
Abstract
Powder forging is achieving wide industrial recognition and acceptance as being able to produce high-quality parts in an economical manner. The densification behaviour and forming limits of Al, Al-2WC and Al-2WC-4Fe3C preforms were investigated and is presented in this work. A suitable die-set assembly was used to produce powder performs with initial theoretical density of 83% ± 1% and aspect ratio of 0.5 on a 1-MN hydraulic press. Sintering was carried out in a muffle furnace at a temperature of 590 °C for 60 min. The sintered compacts were subjected to hot upsetting at dry friction condition to obtain different levels of height strain, and the operation was stopped when visible cracks appeared at the free surface. Densification behaviour and forming limits are elucidated by studying the diameter strain, height strain, flow stress and Poisson’s ratio parameters.
Introduction
Composites are combinations of two or more materials in definite proportions to form more useful and superior materials which retain or enhance the unique properties of its constituents. 1 From being lightweight to having better mechanical and chemical strength such as fatigue strength, rigidity and corrosion resistance and right up to being easy to design and maintain, composite materials offer many advantages and as a result have found widespread applications in automotive, structural and aerospace industries. 2 Particulate reinforced Al matrix composites are being used increasingly in commercial applications due to their superior mechanical and physical properties; in addition, they are amenable in metal forming processes. 3 Although it can be observed that SiC and Al2O3 has been extensively used as reinforcing particle,4,5 very limited attempt has been made with other ceramic particles, especially through powder metallurgy (P/M) route. In this research, tungsten carbide and iron carbide are considered as reinforcing materials to form Al matrix composites, which are considered to be important because of their commercial applications. There are several processes to produce these composite material parts; however, powder forging (P/F) is being extensively accepted as the most competitive way of doing so. 6
P/F is a technique that combines both P/M and forging operation to fabricate parts and possesses the advantages of both the processes. 7 The last seven decades have seen P/M evolve from making self-lubricating bearings to complex gear sets in automobiles and also in producing high-strength powder-forged connecting rods for internal combustion engines. 8 This healthy progress can be attributed to the ability of the P/M technique in producing high-quality products of near net shape, whereby more than 97% of the starting raw material is used in the finished part, this being economical for high-volume production. The P/M route is applicable to nearly any material that can be processed into powder, and this technology is sometimes the only method of producing certain materials such as porous materials, refractory materials and special high-duty alloys. 9
The P/M process involves mixing of powders followed by compaction and sintering. The sintered P/M parts possess 10%–30% porosity, which can be used to advantage in some situations but not where superior mechanical properties are desired. 10 The voids present in the sintered parts adversely affect the mechanical properties, as the pores act as stress concentration points that initiate crack formation. 11 The inherent porosity of sintered P/M compacts cause inhomogeneous stress distribution across the cross section of parts which lead to reduction of the effective load bearing area. 12 The challenge for researchers therefore is eliminating the voids in the sintered parts as much as possible in the near vicinity of theoretical density. However, it has been reported that 100% dense components cannot be produced (unless two or more deforming processes are employed) due to the presence of dead metal zones at the places where the preforms are in contact with the die surfaces. 13 Parts intended for dynamic operations require densities to be as close to 1%–2% of the theoretical density, and to achieve this feat, sintered P/M parts are subjected to secondary deformation processes, such as P/F, powder extrusion, hot isostatic processes and so on.
Deformation of the sintered compacts leads to extensive plastic deformation resulting in improved density as a result of pore reduction and subsequent improvement in the mechanical properties. 14 For conventional fully dense materials that comply with volume constancy, the Poisson’s ratio is 0.5, and this value remains constant during plastic deformation. 15 However, in the plastic deformation of sintered P/M preforms, the closing in or elongation of the pores cause a reduction in the volume, and this deviation from volume constancy changes the density such that the Poisson’s ratio remains less than 0.5; this value is only approached as the density approaches the theoretical value. 16
The exact shape of P/M parts is obtained from a final forging process, and in general, P/M route processing involves single deformation stroke in a die; 17 thus proper die design, process parameter and process control must be employed with the primary objective being to produce parts which are free of surface defects such as cracks. The forging operation induces internal stresses in the material, and it thus becomes imperative to know the extent to which the material can be deformed in a specific metal working process without the initiation of cracks. 18 This phenomenon is known as the forming limit and has attracted much attention from researchers over the last few decades.
In this research, an attempt has been made to investigate the densification behaviour of pure Al, Al-2WC and Al-2WC-4Fe3C under dry friction condition. Further attempt has been made to determine the forming limit of these versatile compositions when subjected to hot upsetting.
