
Abstract
Investment casting process produces high-precision castings, but there is a constant demand for improving the process capabilities, including dimensional accuracy and consistency. In this article, a state space modeling approach of investment casting process for dimensional variation is developed. This research focuses on the linear dimensional change (expansion or shrinkage) in the investment casting process. The generation, propagation and accumulation of the dimensional variation in the investment casting process are interpreted. In order to develop a mathematical model to describe the procedure above, a notion, the dimensional variation stream, is employed, and several key concepts, such as dimensional change rate, state vector and process parameter variation vector, are defined. The inherent relationships among these components are uncovered and finally bring about a State Space Model that describes the dimensional variation stream in the whole investment casting process. In the end, the usages of the developed model are illustrated and summarized via studying a case.
Keywords
Introduction
As a method of producing high-quality casting, investment casting provides the highest degree of dimensional accuracy of all casting processes and plays an irreplaceable role in producing products with complex shapes.1,2 With the development of aviation, shipbuilding industry and so on, the products of investment casting are gaining large-scale, complex-shaped and thin-walled features, and the required precision in the final casting of the geometry is also growing. All of these make it difficult to determine tooling dimensions.
Traditionally, investment casting technology is based on hands-on training and experience. The part die is often reworked several times so that the dimensions of castings are within acceptable tolerances. To date, solidification simulation programs have become increasingly important, some commercial casting codes or programs (i.e. ProCAST) are capable of predicting casting deformation on solidification for some alloys, such as cast iron and aluminum. But only limited accuracy can be attained with these softwares. Therefore, more attention should be paid to the ability to control and improve the investment casting accuracy.
In the investment casting process (ICP), the major stages consist of the production of wax parts, the production of the ceramic shell and the metal casting. In these major stages, many smaller processes, such as die construction, wax injection, slurry coating and stuccoing, dewaxing, roasting and casting, are involved (as illustrated in Figure 1). All these stages have their own complexities and pose a potential and uncertain threat on the accuracy of final part dimensions.
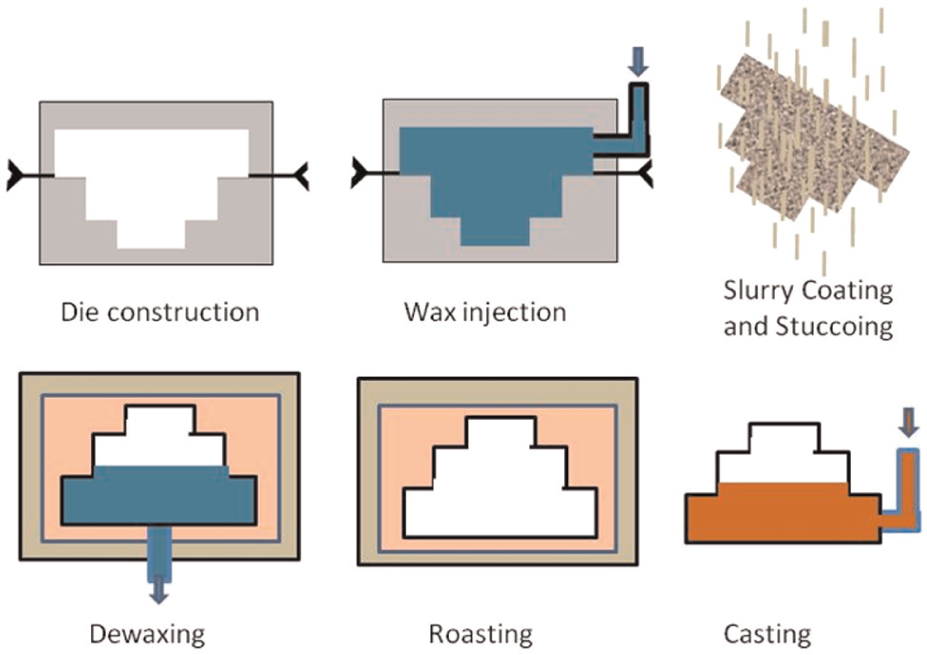
The investment casting process (ICP).
At the stage of making a wax part, prior studies focus on the effect of physical properties of waxes on casting shrinkage. Ito et al. 3 evaluated the relationship between flow characteristics, bending strength and softening temperature of paraffin and dental inlay waxes for casting shrinkage. Sabau and Viswanathan 4 provided the constitutive equations of material behavior that determine dimensional changes associated with the wax system. With the growing understanding of the characteristics of material and the development of experimental approaches, researchers paid more attention to the effect of injection parameters (packing pressure, temperature, holding time, cooling rates, etc.) on the dimensional accuracy. The effect of wax injection processing parameters on the final dimensions and dimensional stability of the wax part was indicated by some experimental investigations.5,6 Pattnaik et al. 7 found the optimum levels of the process parameters on shrinkage of wax parts via the signal-to-noise and the analysis of variance method. Furthermore, Chen et al.8,9 used the mathematical model to describe the relationship between process parameters and dimension shrinkage variation of injection molded wax part with thin shell feature via response surface methodology. Based on the genetic algorithm technique, the optimal conditions of process parameters were found.
