
Abstract
In this research, the rheological properties and flow behaviour of M2 high-speed steel have been investigated in low and high solid fractions by compression and rheometry tests. First series of experiments were started by partial remelting of rolled-annealed M2 billet in an argon-controlled atmosphere and holding for an appropriate time to obtain a globular microstructure and then conducting the rapid compression test on the prepared sample. Load versus deformation data were recorded using a high-frequency data acquisition system during the tests. Deformation mechanism of the semi-solid steel alloy and its correlation to rheological properties were then investigated. In the second series of experiments, the material was sheared continuously while cooling down from liquidus state to a semi-solid temperature. The rheology tests were performed using a self-developed concentric cylindrical viscometer under different cooling rates (25 °C/min–35 °C/min) and shear rates. The results revealed that when solid fraction exceeds about 40%, the viscosity increases suddenly and reaches a viscosity of about 20 Pa s. This solid fraction is a critical point when designing the process for industrial applications such as thixocasting.
Introduction
Thixoforming process of metals in the semi-solid state offers significant advantages in comparison with traditional metal forming processes such as forging and casting, which is particularly well-adopted to produce components with complex geometry with fewer forming steps and minimum forming loads. Metal alloys in semi-solid state exhibit distinctive rheological characteristics which originated from their non-dendritic microstructures in the temperature interval between solidus and liquidus. 1 The mixture of spheroidal solid particles in a liquid matrix is able to move freely against each other by means of translation and rotation movements and behave like a liquid slurry with an effective low viscosity and flow at much lower shear stresses than would be expected for a dendritic material of the same solid fraction.
Semi-solid processing (SSP) is already applied industrially for aluminium and magnesium alloys. 2 However, application of this technology for steels is still at the development stage due to high processing temperatures, narrow liquidus–solidus range, dies with resistance to thermal shock and temperature variations. At first, thixoforming process has been investigated for several high-carbon and high-alloy steels due to feasibility of forming and temperature control with having the broad semi-solid range.3,4 The investigation of the SSP of steel started in the 1970s at MIT5,6 and was followed by Alumax 7 and the University of Sheffield. 8 Now, the processing of steels in the semi-solid state is at research and development stages. 9
In order to obtain appropriate flow behaviour and rheological properties of the semi-solid slurry, spherical and non-dendritic particles suspended in a liquid matrix prior to forming are necessary. When material is in rest, agglomerates built up which results in increase in yield stress (YS). Contrariwise, when the semi-solid alloy is sheared, the agglomerates are broken and the viscosity falls and a shear thinning behaviour is observed and flows like a pseudo-plastic fluid. During the past three decades, the main objective of semi-solid material deformation has been focused on flow behaviour and its relationship with rheological properties. A clear knowledge of the rheological properties of semi-solid material is crucial for the numerical modelling of steel thixoforming and thus contributes to the development of a successful forming. The rheological properties of semi-solid materials depend on the volume fraction of solid particles, shear rate and time history.
Many works have been reported using simple compression test, rheometry and thixo-backward extrusion test to describe the rheological properties of aluminium and Sn-Pb alloys.10–16 Measurement methods of rheological properties depend on the range of temperature, applied shear rate and the composition of material. Modigell et al. 17 reported the effect of the measurement method on the rheology for Sn-15%Pb alloy.
Many researches have been carried out by scientists to evaluate a candidate material for thixoforming of steel. Kapranos et al.18–20 investigated the process parameters of M2 high-speed steel and Stellite 21 for thixoforged toothed cog wheels. Investigation of M2 tool steel in this article contributes to a good knowledge of flow behaviour of this alloy in a successful thixoforming process. Rogal and Dutkiewicz 21 and Samantaray et al. 22 studied microstructural evolutions and also mechanical properties of two different steel grades. The obtained microstructures of the samples were investigated for their suitability for SSP. The mechanical behaviour of the semi-solid processed material was also compared with that of the conventionally processed material with regard to their tensile properties and hardness. The semi-solid processed material showed better ductility and reduced YS and ultimate tensile strength (UTS) than the conventionally processed counterpart. Many works on microstructural evolution in the semi-solid state of carbon steel X210CrW12 were carried out by Meuser and Bleck.23,24 Atkinson 25 demonstrated that the non-dendritic microstructure of HP9/4/30 steel can be provided from as-supplied state. The non-dendritic feedstock material was achieved in their work by partial remelting of M2 high-speed steel whether from cooling to melting point or from heating to semi-solid temperature. In the thixocasting, the fraction liquid is quite high, whereas for the thixoforging, the fraction liquid is lower. Differential thermal analysis (DTA) measurements of some steel grades within the solidus–liquidus range have been done by Püttgen and Bleck, 26 in which a number of suitable steel grades for thixoforming were introduced.
Some works by Omar et al. 27 focus on thixotropy in semi-solid steel slurries under rapid compression. They studied die filling of two steel grades M2 and HP9/4/30. The results proved better die filling characteristic of M2 compared with HP9/4/30 tool steel. Recently, Pouyafar and Sadough 28 studied the flow behaviour of M2 high-speed steel and introduced an enhanced model based on Herschel–Bulkley model. The proposed model fitted well with the experiments in a wide range of shear rates and could predict the flow viscosity of the M2 steel in semi-solid state.
In our research, the rheological properties and flow behaviour of M2 high-speed steel under isothermal conditions have been investigated by simple compression test at different temperatures corresponding to high solid fraction. A significant advantage of using the semi-solid rapid compression technique is that the experimental parameters (strain rate, loading, heating rate, etc.) match most closely to the conditions observed during industrial SSP. Hence, the material response is representative of what exhibited in actual processing conditions. In order to cover a wide range of semi-solid temperature, the rheological properties of M2 tool steel near liquidus point are also investigated. The experimental results are valuable tools for a successful commercial thixoforming process and provide a viewpoint for SSP of steel alloys.
Experimental procedure
High liquid
A concentric cylinder viscometer with accurate temperature control within 1 °C was used to investigate the rheological properties of high melting steel alloys. The viscometer was calibrated with silicon oil fluid with two viscosities of 12,000 and 1000 cSt. The inner rotating shaft was placed concentrically in the semi-solid material. The raw material was melted completely by resistance heating in the cup. Temperatures were measured and controlled by means of two platinum-20% rhodium calibrated thermocouples; one for measuring the atmosphere temperature and the other for contact with the outer cylinder. Both the inner and the outer cylinders were made of pure alumina (%Al2O3 > 99).
