
Abstract
Extrusion–shearing of magnesium billets is associated with large deformations, high strain rates and high temperatures, which could result in many difficulties in process. Thermo-mechanically coupled three-dimensional finite element simulations of extrusion–shearing wrought magnesium alloy AZ31 into small rods at certain speed have been performed, and computed parameters including workpiece material characteristics and process conditions (billet preheated temperature, extrusion ratio, ram speed, friction factors and heat transfer coefficients) have been taken into consideration. The temperatures and stress and strain rates of extrudates with different billet preheated temperature have been calculated by finite element method software DEFORM-3D. A series of extrusion–shearing experiments and microstructure observations have been done to perform tests in order to validate the finite element method simulation results at different preheated temperatures of billets. Surface defects of rods for magnesium alloys extruded by the extrusion–shearing extrusion have been observed and analyzed. The influences of preheated temperature on the microstructures and the causes have been given. Finite element method software DEFORM-3D has been used successfully to simulate the temperatures and stress and strain rates under three different extrusion conditions. The results of these simulations helped to understand the formation of surface defects in the surface of extrusion–shearing rods. These results could assist in improving quality of extrusion–shearing extrusion.
Keywords
Introduction
Magnesium alloys are the lightest of the structural metals which are a quarter of the weight of steel and a third lighter than aluminum alloy. The ratio of strength to weight for the magnesium alloys is comparable with that of the strong alloys of aluminum or with the alloy steels, which is used when great strength is not necessary, but a thick, light form is desired. Wrought magnesium alloys are processed in a variety of products including extruded magnesium bars, sections and tubes and other engineering applications.1,2 Direct extrusion is an important way to improve workability and strength of magnesium alloys by refining the grain size. 3 Equal channel angular extrusion (ECAE) has attracted the growing interest of specialists in materials science. 4 ECAE process can make a significant improvement in properties of magnesium alloys. In spite of its invention in the early 1980s, the process did not progress as much as one would desire and is still confined to the laboratory scale experiments. 5 Matsubara et al. 6 used the extrusion/equal channel angular pressing (EX-ECAP) to prepare the ultrafine magnesium, but the ECAP process was only used in the laboratory scale processing and preparation of nanocrystalline material; there existed an unbridgeable gap between the experimentation and applications in industry. The EX-ECAP usually includes more than two steps, and the material endures intricate diversification of forming environments including process temperature and may be oxidized. Orlov et al. 7 demonstrate the feasibility of severe plastic deformation (SPD) techniques, which combine conventional EX-ECAP in a single process. The processed material exhibited an excellent balance of strength and tensile ductility. It had yield strength of 310 MPa and the ultimate tensile strength of 351 MPa. The total elongation of 17.1% was about 2.5 times and the reduction in area of 42.5% was more than 10 times larger than the corresponding values in the as-received condition. Our research team engaged in the researches of the extrusion–shearing (ES) process which included initial forward extrusion and shearing process subsequently as early as 2008. 8 It has been proven that ES process can improve workability and strength of magnesium alloys by refining the grain structure. ES process is well suited for manufacturing long, straight products with constant cross section and continuous extrusion.
An optimum preheated temperature of billet for magnesium alloy could obtain good surface finish and satisfactory mechanical properties for the extruded product. Surface, microstructure and mechanical properties of the magnesium rods depend on the thermo-mechanical events occurring in the die bearing and shear zones. Effect of preheated temperature on deformation can play a significant role in the formation of ultrafine grained (UFG) magnesium alloy microstructures by affecting the dislocation density and evolution of dislocation cells and their subgrain structures. 9 Information about variables of ES process is necessary to optimize the process, but it is very difficult to obtain these data from experiments. However, the finite element method (FEM) can be used to reduce the amount of try-out necessary to produce acceptable products. The main objective of this study is to investigate the influence of process variables (strain, strain rate, stress and temperature) upon product quality during ES process. These results of the thermo-mechanical reactions around formation zones are of crucial importance. The temperature and stress and strain evolutions have been gained through computer simulation based on the three-dimensional (3D) FEM and experimental verification. The simulation is the reliable prediction of strain rate, effective strains and effective stresses in an AZ31 billet during ES process.
In the present research, an attempt has been made to simulate the ES process. It concerns the characterization of the thermo-mechanical response of wrought magnesium alloy during ES process in terms of extrusion force and stress affected by different preheated temperatures for billet. The geometrical and numerical models based on simulation theories have been built to predict the evolution of the strain and temperature field. Three simulations have been conducted to investigate the effects of initial billet temperature on the process variables (ES forming forces, temperature, stress distribution, etc.). The simulated results of AZ31 alloy have been validated by actual experiments including ES tests and microstructure observations.
Simulations
Figure 1 is the schematic diagram of the ES process which includes direct extrusion and two continuous simple shears. Channel’s angle Φ is 120°in this article. Continuous extrusions can be formed by ES process possibly, but also the various kinds of rods can be extruded into the desired dimensions. The material for magnesium alloy AZ31 is considered as a plastic body during the ES deformation process, and the punch and die are assumed to be rigidity. The punch is moved in extrusion direction. The geometries of the billet and tooling and boundary conditions are selected based on an actual extrusion condition. The computational conditions used are shown in Table 1.
