
Abstract
This article investigates the value-adding practices of Manufacturing Engineering for integrated New Product Introduction. A model representing how current practices align to support lean integration in Manufacturing Engineering has been defined. The results are used to identify a novel set of guiding principles for integrated Manufacturing Engineering. These are as follows: (1) use a data-driven process, (2) build from core capabilities, (3) develop the standard, (4) deliver through responsive processes and (5) align cross-functional and customer requirements. The investigation used a mixed-method approach. This comprises case studies to identify current practice and a survey to understand implementation in a sample of component development projects within a major aerospace manufacturer. The research contribution is an illustration of aerospace Manufacturing Engineering practices for New Product Introduction. The conclusions will be used to indicate new priorities for New Product Introduction and the cross-functional interactions to support flawless and innovative New Product Introduction. The final principles have been validated through a series of consultations with experts in the sponsoring company to ensure that correct and relevant content has been defined.
Introduction
This study explores aerospace Manufacturing Engineering (ME) practices for integrated New Product Introduction (NPI). NPI is the cross-functional product development process used by global aerospace manufacturers to deliver all customer and business expectations for quality, cost-effectiveness and lead time. Integration is the close coordination of different functional processes for the purpose of ensuring all objectives and value-adding activity are well aligned in the project. For Manufacturing Engineers, rigorous verification of production capability for all design features and the creation of detailed production plans are important value-adding activities. These traditionally require stable designs, whereas managing an evolving design maturity is the important ability for integrated product development.
The trend in aerospace is towards faster product introduction and rapid development cycles. A further requirement is flawless achievement of high-quality products at the forefront of technical innovation. Integration and parallel processes for design and manufacturing are valuable for satisfying both these imperatives and are strongly advocated in the research literature.
In the last decade, a range of practice has been developed for the process, organisation and tools to support integration. It is valuable to understand how Manufacturing Engineers currently manage integration and to build on this experience to support an escalating quantity, scale and frequency of future product introduction. Furthermore, the research literature lacks a comprehensive understanding of integrated ME activities to deliver production planning in parallel with design processes.
This article presents the results of a mixed-method investigation to address this gap that was conducted with the support of the industrial sponsor, a global aerospace manufacturer operating in the United Kingdom. The objectives were to investigate ME practices for integrated NPI, survey the use of the practices in aerospace component NPI projects in the company, identify how the practices work together for lean product development and define a set of guiding principles for aerospace ME in integrated NPI.
The article is structured as follows. A discussion of the literature related to integrated product development and ME is presented in section ‘Related study’. The mixed-method research approach that has been used is described in section ‘Research methodology’. In section ‘ME practices’, a review of ME practices for NPI in the industrial context is presented. In section ‘Principles for ME’, principles to support integrated ME are defined and used to understand opportunities to improve performance of NPI. Section ‘Conclusion’ offers conclusions.
Related work
Cross-functional integration, or Concurrent Engineering, has been established as a requirement for competitive product development over two decades of the research literature. Managing parallel processes with rich and bilateral exchanges of cross-functional information is now the fundamental competency that supports effective decision-making.1–3 This competency that supersedes ‘over-the-wall’ and ‘silo’ forms of product development associated with unsustainable misalignment of objectives shared across functions. How information is created and shared has been the research focus in this domain in the last two decades. Research in the initial period of the literature (covering the last decade of the 20th century) focussed on good practice for enabling cross-functional integration. The role and responsibilities of ME are described in this literature. A second period of the literature (in the first decade of the new century) has focussed on the lean product development system as further means of overcoming complexity and barriers. It is the ‘lean’ product development domain where understanding efficient and effective operation of ME is less clear.
From the outset of the literature related to Concurrent Engineering, the integration of processes for design and manufacturing is explored as an important dynamic for successful product development. 4 Categories of practice, including process, organisation and tools, are described strongly in the literature for enabling cross-functional integration. Engineering processes for design and manufacturing that are initiated in parallel from the start of the development life cycle are a key characteristic in integrated projects. 1 Parallel creation of information in these processes, shared in ‘Design for Manufacture’ dialogue, overcomes restrictions in decision-making. 5 Incorporating manufacturing and assembly capability information is invaluable for influencing a concept that can be produced at desired quality and cost levels. Without close integration, rework to align design objectives with those of manufacturing carries a high penalty in cost and time. 6 Also, Manufacturing Engineers can plan production in parallel to enable more immediate production ramp-up and shorten overall project time. 7 However, for parallel processes, using partial and incomplete design definition should be prioritised over full definition, and Manufacturing Engineers must avoid a ‘hostile’ attitude to use such information. 1 Organisation and, in particular, cross-functional teams are crucial for achieving information sharing that is rich and frequent.7,8 Heavyweight leadership, autonomy and physical colocation are among the valuable characteristics for successful teams.9–12 Other studies examine the importance of tools (particularly computer technologies) that are used for sharing engineering information. In contrast to paper-based tools, computer-aided design (CAD) brings speed and accuracy benefits to the creation, rework and sharing of complex design and manufacturing definitions, and automation and simulation opportunities.13,14 Information tools are also useful for process integration: by building from a CAD model definition shared from designers, Manufacturing Engineers can ensure accurate adherence to design intent when developing computer-aided manufacturing (CAM) solutions.4,13 Information systems are identified as important for global product development teams for which colocation is replaced by ‘virtual’ teams. Here communication is maintained by file sharing, email and telecommunications. 15
In recent literature, the lean product development concept has been identified. This study is focussed on principles for lean product development and also process mapping techniques to support process restructuring.16–19 Lean principles for product development have been devised based on lean in physical operations.20–22
Value in product development processes can be enhanced by improving the flow of ‘partial’ product information. 23 Large batches of ‘completed’ information lead to large downstream work batches. This has implications for evaluation of design information. If evaluation is conducted only for completed designs, this will become a large batch of work and thus diminish the effectiveness of manufacturing influence with cross-functional partners. A virtuous iteration can be derived from early, bilateral feedback that ultimately shortens development time.
