
Abstract
Laser bending is a nontraditional forming process, where sheet metal gets plastically deformed by laser-induced thermal stresses. The objective of this study is to establish the relationships between bending angles and process parameters in a pulsed laser bending process using soft computing–based methods, that is, neural networks and neuro-fuzzy system. Laser power, scan speed, spot diameter and pulse duration were considered as inputs, and bending angle was taken as output for modeling the bending angle (called forward analysis). In the case of inverse analysis or process synthesis (i.e. to determine the process parameters in order to achieve the desired outputs), bending angle and pulse duration were considered as inputs, and laser power, scan speed and spot diameter were treated as outputs. For both forward and inverse analyses, neural networks and neuro-fuzzy systems were trained in a batch mode with experimental data using two different algorithms, that is, genetic algorithm and back-propagation algorithm. The optimized networks were used for the predictions of bending angles and process parameters for some test cases. All the developed models were found to be satisfactory for both the analyses. Genetic algorithm was found to perform better than the back-propagation algorithm for both the networks in terms of prediction accuracy but at the cost of computational time. Neural networks trained with genetic algorithm were seen to perform better than the other models in predicting bending angles and process parameters. The developed models might be helpful in automating the pulsed laser forming process.
Introduction
Laser forming is a complex thermo-elasto-plastic process, where sheet metal is plastically deformed by laser-induced thermal stress. 1 In laser bending or forming, a controlled defocused laser beam is scanned over the surface of metal sheet, and it induced thermal stresses. When this laser-induced thermal stress becomes more than the temperature-dependent flow stress of the material, it gets deformed plastically. This process depends on a number of process variables, that is, laser power, scan speed, spot diameter, sheet geometry and thermo-physical properties of the material. Depending on the combination of process variables, there are mainly three types of mechanisms: temperature gradient mechanism (TGM), buckling mechanism (BM) and upsetting mechanism (UM). 1 TGM is the most commonly used mechanism in laser metal forming, where due to rapid localized heating of sheet metal, a steep temperature gradient is produced along the thickness direction, and after the cooling, the metal finally gets bent toward the laser beam.
The laser bending or forming process has many advantages over conventional forming techniques such as great flexibility, good accuracy and precision without any spring-back action, requires no hard tooling, economically suitable for rapid manufacturing, programmability and possibility of automation, ability to form hard and brittle materials and less material degradation. Laser heating as a thermal-forming process also has some advantages, such as its focusing ability and ease of control compared to the other thermal-forming processes using heat sources such as plasma arc, flame heating and electrical discharge.2–4 Like many other manufacturing processes, it has also got some limitations, such as the process is somewhat slow, produces asymmetric deformation because of scanning pattern used and also generates nonuniform deformation along the heating direction due to variation of heat sink and mechanical restraint. Moreover, tensile yield stress increases and ductility of the processed material decreases during the process, and fracture toughness and fatigue life of the formed components get deteriorated for some materials. The nature of temperature field and deformation produced in pulsed laser bending is quite different from that of continuous laser bending process. The investigations carried out by different researchers are discussed below.
Continuous laser forming had been investigated extensively by several researchers5–12 for simple bending and generating different two-dimensional (2D) and three-dimensional (3D) shapes for different applications. However, the effects of heating the sheet metal in a discontinuous manner, that is, pulsed laser forming, were studied by a few investigators. Numerical13–15 and experimental16–19 investigations were carried out by various researchers to study the effect of various process parameters and to predict deformations, and also the changes in metallurgical properties. Transient nonlinear 3D finite element (FE) simulation of pulsed laser forming process takes long computational time, and linear regression analysis used by Gollo et al.16,18 was able to predict the bending angle in pulsed laser bending. However, nonlinear regression analysis and soft computing–based methods could be more appropriate to model the complex nonlinear manufacturing process such as laser forming. Statistical regression analysis on pulsed laser bending of stainless steel sheet was carried out by Maji et al. 19 to study the effects of different process parameters on bending angle and to determine the optimal set of input parameters corresponding to the maximum bending angle. However, the inverse analysis to predict the required process parameters in order to obtain a desired bending angle cannot be carried out always using the obtained regression equations. Neural networks (NNs) and neuro-fuzzy (NF) system are the most popular methods used by researchers to model highly nonlinear complex systems or processes due to their ability to capture the nonlinear behavior, handle uncertainty and to have adaptability. Cheng and Lin 20 developed NN-based models to predict bending angles in continuous laser bending process under TGM considering the laser parameters and workpiece geometry. The developed models were found to be satisfactory in comparison to the experimental results. Feed-forward NN-based models were also developed by Casalino and Ludovico 21 for the selection of process parameters in continuous laser bending of sheet metal under both TGM and BM. The developed models were found to be faster and give more accurate results than the FE models. Shen et al. 22 used adaptive network–based fuzzy inference system to model the continuous laser bending process, and the performance of the model was found to be satisfactory on some experimental data. However, much attention was not given for the analysis and process synthesis or inverse analysis of pulsed laser forming process using soft computing methods. Recently, Maji et al. 23 carried out analysis and synthesis of sheet metal forming using fiber laser in continuous mode for making a class of 2D shapes using genetic algorithm neural network (GANN) and NF system. Maji et al. 24 also developed the model of bending angle in pulsed laser sheet bending process using NF system. However, the inverse analysis or process synthesis of pulsed laser forming process was not carried out. Moreover, the soft computing techniques had been successfully used to model many other complex manufacturing processes.25–27
This article presents modeling of pulsed laser bending process using soft computing–based methods, that is, NNs28,29 and NF systems,30,31 for both forward (to predict the bending angles for a set of input process parameters) and inverse (to determine the process parameters in order to obtain a desired output, i.e., bending angle) analyses. These analyses are very much essential not only for automation of the process but also for economic selection of the process parameters to achieve a desired output. The performances of the developed models in predicting the bending angles and process parameters were validated using some test data and also utilizing the twofold cross-validation method. The results of soft computing–based models were compared with those of statistical regression analysis in the case of forward analysis, and those were compared among themselves for the inverse analysis.
Experimental data collection for developing and validating soft computing–based models
Pulsed laser bending process was analyzed using soft computing techniques. For developing soft computing–based models of the process, a large amount of training data is required. Experimental data on pulsed laser bending of stainless steel sheet are given in Appendix 1, which were taken from a published article by the same authors. 19 The details of the experimental setup, procedure and design of experiments used to collect the data are given in that article. 19 A face-centered central composite design (FCCD) of experiments 32 with one center point was used by them 19 considering four input parameters, such as laser power (p), scan speed (v), spot diameter (d) and pulse duration (t), and one output, namely, bending angle (A). The reason for selecting the FCCD to carry out the experiments and regression analysis is that it spans a set of quantitative factors with a fewer points than other design of experiments without a large loss in efficiency. Thus, a set of 24+ 2 × 4 + 1 = 25 experiments was carried out for different combinations of input variables. The ranges for input variables, that is, p, v, d and t, were considered as 450–550 W, 60–70 mm/s, 1.0–1.5 mm and 4–10 ms, respectively. As three replicates were considered for each combination of input variables, a total of 3 × 25 = 75 experiments had been conducted to develop the model, and a separate experimental test data set 19 was used for validation of the developed models. The experimental data set and the design matrix are given in Appendix 1. However, the number of experimental data was inadequate for training the networks in a batch mode for developing soft computing–based models. Therefore, the additional data were generated using the regression equation given below for bending angle of the pulsed laser bending process as obtained by Maji et al. 19 using the Minitab 14, 33 statistical analysis software
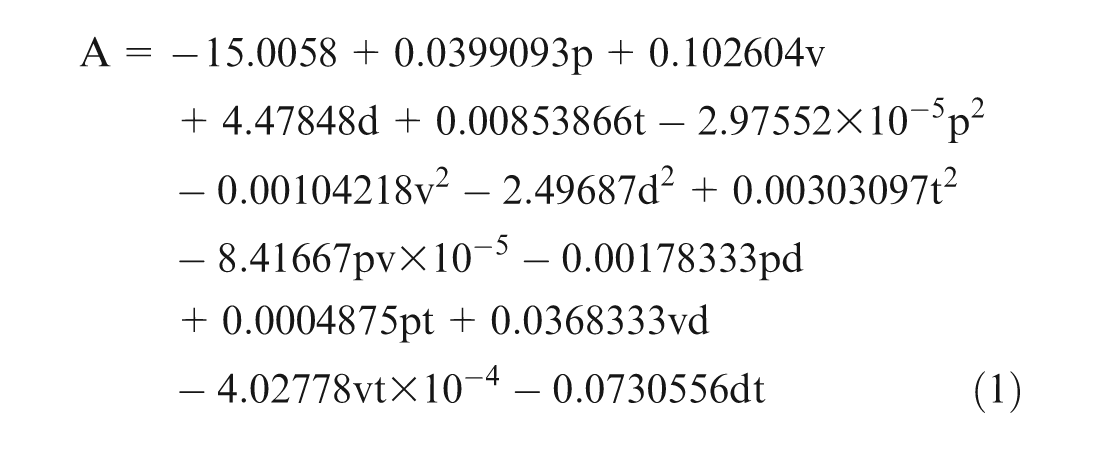
Regression coefficient (R2) of the developed model was found to be equal to 0.933, and the developed regression model was seen to give an average absolute error in prediction of 6.94% for test cases. 19 Regression coefficient (R2) provides information about the goodness of fit, or it is a statistical measure of how well the regression model approximates the real data points. The value of regression coefficient (R2) varies from 0.0 to 1.0. A value of 1.0 indicates that the regression model perfectly fits the data, and 0.0 represents that no statistical correlation exists between the data and the model. In this study, the value of R2 was obtained as 0.933, and it indicates that the developed model has the ability to predict for the new test data. From the statistical analysis, all the variables were found to be significant and therefore considered further to develop the soft computing–based models for the analysis and synthesis of pulsed laser forming process. A set of 75 data was collected through experiments, and additional 925 data were generated using the regression equation. Therefore, 1000 data were used for developing the soft computing–based models of pulsed laser bending process. The performances of the developed soft computing–based models were also compared with those of the statistical regression model for predicting the bending angle in pulsed laser bending process. For inverse analysis, the performances of the developed models were also compared among themselves for predicting the process parameters.
