
Abstract
In this study, three samples of aluminum alloy with 5%, 10% and 15% SiC composites were fabricated using stir casting process. These samples were investigated using scanning electron microscope equipped with energy dispersive X-ray analysis system, X-ray diffraction analysis and differential thermal analysis techniques. Mechanical properties like hardness, ultimate tensile strength and impact strength of these samples were also investigated. The results revealed that a full homogeneous dispersion of SiC particles in aluminum matrix was obtained without addition of any wetting agent. The peak in the X-ray traces corresponds to the presence of aluminum and SiC and the absence of any significant reactive constituents. The differential thermal analysis curve showed an endothermic peak in aluminum matrix between 648 °C and 650 °C with a nil degradation of material. It was concluded from this study that improvement in mechanical properties of three samples has been achieved. Sample 3 with 15% SiC shows a maximum hardness value (Vickers hardness number) of 120, ultimate tensile strength of 190 MPa and impact strength of 18 J.
Keywords
Introduction
Metal matrix composites (MMCs) have received much research interest over several years due to their excellent mechanical and thermal properties compared with the conventional materials. By suitable arrangement of metal matrix and reinforcement addition, it is possible to obtain desired properties for a particular application. SiC particle–reinforced aluminum composites have received more commercial attention than other kinds of MMCs due to their high performance, namely, high mechanical properties, wear resistance, low coefficient of thermal expansion and high thermal conductivity.1–3
Literature survey
There have been numerous studies in the literature investigating various aspects of the AA6063 MMCs. The studies generally concentrated on how the SiC particulates affect the mechanical properties of the particulate MMCs which are usually aluminum based (especially AA6063). In recent years, many processing techniques have been developed to process particulate-reinforced MMCs. According to the type of reinforcement, the fabrication techniques can vary considerably. These techniques are stirred casting, liquid metal infiltration, squeeze casting, spray decomposition and powder metallurgy. Among the variety of processing techniques available for particulate- or discontinuous-reinforced MMCs, stir casting is one of the methods accepted for the production of large quantity commercially practiced. It is attractive because of simplicity, flexibility and most economical for large-sized components to be fabricated. 4 Mechanical properties of Al6063 alloy reinforced with SiC particulate (15 µm) were investigated using the liquid metallurgy route. The reinforced particulate varies up to 9 wt%. It was concluded that compressive strength, Brinell hardness and tensile strength increase with SiC content. But percentage elongation decreases with increase in SiCp content. 5 The effect of bonding parameters on shear strength and microstructure of SiCp/6063 MMC was studied. Mixed Al–Si, Al–Cu and Al–Si–SiC powders were used as an interlayer to reactive diffusion bond. The results revealed that due to the SiC segregation, there are a number of porous zones in the joining layer and are responsible for lower shear strength of the joints. Also, the addition of Ti in the interlayer improves the joint strength of the bond. 6 Wear behavior of two different composites, AA6063 and AA5063, reinforced with 45%, 30% and 15% SiC particulate was investigated under conditions of high impact. It was concluded that a high percentage of SiC reduces the penetration depth of projectile and increases the hardness of near surface of hole. 7 The mechanical property of AA6063/SiCp composite reinforced with 10% by weight SiCp was studied. The test was conducted at elevated temperature. The finding of the test was that the addition of SiCp up to 10% increases the strength but decreases the ductility. At 150 °C and 300 °C, extruded composites have better strength compared to as-cast composite. 