The molten BÖHLER M2 tool steel alloy resides in the annular space between the inner and the outer cylinders. Table 1 shows the chemical composition of the material and the relevant temperatures for experimental evaluation. The diameters of the inner and the outer cylinders were 22 and 25 mm, respectively. Therefore, the considered radial gap between cylinders was 1.5 mm and also the contact length of the inner cylinder was adjusted to 5 cm. The inner cylinder rotated by means of a servomotor, exerted torque (MT) was transmitted to the stationary outer cylinder, and the torques were measured by a linked torque meter. During the shearing, rotational speed of the inner cylinder was measured by an inductive position sensor with an accuracy of about
Chemical composition (%X) of experimented M2 steel.

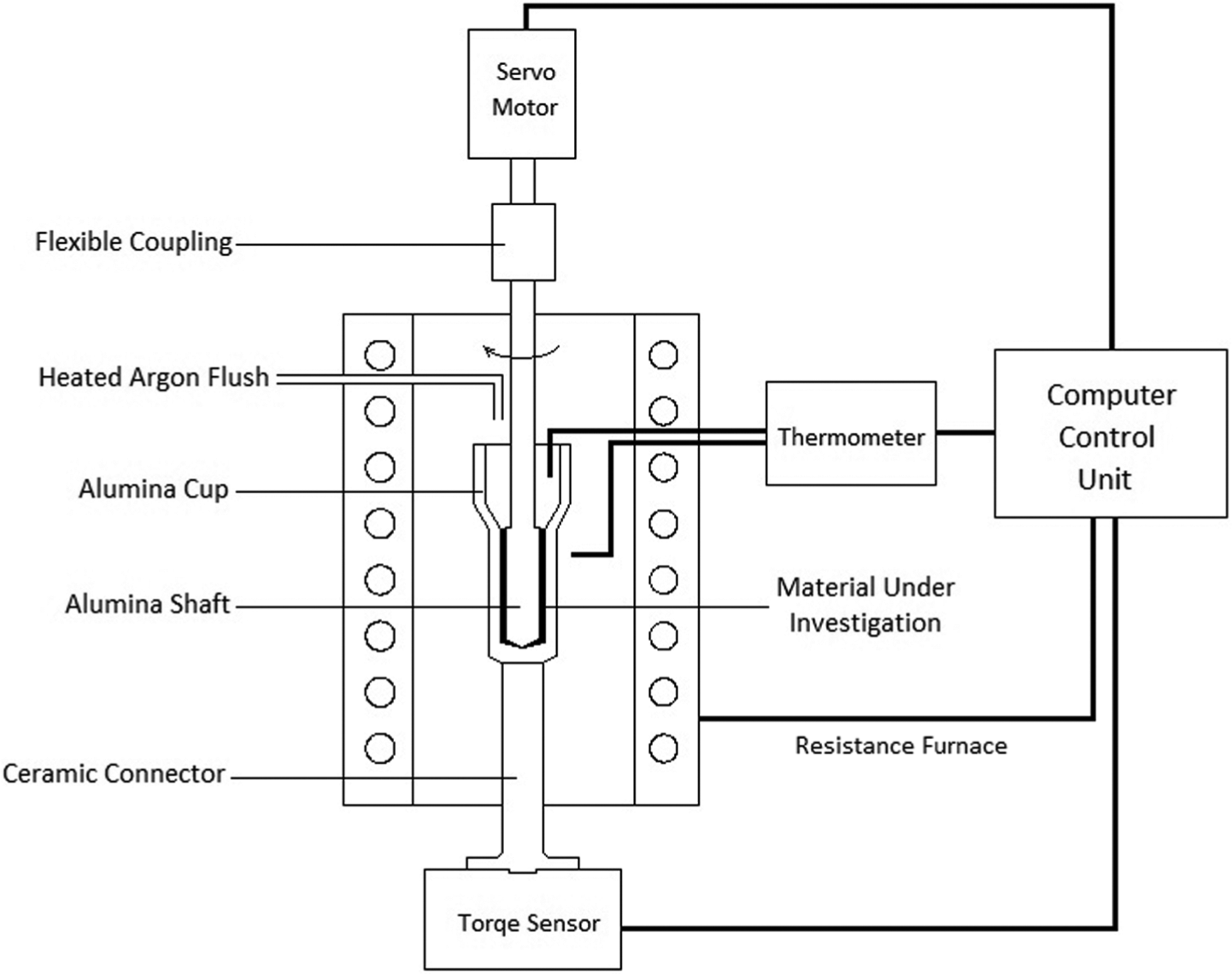
Schematic of rheology experiments. 26
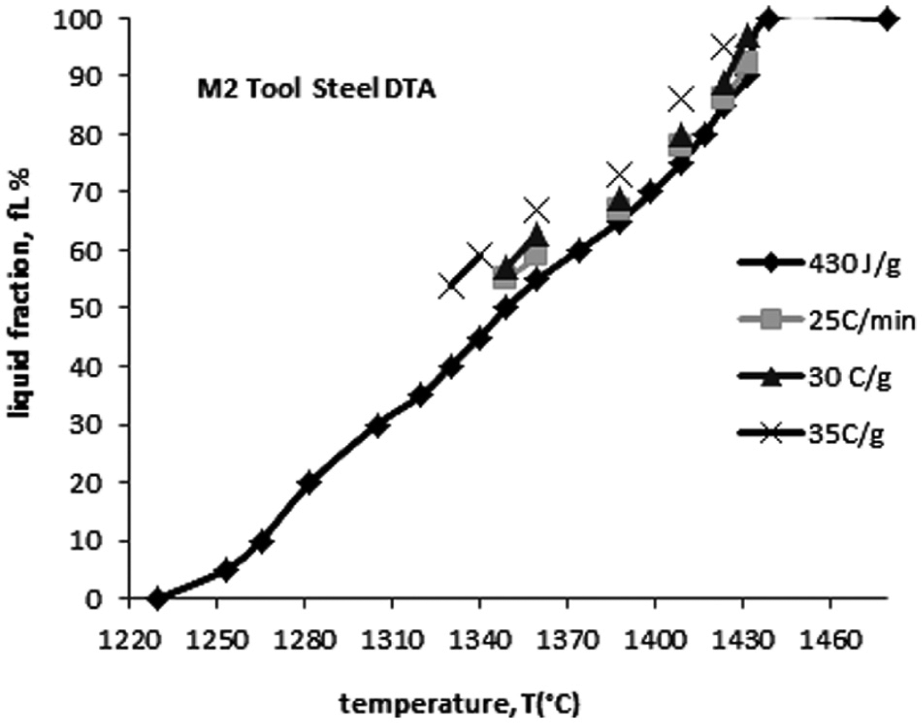
DTA diagram of M2 tool steel at thermal rate of 430 J/g and liquid fraction versus temperature at three cooling rates of 25 °C/min, 30 °C/min and 35 °C/min.