Soft computing–based analysis
Soft computing–based methods (NN and NF system)28–31 were used for modeling and analysis of pulsed laser bending process as discussed in the following sections.
Forward analysis or modeling of bending angle
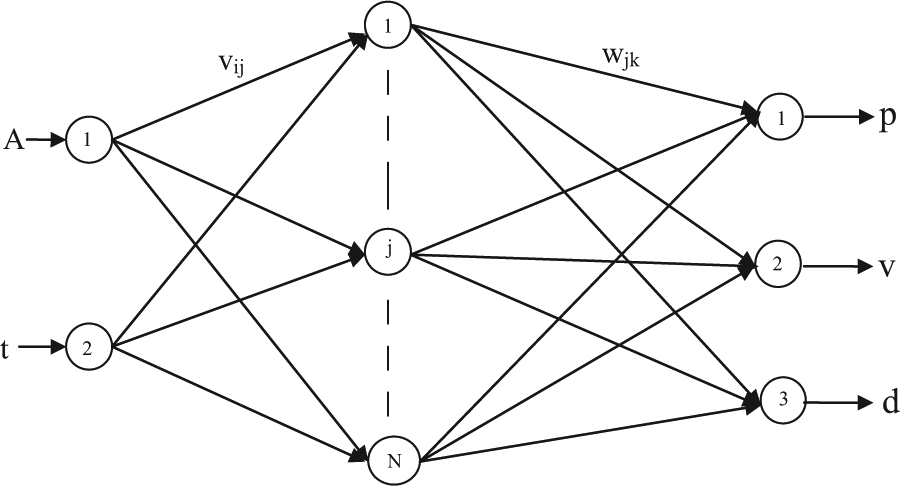
Both NNs and NF system were used for modeling the bending angle in pulsed laser bending process based on some experimental data. For modeling bending angle, a NN consisting of three layers of neurons, that is, input layer, hidden layer and output layer, was considered. The number of neurons of the input and output layers was kept equal to that of input and output variables, respectively. The NN architecture used for modeling the bending angle in pulsed laser bending process is shown in Figure 1. The transfer functions used in the input and at both hidden and output layers are linear and log-sigmoid, respectively, and the corresponding coefficients are represented by cIi, cHj and cOk, respectively. Inputs and outputs of the different layers, that is, input, hidden and output layers, are denoted by IIi, HIj and OIk and IOi, HOj and OOk for the ith, jth and kth neurons, respectively. Now, the forward calculations through different layers used for predicting the network output are given below





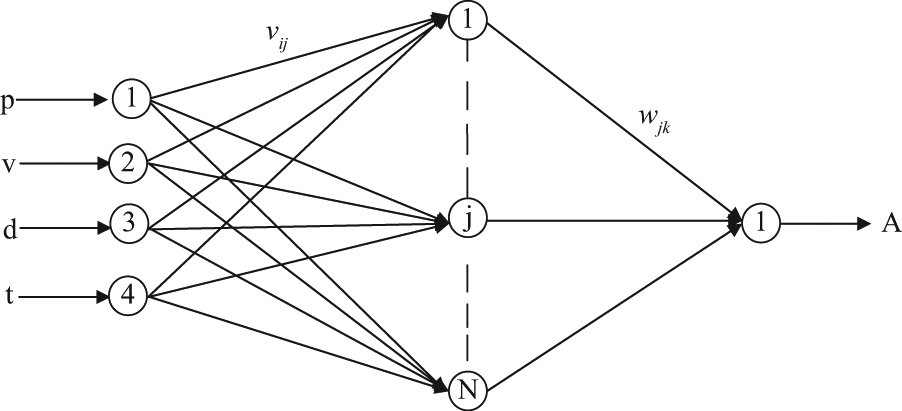
NN architecture used for modeling of pulsed laser bending process.
where M, N and P denote the number of neurons at input, hidden and output layers, respectively; vij and wjk represent the synaptic weights and OOk denotes the predicted output of the NN.
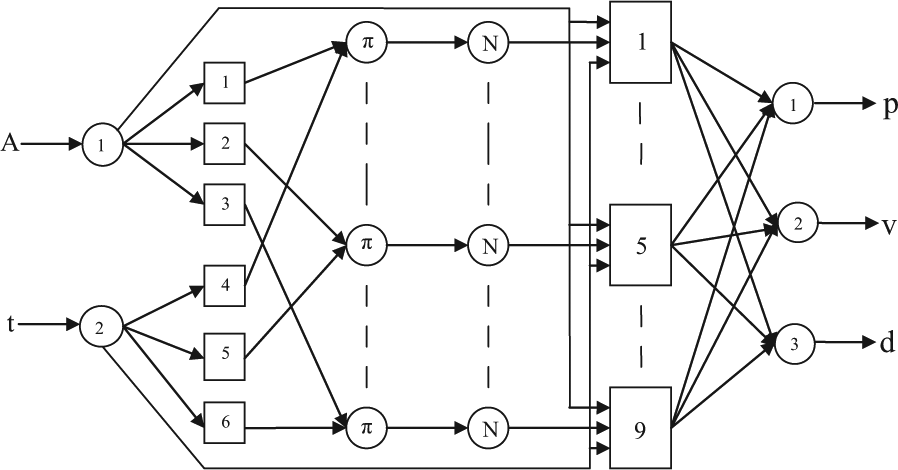
Adaptive neuro-fuzzy inference system (ANFIS)30,31 was also used to model the pulsed laser bending process. Four inputs, namely, laser power (p), scan speed (v), spot diameter (d) and pulse duration (t), and one output, bending angle (A), were considered to develop the model, as shown in Figure 2. Each of the four inputs was represented using two linguistic terms (i.e. low and high), and there is a maximum of 24 = 16 possible combinations (rules) of them. Bell-shaped membership functions were considered for the input variables, as given in equation (2)

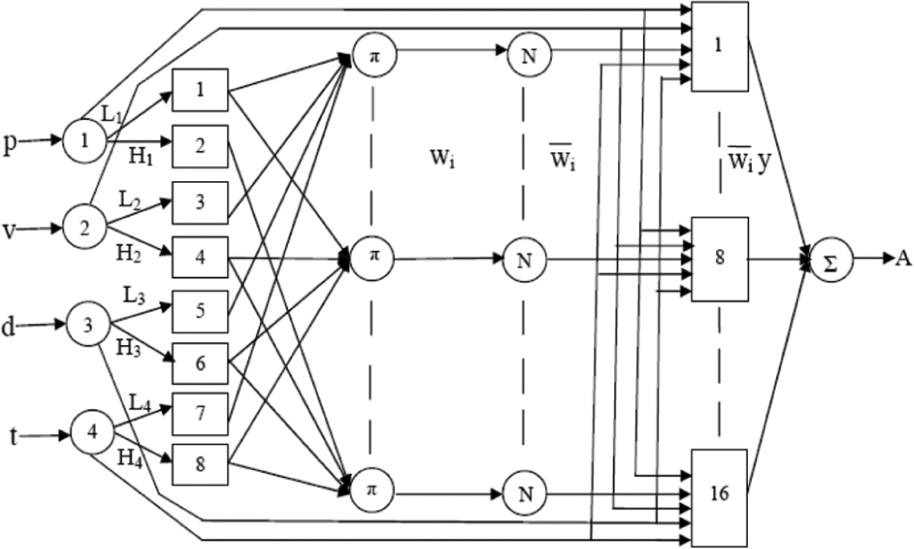
ANFIS architecture used for modeling of pulsed laser bending process.
