
Abstract
Micro punching is potentially useful for the mass production of micro features. Punched holes have problems with burrs, debris and pullout fragments left by punching. Planetary stirring is proposed for the finishing of micro features such as punched micro holes. Natural sand is used as the abrasive. The specimen is immersed in sand grains in a bowl that is then put under rotational and orbital movement. No fixture is required to prevent the specimen from collision damages during processing. Initial experiments were conducted. Morphology of the holes was studied using scanning electron microscopy and energy-dispersive X-ray spectroscopy. Results showed that debris was removed, burrs were basically cleared and pullout fragments were substantially eroded. Micron- and submicron-sized particles are produced during finishing. Accumulation of such particles at the micro holes can obstruct the finishing process. It is important that the holes are adequately finished before severe accumulation occurs.
Introduction
Advances in optics, electronics, telecommunication, transportation and medical fields lead to challenges in micro fabrication, miniaturization and multifunctional technologies in manufacturing. Feature sizes are in the range of a few microns up to hundreds of microns.1,2
Investigators have looked for various methods for the manufacture of miniature parts. Many have used machining methods such as electric discharge machining (EDM) 3 and laser4,5 to produce micro features. Micro EDM and micro laser cutting are capable of precision in the micron range. These processes are rather accurate as they do not involve physical contact. Micro grinding 6 and micro cutting7–11 can be slightly less accurate as they involve physical contact.
Economic manufacture of micro features can be obtained through mass production. Processes suitable for mass production include micro molding, 12 lithography 13 and micro punching.14–17 Micro molding and lithography are limited mainly to plastic or semiconductor materials. Micro punching is suitable for producing metallic features from sheet stock.
Features obtained from micro punching contain debris such as shear marks and burrs. They are present due to a combination of shear and ductile fracture during punching and are also related to the material properties and the uniformity of the clearance. The debris can hinder the normal functionality of micro features and prevent the proper assembly of micro components to form micro systems.