Theoretical analysis
According to Abdel-Rahman and El-Sheikh,
19
the expressions for height strain (
where,
where,
In equation (3),
The conventional method of determining Poisson’s ratio (
However, another method has been shown elsewhere,
20
whereby the Poisson’s ratio,
where the expression for hoop strain
and
Furthermore, flow characteristics for porous materials and its stress state in biaxial condition can be expressed as 21
By rearranging equation (7),
The expression between effective stress,
Thus, flow stress ratio,
where,
However, on triaxial stress state condition, the expression for flow stress to effective stress can be determined from the following expression as explained elsewhere 23
where,

where
Equation (11) can further be rearranged to determine flow stress ratio as
Methodology
Materials and characterization
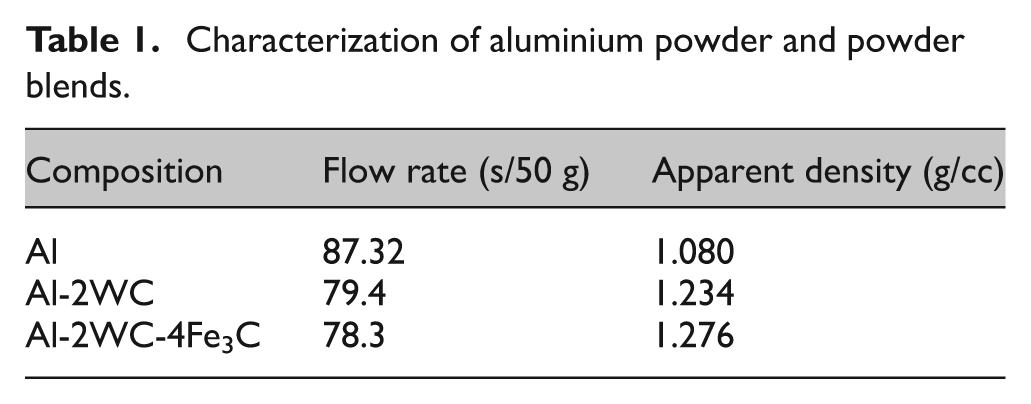
Atomized aluminium powder less than or equal to 150 µm, iron carbide powder having 99.7% purity and less than 50 µm and tungsten carbide powder having 99.5% purity and of 45–75 µm were used in the present investigation. Analysis indicated that the purity of aluminium was 99.5% and the rest were insoluble impurities. The scanning electron microscopy (SEM) photograph of aluminium powder is shown in Figure 1. The characteristics of aluminium powder and blends of Al-2WC and Al-2WC-4Fe3C are shown in Tables 1 and 2.
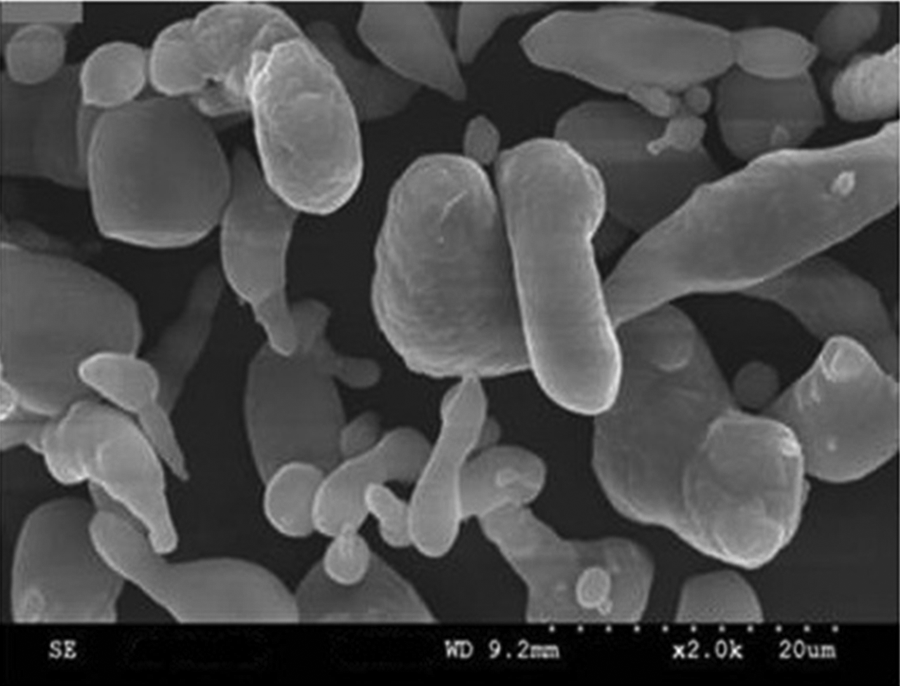
The SEM photograph of aluminium powder.
Characterization of aluminium powder and powder blends.
Sieve analysis of aluminium powder.

Blending, compaction and sintering
The required amount of powders corresponding to Al, Al-2WC and Al-2WC-4Fe3C were measured and taken for blending operation in a planetary ball mill, Retsch PM400MA. It is noted that WC of 2 wt% and Fe3C of 4 wt% have been considered to form the composite blend. The powders were placed in stainless steel pot, secured tightly and fixed to the ball mill. The mill was operated for 2.5 h to obtain a homogeneous mix. Green compacts of 28 mm diameter and 14 mm height having aspect ratio of 0.5 were prepared using a 1-MN hydraulic and an appropriate die-set assembly in the pressure range of 159 ± 10 MPa to obtain an initial theoretical density of 83% ± 1%. The whole surface of the preform was coated with ceramic coating 16 in order to prevent oxidation during sintering. The first coating was applied and left to dry for 12 h at atmospheric condition. The second coating was applied 90° to the first coating and dried for another 12 h. These ceramic-coated compacts were further dried in an electric muffle furnace at a temperature of 220 °C for 20 min after which the compacts were subjected to sintering at 590 °C for 60 min.
Hot deformation
The compacts were subjected to hot forging immediately after sintering. The upsetting operation was carried out in a manner to obtain different levels of height strain until fine surface cracks became visible under dry friction condition. The forged specimens were allowed to cool to room temperature under atmospheric conditions after which dimensional measurements like deformed height and deformed diameters (including bulged and contact) were carried out using a digital vernier calliper. Similarly, by applying Archimedes principle, the density measurements were carried out. Using the experimental results, parameters like true height strain, true diameter strain, percent theoretical density, Poisson’s ratio and flow stress ratio were calculated.
Metallography
The maximum densified or height-strained specimen are sectioned into two halves in the direction parallel to the applied load. One half of the sectioned specimen for all the compositions is shown in Figure 2(a)–(c). These specimens were subjected to preparation technique, however unetched, to reveal the porosity structure. The microstructural view has been obtained at two different locations, one at centre and the other at the near edge, which are pointed out in Figure 2.