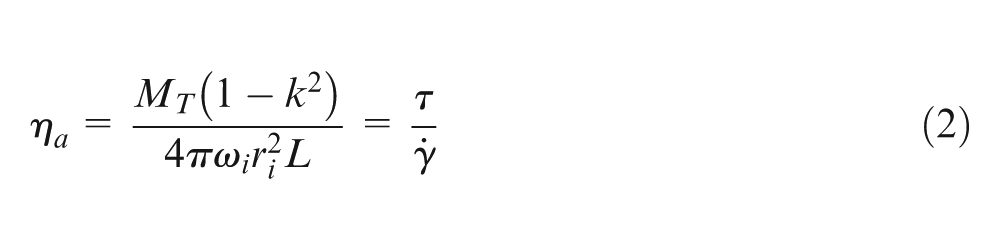
For rheology measurement systems with narrow gaps, the assumption of Newtonian flow at the perimeter surface of the inner cylinder5,29 can be made with approximately 2% error, and therefore, a proportional expression between shear stress (
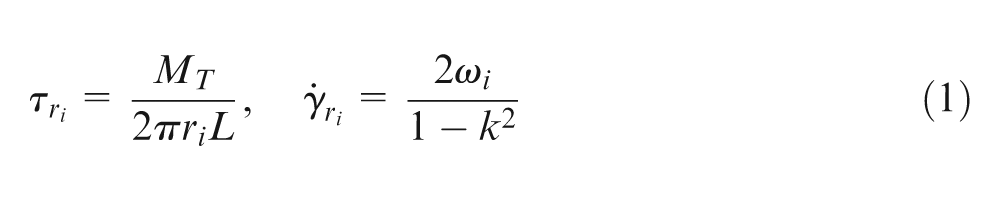
in which MT is the applied torque, L is the height of the inner cylinder,
Low liquid
Simple compression test was carried out using a high-speed hydraulic press. The cylindrical billet was vertical within the resistance controllable furnace. Partial remelting was carried out to produce feedstock material from as-supplied one. Some microstructural analyses demonstrated a globular microstructure that is necessary prior to forming in the compression tests. Figure 3 shows the microstructure of M2 alloy at different temperatures (1305 °C, 1335 °C, 1349 °C and 1360 °C), which is the result of another independent experiment in the equal heating conditions with compression tests and forming temperatures. The cylindrical specimens were machined with diameter of 12 mm and height of 16 mm. In order to eliminate any errors in the recorded data, the height of the specimens should be machined with a high accuracy. The tests were carried out with a height reduction of 55% (average strain of 0.8) at three constant ram speeds (100, 350 and 650 mm/s) and three holding times (0, 1 and 4 min) at the given solid fractions. The tool set consisted of two graphite dies that were used as the upper and lower plates. A ceramic alumina (%Al2O3 > 99), a plate having a smooth surface, was placed between the part and the graphite dies to avoid the carburization of the sample. Because of the nature of the semi-solid material, it was assumed that a sticking contact condition was active between the parts and the ceramic plates. Lower die was connected to high data acquisition system with frequency of 1000 Hz via a ceramic tube in order to minimize heat transfer to load cell. The specimen was placed between them and was put in an external furnace with accurate temperature control to be within 1 °C. Two thermocouples were used to assure the temperature uniformity in the plates and the test specimen. One of them was embedded in the plate and the other one in contact with the specimen. The ram thrusted the billet vertically, and at the end of the stroke, the pressure was maintained for a specified time. Figure 4 shows the used set-up for the experiments. After the temperature reached the desired value, the ram compressed the specimen with a constant velocity. An isothermal condition was realized until the test was completed. In all the experiments, the loads from the load cell and the strokes from the linear voltage displacement transducer were recorded by a data acquisition system. Assuming uniform temperature distribution in the slurry, the corresponding solid fraction was extracted from DTA diagram for thermal rate of 430 J/g and heating rate of 10 °C/min as shown in Figure 2.
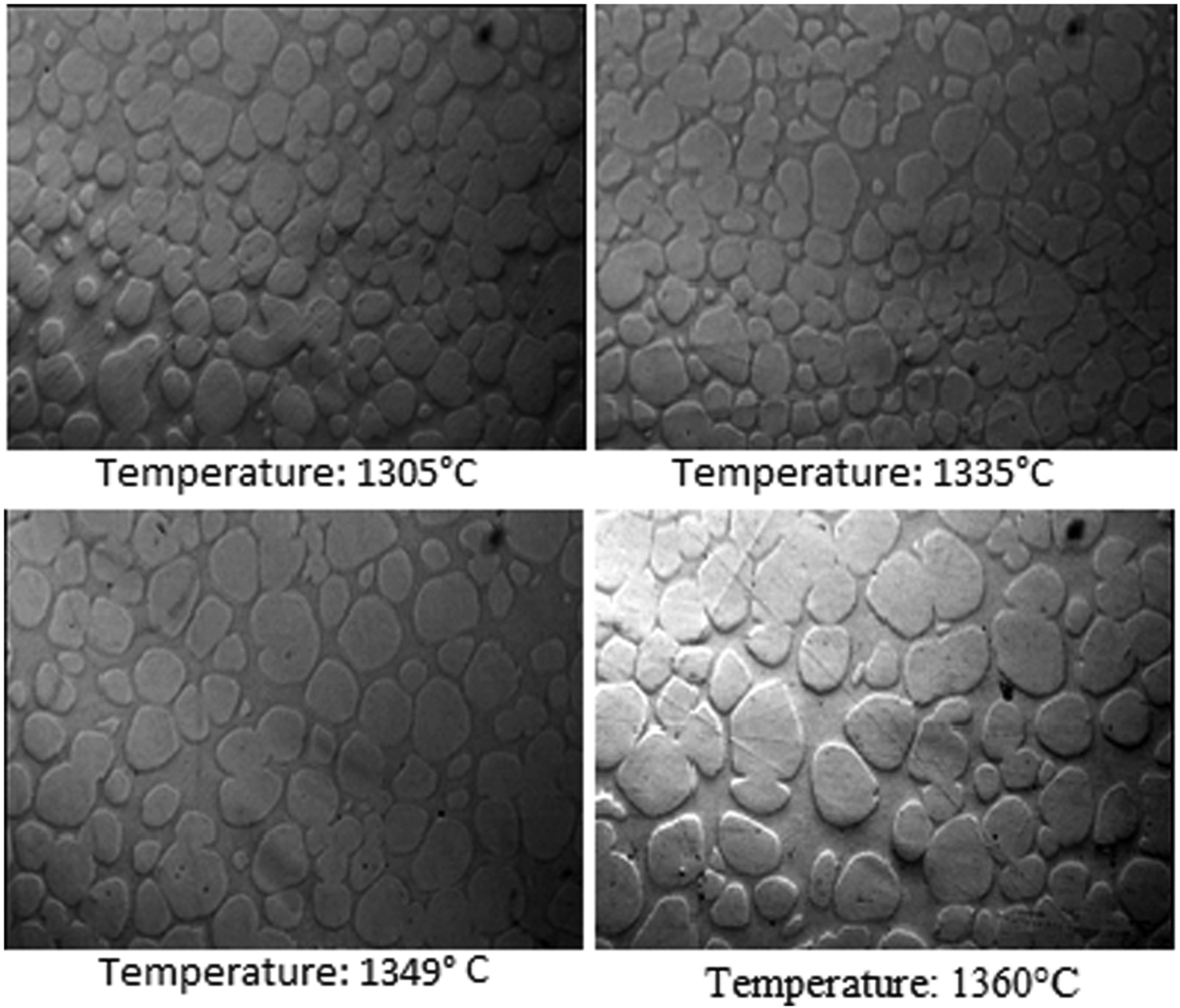
Microstructures of M2 alloy in the desired temperature with heating rate of 10 °C/min and rapidly cooled down from the relevant temperatures.