The purpose of this article is to report a finishing process for the removal of debris from holes produced by micro punching. Finishing is realized with the agitation of abrasive grains through planetary stirring. Natural sand is used as the abrasive due to its environmental friendliness. The focus is on the influence of the processing time on the removal of debris and burrs. Removal results, underlying mechanism and technical issues will be presented and discussed. The work is also expected to be relevant to the finishing of a wide range of micro components produced by various micro machining and forming processes.
Specimens, finishing process and experiments
Specimens
Micro holes were punched from titanium foil by micro punching. The foil thickness was 200 µm, and the nominal diameter of the punched holes was 175 µm. A specimen with a row of six through holes is shown in Figure 1. It was cut from a long tape of Ti foil after punching. Acute corners of the specimen were trimmed to prevent stress concentrated during finishing.
A specimen of Ti foil with six punched micro holes.
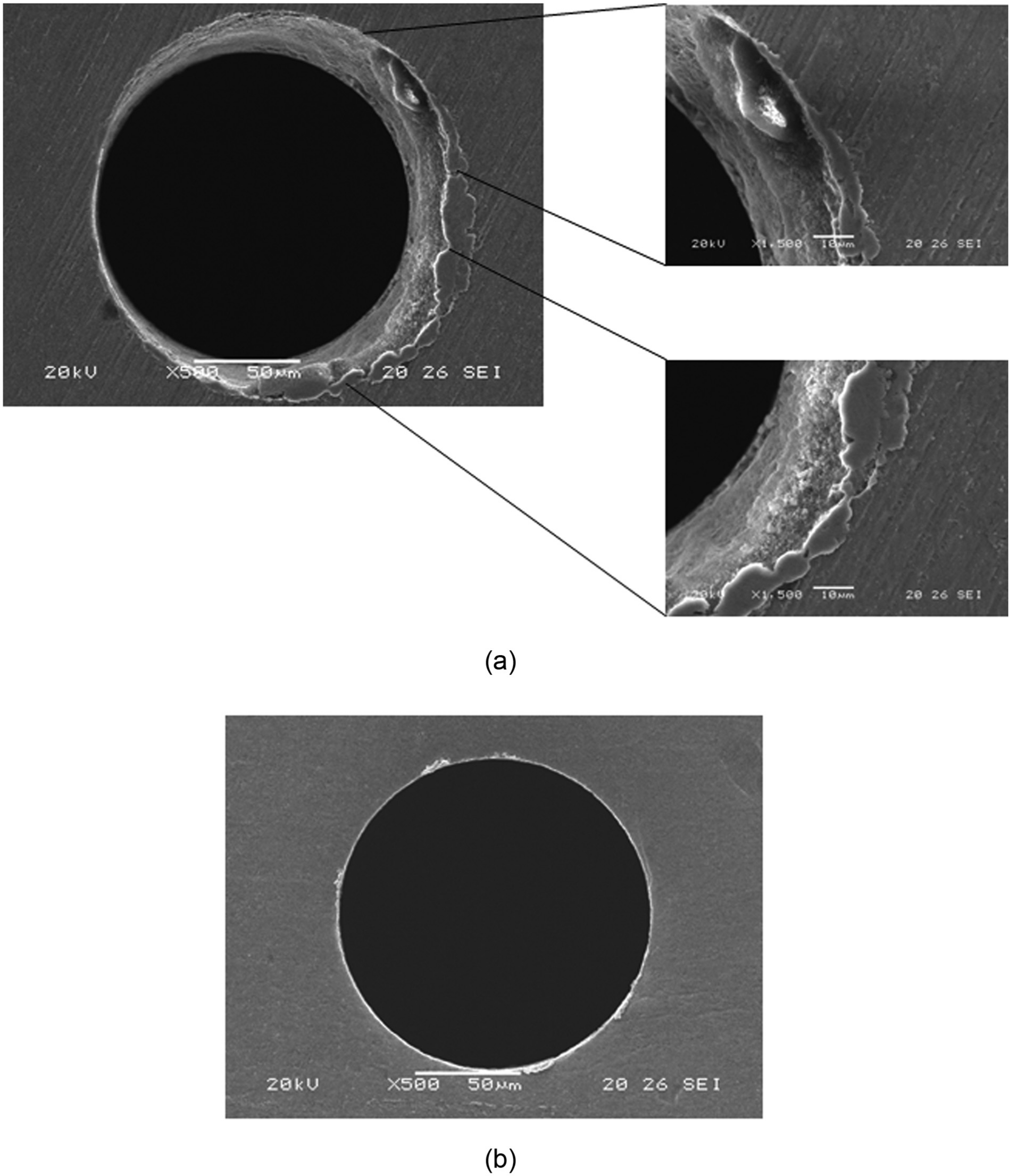
Images of a hole punched are shown in Figure 2. Specimens in the experiments are of similar quality. They were punched after about 500 shots, when the punch condition was stable after the worn-in period. 17 Debris and burrs on both the top and the bottom sides were observed after punching. They were mainly Ti from the foil as suggested by measurements from energy-dispersive X-ray spectroscopy. Temperature of the punch zone could be as high as 1000 °C. Debris sheared off during punching could be reattached to the foil.
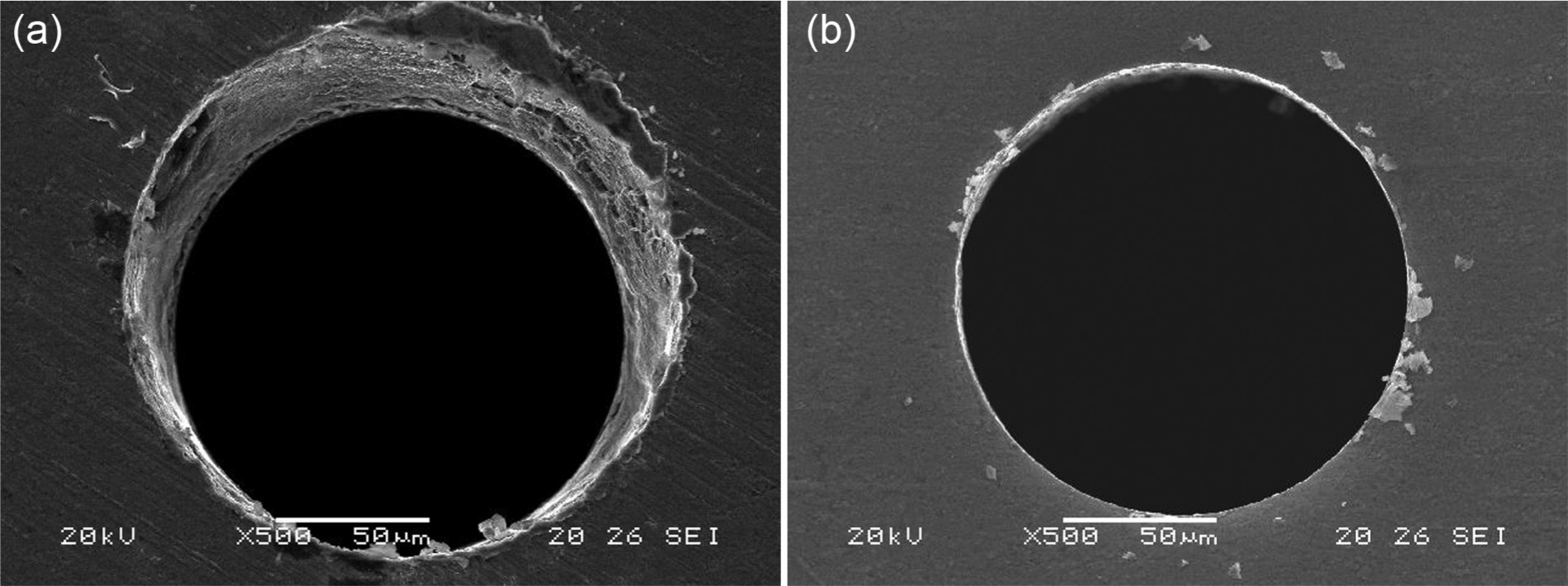
Morphology of a hole produced by micro punching: (a) top and (b) bottom.
A rather rough-looking edge region was left on the top, as the punch was forced through the foil to produce the hole. Large fragments were still attached to the top edge. They were possibly foil material stuck to the punch and left attached to the edge of the hole as the punch was pulled back from the hole.
Debris in the bottom side was sparsely distributed near the edge of the hole. Small burrs at the periphery of the hole could also be seen from the bottom.
In addition, there were small pieces of debris attached to the top side and the inner wall of the hole.