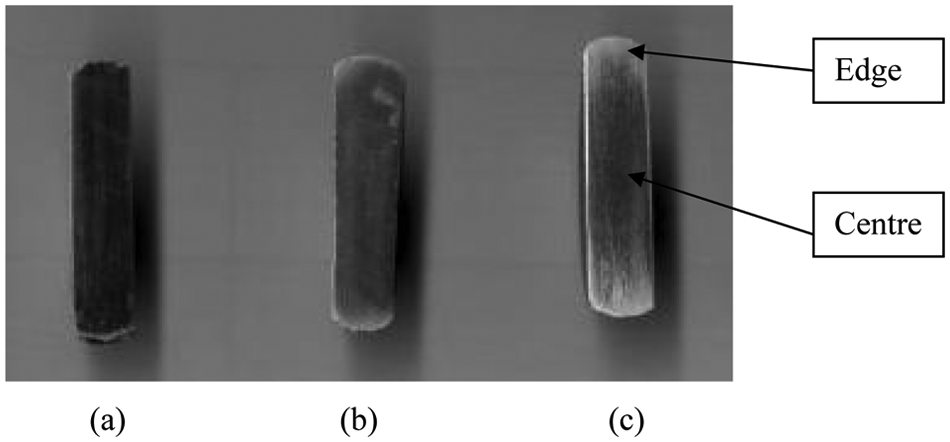
One half of sectioned and prepared specimen for micrograph analysis: (a) Al, (b) Al-2WC and (c) Al-2WC-4Fe3C.
Results and discussion
Densification
The relationship between relative density and true height strain is presented in Figure 3 for compositions of Al, Al-2WC and Al-2WC-4Fe3C during hot upsetting. It can be seen that the relative density is increasing with increasing height strain, and this trend is similar for all three compositions. Moreover, the rate of densification is higher at the initial stages of deformation with lower height strain. This is because at the initial stage, relatively bigger pores present in the sintered compacts are eliminated with little height strain being induced. The graphs further reveal that the densification rate becomes steady after the initial stages with the pore closure slowing down, and there is greater enhancement in the height strain. At the final stages of deformation, very less densification is achieved as the cylindrical pores flatten out with its axis aligned in the direction of deformation. A similar finding has been observed elsewhere.12,24 Moving on, it is seen that up to a height strain of 0.47, the Al-2WC-4Fe3C preforms achieved higher densification values for any height strain followed by Al-2WC and finally pure Al preforms. After height strain of 0.47, influence of composition is not so evident.
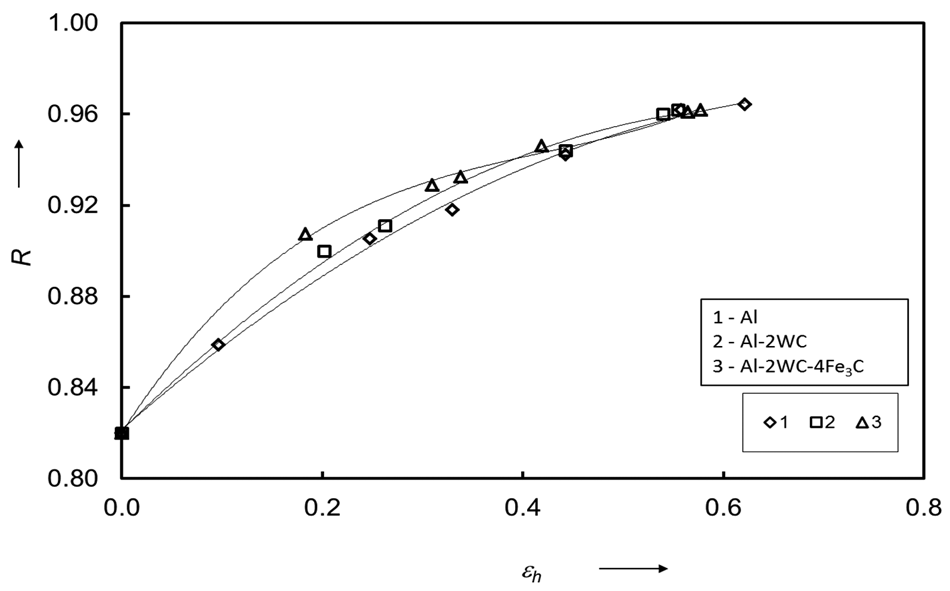
Densification behaviour of Al, Al-2WC and Al-2WC-4Fe3C sintered preforms during hot upsetting.
Flow stress is defined as the instantaneous value of stress required to continue deforming the material and is a function of strain as overall. However, to better understand the densification behaviour of the P/M preforms, it is imperative to study the behaviour of flow stress ratio with respect to the fractional theoretical density (FTD). 25 This phenomenon is clearly illustrated in Figure 4 where the relationship between flow stress ratio and %FTD for Al, Al-2WC and Al-2WC-4Fe3C preforms is shown during hot upsetting. In general, it can be seen that the characteristic nature of the curves is similar irrespective of the composition, and it appears that the flow stress ratio is increasing as the density attained increases. The characteristic curve can be divided into three stages. In the initial stage, from 82% FTD to about 87% FTD, the flow stress ratio increases with little densification being achieved. This indicates that more stress is required in the initial stages to get the materials flowing plastically during which time the bigger pores close. In the second stage, that is, after 87% FTD, there is substantial increase in density with the flow stress ratio increasing at a slower rate. This can be due to the fact that it becomes easier to continue deforming the material once the materials start to flow. Finally, in the last stage, the flow stress again increases with little densification being achieved due to the fact that the deformation process was carried out in successive blows, especially the high-strained specimen. The surface temperature measured after the first blow was found to be in the range of 350 °C–390 °C, and thus, the material would harden on successive blows. Moving on, it can be seen that up till 93% FTD, pure Al preforms have higher flow stress ratios for any given %FTD. This is followed by Al-2WC-4Fe3C and Al-2WC preforms, respectively. However, after about 93% FTD, the influence of composition becomes negligible, and all three composite preforms appear to follow a similar route.