The used set-up for the simple compression test.
Results and discussion
The results of the experiments discussed above have been reviewed in this section. The rheological data extracted from the graphs can further be used for modelling and simulation of semi-solid processes. Apparent viscosity of M2 tool steel in the semi-solid state for three different cooling rates of 25 °C/min, 30 °C/min and 35 °C/min is obtained by equation (2). The alloys are resided with specified weight in annular space in the outer cylinder and are heated by an accurate controllable resistance furnace in an inert argon atmosphere to above liquidus temperatures. The molten alloy is cooled down continuously with a constant temperature gradient and is sheared simultaneously at three different shear rates of 150, 350 and 550 s−1. This experiment was repeated with different cooling rates and shear rates in order to observe their effects on the flow behaviour. Partial remelting was carried out to produce feedstock material for experiments. The measured apparent viscosities are plotted versus solid fraction at different cooling rates (Figure 5). For non-isothermal processing when dies are colder than the slug, an increase in solid fraction related to solidification due to thermal exchanges at the tool–slug interface is observed. So, the particular object of this work is to design a series of experiments in order to investigate the rheological properties of the alloy. At a high temperature near liquidus, the viscosity is very low and the maximum observed viscosity in these ranges for any applied shear rate is less than 3 Pa s. The viscosity increases with increasing solid fraction gradually, but the slope of this increase is very moderate. Suddenly, at the temperature corresponding to 0.43–0.47 solid fraction, the viscosity increases rapidly due to strong cohesive force among the solid particles. Thereafter, a high variation in the viscosity of M2 steel alloy is observed. From the modelling point of view, this range of solid fraction is the percolation threshold that is almost in agreement with the works by Martin et al. 30 in which the percolation threshold was equal to 0.4.
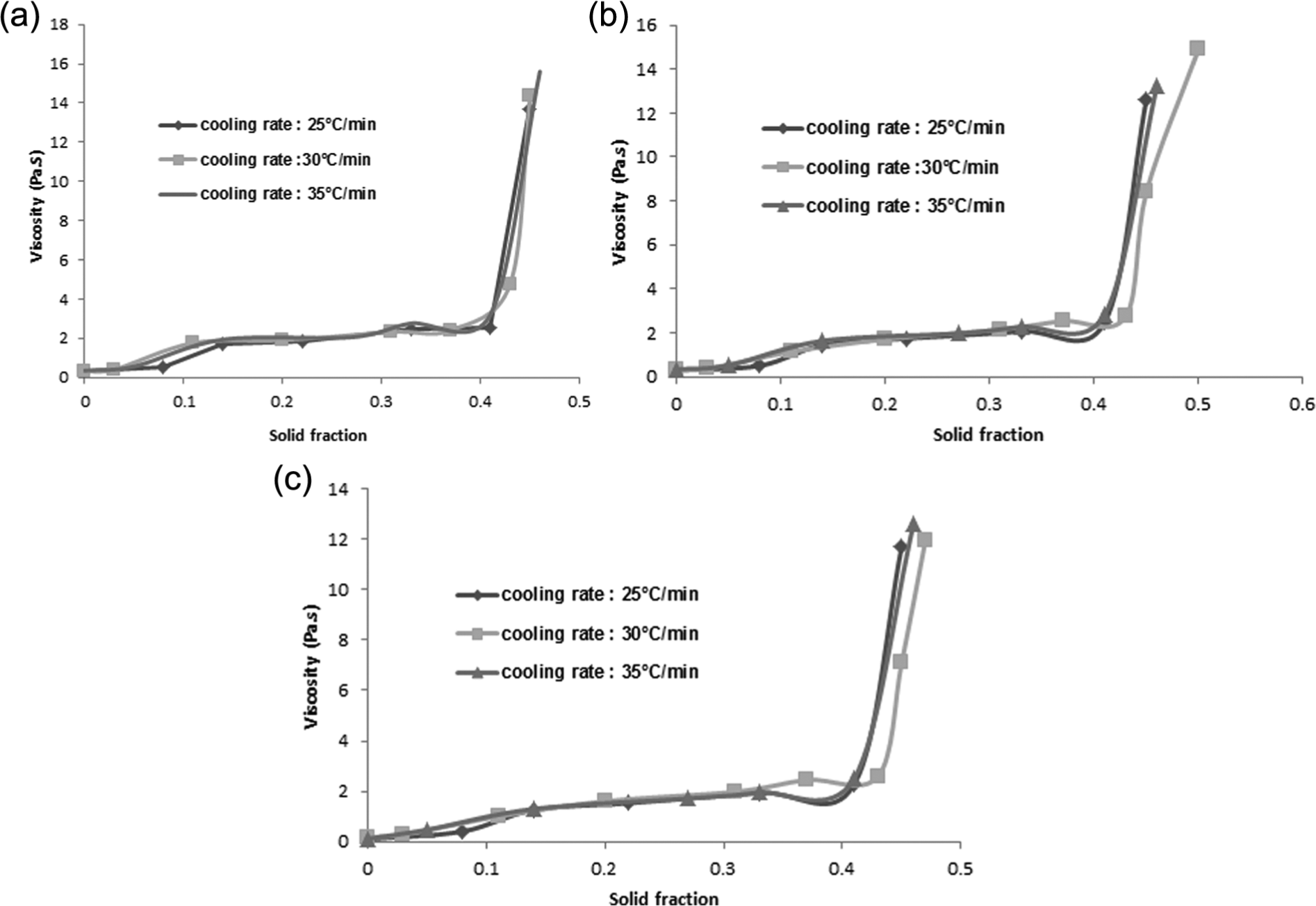
Apparent viscosity of M2 versus solid fraction for three different cooling rates (25 °C/min, 30 °C/min and 35 °C/min) at constant shear rates of (a) 150 s−1, (b) 350 s−1 and (c) 550 s−1.
