
Abstract
Temperature field has been widely used to predict the deformation of the blade castings during a heat treatment process. However, it is difficult to predict distortion of the castings. In this article, a new parameter, surface temperature difference of the castings along the thickness direction, has been proposed to analyze distortion of the thin-walled heavy castings with weak rigidity. The parameter was applied to the analysis of distortion of a heavy blade casting under various air speeds of the fans during heat treatment. The calculated minimum temperature in the blade casting was in good agreement with the actual measured value. The surface temperature differences result in the distortion process of the blade during the heat treatment process.
Introduction
Heavy weak-rigidity castings, for example, heavy blade castings which are the important units of hydro turbines, are susceptible to distortion during the heat treatment process. 1 The distortion of castings is caused by the nonuniform thermal effect and phase transformation,2,3 which often occur at the cooling stage of heat treatment. 4 Investigation of the thermal field of blade castings under the forced air cooling will be helpful to control distortion, which will realize the reduction of the machining allowance in the consequent process.
Numerical methods have been widely used to analyze the heat treatment process of castings. Most research studied the thermal field, stress field,5,6 phase transformation, deformation, 7 variation, and distribution of microstructure and mechanical properties 8 of the heavy steel castings. An integrated simulation of the distortion behavior of a blade casting during the casting and heat treatment processes has been carried out using finite-element method by Yu et al. 9 The final distortion of the blade casting after the heat treatment process has been calculated. Optimization of the heat treatment process is important for controlling the deformation of casting since it can reduce and avoid the possible repair welding and shape correction work, decrease the machining allowance, and shorten the production period. However, the heat transfer coefficients on casting surfaces were assumed to be uniform,6–9 which is not realistic in the actual process under the forced air cooling. A three-dimensional finite-element model to calculate the air speed and pressure distribution in air quenching furnace has been developed by Macchion et al., 10 and Xiao et al. 11 studied the variations of heat transfer coefficient with respect to air temperature, air humidity, air velocity, and part orientation by a quenching system and series of experiments.