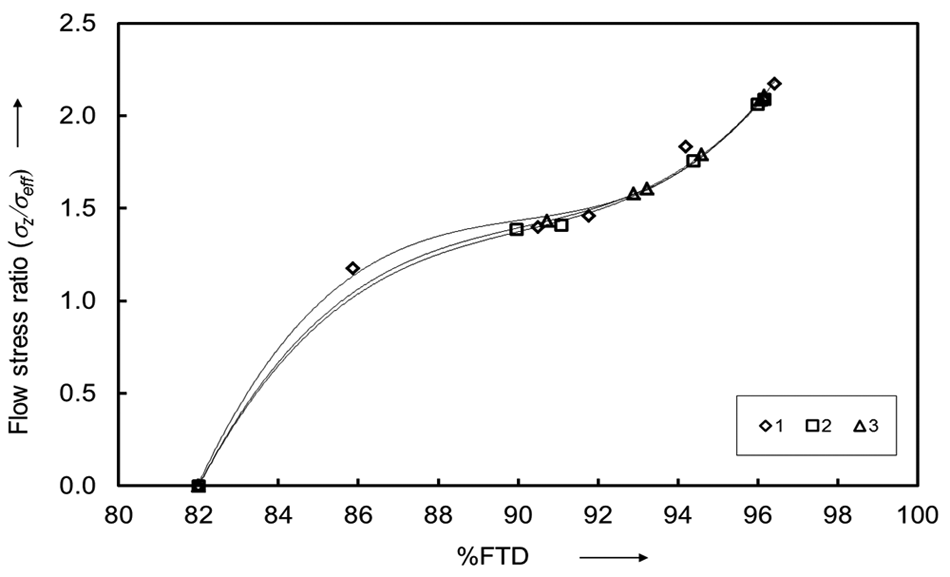
Influence of composition on the relationship between flow stress ratio and FTD.
Poisson’s ratio
Unlike conventional materials for which the Poisson’s ratio is 0.5 when volume constancy is maintained, this is not true for P/M materials. Poisson’s ratio is defined as the ratio of diameter strain to height strain and is one of the most fundamental dimensionless quantity, which is used to define the forming of P/M parts. During hot upsetting of P/M parts, substantial flow of materials occur in both the lateral and axial directions due to the presence of pores. Repressing action needs to be employed as soon as surface cracks appear. For this to happen, proper preform geometry and die design must be implemented in order to produce parts free of surface defects and as such the importance of Poisson’s ratio is quite obvious. Figure 5 illustrates the relationship between true diameter strain and true height strain for the aforementioned composite preforms. As expected, the curves for all the composites are below the theoretical 0.5 slope line, and the curves only appear to become parallel to it as theoretical density is approached. It can further be noticed that up to a height strain of 0.47, the diameter strain is more for pure aluminium compared to Al-2WC and Al-2WC-4Fe3C for any given height strain. After height strain of 0.47, it appears that Al-2WC preforms are diametrically deforming bit faster followed by Al-2WC-4Fe3C and pure Al performs, respectively. The lateral strain rate for P/M materials, in this case, is less than a fully dense material, ensuring that Poisson’s ratio values conform to the 0.5 limit.
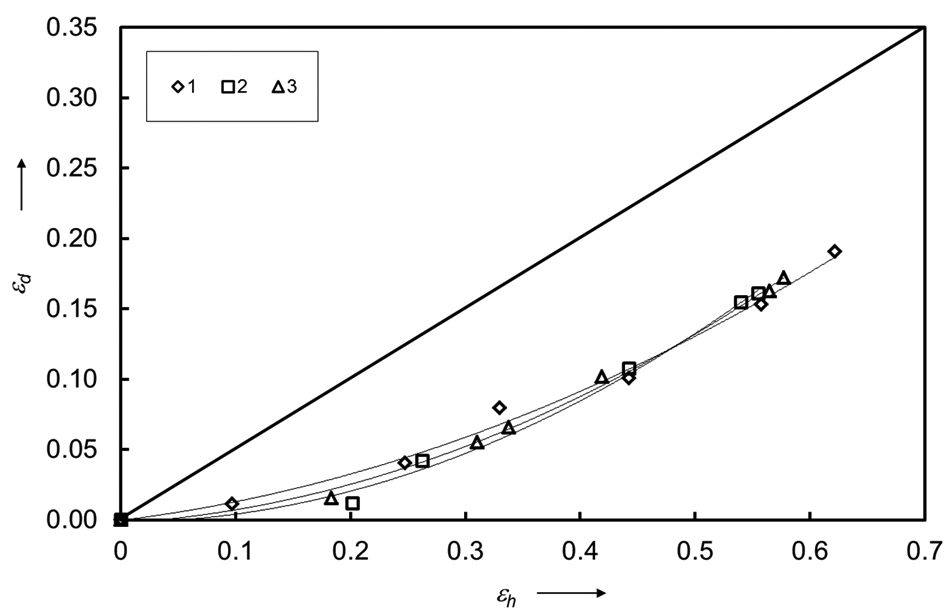
Relationship between true diameter strain and true height strain for Al, Al-2WC and Al-2WC-4Fe3C preforms during hot upsetting.