Planetary stirring
Ball milling is a process for grinding materials into fine powder. Grinding balls are mixed with the material in a container. Spinning the container reduces the material into powder form through rubbing and tumbling of the balls against the material. In planetary ball milling, the grinding bowls rotate around their own axis as they orbit around a central axis. The grinding process is enhanced by the extra collision and agitation due to the orbital movement.
A setup for planetary ball milling is adopted for finishing of micro holes, which is termed planetary stirring. Instead of grinding balls, abrasive particles are put in the bowl together with the specimen. For ball milling, the balls are hard compared to the material to be ground. Here, the abrasive particles are chosen to have higher hardness than the specimen for effective processing of the specimen. The specimen is immersed in abrasive particles in the bowl. Finishing action is realized with relative movement between particles and the specimen, as the bowl undergoes rotational and orbiting movement. Protrusions and larger asperities are removed from the specimen as the hard and rough particles collide with the specimen or roll/slide on its surfaces. Adequate abrasive particles are put in, so that the specimen is always embedded in the particles as the bowl undergoes agitation. Forces from particles on both sides of the specimen are more or less balanced, so that the resultant bending moments are small and the specimen is not deformed or damaged due to collision and agitation.
Experimental setup and procedures
Experiments of micro hole finishing were performed using a planetary mono mill PILVERISETTE 6. Fine natural sand grains were used as abrasive particles (Figure 3). The average size of the grains was 65–85 µm according to the supplier.
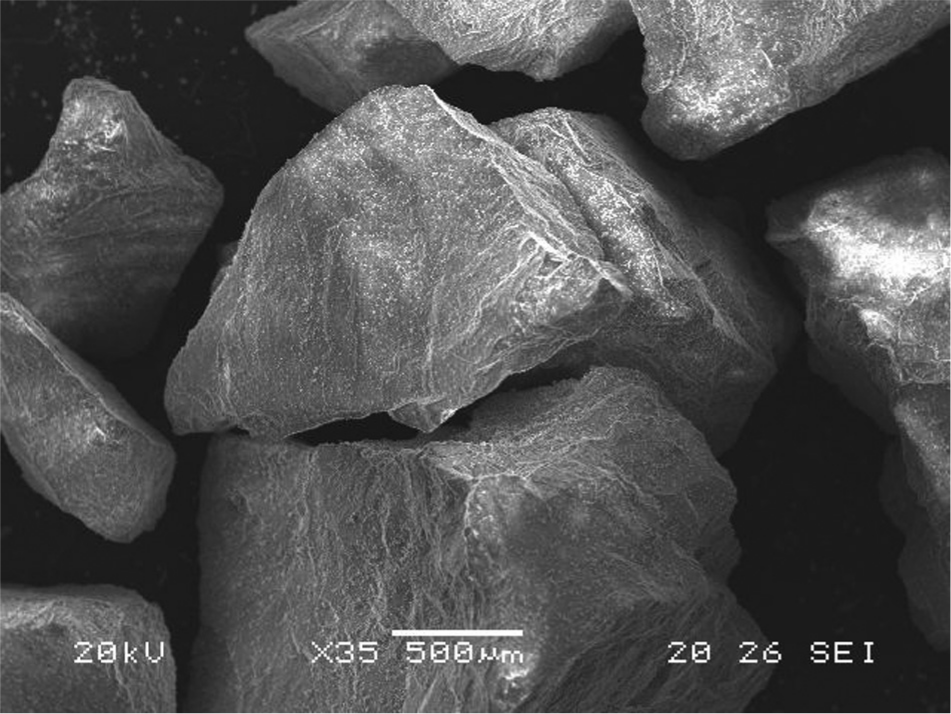
Natural sand as abrasive.
In each experiment, one specimen was placed in the stainless steel bowl (volume 500 mL) together with 100 mL of sand grains. Processing was done under vacuum to prevent oxidation and contaminations.
The disk speed was set at 200 r/min. Higher speeds were not adopted as they either led to excessive abrasion of the specimen or severe shaking of the support bench. The disk direction was reversed after each 5-min period for more even agitation.
The main focus was the effects of the processing time on the micro holes. Processing times of 10, 20, 30, 40 and 60 min were selected. Each experiment was repeated five times to ensure repeatability of the results. Fresh abrasive particles were used in each experiment.
Conditions and surface morphology of the polished micro holes were observed using scanning electron microscope (SEM) JEOL/JSM-5600 and energy-dispersive X-ray spectroscopy. All the processed specimens were carefully cleaned by acetone and pure ethyl alcohol before observation.
Results and discussion
Specimens were processed using the proposed finishing method. Obvious improvements in the finishing of the micro holes were observed. It was also confirmed that even the foil specimens were not supported/protected by fixture, the specimens were not noticeably deformed amid the tumbling and spinning action inside the bowl.