The previous research did not determine the position with the largest distortion in the casting. In this article, we proposed a new parameter, surface temperature difference, to determine the distortion field in the casting. In addition, we analyzed the surface temperature difference of a blade casting during the heat treatment process under a variety of air speeds of fans. The results will be helpful to control the distortion of the castings during the heat treatment process.
Surface temperature difference
Distortion of the casting during heat treatment is mainly affected by the temperature distribution. In production, we are generally interested in the parameters related to the temperature field of the blade castings under the forced air cooling: (1) the maximum temperature, to determine the minimum cooling time, and (2) the minimum temperature, to indicate the transformation process in the casting. However, there are no reports on the correlation between distortion and the temperature difference on the casting surfaces. Figure 1 shows an illustration of distortion of the castings at the cooling stage of a heat treatment process. Here, we assumed the temperatures on different points at the A side of the casting surface to be TA1, TA2, TA3, … TAi, … TAN and at the same position of the B side to be TB1, TB2, TB3, … TBi, … TBN. When the cooling rate at the two sides of the casting are same,
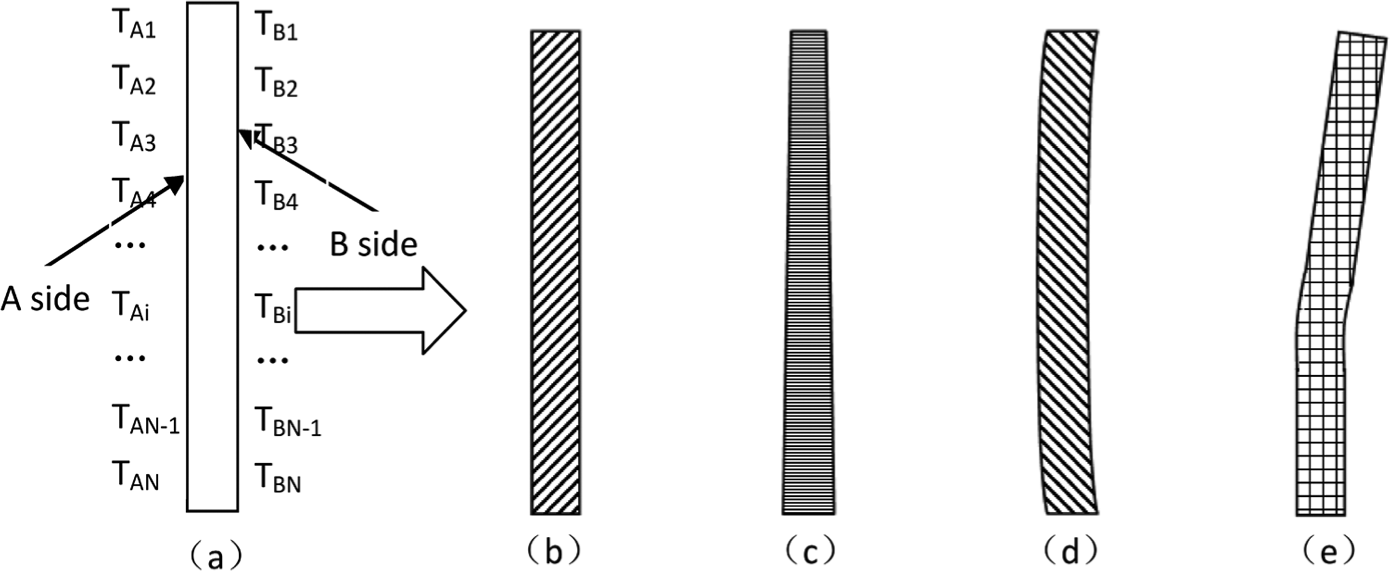
Illustration of deformation of a casting (a) during heat treatment under (b) uniformly cooling, (c) cooling nonuniformly from top to bottom, (d) two sides cooling nonuniformly, and (e) local cooling nonuniformly.
Thus, it is known that the temperature difference at the same position of two sides of the casting determines directly the distortion behavior of the castings. Here, we define the surface temperature difference as the temperature difference between two casting surfaces at the same position, ΔTi = TAi− TBi, i = 1, 2, 3, . . . N. We could map the surface temperature difference distribution of the casting during heat treatment as (Xi, Yi, ΔTi). Through an analysis of the surface temperature difference distribution of a casting, we could determine where the casting distortion occurs and then optimize the process parameters to minimize the distortion.