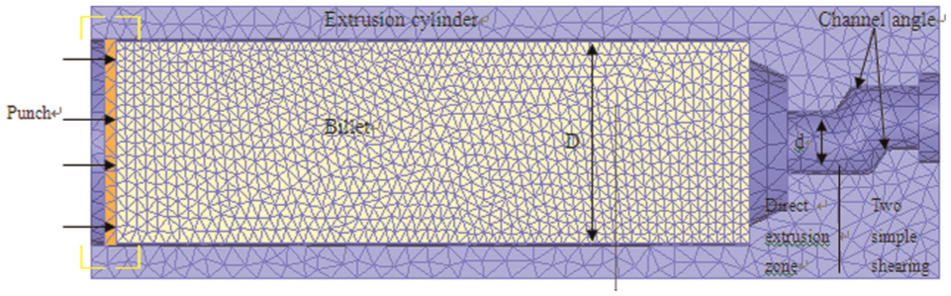
Schematic diagram of an extrusion–shearing process.
Simulation parameters.
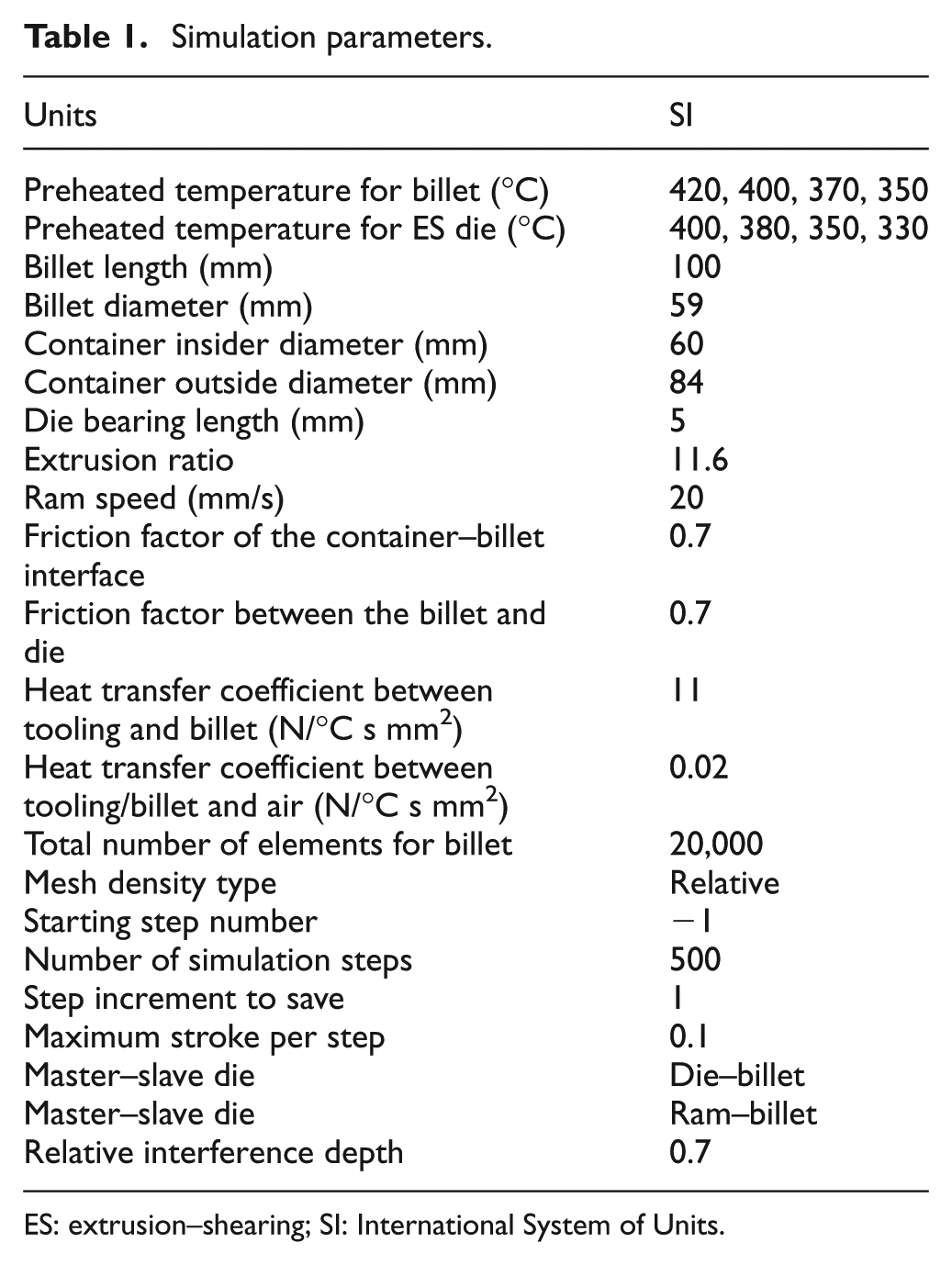
ES: extrusion–shearing; SI: International System of Units
Initial conditions of ES process can be specified for any object-related state variable in DEFORM. The most common initial condition specification is object temperature which can be specified in the DEFORM-3D. Boundary conditions specify how the boundary of billet interacts with the ES die, with the punch and with the environment. Heat exchange with the environment and objects for simulations involving heat transfer are used as boundary conditions. Boundary conditions are specified and enforced at nodes in the FE mesh. Velocity boundary conditions are normally set to 0 for symmetry conditions (see longitudinal section on symmetry plane in Figure 1). Speed control is the default movement control. This specifies the speed and direction of the punch. Speed can be defined as a constant and the entire punch will move at the assigned speed.