where I is the input and aj, bj and cj are the parameters of the membership function of the jth linguistic term corresponding to an input. According to the first-order Takagi and Sugeno’s model of fuzzy logic controller (FLC), the output of each rule can be expressed as follows

where i = 1, 2, 3, …, 16 and

where N is the number of rules and
A batch mode of training was adopted for both the NNs and NF system using 1000 training scenarios consisting of 75 experimental data and 925 data obtained using regression equation (1). Both the NNs and NF system were optimized using two different tools, namely, genetic algorithm (GA) and back-propagation (BP) algorithm. The trained and optimized NNs and NF system were used for the prediction of bending angles in pulsed laser bending process. The root mean square error (RMSE) of the network (for both feed-forward NN and adaptive NF network) had been used as its fitness. This fitness or error of the network had been minimized using different algorithms (i.e. GA and BP algorithm) to obtain the optimum network to be used for predictions. The parameters of the NNs and NF system were determined using GA and BP algorithm to obtain the minimum error or fitness of the network (RMSE) calculated as follows
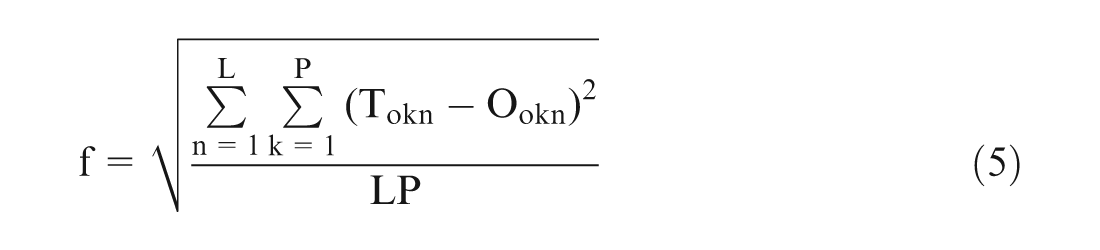
where Tokn and Ookn are the target and predicted outputs, P is the number of outputs and L is the number of training scenarios.
In the case of training and optimization of the networks using a GA (binary-coded GA), the GA-string carries information of the network parameters, that is, synaptic weights, coefficients of the transfer functions, bias value and so on, for NN; the parameters related to the membership functions for the inputs; and coefficients of the rules for the NF system. Each parameter was represented using 10 bits in the GA-string. These parameters were decoded, and real values were calculated and supplied to the NN to make it ready before passing the training data. The RMSE was used as the fitness of the GA-string. Thus, the fitness of a GA-string was calculated as given in equation (5). The population of GA-strings was then modified using the operators such as tournament selection, single-point crossover and bitwise mutation. To determine the optimum structure of the network, the fitness values were calculated for different numbers of hidden neurons, and the number of hidden neurons giving the minimum fitness value was selected. A detailed parametric study was performed for the selection of suitable GA-parameters during the training (using a batch mode) and optimization of the network. Thus, the GA, through its search, determined an optimal network, which was used for making the predictions.
In the case of training and optimization of the network using BP algorithm, the above network parameters were determined to obtain its minimum value of error (RMSE). In doing so, errors were then fed back from the output layer toward the input layer, and the network parameters were updated through a number of iterations. The network parameters (


where
Inverse analysis for prediction of process parameters
Inverse analysis or process synthesis of pulsed laser bending process was also carried out using soft computing–based approaches, that is, NNs and NF system. To perform the inverse analysis of pulsed laser bending process, bending angle (A) and pulse duration (t) were considered as inputs, and laser power (p), scan speed (v) and spot diameter (d) were taken as outputs. The architectures for inverse analysis of pulsed laser bending process using NNs and NF system are shown in Figures 3 and 4, respectively. For inverse analysis, pulse duration (t) was considered as one of the inputs, which was also actually taken as an input for the forward analysis to predict the bending angle (A). For the NF system with Takagi and Sugeno’s first-order model30,31 involving only one input variable, the number of network parameters becomes too less, which leads to a simple model. It might not be suitable to capture the nonlinear behavior of the complex process like pulsed laser forming. Therefore, pulse duration (t), one of the inputs of the forward analysis, along with the output (bending angle, A) was considered as inputs for the inverse analysis, and the other process parameters (p, v and d) were taken as the outputs. Similarly, all output parameters can be predicted by considering any one of the outputs (p, v, d and t in forward analysis) as input. For NN-based inverse analysis, the same transfer functions were used as in the case of forward analysis. Linear transfer function was used at the input layer, and log-sigmoid was utilized at both the hidden and output layers. Both the networks were trained and optimized using two different algorithms, namely, GA and BP algorithm, by following the similar procedure as discussed above.
NN architecture used for inverse analysis of pulsed laser bending process.
ANFIS architecture used for inverse analysis of pulsed laser bending process.
Cross-validation method for verification of the developed models
The performances of the developed soft computing–based models (both NN and NF-based models) for predicting bending angles and process parameters had been validated using 10 experimental test data, 19 which were not used for developing the models. Both the training and test data were collected by repeating the experiments for three times for each data set and taking the average of the obtained values. Moreover, the developed models were further verified using cross-validation approach 29 to check the validity of the developed models. Twofold cross-validation method had been used in this work for the validation of the developed models. In this approach, the entire training data set (in this case, it was 1000) was divided into two subsets of equal size at random. One subset was used for the training of NN and the other one was utilized for validation, and the training and testing data sets were also interchanged. The advantages of this method are that both the training and test sets are large, and each data point is used for both the training and validation. The similar method had also been used for the developed models in the case of inverse analysis.
Results and discussion
Results of soft computing–based analysis for modeling and process synthesis of pulsed laser bending process are discussed below. For predicting the bending angles, the performances of the developed models, that is, statistical regression analysis, NNs and NF system, were compared. In the case of inverse analysis or process synthesis, the performances of the developed soft computing–based models were compared in predicting the process parameters. NN and ANFIS were trained and optimized using two different training algorithms, namely, GA and BP, with the help of training data.
Training and optimization of the NN and ANFIS for forward analysis
A binary-coded GA and BP algorithm were employed to determine the optimal NNs and NF system used for the prediction of bending angles in the pulsed laser bending process.
An optimum structure of the network was determined through a parametric study. The fitness values (RMSE) were calculated for different numbers of hidden neurons of the network after keeping the GA-parameters fixed, as shown in Figure 5. The minimum fitness value (i.e. 0.026701) was obtained for 14 number of hidden neurons, and therefore, the structure of the network was determined as 4-14-1. The performance of a GA depends on its parameters, namely, crossover probability (pc), mutation probability (pm), population size (N) and maximum number of generations (G). Now, to obtain the optimal network to be used for making the predictions, a systematic GA parametric study was conducted and the optimal values of GA-parameters were found to be as follows: pc = 0.65, pm = 0.002 and N = 100. The variations of fitness value (f) with the number of generations (G) are shown in Figure 6. The minimum value of fitness was obtained as f = 0.017009 at the 42,864th generation.