Dimensional changes of ceramic mold specimens have been systematically investigated under various processing conditions by Jiang and Liu10–11 Furthermore, they also considered the effects of interactions/restrictions between different parts of a production mold with complex structures. 12 In the report of Morrell et al., 13 the dimensional stability of ceramic shell has been investigated via a suite of laboratory tests as well as plant casting trials. The results of their study enable users to rank the shell systems according to the risk of deformation and dimensional change during the various stages of pre-firing and casting. On the other hand, Li and Thomas 14 developed a coupled finite-element model, which considers the taper and the thermal distortion of the mold and the mutual dependence of the heat transfer and shrinkage on the size of the interfacial gap, to simulate a transverse section of the strand in generalized lane strain as it moves down at the casting speed.
As for the solidification of metal in the casting process, researchers pay more attention to the thermodynamics and distortion. Simple unified constitutive equations were developed to model the mechanical behavior of plain carbon steel in the austenite temperature region by Kozlowski et al. 15 Koric and Thomas16,17 implemented a computationally efficient algorithm to solve for thermal stresses, strains and displacements and developed a thermomechanical model to simulate the continuous casting of shaped sections. Based on these studies, they also suggested a thermomechanical model of steel solidification based on the laws of Anand and Zhu, which are useful for efficient and accurate analysis of steel solidification processes using convenient commercial software. 18 Furthermore, Koric et al. 19 applied an explicit finite-element method to simulate the coupled and highly non-linear thermomechanical phenomena that occur during steel solidification in continuous casting processes.
In order to improve the dimensional accuracy of the final casting, not only individual stages but also the whole ICP should be investigated. Song et al. 20 considered the influence of boundary model between casting and mold on the dimensional accuracy analysis of investment castings. Gebelin and Jolly 21 simulated experimental works of different stages in the ICP via different models and highlighted the shortcoming of most commercial software in simulating the processes of investment casting accurately by comparing the experimental and numerical results. Furthermore, in the project carried out primarily by Cannell and Sabau, 22 several interactions, such as the die–wax, wax–shell and shell–alloy interactions, have been considered in a coupled manner to determine the shrinkage factors so that final casting dimensions can be predicted and meet blueprint nominal during the first casting run. However, the study was only focused on the dimensional change but not the dimensional variation, and the numerical simulation results are only in good qualitative agreement with the experimental results.
So far, it can be seen that much work has been done in the area of dimensional changes in the ICP, and there is significant information in the literature on these processes. However, most studies just focus on the dimensional change of the individual stage, which are limited to experimental, phenomenological studies aimed at obtaining empirical correlations, and there has been little application for dimensional variation of the whole ICP.
In this article, most factors that affect the final casting dimension in the whole ICP are analyzed, and the reasons of generation, propagation and accumulation of the dimensional variation in the ICP are interpreted. Based on modern control theory, a mathematical model for dimensional control, named State Space Model, is developed via a systematic investigation on the whole ICP, which interprets the relationship between the variation of process parameters and the dimensional variation of the part. In this model, the accumulation and transmission of linear dimensional variation in the ICP are considered and illustrated clearly by the state transition matrix. The dimensions and dimensional variation of the wax part, the shell mold and casting can be calculated in a sequential and coupled manner so that the final casting dimensions can be predicted and meet blueprint nominal during the first casting run. Therefore, this work is a significant beginning and a meaningful attempt to quantificationally describe the dimensional variation of the whole ICP.
State space molding
Description of part variation
The ICP is a process involving multiple stages to produce the final casting product, so it is a complex multistage manufacturing process (MMP). In the ICP, the linear dimensions, such as length, width and radius, change at each stage (as illustrated in Figure 2). After wax injection, the wax will shrink, so the dimension of a wax part is smaller than that of the part die. When the shell is fired before casting, the inner dimension of the shell will expand. At the casting stage, the solidification of the metal leads to the contraction of dimension directly. If the dimension of a casting part is rejected, then the heat treatment for the dimension is needed. 24 Therefore, the final linear dimension and dimensional variation of final parts depend on the cumulative and transitive effects of the linear contractions or expansions in every individual stage.
