
Abstract
This article reports about analysis and optimization of surface roughness parameters (i.e. average roughness Ra and maximum roughness Rt) of wire electrical discharge machined fine-pitch miniature spur gears made of brass. Effects of four wire electrical discharge machining process parameters (i.e. voltage, pulse-on time, pulse-off time and wire feed rate) on the surface roughness parameters of the miniature gears were studied by conducting 29 experiments with two replicates each and designed based on Box–Behnken approach of response surface methodology. Analysis of variance study found all four input parameters to be significant. Experimentally, the surface roughness has been found to increase with higher voltage and longer pulse-on time and decrease with longer pulse-off time and higher wire feed rate. Desirability analysis was used to optimize the wire electrical discharge machining parameters, so as to minimize the Ra and Rt simultaneously. Optimum values of Ra and Rt obtained from the confirmation experiments conducted at the optimized wire electrical discharge machining parameters are superior than the values reported in the literature. Artificial neural network model has been developed for prediction of the surface roughness of the wire electrical discharge machined miniature gears. Very close agreement was found among the surface roughness values predicted by response surface methodology and artificial neural network with the corresponding experimental values.
Keywords
Introduction
Gears having outside diameter less than 10 mm are referred as miniature gears. Miniature gears can either be meso-gears (outside diameter in the range of 1–10 mm) or micro-gears (outside diameter<1 mm). Meso-gears are one of the important components of various miniaturized products of scientific, industrial and domestic segments. Miniature motors, appliances, business machines, automotive parts and timing devices are some of them. Brass, bronze, aluminum and stainless steel are the most commonly used materials for the meso-gears.1,2 Surface roughness of the miniaturized components plays an important role in their functional performance and service life.3–6 Surface roughness refers to the short-wavelength and high-frequency closely spaced irregularities on the surface which are caused by the nature and the actions of the manufacturing processes. 7 Average surface roughness “Ra” is easy to define and measure and gives a general description of surface amplitude, but is insensitive to small variations in the profile and does not make proper distinction between peaks and valleys. The maximum surface roughness “Rt” gives detail about the large deviations, that is, peaks and valleys. Higher surface roughness (i.e. presence of nicks, burrs, peaks and asperities) leads to early failure of the components by occurrence of abrasive and adhesive wear. Therefore, surface roughness should be minimized to prevent early failure of the miniature devices.
Most commonly used conventional manufacturing processes for the meso-gears include stamping, extrusion, injection molding, powder metallurgy, die casting and gear hobbing. But these processes have certain limitations with regard to the quality of the miniature gears.1,2 Wire electrical discharge machining (WEDM) process has potential to become a prominent substitute for the conventional meso-gear manufacturing processes. 8 In WEDM, the material is removed by the thermoelectric erosion process involving melting and vaporization caused by the electric spark, generated by a pulsed direct current power supply between the cathodic wire electrode and the anodic workpiece under the influence of dielectric. Voltage, discharge current, pulse-on time, pulse-off time, wire feed, wire tension and dielectric flushing pressure are some important process parameters of WEDM. The surface finish is one of the most important performance measures which decide the manufacturing quality of WEDMed components. The size, shape and distribution of craters decide the surface characteristics of the WEDMed components.9,10 Irregular-shaped and deeper craters deteriorate the surface, that is, increases the roughness, whereas, flat, regular-shaped and uniformly distributed craters produce lower surface roughness.
Artificial neural networks (ANNs) are simplified models of biological nervous system inspired by the computing performed by a human brain. 11 ANNs have the capability to learn and thereby acquire knowledge and make it available for use. ANNs are built by connecting processing units, called nodes or neurons. Each of the input is associated with some weight which takes a portion of the input to the node for processing. The node combines the inputs and produces net input which in turn is trained by suitable algorithm and transformed into output with the help of transfer/activation function.
The literature review highlights that there is insufficient work on the analysis and optimization of the surface finish of the miniature gears manufactured by WEDM and the modeling and optimization of the same by ANN. Di et al. 12 used WEDM to manufacture miniature gears of 40 µm module, having seven teeth, from 1-mm-thick stainless steel plate and achieved average surface roughness less than 0.1 µm. Ali et al. 13 manufactured external spur gear of 3.58 mm diameter with 17 teeth from a 6-mm-thick beryllium–copper blank using WEDM and highlighted the role of combination of low discharge energy parameters to produce gears with better surface finish. They found average surface roughness (Ra) and maximum roughness (Rt) of 1.8 µm and 7 µm, respectively. Ali and Mohammad 14 reported 1.4 µm as Ra and 7 µm as Rt on the miniature gears made of copper with an optimum combination of WEDM parameter (1 A discharge current, 8 V voltage and 8 µs pulse-on time). Some researchers used neural network model for prediction of surface roughness of EDMed components, 15 material removal rate in micro-EDM, 16 optimization of WEDM parameters 17 and multiobjective optimization of EDM parameters. 18 But no literature seems to be available on ANN being used for the surface roughness prediction of the WEDMed miniature gears.
The objectives of this study were (1) to explore the use of WEDM as a superior substitute process for manufacturing the high-quality miniature gears, (2) to analyze the behavior of the surface roughness parameters of the WEDMed miniature gears with the WEDM parameters, (3) to develop ANN-based and response surface methodology (RSM)-based models for the surface roughness prediction of the WEDMed miniature gears and (4) to optimize the WEDM parameters to minimize the surface roughness of the WEDMed miniature gears. This article describes the investigations on the behavior of the average surface roughness (Ra) and maximum surface roughness (Rt) of the WEDMed fine-pitch miniature gears with four WEDM parameters (i.e. voltage, pulse-on time, pulse-off time and wire feed rate) and their optimization for minimizing the surface roughness. The miniature gears were made of brass and had 9.8 mm outside diameter, 0.7 mm module and face width of 5 mm. The experiments were designed using Box–Behnken approach of RSM. The WEDM parameters were optimized by desirability analysis. An ANN-based model has been developed to predict the surface roughness of the WEDMed miniature gears, and the results have been compared with that of the RSM-based model and experimental results. These models can be further optimized using some evolutionary optimization techniques.