Despite the literature for lean product development (meaning Design Engineering), there has been little work done to address a second aspect of efficient NPI, specifically, lean process development (ME).24,25 There is a widely held view that set-based concurrent engineering (SBCE) is an enabling technique for lean product development.26–28 SBCE allows manufacturing options to be used to progressively influence the design and narrow towards a final solution while, crucially, delaying this fixed commitment as long as possible. However, this approach limits attention to the role of Manufacturing Engineers for the conceptual stage only.
Lean product development literature is a promising area of research. Nevertheless, it continues to lack a clear understanding of manufacturing process planning and concurrency beyond the conceptual stage of the life cycle and into downstream stages for physically realising the production method. Two key gaps in the research can be identified. The first is a clear understanding of ME practices and how they work together as a value-adding system for lean product development. A second gap is principles for successful ME integration with the cross-functional organisation that achieve not only parallel evaluation, but also delivery of the production method.
Research methodology
An inductive methodology was followed for the explorative study. Figure 1 depicts the mixed-method approach consisting of case studies and a survey that was used to satisfy research objectives. 29
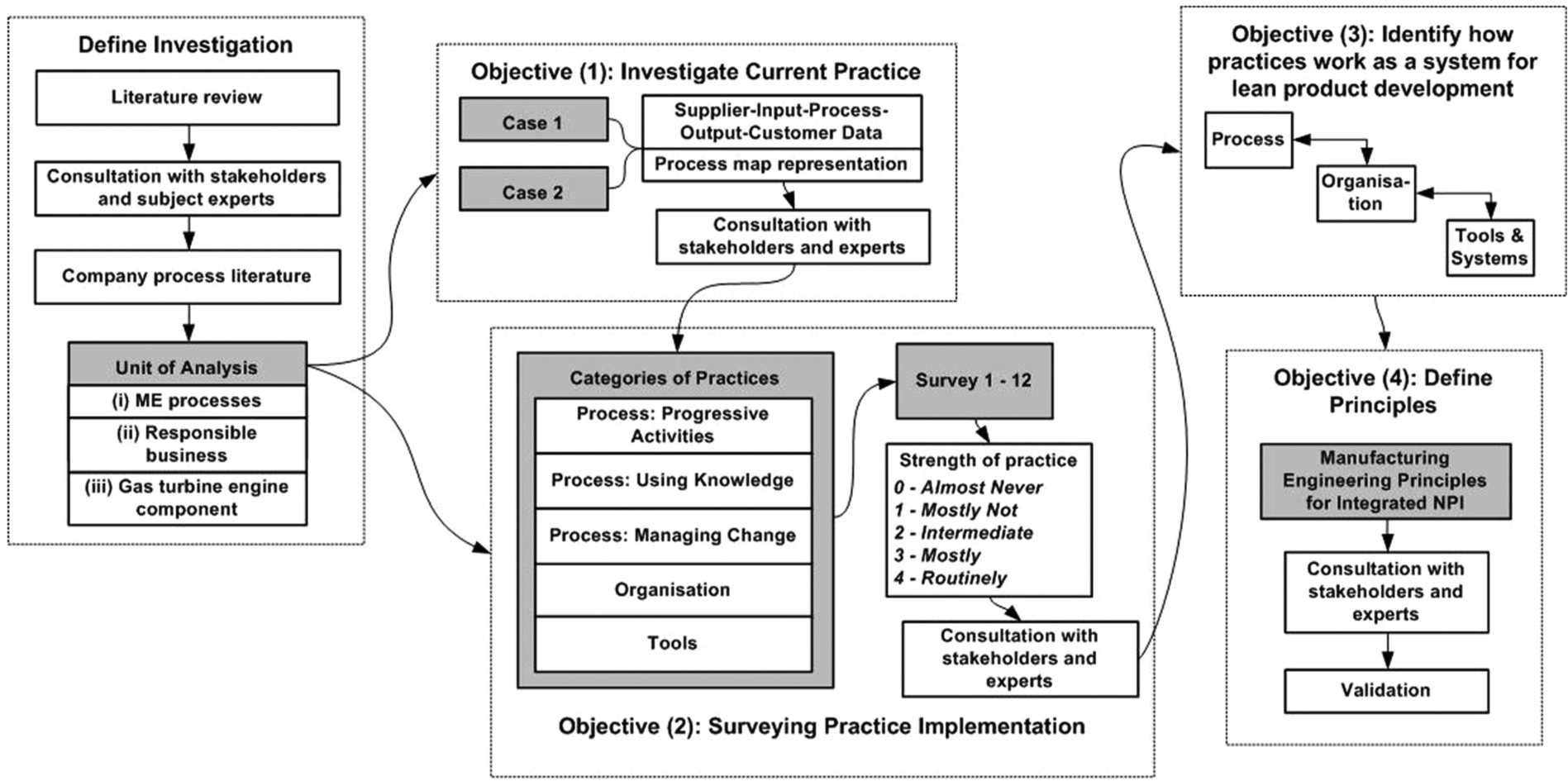
Mixed-method investigation used to satisfy research objectives.