Conventional method of determining Poisson’s ratio is by taking into account the contact diameter of the deformed preform. However, another method of calculating Poisson’s ratio has been determined, 20 where both contact diameter and bulge diameter is taken into consideration. Figure 6 shows the variation of Poisson’s ratio calculated by both means with percentage theoretical density for the test preforms with aspect ratios of 0.5. It is found that for any given composition and the FTD values, the values of instantaneous Poisson’s ratio obtained based on both contact and bulged diameter is greater than that obtained based on only contact diameter. The difference between these two values of Poisson’s ratio is considerably more substantial when the FTD values are less. However, as the FTD value approaches the theoretical value, the above difference becomes negligible. Figure 6 further reveals that for all the composite preforms, Poisson’s ratio values increased rapidly at the initial stages with little density enhancement. Next is an intermediate stage where densification occurs to a large extent with steady increase in Poisson’s ratio. At the final stages of deformation, rapid increase in Poisson’s ratio occurred with little increase in density. It is also observed that till the intermediate stage, Al preforms had higher Poisson’s ratio values for any attained density compared to the other two preforms. Al-2WC has the next highest values followed finally by Al-2WC-4Fe3C preforms.
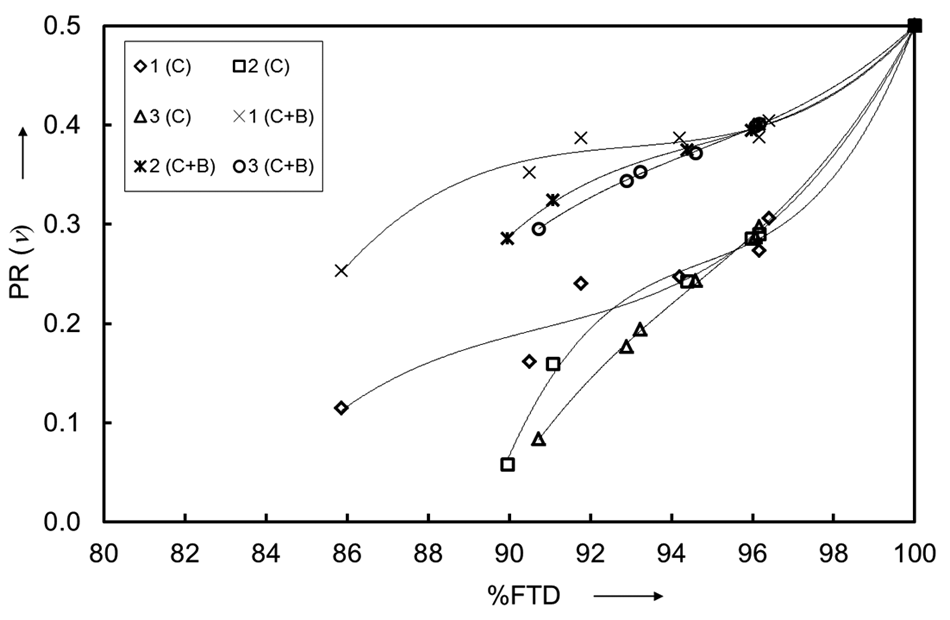
Variation of PR with FTD for Al, Al-2WC and Al-2WC-4Fe3C preforms during hot upsetting.
Forming limit
The forging limit is an important parameter that needs to be clearly understood and identified in order to produce parts which are free from surface defects. To bring out this phenomenon, the relationship between height strain at fracture and percentage composition is illustrated in Figure 7. It can be seen that pure Al preforms had the highest true strain at fracture value compared to aluminium added with tungsten carbide and aluminium added with tungsten and iron carbides. Upon addition of tungsten carbide to aluminium, the true height at fracture value decreases from 0.62 to 0.56. Adding iron carbide to Al-2WC enhances the true height strain at fracture value from 0.56 to 0.58.
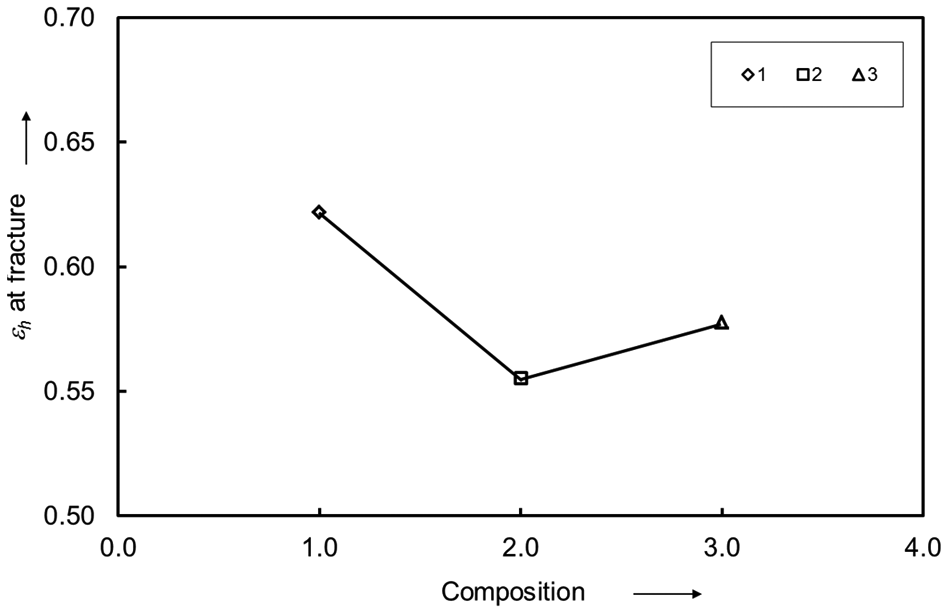
Relationship between height strain at fracture with compositions of Al, Al-2WC and Al-2WC-4Fe3C preforms during hot upsetting.
