
Abstract
This research study investigates the suitability of micro-computed tomography as a non-destructive technique to assess the morphology of nylon 12 parts manufactured using laser sintering. Density measurements and morphological and mechanical characterisations were performed on sintered nylon 12 parts to measure density and morphological and mechanical properties of the parts. The effects of various levels of laser power on the density, morphological parameters and mechanical properties were investigated and compared. The results show that micro-computed tomography can be used to measure the porosity and pore size of the sintered parts. Micro-computed tomography images provide an understanding of the changes in the three-dimensional structure of the parts. There is no evident change in the porosity or pore size of the laser sintered parts with the increase in laser power. The results of the tensile tests show that the changes applied in laser power had no apparent effect on the ultimate tensile strength and Young’s modulus of the laser sintered parts. However, the elongation at break for the parts generally increases as the level of laser power increases. A relationship between non-destructive micro-computed tomography and destructive tensile test results is shown.
Introduction
Laser sintering
Laser sintering (LS) is one of the additive manufacturing (AM) techniques that fuse polymer powder into a mass with a desired three-dimensional (3D) shape using a high-power laser. The powder bed is selectively sintered and fused by laser according to previously created computer-aided design (CAD) file. After scanning one layer, the powder bed is lowered by the thickness of one layer, and a new layer of powder with typically 100 µm thickness is added to the top of the bed. A subsequent two-dimensional (2D) profile is created and attached to the layer below by laser bonding. This process is repeated until the desired 3D part is completely built. The unfused part of the powder bed supports the built structure and needs to be removed during post-processing.1–4
During the LS process and before laser scanning, the powder bed is heated up to a temperature of a few degree Celsius below the sintering temperature of the material. The preheating process is typically performed using infrared heaters and reduces the thermal gradients between non-sintered and sintered powder. It also reduces the energy required for the laser to sinter the powder. The elevation of the powder temperature to the melting point of the material by LS leads to an excellent contact between the particles and relatively good mechanical properties for the final built objects. Polymers (particularly those with high crystallinity), ceramic or metal binder systems and direct metal systems are the commercial materials used in LS. Nylons or polyamide-based compounds are the most popular materials for LS to create 3D objects.1–4
Nylon 12
Nylon materials have been extensively used for many years in the LS processes. 5 Various commercial nylons are available including nylon 6, nylon 11, nylon 12, nylon 6/6, nylon 6/10 and nylon 6/12. 5 Nylons are used in many applications such as gears, bearings, valve seats, medical applications and food packaging, sports equipment, outdoor upholstery and surgical sutures. 6 Polyamide 12 or nylon 12 is a thermoplastic polymer that has been widely used in the LS process.1–4 Approximately 80%–90% of all LS parts are manufactured using nylon 12. 3 Nylon 12 possesses good abrasion resistance, specific strength and high elongation at break. Its melting temperature is in the range of 175 °C–180 °C which is lower than that of other nylons, and its density is in the range of 1.01–1.03 g/cm3.2,7 The softening point and heat distortion rate of these materials can be affected by the melting temperature and the rate of crystallinity, and these values are the lowest for nylon 12. 7 It also shows suitable powder distribution, viscosity, flow ability and thermal properties to build parts with good mechanical properties. 3 There are limited publications on the measurements of properties for different processing parameters in this field. 8
Density
Density of manufactured parts plays an important role in the properties and applications of products. 9 The density of the powder and the bulk of nylon 12 produced by LS has been measured using various methods in different studies. Yuan et al. measured the powder density of nylon 12 by placing the powder into a sample holder and dividing the powder mass by the interior volume of the sample holder. In this method, powder mass was obtained by measuring the mass difference of a beaker with a sample and an empty beaker. In the mentioned study, the bulk density of nylon was measured by using a Quantachrome Instruments ULTRAPYC 1200e helium pycnometer. A nylon 12 bulk cylinder was fabricated by LS, and helium was selected as a probe gas. Helium possesses a very small atomic size and can diffuse into the narrow pores of the solid parts, allowing the measurement of the real volume occupied by the sample. A precise nylon 12 cylinder volume was calculated from the ideal gas law which is presented in equation (1)

The mass of the bulk was obtained by a Denver Instrument weightometer APX-200. The density of nylon 12 solid cylinder was obtained from ρ = m/v. 2 Several studies have attempted to predict the density of parts produced using the LS process.10–16
Morphology study
Parts fabricated by LS usually contain pores or voids, and therefore, these parts are less dense compared to the parts with no porosity or voids. 17 Porosity can play an important role in the final properties of the parts manufactured using LS. Rüsenberg et al. measured the porosity of laser sintered nylon 12 parts. Cuboid-shaped specimens with edge length of 21 mm were prepared for this purpose, and then, thin sections in the form of bars with a surface area of 8 × 8 mm2 and a length of 21 mm were extracted. The first 2 mm of the test specimen was removed to eliminate the effect of the periphery. Every thin section possessed a thickness of 30 µm. The porosity of the samples was examined by thin section cuts, and a subsequent investigation was performed using a microscope. A PolyCut S microtome system and a VHX-1 microscope with magnifications of up to 200× were used for these characterisations. 3
Mechanical properties
The mechanical properties of the fabricated parts are of high importance for AM. The parts must possess adequate mechanical integrity as well as surface quality for use. Mechanical properties are critically important in AM since the strength, stiffness and surface finish need to be sufficient to meet the requirements of operation and loading purposes. 18
There are currently limited applications for polymer parts prepared by AM due to physical and mechanical properties of the parts. Polymer parts produced by AM technologies are typically weaker than those prepared by conventional manufacturing techniques such as injection moulding. Moreover, repeatability for the material properties is a problem with AM, and the properties of these parts vary for parts of similar material. Manufacturing of parts with a minimum strength of the parts fabricated by conventional methods can be a platform for AM to be more extensively used. Post-processing can be applied on the parts prepared by the AM technologies to improve their mechanical properties. 17 Several studies have investigated the mechanical properties of the parts fabricated by LS techniques.8,18–21
Mechanical properties of the prepared parts are not only influenced by the base material. The manufacturing process parameters can also affect these properties. LS fuses powder particles together using heat provided by a laser. The part density is controlled by the degree of sintering significantly, and the degree of sintering depends on the laser energy density. 22
The non-uniform powder temperature within the build area of the LS machine, which is a consequence of the nature of the powder bed heating system, affects the density of the sintered parts. The strength of the produced parts has been reported to be influenced by this. 10 Choren et al. 23 have reported one of the first studies on the measurements of ultimate tensile strength (UTS) and modulus of elasticity to identify the lifetime for the recycled nylon powder. This research study has reported the mechanical properties for parts produced at three different levels of laser power. 23
The properties of the produced parts are of significant importance. Ho et al. 22 have reported the effects of laser power on the properties including morphological properties of polycarbonate parts produced by LS. Casalino et al. 24 have reported an investigation on the properties of sand mould for casting produced by LS. Effects of the processing conditions on the properties of the parts produced by techniques similar LS have been investigated in several studies.25–27 By changing the laser power in the LS process, the energy density can be varied leading to changes in the properties of the produced parts. By discovering the relationship between the processing parameters of the LS process and the properties of the fabricated parts, it can be possible to produce parts with predetermined properties. This can result in customisation of the parts for various applications. 18
Laser power
The laser power in the LS process exerts a direct influence on the laser beam intensity. As a result of increasing the laser power, the energy density in the powder bed increases. A number of research studies have reported a correlation between the applied energy and the properties of the fabricated parts including the mechanical strength and density.3,18 Sauer has also introduced a maximum for the energy density. Sauer 28 showed that the strength of the parts increases as the energy density increases up to the maximum value, and then the strength decreases due to thermal damage. Erdal et al. 29 have presented similar results for the relationship between the strength of the parts and the energy density. The LS machines employed in these studies possess different characteristics, and thus, a quantitative comparison between the outcomes of these studies is difficult. 3
Experimental
Material
Nylon 12 (virgin PA2200 supplied by EOS GmbH) was used as the material to produce parts by LS in this study.
LS process
An EOS P100 LS machine was used in this study to produce LS nylon 12 parts. The build process for LS starts with deposition of a thin layer of powder in the part-build cylinder. A cross section of the powder according to the related STereoLithography (STL) file is sintered, and particles are bonded together. The platform in the part-build cylinder moves the part a layer downwards, and a blade then deposits another layer of powder. This process is repeated, and each time particles on the same layer are bonded to each other and to the particles in the layer below after being sintered by the laser. The built parts were then removed from the LS machine, and loose powder was removed by shaking the parts and bead blasting.