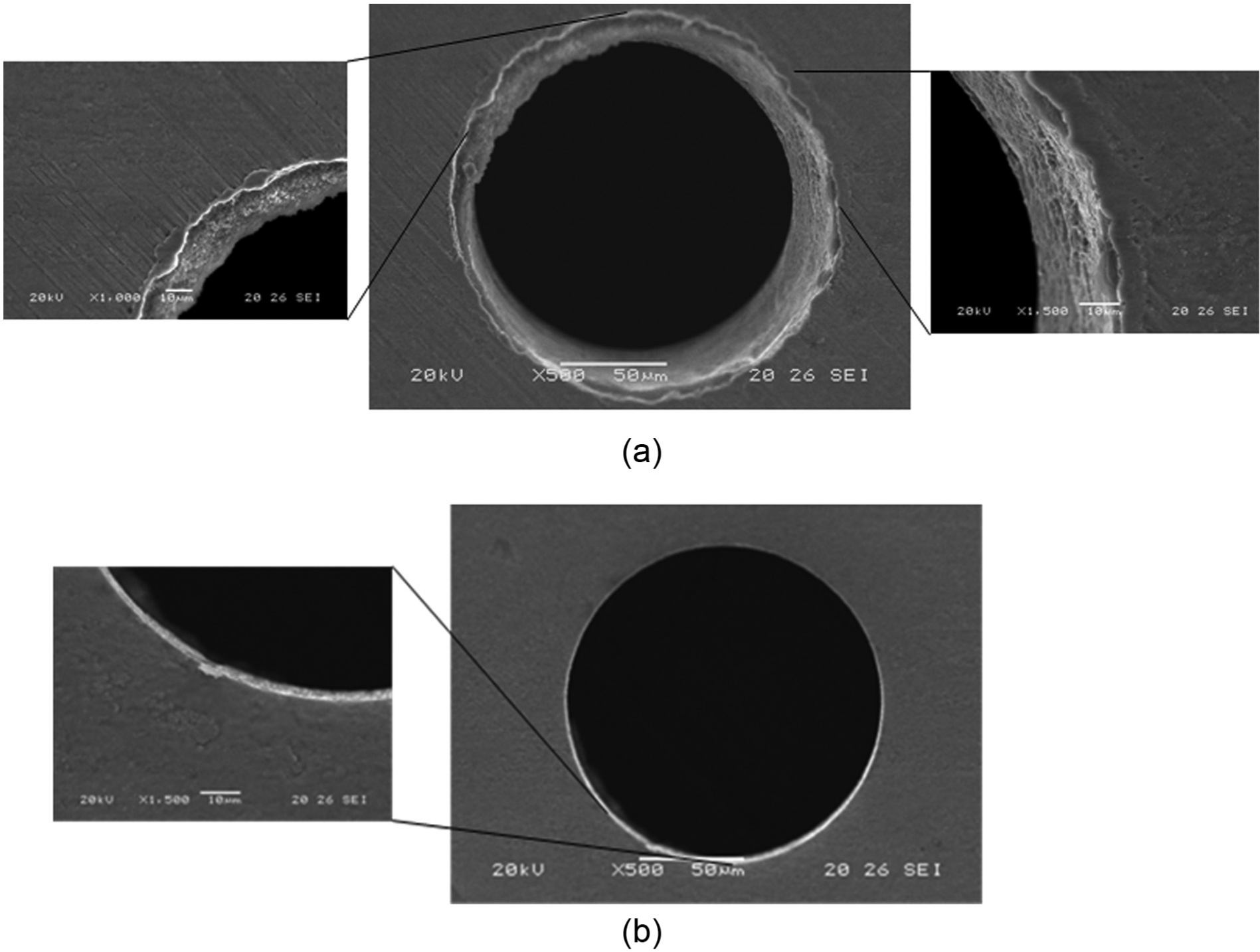
Images of a micro hole after 10-min processing are shown in Figure 4. Much of the debris attached to the top and bottom sides and the inner surface was no longer present after 10 min. It was likely that those small pieces were fused to the specimen after they were broken off from the specimen during punching. They were relatively easy to remove upon rubbing with the sand grains. Debris attached to the inner wall was also removed. This confirmed that the smaller sand grains were able to either pass through the hole or to reach the debris in the hole. Burrs at the bottom edge were either lowered or totally removed in the erosion process. Likewise, the edge region on the top side was smoothened.
Morphology of a micro hole after 10-min processing: (a) top (inset: fragments attached to the top edge) and (b) bottom.
Fragments (Figure 4(a), inset) attached to the top edge were flattened to form terraces around the perimeter of the hole. Their worm-like shapes suggested that the fragments were narrowed by action of sand. Tiny puddles of micro-sized sand grains were seen at the top edge near those fragments (Figure 4(a), inset). Those microscopic grains were fractured from bigger grains under collision and rubbing. Some remained jammed or attached to the specimen.
Shown in Figure 5 are images of a micro hole after 20-min processing. The hole was basically free from loosely attached debris. Burrs at the bottom edge were further lowered. Those flattened fragments were slimmer than before. More accumulation of the microscopic grains was found, not only to the fragment regions but also to the edge regions (Figure 5(a), insets). Their sizes were in the micron and submicron range. Continued accumulation might possibly be due to van der Waals or intermolecular forces.
Morphology of a micro hole after 20-min processing: (a) top (inset: fragment and edge regions) and (b) bottom.
The quality of the hole continued to improve with further increase in processing time. After 30 min (Figure 6), burrs in the bottom edge were no longer visible, with exceptions of isolated small pieces (Figure 6(b), inset). Burrs were protrusions from the edge. Their bonding to the substrate was much stronger than that of the reattached debris. Tiny burrs were particularly hard to be removed. The impact energy from a grain of sand depended on the grain size. Those burrs could not be effectively removed by impact from smaller grains. Yet, the chance that tiny burrs were impacted by the larger sand grains was relatively low.