Experimentation
The gears were manufactured from a 5-mm-thick rectangular plate of brass on “Ecocut CNC wire EDM” machine using half-hard brass wire of 0.25 mm diameter as shown in the Figure 1.
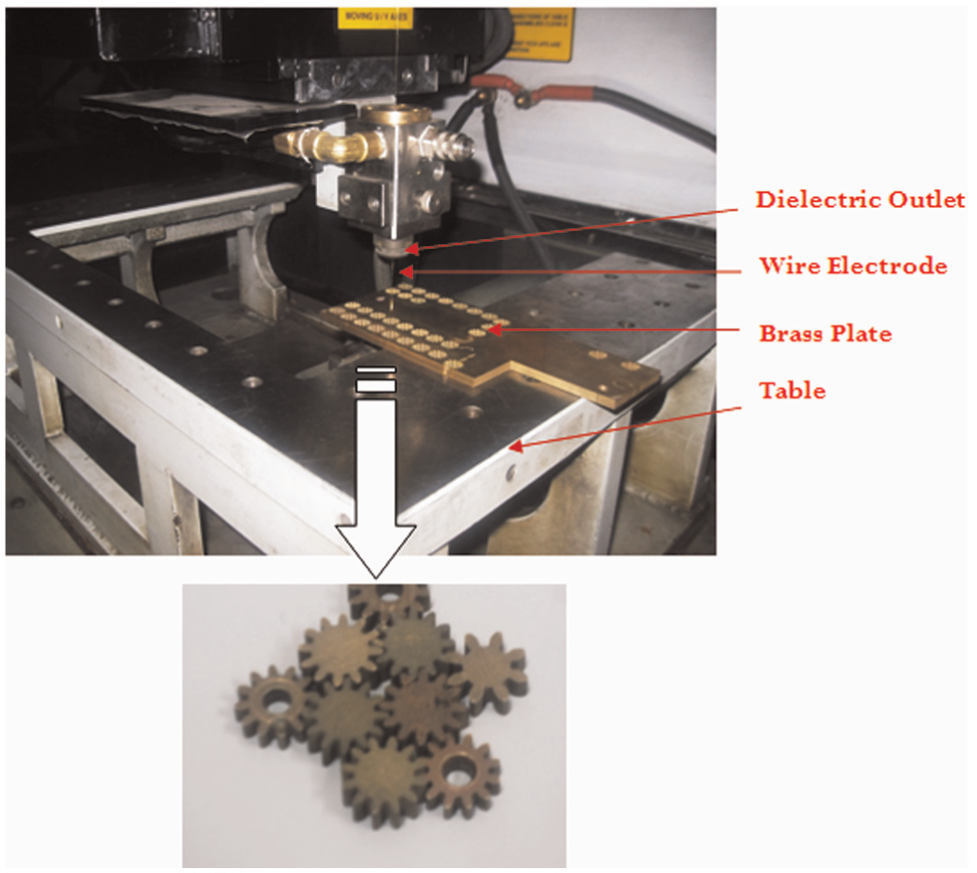
Manufacturing of the miniature gears by WEDM.
A total of 29 experiments were designed based on Box–Behnken design of RSM. 19 Voltage, pulse-on time, pulse-off time and wire feed rate were varied at three levels each during these experiments as mentioned in the Table 1 along with the other experimental details. These levels were chosen on the basis of the literature review, machine constraints and the pilot experiments.20,21
Details of the WEDM parameters used in the experimentation.
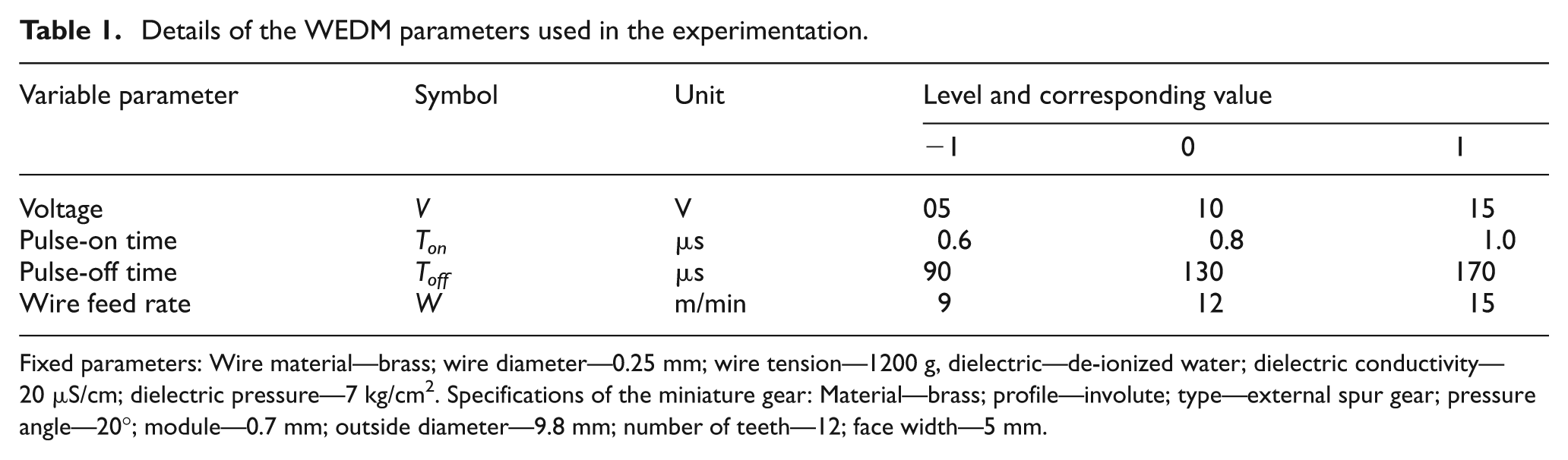
Fixed parameters: Wire material—brass; wire diameter—0.25 mm; wire tension—1200 g, dielectric—de-ionized water; dielectric conductivity—20 µS/cm; dielectric pressure—7 kg/cm2. Specifications of the miniature gear: Material—brass; profile—involute; type—external spur gear; pressure angle—20°; module—0.7 mm; outside diameter—9.8 mm; number of teeth—12; face width—5 mm.
