
Abstract
In this work, the preparation of iron/grey cast iron powder metallurgy parts by recycling machining scraps using target jet milling method is studied. Cast iron powder percentage, compaction pressure, sintering temperature and sintering time are selected as input process parameters. The effects of selected parameters on the response density, transverse rupture strength and hardness of the sintered samples are investigated by response surface methodology, and optimal combinations of input parameters are obtained. Analysis of variance and regression analysis are used to determine the main and interaction effects of input parameters, develop mathematical models and evaluate the validity of the models. Scanning electron microscopy and optical microscopy micrographs are provided to discuss the obtained responses. The results evidenced that the combination of iron/jet-milled grey cast iron is promising for producing powder metallurgy parts with diverse properties and economical considerations. Also, by comparing the optimized results obtained from the proposed models to that from the confirmation tests, the models errors were found to be in a range of 1%−8%.
Introduction
Machining of metals is one of the most effective and widely used methods of dimensional processing, as a result of which enormous amounts of swarf are produced. Remelting is one of the recycling methods of machining swarfs; however, in this process, about 30% of metal, especially alloying elements, is lost. Therefore, it is more advantageous to transform swarf into useable powder for powder metallurgy process by appropriate methods. 1 Among the ferrous scraps, grey cast iron scrap has a high potential for this application due to the huge quantity of generation, low cost, brittle nature, small chip size and no lubricant impurity. 2
To utilize industrial grey cast iron scraps, mainly mechanical comminution methods have been used such as ball milling, hammer milling and vibratory mills.3,4 Also, the addition of a cast iron powder to an iron-base charge makes it possible to synthesize, by sintering, an alloyed powder metallurgy part of high wear resistance and good physico-mechanical properties. This approach is also economical by reducing iron consumption that is more expensive than grey cast iron. The addition of traditionally recycled grey cast iron powder to iron powder has been reported in various references; however, productivity of these works is clearly too low in industrial scales because they are very time-consuming, and there is a need for secondary operations, such as annealing, on the produced powders. Also, the preparation of the green compacts is limited due to the special characteristics of the traditionally produced powders that affect the properties of the sintered parts. 5
Recently, a new comminution method called ‘target jet milling’ has been developed by Ghambari et al. 6 to transform grey cast iron scraps into useable powders for powder metallurgy processing with higher rate and with no need for secondary operations. In this method, cast iron scraps are accelerated by a high-speed air jet, clashed to a target plate and fragmented. They obtained the optimum parameters for target jet milling process of grey cast iron scraps. Emadi Shaibani and Ghambari 7 transformed grey cast iron scraps into powder by jet milling and ball milling methods. They showed that the powder produced by jet milling method has sharper edges along with more compressibility in comparison to the powder produced by ball milling method. In another contribution, Emadi Shaibani et al. 8 sintered the jet-milled grey cast iron powders recycled from machining scraps by adding 3.5% copper powder to the cast iron powder. In this study, the charge was compacted under the pressure of 800 MPa and then sintered at 1175 °C. The maximum values of 96 BHN and 6.1 g/cm3 were obtained for the hardness and density, respectively. Other properties such as mechanical properties of the sintered samples were not investigated.
In our previous work, 9 the green properties of iron/jet-milled grey cast iron compacts were investigated and optimized by response surface methodology (RSM). The results demonstrated that jet-milled grey cast iron powders have the capability to be used in as-milled state in combination with iron powder for producing green compacts in industrial scales with acceptable green properties.
Mathematical and statistical techniques are widely used for optimization and prediction of production process parameters. RSM is one of the design of experiment (DOE) methods which offers various desirable characteristics such as proper reduction in the number of experiments, consideration of the interaction effects and development of the mathematical functions to achieve a logical relationship between the input and output parameters. 10
In this study, jet-milled grey cast iron–iron powder metallurgy parts are produced with different input parameters. Sintered density and mechanical properties of these materials are investigated by RSM in order to evaluate their potential for cost-effectiveness in industrial scales. Also, the optimum values of combined jet-milled grey cast iron are obtained by desirability approach to maximize the sintered properties of the samples. Scanning electron microscopy (SEM) and optical microscopy micrographs are used to evaluate the properties of the powders and samples.
Experimental procedure and design
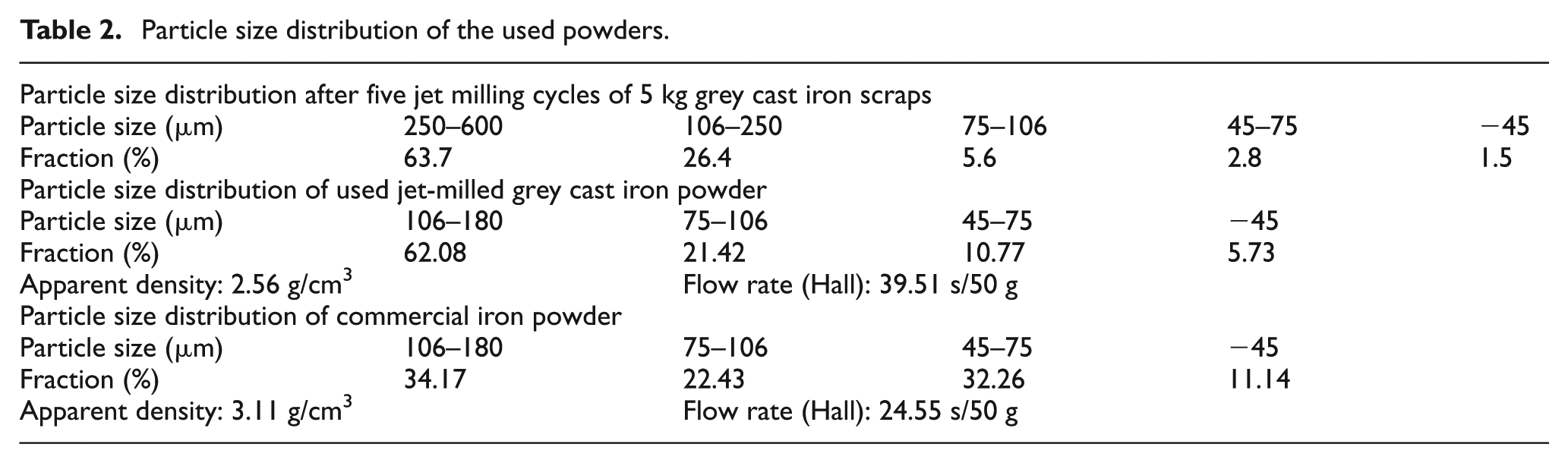
Pearlitic lamellar grey cast iron scraps obtained from dry turning with chemical composition reported in Table 1 are used as the first-row material in this study. Figure 1(a) shows the morphology of a typical machining scrap used in this work. As it can be seen, the scrap is a kind of distinct conical–helical. Also, Figure 1(b) illustrates the same scrap with a higher magnification and indicates the presence of a few fine and largish cracks on the surface of the scrap. Existence of these cracks facilitates the milling and comminution of the scraps in jet milling process. On the other hand, cast iron matrix includes free graphite flakes which act as internal notches and lead to easier fracturing of the scraps. 11 Target jet milling method with the optimized parameters is used for pulverizing the scraps. 6 Accordingly, the amount of 5 kg of initial scraps was subjected to five cycles of jet milling process at a feed rate of 40 g/s, at an impact angle of 90°, at the nozzle to target distance of 8 cm and under the compressed air with the pressure of 0.6 MPa. After five jet milling cycles, particle size distribution of the powders is obtained as given in Table 2. From the obtained powders, the ones with size less than 180 µm are separated by sieving. This is chosen due to the wide industrial applications of this particle size range distribution. 12 Table 2 also reports the final particle size distribution of the used grey cast iron powder for producing the powder metallurgy parts. Figure 1(c) shows the SEM micrograph of the produced powders. As demonstrated, these powders are mostly in flake, irregular and angular shapes. Particle size distribution and chemical–physical properties of the used atomized pure iron powder are given in Tables 1 and 2. Flow rate and apparent density of the powders are determined using Hall flowmeter according to ASTM B213-97 and ASTM B212-99, respectively.
Chemical composition of the used materials.