Morphology of a micro hole after 30- min processing: (a) top (inset: fragment and edge regions); (b) bottom (inset: burrs gone except isolated small ones).
The fragment terraces on the top side became very thin. They were noticeable mainly under higher magnification (Figure 6(a), right inset). In addition, more grains were gathered around the edge of the hole as well as stuck to the inner wall of the hole through attraction forces (Figure 6(a), left inset).
The quality of the holes was not improved with further processing. However, more sand was accumulated after 40 min (Figure 7). The attachment of sand grains to the edge regions and inner wall could be observed from the bottom side as well as from the top side.
Morphology of a micro hole after 40-min processing: (a) top and (b) bottom.
A band of jagged foil material was spotted around the top surface near the edge of the hole. Possibly it was produced as foil material broke from the punch when it was pulled back from the hole. It was not clearly noticed before because (1) the feature size was small compared to those fragments observed at earlier times (i.e. Figure 4) and (2) parts of the band were rolled back against the surface of the specimen. Apparently, sand abrasion could only reduce the width of the band to a few microns. Occasionally, parts of the band were bent toward the hole. Due to the support of sand gathered underneath, it was unlikely that their posture could be reversed in subsequent processing.
More micron-sized sand particles were accumulated upon further processing. After 60 min (Figure 8), the entire hole was filled with sand. Further improvement of the quality of the hole was not observed. The finishing process was basically stopped as the hole was clogged.
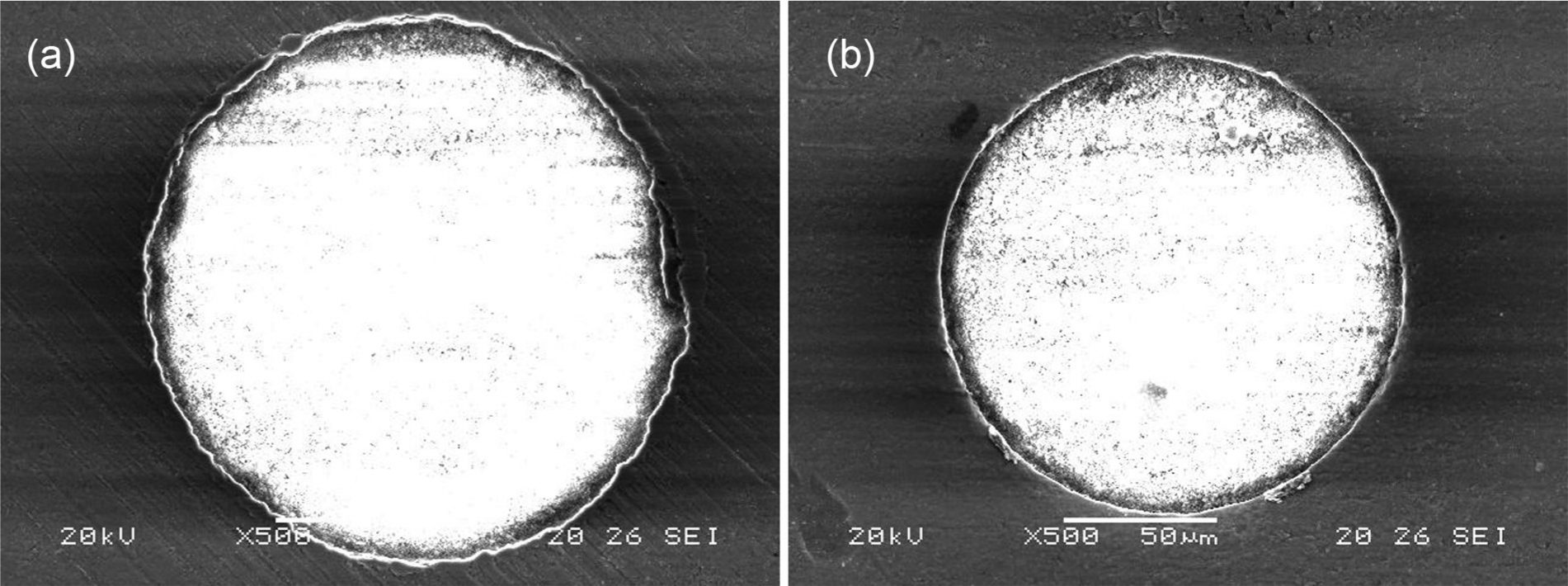
Morphology of a micro hole after 60-min processing: (a) top and (b) bottom.
