
Abstract
Experimental studies on the overall efficiency performance of axial piston motor with a laser surface textured valve plate are developed to study the potential use of laser surface texturing in the form of spherical micro-dimples. This study adapts the fiber laser marking machine to machine micro-dimples with different dimensions on the surface of the valve plate for axial piston motor. In addition, these tests of the overall efficiency are given to the axial piston motor fixed to the valve plate with laser micro-dimples in order to find the relationship between the overall efficiency of the axial piston motor and different dimensions of micro-dimples on the surface of the valve plate. The regions of inner dead point and outer dead point of the valve plate are easily erodable because of the pressure pulsation. Therefore, in this study, micro-dimples are machined with different dimensions on the region of the valve plate for the axial piston motor. It is shown that the overall efficiency of the axial piston motor fixed to the valve plate with micro-dimples (area ratio of 5%) can be improved by 2.8%–6.1%, compared to that without micro-dimples; the overall efficiency of axial piston motor fixed to the valve plate with micro-dimples (diameter of 0.1 mm) can be improved by 0.8%–4.9%, compared to that without micro-dimples.
Introduction
Surface texturing as a means for enhancing the tribological properties of mechanical components is well known for many years, 1 and it is an emerging technology to generate hydrodynamic pressure in Newtonian laminar flow between two nominally parallel surfaces that move relatively to each other. 2 Of all the various technologies used for surface texturing, for example, machining, embossing, ion beam texturing, and etching, the laser surface texturing (LST) seems to be the most advanced of all known methods of surface texturing for tribological applications. 1 Different forms of surface texturing can be used for this purpose, for example, waves, 3 asperities,4,5 and dimples. 6 In the last decade, surface texturing in the form of micro-dimples was successfully used in several applications involving, for example, linear sliding in thrust bearings,7,8 mechanical seals,9,10 reciprocating sliding with squeeze effect in piston rings, 11 rotation in journal bearings,12–15 and circumferential gas seals. 16 Micro-textured surfaces can find application in fluid power systems like seals, pumps, and valves to significantly reduce friction and wear in these systems. 17 The friction losses of a bent-axis type hydraulic piston pump are particularly focused on by Yeh Sun Hong and Yoon Ho, 18 aiming at finding out which design factors influence its torque efficiency most significantly. It is shown that the viscous friction forces on the valve plate and input shaft bearing are the primary source of the friction losses of the bent-axis type pump, while the friction forces and moments on the piston are of little significance. Therefore, if the viscous friction forces on the valve plate are reduced, the torque efficiency can be improved largely. 18
The lubricating gaps are the primary source of energy dissipation in piston machines. Monika Ivantysynova and Jonathan Early Baker 19 presented results of a simulation study that investigates the effect that a wave-like micro-surface shape variation applied to the valve plate gap surface. Special attention is given to the relation between gap height, operating parameters, surface design, and power loss. The effect of waved surface amplitude and frequency is also studied. Results indicate that power loss in the cylinder block–valve plate interface can be reduced by over 50% on account of the waved surface compared to the standard cylinder block–valve plate interface design. 19 Ulrika Pettersson and Staffan Jacobson 20 investigated the potential of surface textures to improve the friction situation of the piston/roller contact in hydraulic motors at low speed and high pressure. Lars Leonhard and Hubertus Murrenhoff 21 presented that the piston with the micro-dimples can improve the overall efficiency of axial piston motor. Deng et al.22,23 presented a new method for calculating leakage of textured port plate pair suggested in their article. The effects of micro-pits’ diameter, depth, and area ratio on leakage were studied, and the basic mechanism was analyzed in the same time. 22 They investigated the textured port plate in low-pressure area, in order to deal with the problems in axial piston pump such as uneven loading of port plate pair, offset load moment of port plate, and bad lubrication of port plate pair in low-pressure area. 23 However, there is no research on the relation between dimensions of micro-dimples on the surface of the valve plate and the overall efficiency of axial piston motor. The relatively high power loss in the cylinder block–valve plate interface limits the improvement of the overall efficiency of axial piston motor. In order to reduce power loss and improve the overall efficiency of axial piston motor, a micro-dimples surface applied to the cylinder block–valve plate interface is investigated by an experiment in this study.
Valve plate with laser micro-dimples
Design of structure
The regions of inner dead point and outer dead point of the valve plate are easily erodable because of pressure pulsation. Therefore, micro-dimples with different dimensions were machined on the surface of the valve plate for axial piston motor, in order to increase the load-carrying capacity of oil film, reduce friction force, and improve mechanical efficiency. The structure of the valve plate with laser micro-dimples is shown in Figure 1.