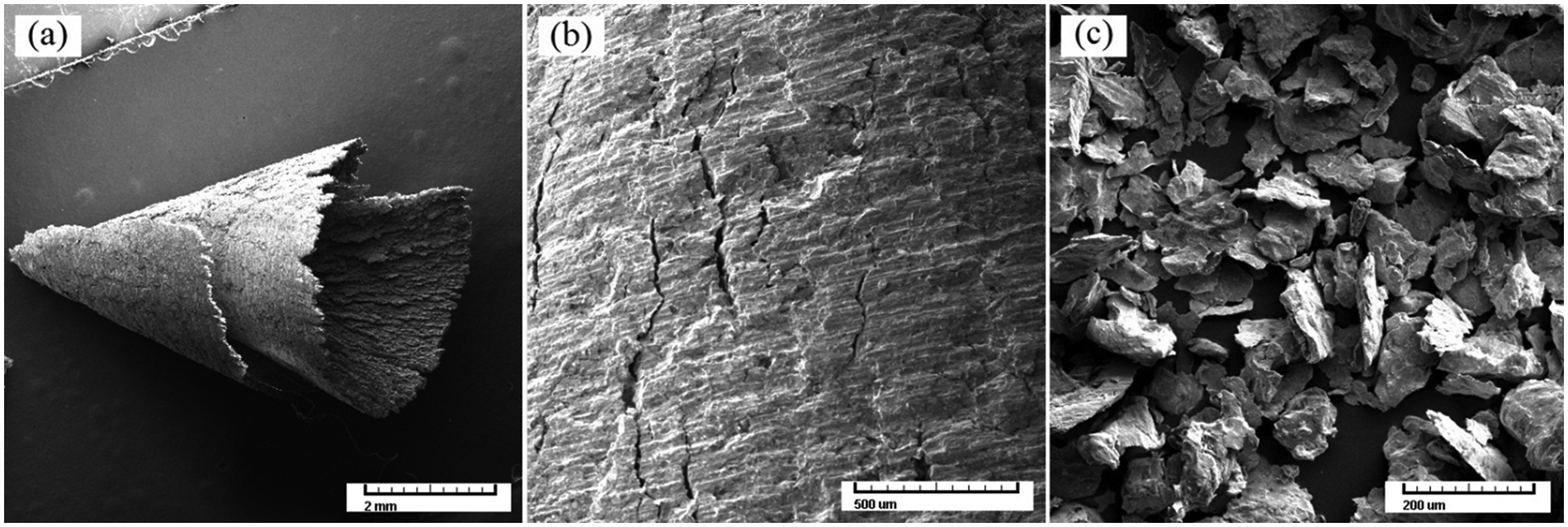
SEM micrographs showing (a) morphology of the grey cast iron scrap, (b) surface of the same scrap and (c) the powders produced from the scraps by jet milling method.
Particle size distribution of the used powders.
After preparation of the powders, different mixtures of iron powder/jet-milled grey cast iron powder are made and uniaxially compacted under selected pressures inside a die with a rectangular hole with dimensions of 12.7 × 31.7 mm2. Die walls are lubricated by 10% zinc stearate solution according to ASTM B331-95. The green compacts are sintered in a tubular furnace at various temperatures in an argon atmosphere for different time intervals. The samples are then left in the furnace to cool down to room temperature.
Density of the sintered samples is determined using Archimedes’ principle according to ASTM B962-08. Transverse rupture strength of the specimens is determined by three-point bending test on rectangular specimens using SANTAM-50 testing machine at room temperature (see Figure 2), according to ASTM B528-99. Brinell hardness tests are carried out by applying a load of 30 kg to the polished surface of the samples through a ball with 2.5 mm diameter to determine the apparent hardness of the sintered parts according to ASTM E10-12. SEM is used to examine the morphology of the scraps and powders. Also, optical microscopy is used to investigate the microstructure of the sintered samples.

Three-point bending test on a sintered sample.
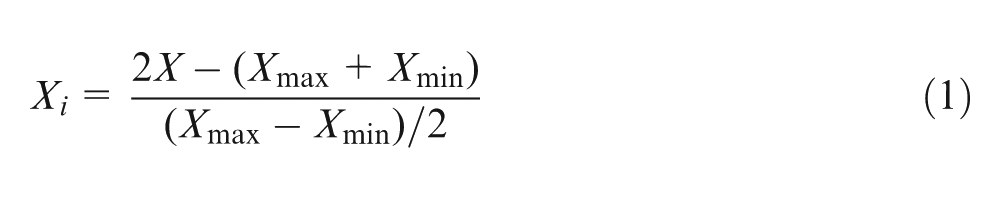
In this work, the experiments are designed based on a central composite design (CCD) five-level RSM. 13 Cast iron powder percentage (30%−70%), compaction pressure (400–800 MPa), sintering temperature (1050 °C–1170 °C) and sintering time (20–60 min) are selected as independent process variables. The process input variables and experimental design levels, illustrated with coded and actual values, are given in Table 3. The lower and upper levels of the parameters are coded as −2 and +2, respectively. The coded values of any intermediate levels are calculated using the following expression 13
Independent process parameters and corresponding levels.
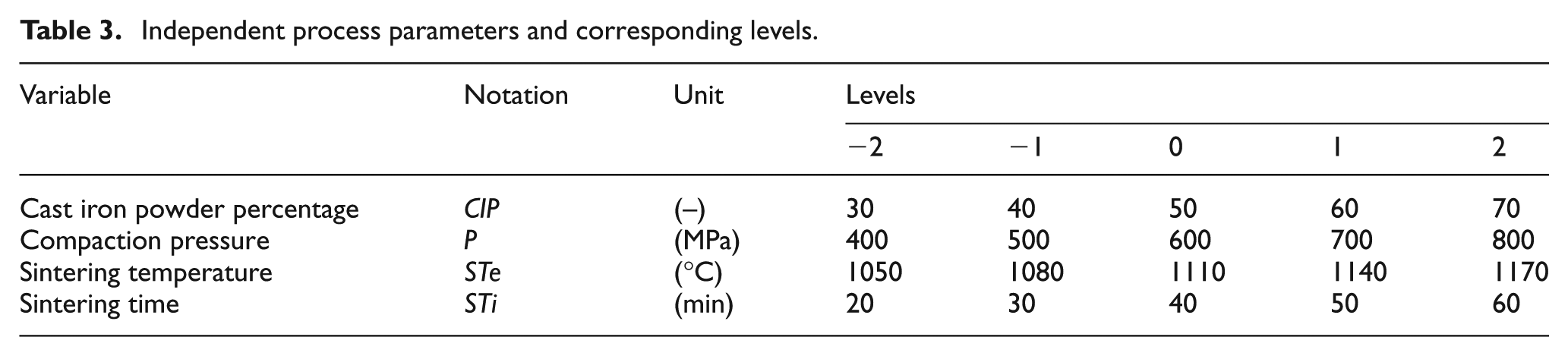
where Xi is the required coded value of a factor of any value X from Xmin to Xmax, where Xmin and Xmax are the lower and upper limits of the factors, respectively.
