
Abstract
The grinding experiment of mica glass-ceramics was conducted on the GM-D300-type surface grinder. The article investigated the influence of surface roughness on grinding wheel velocity, table feed speed, and grinding depth. The results indicated that surface roughness decreased with the increasing grinding wheel velocity and grinding depth in overall trend, and decreased with increasing table feed speed. Moreover, a modified surface roughness model, which introduced the maximum undeformed chip thickness, was developed based on Snoeys’ empirical formula. The modified model was in good agreement with the experimental data in most cases. The disparity between experimental data and predicted results of surface roughness was attributed to the organization of pores randomly distributed within the mica glass-ceramics.
Introduction
Surface roughness is an important factor to describe the surface quality of the component and the assemble accuracy for mechanical processing such as cutting, grinding, and so on. The reliability of the components was improved based on good surface roughness. Precision or super-precision grinding is one of the mechanical processes to achieve better surface performance.1,2 Ceramic grinding is one of the advanced objectives in mechanical manufacture. Bandyoupadhyay 3 investigated the effect of the process parameters on the strength and the surface integrity of silicon nitride through grinding experiments. Ali and Zhang 4 proposed the prediction model of surface roughness based on the fuzzy theory. Hecker and Liang 5 showed the relationship between undeformed cutting chip thickness and surface roughness using the topology data of the grinding wheel and the interaction of the wheel–workpiece. It was found that the predicted results were in good agreement with the cylindrical grinding experimental data. Chen et al. 6 obtained the critical condition of the transition from brittle to ductile by means of the indention experiments with different loads. The influenced factors on the surface performance were analyzed with the theory of super-precision grinding. The grain size of the grinding wheel had a significant effect on the ground surface. The actual critical condition was also provided by the grinding experiments.
The removal process of the brittle material was different with the shear of the metal. The removal mechanism of brittle fracture was affected by the material property, the micro-defects, and so on. Thus, there were certain random factors. Since the machined mechanism of brittle material was not very clear, the removal process was uncontrollable. An important parameter of mechanical processing was surface roughness which was seen as the difference between good finish and poor finish. Thus, it was necessary to further investigate the surface roughness of the difficult-to-machine materials. Engineering ceramic of hard-brittle material was studied in the article.
Removal mechanism of engineering ceramic
Material-removal mode of engineering ceramic
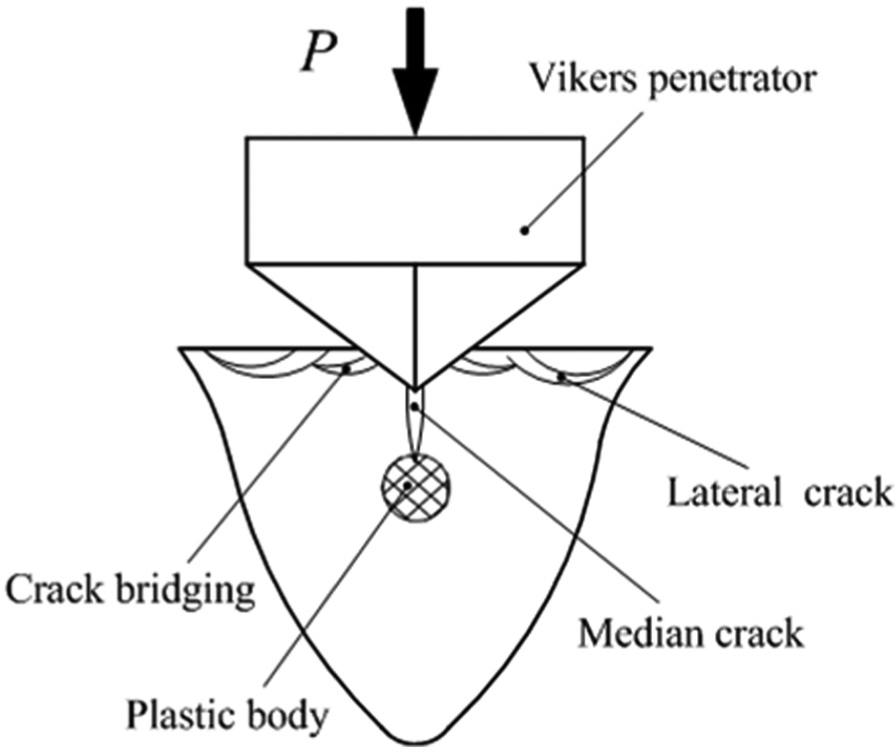
Figure 1 shows a sketch of the indentation test. The median crack was gradually generated below the plastic zone, while the normal force increased in the loading procedure. The lateral crack emerged by the effect of the stress field formed by the plastic deformation and the median crack in the unloading procedure. The lateral crack extended to the material surface layer to form some exfoliations surrounded by micro-cracks, while the actual cutting depth and load were greater than their critical values. The chip appeared while the loose material broke away from the workpiece under the external forces. The internal material can prevent the expansion of the current cracks through consumption of the energy by plastic deformation. It can be concluded that the removal forms of the brittle material are collapsed blocks and powder blocks.
Micro-crack formation process.
So far, there were three material-removal modes of engineering ceramic: brittle removal,7,8 pulverization removal7–9 and ductile deformation.10–12 In the brittle removal mode, lateral and radial cracks propagated result in material crushing. In the pulverization removal mode, the hydrostatic stress of the abrasive results in local shear stress field which causes micro-crushing between intergranular and transgranular ceramic material in the grinding process. The study of ductile regime grinding showed that the removal mode of brittle material was ductile deformation in the case of small grinding depth. The removal modes were determined by the characteristics of workpiece and wheel, grinding process conditions, and so on.
Fracture model of engineering ceramic
The theoretical fracture strength was mainly determined by the interatomic force, while the removal mode of the ceramic 13 composed of ideal crystals was total brittle fracture. The practical strength was less than two orders of magnitude than the theoretical strength