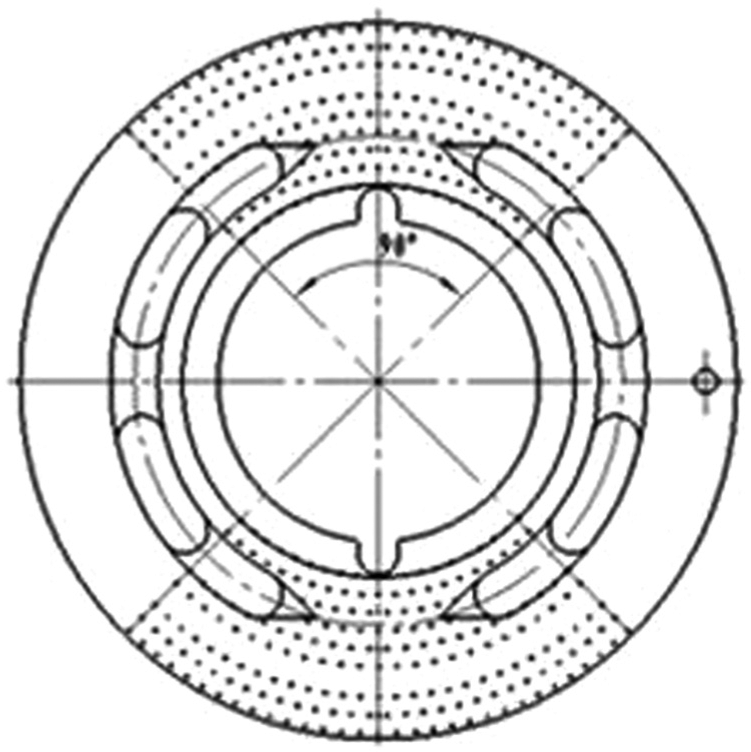
Schematic of a laser surface textured valve plate.
Mathematic model
When the cylinder block rotates at a constant angular velocity, an annular thin film of lubricant produces between the cylinder block and the valve plate. Each of these micro-dimples can serve as a micro-hydrodynamic bearing in the cases of full or mixed lubrication, a micro-reservoir for lubricant in cases of starved lubrication conditions, or a micro-trap for wear debris in either lubricated or dry sliding. 1
It is assumed that an annular thin film of lubricant between the cylinder block and the valve plate was similar to the oil film between stationary and moving plate on mechanical seal. The mathematic model is given, which is shown in Figure 2.
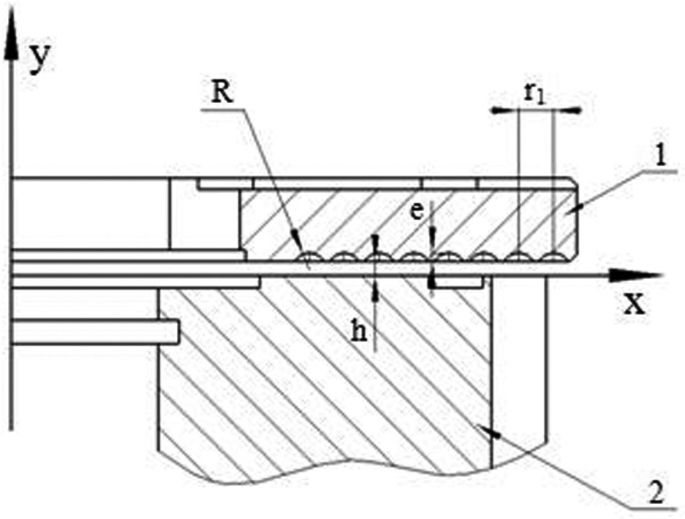
Distribution and dimensions of dimple texturing.
In order to establish the mathematic model of oil film between the cylinder block and the valve plate conveniently, it is assumed as follows:
Gravity can be neglected.
The gap flow between the cylinder block and the valve plate with micro-dimples is assumed to be laminar flow and Newtonian fluid.
The velocity of fluid particle adjacent to the boundary surface is identical to the velocity of the boundary surface.
Inertial force can be neglected in comparison to viscous force, including fluid acceleration force and centrifugal force induced by curvature.
The temperature of the gap flow between the cylinder block and the valve plate with micro-dimples is uniform.
The fluid is incompressible.
The oil film thickness between the cylinder block and the valve plate with micro-dimples is assumed to be the same.
The effect of curvature can be neglected, which means that the relative sliding velocity U between the cylinder block and the valve plate is a constant.
The cylinder block and the valve plate with micro-dimples do not deform.
According to Reynold’s equation
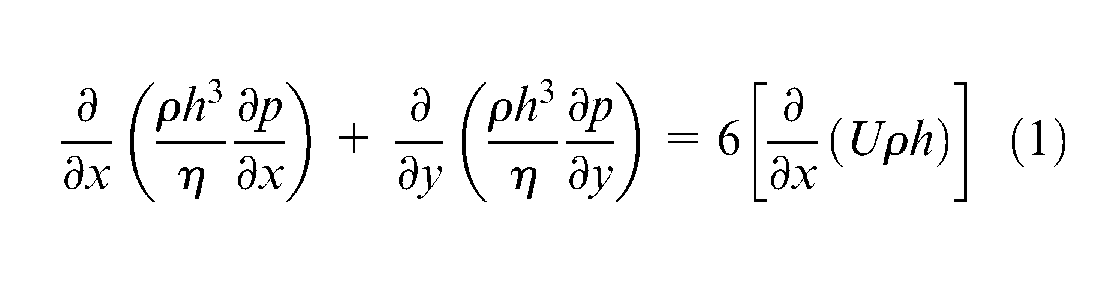
where x is dimension in x coordinate (mm), ρ is density of hydraulic oil (kg/m3), h is thickness of oil film between cylinder block and valve plate (mm), η is kinetic viscosity of hydraulic oil (Pa s), p is fluid pressure of oil film between cylinder block and valve plate (Pa), y is dimension in y coordinate (mm), and U is sliding velocity of cylinder block (mm/s).