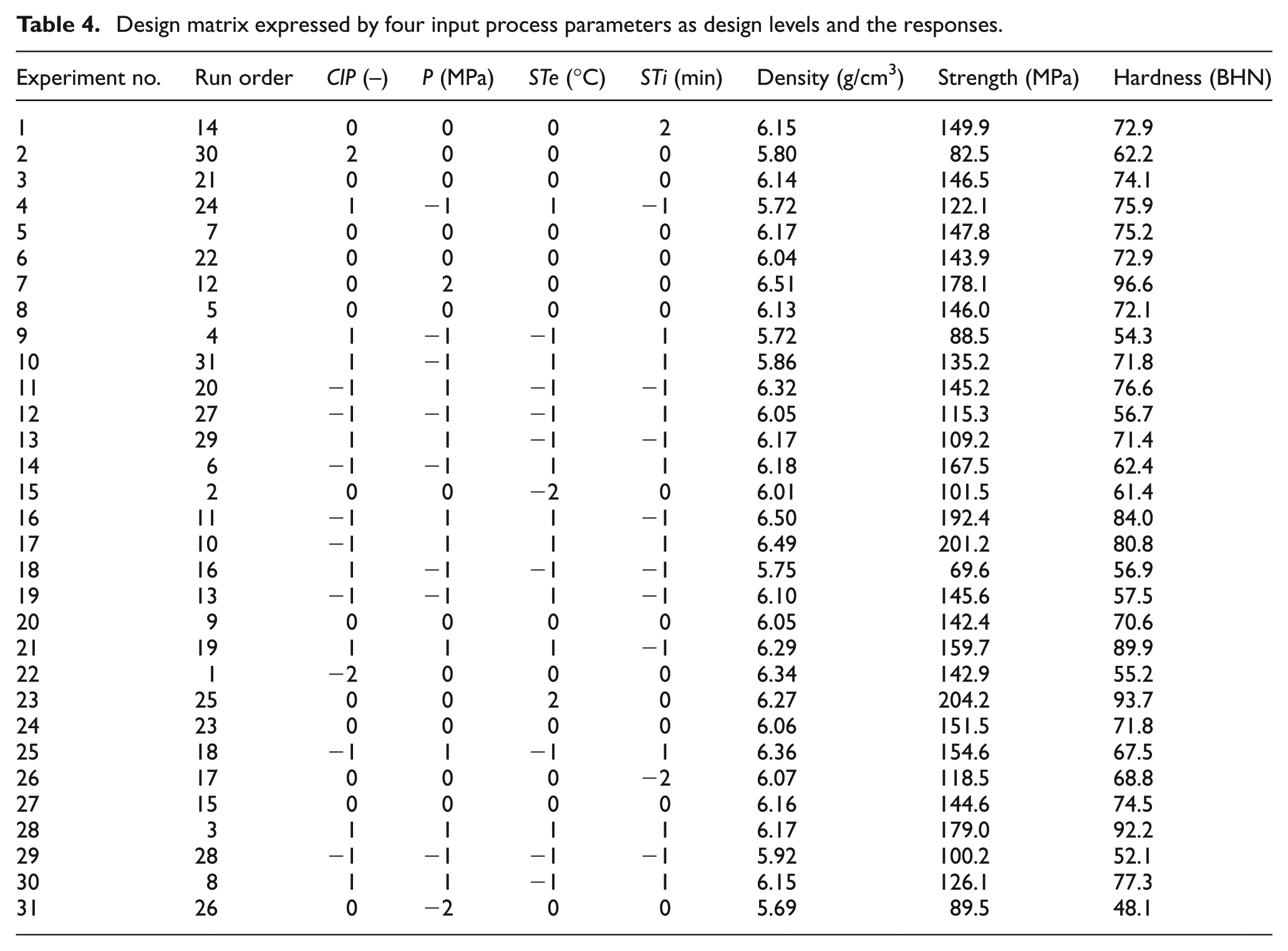
The measured responses are density, transverse rupture strength and hardness. The designed matrix and the observed data for different settings of the process parameters are reported in Table 4. Experimental design includes 16 experiments as factorial points in cubic vertex, 8 experiments as axial points and 7 experiments in the cubic centre as centre points.
Design matrix expressed by four input process parameters as design levels and the responses.
Finally, desirability approach is used to find the optimum input parameters and maximize the responses. Solving such multiple response optimization problems employing this technique involves using a technique for combining multiple responses into a dimensionless measure of performance called the overall desirability function. 10
Results and discussion
Density
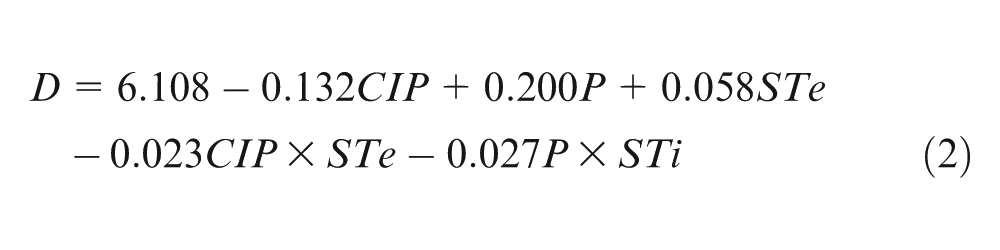
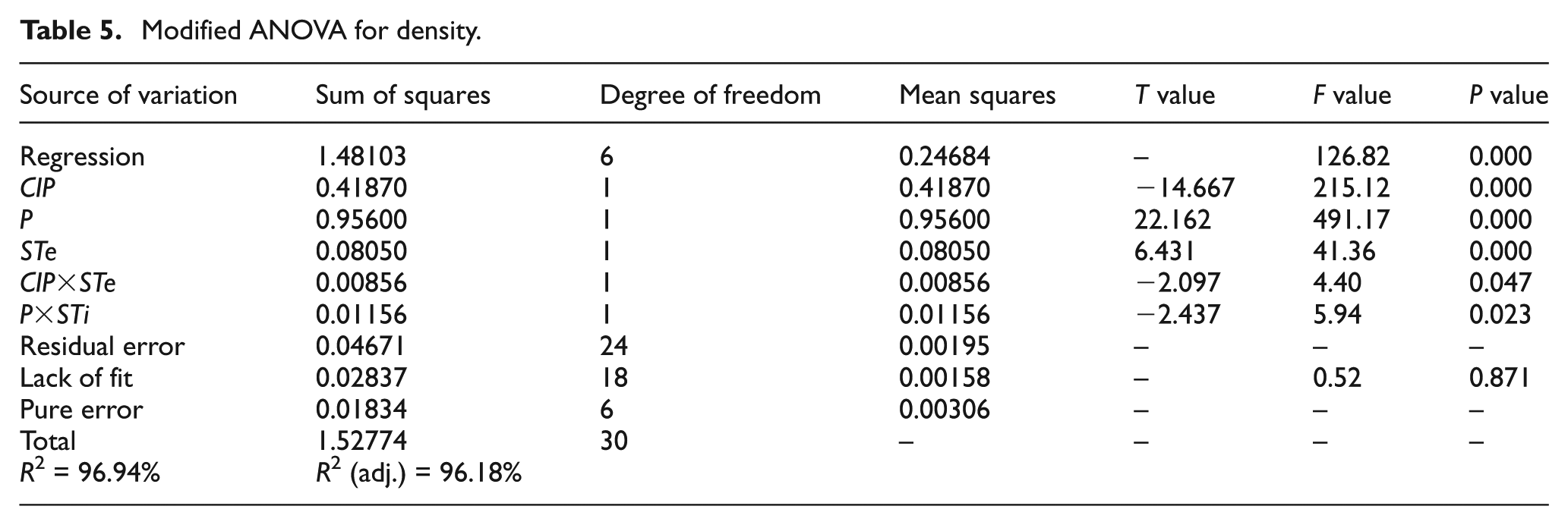
A full quadratic polynomial model is used to analyse the density. The results of analysis of variance (ANOVA) run on the density after eliminating insignificant terms are given in Table 5, where the main parameters CIP, P and STe are significant and all quadratic terms are insignificant, and among interaction terms, the interaction terms CIP×STe and P×STi have significant effects. This is determined by p values below 0.05 in ANOVA tables. The other terms are insignificant and are eliminated in the modified ANOVA table. Meanwhile, the lack of fit is insignificant and the regression is significant. It should be emphasized that in ANOVA, the best situation occurs when the regression model is significant and lack of fit is insignificant at the same time. 13 Moreover, T values of significant parameters indicate that compaction pressure has the greatest effect on the density, and its effect is more than that of the percentage of cast iron powder. Also, the effect of sintering temperature on the density is significantly less than the two mentioned parameters. The high value of adjusted correlation coefficient (R2 (adj.) = 96.18%) in the ANOVA table indicates the excellent fitness for the regression model. All of the above considerations indicate an excellent adequacy of the regression model. Finally, according to the analysis of the results and after eliminating the insignificant terms, the final regression equation for the density is given as equation (2), where it is described in terms of the coded values of the parameters
Modified ANOVA for density.
The normal probability plot for the density is depicted in Figure 3(a), which shows that the residuals are scattered on the straight line and the errors have a normal distribution on the normal probability plot. 10 Thus, the extracted regression model is adequate for the prediction of the parameter effects.

Normal probability plots for (a) density, (b) strength and (c) hardness.
In DOEs and ANOVA, a main effect is the effect of an independent variable on a dependent variable averaging across the levels of any other independent variables. In other words, main effects are essentially the overall effect of a factor. 13 Figure 4 shows the main effect plots for the density. It is seen that the density increases by increasing compaction pressure and sintering temperature and by decreasing cast iron powder percentage. The effect of sintering time on the density is negligible in comparison to other factors because of the loss of driving force with increasing time at any temperature. 14 Also, the slow cooling rate of the samples can reduce the effect of sintering time.