It is also observed that the apparent viscosity depends on the cooling rate and increases for a given solid fraction as cooling rate increases. According to Figure 5, the viscosity level decreases at higher shear rates as well as at smaller temperature gradients. With the increase in shear rate from 150 to 550 s−1, the viscosity decreases from 14.376 to 11.970 Pa s. It is remarkable that as the cooling rate decreases, the increase in cooling time results in the increase in breakdown of the structural linkages between the solid particles under shear rate. It is observed that the cooling rate effect on viscosity is insignificant in comparison with low-temperature alloys such as Sn-Pb and aluminium alloys. The rheological properties of M2 tool steel alloy are less sensitive to cooling rate, and only 0.918 Pa s change in viscosity can be found when the cooling rate increases by 10 °C/min. Figure 6 shows the viscosity versus solid fraction for different shear rates at a constant cooling rate of 35 °C/min. Assuming three different solid fractions and extracting their corresponding viscosity value for each cooling rate in Figure 5, the increase in viscosity versus cooling rate can be plotted for three different solid fractions (Figure 7). For any semi-solid range both near liquidus temperature and near the threshold point, the viscosity decreases with the increase in shear rate. With the increase in shear rate, the structural linkages between solid particles are broken down, and therefore, the resistance to flow reduced. The probability of solid bond formation is reduced when the shear rate increases.
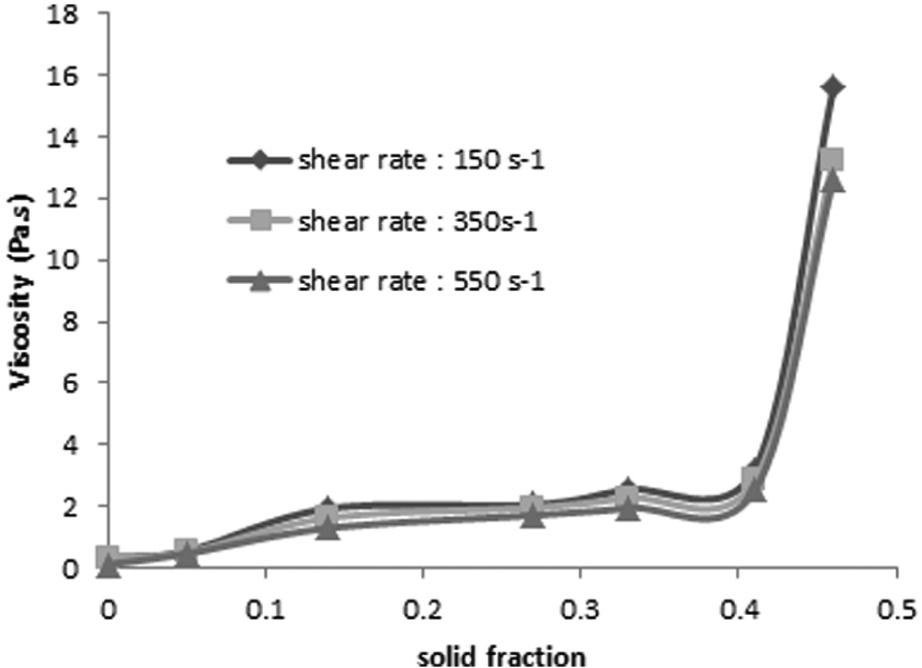
Variation in apparent viscosity of M2 with solid fraction for different shear rates (150, 350 and 550 s−1) at constant cooling rate of 35 °C/min.
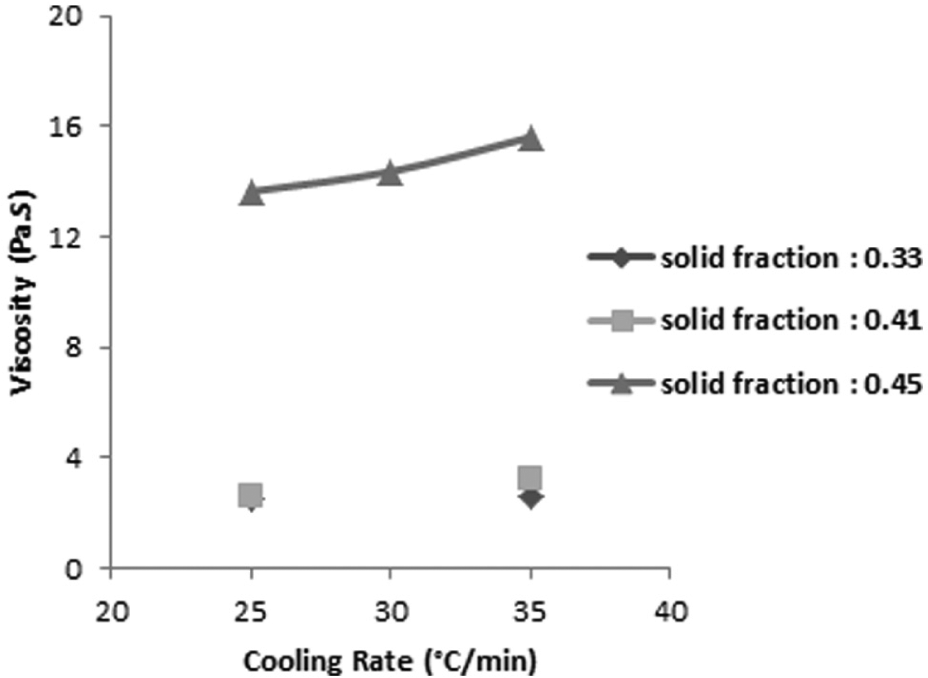
Viscosity versus cooling rate of M2 tool steel for different solid fractions at a constant shear rate of 550 s−1.