8 A comparison of mechanical properties of Al6061, Al6063 and Al7072 matrix alloys reinforced with 20% SiC particulate (10 µm) was conducted. All the composites were produced by stir casting. The yield strength, ultimate strength and ductility of Al/SiC MMC are decreased in order of Al6061, Al6063 and Al7072. Mg has improved wettability by reducing SiO2 layer on SiC. 9 The impact behavior of AA6063 reinforced by SiC particulate was investigated. SiC particulate of sizes 157 and 511 µm and extrusion ratios of 13.63:1 and 19.63:1 was used for experimentation. The finding of the investigation was that impact behavior was affected by clustering of particles, particle cracking and weak reinforcement bonding. Impact strength of 6063 composite was increased by particle size and the extrusion ratio. 10 The effect of the mass fraction of magnesium content in the range of 1%–5% on the microstructure and properties of Al–Cu–Mg alloys (with a copper content of 5%) was examined. The results show that the addition of magnesium and titanium decreased the dendrite arm spacing and increased the sub-grain size. Also, the compression strength and the hardness increase with the content of magnesium. 11
Al6063 with TiB2 composite has been fabricated through liquid metallurgy route. The results reflect the addition of TiB2 on mechanical properties. Micro-hardness increases by 21%, ultimate tensile strength (UTS) by 47%, modulus of elasticity by 65% and ductility in terms of elongation by 368% in comparison to the matrix alloy. 12 The age hardening behavior of 6, 9 and 12 vol.% SiC particulate reinforced in AA6063 alloy was investigated. Age hardening was done at 180 °C, 190 °C and 200 °C. The research result showed that the composite has low porosity and uniform distribution of SiC particulate. SiC composite with 12 vol.% reflects good hardness compared to that with 6 and 9 vol.%. 13 Composites based on two aluminum alloys (A536 and 6061) reinforced with 10% or 20% volume fraction of SiC particles were produced by gravity casting. A novel two-step mixing method was applied to improve the wettability and distribution of the particles. The SiC particles were observed to be located predominantly in the interdendritic regions. The results show that the SiC particles acted as substrates for heterogeneous nucleation of Si crystals in one of the cast composites. 14 Al6063-Al2O3 composite containing 6, 9, 15 and 18 vol.% of particulate was fabricated by two-step stir casting process. The corrosion resistance and mass loss of composite were measured in different media. Unreinforced alloys exhibit superior corrosion resistance in NaOH and NaCl media. Effect of particulate volume percentage of corrosion resistance does not follow consistent trends. 15
The above literature reveals that very little information is available regarding the mechanical behavior of stir cast Al6063 reinforced with 30 µm SiC particulate composites having 0–15 vol.%. Hence, this article describes the mechanical behavior of SiC-filled Al6063 MMCs. Also, in this work, different techniques of material characterization, scanning electron microscope (SEM) equipped with energy dispersive X-ray analysis (EDAX) system, X-ray diffraction (XRD) analysis and differential thermal analysis (DTA), have been used. An effort has been made to establish a comparison between hardness, UTS and impact strength with the volume fraction of SiC in composites developed with stir casting process.
Experimental procedure
Selection of material
The matrix material for this study is aluminum alloy 6063. Table 1 presents the chemical composition of aluminum alloy 6063. The material selection was based on the good surface finish, high corrosion resistance, high strength, resistance to stress-corrosion cracking, good machining ability and readily suited to welding. Silicon carbide (SiC) with a particle size of 30 µm (320 mesh size) was used as reinforcement.
Chemical composition of aluminum alloy 6063 metal matrix.

Stir casting process
In this study, a new stir caster was designed to fabricate MMC ingot. The experimental set-up of the stir caster used in this work is shown in Figure 1. The stir caster furnace was mounted on legs. A screw driven lift mechanism was bolted vertically to the steel table. Two steel rods were used to support the heavy weight of direct current (DC) motor and stirrer. A hand wheel was used to move the stirrer up and down.
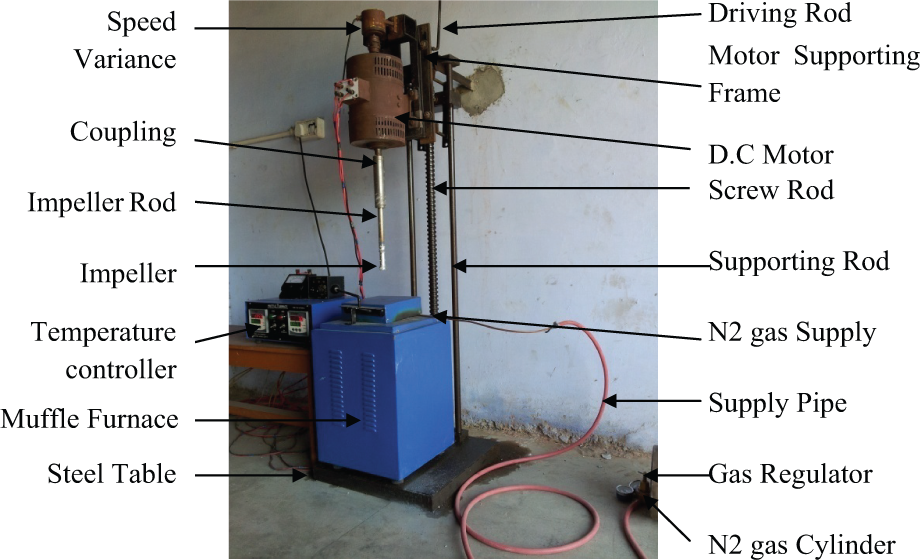
Experimental set-up of stir caster.