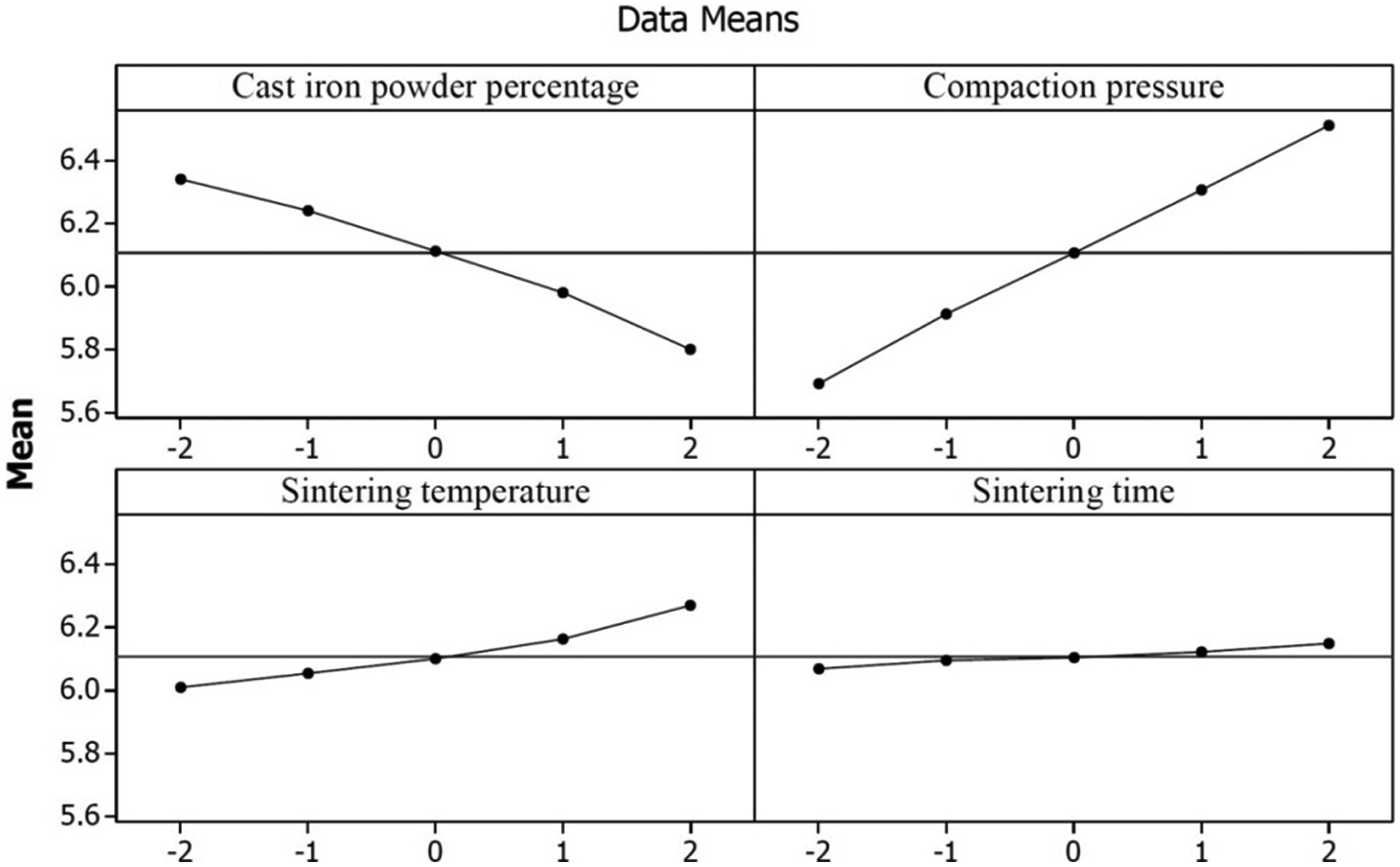
Main effect plots for density.
Note that the term ‘main effects’ is frequently used in the context of regression models to distinguish main effects from interaction effects. Hence, by incorporating the interaction terms assigned in Table 5 (CIP×STe and P×STi), the obtained results do not thoroughly follow the general trends of the main effect plots. This can be seen in the surface plots of Figure 5.
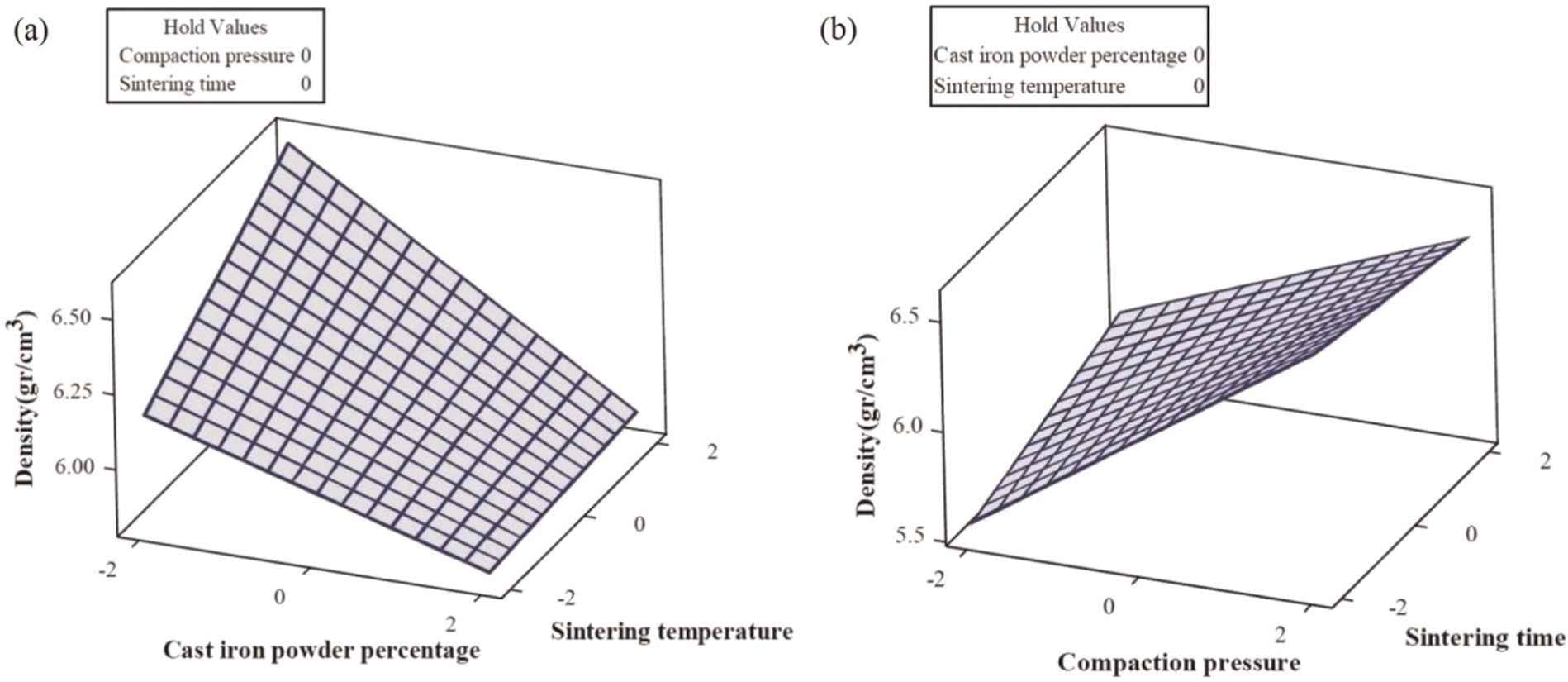
Surface plots for density in terms of the interaction parameters: (a) CIP×STe and (b) P×STi.