It is easy to know that the thickness of oil film, pressure of gap flow, and viscosity of hydraulic oil are the important factors for fluid dynamic lubrication equation. The terms on the left-hand side of the equation present that the pressure of hydraulic oil changes with changing x, y values; the terms on the right-hand side of equation stand for the effect of pressure of oil film. When oil fluid flows through micro-dimples, it produces positive and negative hydrodynamic pressure forces. The hydrodynamic pressure and squeeze film pressure between stationary and moving plates on mechanical seal produce the opening force and improve the load-carrying capacity, so the friction force reduces. 24
The diameter, depth, and area ratio of micro-dimples have important effect on the overall efficiency of axial piston motor. The area ratio of micro-dimples on the surface of the valve plate is shown in equation (2)
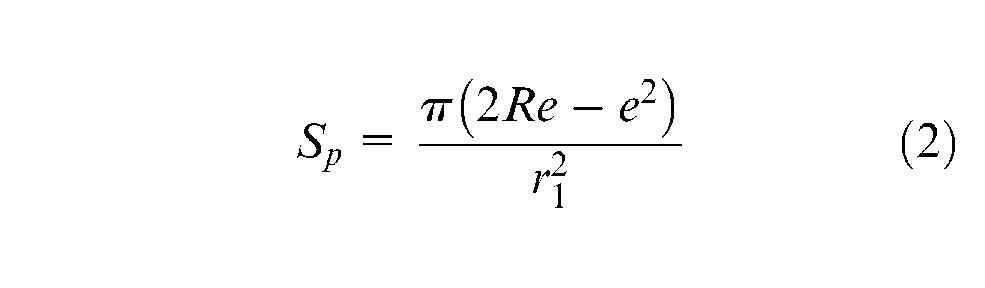
where Sp is area ratio of micro-dimples, π is constant (π = 3.1415926), R is radius of micro-dimples (mm), e is depth of micro-dimples (mm), and r1 is interval distance between two micro-dimples (mm)
Test specimens
The valve plate of axial piston motor was machined on the fiber laser marking machine, as shown in Figure 3.
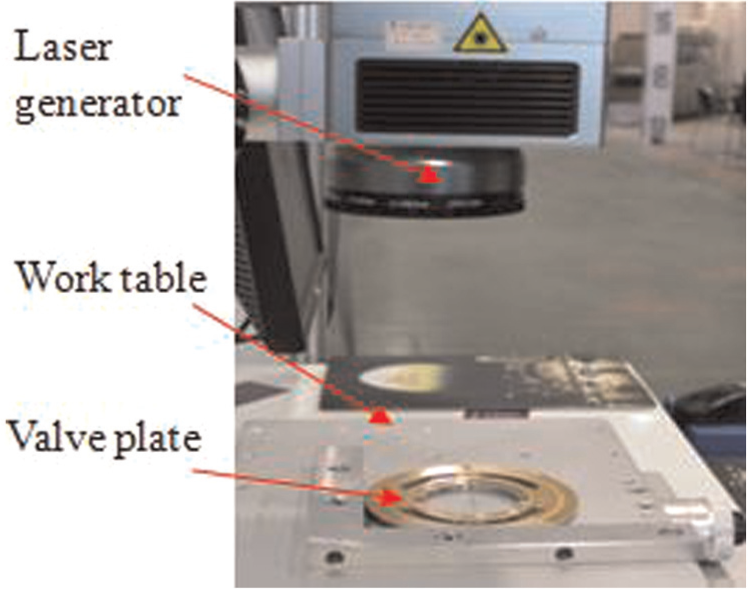
Fiber laser marking machine.
Micro-dimples on the surface of the valve plate were machined by the method of point-by-point scanning and interval pulse machining. The valve plate specimens were made of copper alloy material with hardness of 17 HRC, and the cylinder block specimens were made of ductile cast iron with hardness of 390 HV5 (as shown in Figure 4).
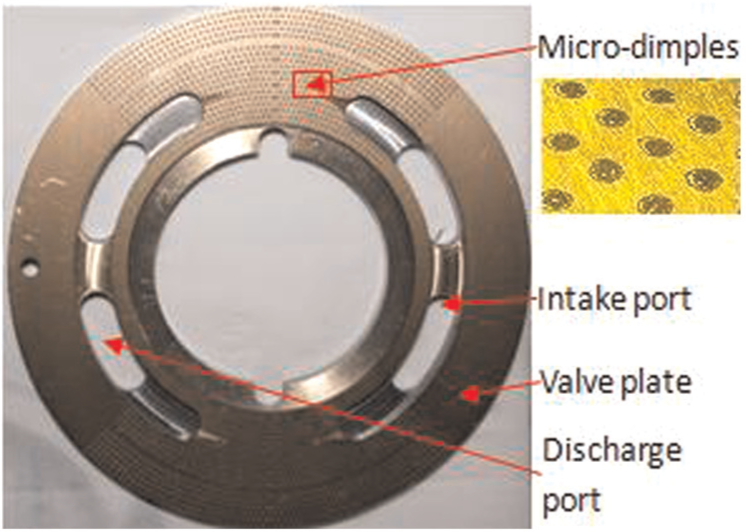
A laser surface textured valve plate.
Figure 5 shows the optical images of the laser textured surface of the valve plate. The diameter of micro-dimple is about 100 µm, the transverse distance of micro-dimple is about 290 µm, and the depth of micro-dimple is about 10 µm; so according to equation (2), the calculated pore area ratio is about 10%.
