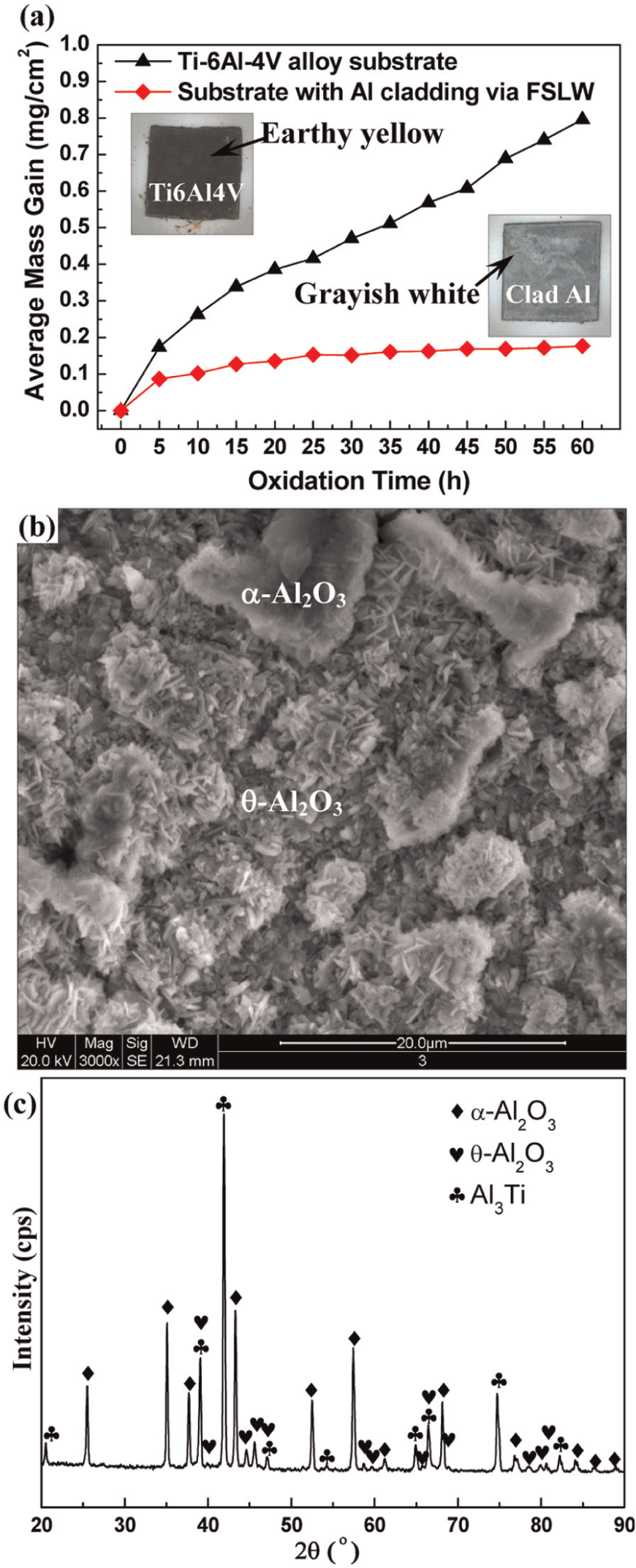
Mass-gain/time value curves and specimen surface views obtained after oxidation testing at 650 °C in air atmosphere (a), surface microstructure of Al-cladding after oxidation testing (b), and the XRD result of Al-cladding surface after oxidation (c).