Rectangular and tensile test specimens of nylon 12 parts were fabricated using LS with various laser powers. 12.5, 15, 17.5, 20, 22.5 and 25 W laser powers were selected for processing in order to examine the effects of laser power on the density and morphological and mechanical properties of the produced nylon 12 parts. Apart from laser power, there are several other processing parameters that can influence the properties of the produced parts such as laser or beam energy density, laser beam spot size, the velocity of beam displacement, the hatch spacing and the length of scan line. However, only the effects of laser power on the properties of LS parts have been examined in this study.
Rectangular parts were prepared for the density measurements. After the density measurements, disc-shaped specimens were cut out of the rectangular parts for the morphological characterisations. This was carried out due to the use of micro-computed tomography (micro-CT) for 3D morphological characterisations. According to the mechanism of micro-CT, specimens with circular or disc shape (without corners) need less time to scan. At each laser power, one rectangular part and two tensile test specimens were prepared in one run in the LS process in order to minimise the variations of part properties for each batch (each laser power batch).
Density study
In order to measure the density of the parts, rectangular parts with similar dimensions were manufactured at six different laser power levels using the LS machine. The dimensions of the produced parts were measured and noted. The parts were weighed separately, and the density of the parts was calculated using equation (2)

where ρ represents the density, m is the mass and
The digital photographs of the rectangular parts fabricated in this study are shown in Figure 1(a) and (b). A schematic image of these rectangular parts demonstrating the dimensions is presented in Figure 1(c).
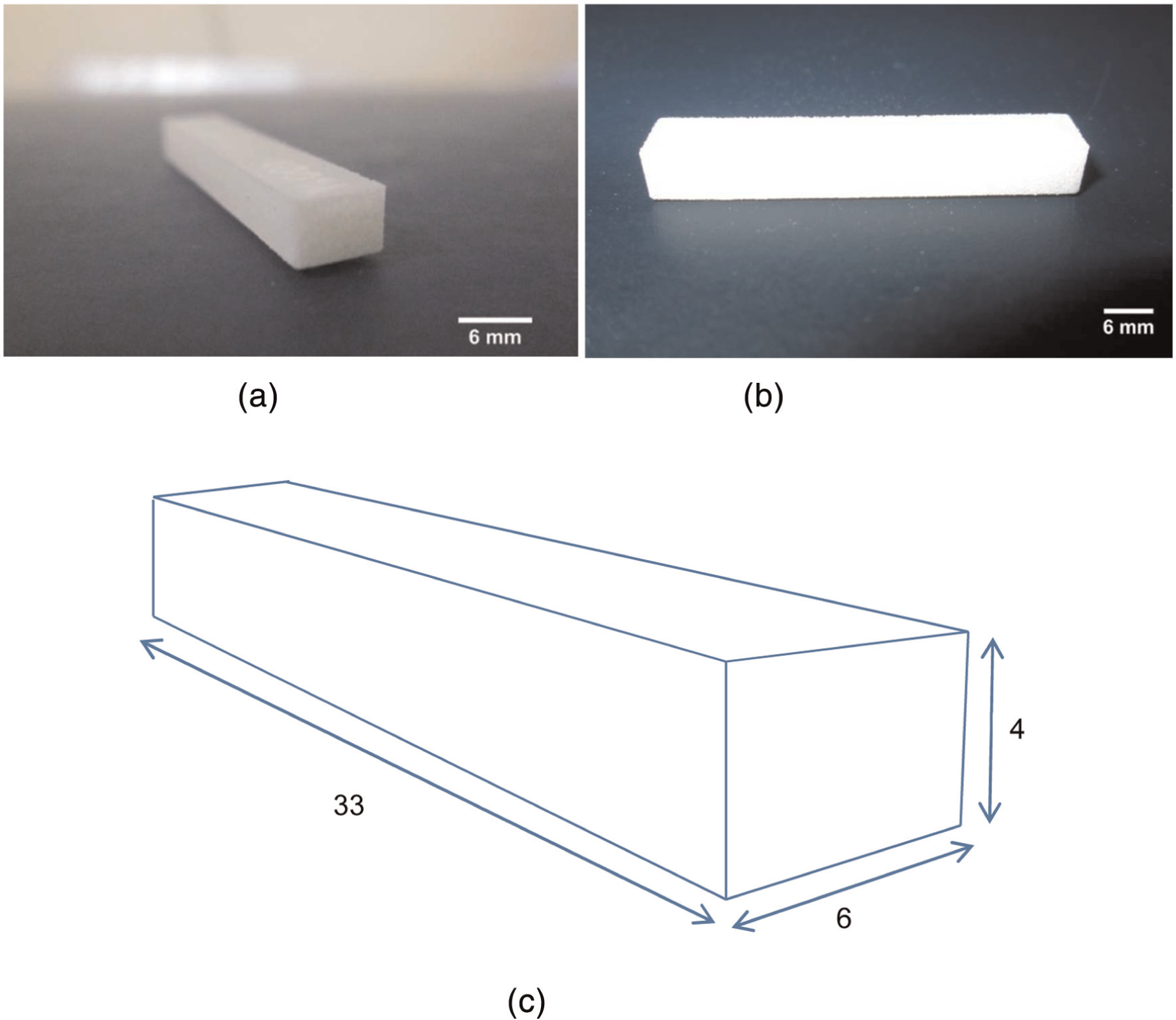
(a, b) Digital photographs of two different views of a nylon 12 rectangular part fabricated by LS and (c) a schematic image of the rectangular parts produced in this study indicating the dimensions.
Morphological characterisations
In this study, micro-CT was used for 3D morphological characterisations. A description of the machine is explained in a study by Ho and Hutmacher. 30 3D morphology characterisations were performed using Skyscan 1172 with the following scanning conditions: a current of 167 µA, voltage of 60 kV, pixel size of 4.3 µm, 360° rotation and 0.7° rotation step. Disc-shaped nylon 12 parts were manufactured using different laser power levels for LS. All the parts in disc shape were scanned, and architectural characteristics including porosity, average pore size, pore size distribution and degree of anisotropy (DA) were measured. Anisotropy is a measure of nonuniformity in the pore walls’ alignment of the parts. 30 DA can be determined using equation (3)

where DA is 0 for fully isotropic and is 1 for fully anisotropic structure. 31
Disc-shaped specimens with 10 mm diameter and 4 mm thickness were cut out of the nylon 12 rectangular parts for the micro-CT scanning by using computer numerical control (CNC) machine. Careful cutting was performed on the samples to maintain all the specimens with similar dimensions. Sanding process was performed on the specimens after cutting to remove any extra pieces from the discs and prepare smooth surfaces.
Tensile tests
Tensile bars according to the ASTM D638, type IV standards were fabricated using the LS machine. These bars were fabricated using six different laser power levels. The tensile testing bars were oriented in the x-y direction during the manufacturing process. For each laser power or each build, two tensile bars were built with one rectangular part in the middle. This was due to the fact that the build position can affect the properties of the parts, and in this study, the differences in the processing conditions were aimed to be minimised. The dimensions of the bars were measured and noted. Tensile tests were performed on the nylon 12 tensile test specimens with 5 mm/min cross head speed (Laser sintering extensometer; Tinius Olsen Ltd, UK).
The photographs of the nylon 12 tensile test specimens produced by the LS process in this study for the mechanical test purposes are shown in Figure 2(a) and (b). The nominal dimensions of the tensile test specimens are demonstrated in Figure 2(c).