Figure 8 shows the variation in viscosity with shear rate at given solid fractions. For the low liquid fraction, for example, 54%, when the shear rate is increased from 150 to 550 s−1, the viscosity of M2 steel alloy is decreased from 15.609 to 12.636 Pa s. Also, for higher liquid fraction such as 0.67, when the shear rate is increased from 150 to 550 s−1, the viscosity of M2 steel alloy is decreased from 2.761 to 1.985 Pa s. So, the variation in viscosity with shear rate at high solid fraction is higher than low solid fraction.
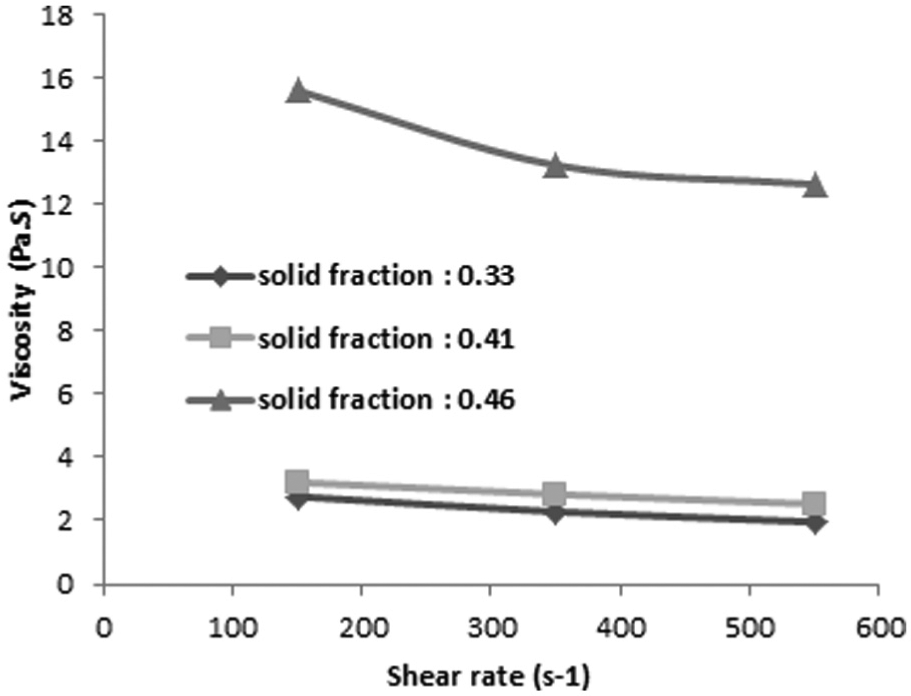
Variation in apparent viscosity of M2 tool steel with shear rate for different solid fractions.
In order to propose more investigation of M2 tool steel in the semi-solid range with low liquid fraction, some data was extracted from compression tests.
The normal stress in the compression test done for low liquid fraction is defined as the load F divided by an approximation of the instantaneous area that is calculated on the basis of the overall volume constancy by
and the average strain is calculated by

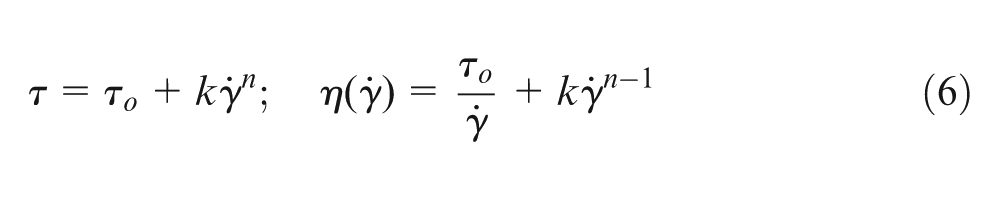
Similar to the results from previous investigations,15,29–31 typical stress–strain curves were obtained. The plotted curves reach a maximum and decrease to a plateau, and the material in the semi-solid state shows a viscous properties. Figure 9 shows the representative stress–strain curves in the four different temperatures corresponding to the solid fractions of 70%, 57%, 50% and 45% and at the constant ram speed and holding time of 1 min at each temperature. It is well accepted that the flow stress σ of alloys in their semi-solid state obeys a pseudo-plastic behaviour due to breakdown of solid bonds during forming. The yield or peak stress
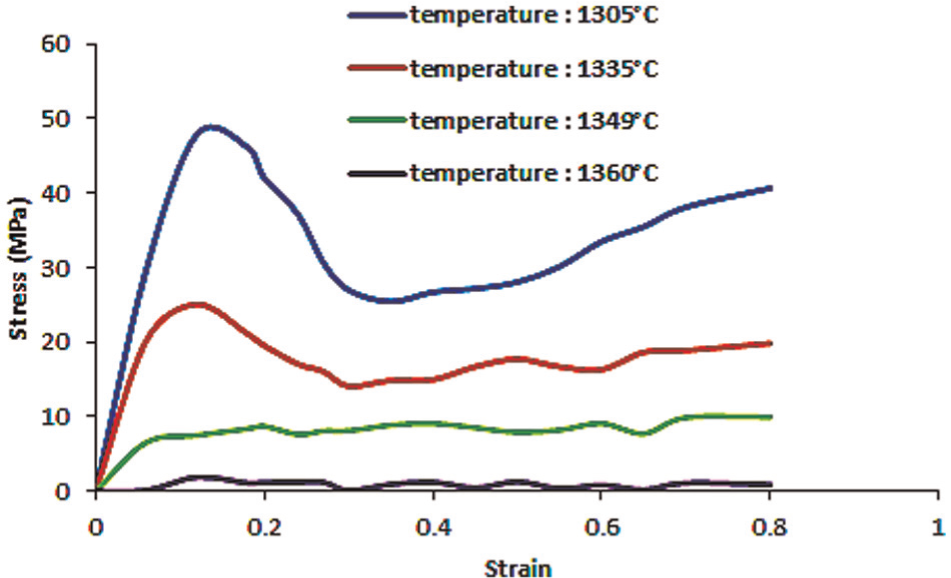
Stress–strain curve in compression test for M2 tool steel alloy with constant holding time of 1 min and ram speed of 650 mm/s.
The solid particles especially in the high fraction formed a very coherent three-dimensional structure. When the deformation is increased, and therefore, increasing the strain and shear rate, the welded bond between the particles break down and permit the trapped liquid to be free and contribute to the movement of the solid particles in the liquid matrix. Obviously, once the breakdown occurs, the structure cannot recover in the short time of the process, and the entire peak stresses appear in the average strain of 0.1–0.15, and with increasing the deformation rate, the level of stress comes down so that a steady state with silent changes in the values is achieved.