Design Expert 8 22 was used to get the parametric combinations for the 29 experimental runs. Each experiment had two replications, that is, total 58 miniatures gears were manufactured. The average surface roughness and maximum surface roughness were measured using a surface profiler Surfcom across the machining direction (which is along the gear tooth profile) for an evaluation length of 0.75 mm and using 0.25 mm as cutoff length. The “R-curve” option was used as form removal, that is, for compensating the curvature effect of the gear tooth geometry during roughness inspection. The roughness parameters were filtered out by Gaussian filter. The measurements for surface roughness were taken at three different places on a single tooth of a gear for each experimental run, and an average of the six values was considered. Table 2 presents the details of the input parameters, experimental values of the average and maximum surface roughness along with the RSM- and ANN-predicted values for the 29 experimental runs. The effect of the WEDM parameters on the surface roughness was evaluated and analyzed by analysis of variance (ANOVA) which also determined the type of significance at 95% confidence interval. Regression analysis was used to get polynomial equations of Ra and Rt in terms of the significant WEDM parameters and the significant interactions between them. The desirability analysis was used to optimize the four WEDM parameters with an objective to minimize the Ra and Rt values simultaneously. The confirmation experiments were conducted at the standardized optimum values of the four WEDM parameters.
Values of the input parameters and corresponding values of the responses for different experiments designed using Box–Behnken approach of RSM.
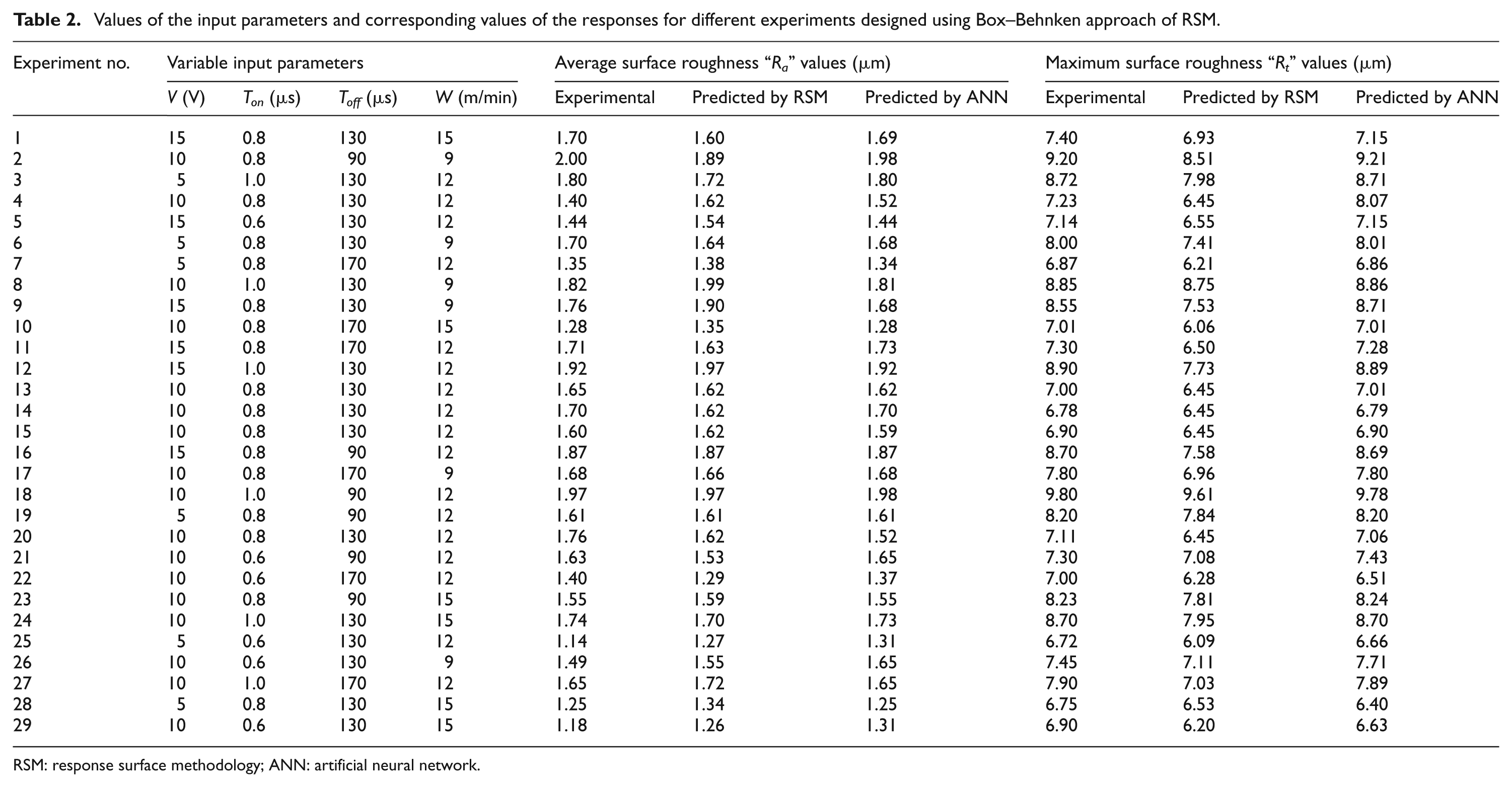
RSM: response surface methodology; ANN: artificial neural network.