As seen in Figure 5(a), increasing sintering temperature increases the density of lower cast iron powder percentages significantly, while for the higher percentages, the effect of sintering temperature is negligible. This result indicates that the addition of the cast iron powder to the iron powder reduces dimensional changes occurred through increasing the sintering temperature. Similarly, Figure 5(b) shows that the effect of sintering time on the density is negligible in high compaction pressures, while for the lower pressures, the density increases slowly with the increase in sintering time. The obtained result confirms one of the various advantages of using high compaction pressures in powder metallurgy technology. 15
Strength
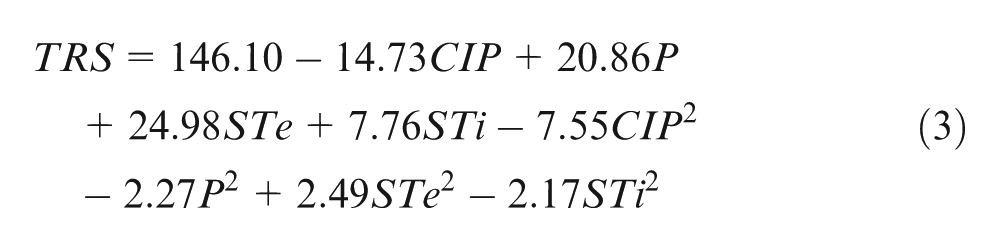
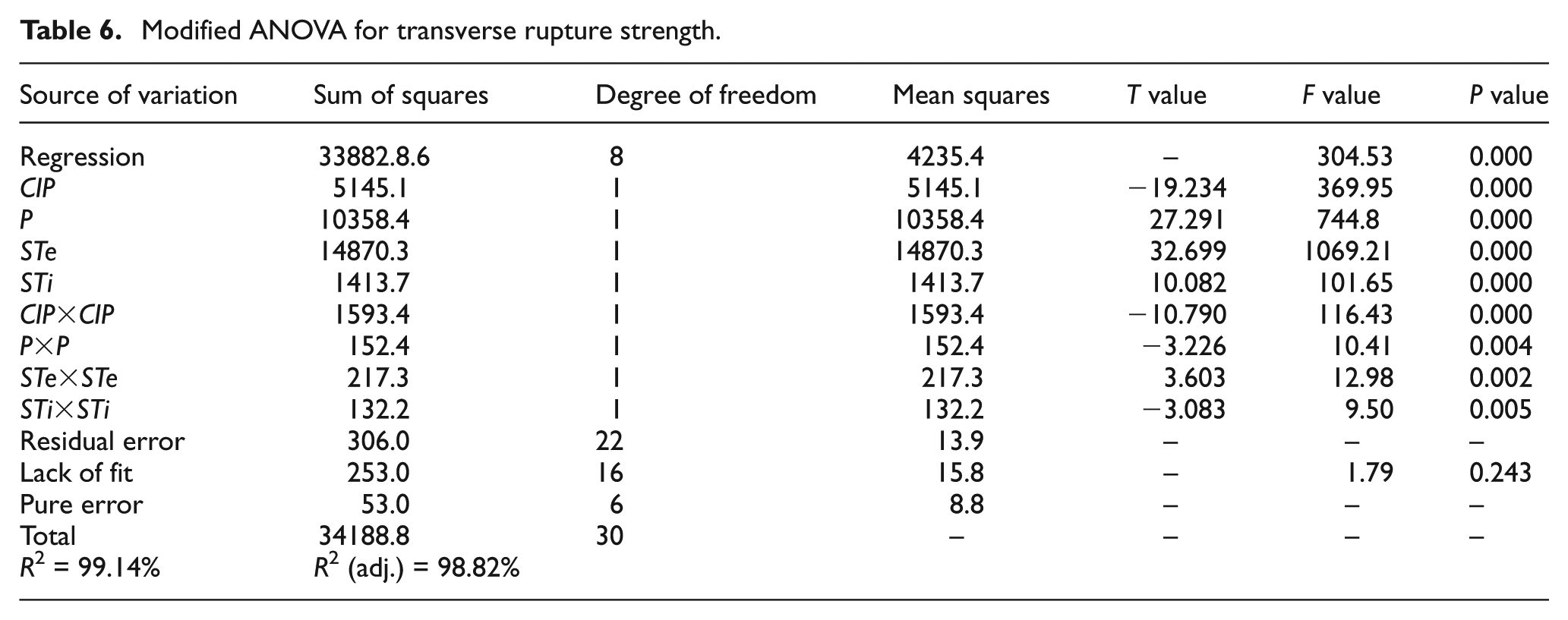
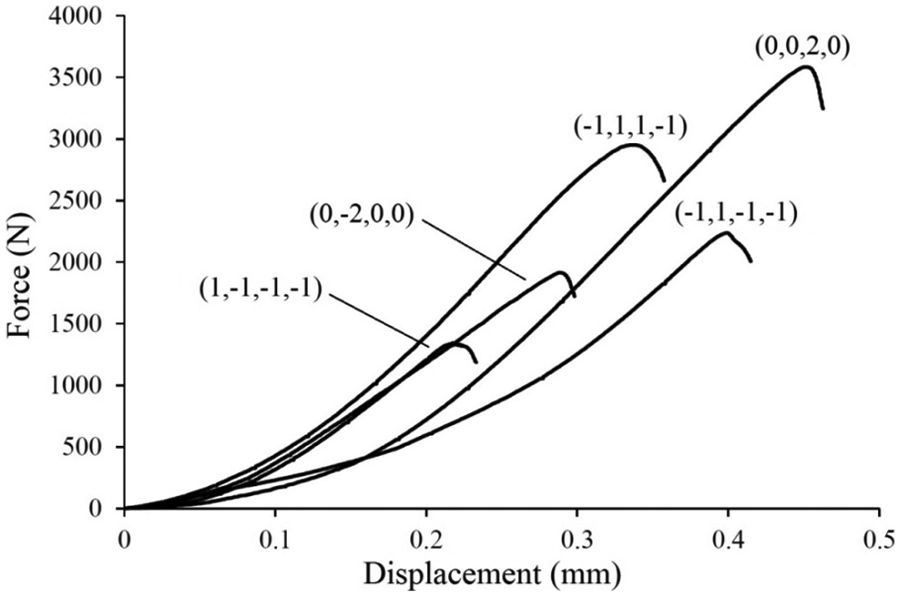
A number of force–displacement curves obtained from three-point bending test are presented in Figure 6, and transverse rupture strengths of the samples are extracted from these curves. 16 According to the results of ANOVA run on the strength, all main and quadratic terms are significant, while all interaction terms are insignificant (see Table 6). The T values of significant parameters given in Table 6 prove that sintering temperature and compaction pressure have the greatest effects on the strength. Also, the effect of cast iron powder percentage is higher than the other remaining parameters. The value of correlation coefficient (R2 = 99.14%) indicates that only less than 1% of the total variations are not explained by the model. Also, Figure 3(b) illustrates the normal probability plot for the strength in which any unusual problem is not seen as discussed in the previous section. Equation (3) shows the final regression equation for the strength
Typical force–displacement curves obtained from three-point bending test.
Modified ANOVA for transverse rupture strength.
