
Abstract
5S practice follows structured 5S activities from structurize, systematize, sanitize, standardize, and self-discipline to deal with scene management in shop floor control, and it is regarded as the most troublesome aspect with respect to environmental safety and health for a semiconductor manufacturing fabrication. The improved action items for 5S activities can amount to thousands from messy paper filing to untightened chemical piping. However, there is no clear key performance indicator to evaluate how good (safe) the fab is and how to be good (safe) for 5S practice. Failure modes and effects analysis is an effective and efficient way to deal with risk assessment for 5S activities and to prioritize the action requests from the improved result of continuous improvement. However, when failure modes and effects analysis is applied to the risk assessment of 5S audit, the conventional risk priority number lacks of all comprehensive information and misleads to a bias for not considering weights of severity (S), occurrence (O), and detectability (D). In order to improve the method of risk priority number evaluation, this article combining 2-tuple fuzzy linguistic representation model and weighted geometric averaging operators to quantify 5S audit findings is proposed to eliminate the bias from different 5S auditors. This is the first approach for the numerous 5S action items to be quantified and prioritized with resource constraints to sustain 5S practice robust. A case study in a fab was demonstrated to show how the model was implemented to approve its validity.
Keywords
Introduction
5S practice has long been implemented to establish and maintain quality environment in an organization worldwide from service to industry.1,2 5S practice is a baseline leading to total quality management (TQM)3–7 and safety. 8 An enterprise may adopt 5S principles to achieve higher productivity and quality standards as move toward TQM. 7 TQM is a manufacturing program aimed at continuously improving quality and to improve firm performance.9,10 When a semiconductor manufacturing fabrication is audited, 5S practice is one of the topics on the audit checklist. ISO/TS 16949:2002 is an International Organization for Standardization (ISO) technical specification that represents a comprehensive quality management system for continual improvement with emphasis on defect prevention, the reduction of variation, and waste for the global automotive industry. 11
Many international semiconductor manufacturing companies (e.g. Intel Corporation, Samsung Electronics, STMicroelectronics) have affiliated and registered the certification of ISO/TS 16949 to become world-class semiconductor manufacturers. Taking the ISO/TS 16949:2002 6 standard as a reference, the clauses of 6.4.1 (personal safety to achieve product quality) and 6.4.2 (cleanliness of premises) are clearly stated in the sub-checkpoints of clause 6.4 (work environment) that is completely associated with 5S practice. To more precisely explain the association of 5S practice with ISO/TS 16949, a fab must minimize potential risks to employees and achieve safety through controls as well as keep premises in adequate state of neatness, order, and cleanliness in semiconductor manufacturing. The checkpoints for 5S practice can be thousands of items that include, but not limited to, defined responsibilities for order and cleanliness, appropriate disposal, storage conditions, clean intact transport and operating equipment, and hygiene standards and requirements. Hence, the performance indicators to measure the effectiveness of 5S practice are difficult to define and evaluate because the audit results of 5S practice are usually subjective and linguistic ones with adjective propositions and statements. A mapping table between audit topics and ISO/TS 16949 clauses is shown in Table 1. It is noted that the listed audit topics are selected as an assessment dedicated to a fab audit only.
Mapping table between audit topics and the ISO/TS 16949 clauses.
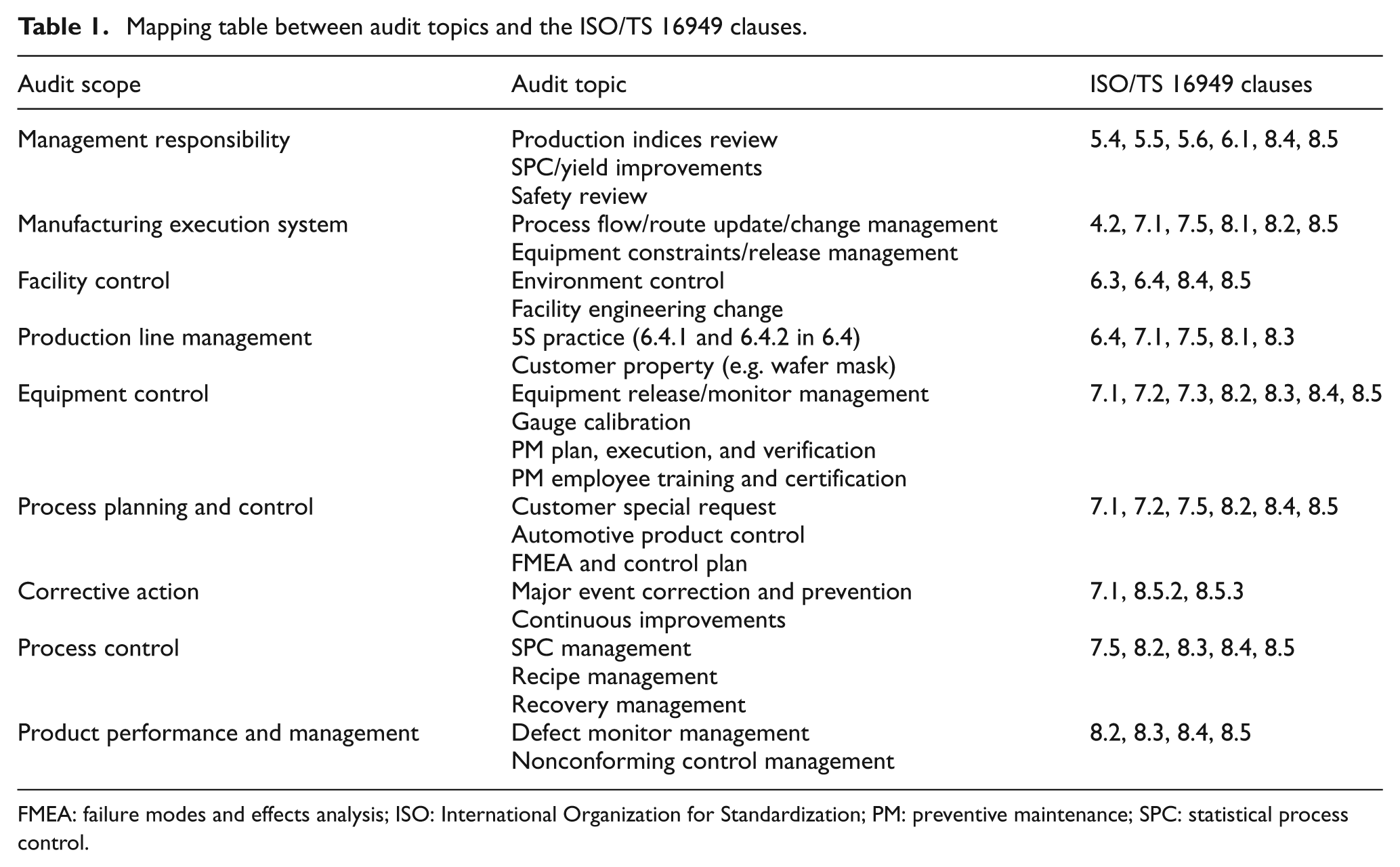
FMEA: failure modes and effects analysis; ISO: International Organization for Standardization; PM: preventive maintenance; SPC: statistical process control.
However, 5S practice is not easily to cope with thousands of action items in line with each S of the 5S activities due to resource constraints when implementing 5S practice. For one problem, there is no structured key performance indicator (KPI) to examine such qualitative action items, indicating how good (safe) the fab is as a result of implementing 5S practice. And for the other, the action items can measure up to be thousands on how to be good (safe) with resource constraints in line with different viewpoints of 5S auditors. In industrial practice of 5S audit for semiconductor manufacturing, 5S auditors bring a blank paper to record and evaluate whatever and whenever they have audited. Then the auditees will take corrective actions per the audit result. However, there is currently no systematic method to do 5S audit and how to allocate the right resource for corrective actions per audit result. Housekeeping at home is same as the 5S practice at a fab. Both have the same identity that there are many activities to do and prioritize. At home, the floor is regularly cleaned, clothes are highly organized, or magazines are specifically structurized. And at a fab, equipment is periodically cleaned, tools are well organized, or files are finely structurized. The action requests are endless, depending on how the current situation is and how to be good with resource constraints for 5S practice. Therefore, it is more realistic to prioritize 5S action items for practitioners to better allocate the right resource first in practice.
Failure modes and effects analysis (FMEA) is a widely used risk assessment and risk control tool. 12 Today, FMEA has been adopted in many places, such as the semiconductor industry, 13 oil refinery turnaround, 14 thin film transistor liquid crystal display,15–17 automobile, 3 and aerospace industry. FMEA is a comprehensive failure analysis for analysis of failure modes within a system for classification by the severity and occurrence of the failures for semiconductor manufacturing. 18 It is an effective and efficient way to deal with the risk assessment on 5S audit and to prioritize the action request per the audit result. However, the action request is differently perceived by one auditor to another. The 2-tuple fuzzy linguistic representation model is proposed to combine numerical and linguistic information without loss of information in the transformation processes to normalize the conventional risk priority number (RPN). Then weighted geometric averaging (WGA) is implemented to provide and generalize a parameterized class of geometric mean type aggregation operators that have the ability to model linguistically expressed aggregation instructions. This study proposed a novel method combining the 2-tuple fuzzy linguistic representation model and the WGA operators to quantify 5S action items, so that the numerous 5S action items could be prioritized with resource constraints to sustain 5S practice robustness.
The organization of this article is categorized into five sections. In section “Introduction,” the motivation for quantifying and prioritizing 5S activities for semiconductor manufacturing is introduced. Section “Material and methods” reviews 5S practice in a semiconductor manufacturing fabrication, introduces FMEA, and induces the theory of computation for the 2-tuple fuzzy linguistic representation model and WGA. A novel method combining the 2-tuple fuzzy linguistic representation model and the WGA operator is proposed in section “Proposed method.” A case study in a fab was demonstrated how the model was implemented to approve its validity in section “Case study.” The final section draws conclusions.
