
Abstract
With the enhancement of people’s environmental awareness, low-carbon and energy efficiency in manufacturing industry have been drawing much attention due to the huge consumption of raw materials and energy during machining processes. But as one of the approaches to reduce carbon emission, manufacturing shop scheduling strategies have historically emphasized the makespan, machine workload, and so on and neglected energy and environmental factors in most cases. This article presents a model of low-carbon scheduling of the flexible job shop, which considers both factors of production (i.e. makespan and machine workload) and environmental influence (i.e. carbon emission). A carbon footprint model of multi-job processing is established to quantify the carbon emission of different scheduling plans, and three carbon efficiency indicators are put forward to estimate the carbon emission of parts and machine tools, that is, processing carbon efficiency, part carbon efficiency, and machine tool carbon efficiency. To solve the proposed model, a hybrid non-dominated sorting genetic algorithm II which combines the original non-dominated sorting genetic algorithm II with a local search algorithm based on neighborhood search is proposed. Finally, test of some well-known benchmark instances is carried out to verify the effectiveness of the proposed algorithm, and an actual case is studied to demonstrate the feasibility and applicability of the proposed model.
Keywords
Introduction
The growing energy and resource consumption has led to concerns about the economic development in countries. According to the International Energy Outlook 2010 on world energy statistic compiled by the US Energy Information Administration, the global energy-related carbon dioxide (CO2) emissions are estimated to be 43% higher in 2035 than the level in 2007, assuming no new policies were imposed. 1 And the increasing emission of CO2 makes a crucial contribution to globe warming.
Manufacturing, as the backbone of industrialized society, is one of the main energy consumers and greenhouse gas (GHG) contributors. 2 Therefore, the study related to reducing carbon emission (CE) in the manufacturing industry has gradually been a focus. And the concept of low-carbon manufacturing which is referred to the manufacturing process that generates low CE intensity and utilizes energy and resources efficiently and effectively during the process was proposed as well. To reduce CE of a workshop, a lot of research has been conducted, for example, Overcash et al. 3 studied the effects of process parameters, cutting tools, and material of workpieces on the processing energy consumption by building the statistical model of specific consumed energy.
The flexible job-shop scheduling problem (FJSP) is an extension of the classical JSP for flexible manufacturing systems, which allows each machine to perform more than one type of operation. And it consists of two sub-problems: the routing sub-problem that assigns each operation to a machine among a set of capable machines and the scheduling sub-problem that sequences the assigned operations on all the machines to obtain a feasible schedule with optimized objectives. 4 In terms of the objectives of the FJSP, many researchers have considered the factors of production such as the makespan, the workload of machines, and the cost,4–6 but neglected the environmental influence. Though Fang et al. 7 presented a new mathematical programming model of the flow shop scheduling problem which considers peak power load, energy consumption, and associated carbon footprint, it only involved CE of the energy of machine tools but neglected that generated by material consumption, logistic process, and so on. In this article, most of these factors will be taken into consideration to evaluate CE of multi-job processing.
Literature review
To reduce CE of manufacturing processes, a significant number of research studies on CE evaluation are observed in the literature which can be roughly viewed under two perspectives, namely, “process” level and “plant” level. Some researchers have focused on the individual equipment at the process level within a production system. For instance, the effects of process parameters, cutting tools, and material of workpieces on the processing energy consumption were studied. 3 Based on that, Deshpande et al. 8 took other phases during machining a workpiece into consideration, such as the start-up process, idle hours, and tool-change phase. Narita et al. 9 introduced the influence of the peripheral devices of a machine tool, the spindle and the servo motors, the coolant, the lubricant oil, the cutting tool, and the metal chips on global warming in detail by using life cycle assessment (LCA). On the other hand, at the plant level, in order to meet the increasing requirement of practical low-carbon thinking in manufacturing, Shi and Meier 10 proposed a systematic approach to assess CE in production systems by using a hybrid emission analysis model. And Seow and Rahimifard 11 concentrated on energy consumed by facilities and other upper level services which are responsible for maintaining the required production conditions, for example, lighting, heating, and cooling within a facility. Overall, most researchers mainly studied CE assessment of machine tools or a plant, but few of them applied these models to production scheduling.
As for FJSP, it is considered as one of the most difficult problems in combinatorial optimization in both academic and application fields. 12 Gomes et al. 13 presented a new integer linear programming (ILP) model to schedule the flexible job shop. Pezzella et al. 14 proposed a genetic algorithm for the FJSP which integrates different strategies for generating the initial population, selecting the individuals for reproduction and reproducing new individuals. Zhang et al. 6 presented a particle swarm optimization (PSO) algorithm which is combined with a tabu search (TS) algorithm to solve the multi-objective FJSP with several conflicting and incommensurable objectives including the makespan, the maximal machine workload, and the total workload of machines. Recently, Wang et al. 4 proposed an effective Pareto-based estimation of distribution algorithm (P-EDA) in which the fitness evaluation based on Pareto optimality is employed and a probability model is built with the Pareto superior individuals for estimating the probability distribution of the solution space. Besides, Sun et al. 15 applied non-cooperative game theory with complete information to build new scheduling model in order to solve FJSP subject to machine breakdown.
With respect to the methods to solve the multi-objective flexible job-shop scheduling problem (MFJSP), they can be roughly classified into two types: weighting approach and Pareto-based approach. 4 The weighting approach usually solves the FJSP by transforming the multi-objective problem to a single-objective problem through assigning a different weight for each objective. On the contrary, the Pareto-based approach solves the MFJSP based on the Pareto optimality concept to generate a set of Pareto optimal solutions. And as a Pareto-based approach, non-dominated sorting genetic algorithm II (NSGA-II) 16 has been an effective method to solve various multi-objective optimization problems recently. Yang et al. 17 proposed a hybrid algorithm of NSGA-II with local search (LS) to solve the multi-objective optimization of facility planning for energy-intensive companies. Bandyopadhyay and Bhattacharya 18 put forward a modified NSGA-II with a new mutation algorithm for a parallel machine scheduling problem and compared the computational results with the original NSGA-II and Strength Pareto Evolutionary Algorithm-2 (SPEA2) to prove the effectiveness of the proposed algorithm. In addition, in order to address a multi-objective order scheduling problem in production planning under a complicated production environment with the consideration of multiple plants, multiple production departments, and multiple production processes, Guo et al. 19 developed a Pareto optimization model which combines a NSGA-II-based optimization process with an effective production process simulator.
As a whole, there are few articles in the literature dealing with low-carbon scheduling especially for the FJSP, and in this article, a CE estimation model of multi-job processing is established to quantify CE of different scheduling plan. Besides, a new hybrid NSGA-II, which combines the NSGA-II with an LS algorithm based on neighborhood search, is proposed to solve the FJSP for CE reduction.
The remaining sections of this article are organized as follows: in section “Problem formulation,” the FJSP for CE reduction is formulated. In section “The hybrid NSGA-II for solving LC-FJSP,” the framework of the hybrid NSGA-II for solving the new FJSP is proposed. Some benchmark instances are tested to prove the effectiveness of the proposed algorithm in section “Case study,” and an actual case is also studied to verify the feasibility and applicability of the proposed model. Finally, some conclusions are drawn in section “Conclusion.”
Problem formulation
To describe the problem conveniently later, a definition is given first.
Definition 1. FJSP for CE reduction or low-carbon FJSP (LC-FJSP) is an expansion of FJSP, which not only considers some common objectives, such as the makespan, the maximal machine workload, and the cost, but also evaluates CE of different scheduling schemes by using LCA or carbon footprint in order to reduce the influence of scheduling plans on environment.
In a manufacturing workshop, since many activities are related to CE, such as energy consumption, cutting tool wear, and transportation process, different scheduling plans will generate different amount of CE. In this section, first a carbon footprint model of multi-job processing is established to quantify CE of manufacturing processes. Based on the carbon footprint model, three carbon efficiency indicators are proposed to evaluate CE utilization rate of parts and machine tools. And then, the mathematical programming model of LC-FJSP which considers the makespan of the jobs, the makespan interval of different jobs (MIDJ), the maximal workload of machine tools, and the total CE of machining processes is presented.