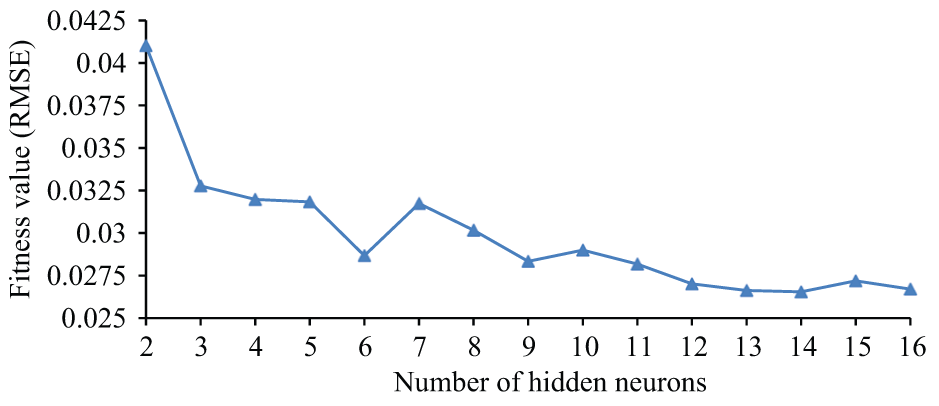
Variations of fitness value (RMSE) with the number of hidden neurons for learning of NN using GA.
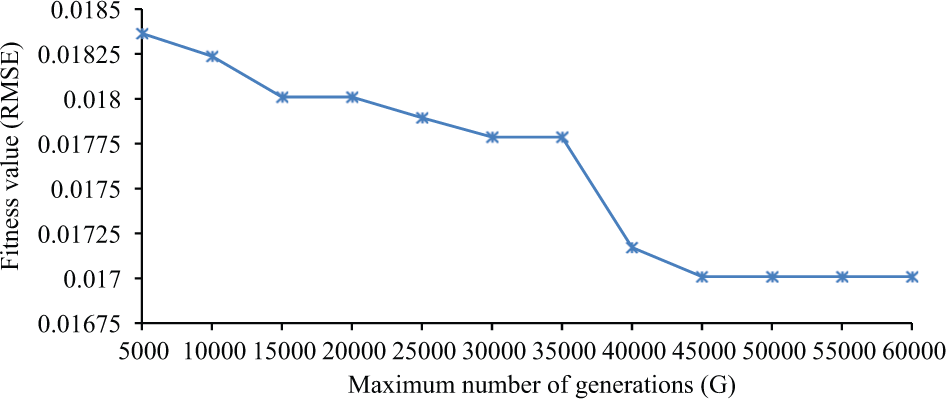
Variations of fitness value (RMSE) with the number of generations during training of NN in GANN approach for modeling bending angle.
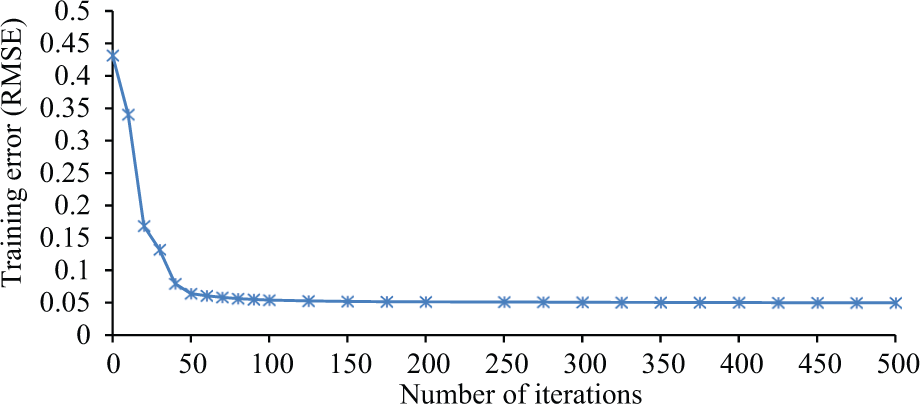
To decide the optimum structure of the back-propagation neural networks (BPNN; which also depends on the number of hidden neurons), error values (RMSE) of the network were calculated for different numbers of hidden neurons. The minimum error value (i.e. 0.157011) was obtained for 10 number of hidden neurons, and therefore, the structure of the network was determined as 4-10-1. Now, to obtain the optimal network to be used for making the predictions, a systematic parametric study was conducted, as the performance of a network trained by BP algorithm depends on a number of parameters, namely, learning rate, momentum term, coefficients of transfer functions and bias value. The optimal values of these parameters were found to be as follows: learning rate η = 0.455, momentum term α = 0.633 and coefficients of transfer functions at hidden and output layers were cH = 2.40 and cO = 5.25, respectively. With this optimal set of BP parameters, the NN (4-10-1) was trained with the help of experimental data, and the training errors were determined for different numbers of iterations. The variations of training error (RMSE) of the network (BPNN approach for modeling bending angle) with the number of iterations are shown in Figure 7. After a certain number of iterations (500 numbers in this case), it was seen to converge. The minimum value of error (RMSE) was obtained as 0.049781 for 500 iterations.
Variations of training error (RMSE) of NN for learning using BP algorithm for modeling bending angle.
In the case of GA-tuned NF system (genetic algorithm adaptive neuro-fuzzy inference system (GAANFIS)), the following GA-parameters were found to yield the best results: pc = 0.90, pm = 0.001, N = 100 and G = 50,000. The variations of fitness values (RMSE) with the number of generations are shown in Figure 8, and the minimum value of fitness (i.e. f = 0.048264) was obtained at the 46,694th generation. BP algorithm was also employed for the training and optimization of the network using a batch mode of supervised learning. The training error was calculated for different number of epochs, and it decreased with the number of iterations. The variations of training error of the NF system (back-propagation adaptive neuro-fuzzy inference system (BPANFIS) approach for modeling bending angle) with the number of epochs are shown in Figure 9, and a minimum value of error (i.e. 0.045336) was achieved for 5000 iterations.
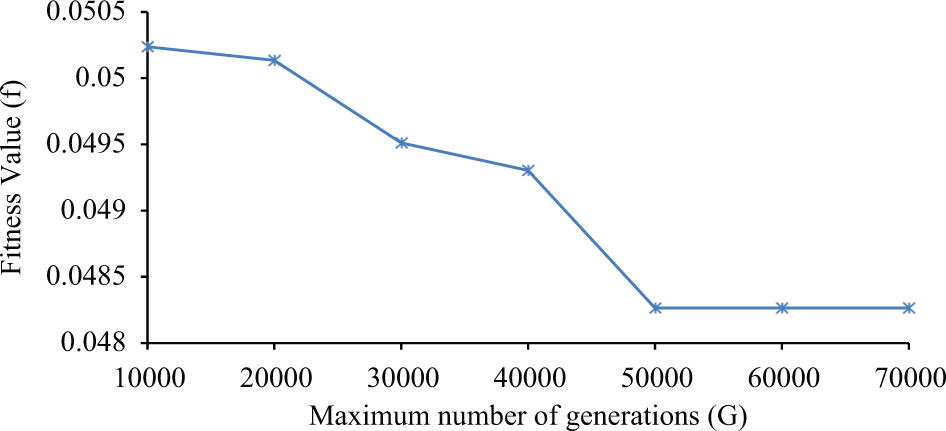
Variations of fitness value (RMSE) of ANFIS for learning using a GA for modeling bending angle.
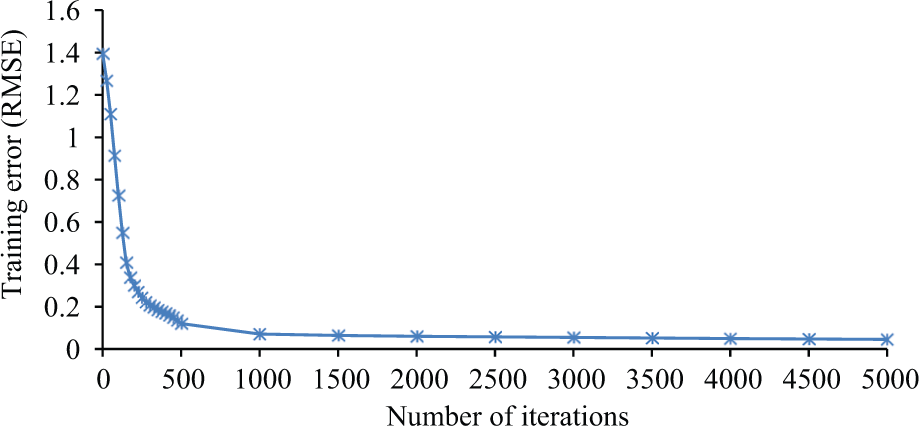
Training error of ANFIS for learning using back-propagation algorithms for modeling bending angle.