Material and methods
5S practice in a semiconductor manufacturing fabrication
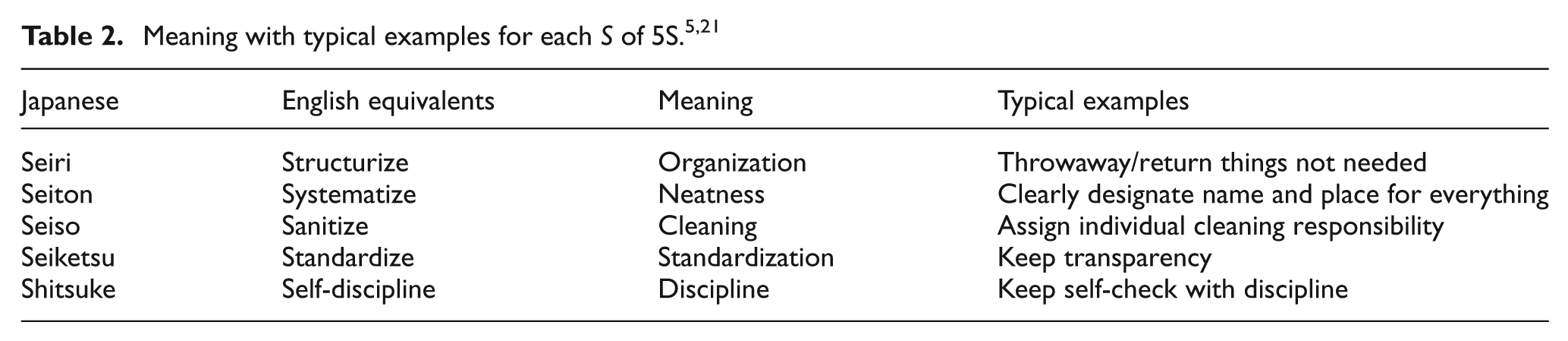
5S practice was proposed as a philosophy or way and as a technique or tool by Osada 19 and Hirano. 20 It follows structured 5S activities from structurize, systematize, sanitize, standardize, and self-discipline,5,21,22 with meaning and typical examples for each S of 5S are as shown in Table 2.5,21 5S practice has been successfully implemented in any size of companies, and 5S is positively related to operational performance measures, especially those referring to quality and productivity in a large-scale plant. 23 Since a fab is built with thousands of process equipments and facilities, it is much more difficult to implement 5S practice in a much wider layout and more complex infrastructure. When implementing 5S practice, a fab follows a general guideline. First, commitment from top managers is made to ensure that 5S practice is executed smoothly. Second, a steering committee plans and conducts how to implement 5S practice, including training and promotion. Third, 5S audit is conducted to evaluate how good the fab is and how to be good in line with 5S standard. In this step, an auditor evaluates the qualitative result of audited items, and the result varies from one auditor to another according to his or her perception. Finally, action items are made as a result of the 5S audit for further continuous improvements.
FMEA in a semiconductor manufacturing fabrication
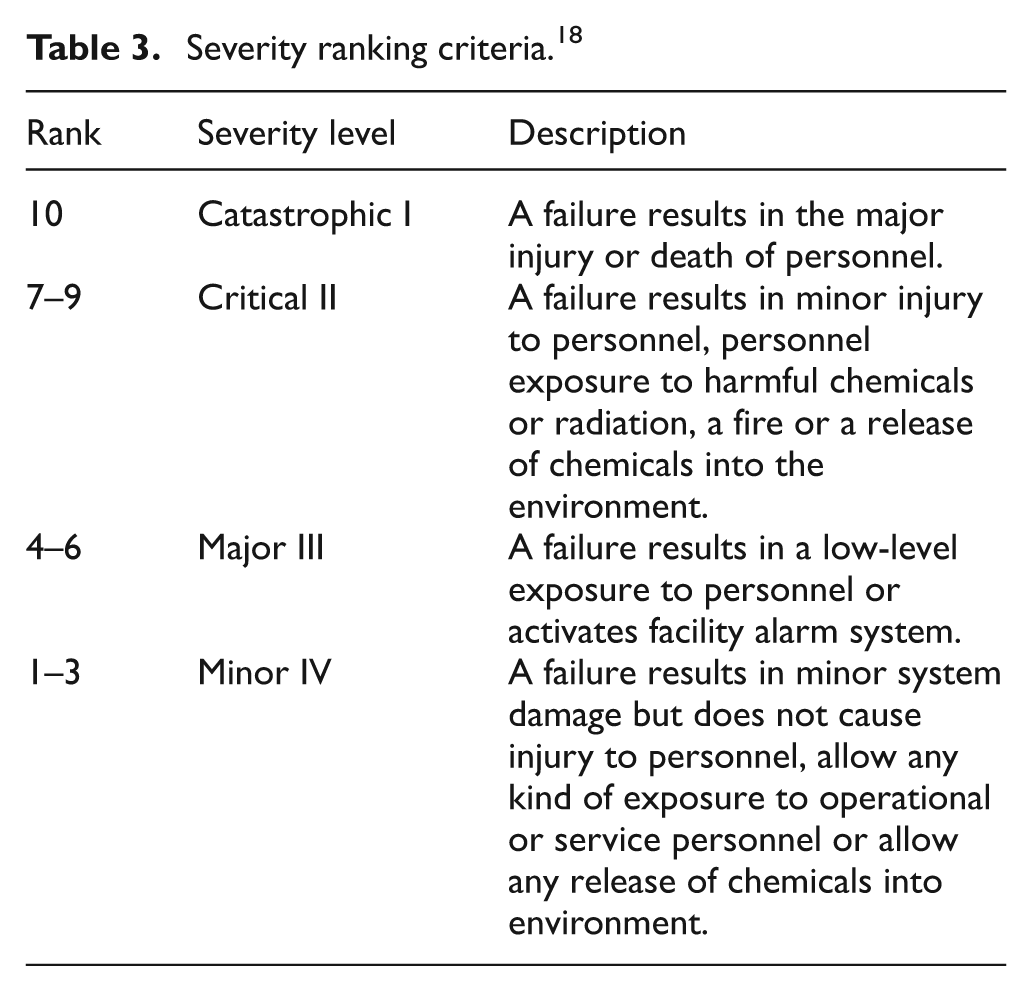
FMEA has long been an established reliability engineering application wieldy using in design, safety, testability, and related functions within a system for action classification by using occurrence (O) and detectability (D) in line with severity (S) criteria from the RPN of the failures.24–26 Failure modes having a high RPN are assumed to be more important and given a higher priority than those having a lower RPN. It was initially designed by Department of Defense (USA) and described in US armed forces military procedures document MIL-P-1629 27 and revised in 1980 as MIL-STD-1629A. 28 It was further implemented for semiconductor manufacturing as a clear guideline. 18 Before identifying failure modes (5S audit findings), the value of the RPN should be computed to realize its effect analysis. The value of RPN is a product of three individual component ratings: severity (S), occurrence (O), and detectability (D). A brief explanation is as below. The ranking criteria for S, O, and D for environmental safety and health (ES&H) severity in semiconductor manufacturing are clearly defined as shown in Tables 3–5. 18 Each score of S, O, and D for all of their scores is weighted from 1 being the best to 10 being the worst.
Severity ranking criteria. 18
Occurrence ranking criteria. 18
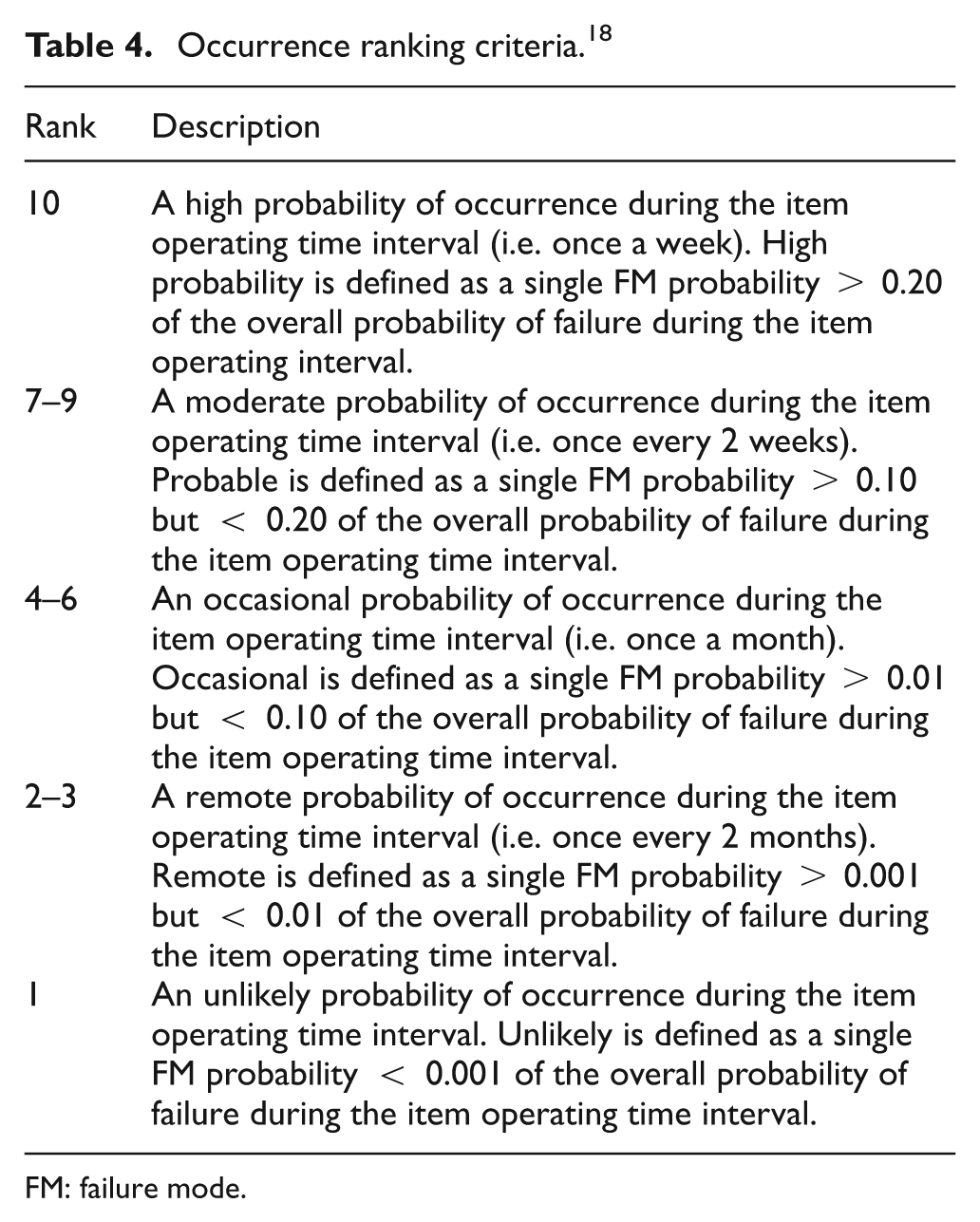
FM: failure mode.