Carbon footprint model of multi-job processing
In a workshop, the inputs are raw materials or semi-finished products, while the outputs include end products and effluent. In between, many activities will generate CE, such as machining processes, assembling, spraying, transporting, storage, and so on. To calculate CE of a workshop accurately, machining processes of a part are drawn based on LCA, which is shown in Figure 1. This diagram could be used to recognize the carbon emission activities (CEAs), thus no activity will be left out.
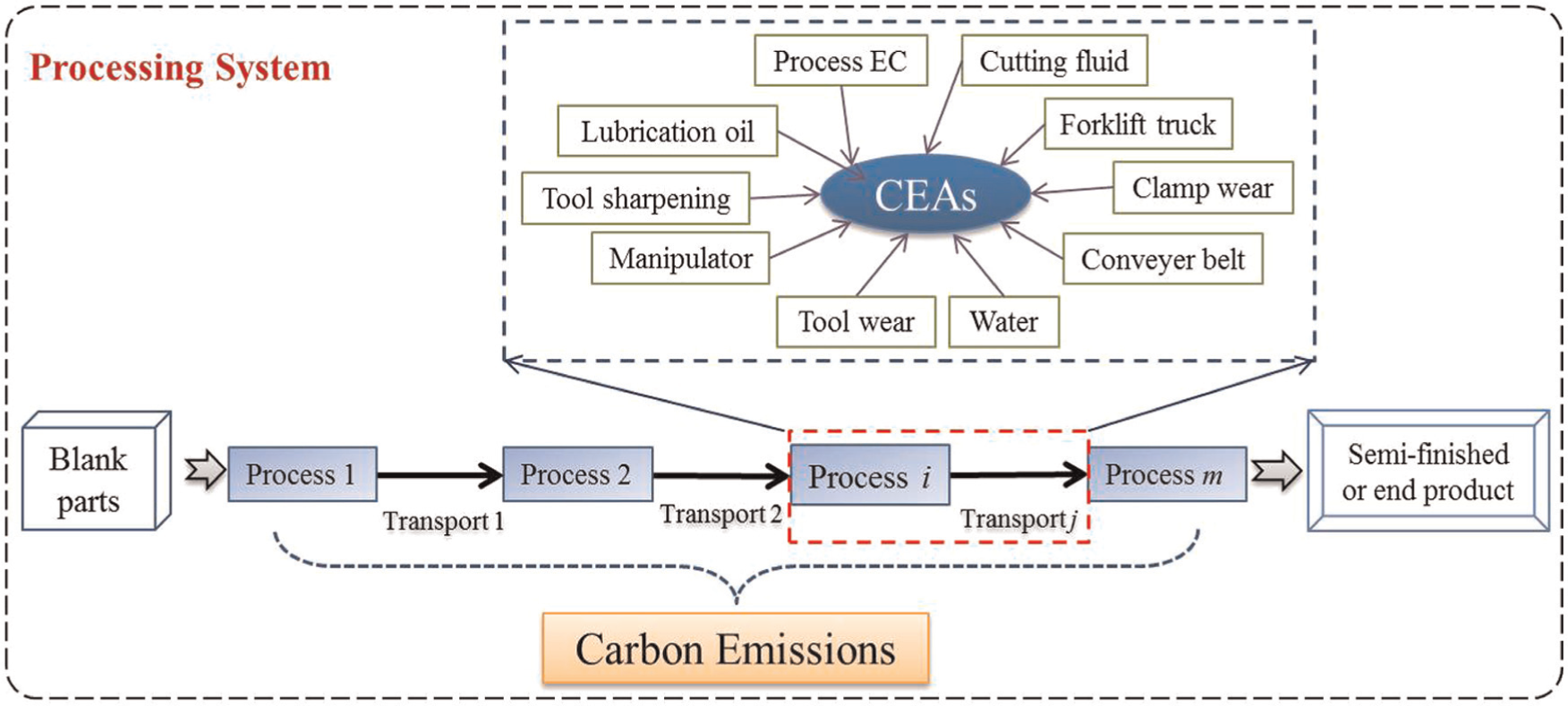
Machining processes of a part.
Based on the analysis of CEAs shown in Figure 1, CE of a single-part processing mainly comes from four parts, that is, energy consumption of machining processes, auxiliary material consumption, tool wear, and transportation process, which is shown in equation (1)

In terms of energy consumption of the ith job, an empirical relationship between specific energy consumption (SEC) and material removal rate (MRR) of a machine tool is adopted, 20 as shown in equation (2)

where
And CE of energy consumption of the ith job can be calculated by multiplying the removal volume of the part by SEC and

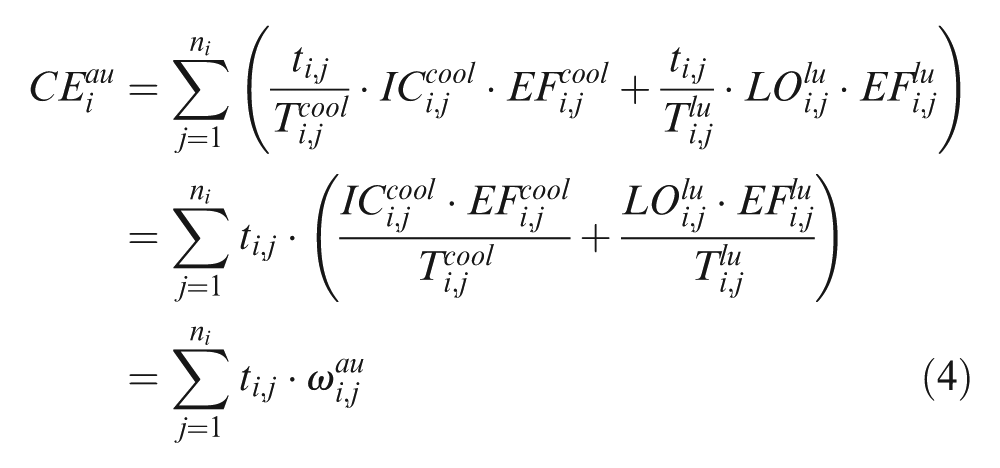
During the processing, machine tools consume some auxiliary materials, especially coolant and lubricant oil. Coolant is generally circulated by a coolant pump and will decrease bit by bit until it is updated because some of the coolant is adhered to metal chips. Hence, coolant is supplied for compensation after a period of time. 9 In terms of lubricant oil, it is mainly used for a spindle and a slide way of a machine tool, and minute amount of oil is infused to the spindle part and the slide way in decided intervals. To simplify the complexity of the model, the time of tools changing and the recovery processing of lubricant oil and coolant are ignored although they can also influence CE of auxiliary materials. Hence, the following equation (4) is adopted to calculate CE due to coolant and lubricant oil consumption
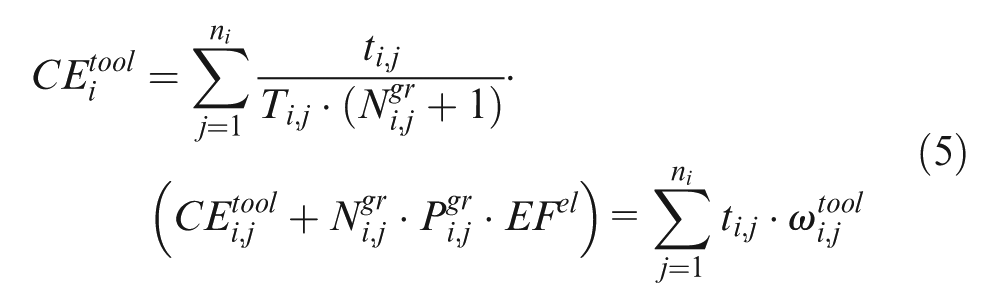
CE of cutting tools is estimated from the viewpoint of tool life, which is shown in equation (5). And some cutting tools, particularly those for a solid end mill, are recovered by regrinding after reaching their life limit. In this study, CE of a cutting tool is estimated by comparing machining time of a process with tool life and considering the regrinding process
CE of transportation processes in the workshop is connected with modes of transport and the distance of transportation. Different transportation machines will consume different resources, for example, conveyer belts or cranes need electric energy and forklifts may use diesel which will generate CO2 directly. So CE of transportation processes contains the direct CE and CE of energy consumption, which is expressed in equation (6) and equation (7)


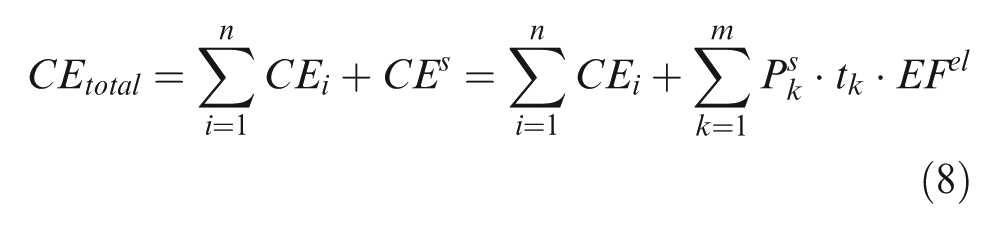
Referring to equations (1)–(7), CE of multi-part processing is the sum of the aforementioned CE and the stand-by energy consumption of machine tools, as shown in equation (8)
Carbon efficiency indicators of parts and machine tools
Although many CEAs generate CE, only CE of machining processes will add the value of a part, and other CEAs just play a supplementary role. To evaluate the carbon efficiency of different parts and machine tools, three indicators are proposed, that is, processing carbon efficiency (PRCE), part carbon efficiency (PACE), and machine tool carbon efficiency (MTCE).