Prediction of distortion of the heavy blade casting during heat treatment
Finite-element simulation
Figure 2(a) shows the industrial equipments for the forced air cooling of the blade castings. The blade casting is placed on a car. One blade surface is near the door of furnace. There are groups of fans at two sides of the car. A coupled thermal-fluid finite-element model with the parameters shown in Table 1 was established. In these models, the fluid was set as an ideal gas. The shear stress transport model was used to deal with turbulence. 12 The blade casting material is steel. The geometry of the simulation model with three groups of fans is shown in Figure 2(b).
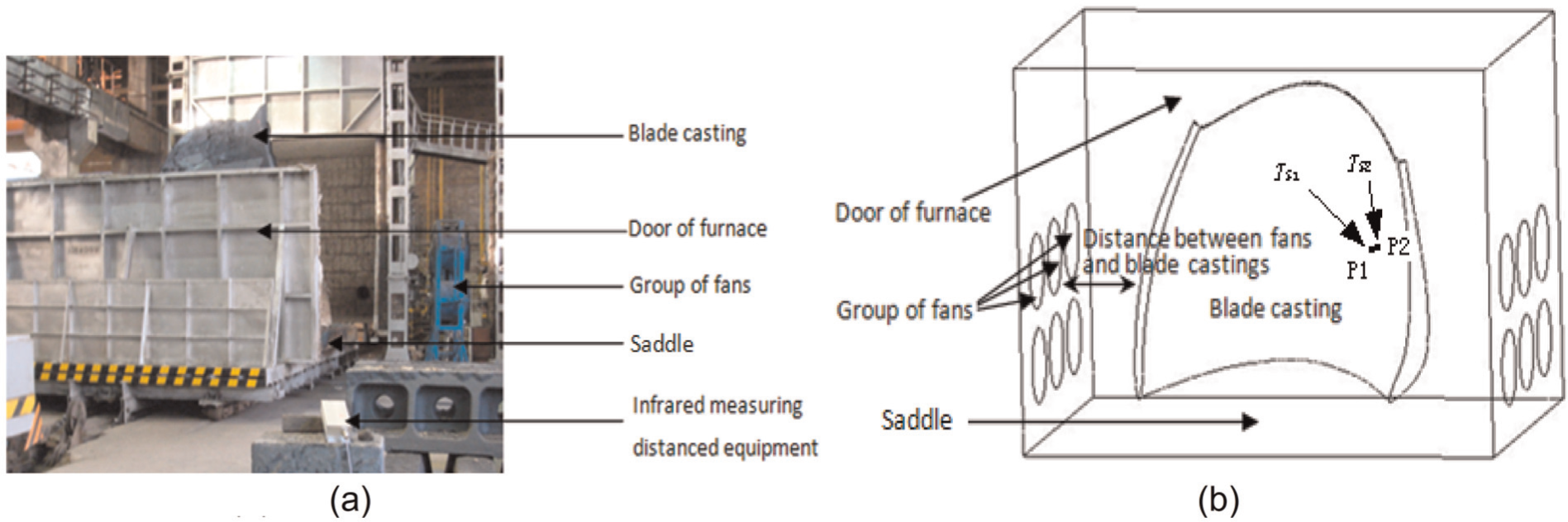
Forced air cooling of blade casting in production and FE model. (a) Actual production and (b) FE model.
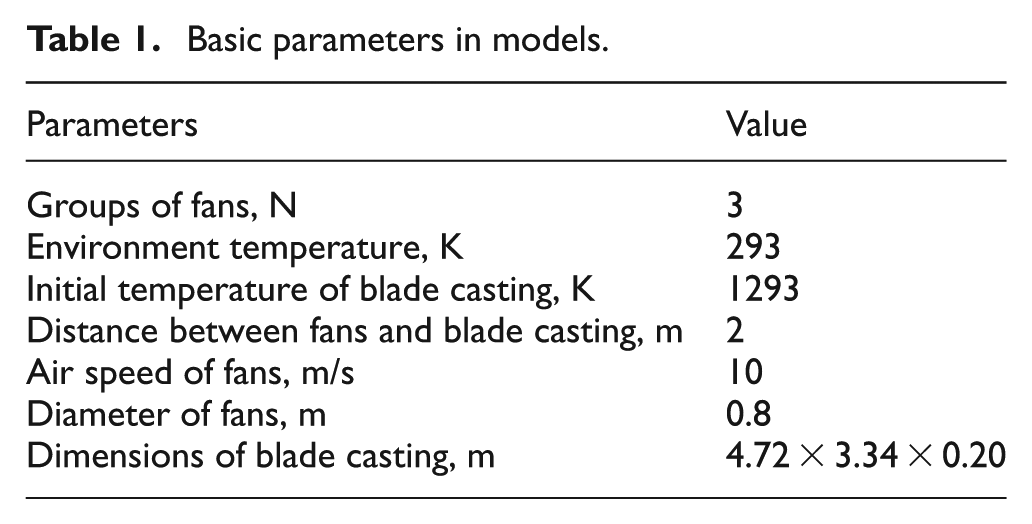
Basic parameters in models.
Results and discussion
Because of the thin and big surface area of the blade castings, the surface temperature difference along the thickness direction will cause different thermal effect and phase transformation on two sides of the blade castings, which may result in distortion.
Through the thermal-fluid simulation of the blade-cooling process, the temperature distributions (Xi, Yi, Ti) on the blade surfaces under different stages are obtained. IMAGEWARE has been used to plot the surface temperature difference. Figure 3 shows the contours of the surface temperature differences of the blade castings for the air speeds of fans of 0, 5, 15, and 20 m/s. The surface temperature differences of the blade castings greater than 5 K locate near the corner of blade castings, and they are named as “A1” and “A2,” respectively. Since the “A1” and “A2” are similar, only the “A1” is analyzed as follows. The area of “A1” increases greatly with increasing air speeds of fans. When the air speed of fans reaches 20 m/s, the areas of “A1” and “A2” occupy half of the blade casting surface. Increasing the air speed of fans results in the enlarged temperature difference in the blade castings.