Detectability ranking criteria. 18
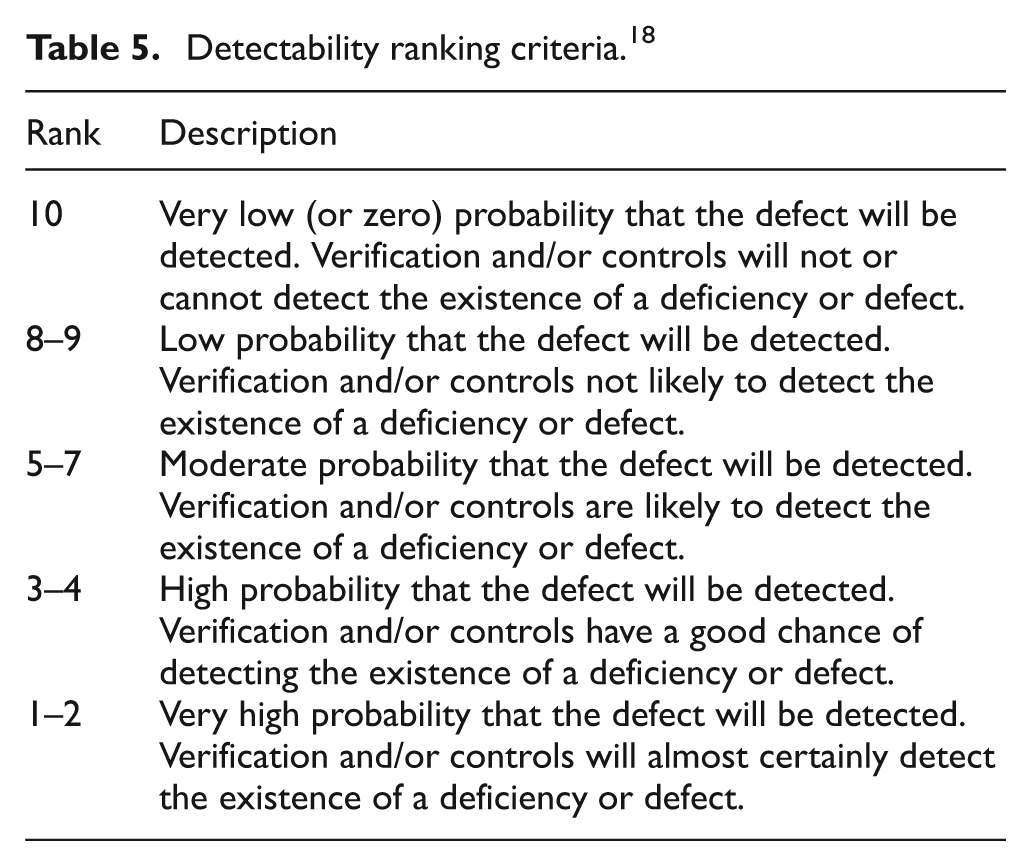
Severity (S): should a failure (5S audit finding) occur, what effect would that failure has on quality and safety?
Occurrence (O): how likely is it for the failure to occur?
Detectability (D): should it occur, what mechanisms detect the failure?
Since the RPN is used to identify items that require action and assign a priority to allocate resource to them, all critical or significant failures or findings should have required actions associated with them. Required actions should be focused on quality and safety and directed toward alleviating the cause of failure (5S audit finding) or eliminating the failure mode.
The 2-tuple fuzzy linguistic representation model
The 2-tuple fuzzy linguistic representation model was first proposed by Herrera and Martínez,29,30 and it was developed by a procedure for combining numerical and linguistic information without loss of information in the transformation processes between numerical and linguistic information. This model can bridge FMEA to more effectively resolve the problem of measurement scales without loss of information and to more concisely prioritize the assessment of potential failure modes. 31 With the same algorithm, the combination of FMEA and the 2-tuple fuzzy linguistic representation model can provide risk ranking for 5S action items with resource constraints.
A 2-tuple linguistic is based on symbolic transformation that adopts 2-tuple sets
Definition 1. Let
Definition 2. Let
Definition 3. Let
The evaluation expert
To assure the consistency of the evaluation, the linguistic term
A 2-tuple negation operator “neg” over 2-tuples is computed as
A maximization and a minimization operators are defined as
After the symbolic translation is analyzed, the 2-tuple linguistic term with associated operators is presented for further computational techniques to operate with the 2-tuples without information loss.
Definition 4. The symbolic translation of a linguistic term set
Definition 5. Let

where round is the rounding operation,
Definition 6. Let
Definition 7. Let
Definition 8. Let
The 2-tuple weighted arithmetic mean and the 2-tuple linguistic weighted arithmetic mean can compute the mean of a set of linguistic values without any loss of information.
Suppose that
If
If
If
If
If
WGA operators
Before WGA operators will be discussed, geometric averaging (GA) is introduced and its definition for GA is explained and expressed as below.33,34
Definition 9. A GA operator of dimension n is a mapping GA:
then f is called the GA operator.
which is associated with an exponential weighting vector
Proposed method
As reviewed in section “Material and methods,” thousands of 5S checkpoints must be examined in order to take remedial and corrective actions for continual improvements. A method to quantify and prioritize 5S activities for semiconductor manufacturing was proposed and constructed as shown in Figure 1. It combined 2-tuple method and WGA operators in FMEA for 5S audit in a fab.
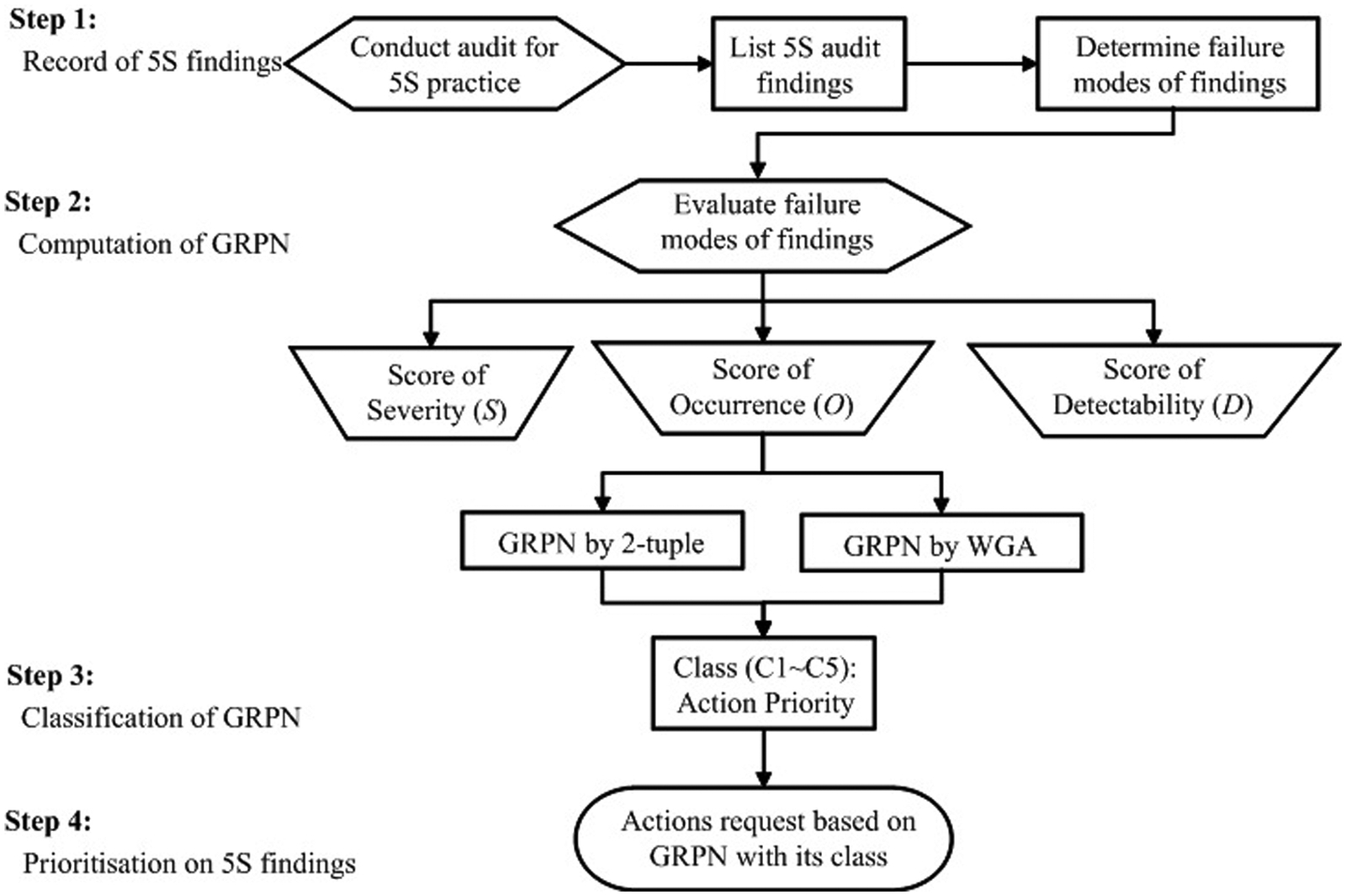
Proposed method for quantifying and prioritizing 5S activities.