Results and discussion
Table 3 presents the results of ANOVA for Ra and Rt. It can be seen that the voltage, pulse-on time, pulse-off time and wire feed rate are the significant parameters affecting both Ra and Rt. The F-value of 29.88 for the model of Ra implies that it is significant. Terms for which values “Prob > F” is greater than 0.05 indicate that those terms are not significant at 95% confidence interval. Values of “Prob > F” for V, Ton, Toff and W indicate that they are significant parameters affecting the Ra. The “Lack of Fit F-value” of 0.895 implies that it is not significant, and the model fits the experimental data very well, that is, the proposed model is a good predictor of the response. Similarly, the F-value of 30.04 for Rt means that its model is significant. Values of “Prob > F” for V, Ton, Toff, W, V2,

Results of ANOVA for average surface roughness (Ra) and maximum surface roughness (Rt).
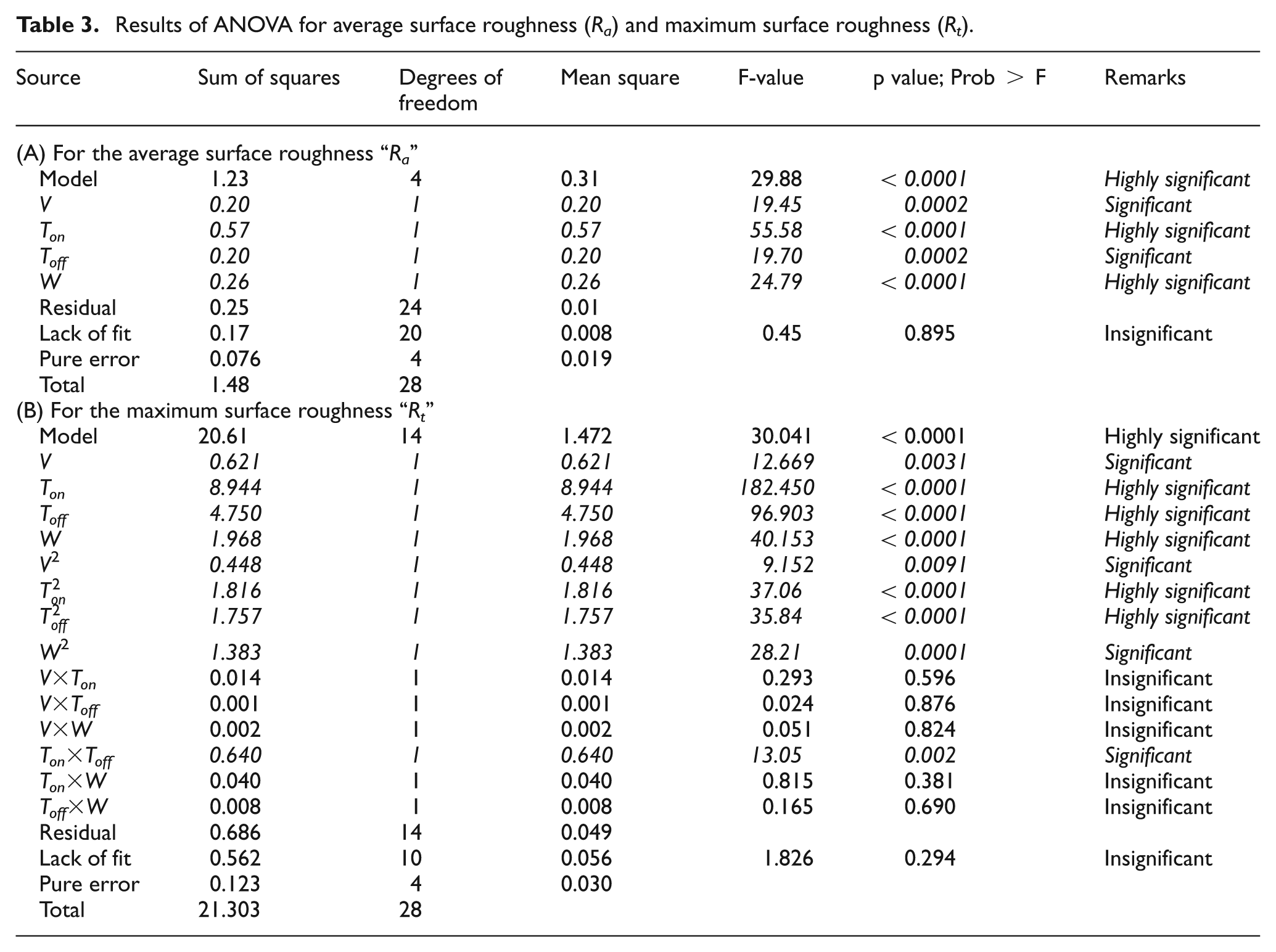
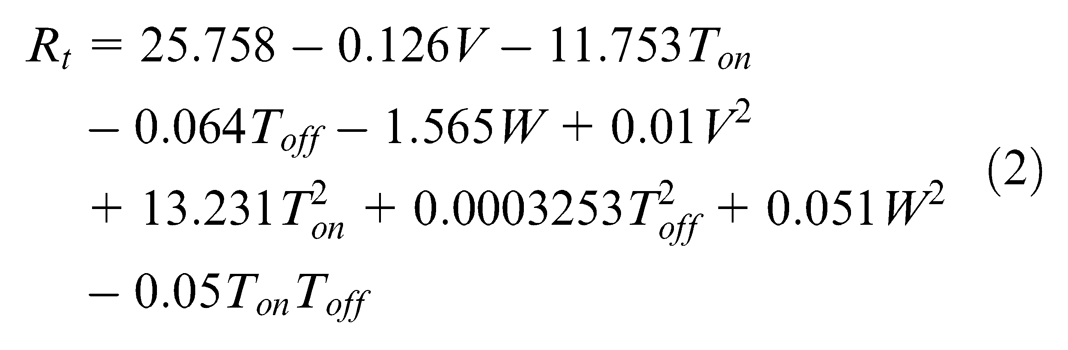
Figure 2(a) and (b) depicts the effect of all four WEDM parameters (in coded units) on the average and maximum surface roughness of the miniature gears. It can be seen from Figure 2(a) and (b) that Ra increases almost linearly with increase in the voltage and pulse-on time, whereas variation of Rt is nonlinear with occurrence of optimum ranges of voltage (6–8 V) and pulse-on time (0.6–0.7 µs) to minimize the Rt. These trends are also predictable from equations (1) and (2) and can be explained by the fact that use of higher voltage and longer pulse-on time increases the discharge energy at the plasma channel and availability of more time for transfer of this energy to the workpiece surface. This leads to generation of rough surface due to (1) formation of the deeper and irregular craters by occurrence of the violent sparks and (2) melting of excess amount of the workpiece material in the machining zone and improper flushing of this excess amount of molten material.