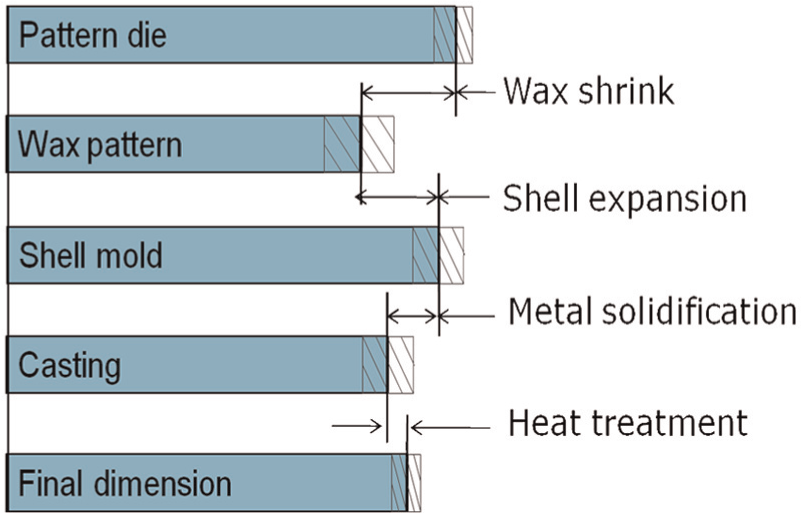
Dimensional changes during the ICP.
In order to study the linear dimensional change in the whole ICP and develop a mathematical model to describe it, the dimensions of the part at different stages can be written by

where
Definition 1. State vector: a state vector is defined to represent the dimensional variations of the part to the theoretical value or target value in different stages. According to equation (1), it is described as
where
Description of process parameter
Analysis of factors affecting dimensions
The dimensional changes in ICP result from the multi-field coupling, especially thermomechanical coupling, in each stage. It is also affected by time-dependent processes such as viscoelastic deformation of the wax, and viscoplastic creep and plastic yield of the shell and alloy. 22 The material properties and process parameters determine the dimension in each stage directly, and their variations lead to the dimensional variations in individual stage. 24 At each stage, the variation of parameters generates a dimensional variation, which is transferred to the next stage. So variations of the parameters in this stage and accumulated variations transmitted from previous stages both contribute to the dimensional variations of current stage. As the geometrical dimension of the part going through all the ICP, a stream of geometrical dimension flow, as well as an associated flow of variation, will be generated. Here, it is named as the dimensional variation stream (DVS) for the ICP.
In order to identify the parameters that affect the dimension of the part processed by ICP, an Ishikawa cause–effect diagram is constructed, as shown in Figure 3. The Ishikawa cause–effect diagram depicts that the following process parameters may affect the dimensional stability of the part in different stages:
People-based variables: laziness, fatigue and absent-mindedness, all of which may occur in the whole ICP.
Wax characteristics–based variables: thermal conductivity, composition of the wax, rheology and viscosity.
Die-based variables: venting, material and durability.
Wax injection–based variables: packing pressure, holding time, injection velocity and temperature.
Wax cooling–based variables: cooling time, thermal conductivity of the die and ambient temperature of the die.
Wax storage–based variables: ambient temperature, time and humidity.
Coating- and stuccoing-based variables: the sum of the layers, uniformity of the thickness and slurry viscosity.
Shell drying–based variables: ambient temperature, time and humidity.
Material characteristics of the shell-based variables: deformability, permeability and composition.
Dewaxing-based variables: temperature, external pressure, heat input direction and heating speed.
Roasting-based variables: temperature, heating speed and soaking time.
Material characteristics of the metal-based variables: thermal conductivity, melting point, rheology and composition.
Geometric characteristics–based variables: uniformity of the dimension and gating and risering system.
Casting-based variables: temperature, casting velocity and retention time.
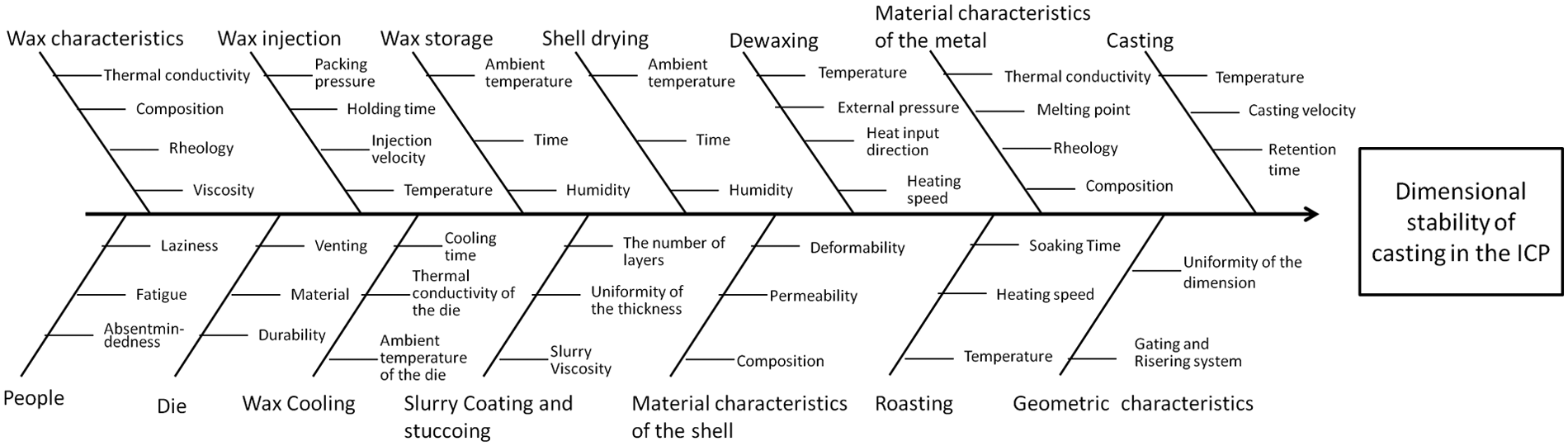
Ishikawa cause–effect diagram of dimensional stability of casting.