Criteria of evaluation for S, O, and D
Before action requests will be quantified and prioritized for 5S activities, the S, O, and D for failure modes (findings) are defined with their quantified rules. These rules are dedicated for 5S findings in semiconductor manufacturing. With the identity of subjective, linguistic, and qualitative characteristics for the 5S audit findings, the ranking criteria for S, O, and D of failure modes (findings) are used as references per audit result of 5S practice.
Severity (S)
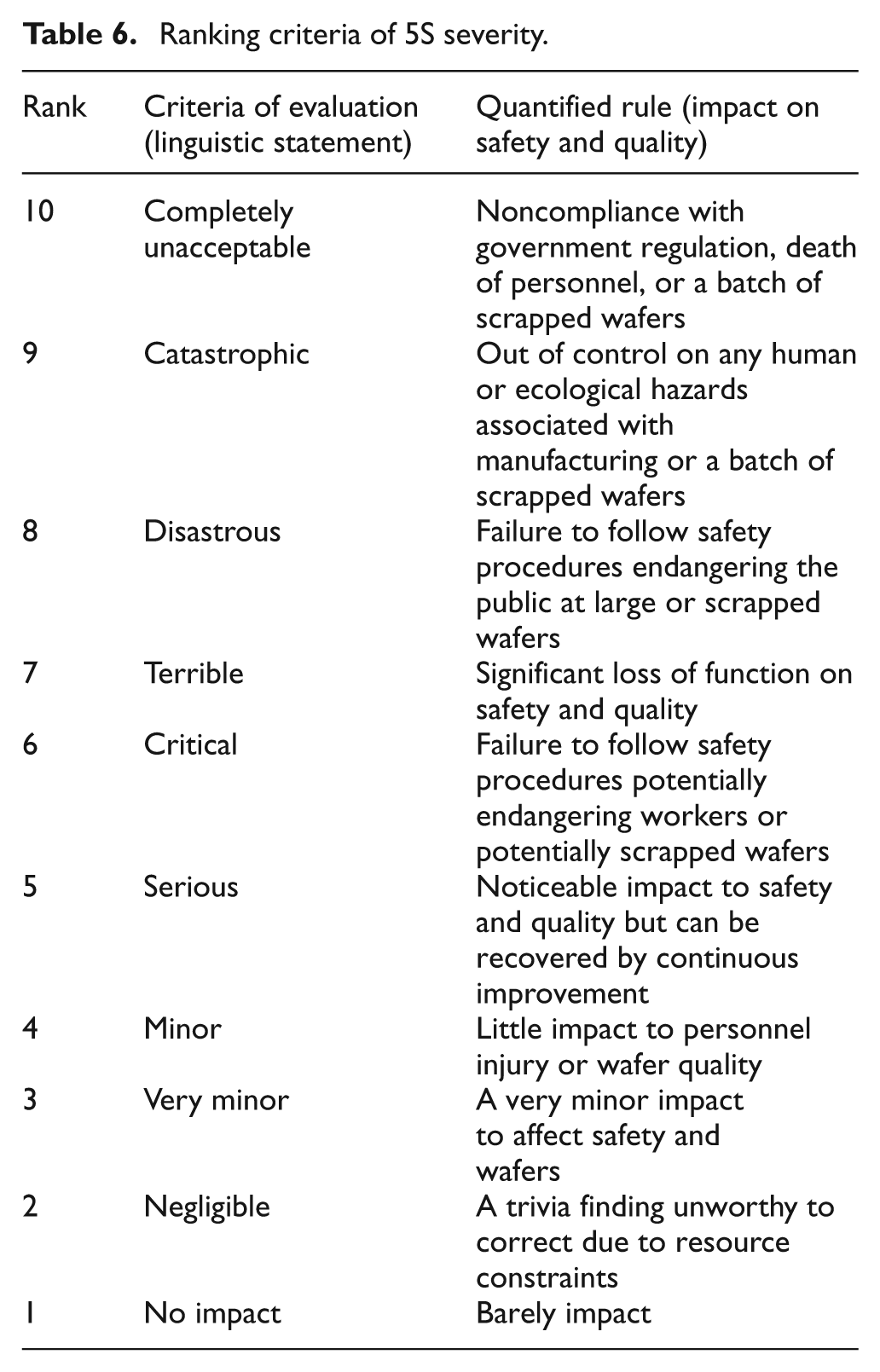
It is necessary that many chemicals are used in semiconductor manufacturing, and most of them are dangerous: toxic, poisonous, corrosive, or volatile. Any accident or incident could cause a catastrophic result, such as human injury, fatal death, and even ecological disaster. In addition to those findings associated with safety, those involved with wafer yield are regarded as a decisive determinant due to wafers being the only product in semiconductor manufacturing. Hence, those findings related to the ES&H as well as wafer yield are emphasized more in the evaluation on the score of severity in this study. The available resources should be allocated to those with higher S scores. For example, it is scored as 10 for severity with a finding related to the death of personnel. Table 6 illustrates the ranking criteria of 5S S score.
Ranking criteria of 5S severity.
Occurrence (O)
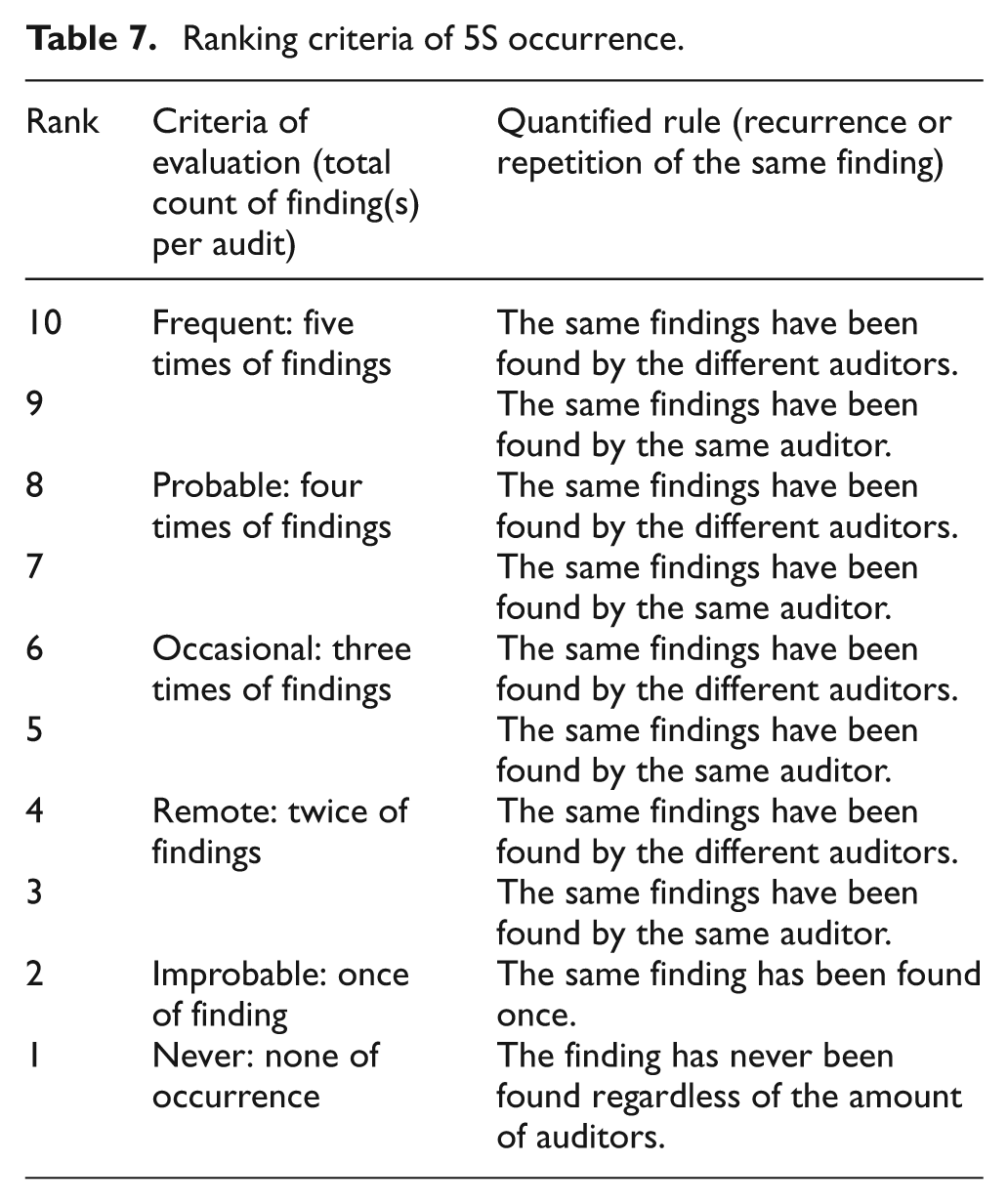
In the audit process of shop floor, an audit team usually consists of 3–8 auditors accompanied by an escort that is teamed up with experienced auditees from equipment, facility, and manufacturing departments of the auditee fab. All of these auditors have their preferences, concerns, and attentions on whatever or whenever they have been auditing. Thus, the auditors are altogether guided in the same audit path to focus on the same scope as a result of yielding similar findings. In the evaluation table for ranking O, the total count of finding(s) and recurrence or repetition per the same finding of 5S audit are two factors to determine the O score. For instance, the score is evaluated as 4 if the same findings have been found by the different auditors twice. The ranking criteria of 5S O score are described in Table 7.
Ranking criteria of 5S occurrence.