The initial literature review was used to refine the scope for data collection and analysis.30,31 The definition of ‘current practice’ included process activities (inputs and outputs), tools used and organisational concepts (what personnel or roles were involved). Units of analysis were defined through discussions with stakeholders and familiarisation with the company literature. The unit of analysis comprised: activities for manufacturing process planning and quality planning, executed by a ME business, for a specific component from a gas turbine development project.
The investigations were conducted using this unit of analysis with direct engagement of manufacturing locations of the aerospace industrial sponsor. Selection was coordinated with stakeholders and business managers, and each component NPI project was contemporary to the research period. Data collection was carried out using semi-structured and structured interviews (for cases and survey) and workshops (case studies only). Interview results were triangulated with materials, including project plans and company process literature. Question sets were piloted with subject experts. All data collections drew on Manufacturing Engineer practitioners in businesses who apply the processes.
For the case studies, a 1-h semi-structured interview question set was used. This was based around the categories on a Supplier-Input-Process-Output-Customer (SIPOC) chart. Interview data were analysed through the creation of role-activity process maps. Next, a comprehensive review and categorising ME practices according to a ‘Process’, ‘Organisation’ and ‘Tools’ model were carried out. Case studies were carried out from April to November 2011. The survey was conducted from March to August 2012. A 1-h structured question set was developed for the survey using case study results. For each survey, at least one or two NPI leaders were directly interviewed and asked to characterise (score) the strength at which described practices are applied for the unit of analysis. The scores defined were as follows: 0 – this practice almost never occurs (<10% frequency), 1 – this practice does not mostly occur (∼25%), 2 – intermediate occurrence (50%), 3 – this practice occurs for the most part (∼75%); and 4 – this practice occurs routinely (>90% frequency).
The mixed-method approach was used to build internal validity. The case studies first enabled a detailed investigation, and the subsequent survey allowed an efficient means of verifying this understanding across the broader organisation for NPI. The final sample was composed of 14 NPI examples (two detailed process mapping case studies followed by 12 surveys). A range of specialised production methods is applied for realising aero engine components that differ in the range of materials used and design complexity. However, a description of practice for specific component or technology examples is not provided in this article. Instead, the intention is to describe the general understanding of current practice.
The completed investigation resulted in identification of current practices and how these add value in aerospace ME NPI. Finally, these were used to identify factors that explain ‘why’ identified practices benefit the performance of NPI. These would be used as the guiding principles. Using brainstorming charts, the practices were first grouped into an initial set of factors according to their shared affinities. Finally, semi-structured consultations with stakeholders in the research and subject experts in the business were conducted to validate final principles.
ME practices
The case studies and survey results provide a rich account of ME practice for integrated NPI projects. To address the first research gap, the results are used to create the summary model shown in Figure 2.