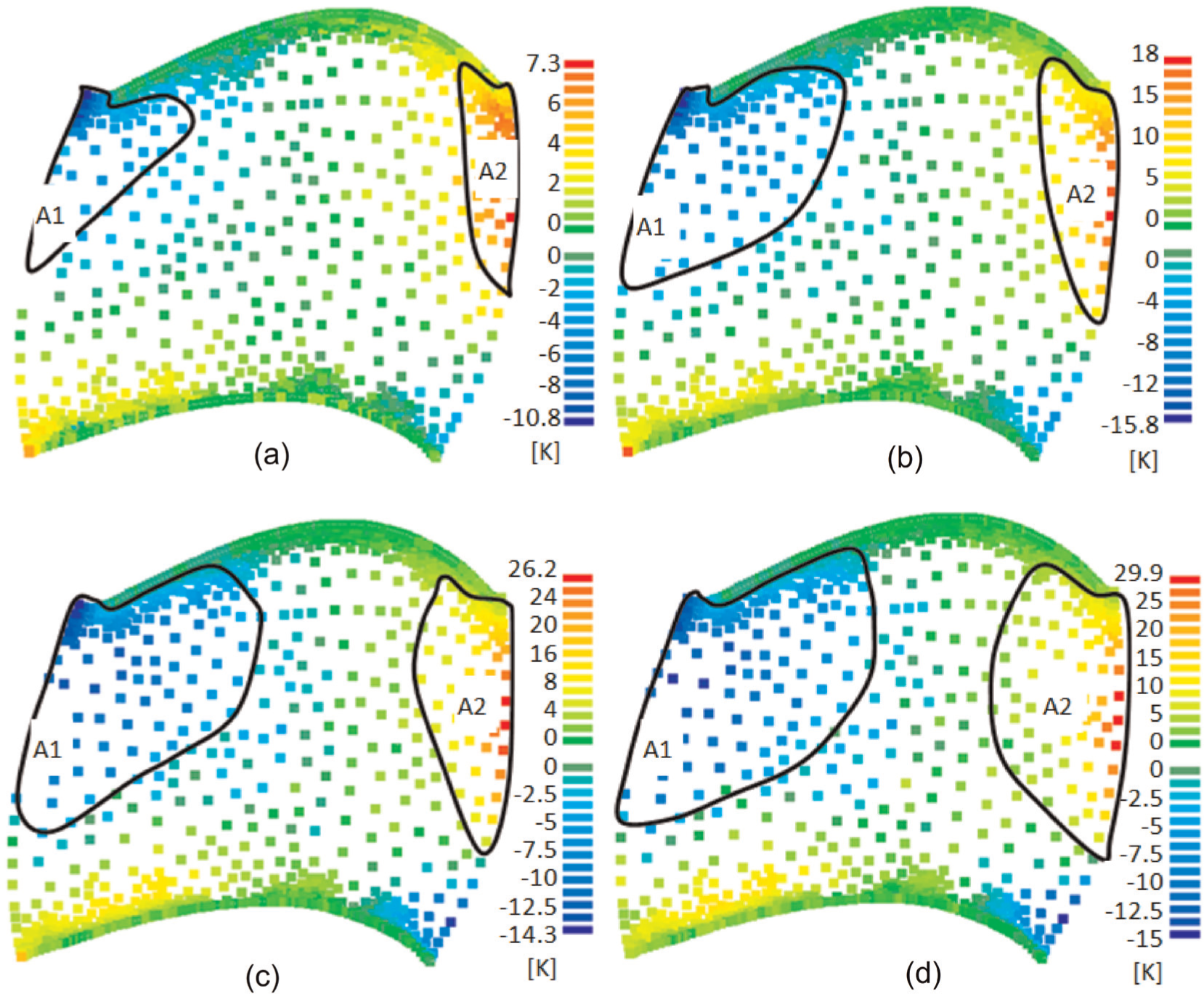
Distribution of surface temperature difference in blades under various air speeds. (a) 0 m/s, (b) 5 m/s, (c) 15 m/s, and (d) 20 m/s.
Three-dimensional dynamic measurement of distortion of a blade casting using certain direction method without index points was carried out. Figure 4 shows distortions of the blade castings of martensitic stainless steel after cooling for 100 and 200 min. It can be seen that both the surface temperature difference distribution and the distortion distribution of the blade casting mainly appear at two corner zones.