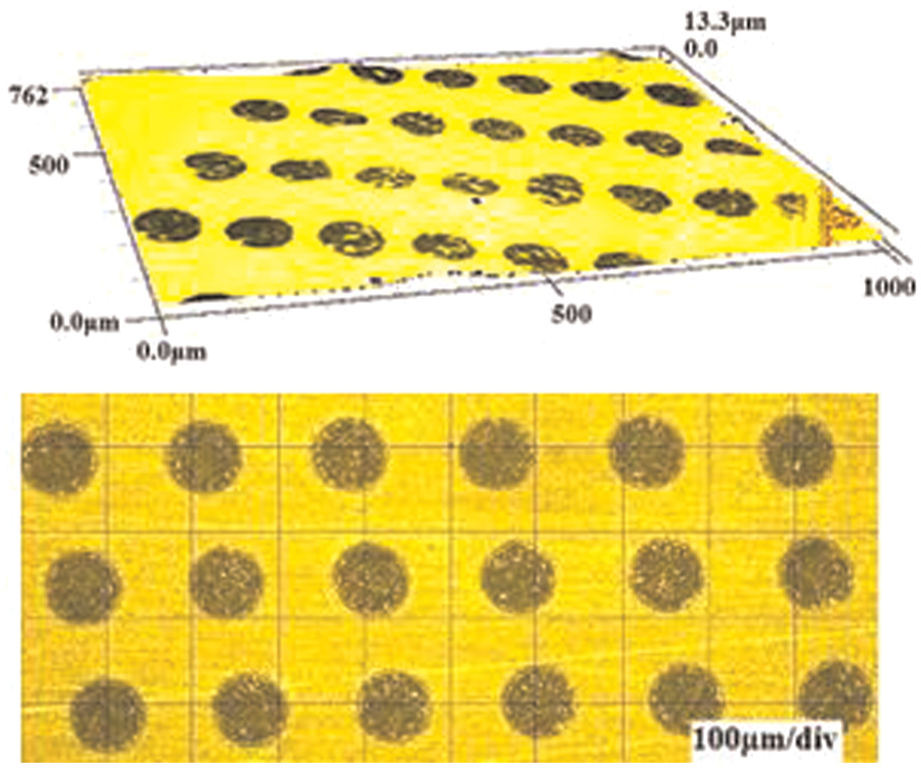
Optical images of laser textured surface of valve plate.
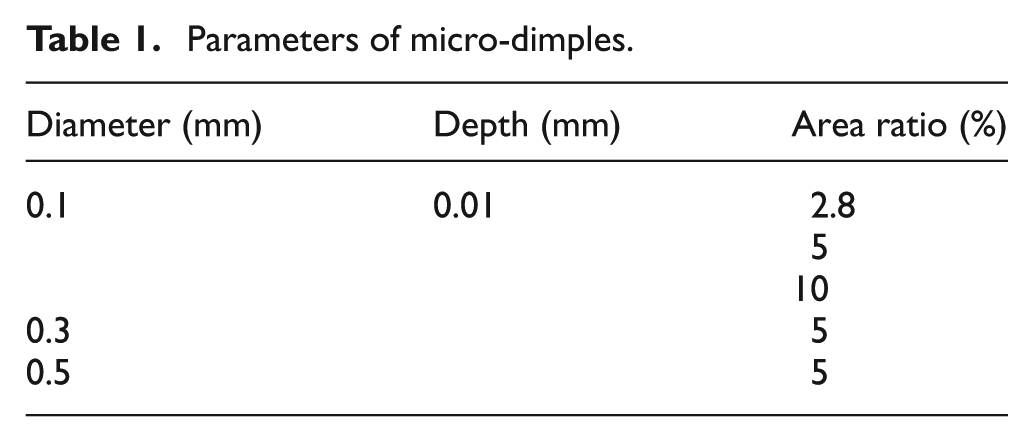
It can be seen from Figure 5 that during laser texturing process, materials of the valve plate absorbing laser energy were ejected out of the surface as a result of plastic deformation. For the high energy density, ablation area formed rapidly, and melt material around the pores was the typical feature of laser-induced microstructure. The energy and interaction time between laser beam and target material engendered an orbicular area surrounding the pore, called “heat-affected zone,” 25 and therefore, the valve plates with micro-dimples were polished smooth to a surface roughness of 0.2 µm by hand on the polishing table, but the micro-dimples were still left on the surface of the valve plate. The parameters of micro-dimples on the surface of the valve plate are listed in Table 1.
Parameters of micro-dimples.
Results and discussion
Test of friction coefficient
The principle of the friction coefficient experiments between the cylinder block and the valve plate with micro-dimples is shown in Figure 6. The upper specimen holder mounts to the suspension, and the universal joint is held in the holder. The link flange is held by the lower specimen holder. The lower specimen drives are attached to the drive base, which has adjustments for leveling the lower drive. The friction coefficient experiments between the cylinder block and the valve plate with micro-dimples are performed using disc-on-disc reciprocating setup. The flat-on-flat test unit used during testing is a CETR UMT-3 (Center for Tribology Inc., Campbell, CA, USA) test system with a modification of specimen holder (as shown in Figure 7).