To compare the carbon efficiency between different processes, it is necessary to put forward an indicator, which does not depend on the total CE of processes. PRCE is such an indicator, which can be defined as the ratio of CE of a machining process to the total CE of the process

Similar to PRCE, PACE is defined as shown in equation (10), which is the ratio of CE of all the machining processes to the total CE of the part, and it can be used to compare the carbon efficiency of different parts to find the least efficient part

To evaluate the carbon efficiency of a machine tool, MTCE is defined as the ratio of CE of machining processes on a machine to the total CE of the machine in a scheduling plan, which is shown in equation (11)
Multi-objective optimization model of the LC-FJSP
FJSP could be formulated as follows. There are
Before describing the formulation, some assumptions are made as follows:
Each operation cannot be interrupted during its performance (non-preemptive condition).
Each machine can perform at most one operation at any time (resource constraint).
The precedence constraints of the operations in a job can be defined for any pair of operations.
Setting up time of machines and tool change are negligible.
Machines are independent from each other.
Jobs belong to a component or a machine and will perform the assembly process once their machining processes are completed. Although machining processes of different jobs are independent from each other, the MIDJ will influence the inventory cost (energy or inventory space) because one job will be suspended for waiting other jobs in the inventory if it completes ahead of other jobs. This usually happens in the small-batch production, for example, the production of a concave printer.
Here, the multi-objective LC-FJSP is formulated with the following four objectives to be minimized: (1) the makespan of all the jobs:
Mathematically, LC-FJSP optimization can be formulated as follows



Subject to






where equation (16) ensures the precedence relationships between operations of a job, equation (17) explains each machine can be assigned to only one operation at each time, equation (18) states that only one machine could be selected from the set of available machines for each operation, and equation (19) forces each operation to be processed at one priority on one machine.
The hybrid NSGA-II for solving LC-FJSP
To solve LC-FJSP, a hybrid NSGA-II which combines NSGA-II with an LS algorithm based on neighborhood search is proposed in this article. NSGA-II is selected because of its population based on nature and non-domination sort which assigns a rank and a crowding distance (CD) to each individual (chromosome) in the population. Besides, NSGA-II is the most widely applied Multi-objective Evolutionary Algorithm as observed in the literature.17,18,21 Based on the original NSGA-II, a modified dynamic crowding distance (DCD) is applied in the non-domination sort process to maintain the uniform diversity of the Pareto front. To increase the number of non-domination solutions, an LS algorithm based on neighborhood search is used just when ranks of all the individuals in the population are equal to 1. Figure 2 shows the framework of the proposed hybrid NSGA-II which will continue to execute till the maximum number of generations. The main components of the hybrid NSGA-II are summarized below.
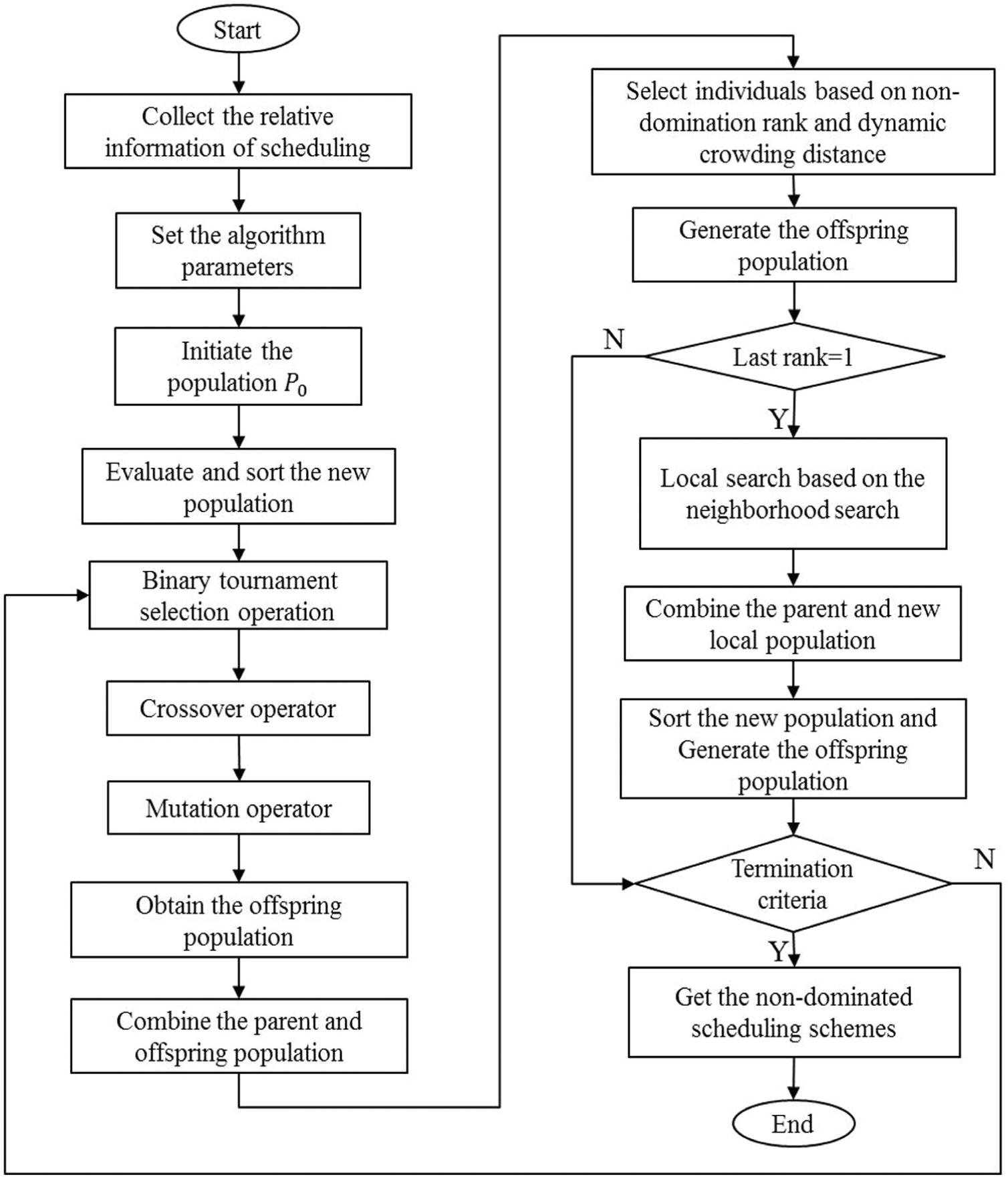
The framework of the hybrid NSGA-II.
Solution representation and encoding
In the population, every individual is a solution of the LC-FJSP, which is a combination of operation sequence and machine assignment. Thus, an individual can be expressed by processing sequence of operations on machines and machine assignment of each operation. Here, an individual consists of two parts corresponding to the two sub-problems of FJSP, that is, operation sequence genes and machine assignment genes, which is illustrated in the left side of Figure 3.