The temperature within the stir caster had to be precisely measured and accurately controlled (±10 °C). A calibrated K-type mineral insulated thermocouple provided the control input to a temperature controller. The diameter of the graphite crucible was 110 mm, and the melt height was 90 mm. During experimental work, a four-flat bladed, 45° angled, stainless steel stirrer was chosen. The stirrer impeller diameter was 20 mm, blade height was 10 mm and width was 12 mm. The stirrer was connected to a 1HP DC motor. A manual lifting mechanism for the rotational drive unit and stirrer assembly was used to remove the stirrer from the melt before quenching of the melt and to facilitate the stirrer positioning, cleaning and replacement.
Composite fabrication
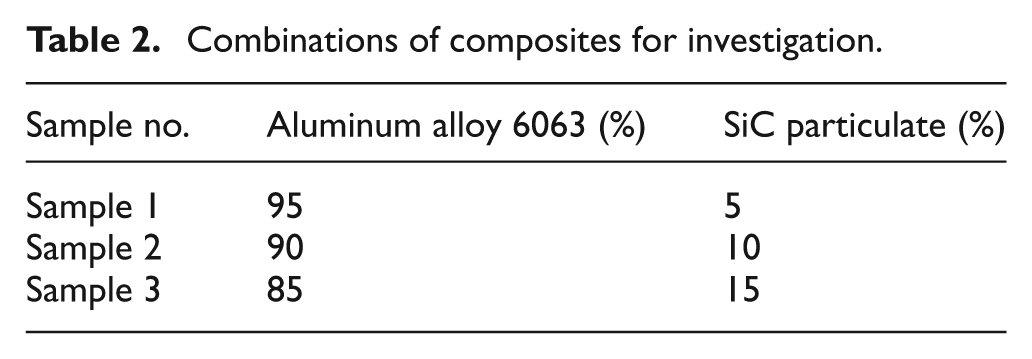
Preheated aluminum alloy 6063 of 1 kg was charged in a graphite crucible. The chemical composition of the AA6063 ingots can be seen in Table 1. Furnace temperature was raised to 750 °C and allowed to reach the liquid state. After that, the melt surface was carefully cleaned and the stirrer was placed in the crucible 10 mm from base. The rotating rate of impeller raises to 750 r/min to obtain full vortex, and at this stage, SiC particulates preheated at 1000 °C were added into the vortex. A plunge of nitrogen gas (0.5 kg/cm2) was continuously supplied in the furnace during the process. Continuous stirring was done at 750 r/min for 10 min. The furnace temperature was controlled at 760 °C ± 10 °C, and the crucible from the furnace was lifted up and the molten metal was poured in a 200 °C preheated steel mold of 24 × 24 × 280 mm size. Table 2 shows the combination of base matrix alloy and particulates for composite preparation. These samples (shown in Figure 2) were prepared for the current investigation.
Combinations of composites for investigation.
Fabricated composite samples with 5%, 10% and 15% SiC particulates.
Method used to characterized the composite
Thermal analysis
Thermal analysis (TA) is a group of techniques in which changes of physical or chemical properties of the sample are monitored against time or temperature. The PerkinElmer thermogravimetric (TG) analyzer was used for TA. This technique was used to obtain the effect of temperature on the sample produced.
TG analysis
TG analysis is a technique in which the mass of a substance (material under investigation) is measured as a function of temperature, while the substance is subjected to a controlled temperature.
DTA
DTA is the most widely used and is probably a very suitable method for the identification and estimation purposes. The chemical or physical changes which are not accompanied by the change in mass on heating are not indicated in TG analysis, but there is a possibility that such changes may be indicated in DTA.