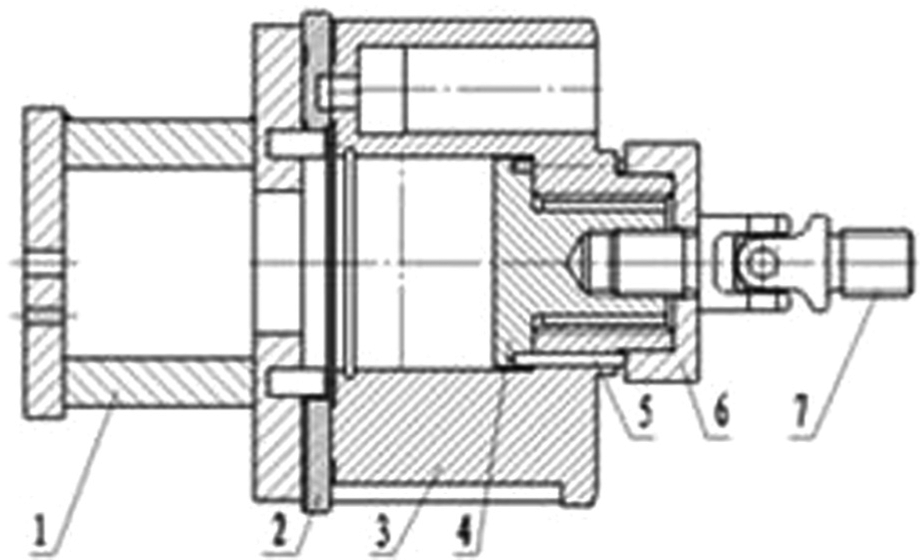
Schematic of friction coefficient test for a laser surface textured valve plate.
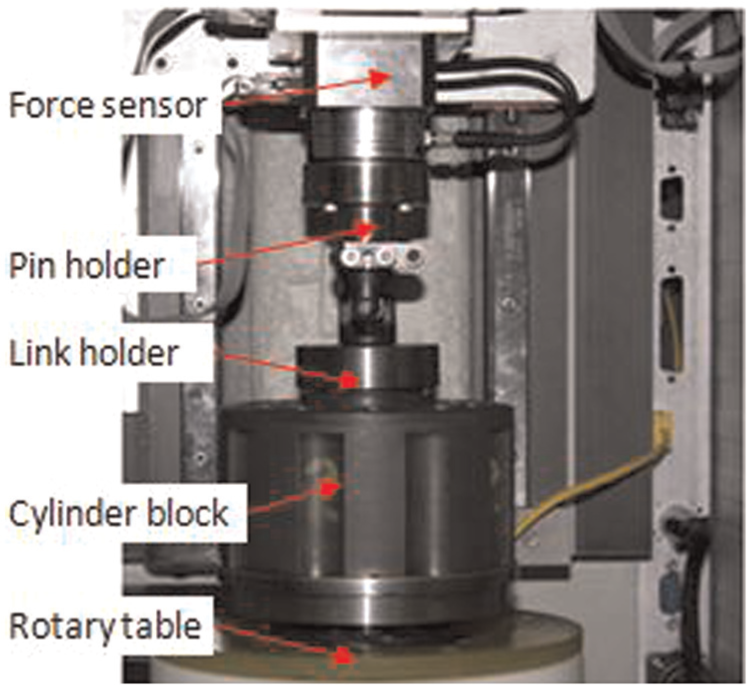
Test of friction coefficient for a laser surface textured valve plate on CETR UMT.
During the test of friction coefficient, hydraulic oil was injected into the gap between the cylinder block and the valve plate with micro-dimples, the rotational speed of cylinder block was from 50 to 300 r/min, the axial load was 110 N, and the depth of micro-dimples was 0.01 mm. The friction coefficient between the cylinder block and the valve plate with micro-dimples was shown in Figure 8.
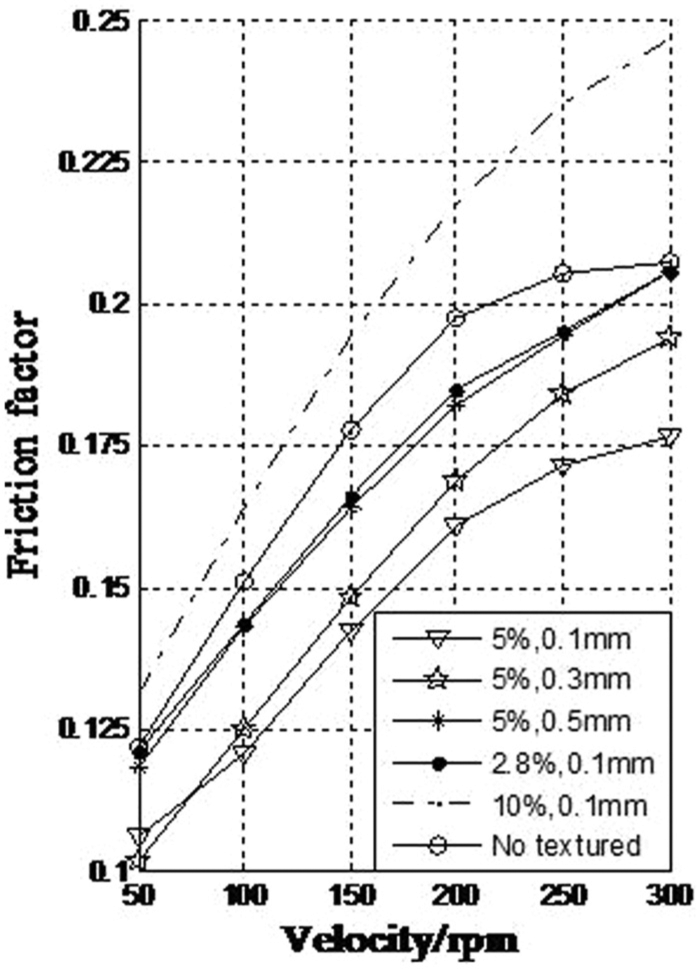
Friction factor with different velocities under axial load of 110 N and depth of 0.01 mm.