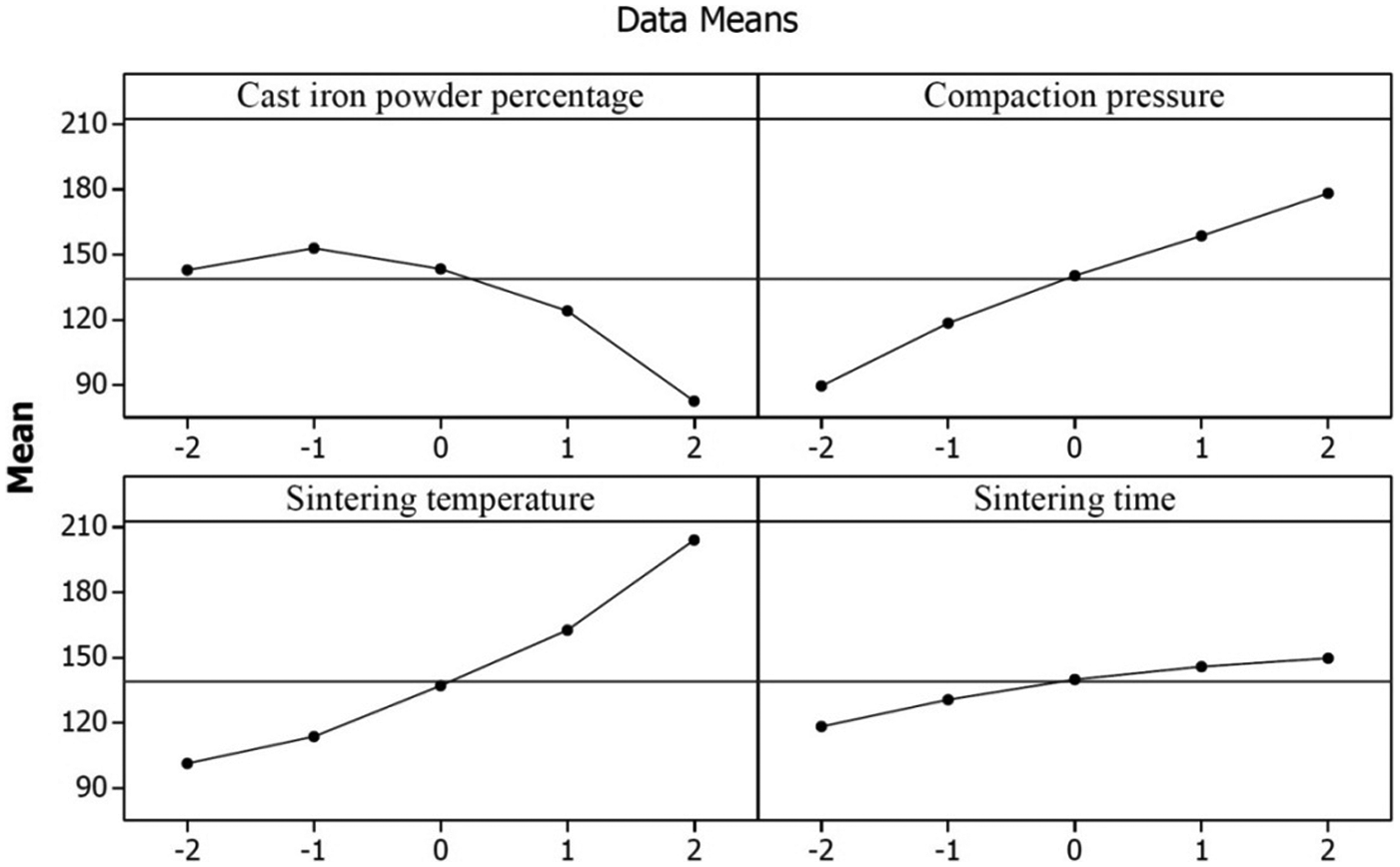
According to the main effect plots of Figure 7, the strength increases with the increase in the parameters P, STe and STi. However, a different trend is observed in the case of the parameter CIP. By increasing CIP from 30% to 50%, a slight difference is seen in the strength values, while the green density and green strength 9 and the sintered density decrease by increasing CIP. This trend can be explained by interpreting the microstructures of Figure 8. In the specimens with lower amounts of cast iron powder, the percentage of combined carbon is low and pearlitic microstructures similar to the Figure 8(a) are seen. Such microstructures increase the strength and compensate the adverse effect of the low density. However, in the specimens including higher amounts of cast iron, the percentage of combined carbon increases, and free cementite networks precipitate at the pearlitic grain boundaries according to Figure 8(b). Also, Figure 8(c) illustrates the free cementite networks with a higher magnification. Existence of such a microstructure on one hand and the low density of these samples on the other hand lead to decrease in the strength. 1
Main effect plots for transverse rupture strength.
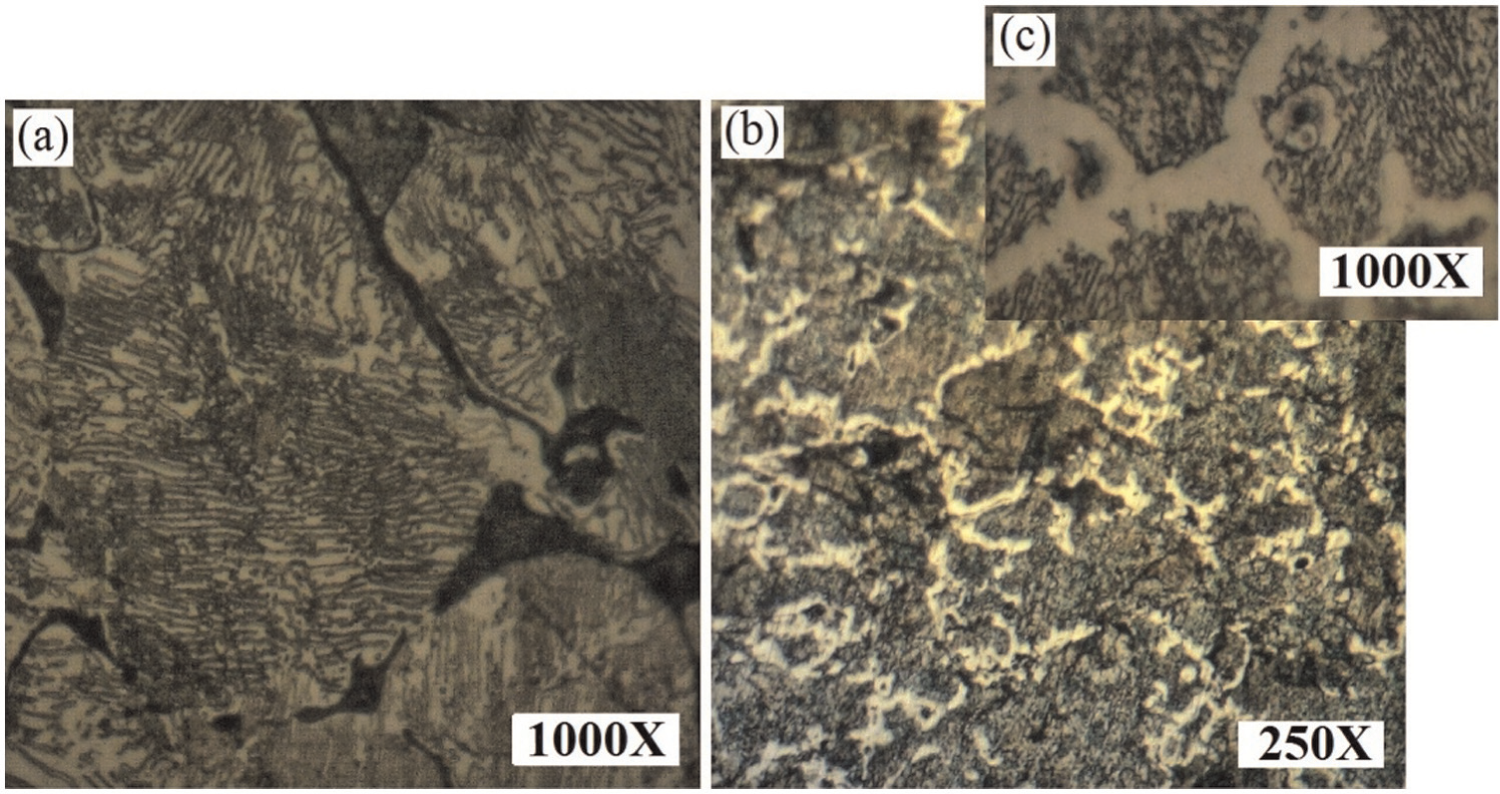
Optical microscopy micrographs of (a) the specimen including 30% cast iron powder (row 22 of Table 4), (b) the specimen including 70% cast iron powder (row 2 of Table 4) and (c) figure (8 (b)) with a higher magnification, etched by nital 5%.