SEM and EDAX
The analysis was performed on the JEOL-T20 apparatus with 1000× magnifications. The test specimen is first sectioned at different locations. Cross sections of these specimens are metallographically examined. The surface of the specimens is polished gradually with 800, 1000 and 1200 grit grinding papers. The final polishing is performed with alumina suspension with 0.05 µm particle sizes. Then, the samples are etched with the etchant, that is, Keller’s reagent (2.5 mL of nitric acid, 1.5 mL of HCl, 1.0 mL of HF and 95.0 mL of water). Then, the surfaces of the specimens were washed with pure water and alcohol, dried and analyzed in the SEM.
XRD analysis
XRD analysis was the most useful technique for qualitative and quantitative analyses of compounds. This technique provides information that cannot be obtained by any other way, for example, types and nature of crystalline phase’s present, structural make-up of phases, degree of crystalline, amount of amorphous content, micro-strain and size and orientation.
Mechanical properties
Tensile test
The samples were tested for tensile strength using the universal testing machine. The edges of the test samples were fitted into the jaws of the universal testing machine and subjected to tensile stresses until the sample fractured. This is used in determining the strength and stiffness of the materials.
Impact test
The impact test was carried out using the Charpy impact machine. The test piece is supported at each end while notched at the midpoint between the two supports. The notch is on the face directly opposite to where the pendulum strikes the test piece. The V-notch was 2 mm deep and of angle 45°. The energy absorbed in breaking the test piece is measured in joules.
Hardness test
Hardness test was carried out using Vickers hardness testing machine. The surface was first polished and then diamond indenter was used to make dent on the polished surface, and the diameter of the dent is measured.
Results and discussion
Microstructural examination and phase analysis
The mechanical properties of particle-reinforced MMCs depend on the particle distribution, particle size, particle flaws and surface irregularities. It is therefore necessary to conduct a microscopic analysis of the composite material in order to understand its microstructural characteristics. The samples are metallographically examined using the JEOL-T20 apparatus. Figure 3(a)–(c) shows SEM micrographs and EDAX of the fabricated composite samples 1, 2 and 3, respectively.
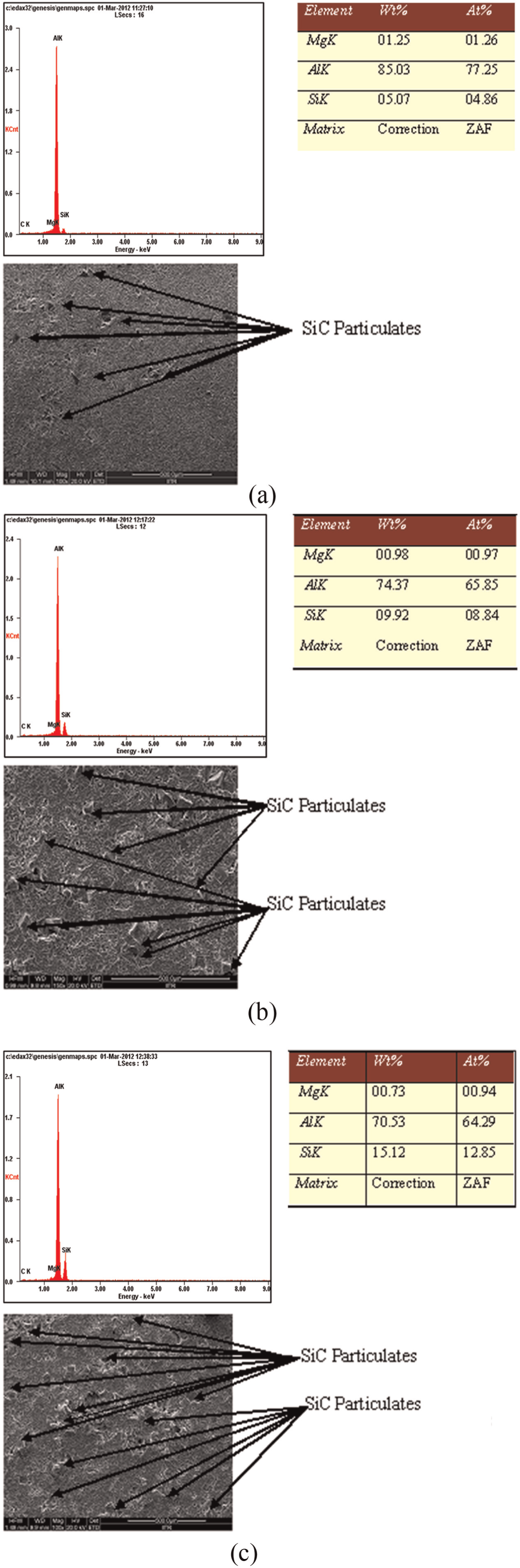
SEM photographs and EDX analysis with composition chart of (a) sample 1, (b) sample 2 and (c) sample 3.