At the same operational condition, the average value of friction coefficient between the cylinder block and the valve plate without micro-dimples is higher than those with micro-dimples, except that with micro-dimples (area ratio of 10% and diameter of 0.1 mm). It is presented that micro-dimples on the surface of the valve plate can reduce the friction coefficient between the cylinder block and the valve plate. During the course of test, the partial erosion phenomenon in valve plate interface occurs, because universal joint can move freely.
Test of overall efficiency of axial piston motor
These valve plates with different dimensions of micro-dimples and without micro-dimples are assembled at the same axial piston motor, and a test of overall efficiency of axial piston motor is given (as shown in Figure 9). The overall efficiency curve of axial piston motor at different operational conditions is given in the following. Figure 10 shows the overall efficiency of axial piston motor under different diameters of micro-dimples. The overall efficiency (Figure 10(a)) of axial piston motor fixed to the valve plate with micro-dimples (diameter of 0.1 mm) is highest, followed successively by the one with the diameter of 0.3 mm, without micro-dimples and with the diameter of 0.5 mm.
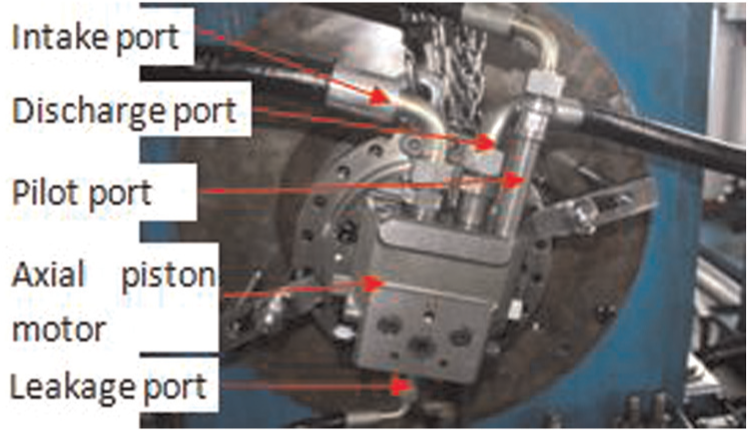
Test of overall efficiency for axial piston motor on test rig.
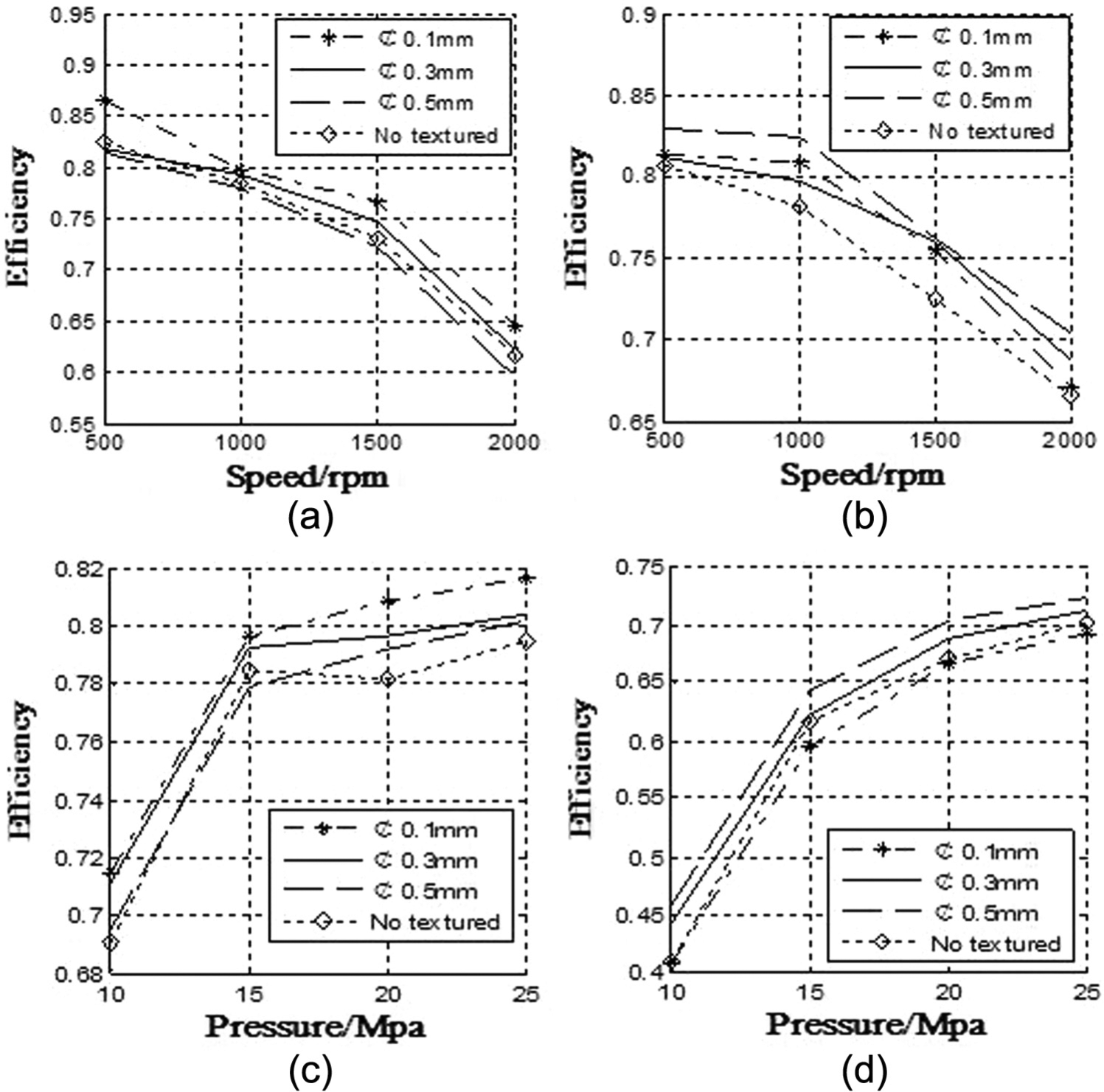
Overall efficiency of axial piston motor under different diameters of dimples: (a) area ratio of 5% and difference pressure of 15 MPa, (b) area ratio of 5% and difference pressure of 20 MPa, (c) area ratio of 5% and rotation speed of 1000 r/min, and (d) area ratio of 5% and rotation speed of 2000 r/min.
As can be seen in Figure 10(b), the overall efficiency of axial piston motor fixed to the valve plate with micro-dimples (diameter of 0.5 mm) is highest among all the specimens. However, the one without micro-dimples is lowest. In addition, the one with the diameter of 0.3 mm is between the diameter of 0.1 mm and without micro-textures at a rotational speed of lower than 1250 r/min; in contrast, the one with the diameter of 0.3 mm is between the diameter of 0.1 and 0.5 mm at a rotational speed higher than 1250 r/min.
The overall efficiency (Figure 10(c)) of axial piston motor fixed to the valve plate with micro-dimples (diameter of 0.1 mm) is highest among all the specimens. Furthermore, the one with the diameter of 0.3 mm is higher among all the specimens, and the one without micro-dimples is lowest among all the specimens except from the special condition of pressure of 15 MPa and rotational speed of 1000 r/min.