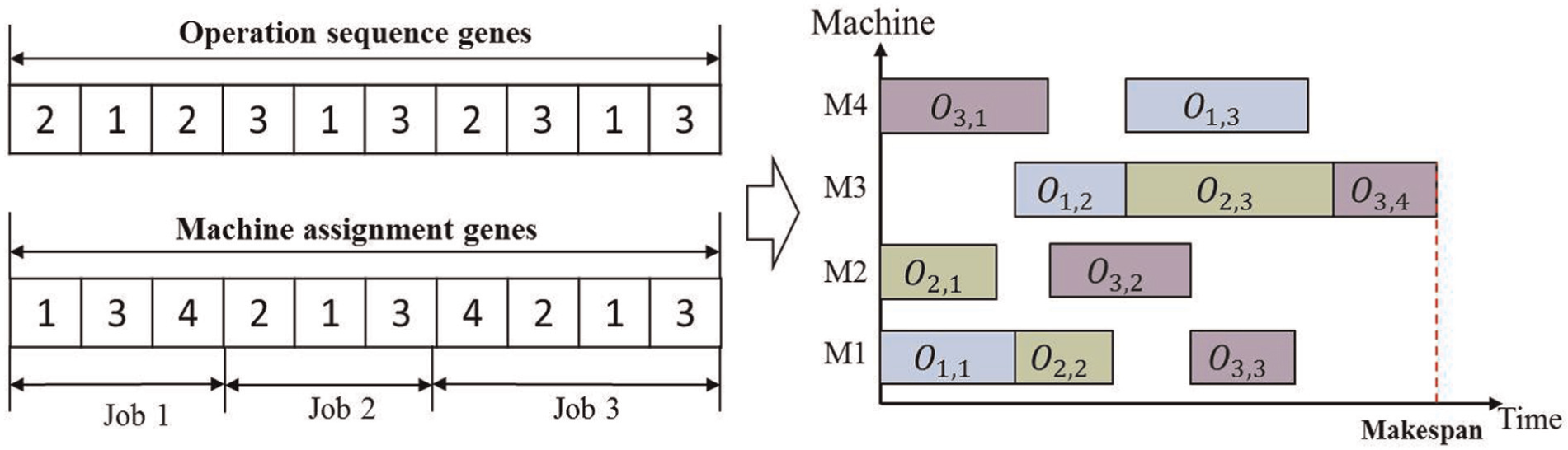
The representation of a solution and its Gantt chart.
For operation sequence genes, the number of genes is the total number of operations
To calculate makespan and workload of machines, the representation of solutions needs to be encoded. And the completion time

where
Population initialization
For NSGA-II, the quality of the initial solutions is important for the efficiency of the algorithm. So, some different strategies are used in a hybrid way to generate initial solutions with a certain quality and diversity at the beginning of the evolution.
First, the following two rules are applied to generate initial machine assignments. (1) Random rule: randomly select a machine for each operation from the set of candidate machines and then place it at the position in the machine assignment genes. (2) Minimum processing CE rule: machines with lower SEC are chosen preferentially for each operation. In our algorithm, there are 60% of solutions generated by the random rule, while the other solutions are done by the minimum processing CE rule for initial machine assignments.
Once machines are assigned to all the operations, the following two rules are applied to generate initial operation sequences. (1) Random rule: randomly sort the operation sequence genes, for example, “1, 1, 1, 2, 2, 2, 3, 3, 3, 3” in the left of Figure 3 will be sorted randomly to generate initial operation sequences. (2) Most number of remaining operations rule: 14 jobs with most remaining operations unprocessed have a high priority to be selected. And for initial operation sequences, 60% of solutions in the population are generated by the random rule, while the remaining ones follow the second rule.
Non-dominated sorting based on DCD
Before selection operation is performed, each individual is assigned a rank based on non-domination: all non-dominated individuals are classified into one level. For the individuals in the same level, the CD is calculated to keep a diverse front by making sure that each member stays a CD apart, as is shown in equation (23)

where
But CD is lack of uniform diversity in the obtained non-dominated solutions, and to overcome this problem, the DCD method is recently suggested. 22 In this approach, one individual with the lowest DCD value is removed every time and DCD is recalculated for the remaining individuals. The DCD of individuals is calculated as follows


where
Crossover and mutation operations
Once chromosomes for reproduction have been selected, the crossover and mutation operations are applied to produce offsprings. Crossover operation is applied to pairs of chromosomes, while mutation operator is for single individual.
Since chromosomes consist of two parts, operation sequence genes and machine assignment genes, two crossover strategies are applied in this article. For the first part, the improved precedence operation crossover (IPOX) is adopted,
21
which is shown in Figure 4. At first, all the jobs are divided randomly into two sets:
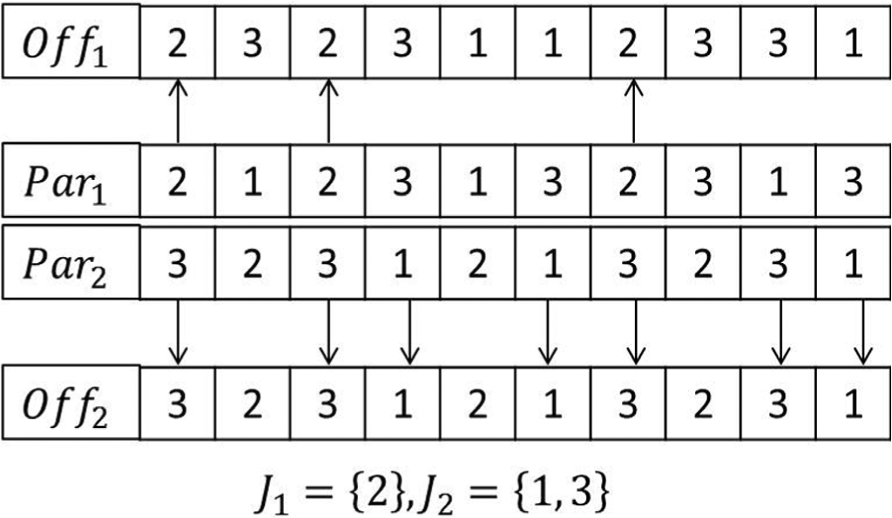
IPOX on the operation sequence genes.
For machine assignment genes, the multi-point preservative crossover (MPX) is chosen to generate the offsprings.21,23 During the crossover operation, there are three crossover operators:
Besides, the swap mutation is used in the operation sequence genes of a chromosome, while the two-point mutation is applied to ensure the diversity of the machine assignment genes. There are also three mutation operators:
LS based on neighborhood search
To improve the algorithm’s effectiveness and to increase the number of the non-dominated solutions, an LS algorithm based on neighborhood search is applied in the NSGA-II when ranks of all chromosomes in the population are equal to one, which is illustrated in Figure 5. The procedure of the proposed LS algorithm is defined as follows:
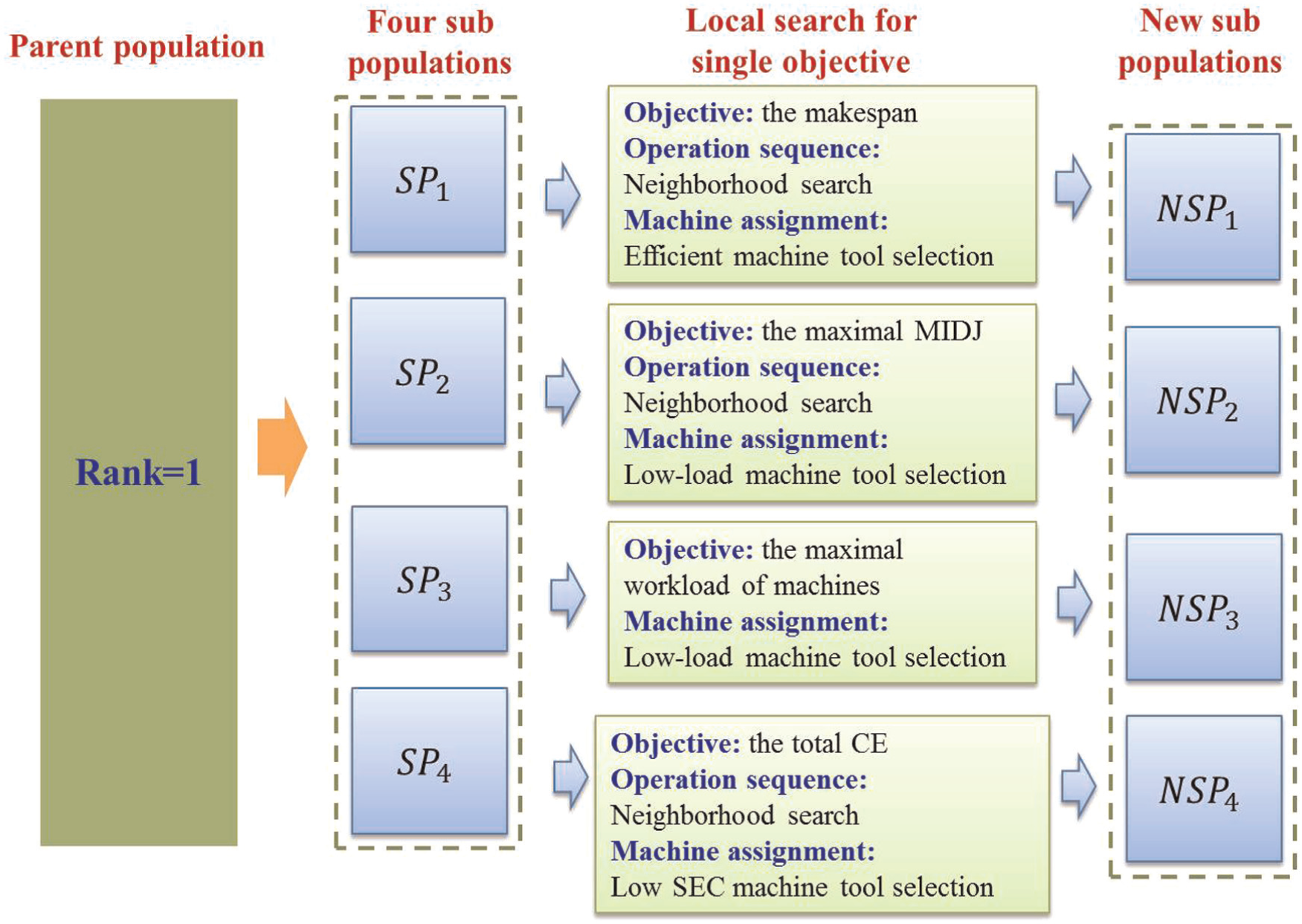
The flowchart of the local search algorithm.