It is worth mentioning that there are many variables that affect the final dimensions of the casting, and this Ishikawa cause–effect diagram just depicts main factors which affect the final dimensions of the casting.
Process parameter vector
In this article, a State Space Model will be developed to describe the DVS for the ICP. It is a mathematical model that links the key control dimension with key control variables (process parameters) and expresses the complex production stream and data stream involved in modeling and analysis of variation and its propagation in the whole ICP. Hence, process parameter vector and process parameter variation vector should be defined.
Definition 2. Process parameter vector: in the ICP, when the material is selected, the dimensions of the part in each stage mainly depend on different process parameters on corresponding stage, so the process parameter vector is defined as follows
where j is the order number of the dimension, and
With the definition of the process parameter vector, the process parameter variation vector at the current stage k can be represented as follows
where
State space equation
The linear dimension of the ICP changes as a result of the linear contractions or expansions happened in every individual stage. In order to describe the relative dimensional difference between the current stage and the previous stage, the following definition is adopted.
Definition 3. Dimensional change rate (DCR) is defined as the following relationship
where k is the order number of process stage in the ICP, so
According to equation (5),
As for
Here,
According to the variation definition, the variation of
where
Based on equations (6) and (8), one of the dimensional variations of the part at stage k can be described as follows
where
According to equation (7), if
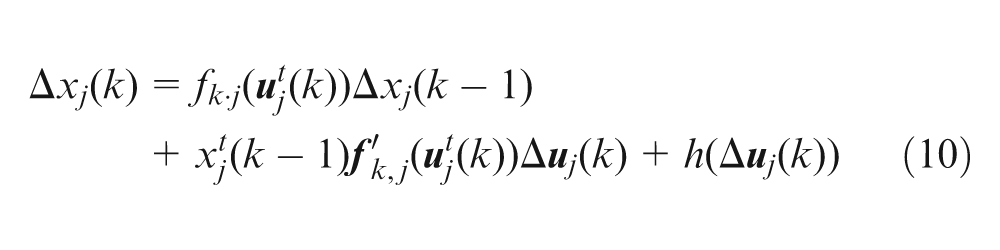
In this equation
where
Considering the fact that there are some random factors affecting the whole procedure, such as people-related factors (laziness, fatigue and absent-mindedness), equation (10) can be written as
In order to simplify the form of equation (13), it can be rewritten as

where
Due to the fact that there are different key dimensions in each stage, equation (14) can be rewritten as a matrix

In equation (18),
Here, the coefficient matrices
According to the linear control theory, 25 the relationship between the kth state vector and control vectors at different stages can be expressed as
where state transition matrix
Observation equations
During the measurement, the measurement noise is unavoidable, and if all the key control dimensions are directly measurable, the jth measured value of the variation can be written by
So, the observation equation can be expressed by
where
According to equation (23), the observation equation can be rewritten as
A case study
Setting up of State Space Model
In this section, for the purpose of making a good interpretation of the state space modeling process, a simple case is adopted, which is the ICP of a rectangular-shaped specimen. The dimensions of the die are 400±0.01, 100±0.01 and 2.5±0.01 mm (as illustrated in Figure 4).