It is observed from Figure 3(a)–(c) that there is a clear distribution of SiC particulates in the matrix. Figure 3 also shows the comparative chart of the volume of SiC reinforcements available in the developed composites. Samples 1, 2 and 3 have 5.07, 9.92 and 15.12 vol.% of SiC reinforcements, respectively, as received from EDX test. It is evident that the SiC particulates are completely incorporated into the composites. Also, SEM photographs clearly reveal the increased distribution of SiC particulates with increased volume percentage in aluminum matrix composites. The main effects of the processing parameters on the microstructure evolution are seen from a qualitative examination of the presented micrographs. Homogeneous arrangements for SiC distribution were observed in these microstructures. It gives a confirmation of rightly chosen of compocasting parameters. The presence of Mg in composite matrix leads to the formation of MgO and MgAl2O3 at the interface, and this enhances the wettability, which is otherwise poor. Mg has also improved the wettability between Al and SiC particles, by reducing the SiO2 layer on the surface of the SiC. Due to the magnesium content, the sub-grain size is increased, and the dislocation density is decreased. This will increase the strength and the hardness of composites.
TA was performed in the temperature range of 24 °C–750 °C. All the samples were analyzed through TG, differential thermogravimetric (DTG) and DTA to find their thermal degradation characteristics. The heating rate of 10 °C/min and atmosphere of air was employed for the degradation rate and temperature differences.
For sample 1, TG, DTG and DTA curves are shown in Figure 4(a). The DTA curve shows a depression that comes down from the baseline. It indicates that there is an endothermic reaction. This occurred at 648 °C. The value of enthalpy change is 142 mJ/mg on DTA curve. The DTG curve does not show any change. This leads to no degradation in the material. The TG curve shows that there are no gain and loss of materials when temperature varies from 24 °C to 750 °C.
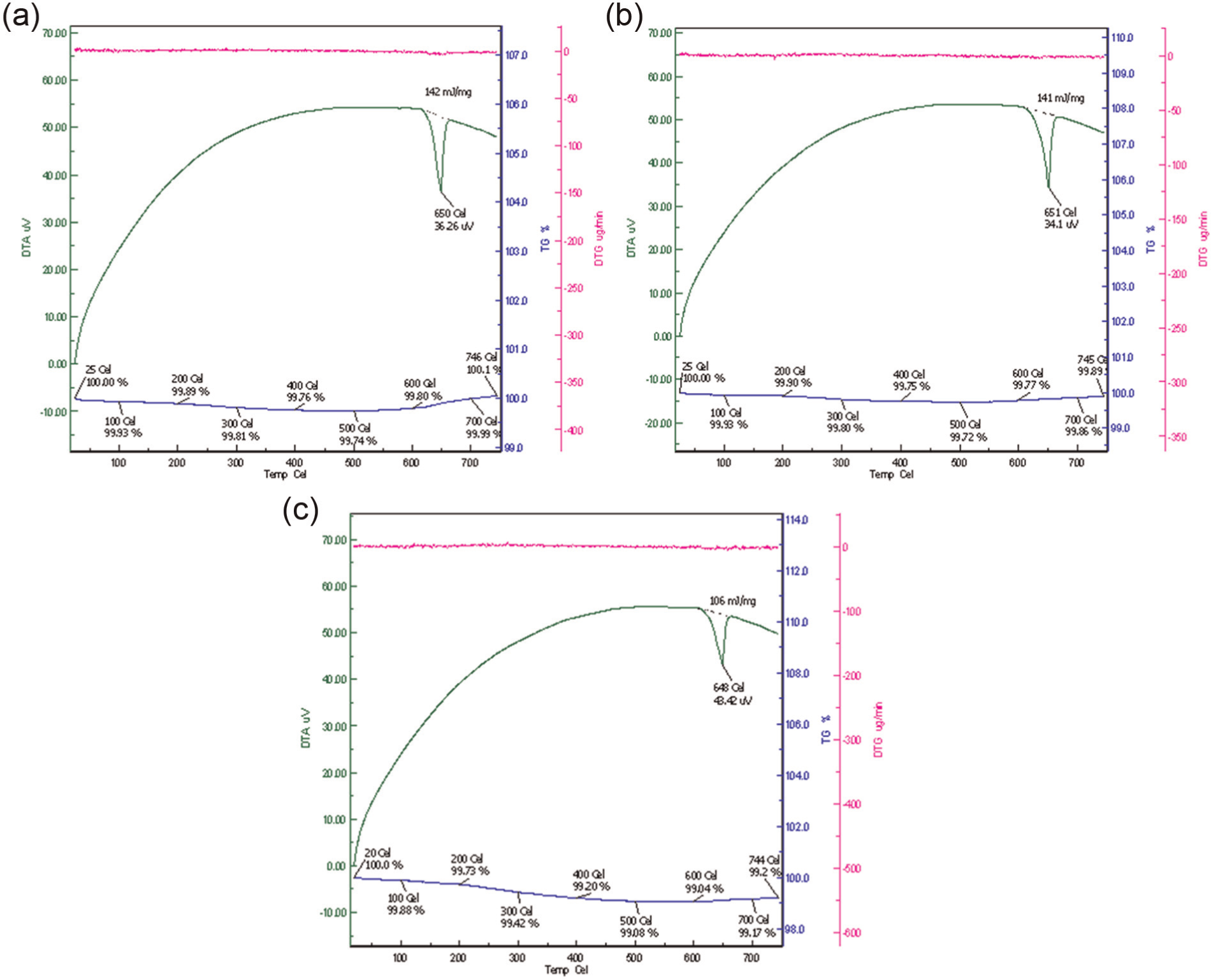
TG, DTG and DTA graphs of (a) sample 1, (b) sample 2 and (c) sample 3.