When ranks of all chromosomes in the parent population equal 1, divide the population into
For each subpopulation, operation sequence genes and machine assignment genes of its chromosomes are adjusted just for a single objective. For example, for the first subpopulation
The new subpopulations
Case study
The proposed hybrid NSGA-II is coded in MATLAB and runs on a Dell OptiPlex 360 with a 2.93 GHz processor and 2 GB RAM. Because of the particularity of the problem described above, the case study includes two parts: to test the performance of the algorithm, four widely used benchmarks from Kacem instances 24 are carried out; a case from an actual production workshop is simulated to verify the rationality of the model of the LC-FJSP.
Parameter setting
It is generally accepted that the difficulty in solving the MFJSP is closely associated with problem size. Therefore, the maximum number of generations is set as Gen = 10·n·m and the population size is set as Pop = 5·n·m.
4
In addition, the proposed hybrid NSGA-II contains several other key parameters: the crossover probabilities, that is,
Factor levels of parameters.
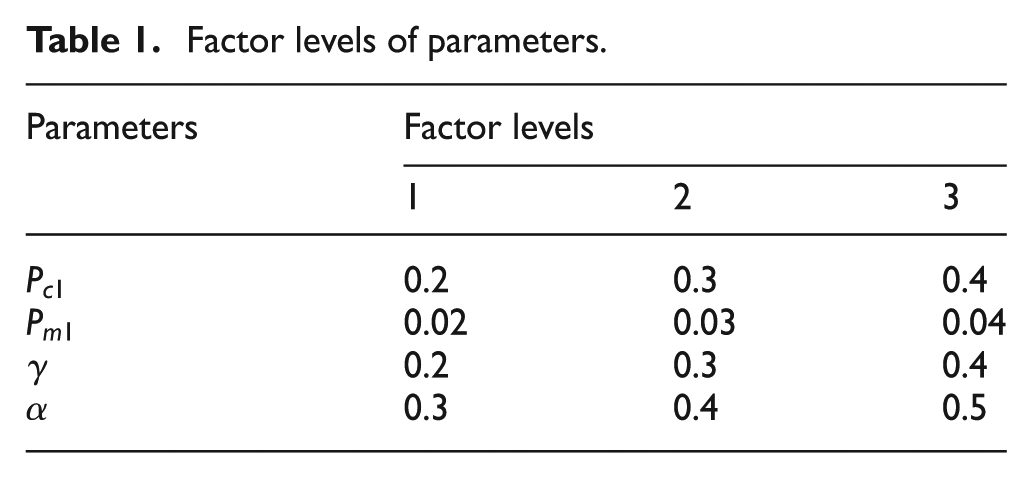
According to the number of parameters and the number of factor levels, the orthogonal array
Orthogonal array and APNS values.
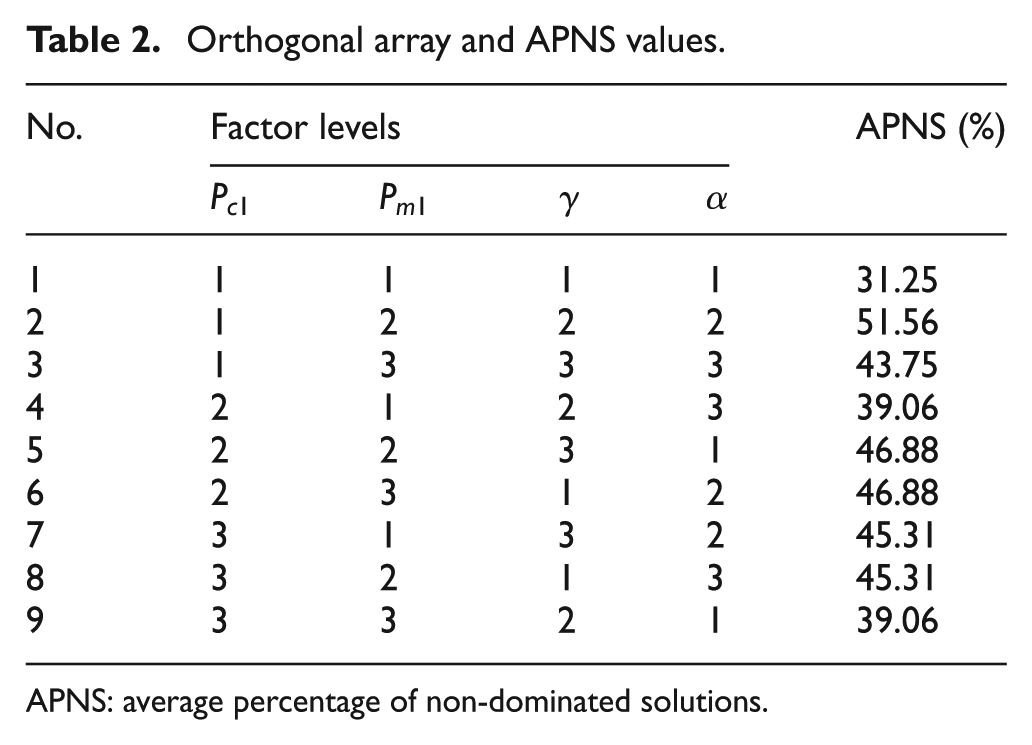
APNS: average percentage of non-dominated solutions.
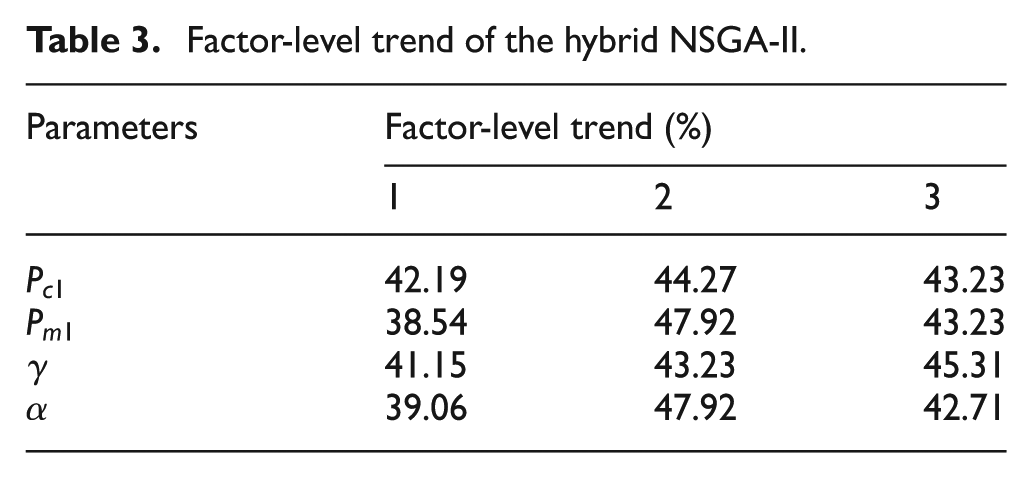
According to the APNS values, the trend of each factor level is illustrated in Table 3. It can be clearly seen that a good choice of parameter combination is suggested
Factor-level trend of the hybrid NSGA-II.