Detectability (D)
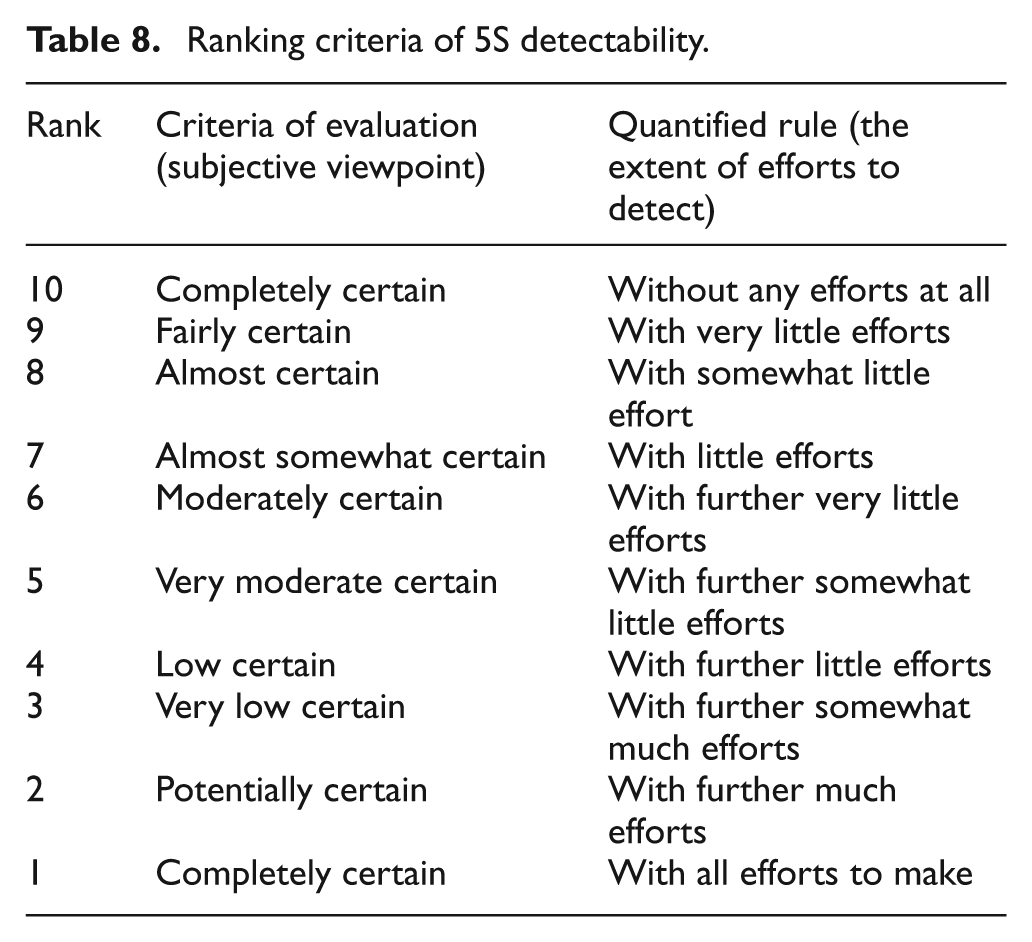
Similar to the mechanisms in place (if any) to detect a failure if it were to occur, the behavior to detect findings is possibly subjective with respect to 5S findings. Thus, the quantified rule ranks the D score in accordance with the extent of effort to detect. Taking a pod (wafer container) as an example, the D score is 10 if auditors easily detect without any effort that a pod is put on the ground, resulting in negative quality concerns. Table 8 states the ranking criteria of 5S D score.
Ranking criteria of 5S detectability.
Procedure for generalized RPN by 2-tuple and WGA
Now that the S, O, and D can be numericalized based on the predefined rule as Tables 5–7, a generalized RPN (GRPN) can be transformed to a specific number based on conventional RPN calculation (S×O×D). However, the conventional RPN lacks of all comprehensive information and misleads to bias for not considering weights for each S, O, and D. This GRPN methodology can be compensated by the 2-tuple method and WGA operators to resolve this problem as follows. In the following, a stepwise (Steps 1–4) procedure was proposed to be further followed for quantifying and prioritizing 5S activities, and each of the RPN score is revisited and computed to yield GRPN by the 2-tuple method and WGA operators. According to the RPN, all scores can be ranked in descendent order and available resource should be allocated based on GRPNs with higher numbers, meaning that the 5S findings with higher GRPNs require action request first.
Step 1: record of 5S findings
At this step, an actual one-shoot audit for 5S practice was conducted by different auditors. Each of these auditors would be distributed with a blank paper to record whatever and whenever they had been auditing during the auditing. To prevent the failure modes (findings) from diversity and variety, the escort team was built to guide the audited route for more focused checkpoints in such a large fabrication. By doing so, the result of failure modes (findings) would be more objective and aligned. For example, all of these auditors were brought to lithography area by the escort team, and they would record whether the usage of photo resist (PR) was complied with the PR management, for example, the expiry date of the chemical, first-in-first-out inventory, and cleanliness of PR cabinet.
Step 2: computation of GRPN by 2-tuple method with WGA
Once all findings were listed and recorded, all RPNs with possibly different values at the same finding would be calculated by the 2-tuple method from different auditors with their weighted values (by WGA operators) for S, O, and D to obtain a GRPN in the one-shoot audit. Taking a finding on wafer mask management by three auditors as an example, these auditors evaluate the overall status for wafer masks and record all scores of S, O, and D. Then each S, O, and D will be calculated by the 2-tuple method to induce a new value for each. Before computing the new value by WGA, each of S, O, and D will be assigned a weight ranging from 0.1 to 0.8, depending on how significant the S, O, and D are to the fab. Finally, each new value of S, O, and D will be computed by WGA to obtain a GRPN for the finding.
Step 3: classification of GRPN
As the 2-tuple method with WGA operators is suggested, each of the conventional RPNs on the same finding should be normalized and generalized by different evaluation from the auditors. The aggregated GRPN was quantified to yield, and it was subsequently classified to its class. While each GRPN possesses a different meaning and action request, it can be further classified into five categories. As a semiconductor manufacturing fabrication has the identity with high usage of explosive chemicals, extra purity of clean room environment, and extensive capital of process equipments, the ranges between classes are not the same, nor the cutline to each class. It is noted that the frequency distribution for each class is intentionally defined, and its cutline is different from one fab to another, depending on how good the fab is on 5S practice. The frequency distribution for each class is preliminarily fitted to a start-up fab from past 5S audit results of the case fab (mentioned in the next section) in which corrective actions are necessarily revisited for continuous improvements. The classification of GRPN is defined as shown in Table 9. In practice, even a small score of GRPN could endanger safety and affect quality. The cutline to each class is plotted as shown in Figure 2.
Classification of GRPN.
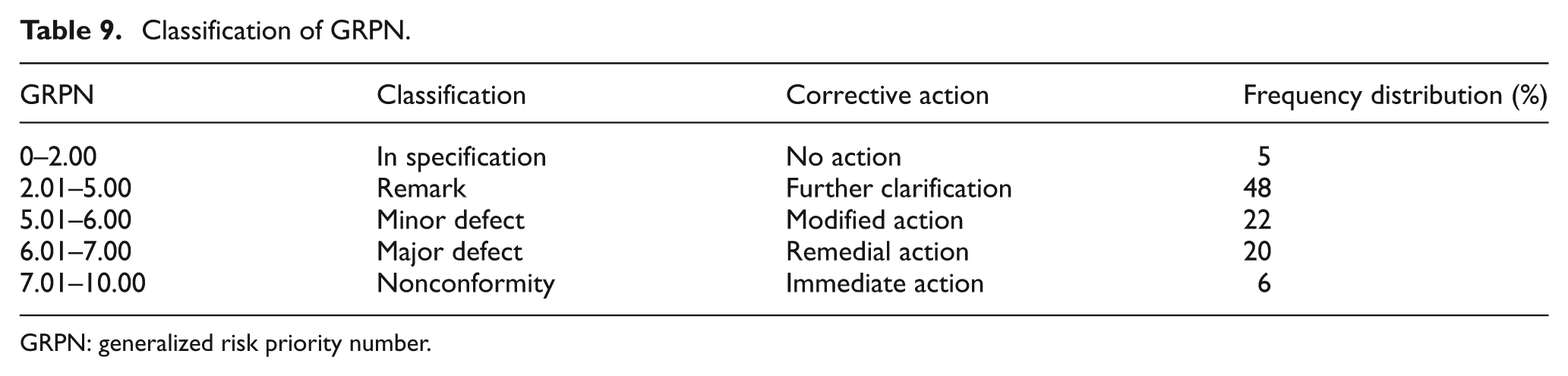
GRPN: generalized risk priority number.
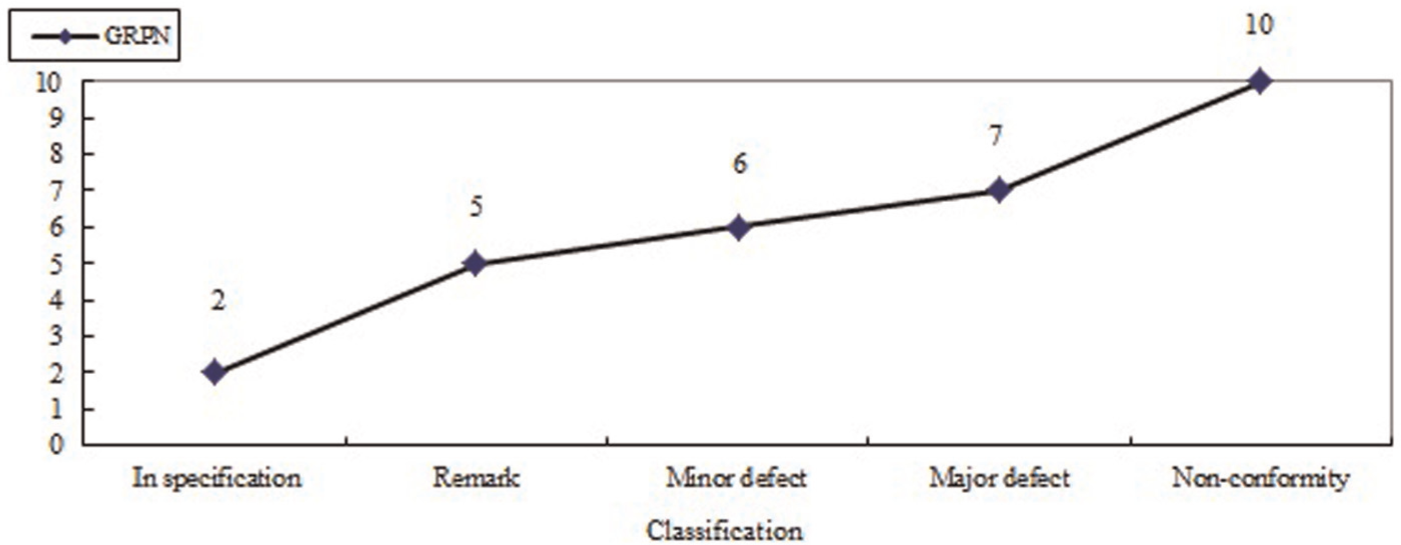
Plotted cutline to each class.