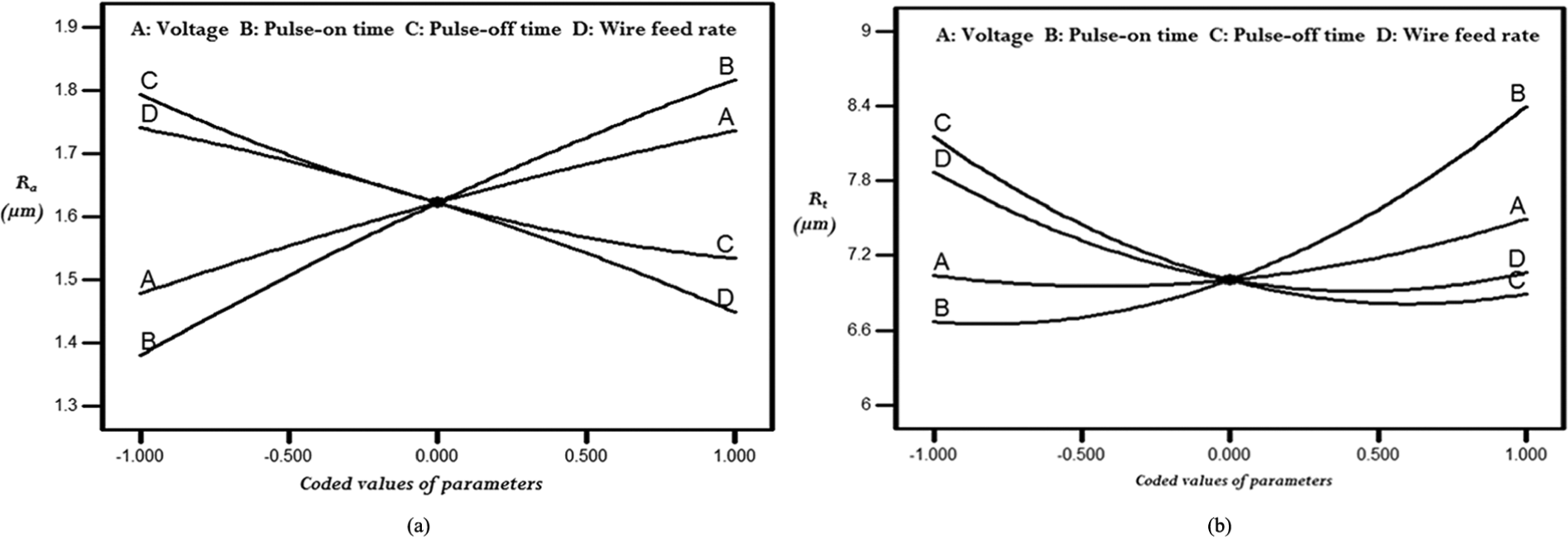
Effect of WEDM process parameters on (a) average surface roughness and (b) maximum surface roughness in the coded units.
It is also evident from Figure 2(a) and (b) that with increase in pulse-off time and wire feed rate, Ra decreases almost linearly while Rt decreases nonlinearly with occurrence of optimum ranges of pulse-off time (150–160) and wire feed rate (12.5–14.5 m/min) to minimize the Rt. These trends can be confirmed with equations (1) and (2) also. Increase in surface roughness with lower pulse-off time and lower wire feed rate is due to (1) poor flushing of the molten material from the machining zone, (2) short-circuiting of wire electrode due to the presence of the residual or unexpelled molten material in the interelectrode gap, (3) adherence of the wire on the gear flank and (4) increased frequency of the wire breakage. The only significant interaction found to affect the maximum roughness was the interaction between the pulse-on time and pulse-off time, which indicates that for an increase in the pulse-on time (which is required to get more material removal rate), the pulse-off time should also be increased, so the maximum surface roughness remains at the same value.
ANN modeling
Back-propagation neural network (BPNN) was used to develop the ANN model of the surface roughness because it has the advantages of fast response and high learning accuracy. 11 For designing the feed-forward network, Neural Network Toolbox of MATLAB 7.7 23 was used. The multilayer feed-forward neural network has one input layer having four neurons corresponding to four input parameters, one hidden layer and one output layer having two neurons corresponding to two output parameters. After running various rounds of trial and error, the closest results were obtained with 10 neurons in hidden layer. Figure 3 depicts the architecture of the developed ANN model.