The overall efficiency shown in Figure 10(d) of the axial piston motor fixed to the valve plate with micro-dimples (diameter of 0.5 mm) is highest among all the specimens, followed successively by the one with the diameter of 0.3 mm among all the specimens. In addition, the one with the diameter of 0.1 mm is lowest among all the specimens, and the one without micro-dimples is between 0.1 and 0.3 mm. Figure 11 shows the overall efficiency of axial piston motor under different area ratios of micro-dimples.
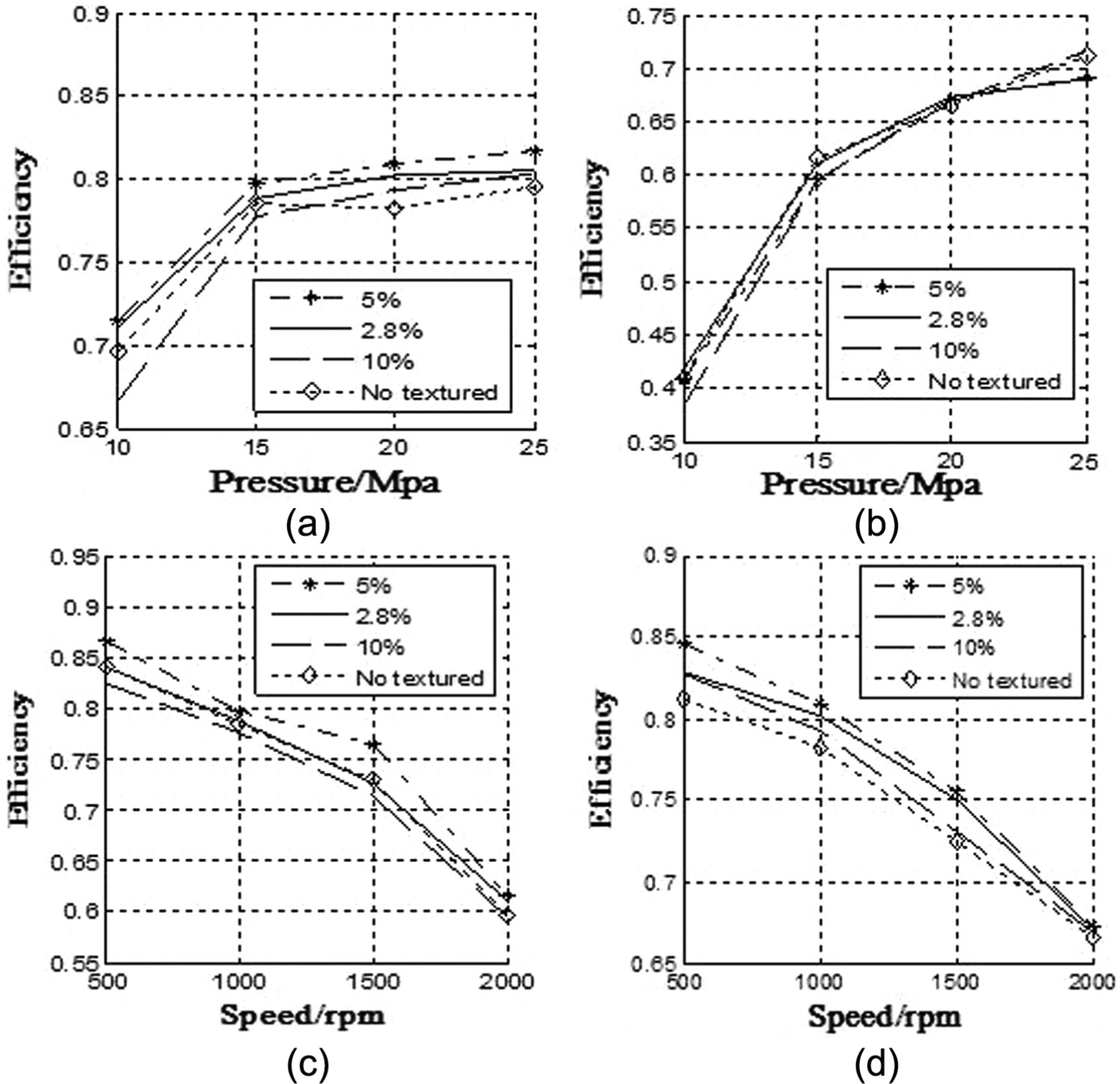
Overall efficiency of axial piston motor under different area ratios of dimples: (a) diameter of 100 µm and rotation speed of 1000 r/min, (b) diameter of 100 µm and rotation speed of 2000 r/min, (c) diameter of 100 µm and difference pressure of 15 MPa, and (d) diameter of 100 µm and difference pressure of 20 MPa.
As can be seen in Figure 11(a), the overall efficiency of axial piston motor fixed to the valve plate with micro-dimples (Sp = 5%) is highest among all the specimens, followed successively by the one with the area ratio of 2.8% among all the specimens. In addition, the one with the area ratio of 10% is lower than that without micro-dimples at the pressure of lower than 17 MPa; in contrast, the one with the area ratio of 10% is higher than that without micro-dimples at the pressure of higher than 17 MPa.
The overall efficiency (Figure 11(b)) of axial piston motor fixed to the valve plate without micro-dimples is highest among all the specimens, followed successively by the one with the area ratio of 2.8% among all the specimens. In addition, the one with the area ratio of 5% is near to the one with the area ratio of 10% and nearly lowest among all the specimens.
As can be seen in Figure 11(c), the overall efficiency of axial piston motor fixed to the valve plate with micro-dimples (Sp = 5%) is highest among all the specimens. Furthermore, the one with the area ratio of 2.8% is near to the one without micro-dimples, and the one with the area ratio of 10% is lowest among all the specimens. Figure 11(d) shows that the overall efficiency of axial piston motor fixed to the valve plate with micro-dimples (Sp = 5%) is highest among all the specimens, followed successively by the one with the area ratio of 2.8%; in addition, the one without micro-dimples is lowest among all the specimens.