where
Griffith 14 showed that ceramic material can be led to an entire fracture with the spread of an internal micro-crack under some special circumstances. In fact, the material fracture was much easier than the damage of the atomic bond. According to the energy criterion, the fracture stress given by Griffith is

where

Equation (2) indicated the fracture principle of ceramic material to conduct the research of material removal, and it was usually called Griffith equation. It was also clarified by Griffith that the actual fracture stress was influenced by material property, crack size, and so on. Kies et al. 15 discussed the process of micro-crack generation and expansion through the contrastive grinding experiments for several brittle or ductile materials. It was found that the current theory cannot explain the fracture of brittle material clearly. The evolutive Griffith equation was given by Irwin 16 as

where
Model of surface roughness for engineering ceramic
Uncut chip thickness
A sketch of grinding model is shown in Figure 2. The cutting edge came into contact with the workpiece at

where

where
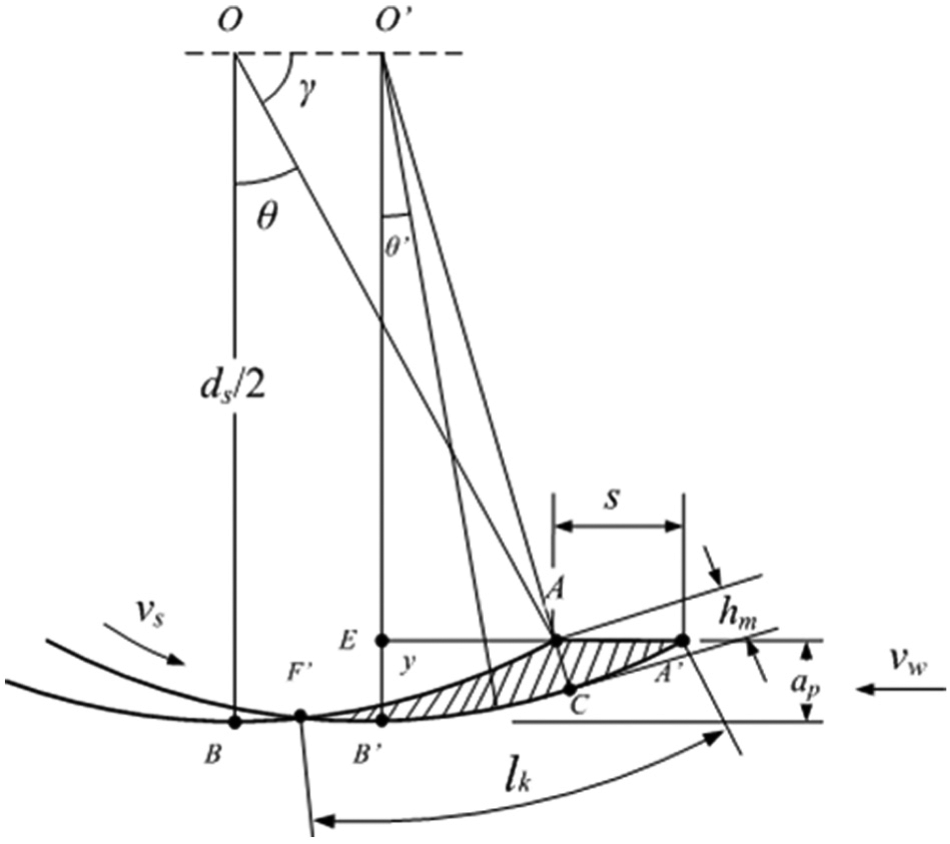
The interference trajectory of the wheel–workpiece.
Generally, let