Contact boundary conditions are applied to nodes of billet and specify contacts between those nodes and the surface of ES die and punch. The friction coefficient specifies the friction at the interface between two objects. The friction coefficient can be specified as a constant, a function of time or a function of interface pressure. The friction types allowed are shear and Coulomb friction, and Coulomb friction is used when contact occurs between billet and ES die. The frictional force in the Coulomb law model is defined by the shear stress and the contact pressure, and the generalized Coulomb’s law is used in equation (1) 10

where τ is the frictional stress,
Experiments
ES process experiments have been carried out to verify the results obtained from computer simulation in laboratory. In order to validate the results of FE analysis, ES dies have been designed and manufactured to perform the actual ES process: a cone-shaped ES process die with channel angle 120° has been designed and manufactured. Before extrusion, the billets are machined to a diameter of 59 mm. Real extrusion experiments have been carried out employing a 300-ton horizontal extrusion press with a heat resistant container and a heater. The die material, die dimensions, billet dimensions and extrusion conditions are all the same as those used in numerical simulation as described above. The billets have been heated in an external furnace up to 420 °C, 400 °C and 370 °C and transported into the container at a preset temperature of 400 °C, 380 °C and 350 °C to avoid too much heat dissipation and then ES process started immediately. Ram speed was 20 mm/s during experimental verification (Table 2).
Temperature calculation in thermal simulation ES process.

The chemical composition of the as-received AZ31 billet used in this study (in mass percent) is Al3.02% Zn1.01% Mn0.30%Mn. All the observation samples have been taken from the center of the rod. Microstructures of the as-received and ES extruded materials are examined following standard metallographic procedures. The polished surface is etched using either a solution of 1 vol% HNO3, 24 vol% C2H6O2 and 75 vol% H2O or a solution of 10 mL acetic acid, 4.2 g picric acid, 10 mL H2O or 70 mL ethanol. Microstructure observations have been carried out using optical microscope (OM) (PME; Olympus, Tokyo).
Results and discussion
Effects of preheated temperature on strain rates for billets
In order to gain the deformation characteristics of billets with different preheated temperatures, the predicted strain rates provide quantitative insight into the deformation behavior of the billet during ES process. Figure 2 shows the effective strain rate contours of billets, which provided the important information regarding the strain rate distribution. The strain rate distributions for different preheated temperatures of billets are not significantly different and not even. The maximum strain rates slightly decrease with the increase in preheated temperature. This is because the geometries and extrusion speeds used in all simulation conditions are the same. The deformation of the direct extrusion step is nonuniform, and the highest strain rate of billet (52.59 s−1) is located at the turn corner as shown in Figure 2(a). The shear deformation velocity can be caused by the two channels. It indicates that the largest strain still exists in the corner region, where the simple shear occurs. The distribution patterns are very similar in spite of the fact that the actual values are somewhat different.
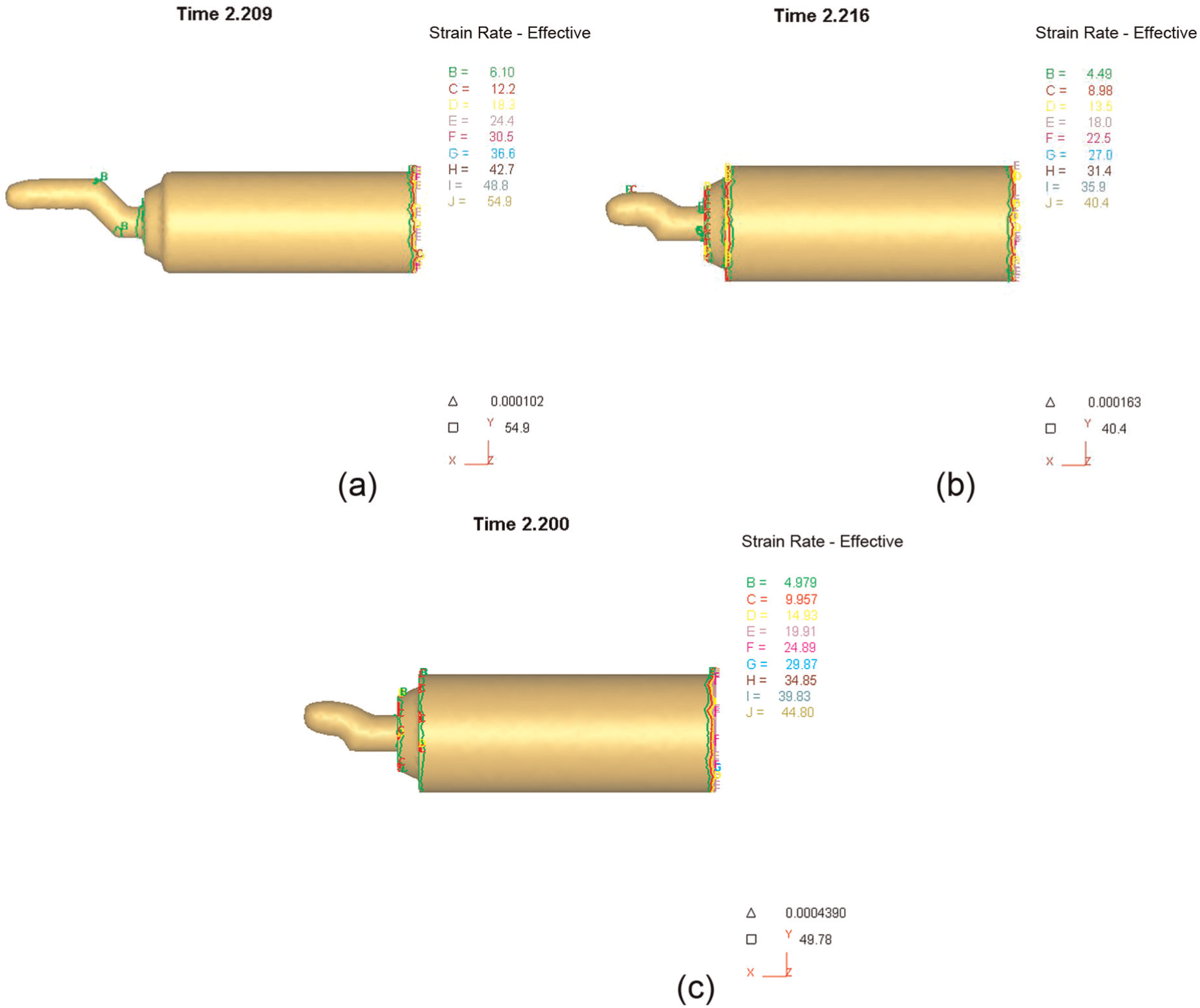
Strain rate distribution at time 2.2 s with different preheated temperatures: (a) 370 °C, (b) 400 °C and (c) 420 °C.