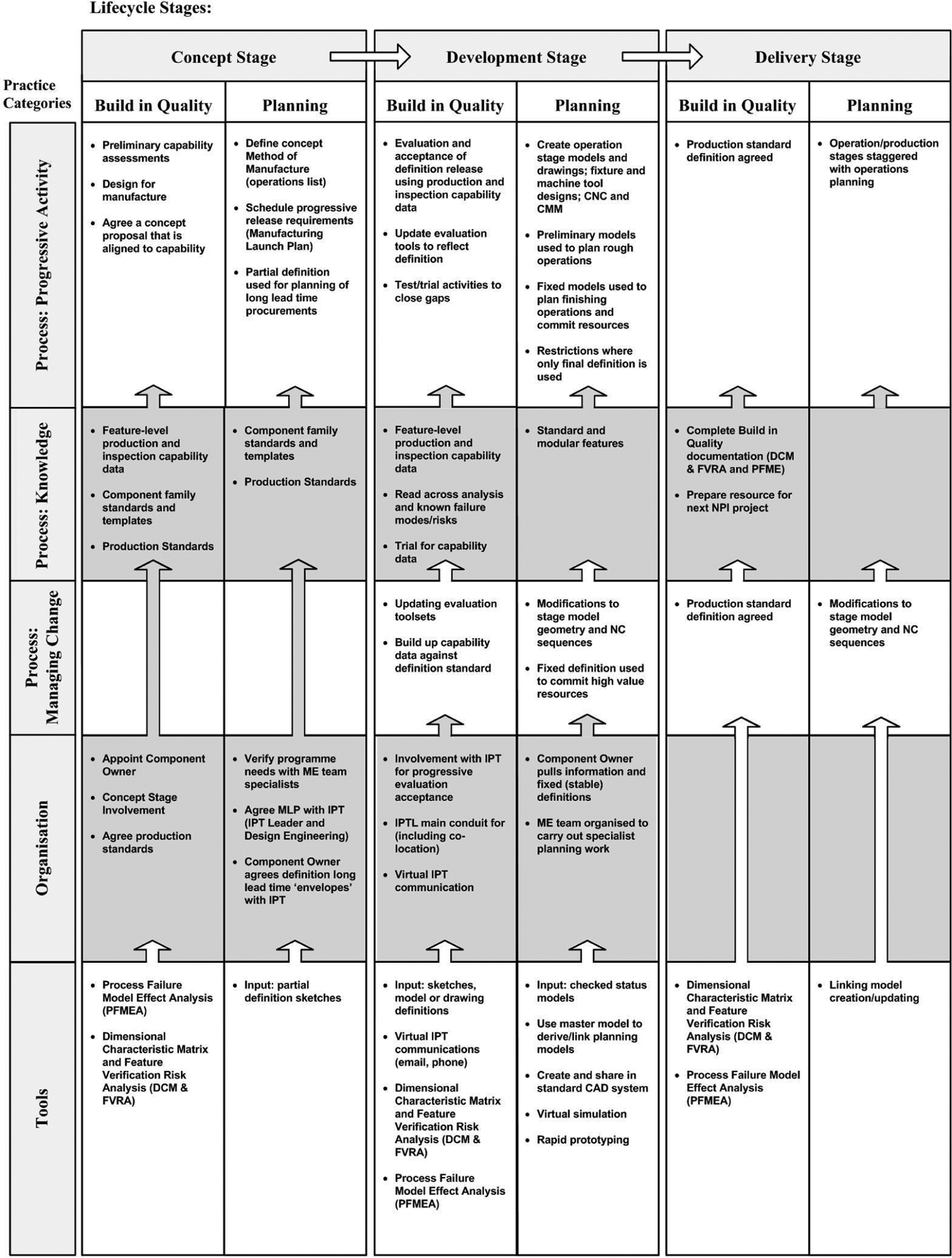
Alignment of ME practices to add value in NPI.
Two main forms of value creation are demonstrated in the model. First, Manufacturing Engineers add value to a design by planning (creating all information that defines the manufacturing and inspection method). This information includes the method of manufacture (operations list), stage definitions (geometry created from each operation), fixture tools and machining programmes. Second, Manufacturing Engineers also add value through evaluation (creating information to verify the capability of creating or inspecting design features).
The model depicts the alignment and interaction of practices in process, organisation and tool categories that are important to value creation at different stages of the life cycle. The following sections describe the alignment indicated by the model and report contextual factors related to implementation that were indicated by the survey.
Process
The integrated process can be explained with the following distinct practices: progressive activities, using knowledge and change in the process. The key requirement of Manufacturing Engineers is progressive definition that supports lead times and also controls the risk of change in detailed planning and high-value tasks. An early concept definition is used to understand the method of manufacture and clarify downstream planning need (using the team-based organisation). Later, preliminary definition is used to initiate long lead time activities (such as procurement of material) and to model ‘roughing’ operations. Finally, a fixed definition (which includes tolerances and detailed geometry) is necessary for modelling ‘finishing’ operations, fixture tools and machine programmes. The fixed definition indicates the design is stable, that is, manufacturing geometry will be unlikely to change and is necessary to launch high-value production activity.
Manufacturing knowledge is used to reduce uncertainty in the development life cycle in a number of areas. First, a standard method of manufacture for a component is used to drive early concept evaluation and to identify progressive release requirements. Furthermore, the design process is proactively front-loaded with a choice of ‘production capable’ features. Read-across of modular design (models) for fixture tooling development is also reported for accelerating completion. Finally, feature-level capability data for existing production processes help progressive evaluation of production capability against concept and preliminary definitions. The objective is a progressively agreed ‘production standard’ definition with production capability verified for all features and all risks addressed. The survey responses indicate that the need for production trials (and associated restrictions in the project plan) is reduced for components where good feature capability data exist.