Training and optimization of NN and ANFIS for inverse analysis
For inverse analysis using the GA-tuned NN (GANN), the optimum structure of the network was obtained as 2-11-3 with a fitness value (RMSE) of 0.263150. Through the parametric study, the following GA-parameters were found to yield the best results: pc = 0.90, pm = 0.001 and N = 100, and the minimum value of fitness (i.e. f = 0.250743) was obtained at the 4799th generation. BP algorithm was also employed for the training and optimization of the network using a batch mode of supervised learning. The optimum structure of the network was obtained as 2-8-3 for inverse analysis with an error value (RMSE) of 0.269758.
In the case of GAANFIS used for inverse analysis, the minimum fitness value (RMSE) of 0.060676 was obtained at the 47,698th generation with the set of following optimal GA-parameters: pc = 0.80, pm = 0.002 and N = 100. The GA was run for a maximum of 50,000 generations. BP algorithm was also employed for the training and optimization of the NF system using a batch mode of supervised learning. A training error (RMSE) of 0.037031 was achieved for 5000 iterations.
All the above trained and optimized networks (i.e. NN and ANFIS) were used for prediction and validated using both experimental data and cross-validation method as discussed below.
Validation of the developed models using experimental data and cross-validation method
The developed models were validated using experimental test data (refer to Appendix 2) and also verified using the cross-validation method for both the analyses (i.e. forward and inverse analyses).
Forward analysis
The performances of the optimized networks (GANN and BPNN) and NF systems (GAANFIS and BPANFIS) were tested on 12 experimental test cases (Appendix 2), and the values of average absolute percent error in predictions were found to be equal to 7.22, 10.70, 7.48 and 7.9, respectively. The performances of these models were compared in terms of prediction accuracy. The bending angles predicted by different models are given in Table 1. Figure 10 displays the values of percent error in predictions for the test cases, as obtained by statistical regression analysis, GANN, BPNN, GAANFIS and BPANFIS. GANN model was seen to perform better than other soft computing–based models in predicting the bending angles.
Performances of different models in predicting bending angles in pulsed laser bending of stainless steel sheet.
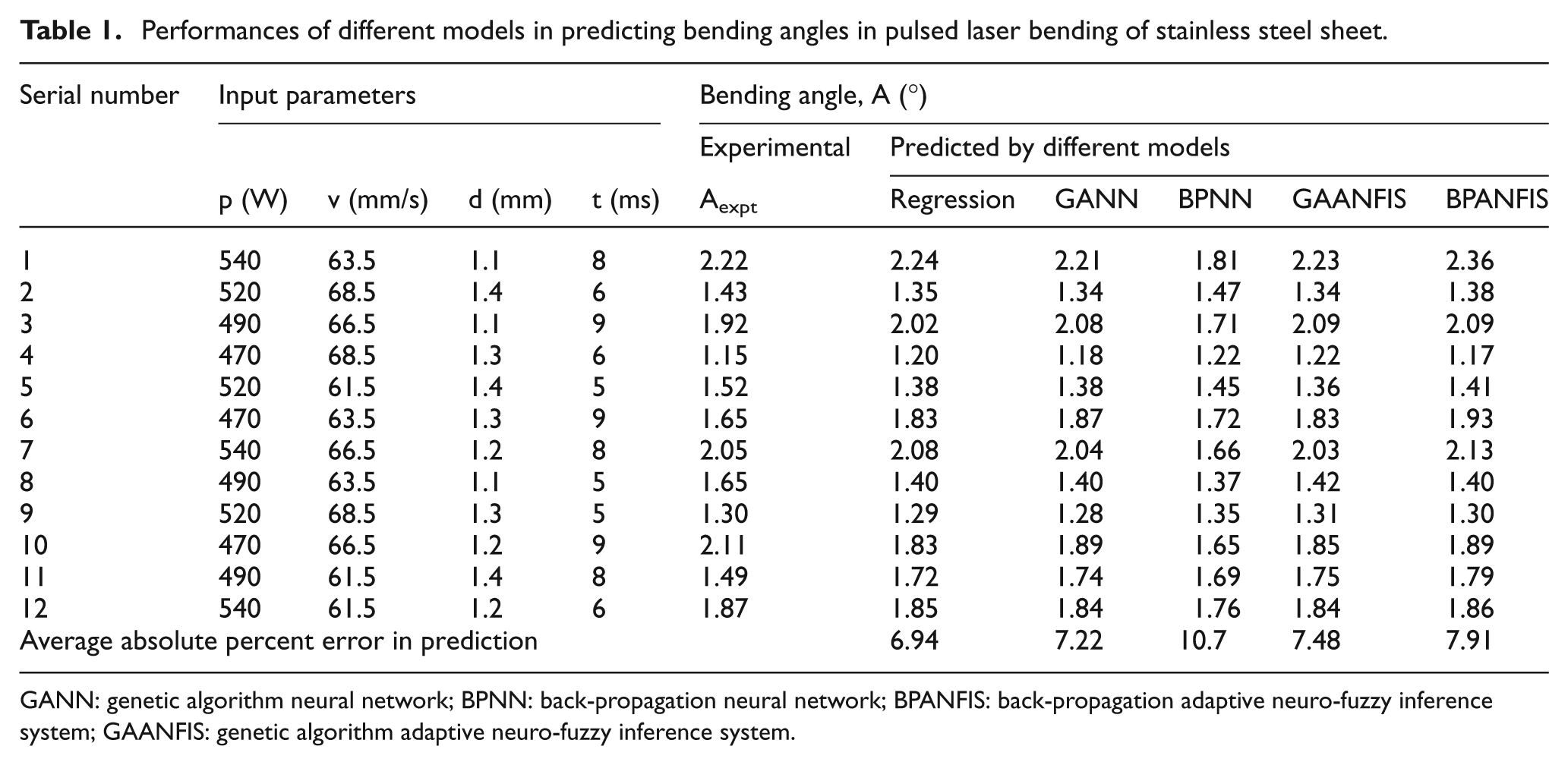
GANN: genetic algorithm neural network; BPNN: back-propagation neural network; BPANFIS: back-propagation adaptive neuro-fuzzy inference system; GAANFIS: genetic algorithm adaptive neuro-fuzzy inference system.
Comparison of the performances of different models in predicting bending angle in pulsed laser bending process.
The performances of the developed soft computing–based models (both NN and NF-based models) for predicting bending angles had been further verified using twofold cross-validation approach as discussed below. For the GANN model, the optimized architectures of the network were determined as 4-14-1, and the optimal fitness values for these two combinations of the data sets were found to be equal to 0.019713 and 0.020752, after running the GA for a maximum of 10,000 generations with the optimized set of GA-parameters: pc = 0.9, pm = 0.001 and N = 100. The values of average absolute percent error in predictions of bending angles for these two combinations were seen to be equal to 2.75 and 3.21, respectively. For the BPNN model, the optimized architectures of the network were determined as 4-8-1 and 4-12-1 for two combinations of the data subsets. The optimal error values for these two combinations of the data sets were found to be equal to 0.045435 and 0.043546, after running the BP algorithm for a maximum of 1000 iterations with the optimized sets of BP parameters: (
For the GAANFIS approach, the optimized fitness values were determined as 0.017697 and 0.016598 for the above two combinations of data sets by running the GA with the optimal parameters: pc = 0.9, pm = 0.002 and N = 100. For both these cases, the GA was run for a maximum of 10,000 generations. The values of average absolute percent error in predictions of bending angles were obtained as 3.39 and 3.34, respectively, for the two combinations of the data sets. For the BPANFIS approach, the error values were found to be 0.070869 and 0.069780 for the above two combinations of data sets by running the algorithm for 1000 iterations with the optimal set of parameters. The values of average absolute percent error in predictions of bending angles were obtained as 3.95 and 4.08, respectively, for the two combinations of the data sets. Therefore, the performances of both the GAANFIS and BPANFIS approaches were found to be reasonably good.