The total effective strain ε in the pressed workpiece after ES forming has been given with geometry ascertain methods. The principle of ES process is to introduce compressive and accumulated shear strain into the samples. The character of ES process is that the sample is subjected to two consecutive shears. The accumulative strain of ES process can be expressed as equation (2) 11 which includes two parts: accumulative strain of direct extrusion and two continuous ECAP steps

where ε is the accumulative strain, λ is the extrusion ratio of the inner corner angle and ψ is the outer corner angle.
Obviously, the effective strains in the rods decrease with the increase in the die channel angle ϕ and the die outer corner angle ψ. However, the die channel angle ϕ has more influence on the effective strain in the rod than the die outer corner angle ψ. The strain rate of ES process can be expressed as equation (3) 12

From equations (2) and (3), it is found that the strain and strain rate distributions for different preheated temperatures of billets are not significantly different and very closely related with the parameters of ES die structures and extrusion speed.
Effects of preheated temperature on temperature rise of billets during ES forming
The evolution of temperature during ES process as a combined result of deformational and frictional heating is a more serious concern for it may lead to incipient melting of AZ31 magnesium. The temperature is highest during extrusion at the material–die interface due to friction and plastic deformation. If we neglect the temperature gradients and the deforming material is considered as a thin plate, the average instantaneous temperature of the deforming material at the interface is given by equation (4) 13

where T0 is the temperature at the workpiece, T1 is the temperature at the die, h is the heat transfer coefficient between the material and the dies and δ is the material thickness between the dies. If the temperature increase due to deformation and friction is included, the final average material temperature Tm at a time t is given as equation (5) 14

where Td is the temperature for frictionless deformation process and Tf is the temperature increase due to friction. According to energy conservation principle, mathematical model of temperature rise (equation (6)) has been established in the ES deformation zone

Curves in Figure 3 show variation in the maximum temperature increasing along the die–billet interface throughout an extrusion cycle with different preheated temperatures 370 °C, 400 °C and 420 °C and extrusion time 5.5 s. It can be seen from the curves that the temperature rises decrease with the preheated temperature of billets. At the beginning of the process, the temperature is stable, and then, there exists a steep rise proportional to extrusion time. The temperature of AZ31 rods significantly increase during ES process at all forming temperatures. The estimated increment at temperature (T) in the central region of the rods is in the range from 14 °C to 20 °C depending on the preheated temperature. The temperature rises increase with the decrease in preheated temperature. The factors to increase the temperature during the ES forming are as follows: (1) heat transfer from the die and the punch, (2) friction between the rod material and the die and (3) plastic deformation during the ES forming process. The reason for the lower temperature increments at higher forming temperatures is mainly due to lower temperature gradient between the die and the billets. The temperature rise depends on the heat generated within the deformation zone. Heat generation depends on the internal power of deformation and frictional power. Variations in different parameters affect the power constituents thus affecting the heat generation within the deformation zone. The various characteristics describing temperature rise of billet are due to change in the heat generation. Higher surface temperatures may cause surface cracks and tears as the tensile strength of the AZ31 rod is decreased.
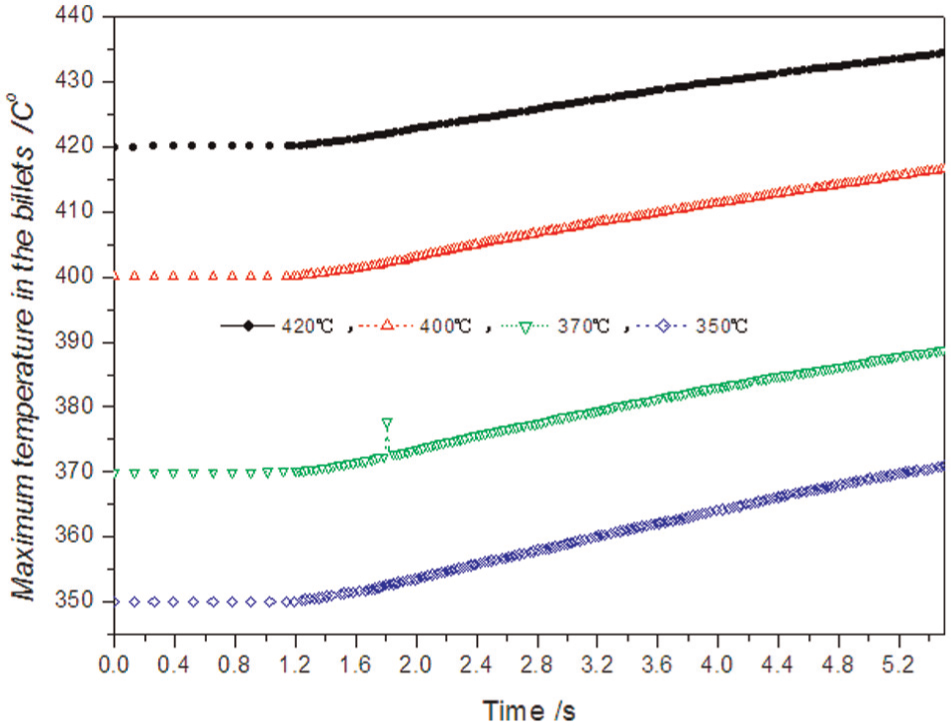
Comparison of maximum temperature in the extrusion rods with different preheated temperatures.