Step 4: prioritization on 5S findings
Based on the class for action request as Table 9, a set of corresponding suggestions would be made to prioritize the action items per the audit result. Practitioners should follow the predefined classes from GRPN and accordingly adjust resources to those with a higher GRPN. However, the cutline should be periodically refined based on day-to-day operation in line with safety and quality.
Case study
A real-world case of a 300-mm semiconductor fabrication in Taiwan was demonstrated on how conventional RPN is calculated in section “Conventional RPN.” Then section “GRPN by 2-tuple method with WGA” step wisely applies the 2-tuple method and WGA to yield a GRPN. The comparison between conventional RPN and GRPN will be discussed to show how the discrepancy occurs and misleads to incorrect actions to take for 5S findings in section “ Comparison between conventional RPN and GRPN.” Three expert 5S auditors (Auditors A, B, and C) with extensive audit experience were asked to record and evaluate the findings. The partial layout similar to the case semiconductor fabrication line is shown in Figure 3. 37 This case company operates many fabrications worldwide and has been certified by QS9000, ISO/TS 16949, ISO 14001, and Occupational Health and Safety Assessment Series (OHSAS) and other management certifications. The three auditors were guided by an escort team to the clean room for the 5S audit. Each of three auditors was distributed with a blank dust-free paper to record whatever and whenever they had been auditoring in the shop floor in a whole afternoon. They wrote and rated the S, O, and D for all failure modes (findings). During the 5S audit, three of the auditors were walking the same route at the same time to ensure the audited checkpoints were consistent to construct the same list of findings. Twenty failure modes (findings) with their weights of S, O, and D had been recorded per the audit as shown in Table 10. This raw data will be computed to obtain a conventional RPN and GRPN in the next two subsections.
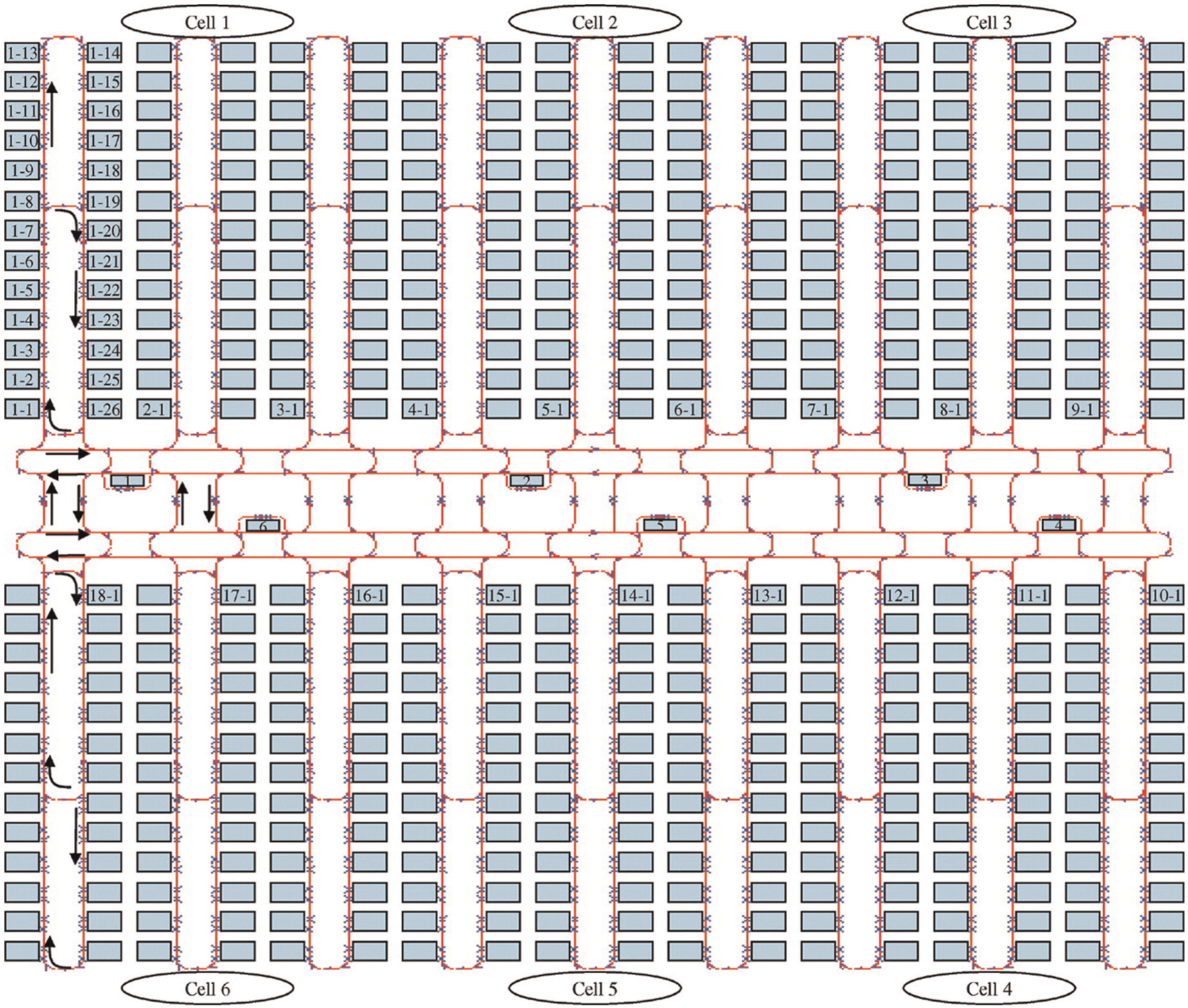
A sample semiconductor fabrication line. 37
Twenty failure modes (findings) per the audit.
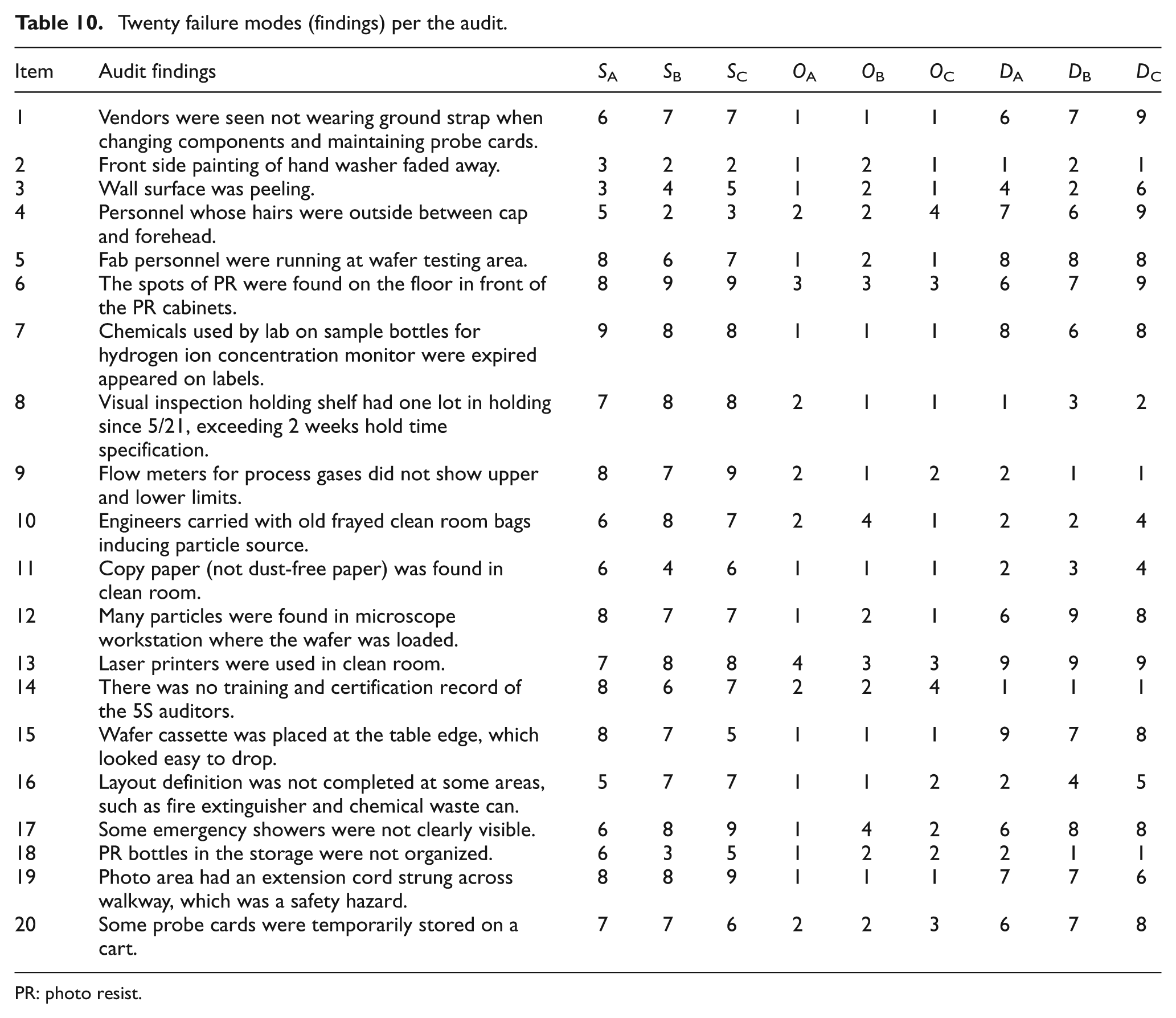
PR: photo resist.