Hardness
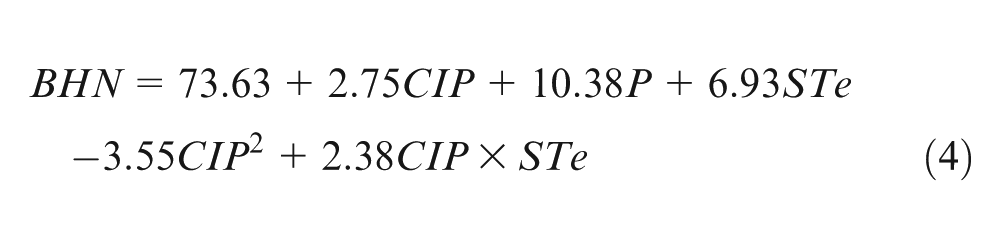
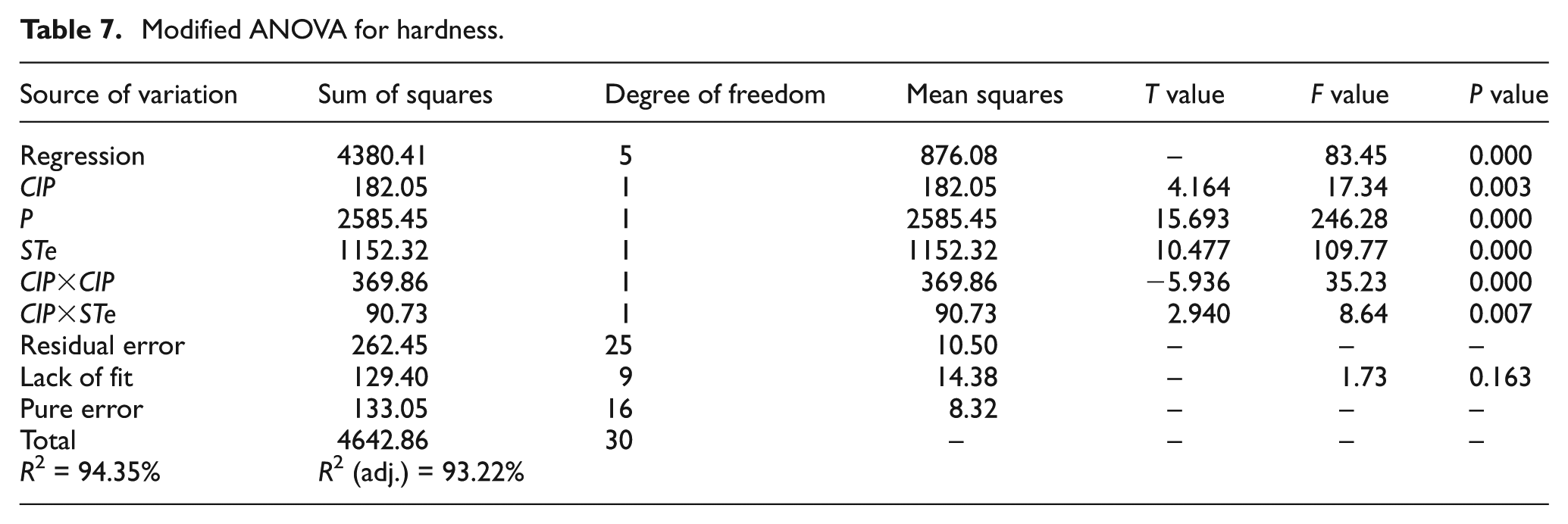
The results of ANOVA for the hardness are given in Table 7 showing that the main parameters CIP, P and STe; the quadratic term CIP and the interaction term CIP×STe have significant effects. Among all these parameters, P has the greatest influence on the hardness. Moreover, the high value of adjusted correlation coefficient (R2 (adj.) = 93.22%) indicates the goodness of fit for the model; therefore, the fitting model can provide an adequate approximation. Also, Figure 3(c) shows the normal probability plot for the hardness that does not indicate any unusual problem. From DOE analysis, the regression equation (4) was extracted for the hardness
Modified ANOVA for hardness.
The main effect plots for the hardness are given in Figure 9. By increasing the compaction pressure and sintering temperature, the hardness increases. Also, the effect of sintering time on the hardness is negligible. However, the situation is different in the case of varying the percentage of cast iron powder. As observed in Figure 9, the hardness increases with the increase in the cast iron powder percentage up to 60% and then decreases. The first reason for increasing the hardness regardless of the reduced density is attributed to the pearlitic microstructures of the sintered samples with lower amounts of cast iron powder. Such a microstructure improves the hardness 1 and compensates the adverse effect of the reduced density on the hardness. The second reason is the higher hardness of the cast iron powder with respect to the pure iron powder. By increasing the cast iron powder percentage to 70%, the effect of reduced density prevails, and therefore, the hardness decreases. The remarkable point here is that despite of the low density of the samples with 70% cast iron, their hardness is still higher than that of the samples with 30% of cast iron. This is justified by higher hardness of the cast iron powder rather than pure iron powder and also the existence of the cementite network in the microstructure of the samples with higher amounts of cast iron powder. 1
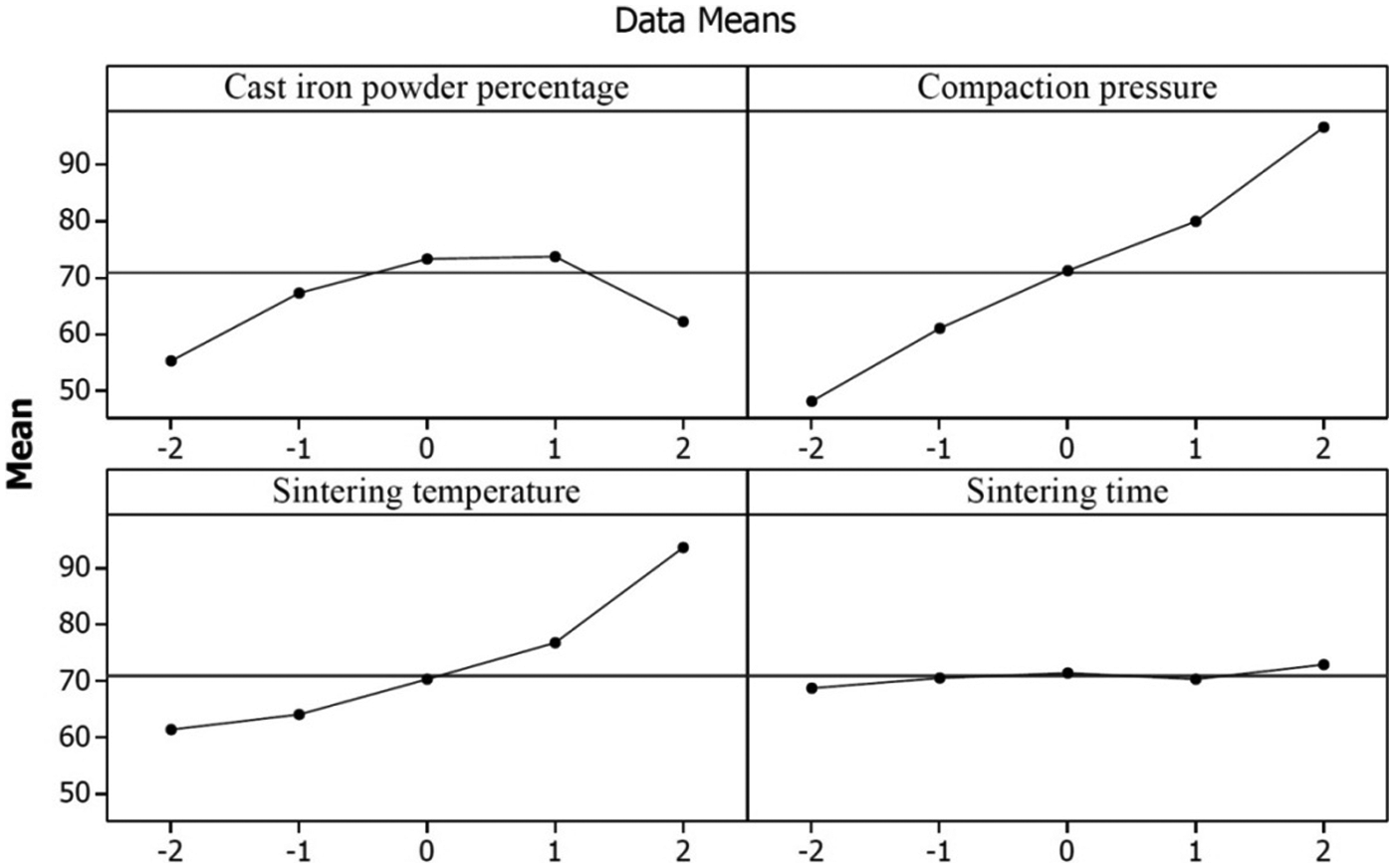
Main effect plots for hardness.
Figure 10 shows the surface and contour plots for the hardness in terms of the interaction term CIP×STe. It is observed that in the lower temperatures of sintering, the maximum value of hardness is achieved for the samples with about 45% cast iron, while in the higher temperatures, the hardness reaches to a higher value for the samples with about 60% cast iron. This result shows that increasing sintering temperature embosses the effect of cast iron proportion on the hardness. Figure 10(a) also shows that increasing sintering temperature results in a significant increase in the hardness for the samples with higher amounts of cast iron, while for the samples with the lower amounts, the effect of sintering temperature on the hardness is negligible. Hence, the samples with higher proportions of cast iron have a higher potential to increase hardness by increasing sintering temperature.