The relationship between true diameter strain and true height strain at fracture for the aforementioned composite preforms is demonstrated in Figure 8. It can be observed that pure Al preforms have the highest true diameter and height strain (0.6219, 0.1902) values followed by Al-2WC-4Fe3C (0.5776, 0.1720) and Al-2WC (0.5552, 0.1610) preforms, respectively. Adding tungsten carbide to Al seems to decrease both strain values, while further adding iron carbide to Al-2WC appears to enhance the true height and diameter strain values to some extent.
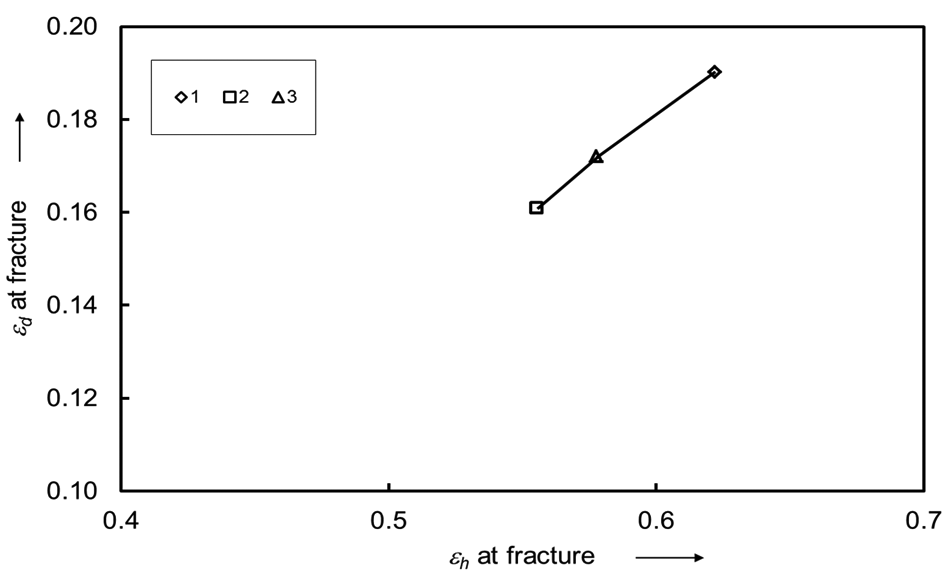
Relationship between true diameter strain and true height strain at fracture during hot upsetting of Al, Al-2WC and Al-2WC-4Fe3C preforms.
Micrograph
Figures 9–11 shows the microstructural view of Al, Al-2WC and Al-2WC-4Fe3C, respectively, of maximum height-strained or densified specimens. In each case, micrograph of 100× magnification has been taken at the centre as well as at the edge on the cut, and prepared specimens are shown in Figures 9(a), 10(a) and 11(a) and Figures 9(b), 10(b) and 11(b). It is observed, in general, that pores at the centre are less populated and smaller in size compared