Conventional RPN
As the conventional RPN is the product of S, O, and D, it is not difficult to yield the score for each finding. Base on S, O, and D for each finding, all the RPN scores from the three expert auditors were averaged to gain a mean number of RPN. The high conventional RPN of a finding implies that the action request is given more effort to it. Therefore, one can subsequently allocate limited resource according to the RPN ranking. The conventional RPN scores associated with their rankings are tabulated in Table 11.
Conventional RPN list for the findings.
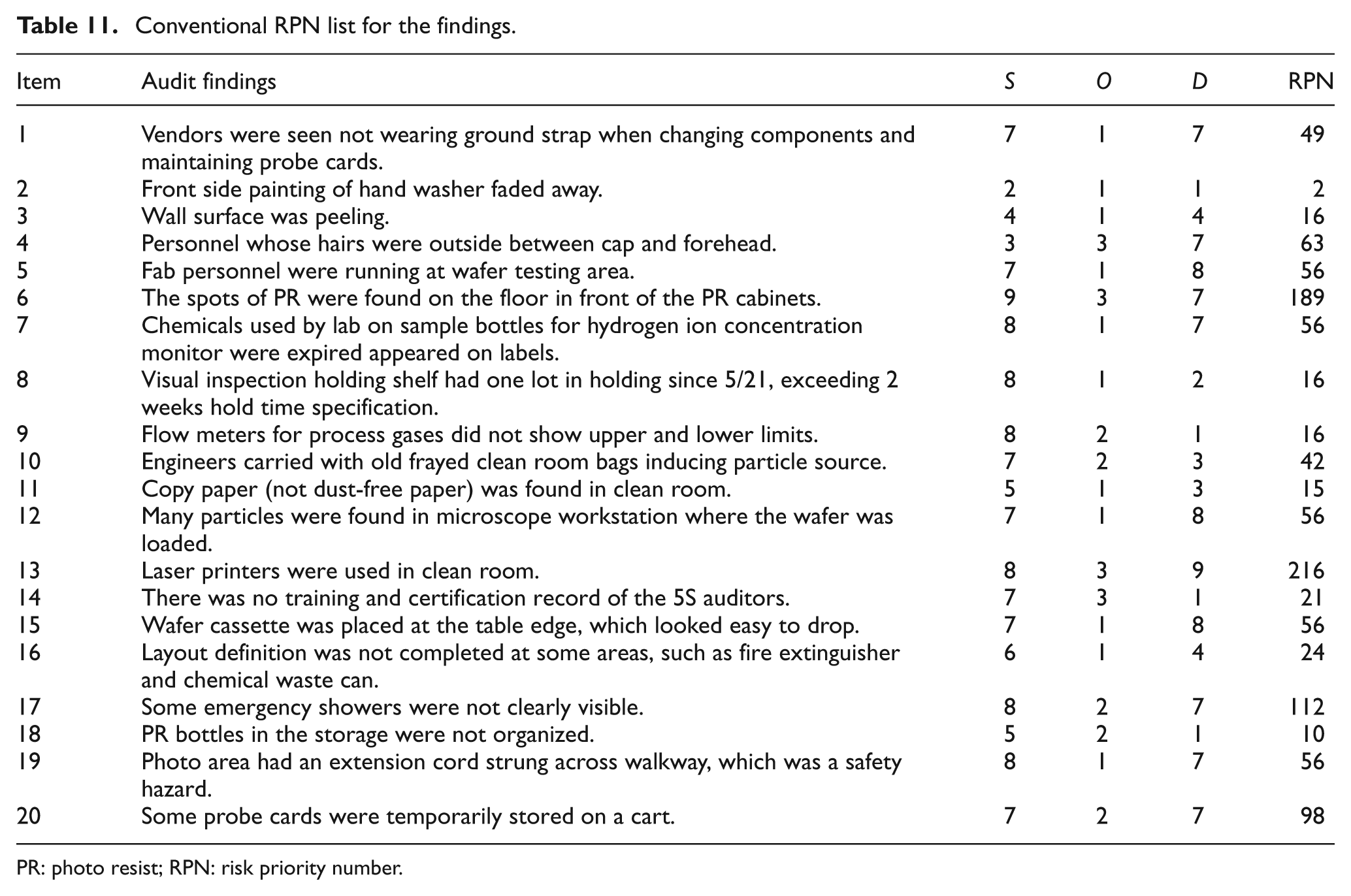
PR: photo resist; RPN: risk priority number.
GRPN by 2-tuple method with WGA
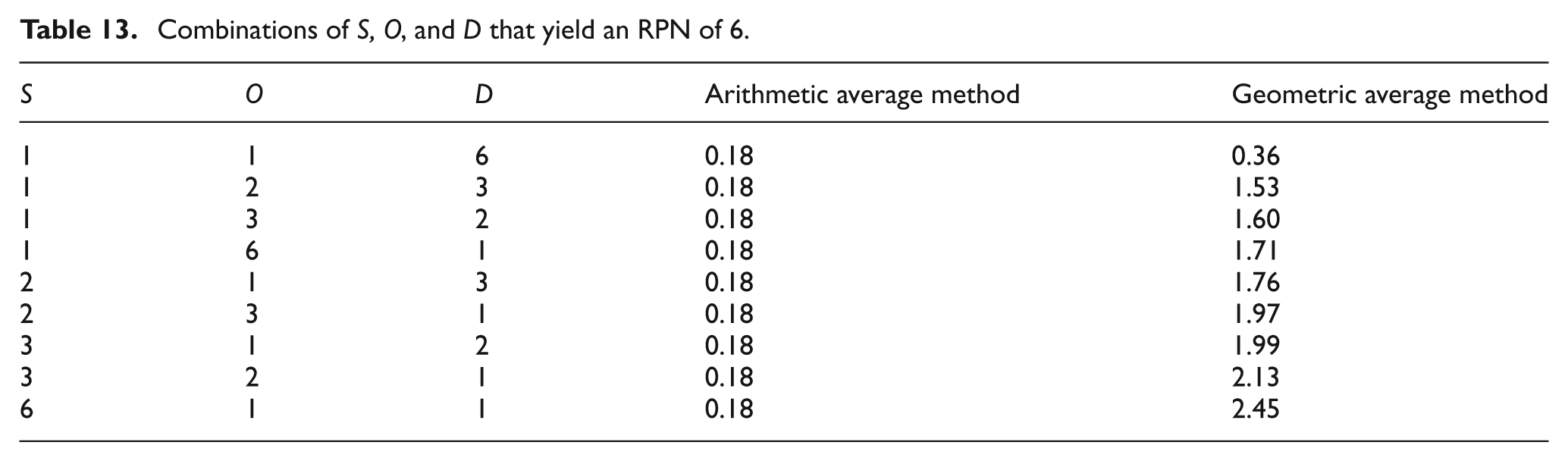
As the conventional RPN lacks of all information needed without interactive influence among all the RPN values with respect to S, O, and D, it is justified by the proposed method. The conventional RPN was computed based on the 2-tuple method as well as WGA and then converted to GRPN. A comprehensive GRPN list for the findings is generated as shown in Table 12. It is intentionally distributed that the weights assigned by the three auditors are different, and the weights for S, O, and D are 0.7, 0.1, and 0.2, respectively. The reason to assign S with the highest weight of 0.7 is involved with safety and product quality that are evaluated as the upmost concern by the state-of-art fab as a determinant. And the weight of 0.1 for O is valued as the lowest since it is merely the audit repetitive 5S findings from past 5S audit experiences. Lastly, the remaining weight of D is 0.2 explains that D is based on a 5S assessment of the probability that the failure mode of 5S findings will be detected, given the controls that are in the workplace. However, the weights for S, O, and D are subject to be justified according to the auditors’ experiences, preferences, and concerns and a fab’s current implementation situation of 5S practice. The more the auditors there are, the more accurate the GRPN is. As it can be seen, each finding can be easily prioritized by the value of GRPN. A practitioner can allocate limited resource to those findings with a higher GRPN. Table 13 lists the findings associated with their class defined on Table 10.
Comprehensive GRPN list for the findings.