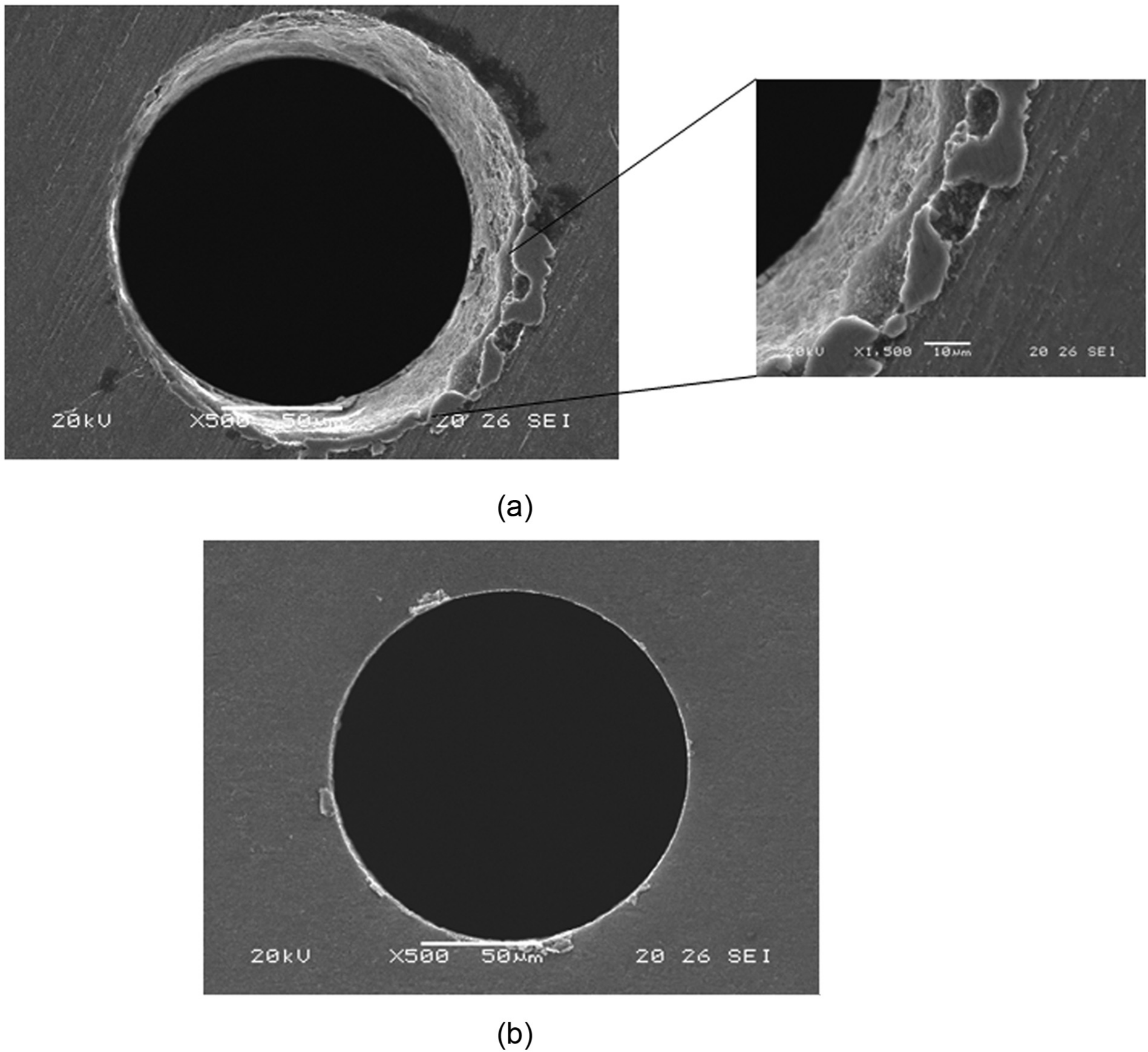
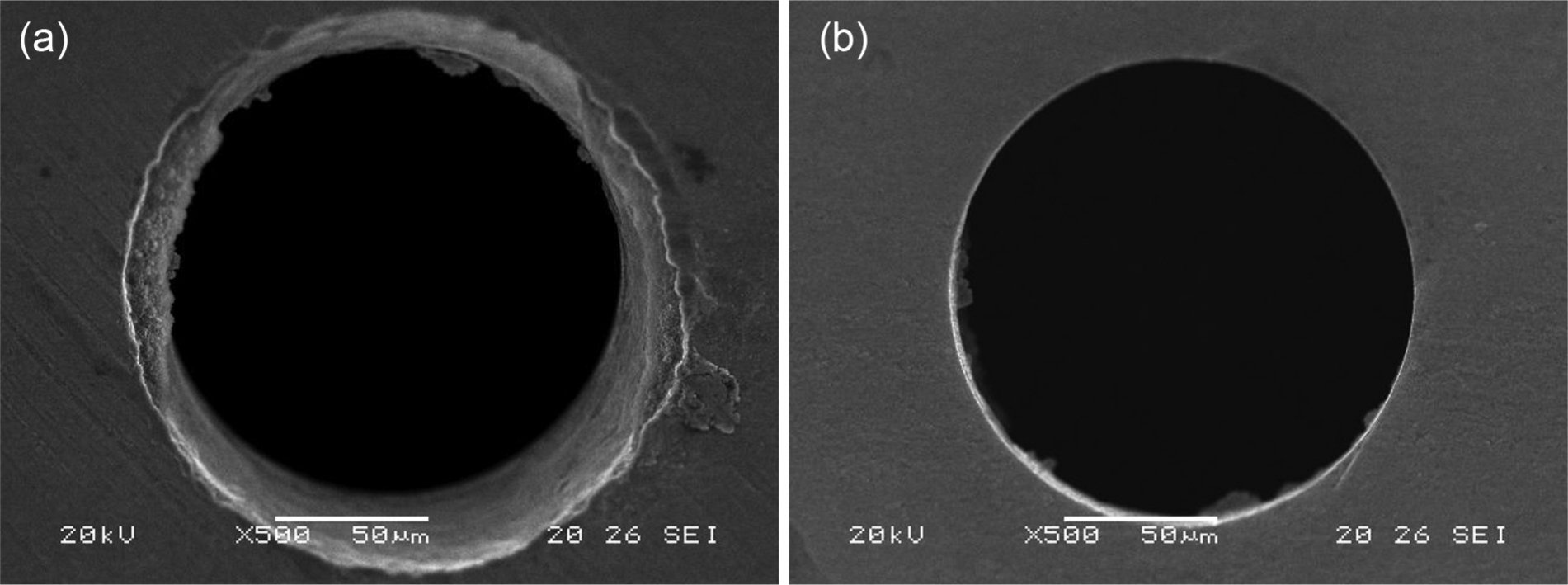
Sand from the hole could be readily removed by ultrasound cleaning. Images of a hole after cleaning were obtained (Figure 9). The finishing of the hole was much improved compared to that before processing (Figure 2). Attached debris was removed. Burrs were cleared. Foil materials pulled out from the hole were either removed or largely eroded.