Stresses on the surfaces of billets
Stress distributions at the rod surfaces with different preheated temperatures of billets are shown in Figure 4. In all cases, tensile stresses occur at the surface of a rod for friction at the interface between the die and the extruded rod. When the preheated temperature 370 °C is used, the stress on the surface is tensile stress. For the friction at the die, the metal flow is not homogeneous, which causes the generation of additional stress. The additional tensile stress increases with the ES process, and when it reached the fracture limit, the cracks appear on the surface. The best way to avoid the surface cracks is to decrease the axial additional stress. The maximum stresses on the surface of rods decrease with increase of billet temperatures, so the smaller preheated temperatures would cause the bigger probability crack propagation than the bigger one.
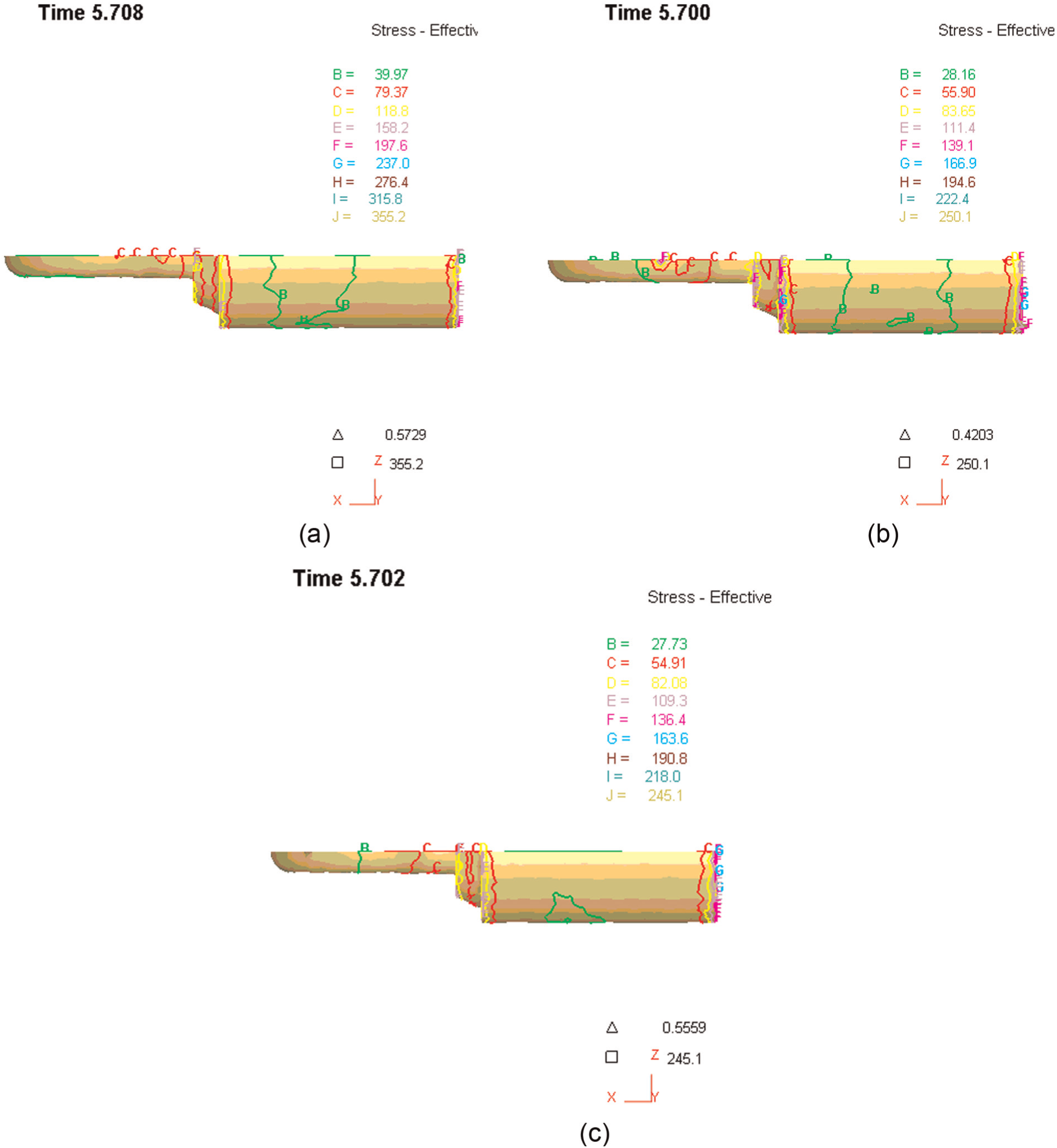
Stress distribution with different preheated temperatures of billets at extrusion time 5.7 s: (a) 370 °C, (b) 400 °C and (c) 420 °C.