Inverse analysis
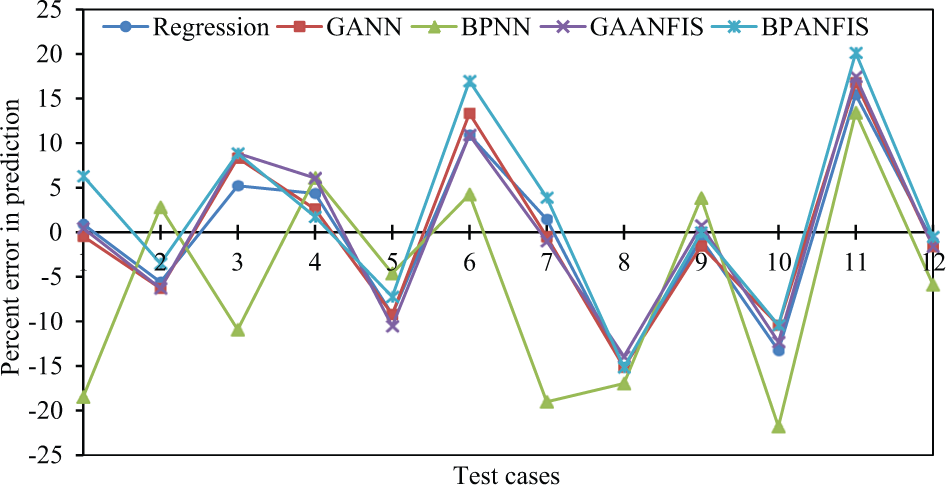
The performances of the optimized networks (i.e. GANN and BPNN) were tested on 12 experimental test cases. The values of average absolute percent error in predictions of the process parameters, such as p, v and d, were seen to be equal to 2.99, 3.73 and 5.84, respectively (refer to Tables 2–4), for GANN approach. The average absolute percent error in predictions for the test cases were found to be equal to 4.95, 4.13 and 6.88, for p, v and d, respectively (refer to Tables 2–4), in the case of BPNN approach. The performances of the optimized NF systems (i.e. GAANFIS and BPANFIS) were also tested on 12 experimental test cases. The values of average absolute percent error in predictions of the process parameters, namely, p, v and d, were seen to be equal to 3.57, 3.94 and 6.11, respectively (refer to Tables 2–4), for GAANFIS approach. The average absolute percent errors in predictions of the process parameters, namely, p, v and d, were found to be equal to 3.70, 4.16 and 6.01, respectively, for the test cases (refer to Tables 2–4) in BPANFIS approach.
Performances of different models for prediction of laser power (p) in inverse analysis of pulsed laser bending of stainless steel sheet.
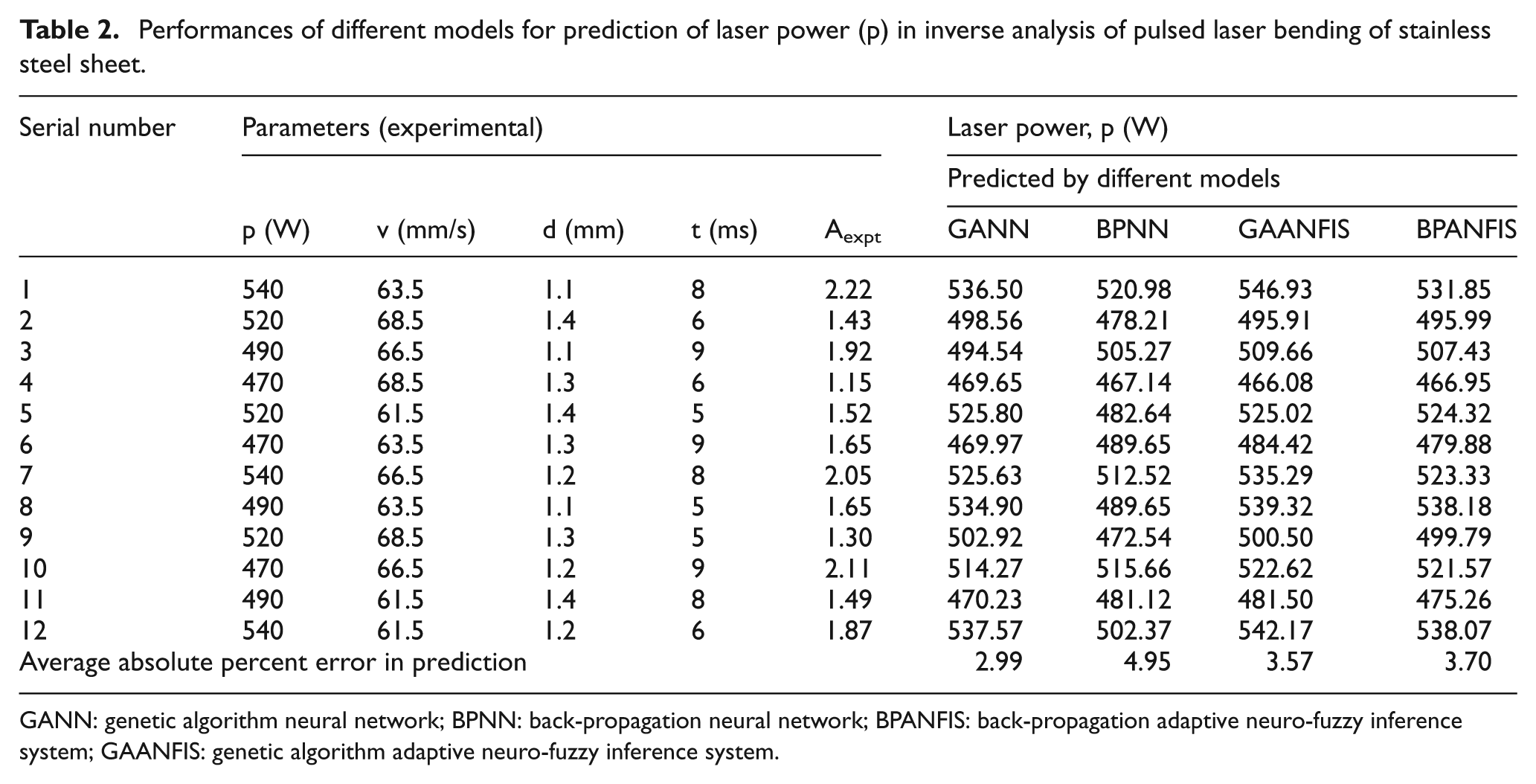
GANN: genetic algorithm neural network; BPNN: back-propagation neural network; BPANFIS: back-propagation adaptive neuro-fuzzy inference system; GAANFIS: genetic algorithm adaptive neuro-fuzzy inference system.
Performances of different models for prediction of scan speed (v) in inverse analysis of pulsed laser bending of stainless steel sheet.