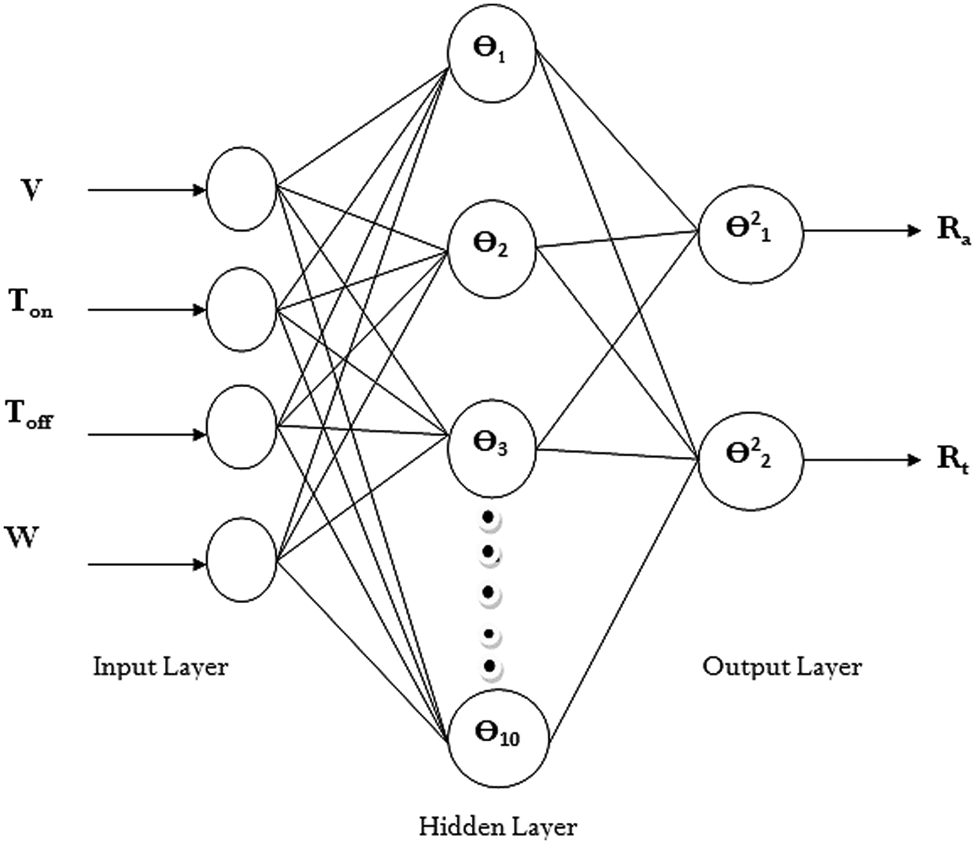
Architecture of developed neural network.
The log-sigmoid transfer function was used as the activation function for the hidden layers and for the output layers. Simultaneously, the Levenberg–Marquardt reduction scheme was selected for the neural network algorithm. The total number of data set is 29. The whole data set was divided into three sets, namely, training, validation and test data set in the proportion of 60:20:20. The training data set was used to fit the model or to establish the input–output mapping. The validation data set was used to stop the training by early stopping criteria. Test data set was used to evaluate the performance. The training of the neural network model was carried out using 60% (17 sets) of experimental data. The number of networks has been considered by changing the number of neurons in the hidden layer for fastest convergence of the error and achieving of a preset goal. When the training met the performance goal (i.e. mean square error = 0.002), it was then tested by using last 20% (six different sets) of the experimental data, which were not used in training the model. Furthermore, the ANN-predicted results were then compared with RSM-predicted results and experimentally obtained data (Figure 4).
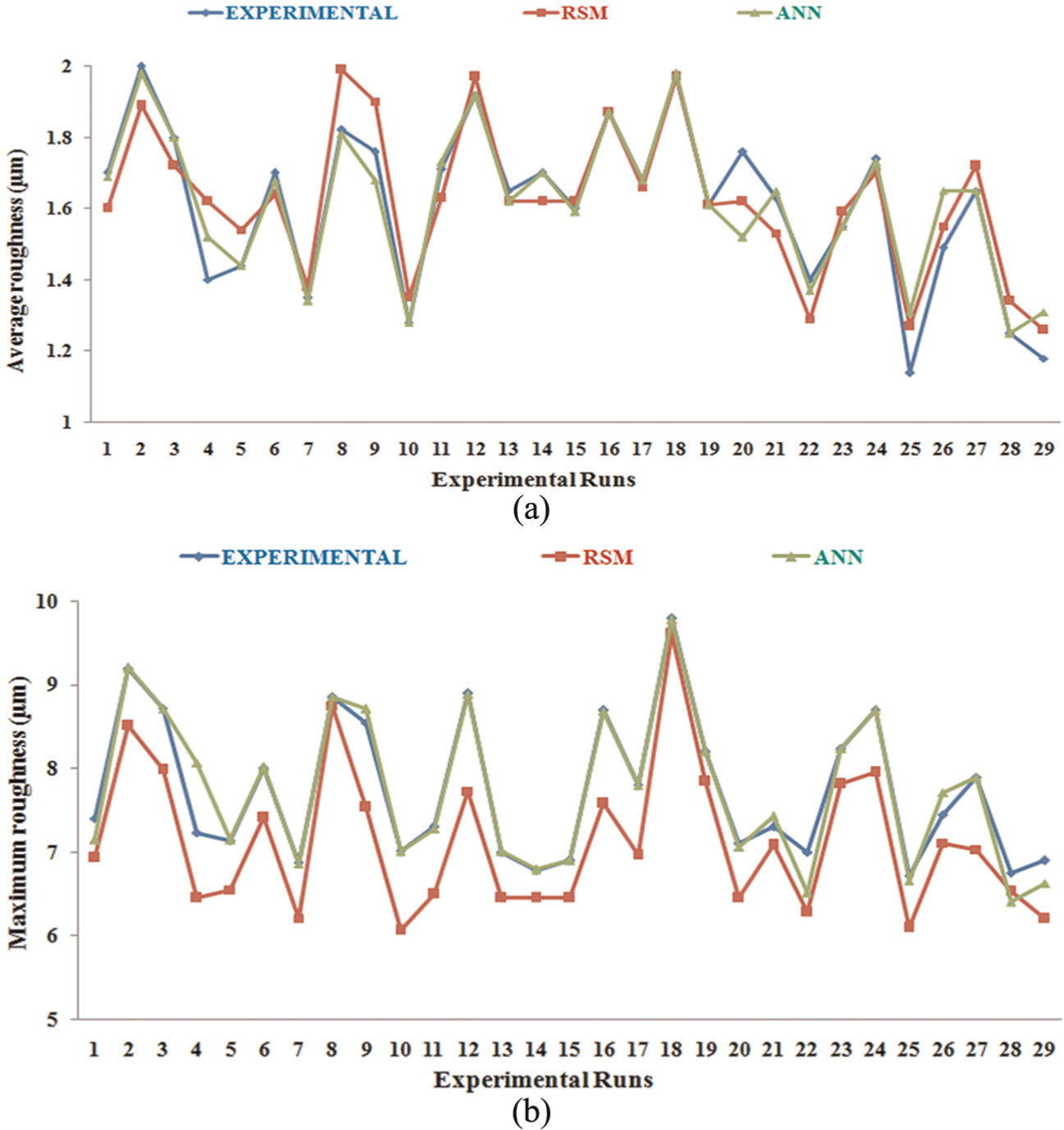
Comparison between the experimental, RSM- and ANN-predicted results for (a) average roughness and (b) maximum roughness for different experimental runs.