The curves of load and time with different preheated temperatures
FEM simulation is also utilized to indicate the effects of different preheated temperatures on extrusion forces. The extrusion force is important for the design of die and selection of forming equipment. From Figure 5, the effect of preheated temperature on extrusion force at ram speed of 20 mm/s with preheated temperatures 370 °C–420 °C can be seen. From Figure 5, it can be seen that the lower preheated temperature has the higher extrusion force and the highest preheated temperature has the minimum extrusion force. Figure 5 show that increase in the preheated temperature of billets from 370 °C to 420 °C leads to decrease in the extrusion load. The extrusion load curve can be divided into three stages: the extrusion upsetting stage, the direction extrusion stage and continuous shears. At the initial stage, the load increases slowly during upsetting phase. But the load increases rapidly due to the work hardening resulting from the continuous accumulation of dislocations, and the values of extrusion forces are almost equivalent. The increments of force become slow after 1.5 s, and the force curves are almost parallel to each other, and ES forming is in the extrusion steady stage. During the third phase, the load oscillates about an average value of 1.2, 1.4, 1.5, and 1.8 MN for preheated temperatures 420 °C, 400 °C, 370 °C and 350 °C respectively. The values of extrusion forces are varying periodically. The load–time curves could exhibit the characteristic of strain softening with a peak stress to a steady-state regime, which is a typical phenomenon caused by the dynamic recovery or recrystallization. Initial billet temperatures greatly influence the magnitude of the extrusion force.
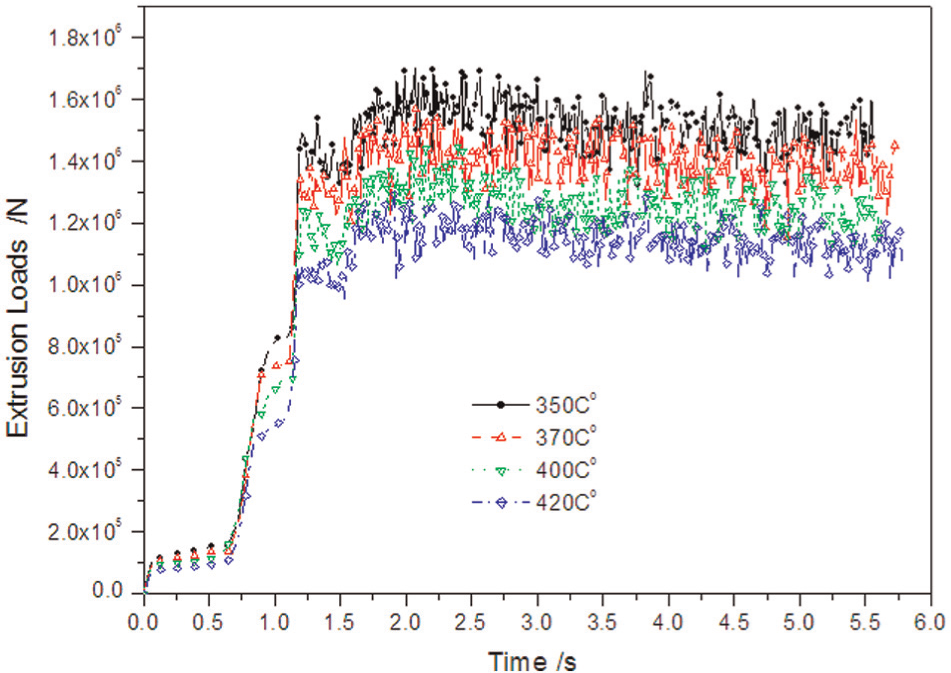
Extrusion load evolutions during ES process with ram speeds of 20 mm/s and billet temperatures 350 °C–420 °C.
Comparison of the experimental results with simulation results
The experimental results with different forming preheated temperatures (370 °C, 400 °C and 420 °C) of billets and the causes of extrusion results are shown in Table 3. Typical continuous cracks are observed on an AZ31B rod extruded at temperatures 400 °C and 370 °C. It is clear that there are continuous cracks and pure brittle failures appearing on the surface of the rod. Products have been found with better surface finish at temperature 420 °C without any defects. From the temperature distributions of the rods shown in Figure 3, the maximum temperatures are 370 °C, 378 °C, 417 °C and 434 °C for preheated temperatures of billets 350 °C, 400 °C and 420 °C, respectively, and the maximum temperatures in billets do not exceed 500 °C which cause the cracks in magnesium alloy rods. Stress distributions with different preheated temperatures of billets are shown in Figure 4. It is found that the cracks increase significantly with the stresses of rods’ surface increase. From Figure 5, it can be seen that the ES process forces increase significantly with the decrease in preheated temperatures of billets. The reasons for difficulties of ES process are not that extrusion forces of equipment do not meet the requirements of ES process, the horizontal extrusion press can supply 300 ton extrusion force. But extrusion temperatures of billets especially the temperature of retained rods at ES die exit for previous ES process reduce rapidly and the temperature is far more less than 370 °C. The measures to be taken are heating ES die to a certain temperature or preventing the heat loss during ES forming, for example, isothermal extrusion. The simulation results are validated by the results of ES process experiments.
Process parameters of ES process and extrusion results.