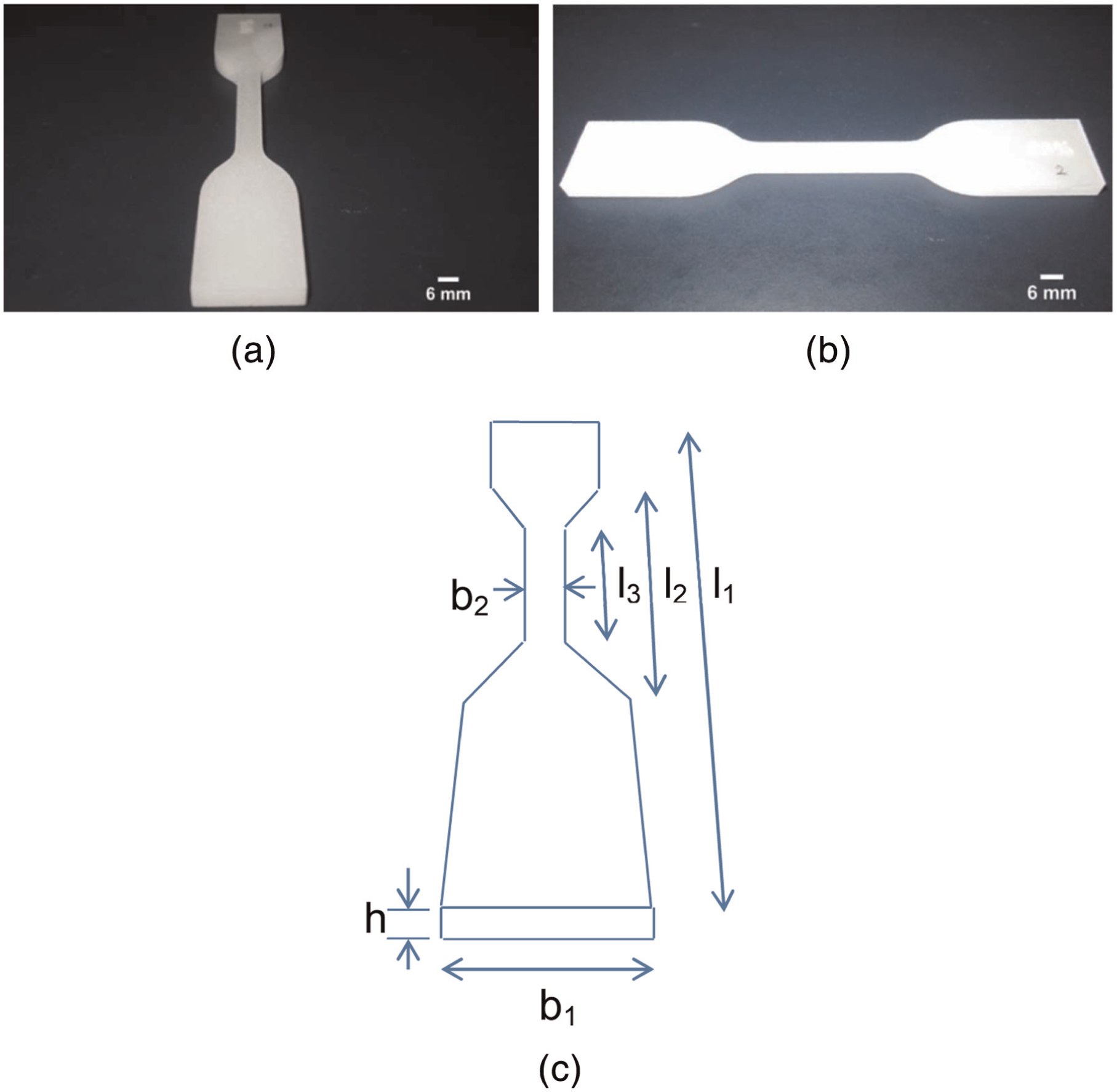
(a, b) Digital photographs of two different views of a nylon 12 tensile test specimen produced using LS for the mechanical tests and (c) a schematic image of the nylon 12 tensile test specimens produced in this study showing the dimensions.
The dimensions of the tensile test specimens which were selected with respect to the ASTM standards are as follows: l1 = 115 mm, l2 = 75 mm, l3 = 55 mm, b1 = 19 mm, b2 = 6 mm and h = 4 mm.
Results and discussion
As mentioned before, the main aim of this study was to investigate the feasibility of the use of micro-CT for morphological characterisations and to obtain an estimation of the values for density and morphological and mechanical properties of the nylon 12 parts produced by the LS process. The changes in these properties following the changes in the laser power were investigated.
Density measurements
The nylon 12 rectangular parts with similar dimensions produced by LS with various laser powers were considered for the density measurement in this study. The dimensions of the manufactured parts were measured and recorded. The parts were then weighed, and the density of the parts was calculated. The measured densities for these parts are shown in Figure 3.
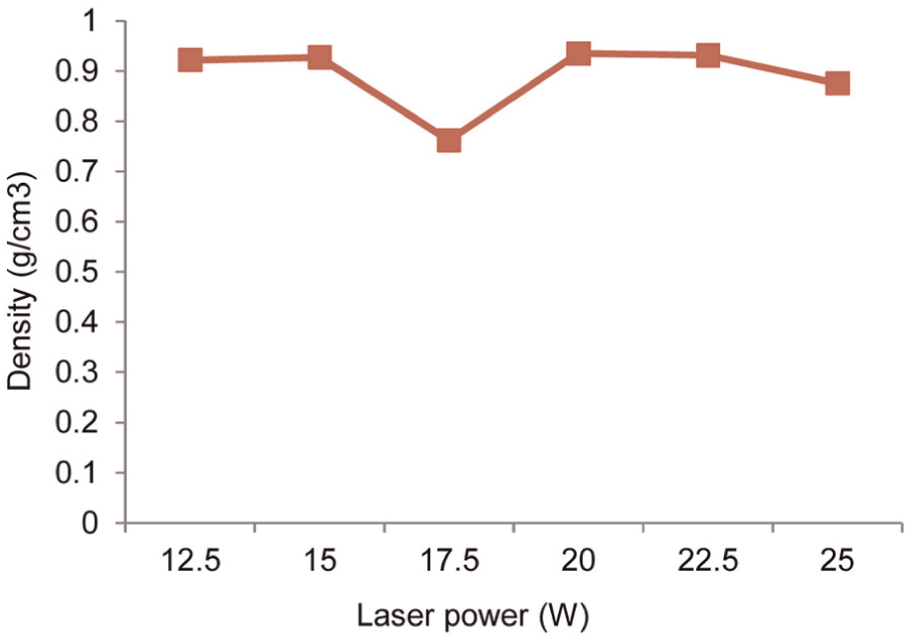
Density of the rectangular nylon 12 parts produced by LS with various laser powers.
Disc-shaped specimens with 10 mm diameter and 4 mm thickness were cut out of the nylon 12 rectangular parts for the micro-CT scanning. 2D micro-CT images that show regions of different densities in different colours were produced using CTAn software. These images for nylon 12 parts produced by LS with various laser powers are presented in Figure 4. The areas presented in these images possess a diameter of roughly 7.5 mm. As it can be seen in these images, the density varies throughout the structure from minimum value (presented in black colour in the micro-CT images) to maximum density (presented in white colour) in all structures. The dense outer layer presented in all the images is from a tape that covered the disc specimens before placing the specimens in the micro-CT equipment. This was performed in order to prevent the discs moving as the aluminium stage inside the apparatus rotates (the specimen was placed on the rotary aluminium stage). All the 2D images have been selected from the centre part of the 3D structure, and the corresponding cross-sectional areas possess similar numbers in the series of 2D images produced for each processing parameter. This was performed in order to obtain a comparison between the cross sections captured from similar depths of the 3D structures. The majority of the structure in all specimens is shown in purple or pink which indicates a medium value of density in these areas. The areas presented in black colour show the presence of pores in the structures. There seem to be darker colours (purple and blue) at the edge or outer area of all the structures and brighter colours (pink, yellow and orange) at the centres of the structures. This shows that the density of the structures is higher at the edges compared to the centre parts. Ajoku et al. also measured the density of nylon 12 parts prepared by LS process and found that the parts were much denser at the edges than at the centres. It has also been reported in the mentioned study that the presence of denser structures at the edges compared to the centres results in an improvement in the mechanical properties of the parts. According to Ajoku et al., 20 the reason for the higher density at the edges than the centres in these structures is the short bursts of energy at the edges, known as the ‘end of vector effect’. Since the density measurements were performed on the rectangular parts in this study, and the micro-CT images are from the discs cut out of the rectangular parts (the geometry of the parts has been altered), the reasons reported by Ajoku et al. may not be valid for this study. Also, the circular samples were cut from original larger samples and thus did not include edges of sintered parts that had been subject to higher energy density. Therefore, there is no obvious explanation for the possible higher density observed at the edges of the nylon 12 discs in this study.