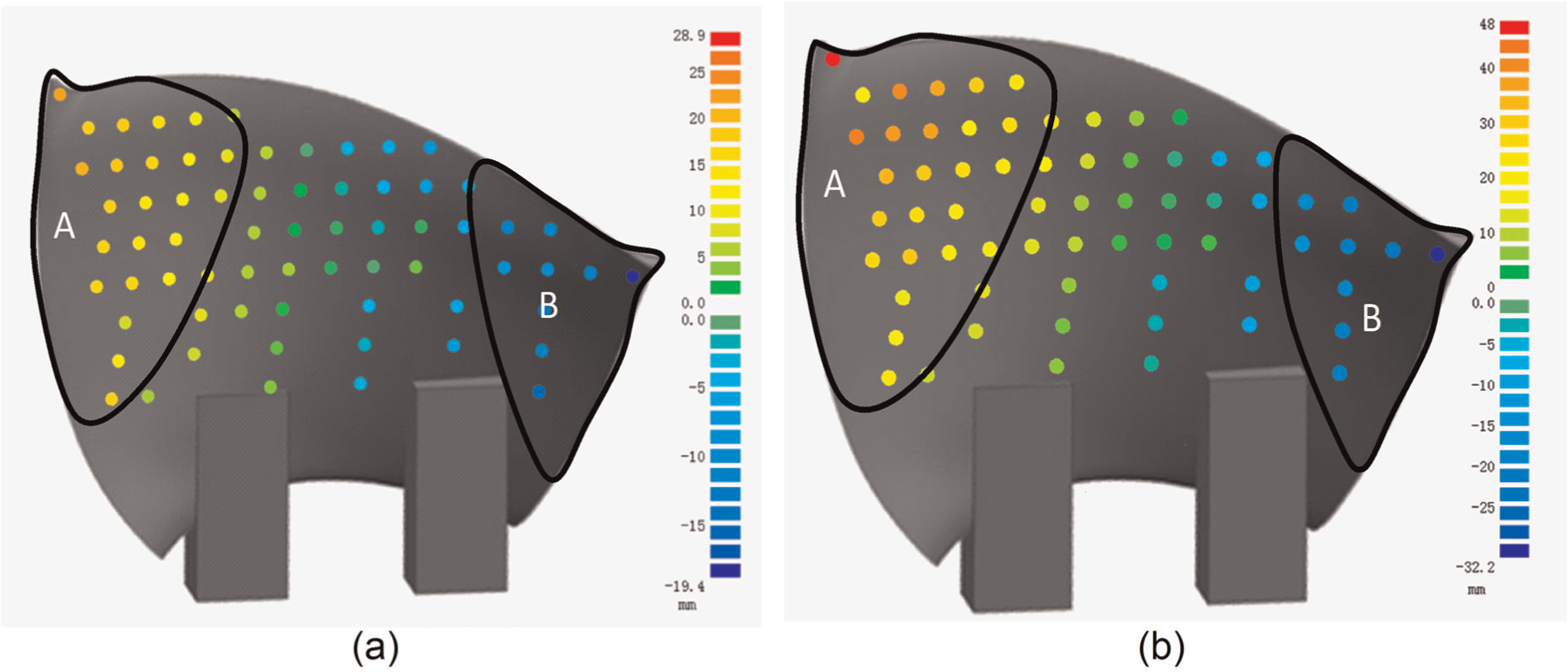
Distortion distribution in a blade casting during heat treatment (mm). (a) 100 min and (b) 200 min.
Conclusion
A new parameter, surface temperature difference of the castings along the thickness direction, has been proposed to analyze distortion of the weak rigid, thin, and heavy castings. It has been applied to analyze distortion of a blade casting during the heat treatment process. During heat treatment, the surface temperature differences at two corner zones of the blade castings are larger than other zones. With increasing the air speed of fans, the surface temperature difference in blade castings increases greatly.
Footnotes
Funding
The authors gratefully acknowledge the financial supports from the National Eleventh Five-Year Science and Technology Support Program of China through Grant No. 2007BAF02B02, the Major Projects of Ministry of Science of China through Grant No. 2011ZX04014-052, and the Vice-Chancellor’s Fellowship Grant at the University of Wollongong.