Test of benchmark instances
Here, four Kacem instances (Problem 4 × 5, Problem 8 × 8, Problem 10 × 10, Problem 15 × 10) are tested, and the results are listed in Table 4. And the proposed hybrid NSGA-II is also compared with the existing weighted approaches including AL + CGA,
24
PSO + TS,
6
and Pareto-based approaches multiple-objective genetic algorithm (MOGA)
25
and multi-objective particle swarm optimization (MOPSO) + LS,
26
the results of which are also listed in Table 4 and all the solutions dominated by others are marked with underlines. In Table 4,
Results of four Kacem instances.
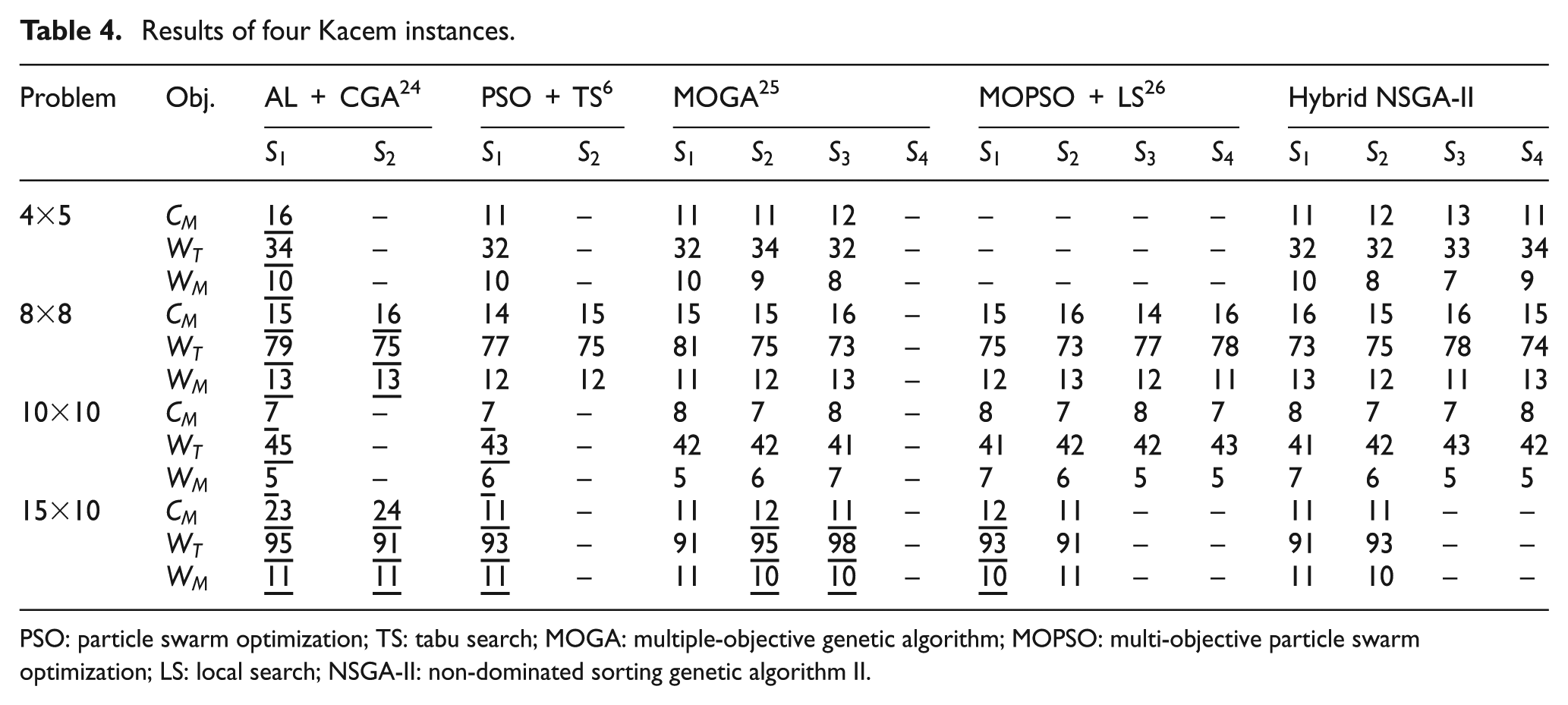
PSO: particle swarm optimization; TS: tabu search; MOGA: multiple-objective genetic algorithm; MOPSO: multi-objective particle swarm optimization; LS: local search; NSGA-II: non-dominated sorting genetic algorithm II.
From Table 4, it can be seen that the proposed hybrid NSGA-II is effective in solving these four Kacem instances. With regard to Problem
In a word, the proposed hybrid NSGA-II is an effective algorithm to solve the multi-objective FJSP, so it is also used to solve the proposed LC-FJSP.
Simulation based on an actual case
To verify the rationality of LC-FJSP, a case from a flexible manufacturing shop in a printing machine manufacturing factory in Shaanxi Province is simulated. There are six jobs and five machines in the workshop (Problem
Relative data of machining processes.
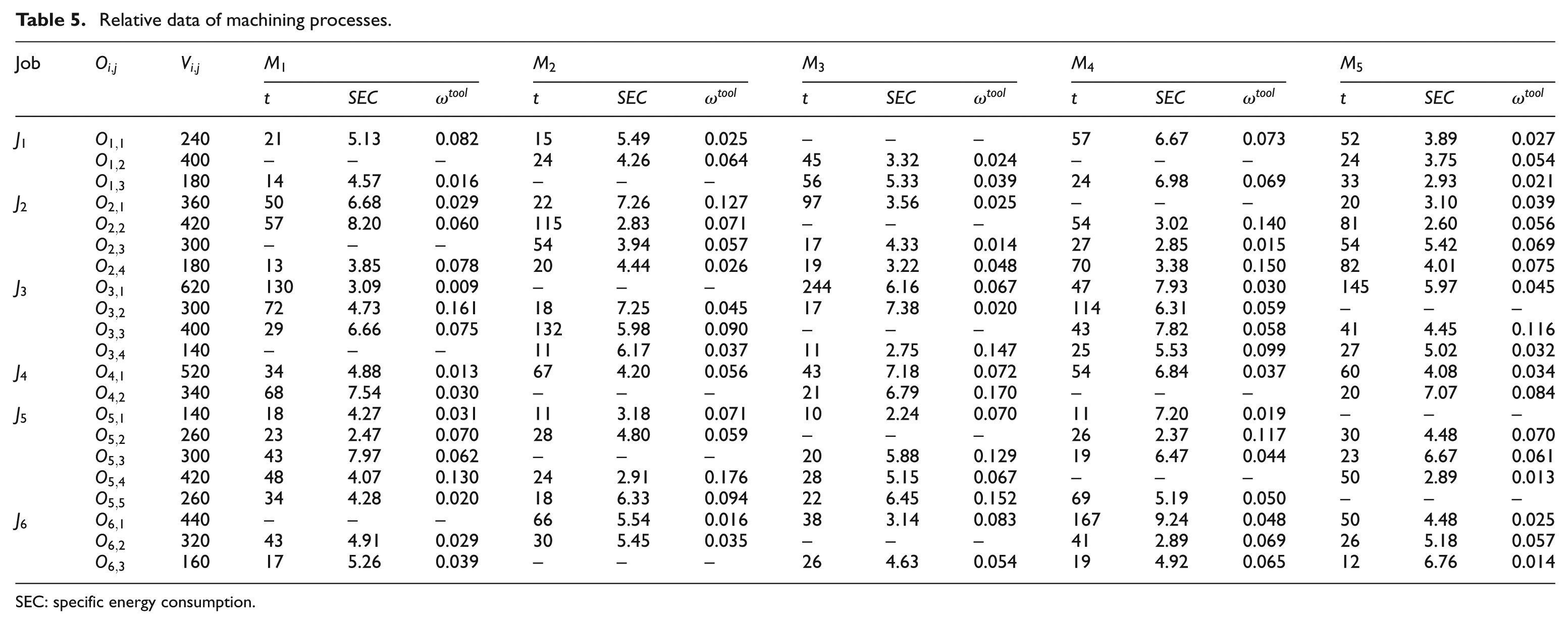
SEC: specific energy consumption.