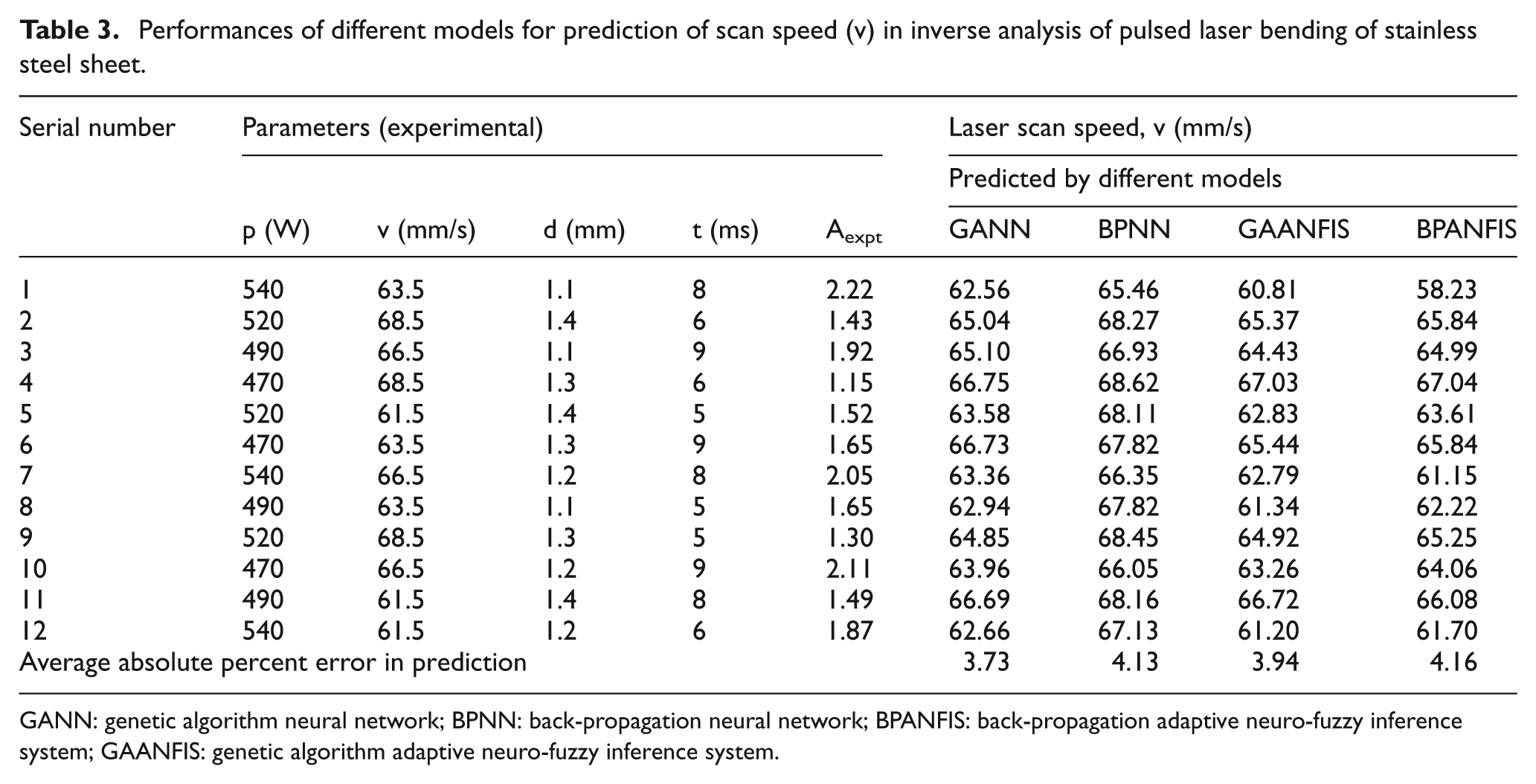
GANN: genetic algorithm neural network; BPNN: back-propagation neural network; BPANFIS: back-propagation adaptive neuro-fuzzy inference system; GAANFIS: genetic algorithm adaptive neuro-fuzzy inference system.
Performances of different models for prediction of spot diameter (d) in inverse analysis of pulsed laser bending of stainless steel sheet.
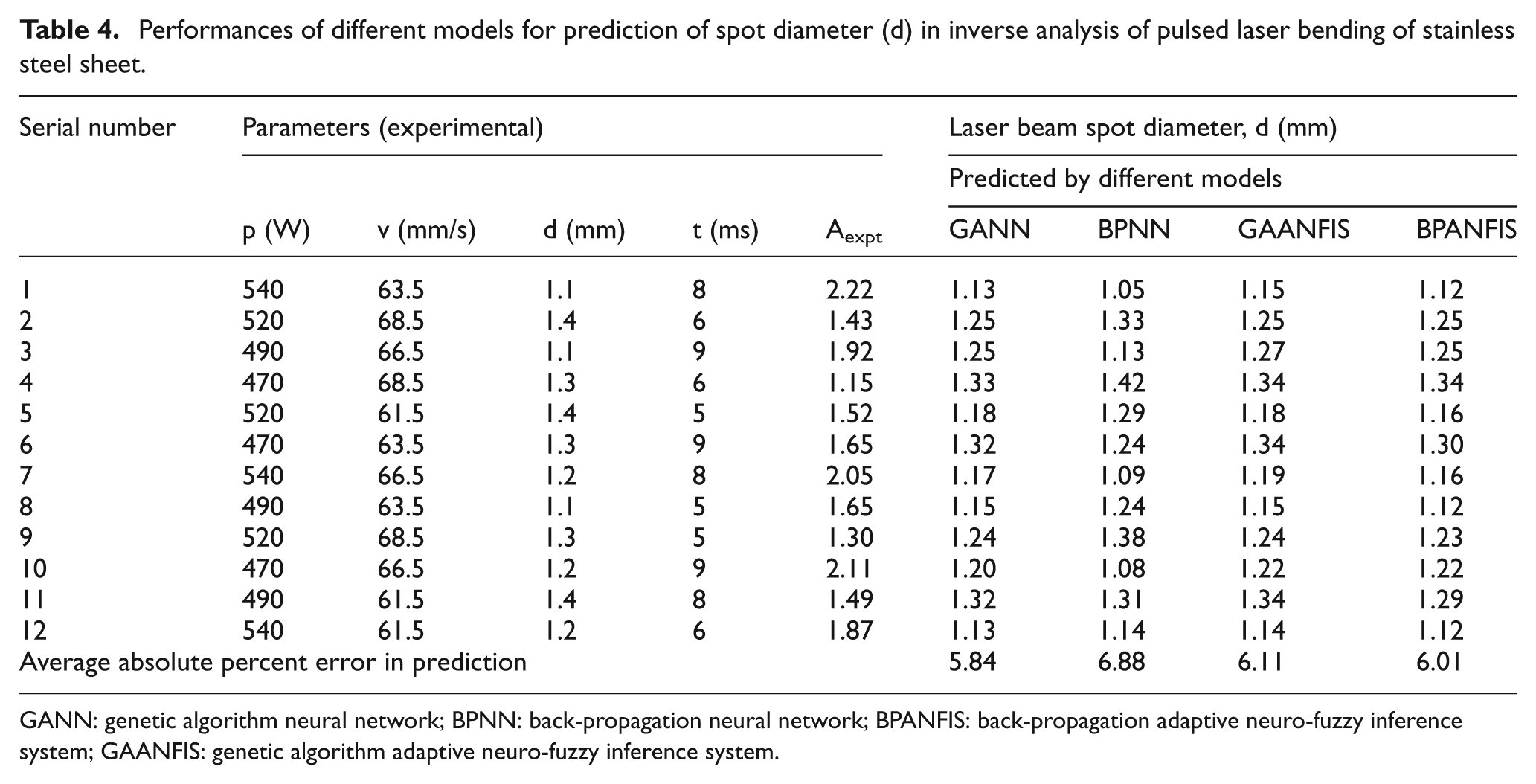
GANN: genetic algorithm neural network; BPNN: back-propagation neural network; BPANFIS: back-propagation adaptive neuro-fuzzy inference system; GAANFIS: genetic algorithm adaptive neuro-fuzzy inference system.
Twofold cross-validation method was also applied for the verification of the developed models used in inverse analysis of pulsed laser forming process. In the case of GANN model, the optimized architecture was determined as 2-11-3, and the minimum fitness values were obtained as 0.255233 and 0.213003 corresponding to the optimized GA-parameters: pc = 0.9, pm = 0.002 and N = 100. The GA was run for a maximum of 10,000 generations. The values of average absolute percent error in predicting the process parameters p, v and d were found to be equal to 3.15, 3.43 and 9.38, and 3.40, 3.59 and 9.40, respectively, for the two combinations of data sets. In the case of BPNN model, during the training using two combinations of data sets, the minimum fitness values were obtained as 0.285784 and 0.284596, respectively, with the optimized architecture of 2-8-3, corresponding to the optimized BP parameters for 1000 iterations. The values of average absolute percent error in predicting the process parameters p, v and d were seen to be equal to 4.73, 3.78 and 10.63, and 4.59, 3.87 and 10.27, respectively, for the two combinations of data sets.