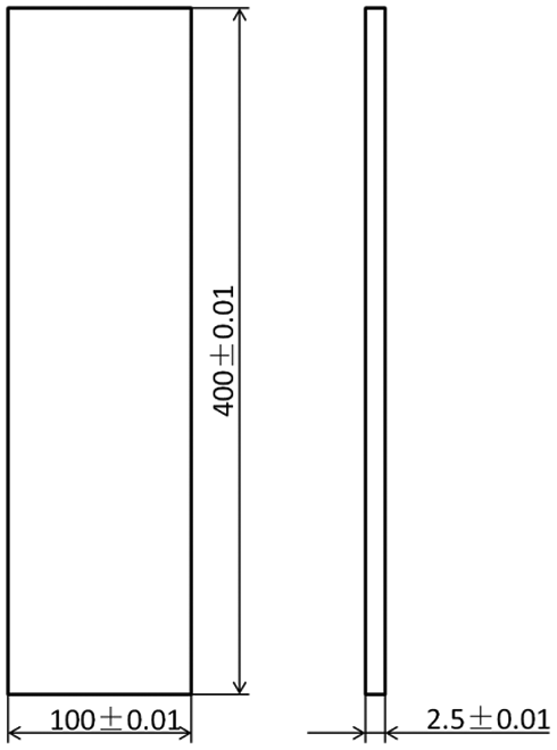
The dimension of the specimen.
Figure 1 shows that the whole ICP consists of so many stages. According to the study of Morrell et al., 13 the deformation of shell mainly results from roasting. This process forms a glassy bond. It can be accompanied by a natural sintering size change and adds a risk of distortion. So, main stages such as wax injection, wax cooling and storage, the roasting of the shell and casting are abstracted, and other stages such as coating and stuccoing, shell drying and dewaxing are neglected in this case. When setting up the State Space Model of these abstracted stages, some empirical formulas or fitting formulas in other previous studies27–29 are applied.
Die
The dimensions of die are the initial dimensions of the part. The thickness of the specimen is selected, and according to the machining accuracy, the tolerance of the die is ±0.01 mm that is looked at the variation range of the stage 1. Since only one dimension is selected, the state vector degenerated into one dimension and the order number j can be deleted in all the stages. The dimension
Wax injection
In this stage, a series of experiments are conducted using KCRO17B material. The details are described in Appendix 2. The process parameters include mold temperature (
The response surface methodology analysis is used to model the relationship between these controlled parameters and the DCR via regression models. The regression model is developed as follows
According to the experiment, the target value of the process vector
Wax cooling and storage
In this stage, the study results of Bonilla et al.
26
are used directly. According to their study, the relationship between storage time (
In this case, only storage time is considered, and the unit of which is minute. Suppose the wax part will be used to make a shell as a core 180 min late after eject. Then,
Shell roasting
The main determinant of shell expansion is roasting temperature, which can be seen from the article by Sabau and Porter.
28
In this study, roasting temperature (
We set the target temperature to be 1200 °C, then
Casting
Since the shell is much stiffer than the melting steel, the effects of the contraction of the shell to the dimension of the casting are insignificant and can be neglected at casting contraction stage. Based on the study by Frankel et al., 27 Sabau and Porter 28 got the thermal expansion of 17-4PH alloy in the 20°C–1360 °C temperature range through experiments.
From these results of their work, final cooling temperature (
If the final cooling temperature is set to 25 °C, then the target value of
Simulation
Since
A group of process parameter variation ranges is shown in Table 1, and then, the target thickness (
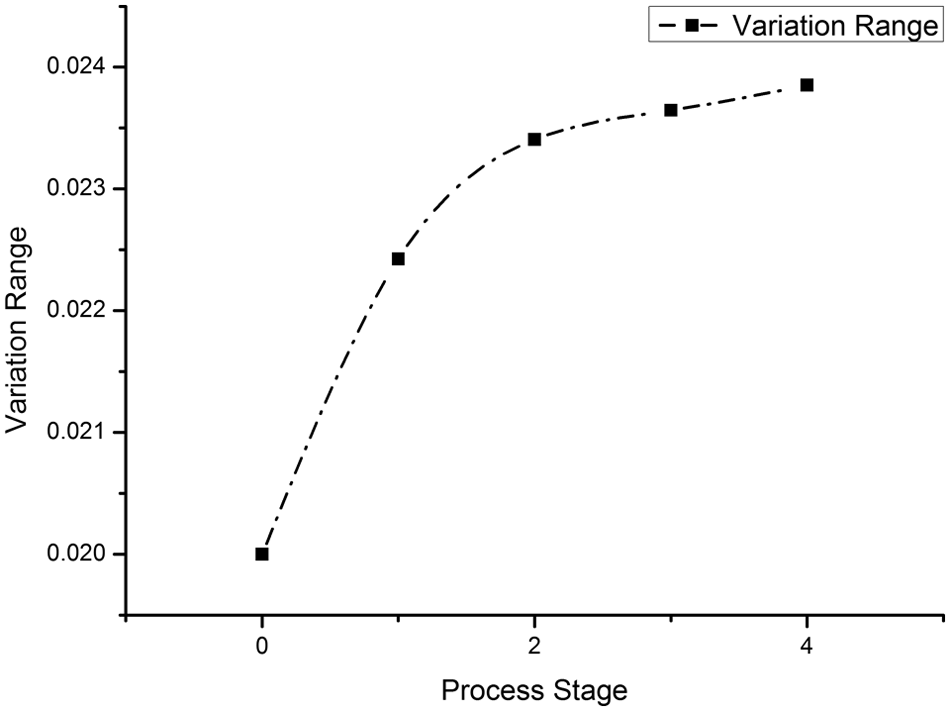
The simulation of variation range.