because

Because

which when put into equation (4) gives

where
Mathematical model of surface roughness
Snoeys empirical model Ra1
The grinding wheel topology was too irregular to be characterized by random cutting edge’s spacing and protrusion height in the grinding process. Snoeys et al. 17 and Kedrov 18 proposed the empirical model of surface roughness using the cylindrical plunge grinding experiments; it is given as

where
Empirical model Ra2 about uncut chip thickness
A new model of surface roughness was proposed in this article based on the Snoeys empirical model in which the equivalent cutting depth was equal to the uncut chip thickness

that is

The two models of surface roughness, Snoeys model, and modified model (shown in equations (10) and (11), respectively), were considered to assess the following experimental results.
Experiment
The relationship between surface roughness
Experimental equipments and methods
The grinding experiment was carried out on the GM-D300-type surface grinder. The cubic boron nitride (CBN) grinding wheel was used to machine the mica glass-ceramic, drying. The wheel diameter is
Surface roughness was studied based on the simple single factor test, that is, single factors such as the grinding wheel velocity
The test conditions of simple single factor.
Micro-surface in grinding glass-ceramic
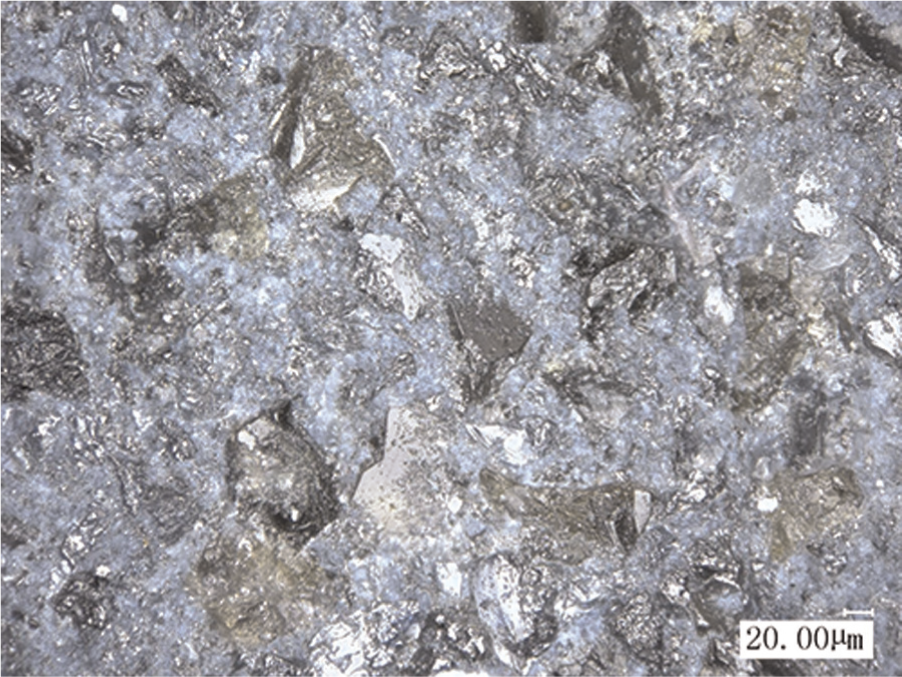