Desirability analysis and optimization
Optimization of the four process parameters of WEDM was done using desirability analysis, which uses simultaneous optimization of the multiple responses. It uses desirability function which is the geometric mean of the individual desirabilities of all the responses and tries to find the optimum values of the process parameters to meet the goal of the desirability function. Each response Yi is converted into an individual desirability function di whose value can range from 0 (when the response is outside the acceptable region) to 1 (when the response is at its goal or target value). Equation (3) presents the generalized equation of the desirability function for the ith data 19
where n is number of responses and
If T is the target value, L is the acceptable lower limit, U is the acceptable upper limit and Yij is the value of the jth response for the ith experimental data, then the values for the individual desirabilities for the different cases can be computed by following equations
Here, r, r1 and r2 are the weights. When r = 1, then the desirability function is linear. Choosing r > 1 places more emphasis on being close to the target value; and choosing 0 < r < 1 makes this less important. 19 In the present case, the overall goal is to minimize Ra and Rt simultaneously for a desirability value of 1, and both have been considered equally important. Therefore, both Ra and Rt have equally assigned the weights of 0.5 each. Therefore, using equation (5), the individual desirabilities for Ra and Rt for the ith experimental data can be defined as
where
For the present work, the overall desirability function for the ith experimental run can be expressed as
or
Using this concept, Table 4 presents the optimum values of the WEDM parameters achieved through desirability analysis for a value of 1 and using lower limits for Ra and Rt as 1.14 and 6.72, respectively, and upper limits as 2.0 and 9.8, respectively. These limiting values were chosen on the basis of the experimental data. The obtained optimum values of WEDM parameters were then standardized based on machine constraints. Using these standardized optimum values, the confirmation experiments were conducted to validate the values of Ra and Rt predicted by RSM and ANN. ANN-predicted values are much closer to the experimental results than those predicted by RSM. Figure 5 depicts the uniform and protuberance-free tooth profile of the best-quality miniature gear manufactured using optimized WEDM parameters.
Results of the confirmation experiment.
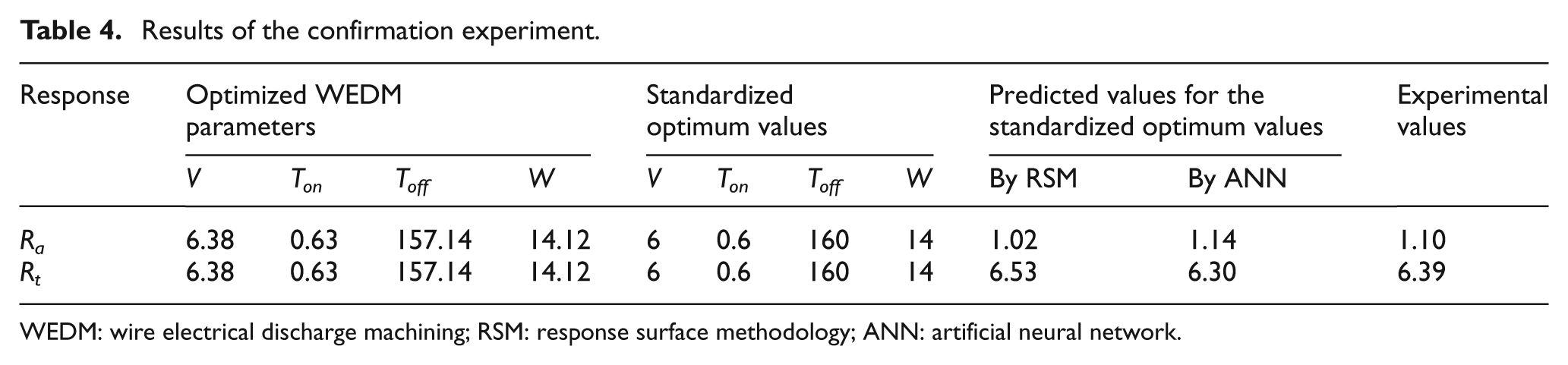
WEDM: wire electrical discharge machining; RSM: response surface methodology; ANN: artificial neural network.