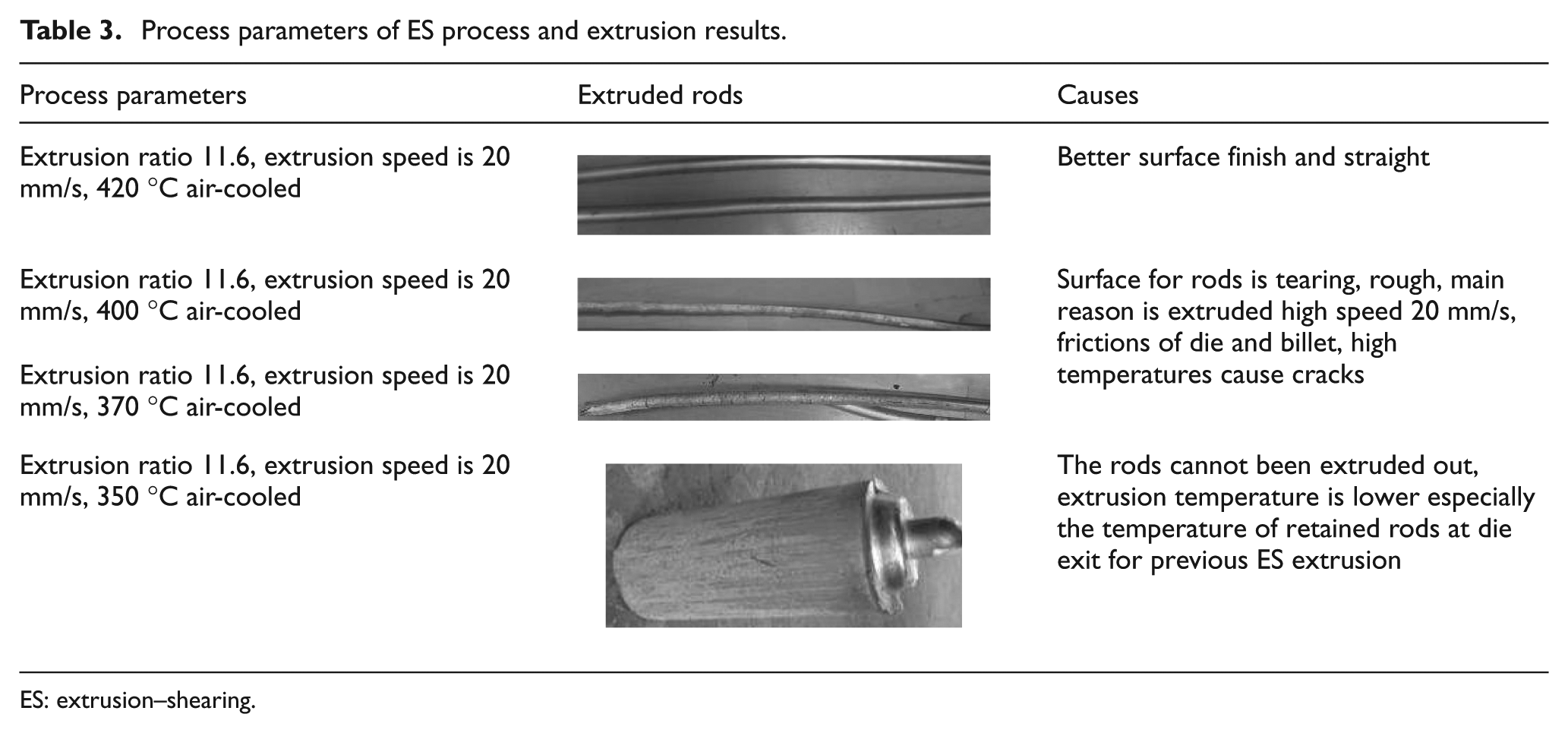
ES: extrusion–shearing.
The AZ31 material is worked under high pressure during ES process where the occurrence of fracture is usually prevented. However, in the ES process of AZ31 magnesium, it is difficult to produce rods without surface defects. As the preheated temperature of billets increases, the temperature of rod surface increases due to intensified plastic deformation and storage heat in billets and frictional heat, especially at the surface where friction affects the crack phenomenon. This leads to damage of mechanical properties of the rods and to formation of micro-cracks at the surfaces of the billet. So, it is very important to choose the appropriate preheated temperature of billets and die to obtain ideal surface qualities under the condition that extrusion speed is high relatively, preheated temperature of billets is appropriate and the capabilities of the equipment meet the requirements of force during ES process.
Optical microstructures for as-cast billets at the temperatures 420 °C, 400 °C and 370 °C are shown in Figure 6(a)–(c), respectively. There are even equiaxed grains with an average grain size of 2 µm in ES hot-extruded rods as shown in Figure 6(c), which indicate that intensive and full dynamic recrystallization has taken place during ES process when the preheated temperature is 370 °C. After the hot ES process, grains are refined and are more homogeneous. But in Figure 6(b), there are many original grains and the sizes are more than 100 µm, and the size of fine grains is around 2 µm so the part dynamic recrystallizations happen, and the distribution of grains is nonhomogeneous. There are almost no dynamic recrystallizations of fine grains exiting in the billet.