TG, DTG and DTA curves of sample 2 are shown in Figure 4(b). DTA curve shows a peak at 651 °C. This indicates the endothermic reaction. The change in enthalpy is 141 mJ/mg on DTA curve. DTG curve did not show any degradation in the material. In TG curve, the loss of material is 0.11%. This is due to the presence of moisture.
Figure 4(c) shows the effects of DTA, TG and DTG for sample 3. The change in DTA curve at 648 °C explains that there is an endothermic reaction in the material. The enthalpy change at 648 °C is 106 mJ/mg. The loss of material at TG curve is 0.80% for a temperature change from 24 °C to 750 °C. This is due to the presence of moisture and impurities. The DTG curve did not show any change. This revealed that there is no degradation of the material. Table 3 shows the summarized results of DTA analysis.
Summarized results of DTA analysis.

The XRD analysis was carried out with Bruker AXS D8 ADVANCE diffractometer with Cu radiation phase identification. The XRD spectra of the samples 1, 2 and 3 are shown in Figure 5(a)–(c), respectively. The peak in the X-ray traces corresponds to the presence of aluminum and SiC. In addition to these elements, the XRD analysis reveals the absence of any significant reactive constituents such as Al4C3 and SiO2 (Figure 5(a)–(c)). The presence of these reactive constituents will cause the segregation of particulates. The formation of brittle Al4C3 at the interface of a composite usually results in the degradation of mechanical properties, the reduction of reinforcement/matrix interfacial strength and increase in corrosion sensitivity. Also, due to its hydrophilic nature, Al4C3 promotes accelerated fatigue crack growth rates in MMCs in moisture environment. The formation of SiO2 layer on SiC will cause poor wettability which ultimately result in porosity. Another reason for improving wettability is heating of SiC particulate at 1000 °C and deep injecting of particulate in full vortex during stir casting. Due to deep injection of heated particulate in a vortex, particulates will not form any gas envelope. The XRD gives the support of our opinion of proper mixing of SiC particulates in the fabricated samples.

XRD spectra of (a) sample 1, (b) sample 2 and (c) sample 3.