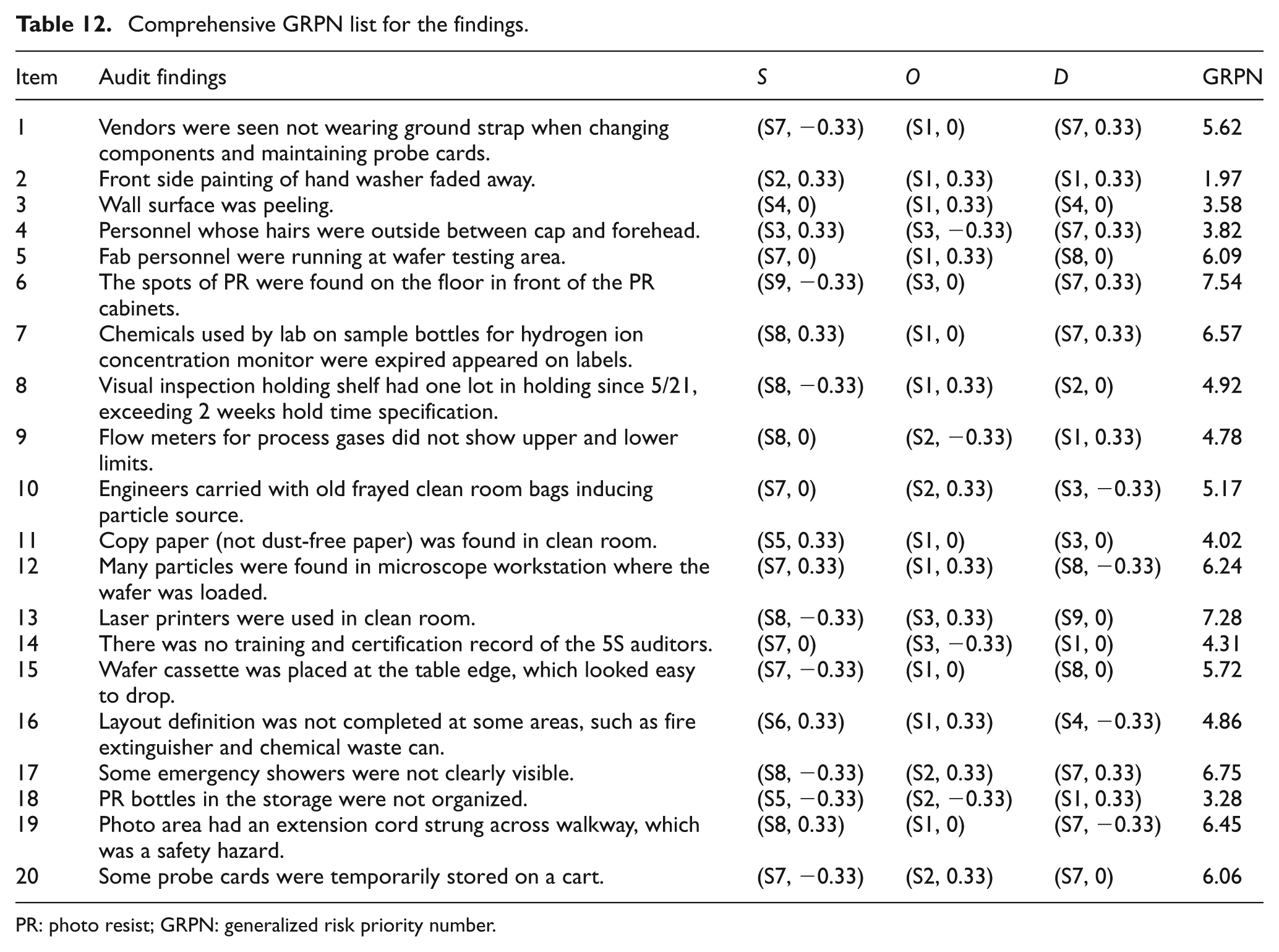
PR: photo resist; GRPN: generalized risk priority number.
Combinations of S, O, and D that yield an RPN of 6.
Comparison between conventional RPN and GRPN
The GRPN is better than RPN. That is because RPN can be viewed as special cases of GRPN. Therefore, using GRPN in assessing system risk, not the traditional RPN method, is more suitable. When the S, O, and D are assigned equal weight, the risk ranking order that is obtained by the RPN method and GRPN is the same. If the S, O, and D weight are not equal, the GRPN method can reduce the occurrence of duplicated RPN numbers. For example, if the severity of the failure mode effect weighted is 0.5, its probability of occurrence weighted is 0.3, and the probability of the failure being detected weighted is 0.2. As shown in Table 13, six can be formed from nine different combinations of S, O, and D.
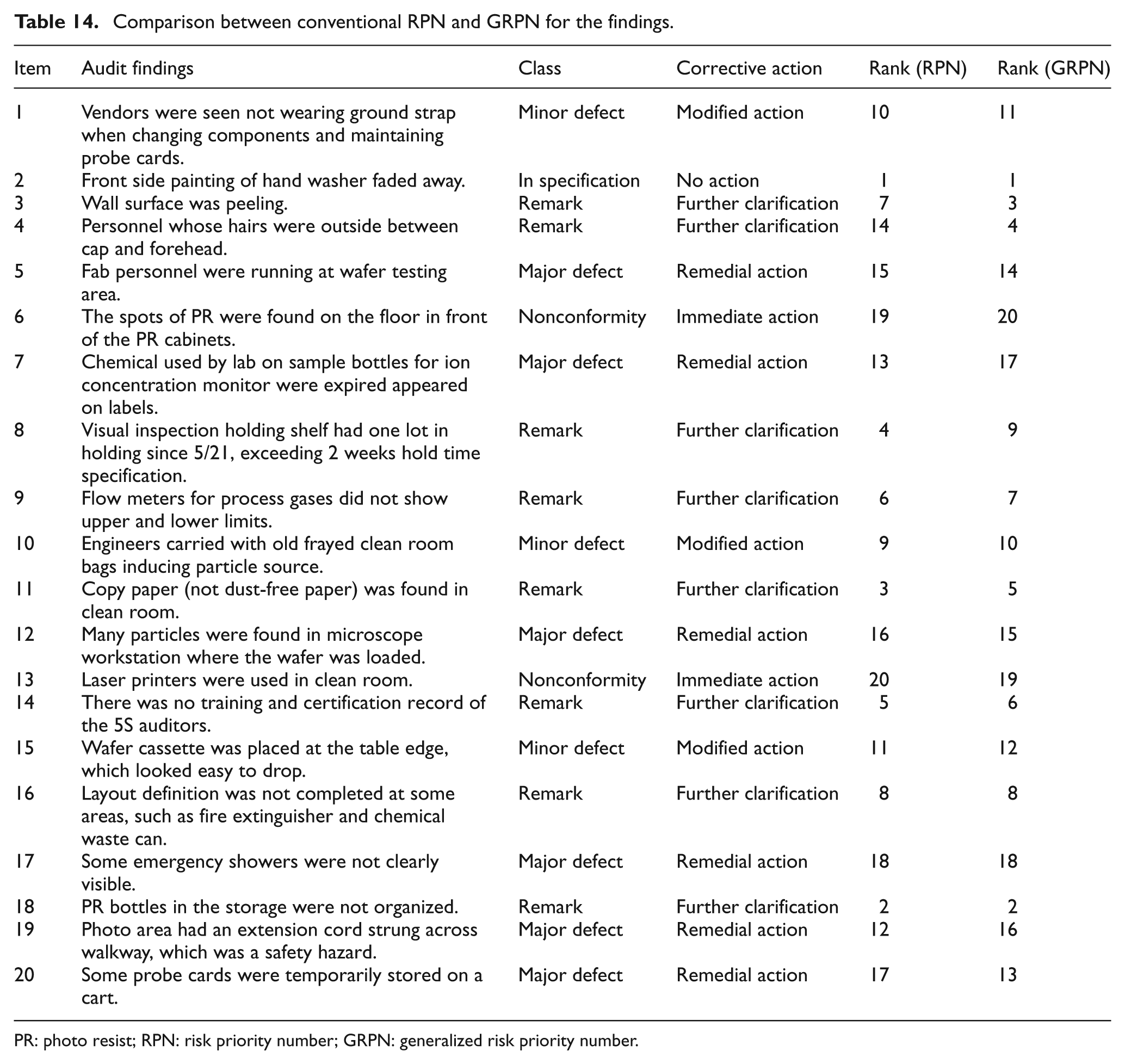
As the ranks of the conventional RPN and GRPN are used to prioritize 5S activities and allocate resource, they now can be further compared to how the GRPN applied by the proposed method is different from the conventional RPN. Based on the scores of the conventional RPN and GRPN, the rankings for both can be compared as shown in Table 14 to approve GRPN is more reliable than the conventional RPN. For example, the corrective action can be mistaken by the conventional RPN with a rank of 14, instead of GRPN with a rank of 4, in the item 4 “Personnel whose hair was outside between cap and forehead.” A typical 28-nm process wafer is made by over 1500 workstations/machines in manufacturing process in the clean room of a fab. Clean room condition (Class 100) is necessary for this extra-pure manufacturing process to ensure that the wafer and its mask (customer’s property) are not additionally contaminated in such a complex process. It is noted that a Class 100 clean room is designed to never allow more than 100 particles (0.5 µm diameter or larger) per cubic foot of air while human hair is about 100 µm. Thus, the conventional RPN is misinterpreted to a fab, and the rank is comparatively low regardless that human hair can possibly drop on the wafer surface and result in a decisive contamination source to kill product yield. However, the proposed GRPN can detect the severity from its value and allocate the right resource to the right place at the first time for a corrective action request. Another example is in the item 7 “Chemicals used by the lab have sample bottles for hydrogen ion concentration monitor expired as shown on the labels.” Although chemicals are highly utilized in a fab, not all of them endanger safety. The usual means of expressing the hydrogen ion concentration is pH, which is defined as the negative logarithm of the hydrogen ion concentration, to measure acidity or alkalinity. Thus, the expired chemical of hydrogen ion concentration at most misinterprets the value of acidity or alkalinity that is comparably less dangerous than those toxic, corrosive, flammable, and/or explosive chemicals such as hydrogen fluoride (HF), hydrochloric acid (HCL), or sulfuric acid (H2SO4). It implicates that the resource should be allocated to those chemicals with significant impact on safety since there are a large number of chemicals used by the fab where they should be more focused to examine. Thus, the rank by the GRPN is more practical than the one by the conventional RPN.
Comparison between conventional RPN and GRPN for the findings.
PR: photo resist; RPN: risk priority number; GRPN: generalized risk priority number.
Conclusion
5S practice is a baseline leading to TQM. 5S audit is to review and examine how good the fabrication is and how to be good. A semiconductor manufacturing fabrication has the identity with high usage of explosive chemicals, extra purity of clean room environment, and extensive capital of process equipments with a complex layout. It is essential to quantify and prioritize 5S activities, so that the right resource at the right time the first time can be allocated to 5S audit findings from thousands of corrective actions per 5S audit result. The conventional computation of RPN is unable to consider all comprehensive information and lead to bias for not considering weights for each S, O, and D. A novel method of FMEA and 2-tuple method as well as WGA operators was proposed to apply for 5S audit in a fabrication. A real-world case was drawn to demonstrate its feasibility based on the proposed method. Practitioners can step wisely follow this methodology to quantify and prioritize 5S activities with resource constraints for semiconductor manufacturing.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research was financially supported by the National Science Council of the Republic of China under contract nos NSC 101-2410-H-009-005-MY2, NSC 100-2410-H-145-001, NSC 101-2410-H-145-001, and NSC 102-2623-E-145-001-D.