In this simulation, the worst case is considered, that is to say, the limiting values of process parameter variations at every stage are taken to make the part variation range maximum and contained all the probable value. From this simulation, the changes of the nominal dimension of the thickness and the variation range of each stage can be seen in Figure 5. And Figure 6 indicates how linear dimensional variation of the thickness transmits and accumulates in the whole process.
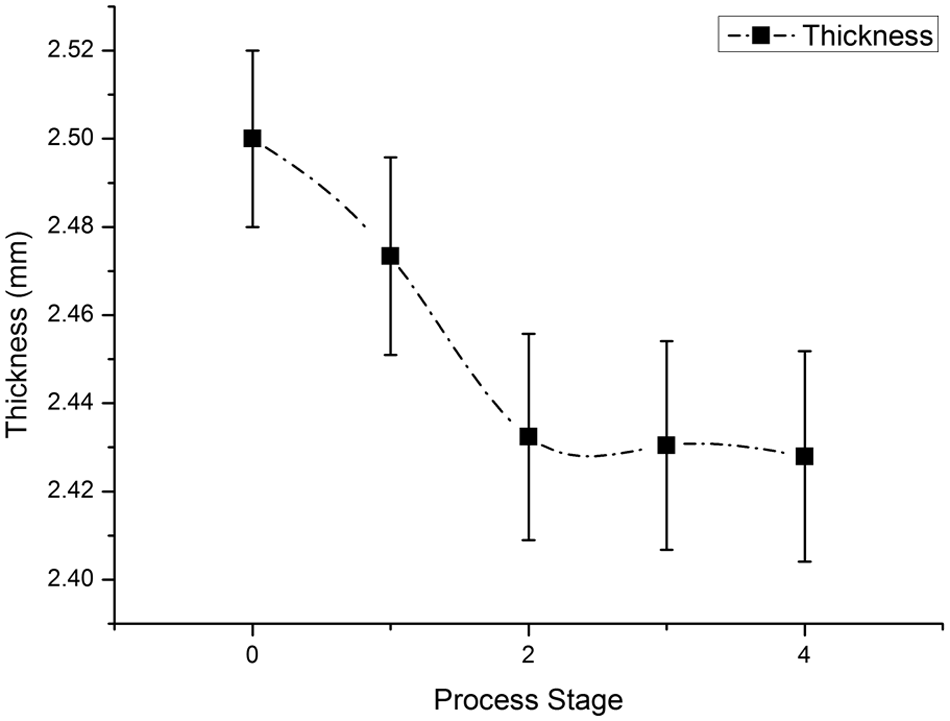
The dimensional changes and the variation range.
The accumulation and transmission of variation range.
In order to investigate the effects of process parameter variations of each stage to the dimensional variation, three optimizations of process parameter variations are also simulated (as illustrated in Table 2), and the calculated results are shown in Table 3. Moreover, Figure 7 shows the accumulation and transmission of these variations for the three optimizations of process parameter variations in the whole ICP.
Three optimizations of process parameter variations.
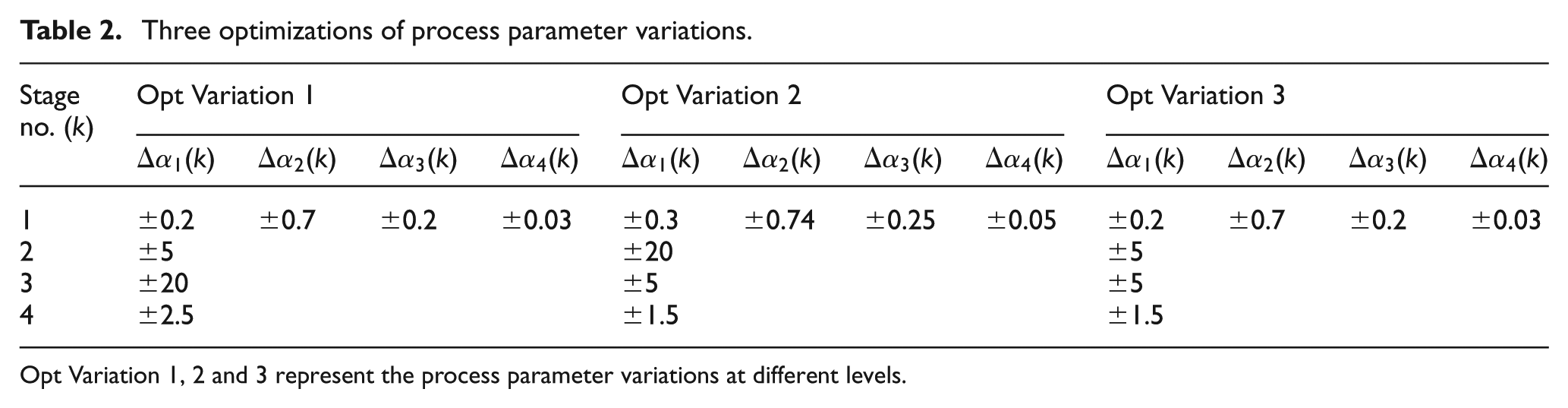
Opt Variation 1, 2 and 3 represent the process parameter variations at different levels.