The risk of change in process planning is a characteristic of using unfinished definition. The survey investigated which activities are most affected by change. The results demonstrate that changes rarely occur for long lead time activities. Managing the effect of change in this way is valuable; changes here would risk project delivery. By contrast, the activities to model manufacturing operation geometry and machining programmes in the development stage are the activities most routinely affected by changes in design intent for the majority of sample components. However, iterations in these tasks align well with the tools used to carry them out, as will be described later.
Organisation
Component-level NPI projects are managed using cross-functional Integrated Product Teams (IPT). Communication is supported by colocation, direct visits between the functions and virtual communication. The IPT Leader is the primary point of contact between manufacturing and designers. The Manufacturing Engineer representative in the team ensures that manufacturing requirements are coordinated with other functions. The objective during the concept stage is to influence the design and gain commitment to the integrated project plan and mitigate risks that would result in late definition release. In the development stage, the objective is to coordinate with the IPT Leader to pull design definition in line with agreed plan. For the entire sample, these requirements are agreed with the IPT Leader. It is notable that for components where the manufacturing launch plan (MLP) was also agreed with designers (half of the sample), a release schedule that was accurate to the initial plan did successfully occur.
Tools
The tools used by Manufacturing Engineers are advantageous in different stages of the development life cycle for supporting process activities and organisation. In the development stage, a standard computer-aided system is the primary tool for the planning activities. Computer models are used to link the parallel creation of design definition and all manufacturing definition. As noted above, these are often subject to revision in the development process. However, revisions are being directly cascaded through to all derivative models. This avoids the motion and transportation wastes otherwise associated with creating planning information across isolated systems.
Email, telephone communication and shared network folders helped good communication to be maintained for dispersed teams. A predominantly quantitative or data-driven dialogue is conducive for both in-person and virtual interaction.
Procedures and tools for the routine collection of feature-level production capability data are identified as in place for all survey components. Information systems are deployed to capture and transfer these data from the shop floor and transmit it to ME offices for analysis.
Additionally, virtual simulation tools are used to test the production method. In half, the component survey of virtual simulation tools are being applied to understand production capability. These serve to generate feedback that influences both manufacturing and design in a rapid manner requiring lower resource in comparison to full-scale production trials. Machining is the main subject of virtual simulation found in the survey. There is an intermediate use of rapid prototyping for components in the sample. Applications include testing for clashes or collisions with fixture tools, cutting tools and machining paths. The physical impression of a component is also a useful input for Manufacturing Engineers.
Principles for ME
The results are used here to identify factors for successful ME integration with the cross-functional organisation. This is to address the second research gap. The method was to group practices into affinities. The result is the definition of ‘Principles for Aerospace Manufacturing Engineering in Integrated New Product Introduction’.
Highlighting key factors
Five principles for delivering good NPI performance in quality, cost-effectiveness and lead time that have been drawn from the current practice investigation are described in the following.
Using data-driven processes
The underlying concepts that relate to ‘use data-driven processes’ are supporting cross-functional understanding and decision-making, and capturing data and embedding lessons.
Supporting cross-functional understanding and decision-making
A data-driven process emphasises that decision-making should be managed using good engineering data. Manufacturing Engineers use data that define product design features (geometry and materials) and manufacturing capability. Data used bring rigour to the decision-making for all aspects of NPI, including the product, process and project plan and throughout the project life cycle. Prioritising analysis using technical data provides for better understanding that tacit knowledge cannot support.
The superior ability for driving decision-making that data give ME and the integrated team was specified by the subject matter experts during the consultations. Data-driven processes for NPI support effective interactions with all cross-functional team members, for example, providing feedback of quantified manufacturing capability gaps. The influence that ME must have in the product team can also become more accurate through the use of data. The data-driven form of dialogue is also applicable to virtual communication methods associated with the distributed organisation.
Capturing data and embedding lessons
As a project matures, new and more advanced manufacturing knowledge and process capability data will have been created. Recording these data is important so that it can be effectively used from the outset of the next project. The priority is to ensure that lessons are learnt and applied to aid the next NPI project. In this way, subsequent generations of product NPI can be better placed to drive decision-making using data.
Procedures and tools for the routine collection of feature-level manufacturing capability data are identified. Information systems capture data from the shop floor and send it to ME for analysis that further supports ME responsiveness to Design Engineering. The responsiveness takes the form of continuous feedback of capability to the integrated team. Taking into account the above concepts, Principle 1 is established as ‘use a data-driven process’.
Building from core capabilities
The concepts that relate to ‘build from core capabilities’ are read across to reduce uncertainty and support influence and accelerate manufacturing planning activity.