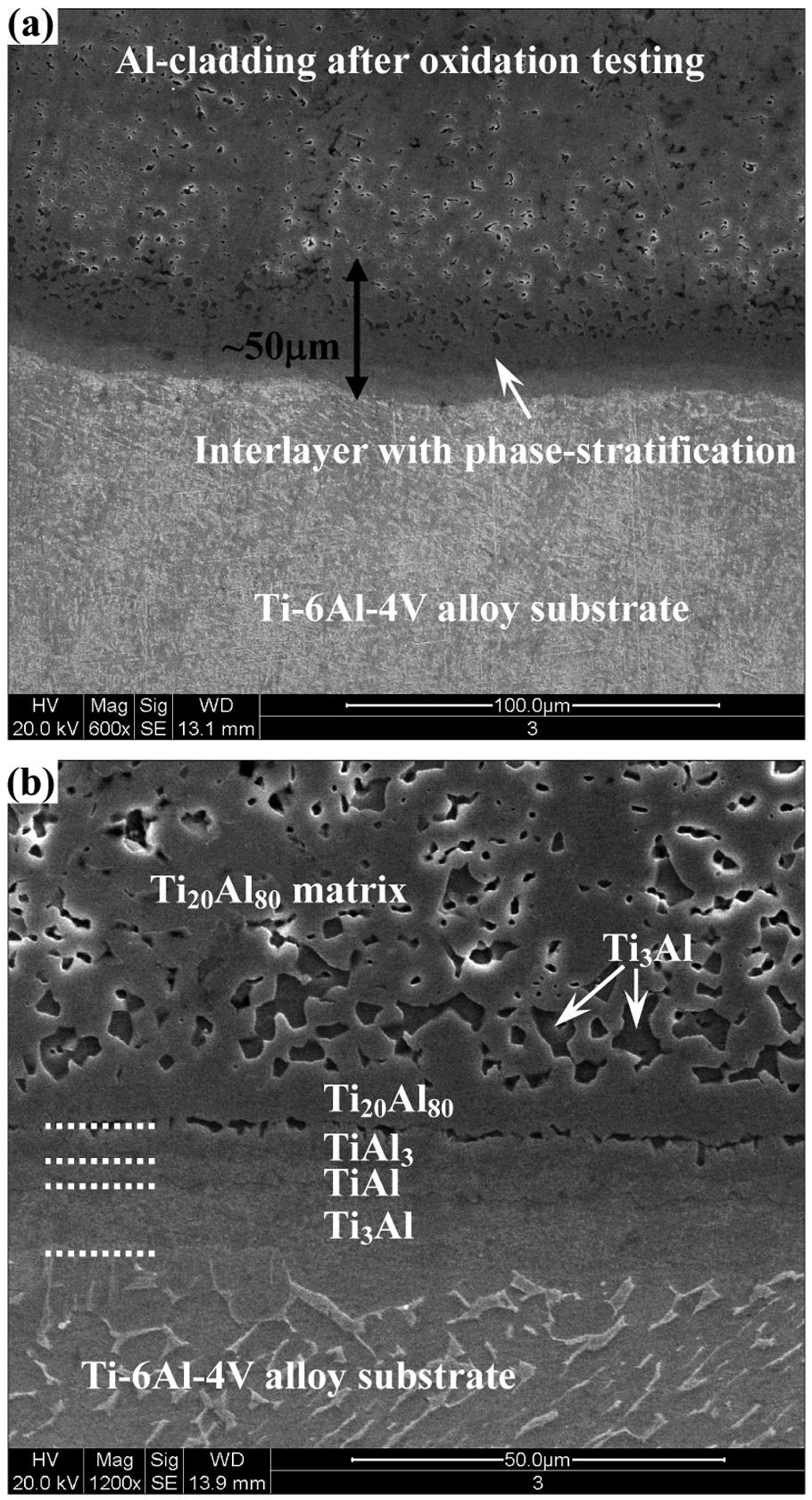
Al/Ti-6Al-4V interlayer after oxidation of 60 h heating duration (a) and the local microstructure at the interlayer (b).
After the above-stated preliminary investigations, the forming mechanism of Ti/Al interlayer produced by FSLW between Al and Ti-6Al-4V sheets was further discussed from the thermal and mechanical aspects. Heating resources benefiting the interlayer formation were mainly provided by (1) heat-generation from FSW procedures of upper pure-Al sheet, (2) friction-heats from the interface between pin end-face and its lower Ti-substrate, and (3) material interior heats released by plasticized deformation and fracture of Ti-6Al-4V at the Ti/Al interface location due to the actions of cutting pin. It was found that the maximum FSW-processing temperature of Al was about 0.6–0.8 times of its melting point. 10 The heat conduction from the processed upper Al sheet to the lower Ti/Al interface reduced the resistance force of Ti-alloy to occur its plastic deformation. The friction-stirring behaviors of cutting pin at the Ti/Al interface location exerted a significant effect on ensuring the dissimilar material mixing, deformation and Ti/Al inter-diffusion to form the interlayer structure (Figure 2). The Ti/Al mixing degree of interlayer with the interval banding structure was believed to depend on the mechanical stirring effect of cutting pin. In addition, the cutting or face-milling behavior of FSLW pin led to that abundant micro, fresh surface of Ti was produced behind the traveling pin, to fully contact, diffuse even react with upper Al under the action of tool-shoulder pressure. Thus, the above-stated FSLW thermal-mechanical effects exerted at the Ti/Al interface and contributed to form a relatively thick and dense Ti/Al interlayer structure with interval banding characterization.
Conclusion
Multi-pass FSLW method can be introduced to fabricated bimetallic Al/Ti-6Al-4V clad-sheets with a metallurgical bonding interlayer structure at the bimetal interface. Under the tailored FSLW process parameters, a ∼50-µm-thick Ti/Al interlayer with an interval banding structure is produced benefiting from the thermal–mechanical effects exerted by the applied cutting pin at the Ti/Al interface location. A good anti-oxidation performance of prepared Al/Ti-6Al-4V specimen is exhibited at 650 °C, air environment. The interlayer phase-stratification occurs after 60 h heating due to the more fully Ti/Al inter-diffusions.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
The work was supported by Funding for Outstanding Doctoral Dissertation in NUAA (BCXJ12-09) and the Fundamental Research Funds for the Central Universities in P.R. China.