Three optimizational variations.
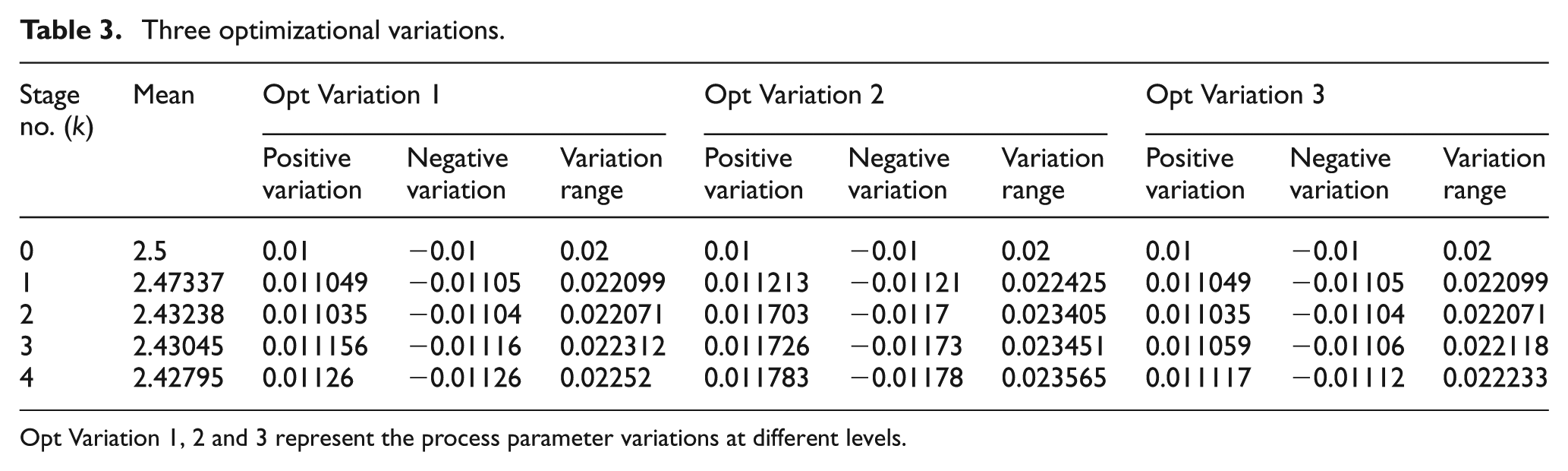
Opt Variation 1, 2 and 3 represent the process parameter variations at different levels.
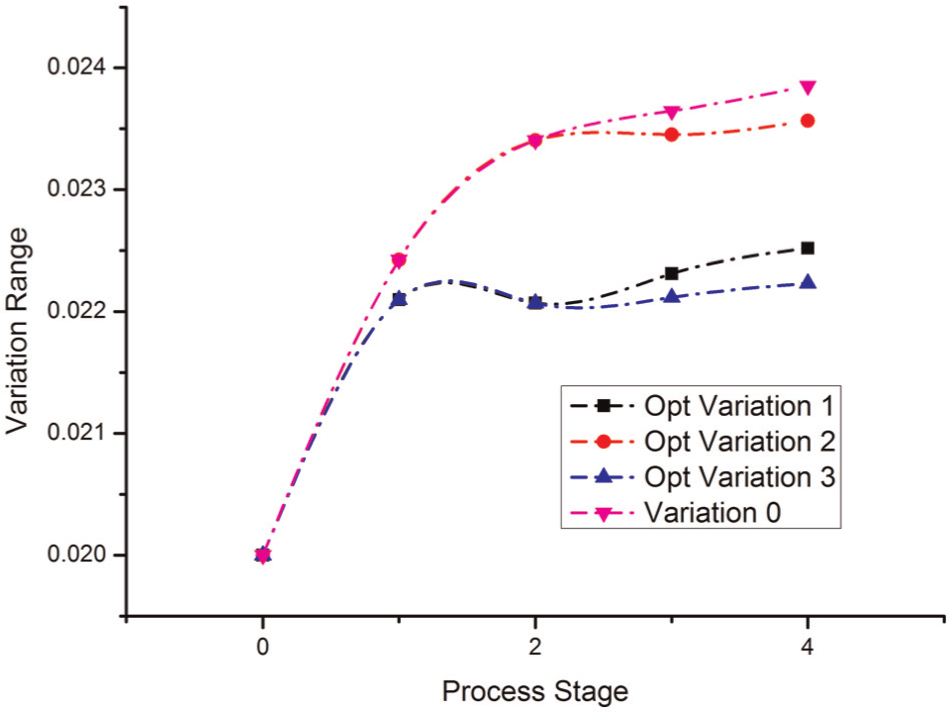
The accumulation and transmission of the optimizational variations.