Read across to reduce uncertainty and support influence
‘Core’ manufacturing capabilities are those that have a strong data-driven demonstration of capable standard production methods that are associated with a component family and standard design features.
Executing technical activities by building from core capabilities is beneficial to the quality of the solution. Proven capability and established technical expertise can be read across to the next NPI project. In the concept stage, existing data associated with a standard method of manufacture for a component type are used to support concept evaluation and influence the design. Design Engineers are thus proactively front-loaded with ‘production capable’ features. If adhered to, these help to ensure a production standard definition before the design concept has been finalised. In this way, the project can enter the development stage (where change is costly to the project) with a viable concept. Manufacturing capability gaps to take action for improvement later in the project can also be revealed by matching core capability to design requirements.
Accelerate manufacturing planning activity
Carrying out technical activities by building from core capabilities is useful for supporting a flexible project plan. Effective existing solutions require limited iterations during the development stage.
The importance of core capabilities to aid planning of NPI is endorsed by the subject experts in consultations. At early project stages, Manufacturing Engineers can anticipate and plan for the schedule of activities that will be part of the development stage, as well as identifying progressive release requirements. Predictable inputs such as these support flexibility: long lead time material and tooling orders for standard solutions are removed from the project critical path by decoupling reliance on novel definition. The need for production trials and testing is restrained where good process capability data exist. Furthermore, by reading across technical solutions and manufacturing evaluation, completion of technical activities can be accelerated. Principle 2 is ‘build from core capabilities’.
Developing the standard
The concepts that relate to ‘develop the standard’ are as follows: align manufacturing capability improvements to support design requirements and plan the resource to deliver manufacturing capability.
Align manufacturing capability improvements to support design requirements
In addition to agreeing core capabilities, it is important for ME and Design Engineering to agree on a viable balance of innovation to help meet customer requirements. The focus for ME should be to invest in process capability improvement that is focussed onto a manageable number of important features that support the design. The importance of specific signals from Design Engineering for innovation in manufacturing capability that is important for the customer was proposed in the consultation phase. Core capabilities should be used to understand the specific signals regarding improvements to current production standards that will be valuable for the performance of the product. The resultant mix of core capabilities and development requirement should together maximise the available resources of the NPI project. In this way, a capable process that also drives forward innovation with each generation of NPI project can be possible for the ME function.
Plan the resource to deliver manufacturing capability
There is a current focus using testing, prototyping and production trials in reaction to manufacturing process capability issues (or gaps) that emerge in the project. Detailed testing and analysis in the later development stages of NPI enable ME teams to better understand and quantify gaps in the capability of the process to support the design requirement. However, the increasing complexity of projects and shortening lead times are already making this approach difficult to achieve. Upfront engagement is necessary to obtain an early awareness of manufacturing capability and designer’s need for innovation. In turn, this is important for anticipating and planning the actions needed to enhance manufacturing capability that is viable for the current NPI project.
Virtual simulation tools are especially useful during the development stage, and computer models are also used to produce rapid prototyping mock-ups. These serve to generate information feedback that influences both manufacturing and design development in a rapid manner requiring lower resource in comparison to full-scale production trials. Principle 3 is ‘develop the standard’.
Deliver through a responsive process
The concepts that relate to ‘delivering through responsive processes’ are as follows: taking action to maximise the use of incomplete design definition and engaging in continuous evaluation and feedback.
Maximising the use of partial and preliminary definition
By taking action to maximise the use of incomplete design definition, Manufacturing Engineers are enabling parallel design and manufacturing processes. This ability benefits from early cross-functional interaction. The expert consultation phase highlighted that by softening, or delaying the requirement of a final definition, the Manufacturing Engineers offer greater opportunity for designers to better meet customer product requirements.
Working with partial definition and overcoming the dependency on completed design definition are the key abilities that have been established by ME. The current practice investigation into NPI for aero engine components revealed a consistent strategy for using incomplete definition. This ranged from using a concept definition in the early stage of the project (to understand the method of manufacture and clarify downstream planning needs), preliminary definition in later stages (to initiate long lead time activities and to model ‘roughing’ operations) and a final fixed definition (modelling ‘finishing’ operations, fixture tools, machine programmes and launching production).
Manufacturing Engineers are exploiting the toolset available to enhance what can be achieved with partial definition. A number of the tools have been demonstrated as the key resources for allowing responsive ME processes. A standard computer-aided system is the primary tool for delivering planning definition. Computer-aided tools help to concentrate the risk of using incomplete definition onto modelling tasks. These have low impact on resource and lead time in the project. The computer system is used to structure together the data that are relevant for how manufacturing processes are modelled. When linked, final revisions from the design model can be rapidly cascaded through to derivative definitions. This is used to manage update of all information to the correct design standard.
A culture of rapid iterations is also established on the use of virtual simulation and rapid prototyping. Again, these carry a limited burden in resource and time but can provide early and proactive insight into the impact of the design on the manufacturing process.