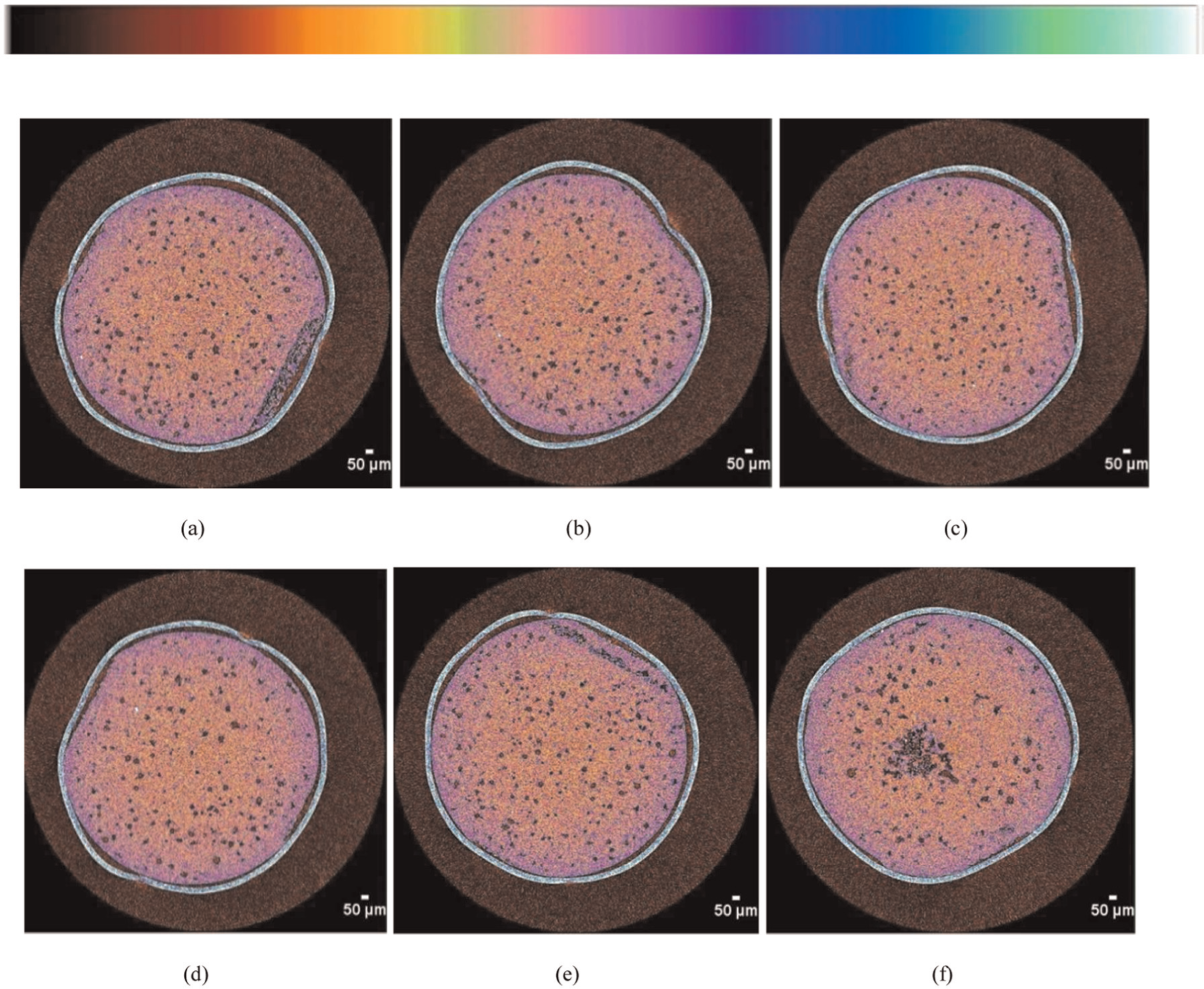
Micro-CT 2D images of cross sections of nylon 12 discs produced by LS process with various laser powers; these images have been generated using CTAn software, and the areas with different colours represent different densities: (a) 12.5 W, (b) 15 W, (c) 17.5 W, (d) 20 W, (e) 22.5 W and (f) 25 W.
As it can be observed in Figure 3, the density of the nylon 12 rectangular parts was measured at 0.76–0.93 g/cm3 for parts prepared by the LS process. The density of a solid nylon 12 part has been measured at 1.01–1.02 g/cm3.32,33 The maximum mass density for injection moulded nylon 12 has been reported to be 0.977–1.03 g/cm3 according to Ajoku et al. 34 It is clear that the lower density measured for the nylon 12 parts measured in this study is due to the presence of pores in the structure.
According to Williams and Deckard, 35 the density and mechanical strength of the nylon 12 parts produced by LS process can be influenced by the amount and timing of energy input during the process. The deposited energy on the powder bed can be influenced by various parameters such as laser power, laser beam spot size, the velocity of beam displacement, the length of scan line and the hatch spacing. 36 Thus, the laser power can affect the value for density and mechanical properties of the produced parts. Several studies have reported that the laser power and beam displacement velocity are the most influential parameters on the physical and mechanical properties of the fabricated parts.35,37,38 In the LS process, the laser power can affect the intensity of a pulse and that can affect the energy stored at the surface of the powder bed. 35 This can result in changes in the physical and/or mechanical properties of the manufactured parts. Ho et al. have also reported that the part density in the LS process strongly depends on the laser energy density. This is based on the fact that in the LS process, the powder particles fuse together by the heat supplied by the laser. 22
The nylon 12 rectangular parts prepared by LS show that the majority of laser powers produce parts with almost similar value. However, it was expected that the part density increases as the laser power increases since higher laser power or higher energy density can lead to better fusion of powder particles and fabrication of more solid parts. 18 The nylon 12 part produced using 17.5 W laser power shows the lowest value of density. This can be due to insufficient fusion of the particles during the process. Amado-Becker et al. 36 reported that the densification degree of sintered parts increases following an increase in the energy density and laser power.
Rüsenberg et al. measured the nylon 12 part density by two methods: gas pycnometer and Archimedes process. Higher part densities were measured by the gas pycnometer compared to the Archimedes process. The difference between the measured part density decreases as the laser power increases. At very high laser powers (>26 W), the difference was only 1%. The results in that study showed that the density of the laser sintered nylon 12 parts was different in the outer area and on the inside. A density in the range of 0.955–0.975 g/cm3 was measured for the laser sintered nylon 12 parts. 3
Caulfield et al. used a method similar to this study in order to measure the density of nylon parts produced by LS. The dimensions of the specimens were measured manually, and they were weighed. The density of the parts was determined by dividing mass by volume. The effect of energy density or laser power on the part density was then investigated in the mentioned study. Caulfield et al. reported an increase in tensile strength, modulus, elongation at break and density by increasing the energy density or laser power. This can be explained by the fact that higher energy density and laser power can result in better fusion in the powder particles and formation of a more solid part. However, for energy density levels higher than a certain point in the tested range, the rate of increase for the tensile strength, elongation at break and modulus shows a decrease and in some cases these values drop. This can be due to damage of powder particles caused by excess heat produced by laser. The excess heat can result in the powder particles burn and partially deteriorate the material properties. 18 Thompson et al. measured the density of the nylon 12 parts manufactured by LS and injection moulding processes using a similar method. According to their study, injection moulded nylon 12 parts were of higher density in comparison with those from the LS process. 39
Morphology examinations
Morphological parameters of nylon 12 discs manufactured using LS process with various levels of laser power have been measured in this study using micro-CT. Micro-CT was used in this study to understand the changes in the 3D structure from layer to layer. Hence, it is important to investigate the cross-sectional areas obtained from the 3D structure by micro-CT scanning. The 3D structures of the nylon 12 parts produced by LS were virtually divided into three parts as shown in Figure 5. The 2D micro-CT images of the bottom part, middle part and upper part are presented in Figure 6. According to the mechanism of micro-CT, the 3D structure of each part was virtually divided into approximately 700 2D images. The areas presented in all the images as cross sections are selected from these 2D images and are approximately 200 scans apart. The cross sections from different depths of the 3D structure are shown in different columns. The 2D images presented in Figure 6 are of roughly 7.5 mm diameter. Parts in black colour represent pores, parts in white colour represent denser parts and the rest of the structure in grey colour, which includes the majority of the structure, represents medium densities. Pores (in black) and denser parts (in white) have been highlighted with red and yellow circles, respectively, in the 2D images.
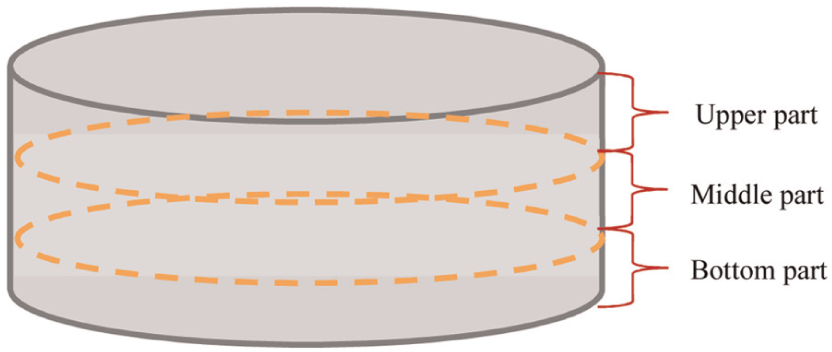
A schematic image of the 3D structure of the nylon 12 parts manufactured by LS which was virtually divided into three parts.