For the GAANFIS model, the minimum fitness values were obtained as 0.061868 and 0.059746 during the training carried out using the optimized GA-parameters: pc = 0.8, pm = 0.001 and N = 100, for the two combinations of data sets. The GA was allowed to run for a maximum of 10,000 generations. The values of average absolute percent error in predicting the process parameters p, v, and d were obtained as 3.19, 3.43 and 9.34, and 3.52, 3.66 and 9.42, respectively, for the two combinations of data sets. In BPANFIS models for inverse analysis, the minimum error values were obtained as 0.039806 and 0.042309 during the training carried out using the optimized parameters for the two combinations of data sets. The BP algorithm was allowed to run for a maximum of 2000 iterations. The values of average absolute percent error in predicting the process parameters p, v and d were obtained as 3.15, 3.44 and 9.37, and 3.41, 4.02 and 9.34, respectively, for the two combinations of data sets. Therefore, the performances of the developed models were found to be satisfactory in inverse analysis also.
GA was found to perform better than the BP algorithm for both the NNs and NF systems in forward analysis, as the chance of the solutions of the latter for getting stuck at the local optima is more. Between the two learning algorithms used to train both the NNs and NF system, the GA was found to outperform the BP algorithm in terms of prediction accuracy but take more computational time in inverse analysis. The GA was computationally expensive compared to the BP algorithm, as it is a population-based search and optimization method. BP algorithm was relatively faster; however, its prediction accuracy was found to be inferior compared to the GA, as the chance of its solutions for getting stuck at the local optima is more.
The proposed methods had been found to be successful for the analysis of both forward and inverse cases to predict the deformations and process parameters with reasonable accuracy in the case of pulsed laser forming process. These methods are advantageous for the analysis of the process unlike numerical method such as FE analysis, which requires a complicated transient nonlinear thermo-elasto-plastic analysis of pulsed laser forming process. Moreover, establishing the inverse relationship may not be always possible by employing the other methods, that is, statistical regression analysis and analytical and numerical approaches. Simple statistical regression analysis may not be applicable always in carrying out the inverse analysis because the matrix related to the outputs and inputs may be singular. Another important point to mention is that the proposed method can relate any number of parameters to the remaining number of parameters of the process, when adequate numbers of input–output examples are available. Economic selection of the process parameters and the most suitable solution can be chosen from the multiple optimal solutions obtained from the developed methods. FE analysis on pulsed laser bending process can be carried out, and the results can be compared with the results obtained by the developed models.
Conclusion
The pulsed laser bending process was modeled using the NNs and NF systems to predict the bending angles and process parameters. All the developed models were able to predict the bending angles and process parameters with reasonable accuracy. The NN and ANFIS models trained using the GA were seen to perform better than those trained by BP algorithm in both the forward and inverse directions. It could happen so because the chance of solutions of BP algorithm for getting stuck at the local minima is more, as it works based on gradient descent algorithm. However, BP algorithm was found to be faster than the GA. It is also important to note that GANN could outperform GAANFIS in most of the cases. Moreover, the developed models were further validated by cross-validation approach, which indicated the ability of the models for generalization in predictions. In future, practical models will be developed by considering more number of process variables such as workpiece dimensions (length, width and thickness), sheet thermal properties and number of laser scans, and their performances will be verified. This article deals with the analysis of a simple bending process. In future, it can be extended for 3D laser forming process also. The results of the developed models can also be compared with those of FE analysis in future.
Footnotes
Appendix
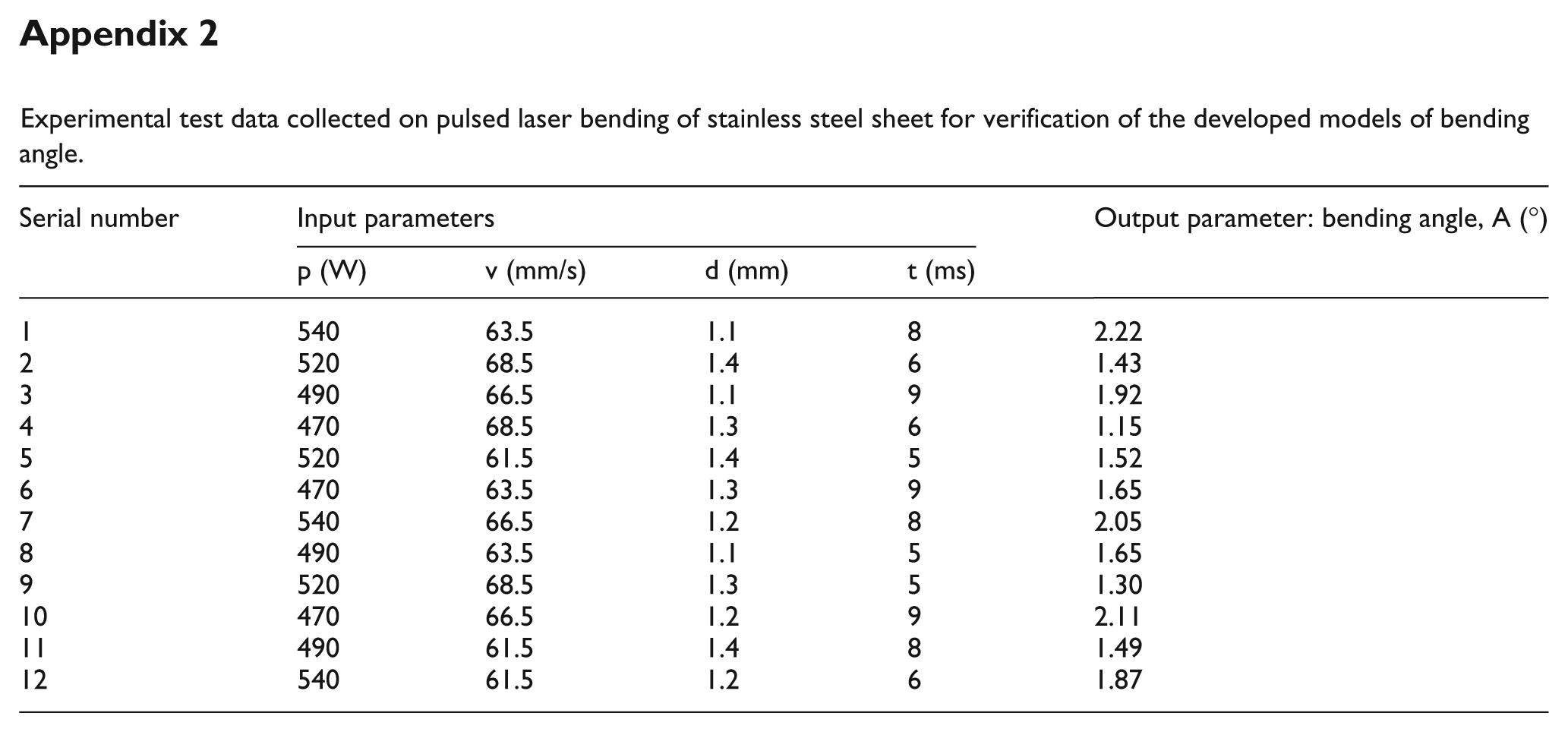
Experimental test data collected on pulsed laser bending of stainless steel sheet for verification of the developed models of bending angle.
| Serial number | Input parameters |
Output parameter: bending angle, A (°) | |||
|---|---|---|---|---|---|
| p (W) | v (mm/s) | d (mm) | t (ms) | ||
| 1 | 540 | 63.5 | 1.1 | 8 | 2.22 |
| 2 | 520 | 68.5 | 1.4 | 6 | 1.43 |
| 3 | 490 | 66.5 | 1.1 | 9 | 1.92 |
| 4 | 470 | 68.5 | 1.3 | 6 | 1.15 |
| 5 | 520 | 61.5 | 1.4 | 5 | 1.52 |
| 6 | 470 | 63.5 | 1.3 | 9 | 1.65 |
| 7 | 540 | 66.5 | 1.2 | 8 | 2.05 |
| 8 | 490 | 63.5 | 1.1 | 5 | 1.65 |
| 9 | 520 | 68.5 | 1.3 | 5 | 1.30 |
| 10 | 470 | 66.5 | 1.2 | 9 | 2.11 |
| 11 | 490 | 61.5 | 1.4 | 8 | 1.49 |
| 12 | 540 | 61.5 | 1.2 | 6 | 1.87 |
Acknowledgements
This article is a revised and expanded version of the conference article entitled “Modeling of pulsed laser bending of sheet metal using neuro-fuzzy system,” presented at 4th International and 25th AIMTDR Conference, Jadavpur University, Kolkata, India, 14–16 December 2012.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.