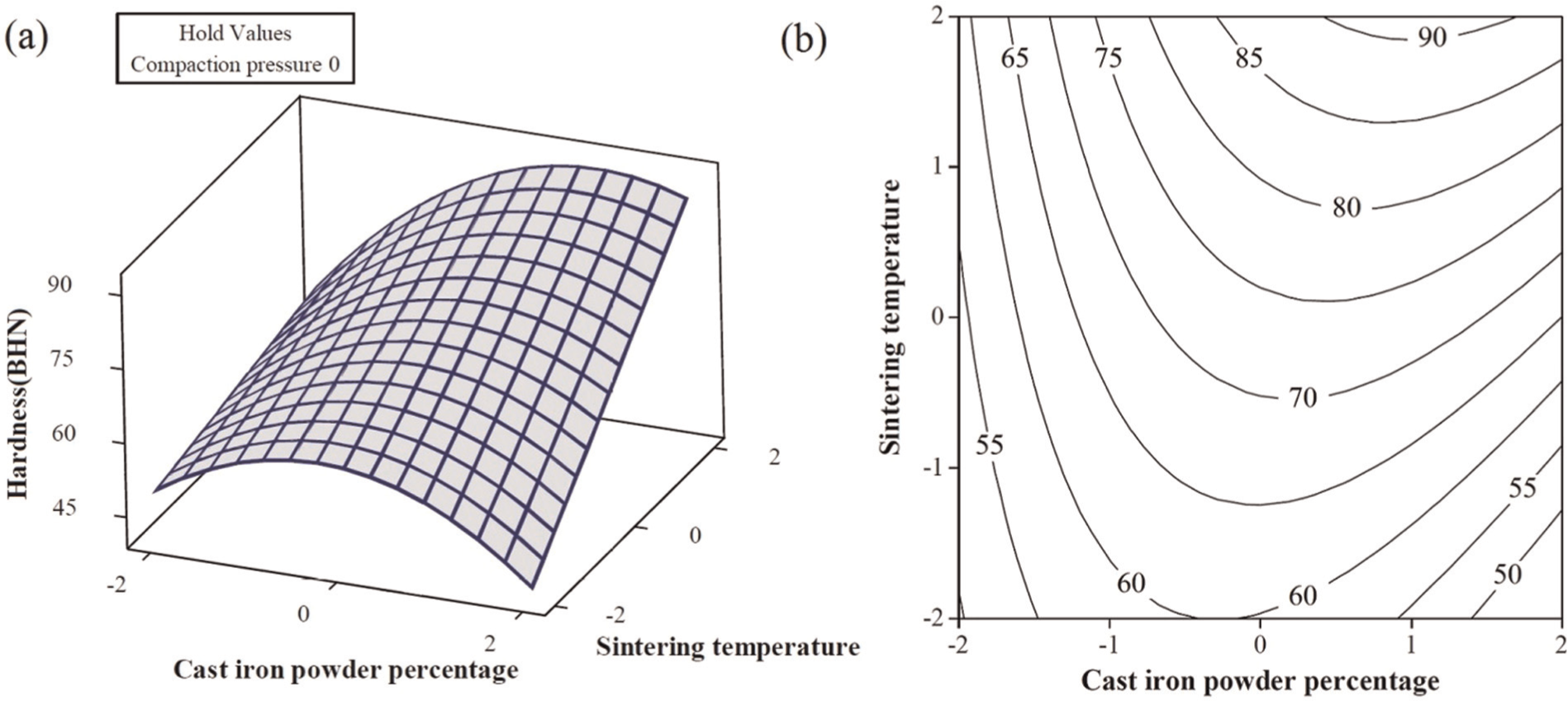
(a) Surface and (b) contour plots for hardness in terms of the interaction parameter CIP×STe.
Optimization and validation
Maximum values of density, strength and hardness were obtained by optimizing the developed models using desirability approach. In addition, simultaneous optimization of the responses was carried out. The validity of the optimized responses was evaluated by conducting two confirmation tests under optimum settings. Table 8 reports the maximized values of the responses, the optimum settings and the results of the confirmation tests, where the optimized values are in boldface and the other numbers in the columns named ‘opt.’ in each row were calculated from regression equations (2)–(4). All the italicized numbers are the observed experimental results.
The optimized responses with the observed confirmation results.
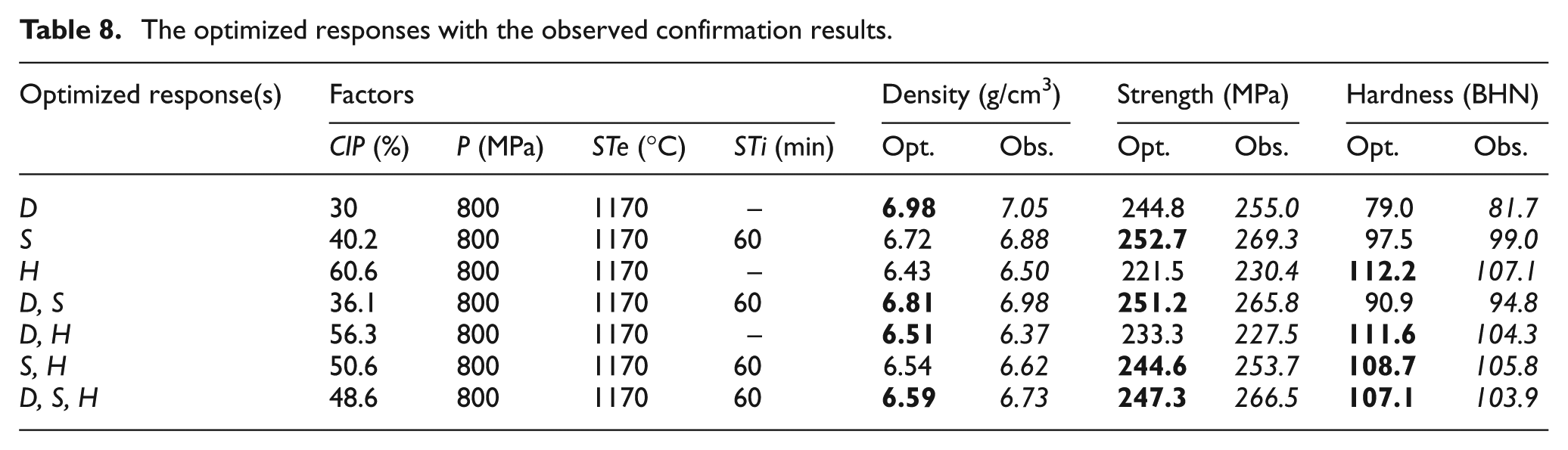
Note that in sintering of jet-milled grey cast iron powder, 8 the maximum reported values of hardness and density for the specimens compacted under a pressure of 800 MPa and sintered at 1175 °C for 30 min were 96 BHN and 6.1 g/cm3, respectively. However, in this study, by mixing the jet-milled grey cast iron powder with the iron powder, the maximum values of 107 BHN and 6.5 g/cm3 are obtained for the specimen including 61% jet-milled cast iron powder. Also, the comparison of the predicted optimum results and the observed confirmation results demonstrates that the developed models are reliable as all calculated errors are less than 8%.
Conclusion
The effects of input process parameters on the density, strength and hardness of iron/jet-milled grey cast iron sintered parts were investigated by mathematical models using RSM. The results obtained lead to the following conclusions:
The proposed equations (2)–(4) are accurate for obtaining density, strength and hardness of iron/jet-milled grey cast iron powder metallurgy parts, respectively. The equations yield to predictions of the responses within the selected range of input parameters with the errors in a range of 1%−8%.
The maximum values of 6.7 g/cm3, 267 MPa and 104 BHN are attainable for the density, strength and hardness of the specimen including 49% jet-milled grey cast iron, respectively.
The maximum values of hardness and density for iron/jet-milled cast iron parts are higher than those of the parts made only from jet-milled cast iron powders.
The combination of iron/jet-milled grey cast iron powder is promising for producing powder metallurgy parts with diverse properties in industrial scales.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.