Engage in continuous evaluation and feedback
Concept and preliminary definition are important for driving evaluation of process capability, including Design for Manufacture assessments at early stages of the development project. In the development stage, the later availability of feature-level information (in preliminary and fixed definitions) permits rigorous systematic manufacturing evaluation.
By supporting continuous evaluation and feedback using incomplete definition, there is greater opportunity for risks to be proactively identified at early stages of the project life cycle. This is useful for engaging with designers. The objective is a progressively agreed ‘production standard’ definition; this means manufacturing capability that is verified for all features and all risks addressed by ME.
Continuous evaluation and feedback serve to deliver a flawless production standard drawing without the burden of alterations late in the process. By accurately understanding the risk, ME teams have greater ability and confidence to manage the downstream planning using incomplete definition. Principle 4 is ‘deliver through responsive processes’.
Align cross-functional and customer requirements
The concepts that relate to this factor are upfront agreement and ongoing management of requirements.
Upfront agreement
In the early concept stages of the project, the priority should be agreeing the balance of core capability signals to indicate areas for manufacturing capability development. The integrated team is the best environment for ME to receive and influence these signals that will impact how the NPI project will need to be carried out. By supporting the integrated team, the Manufacturing Engineer representative ensures manufacturing requirements are coordinated with other functions.
It is necessary to engage with other functions, principally designers and external suppliers to ensure a viable plan for delivering a flawless production method. Furthermore, a close relationship with the representatives of other functions is useful for obtaining clear requirement signals. The data-driven process has helped to establish an equal level of understanding of design, manufacturing and customer requirements.
Upfront evaluation of the design concept (Design for Manufacture) is needed to agree on a viable design concept. A viable concept balances customer requirements and can also be supported by a credible plan for design and manufacturing NPI processes. One of the key requirements of ME is determining a plan for progressive definition that will be needed to sustain parallel planning (supports lead times and process development) and to influence the level of risk in the design.
On-going management of requirements
It is necessary to review the alignment of requirements within the cross-functional team as knowledge about the product and component matures during the project. Actions to mitigate risks that emerge must be agreed and monitored by the team. Communication within the integrated team can be supported by colocation, direct visits between the functions and virtual communication methods. A predominantly quantitative or data-driven dialogue is conducive for both in-person and virtual interaction. Email, telephone communication and shared network folders helped good communication to be maintained for dispersed teams. Principle 5 is ‘align cross-functional and customer requirements’.
Summary
In summary, the five principles described in this article guide the actions of the Manufacturing Engineer that are important at different stages of the product development life cycle. The areas of the product development life cycle that the principles can be aligned with are illustrated in Figure 3.
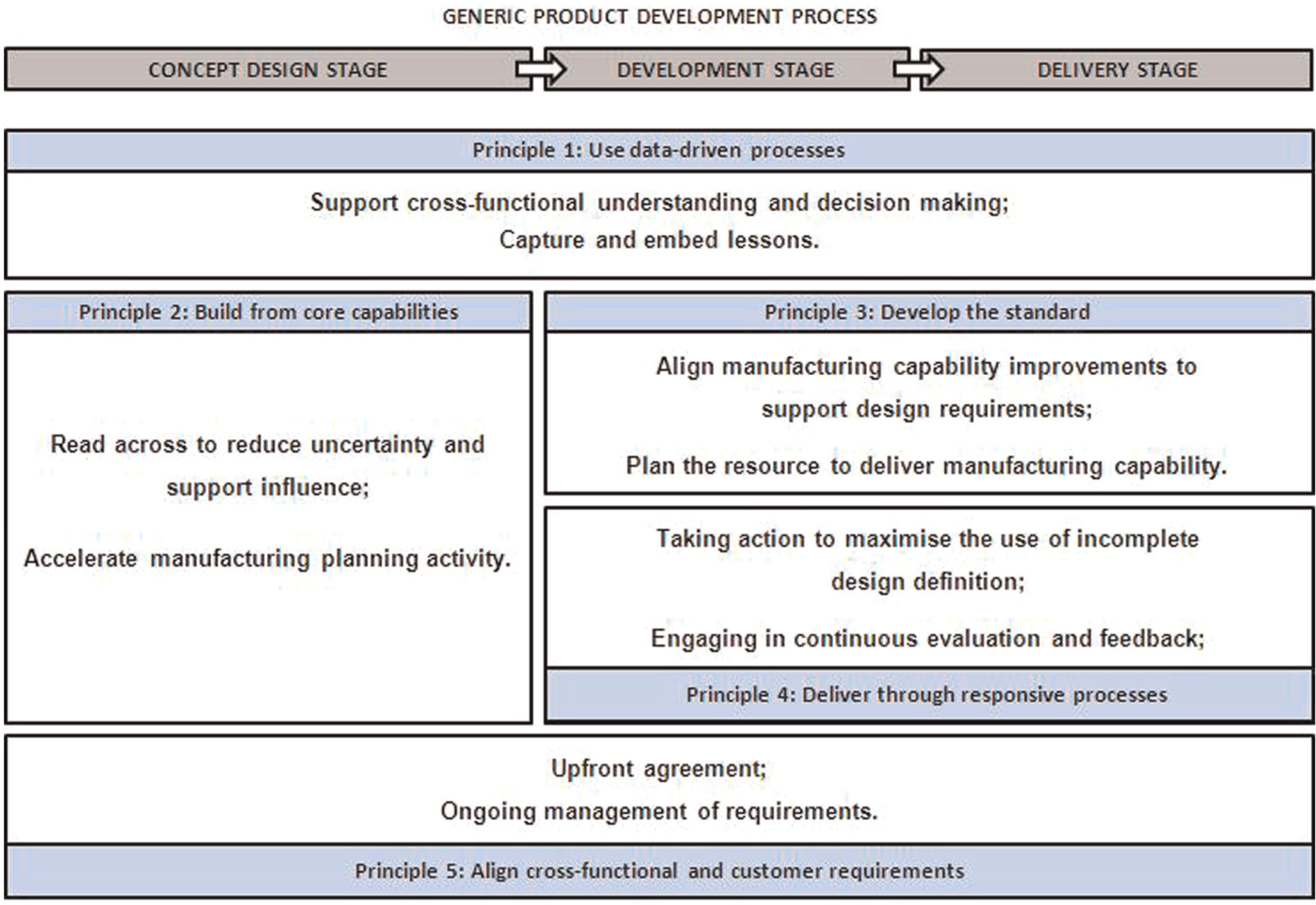
Principles for Aerospace Manufacturing Engineering New Product Introduction.
Principles 1 and 5 are applicable throughout a product development project. They are aspects of cross-functional working and can have a positive influence on concurrent activities. Principles 2–4 are about concurrent working. Principle 2 is important in upfront stages of the development life cycle. Principles 3 and 4 are relevant later in the project. Their activities are directly influenced by prior decisions made in Principle 2.