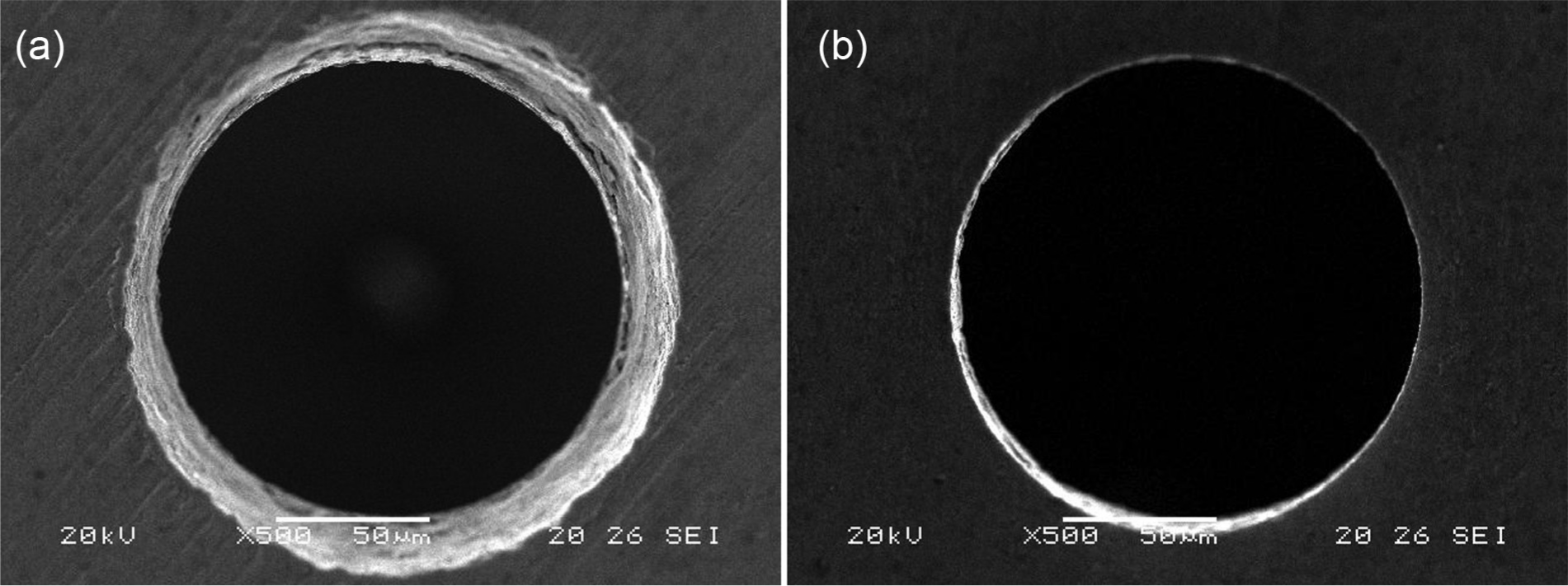
Morphology of a micro hole after 60-min processing, after cleaning: (a) top and (b) bottom.
Finishing of micro features
Abundance of sharp cutting edges and high mobility of grains are necessary conditions for efficient finishing using abrasives. For the finishing of micro features like micro holes that contain both exposed and recessed surface regions, a critical factor is whether the surface regions are accessible by the grains.
The above experiments reveal that, at micron scale, accumulation of particles can stop the finishing process. Due to chipping and wear of the abrasive grains, microscopic particles are produced as a by-product of finishing. The van der Waals and intermolecular forces are important at micron and submicron ranges. They can result in the accumulation of those particles to the micro features that are meant to be processed by the larger grains.
In the experiments, particles were seen stuck to isolated sites at the edge after an initial period. Then these sites grew to cover much of the edge and part of the inner wall of the hole. Finally, the entire hole was filled with particles. The accumulation practical blocked the surface regions from the larger abrasive grains, and rendered finishing not possible to continue.