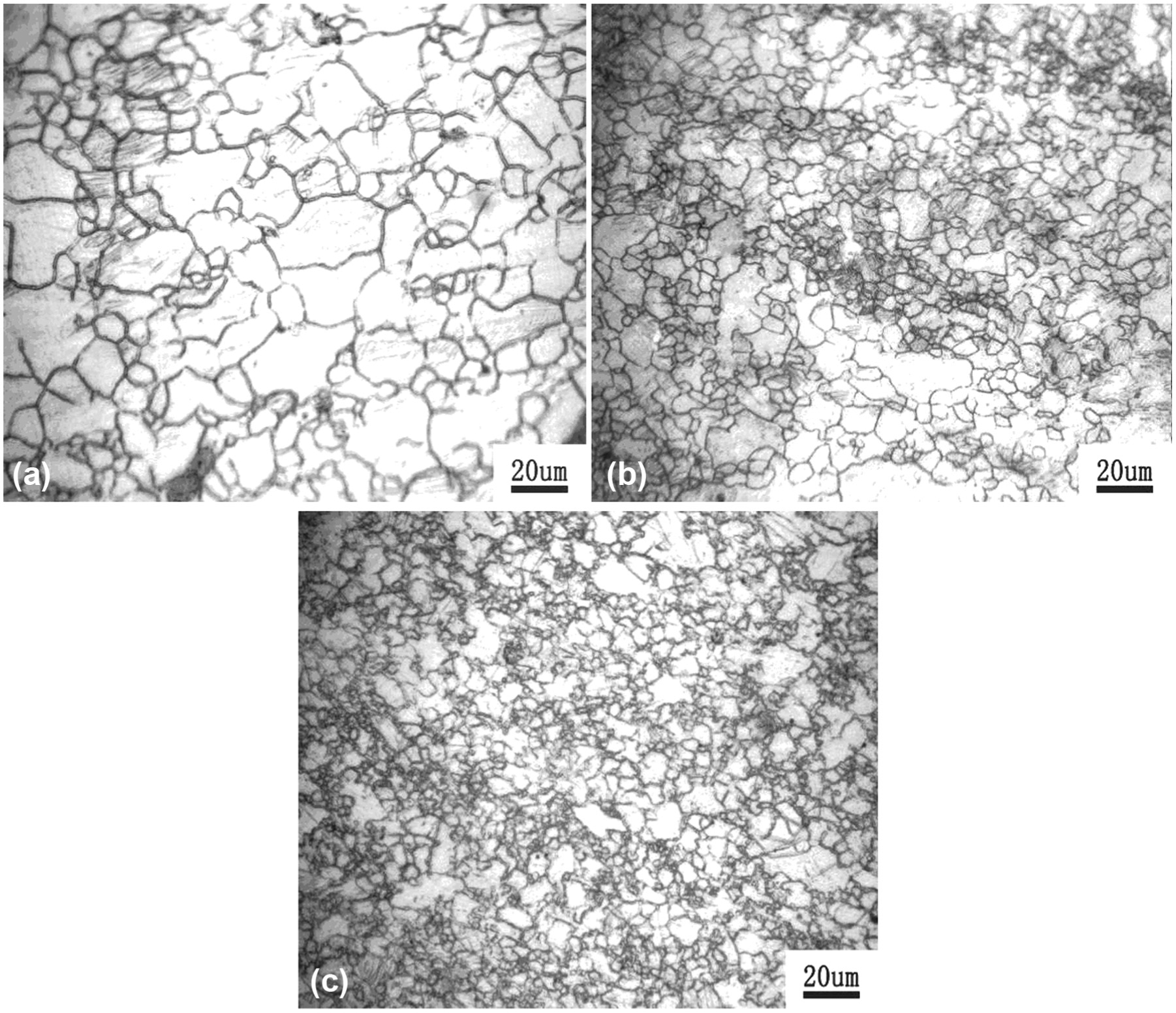
Microstructures of AZ31 Mg processed by ES process with different temperatures: (a) 420 °C, (b) 400 °C and (c) 370 °C.
The relationship between the average recrystallization grain size (d) and the Zener–Hollomon parameter (Z) during dynamic recrystallization is given by equation (7) 15

The temperature-corrected strain rate Z is given by equation (8)

where
It can be seen from equations (7) and (8) that the preheated temperatures of billets have a significant impact on the dynamic recrystallizations of fine grains if the structure parameters of ES dies are the same. So the sizes and volume fraction of dynamic recrystallizations of fine grains are inversely proportional to the preheated temperature of billets. It is obvious that average sizes of grains for lower preheated temperature are finer than those of higher preheated temperature. It can be observed that the lower temperature could inhibit the grains growing up further.
Conclusion
In accordance to FE analysis and experimental results of different preheated temperatures of billets during ES extrusion, the following conclusions are obtained:
A full 3D FEM simulation of as-cast AZ31 magnesium alloy billets subjected to ES process at 350 °C, 400 °C and 420 °C have been carried out successfully. The strain rates, temperature, extrusion forces and stress on surfaces of billets have been predicted during ES process. The preheated temperatures of billets have significant effect on the ES forming forces, temperature and stress distribution of the rods. Tensile stresses at the rod surfaces decrease with increase in preheated temperatures. Temperature rise in the deformation zone increases with the decrease in the preheated temperatures of billets.
The ES die structures have been manufactured and installed to industrial extruder. ES forming has been applied to fabricate AZ31 magnesium alloy rod at temperatures of 350 °C, 400 °C and 420 °C and speed of 20 mm/s. Typical continuous cracks are observed on an AZ31B rod extruded at temperatures of 400 °C and 370 °C for the stress of rod surface beyond the tensile limit. But there are no defects in rods for the ES extrusion of preheated temperature 420 °C. The rods cannot been extruded out of ES die at 370 °C for the temperature of retained rods at die exit for previous ES process drop considerably.
The microstructures of ES extrued rod have been observed. The average sizes of grains are affected strongly by preheated temperature of billets. The results validate that the ES process could refine the grains effectively if the preheated temperature of billets is lower.
Footnotes
Declaration of conflicting interests
The author declares that there is no conflict of interest.
Funding
This work was supported by the open fund for Key Laboratory of Manufacture and Test Techniques for Automobile Parts (Chongqing University of Technology), Ministry of Education in 2003; National Science Foundation for Distinguished Young Scholars of China (grant no. 51101176) and foundation of the postdoctorate in Chongqing city and the project number is Xm201327.