Referring to environmental report, technical report, and industrial table of China,27,28 the emission factors of electrical energy, lubricant oil, coolant, and diesel are
Relative data of machine tools.

Results and discussions
Due to the complexity of the problem, the population sizes and the numbers of generation are set to 100 and 900, respectively, and other parameters still refer to section “Parameter setting.” By using the proposed algorithm to optimize the above Problem
A set of non-domination solutions.
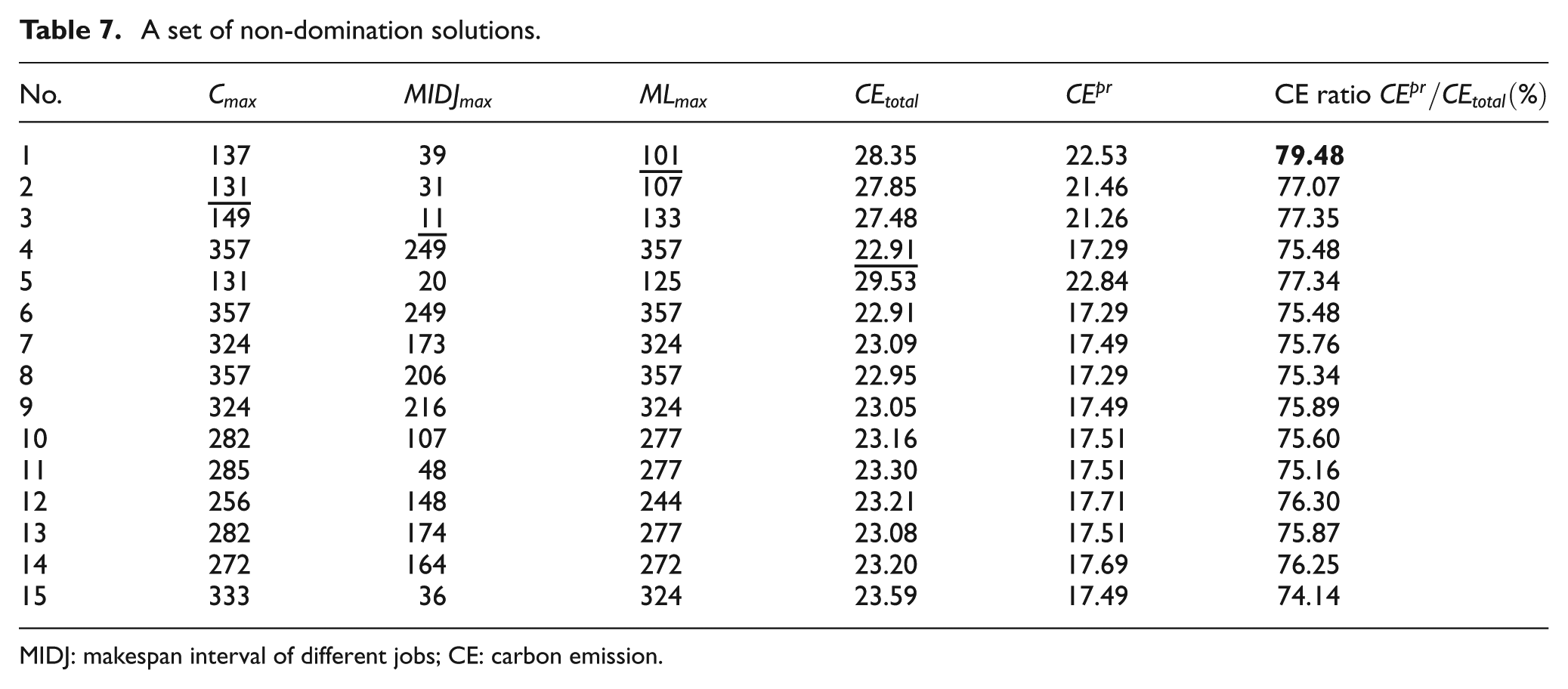
MIDJ: makespan interval of different jobs; CE: carbon emission.
From Table 7, it can be seen that the No. 1, No. 2, No. 3, and No. 4 have the minimum
In addition, although
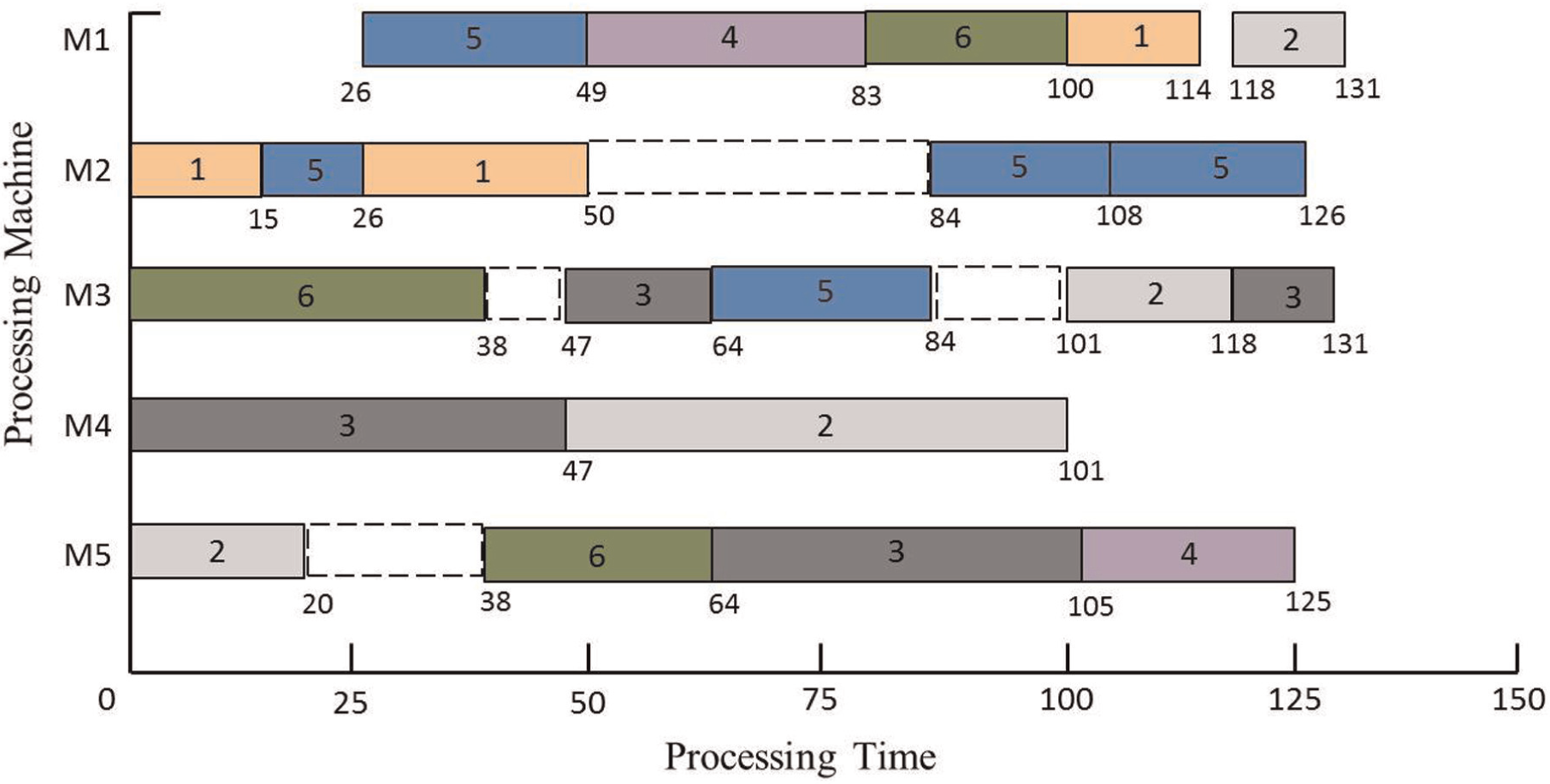
The Gantt chart of the No. 2 solution.