Discussion on the usage of the developed model
The proposed state space modeling not only provides a novel approach for dimensional simulation and control in ICP but also lays a foundation for implementing advanced system identification and control theory in process design, monitoring and diagnosis for the whole ICP. These usages of the developed model are summarized and illustrated as follows.
Dimensional variation simulation for the ICP
As long as the initial conditions, such as the variation of process parameters, are given, a dimensional variation simulation can be conducted by the State Space Model because it describes the mechanism of the dimensional variation propagation and transmitting in the whole ICP.
In this case, we study the results of dimensional variation by simulation. Figure 5 shows that the thickness of the part decreases along the process stage. Since the variation can be accumulated and transmitted, the variation ranges increase gradually, which are quantificationally shown in Figure 6. Compared with the study by Cannell and Sabau, 22 it is a step further to describe the dimensional variation of the whole ICP.
Tolerance distribution
One of the major contributions of the State Space Model is that it describes the accumulation and transmission of the dimensional variation. The system transmitting matrix
Figures 5 and 6 show that the wax injection has a significant effect on the final dimensional variation of the casting, followed by wax storage, casting and shell roasting, so the parameters of wax injection and wax storage should be well controlled and their variations should be reduced.
Table 3 shows the different optimizations of conditions, and Figure 7 shows different optimization results. Comparing “Opt Variation 2” and “Variation 0” in Figure 7, it is obvious that reducing the variations of parameters in shell roasting and casting is not efficient to improve the final accuracy. On the other hand, the results of comparing “Opt Variation 1” and “Variation 0” in Figure 7 show the fact that reducing the variations of parameters in wax injection and wax storage is much more effective to reduce the variation of final dimension.
Parameters’ robust design and optimization
A quantitative relationship between the process parameter variation and the part variation vector is provided by the State Space Model. The concepts of classical “controllability” in control theory play a significant role in evaluating the impact and effectiveness of the process parameters on dimensional control. The control matrix
The control matrices
Monitoring and diagnosis for the ICP
Due to the DVS of the ICP are well described via the State Space Model, it is reasonable and direct to use well-developed algorithms in control system theory for the process monitoring and control of the ICP. For example, Kalman filtering can be applied to estimate the state, monitor the accumulative variation and identify large variation stages.
Conclusion
With the development of aviation, shipbuilding industry and so on, higher precision in the ICP is required. Many studies have been developed on the dimensional variation of the ICP in the past. However, they just focus on individual stages, and there are no models available to describe the overall ICP for dimension monitoring and control.
In this article, a mathematic model, the State Space Model, is developed to express the overall ICP variation propagation. And this model can be used in (1) dimensional variation simulation for the ICP, (2) tolerance distribution, (3) parameter robust design and optimization and (4) monitoring and diagnosis for the ICP.
Due to the State Space Model describes the accumulation and transmission of the variation and the relationship between the dimensional variation and the process parameter variation, many well-developed algorithms in control and system science can be used in dimensional control of the ICP to improve the accuracy of the final casting part.
It should also be pointed out that the State Space Model in this article provides a mathematical approach for dimensional control of the whole ICP first and solely, but in order to improve the precision of the model further, quantitative research on the relationship between the DCR and the process parameters in every individual stage of the ICP is needed. The effect of material parameters can also be taken into consideration to make the State Space Model more effective.
Footnotes
Appendix 1
Appendix 2
Acknowledgements
The authors thank editor and two referees for their detailed comments that have helped improve this article substantially.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received the financial support from the Foundation for Innovative Research Groups of the National Natural Science Foundation of China (grant no. 51121063), National Natural Science Foundation of China (grant no. 51175340) and National Science & Technology Pillar Program during the 12th Five-year Plan Period (grant no. 2012BAF06B03).