to the ones at the edges, which are relatively densely populated and larger in size. Furthermore, it is observed that pores at the centre are either elongated in the direction of preform deformation, which appears in the verge of closure on further deformation, or nearly round or spherical in shape; however, pores at the edge are much elongated and bigger in size. On application of further deformation, the pores either elongate in the deforming direction and reduce in size or exhibit cracks in the outer region. This behaviour is almost true for all the compositions considered. Therefore, proper prediction of height strain at fracture helps to suggest repressive action to be introduced so as to arrest the pores within the bulk materials and to make the pores round or spherical in shape. These rounded pores, in general, are assumed as second-phase particles, as they do not act as a site of stress concentration during application, which can be achieved by proper preform and die design.
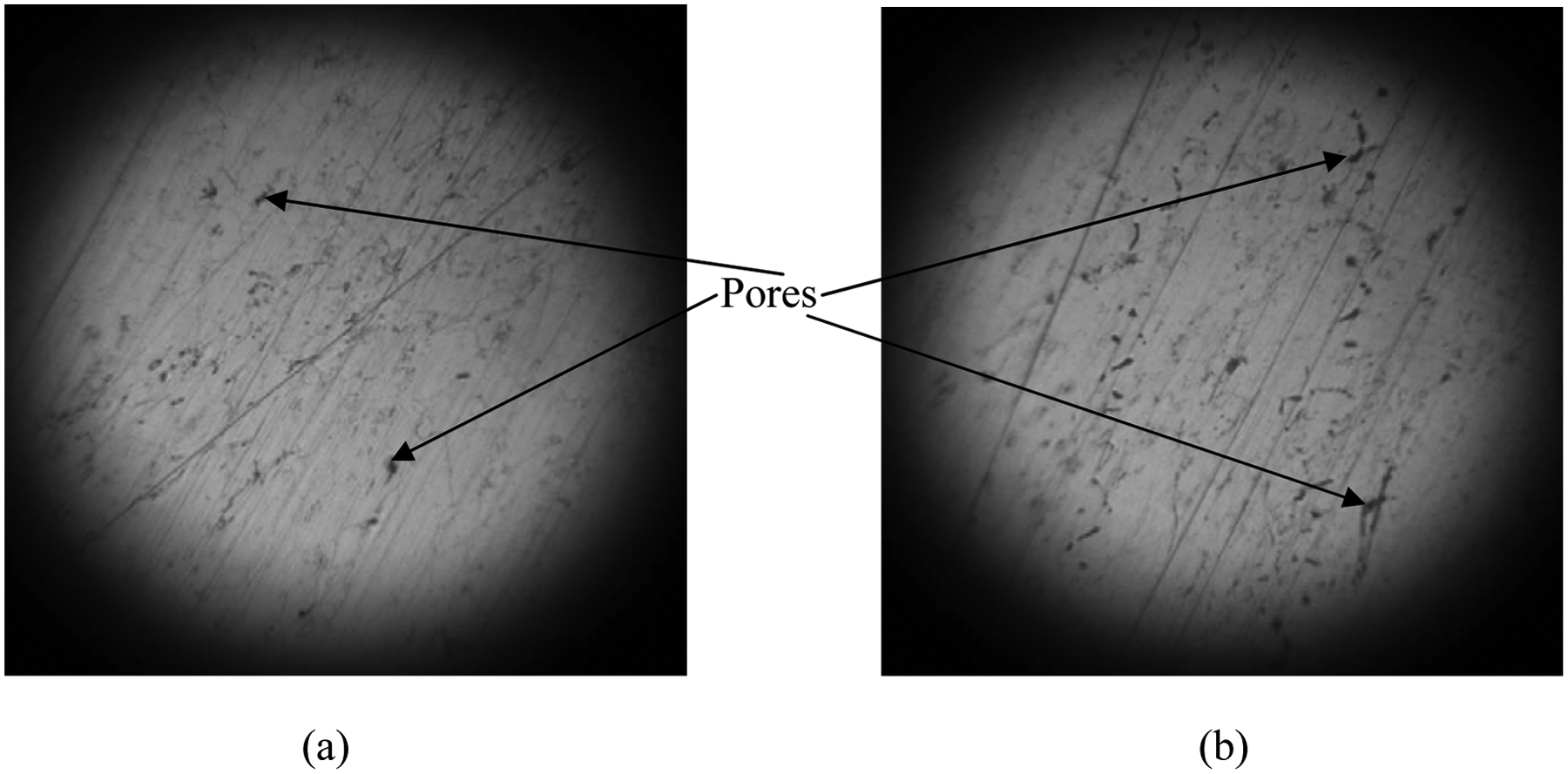
Micrograph of Al at 100× (a) at centre and (b) at edge.
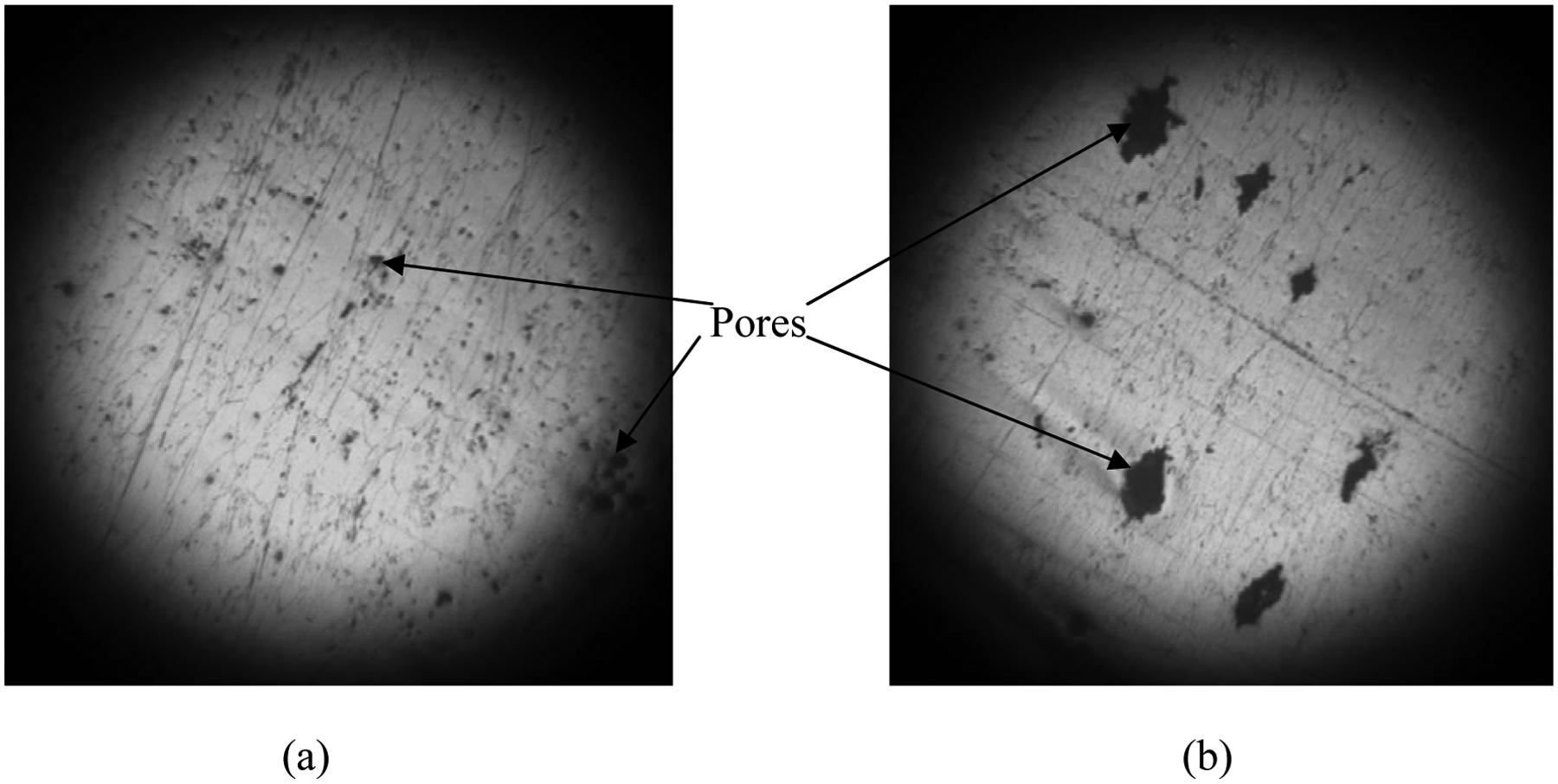
Micrograph of Al-2WC at 100× (a) at centre and (b) at edge.