In order to investigate the parameter involved in the compression test process, in the second stage of experiments, the ram speed and holding time are variable. Figure 10 shows the calculated stress relative to average strain. It is observed that for constant solid fraction (fs = 0.7) at three different ram speeds, stress increases with an increase in the ram speed. So, for a successful semi-solid forming, it is necessary to have a high forming speed. Increasing the ram speed from a proper value causes the splashing of the liquid fraction to the wall zones.
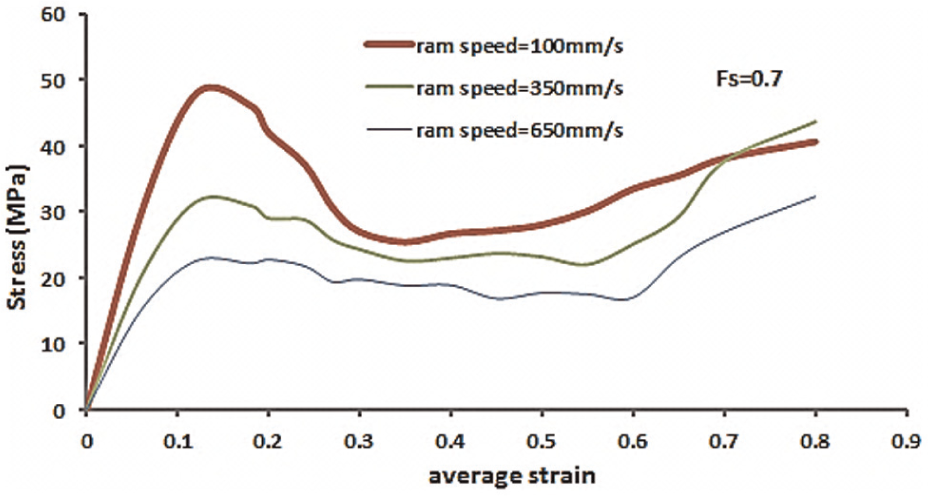
Stress relative to average strain for a constant solid fraction (fs = 70%) at three different ram speeds.
Figure 11(a) shows the recorded loads by load cell relative to the displacement of the slug height for three ram speeds. The solid fraction of the slugs and the holding time at the given temperature are 0.7 and 1 min, respectively. As expected for a pseudo-plastic material, the peak and the plateau stress for M2 tool steel appear to increase with an increase in the ram speed. The strain at peak stress shifts from 0.12 in the case of 100 mm/s ram speed to 2.1 in 650 mm/s one. After passing the peak, the stress decreases until the plateau is reached. At the strain above the steady state, no breakdown of the structure appears, and therefore, any more deformation requires more applied load.
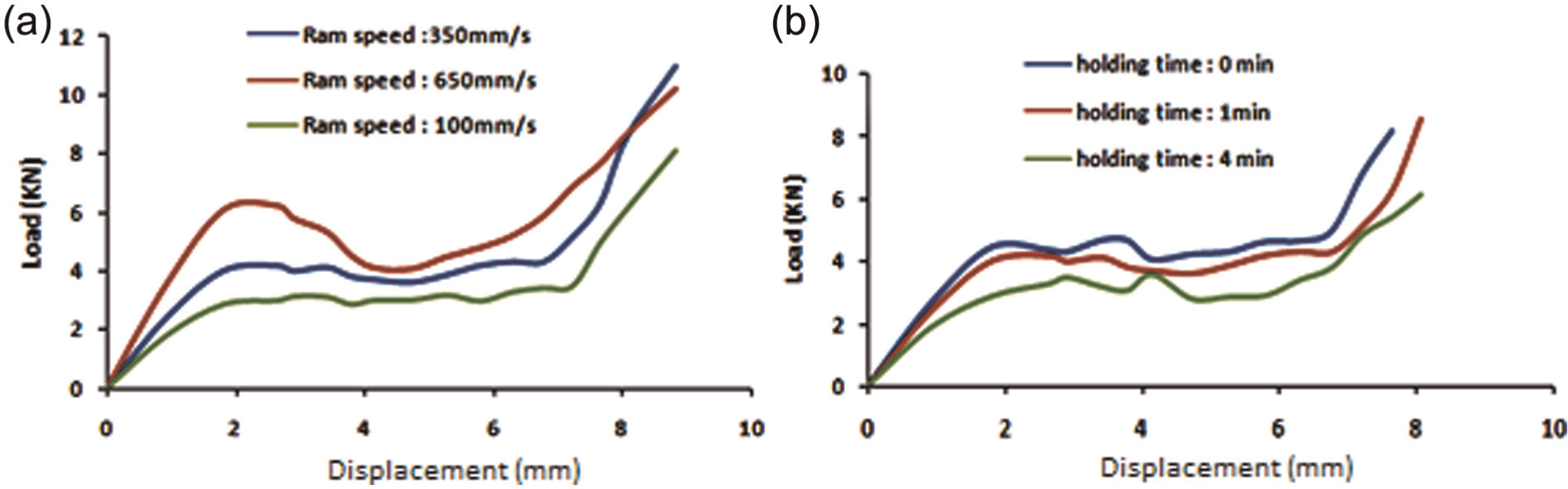
Load versus displacement for M2: (a) at different ram speeds at temperature of 1305 °C and at constant holding time of 1 min and (b) at different holding times at temperature of 1305 °C and constant ram speed of 350 mm/s.
Figure 11(b) shows the effect of holding times on the load signals from compression tests on M2 tool steel. It is observed that with the increase in holding times at the same temperature, the peak load signal encountered during the experiments decreases. With the increase in holding times, the particles became more spheroidal, resulting in the decrease in the load signal.
As shown in Figure 12, it is observed that all the stress–strain curves can be divided into three zones, namely, compaction (A), structure breakdown (B) and pseudo-plastic zone (C).