Effect of percentage of SiC particulates on the mechanical properties
The mechanical properties of the fabricated composites show improvement in all aspects when compared with the base Al6063 matrix alloy. The improvement is obviously associated with the incorporation of hard SiC reinforcements. Figure 6(a)–(c) shows the variation of hardness, UTS and impact strength of the base Al6063 alloy and the developed composites, respectively.
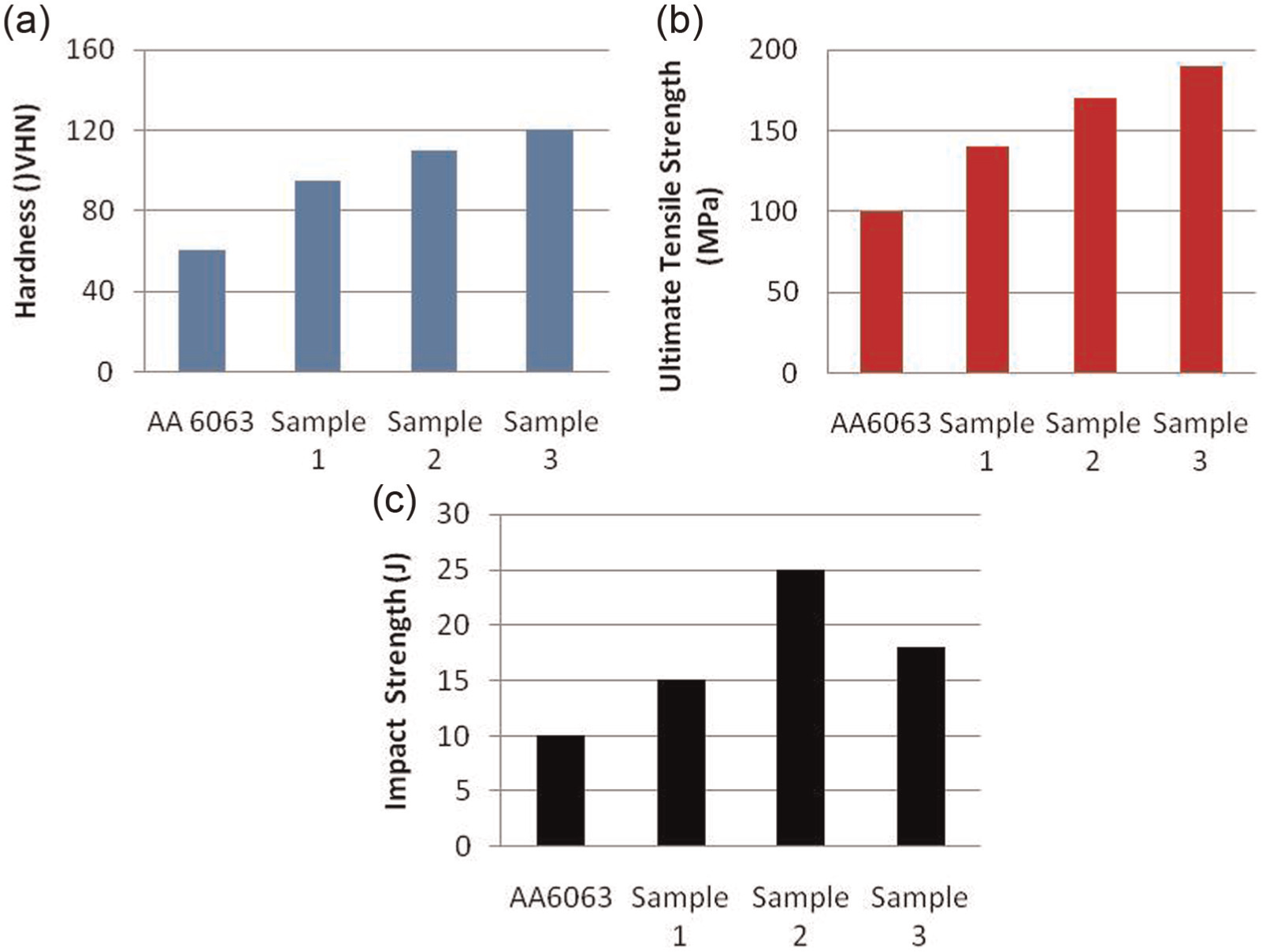
Variation of (a) hardness, (b) ultimate tensile strength and (c) impact strength of aluminum alloy 6063 matrix alloy and the fabricated composites.