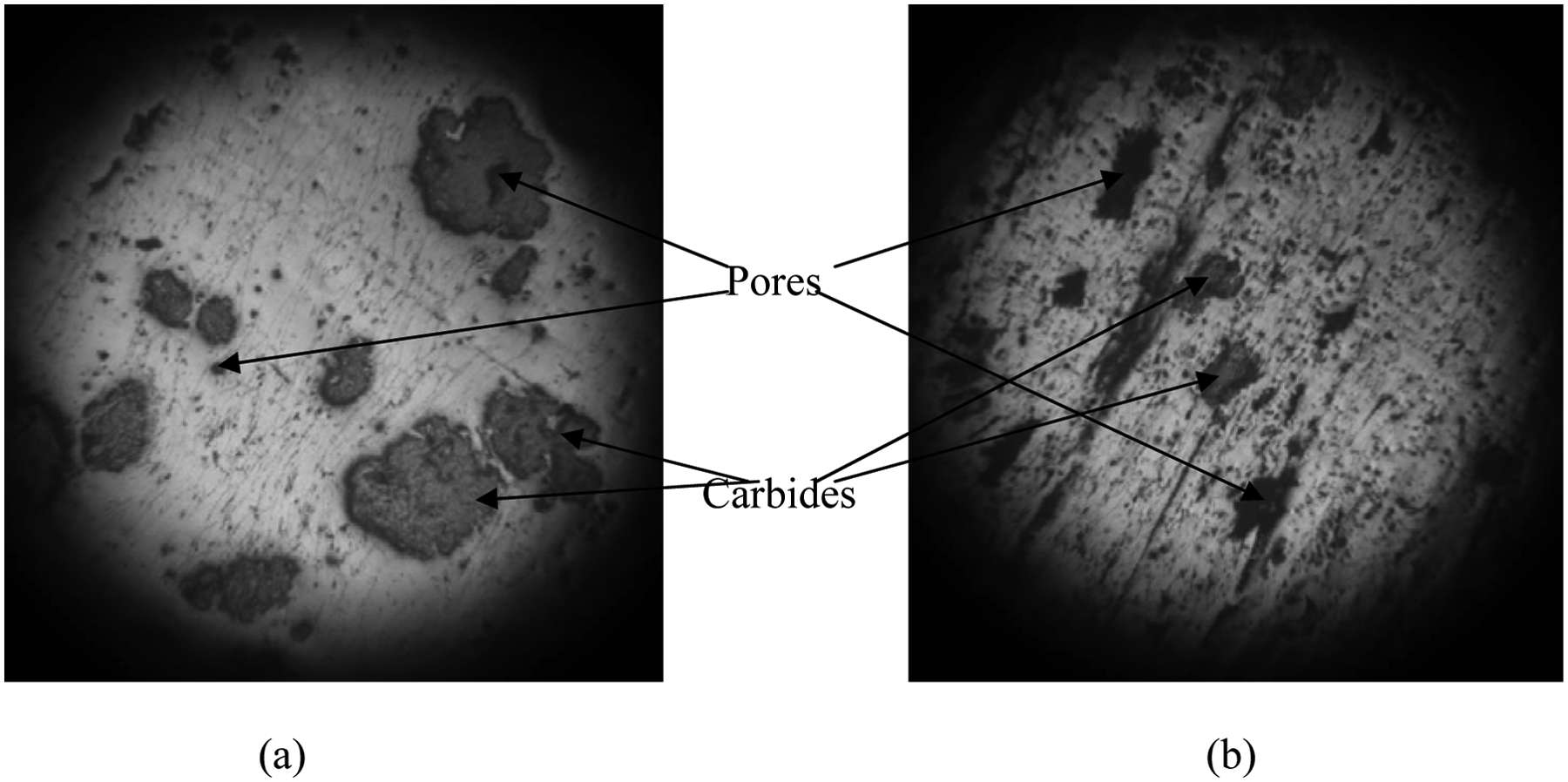
Micrograph of Al-2WC-4Fe3C at 100× (a) at centre and (b) at edge.
Conclusion
The densification behaviour and forming limit of pure Al, Al-2WC and Al-2WC-4Fe3C preforms were studied in the present investigation and the following conclusions can be drawn:
The characteristic nature of the densification curves is found to be similar irrespective of the composition. Al-2WC-4Fe3C preforms attained higher densities followed by Al-2WC and pure Al, respectively, but the effect of composition appeared to become less prominent in the later stages.
The curves for all three compositions were below the theoretical 0.5 Poisson’s ratio line and only appear to become parallel to the theoretical line in the near vicinity of theoretical density. Furthermore, for the three compositions at any given densities, the Poisson’s ratio calculated through bulge and contact diameter were relatively higher than Poisson’s ratio calculated through contact diameter only. Pure Al preforms attained higher Poisson’s ratio values followed by Al-2WC and Al-2WC-4Fe3C.
Pure Al showed higher diameter and height strain at fracture compared to Al-2WC and Al-2WC-4Fe3C. Adding tungsten carbide to pure Al appeared to decrease the strain values of both at fracture, while further adding iron carbide to aluminium and tungsten carbide enhanced the former’s strain values at fracture.
Pore structure analysis through micrograph reveals that pores are relatively larger in size and densely populated at the edges of the deformed preform than at the centre, where pores are less dense and either almost closed or round in shape.
Footnotes
Acknowledgements
The authors would like to extend their sincere gratitude for the technical support provided by the workshop staff, Shiu and Sanjay, ME-SEP, USP.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
The work presented in this article has been supported by the grants from Faculty Research Committee (FRC), Faculty of Science, Technology and Environment (FSTE), USP.