The effectiveness of abrasive grains decreases over time. When sand grains are fresh, they have plenty of protruded sharp corners and edges. They can also move relatively freely to rub against the specimens, as they are less packed due to the high diversity in their shape. Thus, the initial finishing rate is high. Gradually, the grains lose their sharpness due to chipping and wear. While fracturing of the larger grains also takes place and new cutting edges are formed, the formation of cutting edges is slow compared to the rate the current ones are worn. Besides, the size of the grains decreases and the roundness increases steadily, meaning the grains are more tightly packed and are less capable of relative movement that is necessary for finishing. Consequently, the effectiveness of the grains decreases as finishing progresses (Figure 10).
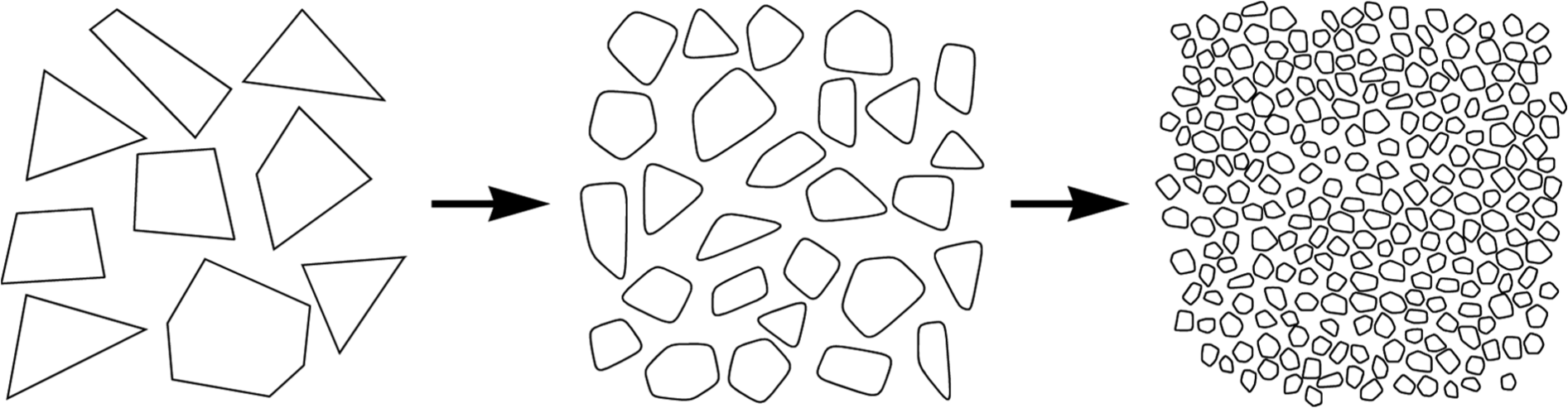
Reduction in size, loss of sharp corners and edges and increase in compactness of the sand grains as the processing time increases.
It seems successful processing a surface depends on whether the surface features can be adequately finished before enough microscopic particles are produced and accumulated at the features to block the finishing process.
In the current micro hole finishing experiments, most of the debris and burrs were removed in the initial 10–20 min as the finishing rate was high during the initial period. The best finishing was obtained after 30 min. At that time, sand accumulation around the edge of the hole and at the inner wall was also substantial. Further improvement was not observed beyond 30 min. For one, the quality of the hole was already quite good at that time. It was also apparent that the rate of particle accumulation had started to increase rather rapidly from that time onward. Possibly, a significant amount of microscopic particles had been produced, and they were dominated by the influence of van der Waals force. The micro hole that was meant to be processed was soon covered and clogged by particles. Once these particles had gathered in recessed regions like the inner holes, they could not be easily removed by impact from and rubbing of the larger grains.
Summary
Planetary stirring was proposed for the finishing of micro holes produced by punching. Natural sand was used as the abrasive. The foil specimen was immersed in abrasive grains in a bowl. The bowl was put under rotational and orbital movement. No fixture was required to prevent the specimen from damages due to collision with the bowl.
Planetary stirring enabled sand grains to finish different parts of the hole, including the inner wall.
Effective finishing of micro holes was demonstrated. Debris attached to the edge regions and the inner wall was removed. Burrs around the edges were basically cleared. Large fragments of foil materials pulled out by the punch were often attached to the edge region of the hole. These fragments were substantially eroded.
The finishing rate was initially fast when the grains were fresh with sharp cutting edges and the packing of the grains was relatively loose. The rate was reduced over time as the cutting edges were worn and the packing was tight.
Micron- and submicron-sized particles were produced during finishing. The van der Waals force dominated at these size ranges and resulted in the accumulation of the particles to the micro hole. Eventually, the finishing process was blocked due to sand accumulation.
For the finishing of micro holes with natural sand. Accumulation started mainly at the edge regions. Later, it was found on the inner wall. Finally, the entire hole was filled with micron-sized sand grains.
Successful processing depended on whether the micro features could be adequately finished before enough particles were produced and accumulated at the features to block the finishing process.
In the current setting, much of the finishing was accomplished in the initial 10–20 min. The micro holes were adequately processed after about 30 min. Subsequently, sand accumulation became severe and no further improvement was observed.
A band of jagged foil material was left around the top edge of the hole during punching. The width of the band was reduced to a few microns.
Accumulated sand could be removed from the hole by ultrasound cleaning.
Footnotes
Funding
The work is supported by the Strategic Research Grant (SRG) from City University of Hong Kong (grant no. 7002582).