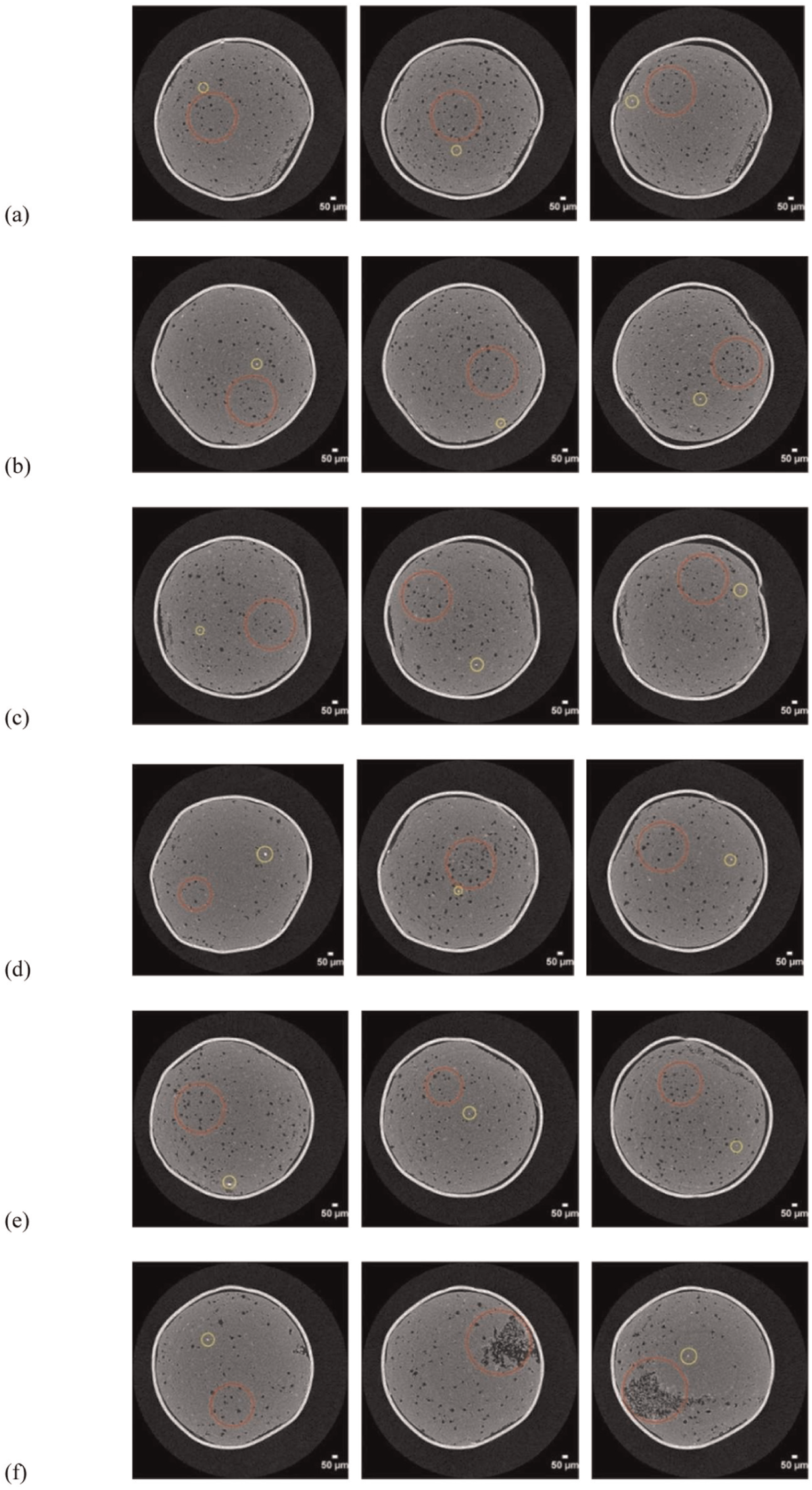
Micrographs obtained by micro-CT from cross sections of various depths of the 3D structure of nylon 12 parts fabricated by LS process with various laser powers: (a) 12.5 W, (b) 15 W, (c) 17.5 W, (d) 20 W, (e) 22.5 W and (f) 25 W.
The presence of the pores in the structure of LS parts is due to the fact that certain powder particles receive insufficient energy density levels leading to poor fusion of these powder particles to the surrounding particles. Therefore, these particles detach from the surface and form voids or pores. 18 According to Caulfield et al., these pores start to disappear as the energy density and laser power increase leading to formation of a smoother surface. However, as the laser power increases beyond a certain amount (15 W), the quality of the surface begins to deteriorate resulting in a rougher surface. The reason for this was reported to potentially be the excessive exposure of the laser to the powder particles which can cause the particles to burn. 18
Vasquez et al. also reported a similar trend for the properties of the nylon 12 parts produced by LS as the laser power increased. According to their study, the properties of the nylon 12 parts improved with the increased applied energy through an increase in the laser power. However, the properties could reach a maximum after which the increase in the energy could result in a decrease in properties of the parts. The reason for this was reported to possibly be the degradation of the polymer chains or other changes in the molecular structure caused by the additional energy. 40 The presence of areas in white or bright colour in the structure is due to the high density of those areas, and according to the mechanism of micro-CT, higher amount of X-rays is reflected and collected during the scanning process of those areas compared to the rest of the structure. During the sintering process, powder particles in some of the areas of powder bed remain unmelted, whereas the rest of the powder particles melt together efficiently. This can result in different density values for these areas. 41
The porosity and average pore diameter of the nylon 12 disc specimens cut out of the rectangular parts, which were prepared by LS with different laser powers, were measured using micro-CT. Figures 7 and 8 show the effects of laser power on the porosity and average pore diameter of these parts, respectively. The micro-CT scanning was performed on one specimen for each processing parameter.
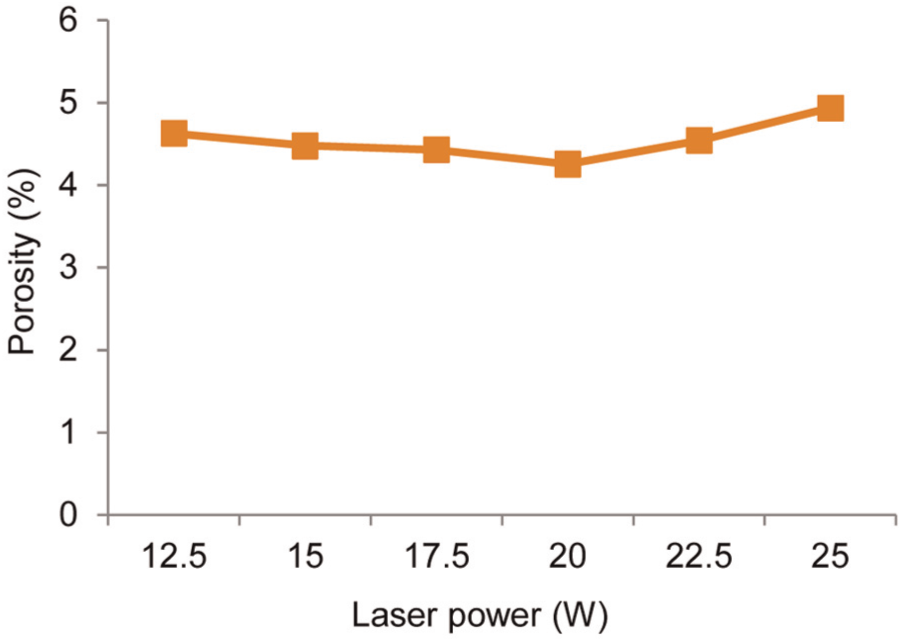
Porosity of the nylon 12 discs produced by LS process with various laser powers.