First, MTCE is employed to evaluate the carbon efficiency of each machine tool, which is shown in Table 8. It can be clearly seen that
MTCE of each machine tool.
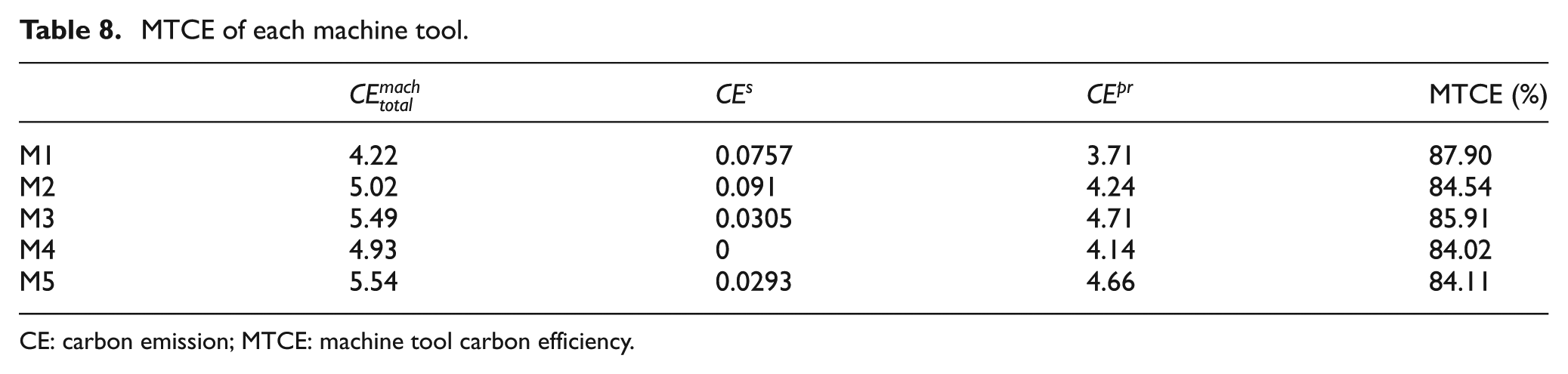
CE: carbon emission; MTCE: machine tool carbon efficiency.
On the other hand, PACE of each part is obtained to analyze the carbon efficiency, as shown in Table 9. The processing of
PACE of each part.
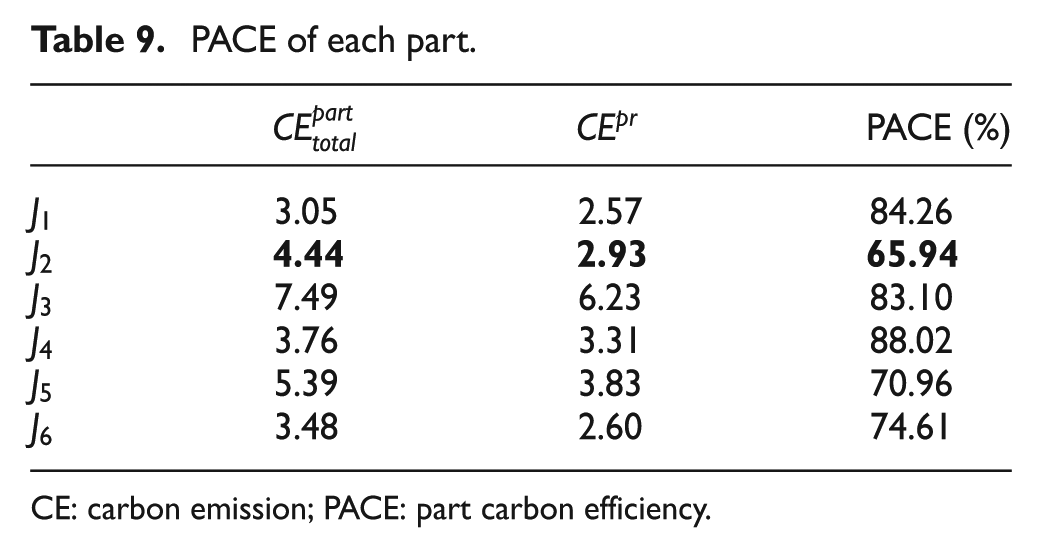
CE: carbon emission; PACE: part carbon efficiency.
PRCE of each process of
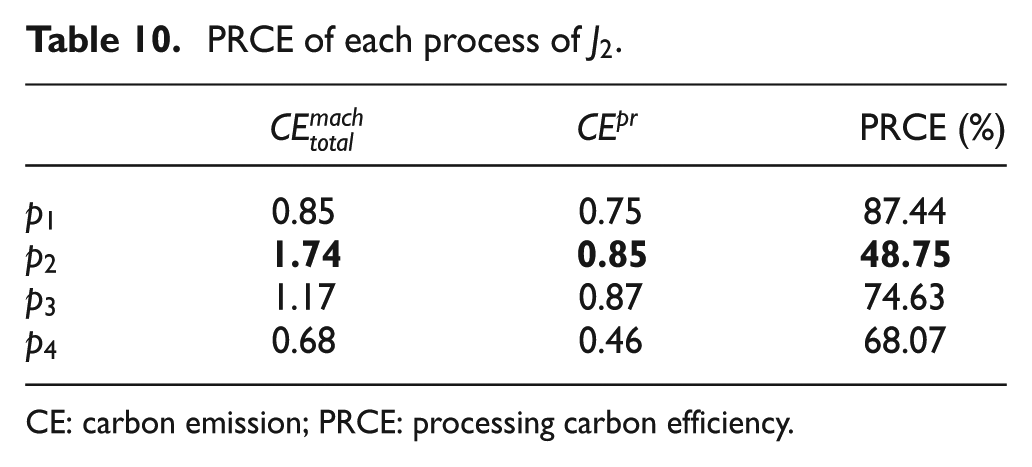
CE: carbon emission; PRCE: processing carbon efficiency.
In summary, by means of the proposed model and algorithm, a set of optimal solutions can be obtained, and the final decision is up to practical situation and the preference of decision-makers. At the same time, the three indicators PRCE, PACE, and MTCE are used to evaluate the carbon efficiency of different parts, processes, and machine tools and find the key processes and machine tools which have the most influence on environment.
Conclusion
A new scheduling model LC-FJSP is put forward in this article, which considers both factors of production (i.e. makespan, MIDJ, and machine workload) and environmental influence (i.e. CE). In the model, CE of the manufacturing processes is classified into five types, that is, energy consumption of the processing, auxiliary material consumption, tool wear, CE of transportation process, and stand-by energy consumption of machine tools, and a carbon footprint model of multi-job processing is established to quantify CE of different scheduling plans. And to evaluate the carbon efficiency of different parts and machine tools, three indicators are put forward, that is, process carbon efficiency, PACE, and MTCE.
To solve the proposed LC-FJSP, a hybrid NSGA-II is proposed which combines NSGA-II with an LS algorithm based on neighborhood search. Since CD of the original NSGA-II is lack of uniform diversity in the obtained non-dominated solutions, the DCD method is applied to overcome its shortcoming. And it proves the effectiveness of the proposed algorithm by comparing its results with another four multi-objective optimization algorithms through the test of four benchmark instances.
Finally, a use case from an actual manufacturing workshop is studied to demonstrate the feasibility and applicability of the proposed LC-FJSP model on finding the low-carbon scheduling plan and searching for the low-carbon efficiency of machines and parts.
Future research in this area will include the modification and amelioration of the LC-FJSP because in the model some factors are ignored, such as CE of the inventory, the time of tool changing, and recovery of the auxiliary materials. Furthermore, the LC-FJSP and carbon efficiency indicators can be extended to other more complex aspects, such as dynamic job-shop scheduling or batch scheduling. And the carbon footprint model is also suitable for other problems of a workshop, such as facility layout and process planning.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research was financially supported by the Leading Talent Project of Guangdong Province and the National Natural Science Foundation of China (grant no. 51275396).