Many pores randomly distributed within mica glass-ceramic were observed by mean of the software SPIP with Micromeasure 2 surface profilometer. In measurement, machined surface roughness will be a substantial deviation from the actual contour because of the pore composition of the surface material. Thus, the surface roughness of theoretical derivation was different from the experimental one.
The mica glass-ceramic, which contains a considerable number of pores with random distribution, is made by powder consolidation and sintering. Thus, the quantitative analysis was only studied on the influence of pores on the roughness measurements. As shown in Figure 3, the surface roughness of three measurement positions on the same grinding surface was compared. The results indicated that surface roughness varied greatly with the different pore organizations of the material surface. When the porosity was small within the material, the surface quality was better and the roughness measurements were lower,
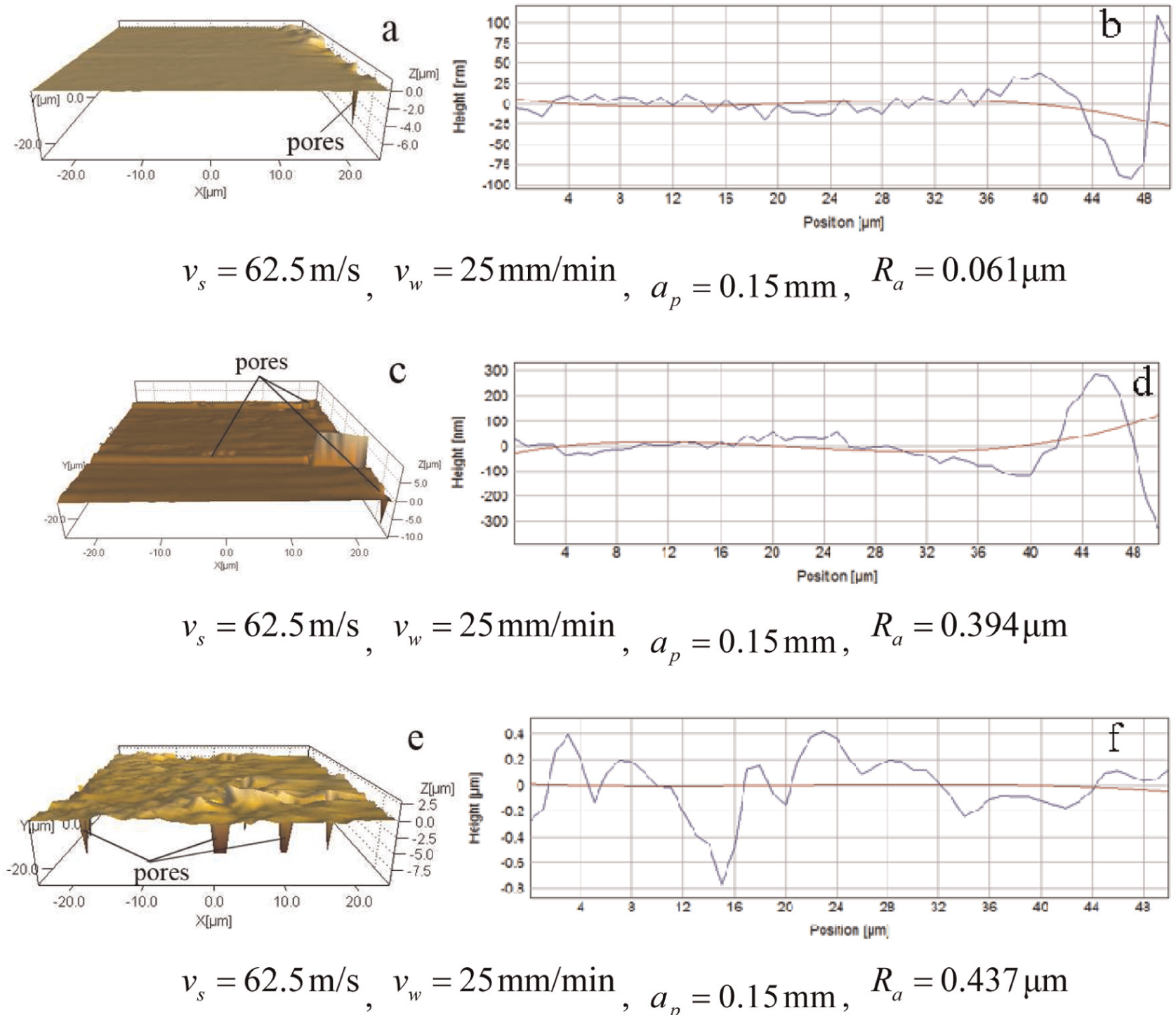
The pore organization of material affects the surface roughness. (a) V3D profilometer at position 1; (b) Random pores distributions; (c) V3D profilometer at position 2; (d) Random pores distributions; (e) V3D profilometer at position 3 and (f) Random pores distributions.
Results and discussions
The experimental results for simple single factor tests were shown in Figures 5–7. The experimental data were recorded as
The micromorphology of wheel surface.
The influence of grinding wheel speed
The influence of table feed speed
The influence of grinding depth