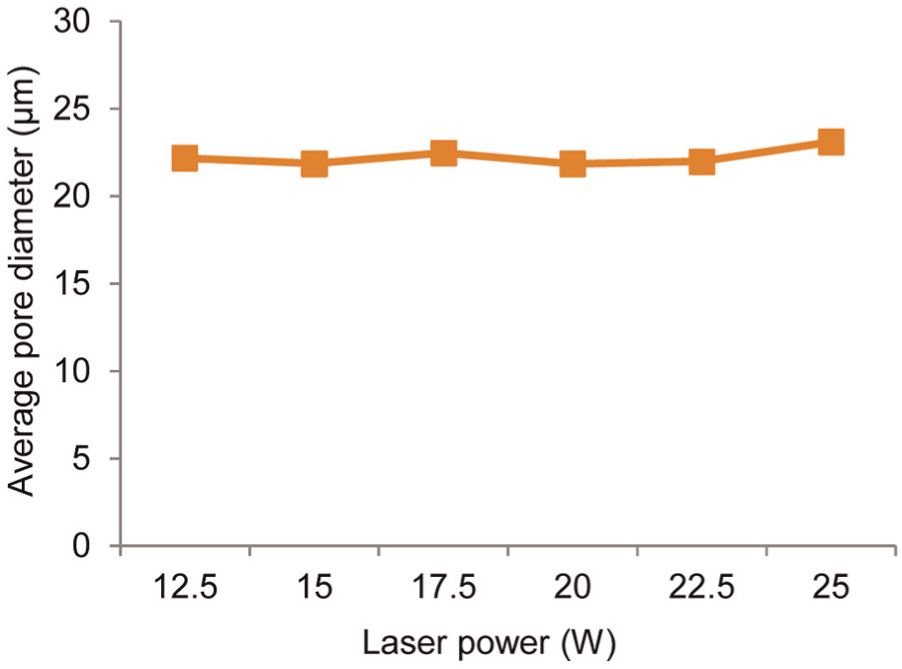
Average pore diameter of the nylon 12 discs prepared by LS process with different laser powers.
Pore diameter distributions for nylon 12 discs produced using LS process with different laser powers have also been measured by micro-CT and presented in Figure 9.
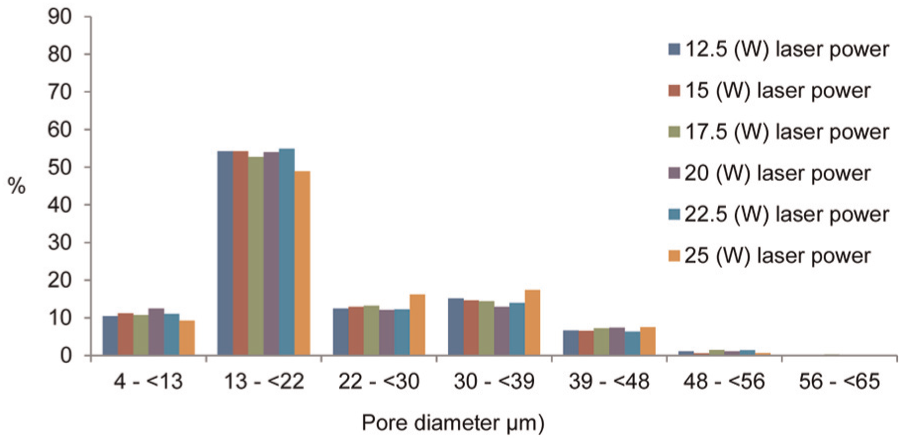
Pore diameter distributions for nylon 12 discs fabricated by LS with various laser powers.
Regarding the pore diameter, it can be observed in Figure 8 that the average pore diameter remains fairly constant as the laser power increases. This can also be observed in the micro-CT images. A similar trend can be seen in Figure 9 for the pore diameter distributions. As it can be seen in Figure 9, there are many pores larger than 22 µm in the structure of the produced LS parts. The degree of porosity and pore size in the structure can relate to the bonding between the powder particles which may vary following the changes in laser powers. Research studies on the morphological characterisations (porosity and pore size) have been limited in the past.
Rüsenberg et al. measured the porosity of nylon 12 parts using a PolyCut S microtome system and a VHX-1 microscope with magnifications of up to 200×. The porosity was measured at 3%–6% for all operating points. This is comparable with the porosity measured in this study, which was 4%–5% porosity for LS parts. In that study, similar to the density, the porosity showed different values for the outer area and the inside of the sample. The outer area of the laser sintered nylon 12 parts presented a dramatically lower porosity in comparison with the inside. There was a skin with less than 1 mm thickness surrounding the outer area of the cross section from the middle of the samples which possessed a low porosity. The thickness of the laser sintered parts, cooling rate and exposure strategy were assumed to be the influential factors on the structure and porosity of the outer solid area of the parts. 3
The porosity of LS parts can consist of closed pores or a network of interconnected pores. Interconnected pores can be typically found in parts with densities less than 80% of density of a fully dense part. 17 Ajoku et al. 20 have reported that higher temperature in LS process can result in improved bonding and less pores in the structure. Scherer42,43 has reported that the pore diameter of the parts can be reduced by increasing the temperature leading to fabrication of parts with higher densities. Sun et al. 44 investigated the effect of the bed temperature on the porosity of the parts, and according to their study, the porosity of the parts can significantly change by varying the temperature. The effect of bed temperature on the properties of the parts has not been directly examined in this study; however, it is expected that higher temperatures can be achieved at higher laser powers.
The presence of porosity in LS parts can result in lower mechanical properties; however, it can provide a positive effect on the dissipation factor and dielectric constant. This positive effect can be effective for LS parts. 39
A 3D model of a region of interest (1 mm diameter and 1 mm thickness) from a nylon 12 disc produced using LS and scanned by micro-CT is created using CTVol software. This model is presented in Figure 10. The porous structure can be clearly observed in this figure.
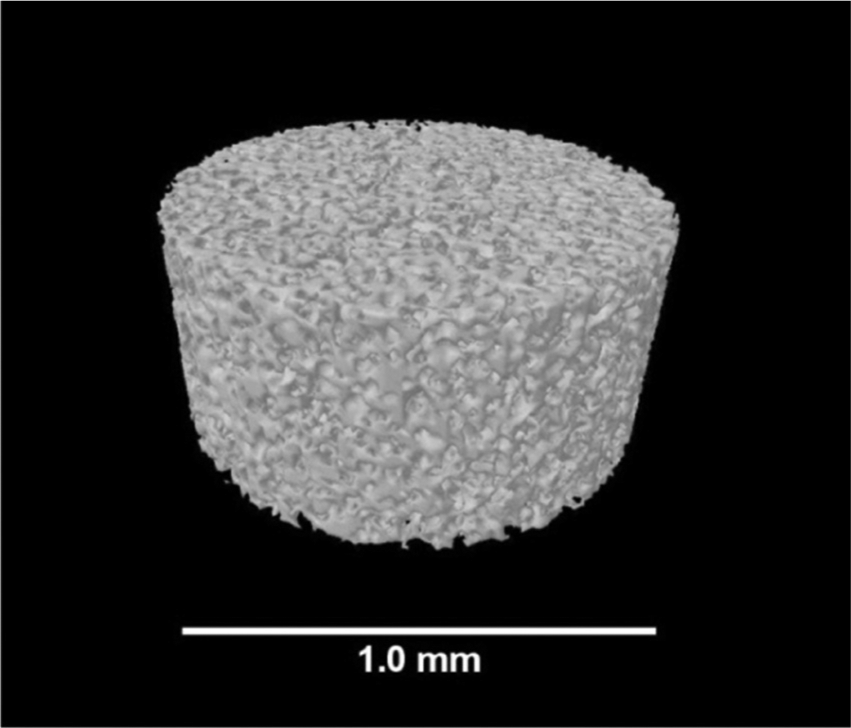
A 3D model of a nylon 12 part produced using LS at 17.5 W laser power and created by micro-CT scanning and CTVol software.
Similar to 2D images generated by micro-CT machine and CTAn software for x-y direction, 2D images were produced for z direction using DataViewer software. The structures in these images were not as clear as x-y direction images. Therefore, only one image is shown here to provide an example of the structure in the z direction. A 2D image of the structure in the z direction for a nylon 12 part produced by LS process is presented in Figure 11. As mentioned earlier, the areas with brighter colour or white colour present higher density in the structure.