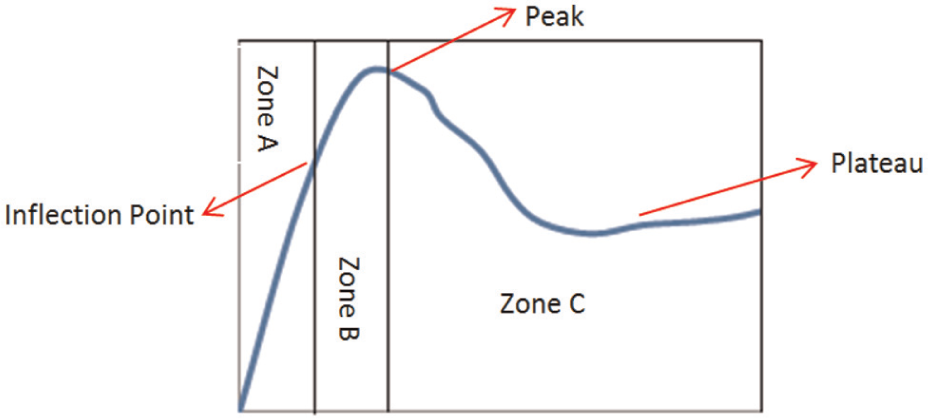
Dividing zones for a typical semi-solid stress–strain curve: zone A (compaction), zone B (structure breakdown) and zone C (thixotropic flow).
In order to relate the flow stress to the rheological properties, an analytical formula derived from the original Stefan’s equation for flow between the two parallel planes and applied to compression tests of Sn-Pb in the mushy state by Laxmanan and Flemings 10 was used to derive the viscosity of the M2 specimens as a function of the average shear rate. Assuming a Newtonian fluid and neglecting the volumetric strain, the viscosity of the slug under compression can be calculated from the following expression
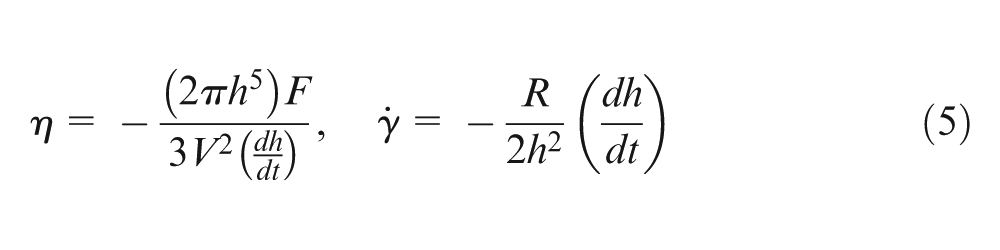
where F is the recorded load, V is the volume of the specimens, h is the instantaneous height of the slug, R is the radius and
A shear thinning behaviour of the M2 tool steel under different temperatures with increasing shear rate is shown in Figure 13(a). Viscosity dropped rapidly initially and decreases to a value with increasing shear rate. Since the YS of the Herschel–Bulkley model can just be calculated and not observed because of the lack of the experimental equipment, the apparent viscosity
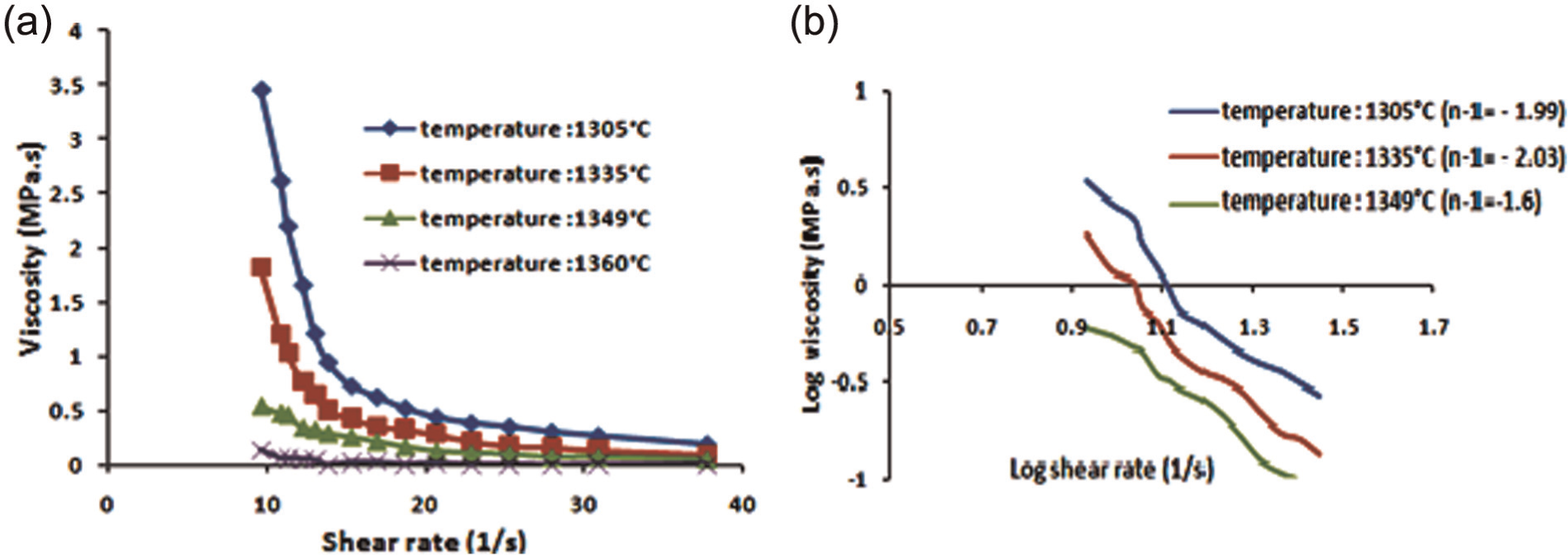
(a) Variation in viscosity of M2 with shear rate at different temperatures and ram speed of 650 mm/s and holding time of 1 min and (b) replotted the diagram in log–log scale.
Conclusion
In this work, by partial remelting of M2 tool steel alloy, deformation mechanism of steel alloy under rapid compression test and its correlation to rheological properties were investigated for low and high liquid fractions. In this work, the following are observed:
This experimental work provides some parameter study involved in flow behaviour of M2 tool steel. The rheological data extracted from the graphs can further be used for modelling and simulation of semi-solid state and contribute to achieve a successful industrial thixoforming process.
At temperatures corresponding to 0.43–0.47 solid fraction, generation of a solid skeleton leads to a sharp increase in semi-solid resistance to flow. It is observed that the variation in viscosity with shear rate at high solid fractions is much higher than low fractions. At high shear rates when the microstructure is uniform and well distributed in the liquid matrix, no significant variation occurs in the rheological properties. Finally, it is remarkable that a shear thinning behaviour is observed for M2 high-speed steel in the semi-solid state.
Continuous cooling tests in the low liquid fraction like a real industrial process show that when solid fraction exceeds above 0.40, the viscosity will dramatically increase to a value of ~16 Pa s. So, before this point, the slurry is ready for pouring into the mould/die and should flow with a mentioned viscosity.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.