It is observed from Figure 6(a) that hardness increases compared to 6063 aluminum alloy. An improvement of hardness is the evidence that the hardness of the samples tends to increase with an increase in the SiC content. Increase in hardness was attributed to the fact that hard SiC particulates in soft ductile matrix improve the hardness.
It reveals that the homogeneously distributed SiC particle increases the particulate concentration. This tends to increase the resistance to deformation due to strong bonding between SiC hard particulate and ductile base matrix alloy. Another reason is dislocation density, as the SiC concentration increases the dislocation voids filled with SiC particulates and resulted in improving hardness. An improvement in the hardness of the composite samples 1, 2 and 3 is 36.8%, 45.5% and 50%, respectively, when compared to the matrix alloy.
Figure 6(b) shows the variation of UTS of 6063 aluminum alloy and fabricated composite samples. It is observed from Figure 6(b) that the UTS of aluminum matrix increases as the volume percentage of SiC particulate increases. This improvement in UTS is mainly due to increases in SiC contents. Another reason for the resulting strengthening is the interaction between dislocations and SiC particles when the composites bear a load. The elements Si, Fe, Cu, Mn and Mg present in Al alloys increase tensile properties by forming precipitates such as Al2Cu, FeAl3, Mg5Al8 and Mg2Si during the fabrication process. An improvement in the UTS of the composite samples 1, 2 and 3 is 28.5%, 41.1% and 47.3%, respectively, when compared to the matrix alloy. Sample 3 shows a maximum UTS of 190 MPa with 15 vol.% SiC particulates.
The results of the impact tests of all fabricated samples and Al6063 matrix alloy were shown in Figure 6(c), in terms of impact energy. The results show the same trend as in case of hardness and UTS. The impact energy of the fabricated sample is more as compared to base 6063 aluminum alloy. The change in impact strength of composite samples 1, 2 and 3 is 33.4%, 60% and 44.4%, respectively, when compared to the matrix alloy. The impact strength increases with the increase in percentage of SiC particulates. It is observed from Figure 6(c) that impact strength increases with increase in SiC percentage up to 10%. Further addition of SiC concentration increases the brittleness. This increase in brittleness decreases the impact strength of composite. The changes in mechanical properties of composite samples with the matrix alloy are tabulated in Table 4. From the above discussion, it was concluded that the fabricated composite samples have improvement of 9.1%, 32.4% and 38% in hardness, UTS and impact strength, respectively, when compared to previous work. 13
Summarized results of changes in mechanical properties.

VHN: Vickers hardness number.
Figure 7 shows the SEM photographs of the tensile fracture surfaces of composite samples. From the SEM photographs, it is observed that the microscopic behavior of the tensile fracture of samples is brittle and microscopically ductile. Figure 7(a) shows the homogeneous distribution of voids in the fractured surface, which indicates the ductile fracture. Figure 7(b) and (c) shows decreased number of voids, as the samples contain a higher percentage of reinforced particulates. It is also observed that SiC particulates remain in contact with the matrix due to a strong particle–matrix interfacial bonding, which further dictates ductile features indicating heavy plastic flow of metals. Also, there is the particle–matrix interface cracking in this figure, which indicates the brittle fracture and strong bonding of particulates in the base matrix alloy. These SEM photographs clearly indicate an evidence of good bonding between matrix and the reinforcement particulate leading to improved hardness and UTS of composites as discussed in the earlier sections.

SEM photographs of the fracture surface of (a) sample 1, (b) sample 2 and (c) sample 3.
Conclusion
The following conclusions were drawn:
6063 aluminum alloy composites with 5, 10 and 15 vol.% SiC have been fabricated successfully.
SiC particles are uniformly distributed in the matrix according to the SEM analysis.
A desired incorporation of 5, 10 and 15 vol.% of SiC particulates in Al matrix was confirmed by EDAX analysis.
Peaks of Al and SiC and the absence of reactive constituents in XRD test confirm the stability of composite.
The results of DTA, TG and DTG analyses show that there are no degradation and material loss in the composites.
The fabricated samples have an improvement of 50%, 47.3% and 60% in hardness, UTS and impact strength, respectively, when compared to the matrix alloy.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.