Grinding wheel speed
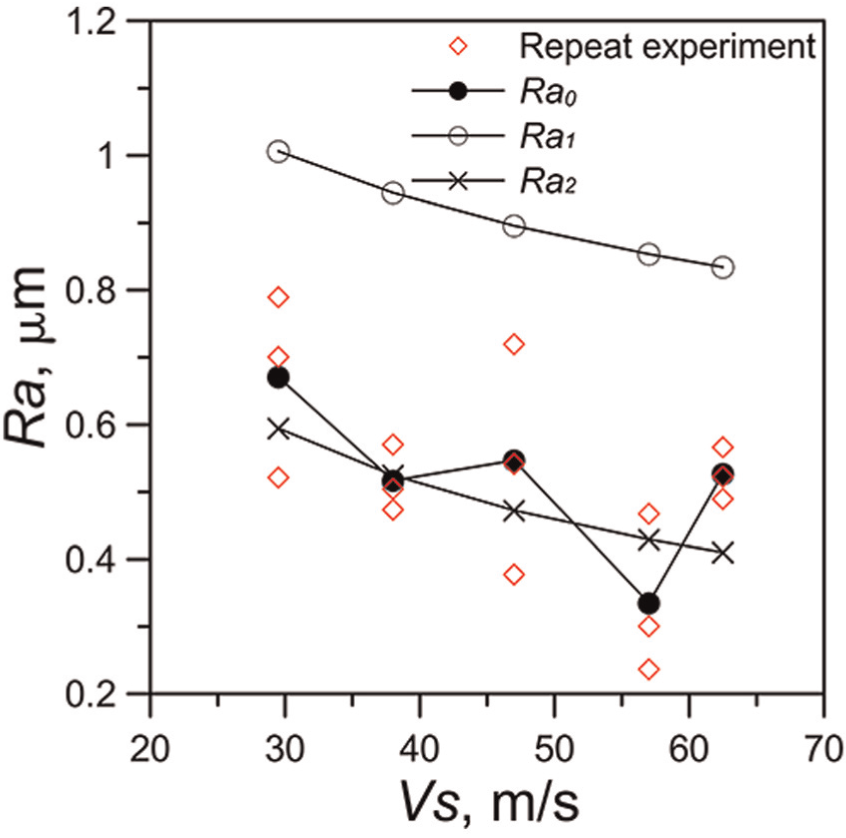
The influence of wheel speed on surface roughness was shown in Figure 4 for simple single factor tests. It was found that the average surface roughness for engineering glass-ceramics was gained from 15 specimens at 5 different grinding wheel speeds (29.5, 38, 47, 57, and 67 m/s, respectively). It was shown from Figure 4 that the surface roughness decreased with the increasing wheel speed and surface quality was improved. It was found that the predicted results of grinding thickness model
Table feed speed
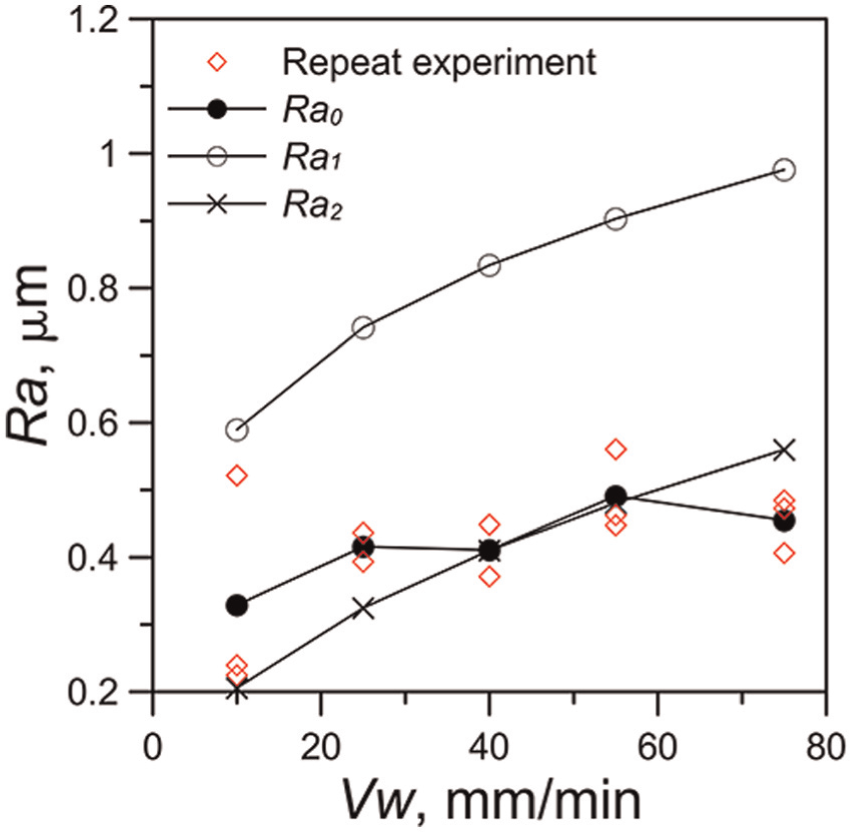
Figure 6 showed the influence of table feed speed on surface roughness in grinding mica glass-ceramic. The results indicated that surface roughness increased with the increasing table feed speed
As shown in Figures 5 and 6, the experimental data were compared with, Snoeys empirical model
Grinding depth
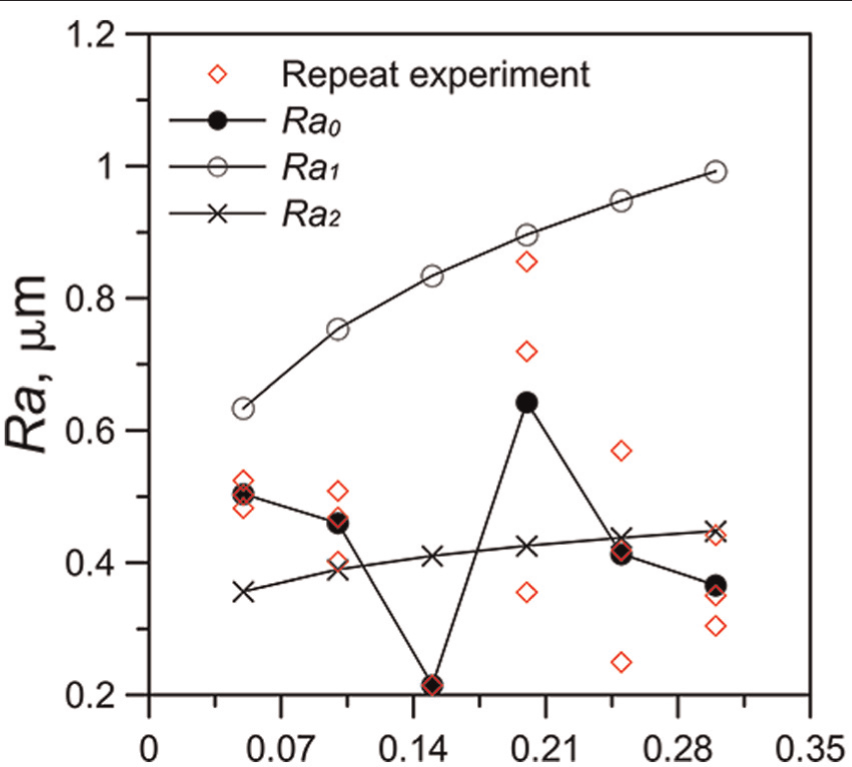
Figure 7 shows that the average surface roughness for engineering glass-ceramics was gained from 15 specimens at 6 different grinding depths, namely, 0.05, 0.1, 0.15, 0.2, 0.25, and 0.3 mm, respectively. Figure 7 showed the influence of grinding depth on surface roughness. The results indicated that surface roughness decreased with the increase of grinding depth. But there was a great fluctuation which was observed by the surface roughness curve. It indicated the relationship between surface roughness and grinding depth. The minimum value and maximum value appeared, respectively, at
As shown in Figure 7, the predicted trends of the model
Conclusion
In the article, the grinding experiment of mica glass-ceramic, which considered the influence of surface roughness on only simple single factor, such as grinding wheel velocity, table feed speed, or grinding depth, was conducted by a GM-D300-type surface grinder. It was found that surface roughness decreased with the increasing wheel speed and grinding depth, and increased with the increasing table feed speed. The results indicated that the influence of grinding depth on the surface roughness was larger than that of grinding wheel velocity and table feed speed in grinding mica glass-ceramic.
The modified model was proposed in this article, namely, the undeformed chip thickness was introduced into Snoeys’ empirical formula. In general, the modified model was well consistent with the experimental data. It was further verified that surface roughness was relatively more seriously affected by grinding thickness. Sometimes, a certain disparity, which was attributed to the pores organization randomly deviating from the actual contour of the machined surface distributed within the mica glass-ceramic, was found between the experimental data of surface roughness and predicted results.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
The funding for this work was provided by the National Natural Science Foundation of China (No. 51275083).