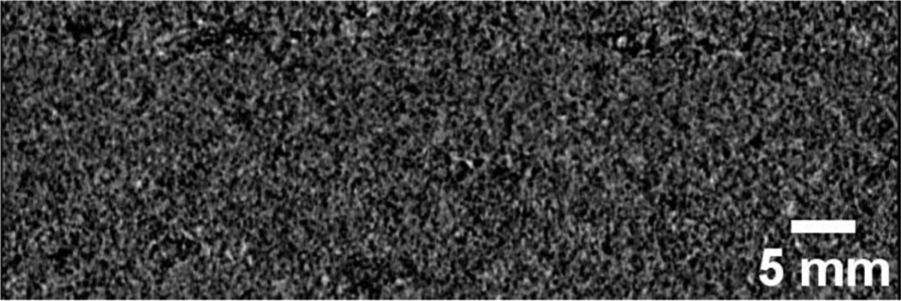
A 2D image of the z direction of the structure of a nylon 12 part fabricated by LS at 17.5 W laser power and obtained using micro-CT scanning and DataViewer software.
Mechanical properties
Nylon 12 tensile test specimens were produced for the tensile tests using LS with various laser powers. Two tensile test specimens were produced in one built for each processing parameter and were subjected to tensile test. Digital photographs of the specimens during the tensile tests are presented in Figure 12. Figure 12(a) shows the LS specimen before the tensile test starts. It can be seen in Figure 12 that after a period of time, necking is formed in the specimens, and then the breakage occurs. The areas where the necking and then breakage occur have been highlighted using red circles in Figure 12.
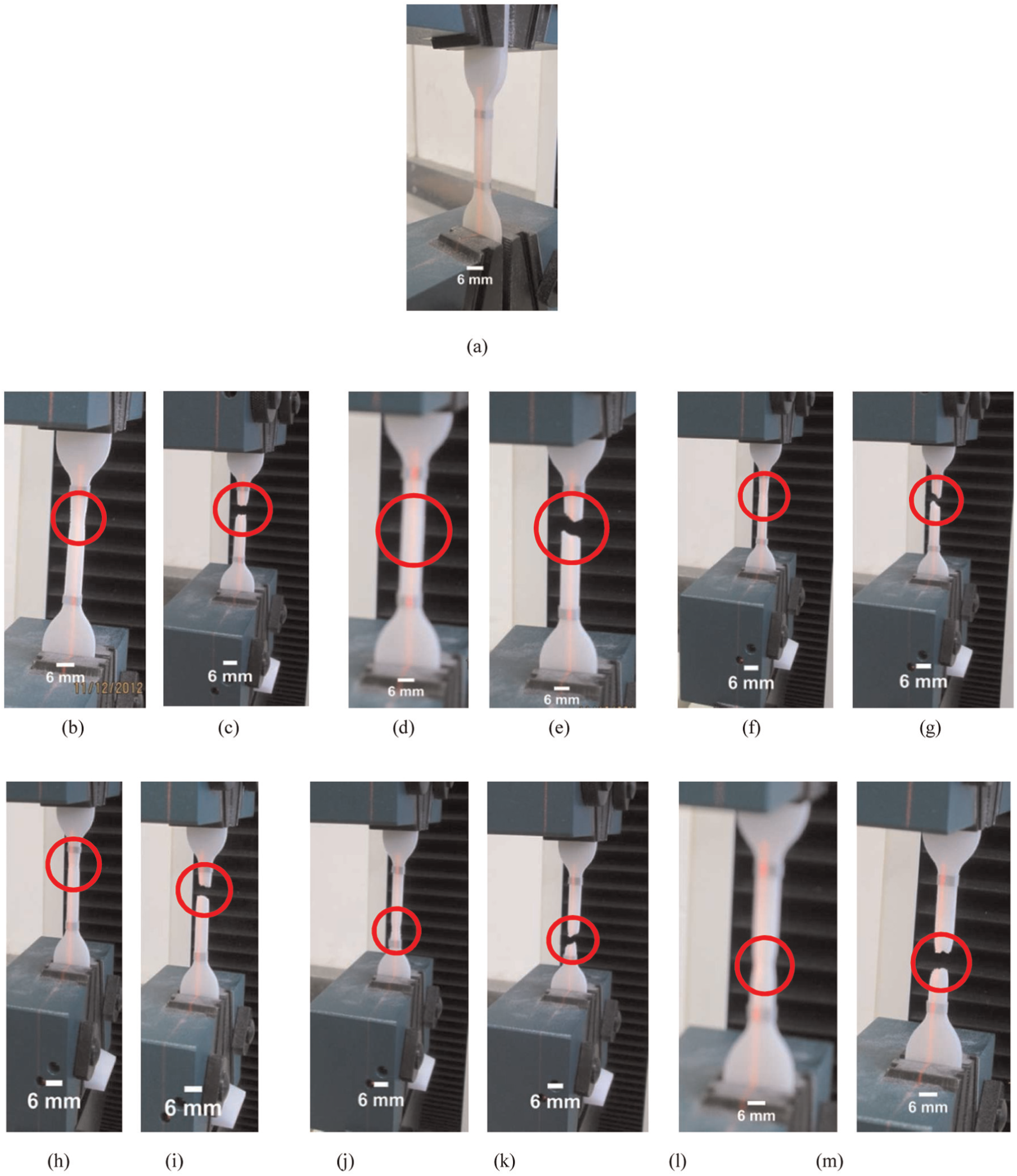
Tensile tests on the nylon 12 specimens produced by LS with various laser powers: (a) nylon 12 specimen before the tensile test starts; (b) necking at 12.5 W laser power; (c) breakage at 12.5 W laser power; (d) 15 W laser power, no necking could be observed; (e) breakage at 15 W laser power; (f) necking at 17.5 W laser power; (g) breakage at 17.5 W laser power; (h) necking at 20 W laser power; (i) breakage at 20 W laser power; (j) necking at 22.5 W laser power; (k) breakage at 22.5 W laser power; (l) necking at 25 W laser power and (m) breakage at 25 W laser power.
The UTS, elongation at break and Young’s modulus have been measured for the produced nylon 12 parts fabricated with various laser powers. These measured values are shown in Figures 13–15. As mentioned before, two specimens were tensile tested for each processing parameter. In Figures 13–15, the average values are plotted for UTS, elongation at break and Young’s modulus, respectively. The deviation bars in these figures represent the two values (higher value and lower value) measured for each processing condition.
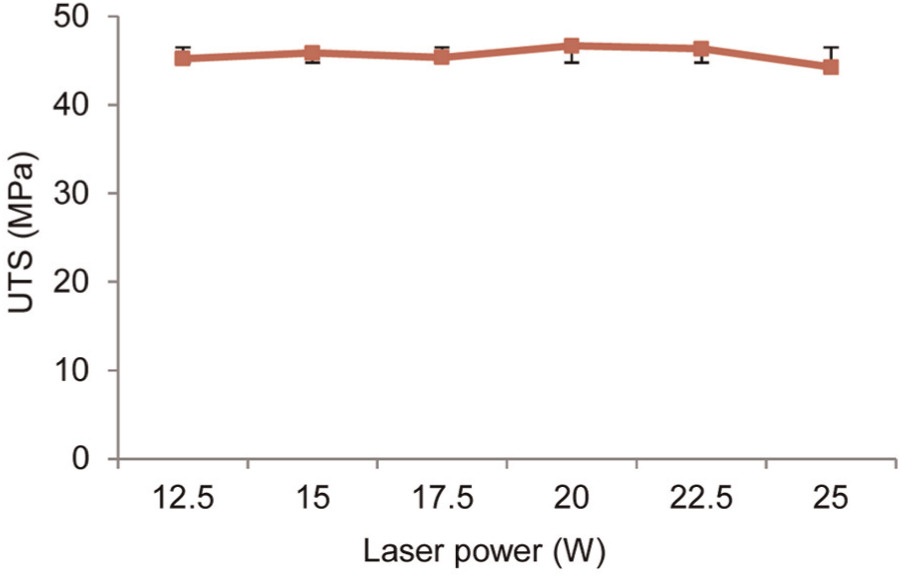
UTS measured for LS nylon 12 parts produced with various laser powers (n = 2).