Conclusion
At a load of 110 N and rotational speed of the valve plate without micro-dimples from 50 to 300 r/min, the mean value of frictional coefficient changes from 0.1218 to 0.2072. In contrast, at a load of 110 N and rotational speed of the valve plate with micro-dimples from 50 to 300 r/min, the mean value of frictional coefficient changes from 0.1017 to 0.1767.
The overall efficiency of axial piston motor fixed to the valve plate with micro-dimples (Sp = 5%) can be improved by 4% and 4.6%, respectively, by increasing the rotational speed of the cylinder block, with the following parameters: difference pressure of 15 and 20 MPa, respectively, between suction port and pressure port, compared to that without micro-dimples. The overall efficiency of axial piston motor fixed to the valve plate with micro-dimples (Sp = 5%) can be improved by 2.8% and 6.1%, respectively, at the difference pressure increasing between suction port and pressure port, with the following parameters: rotational speed of 1000 and 2000 r/min, respectively, compared to that without micro-dimples. The overall efficiency of axial piston motor fixed to the valve plate with micro-dimples (R = 0.05 mm) can be improved by 2.7% or 4.9%, respectively, by increasing the rotational speed of cylinder block, with the following parameters: difference pressure of 15 and 20 MPa, respectively, between suction port and pressure port, compared to that without micro-dimples. The overall efficiency of axial piston motor fixed to the valve plate with micro-dimples (R = 0.05 mm) can be improved by 2.6% or 0.8%, respectively, by increasing the difference pressure between suction port and pressure port, with the following parameters: rotational speed of 1000 and 2000 r/min, respectively, compared to that without micro-dimples.
On the whole, at a certain operational condition, the suitable dimension of micro-dimples on the surface of the valve plate can produce hydrodynamic effect and lift force. With the load-carrying capacity improving, the frictional coefficient is decreased. Furthermore, the overall efficiency of axial piston motor will be improved largely. There is the potential use of LST in the form of spherical micro-dimples for the improvement of the overall efficiency performance of axial piston motor with a laser surface textured valve plate.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.