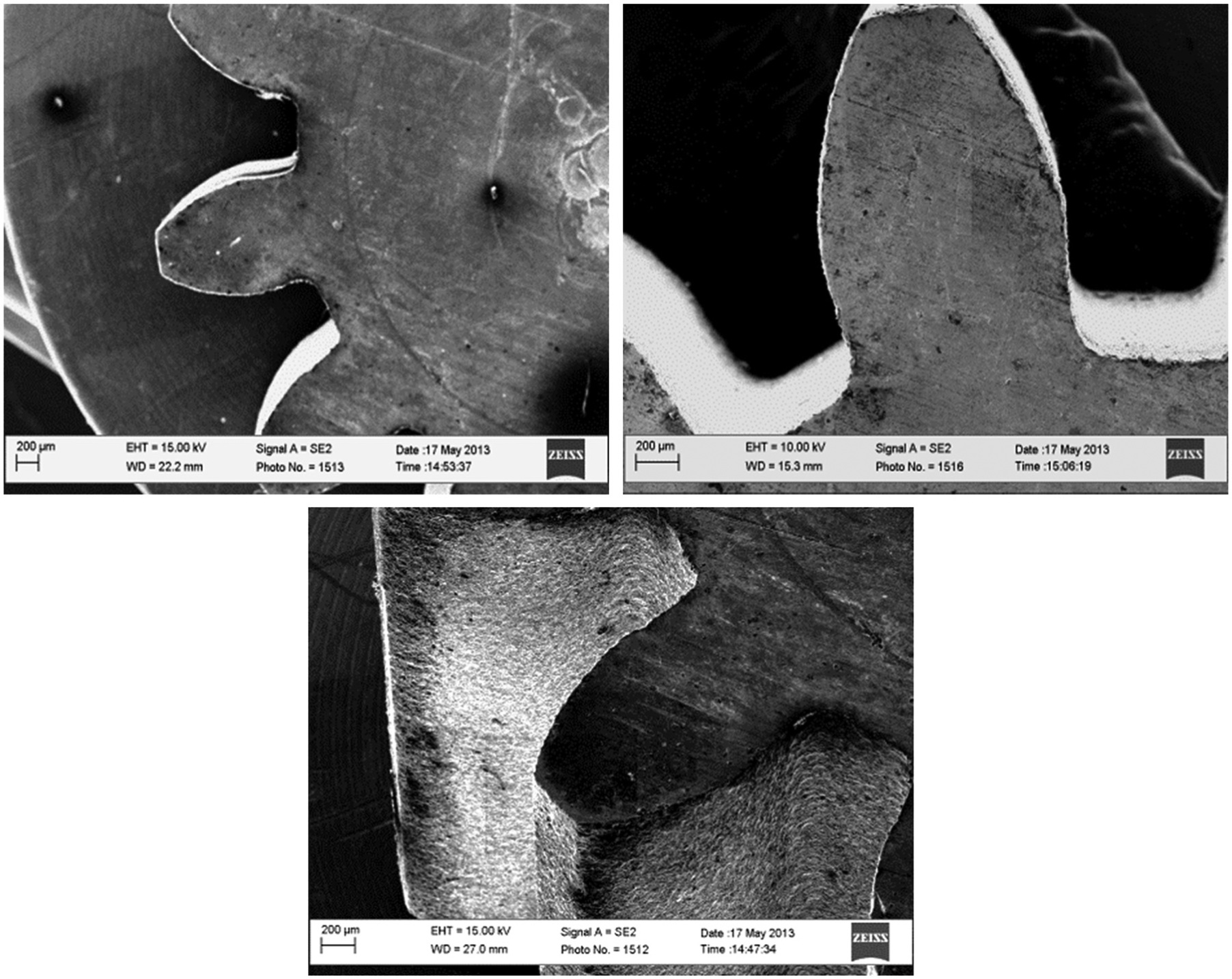
SEM images of the tooth profile of the best-quality gear manufactured using the optimized WEDM parameters.
Conclusion
This article described the investigations aimed to know the behavior of the surface roughness parameters of WEDMed miniature gears with the WEDM parameters, optimization of the WEDM parameters to minimize the surface roughness and ANN modeling of WEDM to predict surface roughness of the miniature gears. Following conclusions can be drawn from this study:
Voltage, pulse-on time, pulse-off time and wire feed rate were found as the significant factors affecting the average and maximum surface roughness of the WEDMed miniature gears. No significant effect of interaction among the four WEDM parameters has been observed except the interaction between pulse-on and pulse-off time affecting the Rt.
The surface roughness was observed to increase with higher voltage and longer pulse-on time and decrease with longer pulse-off time and higher wire feed rate.
Main causes of surface roughness for WEDMed miniature gears found to be the irregular-shaped craters formed due to violent sparks having high discharge energy, improper flushing of the molten material, short-circuiting and adherence of the wire on flanks of the miniature gears.
The optimum values of WEDM process parameters, obtained through desirability analysis, to manufacture the miniature gears having minimum values of both Ra and Rt are 6 V as voltage, 0.6 µs as pulse-on time, 160 µs as pulse-off time and 14 m/min for the wire feed rate.
The optimized values of surface roughness obtained in this study are better than the roughness obtained on the miniature gears in the past work.13,14
The developed ANN model has been found to be very accurate in predicting the surface roughness values for the WEDMed miniature gears.
The ANN-predicted values of surface roughness parameters are much closer to the experimental values than the RSM predicted values. The developed ANN models can also be used by the evolutionary and/or soft computing techniques to further optimize the surface roughness of the miniature gears.
The results of this study prove the capability of WEDM to manufacture high-quality gears for the miniaturized devices.
Footnotes
Acknowledgements
The authors wish to acknowledge the cooperation from Carl Zeiss technology centre, Pune (India) for the surface roughness measurements of the miniature gears by surface profiler Surfcom.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.