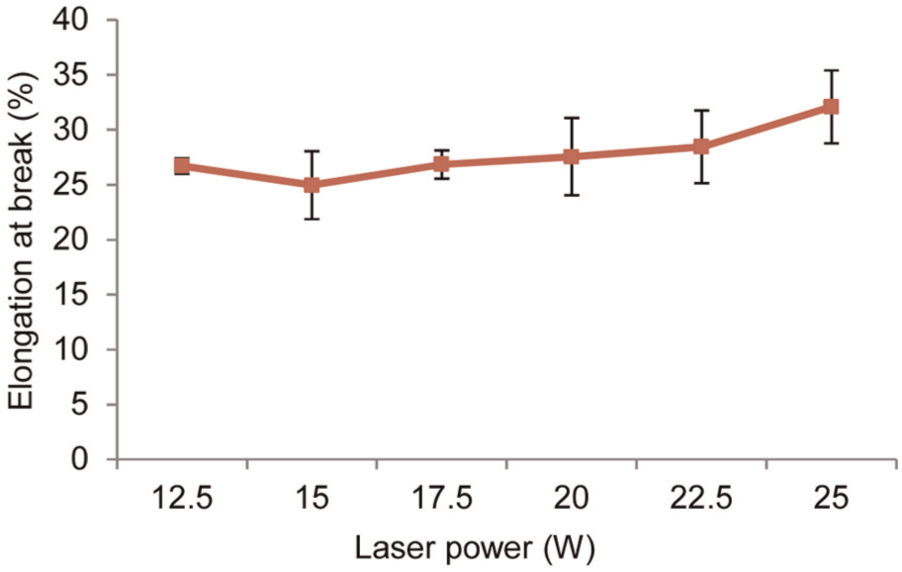
Elongation at break determined for LS nylon 12 parts fabricated with different laser powers (n = 2).
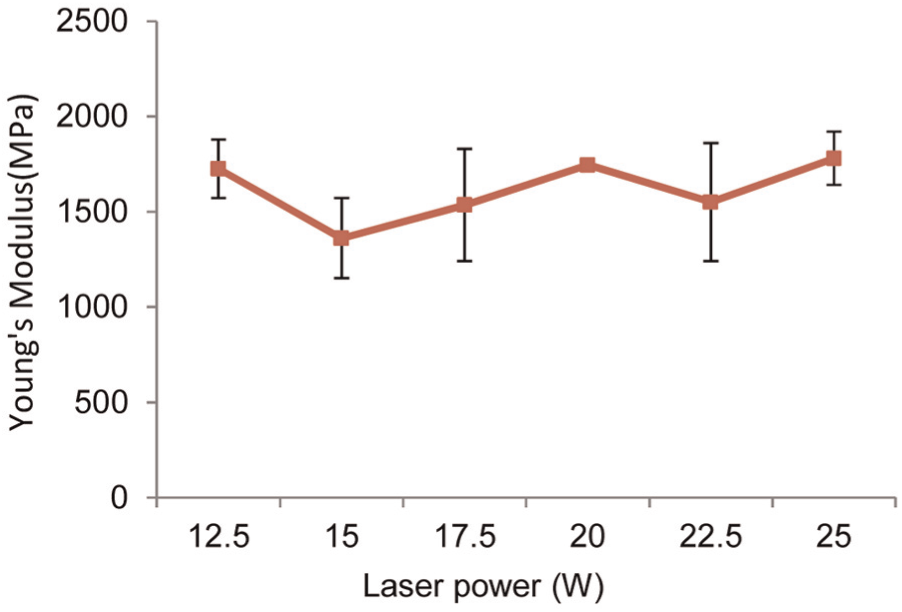
Young’s modulus measured for LS nylon 12 parts prepared with different laser powers (n = 2).
The UTS values can be significantly influenced by the build orientation of the parts. 20 In this study, all the specimens were built in the x-axis orientation. It is expected to obtain a higher tensile strength for the parts built in the x-axis direction compared to those produced in z-axis direction.20,37 Caulfield et al. 18 have reported that nylon 12 parts produced by the LS process possess higher tensile strength at higher densities. According to Zarringhalam et al., parts with higher density possess higher tensile strength, toughness and elastic modulus. This can be explained by the way stress is calculated. Stress can be calculated using equation (4)

Parts with higher density possess larger cross-sectional area, and therefore, lower stress can be observed within the parts under applied force. As a result, the tensile strength of the material can be higher. Toughness and shear strength of the material can be affected in a similar way. 17
The main factor that makes parts with lower densities less strong is the size of interparticle bonds, and the main factors that make denser parts stronger are pore size, spacing and shape. 45 The majority of materials possess structural imperfections such as voids and cracks. These imperfections may cause high local stress concentration. 17
It has been reported that the mechanical properties of the laser sintered parts can be increased by reducing the porosity. Another parameter influential on the mechanical properties of the parts has been reported to be the surface. By applying an appropriate post-processing technique, the surface of the parts may be improved, and therefore, better mechanical properties can be obtained. 3
In a study by Hopkinson et al., 41 lower values of UTS were related to the porosity in the structure of the parts claiming that higher porosity can result in lower values for strength of the parts. The mechanical properties of the parts can be improved using certain treatments on the parts. Zarringhalam and Hopkinson 17 have reported that heat treatment as a form of post-processing can improve the tensile strength and impact strength of LS nylon 12 parts.
In the figures related to the tensile tests (Figure 12), the elongation and necking before the breakage can be clearly seen (highlighted with red circles). The elongation at break seems to generally increase as the laser power increases (Figure 14). Caulfield et al. have reported that LS parts produced at lower energy densities and laser powers show a brittle behaviour compared to those prepared at higher energy densities and laser powers. According to their study, sintering at higher energy densities and laser powers can result in stronger bonds between powder particles leading to formation of more ductile parts. It was found that the elongation at break increases as the energy density and laser power increase due to the increase in particle fusion and part density at higher energy densities or laser powers. Improved material integrity and enhanced local interparticle bonding result in a decrease in the brittleness of the material. 18
Figure 15 shows Young’s modulus measured for nylon 12 parts produced at various laser powers. Young’s modulus was measured at 1360–1780 MPa for these parts. There seems to be no trend for the changes of Young’s modulus of LS parts with the increase in laser power. The maximum value for Young’s modulus of LS parts was measured at 1780 MPa which was obtained at 25 W laser power. Ajoku reported a higher stiffness for nylon 12 parts produced by LS compared to those produced by injection moulding. This is due to higher crystallinity of the nylon 12 parts fabricated by LS (21%–24%) than that of injection moulded nylon 12 parts (21%). 46 According to Bessell et al., 47 higher stiffness can be obtained at higher degrees of crystallinity in semicrystalline polymers such as nylon 12. Injection moulded nylon 12 parts have been reported to possess Young’s modulus of 1200 MPa according to Al-Goussous et al. 48 These parts typically possess Young’s modulus in the range of 248–1242 MPa. 49
According to Caulfield et al., Young’s modulus of LS nylon parts increases as the energy density and level of laser power increase. This has been related to the density of the parts in the mentioned study. It has been reported that the part density increases as the energy density and laser power increase, and that results in an increase in modulus. According to their study, at very high energy densities or laser powers, the rate of increase in the modulus and strength decreases, and in some cases, these values even drop. This is due to excessive heat produced by the laser which can burn and damage the powder particles. This can result in a reduction in material properties. 18 Other studies also investigated the effect of energy density and laser power on modulus and elongation at break for LS nylon 12 parts. According to Rüsenberg et al., the elongation at break is higher at higher energy densities or laser powers. However, Young’s modulus of nylon 12 tensile testing bars built at different energy densities or laser powers presents no significant differences in that study. 3 Starr et al. 8 showed that both elongation at break and elastic modulus for LS nylon 12 parts increase with an increase in energy density or laser power. In this study, the elongation at break increases as the laser power increases (Figure 14). However, the changes in Young’s modulus with the increase in laser power show no trend (Figure 15).
Conclusion
In this study, LS nylon 12 parts were produced using various laser powers. Density measurements, micro-CT characterisations and tensile tests were performed on the produced parts. Density, porosity, average pore diameter, pore diameter distribution, UTS, elongation at break and Young’s modulus of the parts were determined and compared for different processing parameters.
The results of this study showed that micro-CT as a non-destructive technique is a suitable technique for morphological characterisations of the sintered parts. During the LS process, certain powder particles receive insufficient energy density levels leading to poor fusion of these powder particles to the surrounding particles. This can cause the formation of the pores in the structure of the produced parts. The increase in laser power can result in better fusion of the particles during the LS process. No specific trend was observed for the changes in density values of the LS parts as the laser power increased. The porosity and pore size of the parts remained fairly constant with the increase in laser power. The results of the tensile tests on the produced nylon 12 specimens showed that the UTS of the parts remained relatively constant as the laser power increased. However, the elongation at break generally increased with the increase in laser power showing that the LS parts were more brittle at lower levels of laser power.
Footnotes
Acknowledgements
The authors acknowledge the Mellanby Centre for bone research and Dr Leslie Coulton for their technical support with their micro-CT unit.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.