Validation
A progressive form validation was used at different stages of the investigation, culminating with the final development of the above principles. Validation of case study results was completed in workshops with the host businesses. This was both quantified (specific to the data recorded) and qualified validation (specific to the accuracy of the process maps). The interpretation and conclusions taken from survey (including the system model) were verified with the main stakeholders of the research. To validate the interpretation of the factors and the principles, a series of semi-structured consultations with stakeholders in the research and subject experts in the business were conducted. Participants assessed how accurately the factors explained integrated NPI activity for ME. A total of six consultations were carried out. The validation process was continued until the factors and their description as guiding principles were considered complete.
Conclusion
This article has presented an investigation of practices in ME that add value during NPI. The research has been conducted to address two gaps in the literature: how ME practices work together for integration and the principles for successful ME in integrated NPI projects.
Elucidating the ME subject and the research gaps are novel contributions to the literature for lean product development. The literature lacked an understanding of how Manufacturing Engineers operate in integrated product development projects, including how partial definition is managed effectively.
A research strategy involving a mixture of methods has been used. This has provided both detail and breadth to the investigation, which drew on the experience of aerospace component NPI for a range of examples in the industrial sponsor. The breadth is important: a diverse range of design and manufacturing challenges that influence how Manufacturing Engineers manage NPI were captured. In this way, there is confidence that a good understanding of general practice was created.
The investigation demonstrates that ME is a complex objective to accomplish: multiple practices are used together to create value, overcome barriers to the flow of product development information and achieve cross-functional integration. It is important to align together practices that reside process, organisation and tool categories. This corresponds to the ‘system’ for lean product development that is identified in recent literature in the domain.
The current practice is a foundation to strengthen future projects. Cross-functional integration and parallel NPI processes have been important for enabling parallel ME. For the aerospace manufacturer that has sponsored this research, these skills are either strongly established or are a maturing experience achieved in recent product development projects.
The Principles for Aerospace ME indicate a vision for priorities in NPI projects. While ME teams are developing crucial practices for operating parallel planning, they should also prioritise tasks to proactively reduce the risk of significant change and focus on innovation that adds value to the customer. The principles focus on forging stronger links in the cross-functional to understand requirements, equip an ability to support innovation and demonstrate willingness to take on the responsive role that is necessary for flawless and innovative NPI. Further work will be necessary to verify the priorities and tasks that the principles indicate within the ME NPI process used in the business.
Footnotes
Acknowledgements
The authors would like to thank the UK Engineering and Physical Sciences Research Council (EPSRC), the EngD Centre at Cranfield University and Rolls-Royce.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This study was supported by UK Engineering and Physical Sciences Research Council (EPSRC), the EngD Centre at Cranfield University and Rolls-Royce.