
Abstract
The machined surfaces are mainly affected by thermo-mechanical loads during machining processes. In this regard, thermal loads increase tensile residual stress and heat-affected zone; however, mechanical loads increase fatigue strength and compressive residual stress on the machined workpiece during the process. Since experimental investigation is difficult, the problem becomes more difficult if the aim is minimizing thermal loads, while maximizing mechanical loads during the hard turning process. This article presents a hybrid method based on the artificial neural networks, multiobjective optimization, and finite element analysis for evaluation of thermo-mechanical loads during the orthogonal turning of AISI H13-hardened die steel (52HRC). First, using an iterative procedure, controllable parameters of simulation (including contact conditions and flow stress) are determined by comparison between finite element and experimental results from the literature. Then, the results of finite element simulation at the different cutting conditions and tool geometries were employed for training neural networks by genetic algorithm. Finally, the functions implemented by neural networks were considered as objective functions of nondominated genetic algorithm and optimal nondominated solution set were determined at the different states of thermal loads (workpiece temperature) and mechanical loads (workpiece effective strain). Comparison between the obtained results of nondominated genetic algorithm and predicted results of finite element simulation showed that the hybrid technique of finite element method–artificial neural networks–multiobjective optimization provides a robust framework for machining simulation of AISI H13.
Introduction
Hard turning is defined as a dominant machining operation that is performed on the materials with hardness over 45 HRC. 1 Usually, this operation is compared with the grinding process that includes some advantages and some ambiguities. For example, hard turning has more material removal rates, more flexibility, less tool cost, less production time, and so on. In contrast, surface integrity of a machined workpiece can be decreased in hard turning process and requires more investigations. 1
So far, several investigations have been carried out regarding the machining of hard materials. Among them, some researchers have evaluated effects of machining parameters on the surface integrity of a machined workpiece by performing experimental tests. 2 However, implementing numerous experimental tests in order to find optimal machining parameters are very time-consuming and expensive. To solve this problem, some researchers have tried to model the machining processes by various methods such as statistic and intelligent ones.3,4 Intelligent methods are one of the most famous methods and have been utilized for predicting and optimizing machining processes. 3
Furthermore, application of the finite element method (FEM) in simulation of manufacturing processes has great advantages such as reduction in time and cost by eliminating experimental tests as well as prediction capability of some results that are experimentally difficult or impossible to be assessed. Hence, this method has been widely developed as far as possible. Based on this, some of the researchers simulated the hard turning process by FEM. 5
In spite of the fact that the above-mentioned methods have several advantages, they may have some defects if utilized separately. For instance, the FEM is able to predict the outputs of the process just for specific input parameters. However, intelligent methods based on the predictive models need numerous experimental data in order to estimate outputs of the process. Therefore, some researches have been performed to develop hybrid techniques based on the intelligent and FE methods in order to eliminate the aforementioned deficiencies. Based on this, predicted results of FE simulation are applied to the intelligent methods. These techniques have already been employed to the metal-forming processes. 6 Therefore, some other researches have been carried out to utilize these techniques to the turning process as well. Unfortunately, the number of studies on this issue is not remarkable. Besides, hybrid methods mainly employed for analysis of machining operations have been restricted to the FEM–artificial neural network (ANN) technique. For example, generated residual stresses during hard turning process were predicted at the different cutting conditions and tool geometries by Umbrello et al. 7 According to another performed study, FEM–ANN technique was utilized for inverse determination of cutting conditions at the given residual stress profile. 8 Owing to the fact that quality of machined surface is evaluated from several aspects, mere prediction of machining outputs cannot be adequate especially in practical applications and needs to be investigated and optimized simultaneously. Consequently, developing a novel hybrid technique for applying to the machining processes seems necessary, which deserves further investigations. Hence, hybrid techniques based on the multiobjective optimization (MOO) can be utilized as a robust technique in order to evaluate surface integrity in the hard turning process.
According to the above-mentioned points, at the performed study, numerical investigation was implemented based on the development of new hybrid technique of FEM–ANN–MOO during the orthogonal turning of AISI H13-hardened die steel (52HRC). This study is divided into two main subdivisions: two-dimensional (2D) FE simulation and intelligent techniques.
First, during an iterative procedure, by comparison between the predicted results of simulation and the data published in literature from experiments, the desired controllable parameters of simulation (such as material model and contact conditions) were selected. Then, based on the Taguchi method, some simulations were implemented in order to evaluate the effect of machining parameters on thermo-mechanical loads during the hard turning process.
Then, extracted results of FE simulation were employed so as to present a predictive model of the process by using novel ANNs. After that, functions implemented by ANNs were utilized as objective functions of multiobjective optimization to find the optimal machining conditions that are favorable as thermo-mechanical loads.
Surface integrity in turning operation
Surface integrity includes surface characteristics and is evaluated from two major viewpoints: geometrical irregularities and surface alterations. 9 In general, there are five types of surface alterations related to material removal: mechanical, metallurgical, chemical, thermal, and electrical alterations. But mechanical and thermal alterations can be more effective than others on surface properties of machined workpiece. 9
Since, thermal loads lead to a rise in the heat-affected zone (HAZ), recast layer and tensile stresses in machined workpiece will impair surface properties of the workpiece. Therefore, low temperature during the machining operation is favorable for surface integrity. 9 However, conventional machining processes such as turning that involves mechanical work and plastic deformation will produce compressive stresses in the workpiece. These compressive stresses near the machined surface will increase fatigue strength by preventing initialization and propagation of cracks. Some of the postmachining processes such as shot peening, which causes plastic deformation, will improve fatigue life of the workpiece.1,9 Therefore, determining desired machining parameters and tool geometries to maximize mechanical loads, and at the same time, minimize thermal loads during the machining operation is favorable to access better surface properties; so further investigations are warranted.
Since, by increasing the plastic deformation, plastic strain will also increase, effective strain criterion can be used for evaluation of plastic deformation in the machined workpiece. 5 Therefore, in this article, optimum machining parameters are determined by the FEM–ANN–MOO technique in order to access the different states of effective strain and temperatures during the hard turning process.
FE simulation
In general, there are two approaches for FE simulation of machining operation: Lagrangian and Eulerian. In the Lagrangian approach, the FE mesh is attached to the material and follows it during the simulation. Regarding the fact that large deformations occur during simulation of cutting process, the mesh will be distorted and operation will be stopped. Therefore, definition of chip separation criteria is necessary for chip formation and resuming the simulation.1,10 Also, updated Lagrangian analysis with automatic remeshing technique has been utilized for avoiding definitions of chip separation criteria. In this method, when distortions of the mesh are extremely high, a new mesh with properties of last mesh will be made and simulation of the process will be continued. However, in this approach, only a few millisecond of the cutting time can be simulated. 11 Therefore, only the cutting forces can reach the steady-state conditions. However, in the Eulerian analysis, the mesh is fixed in space while the material follows through the mesh and no mesh distortion occurs. 10 In simulation of machining, thermal steady-state conditions are provided by Eulerian analysis after accessing the mechanical steady state by Lagrangian simulation.
In this study, 2D numerical simulation was used to model the orthogonal hard turning process. In this regard, after creating a rectangular workpiece (with length of 6 mm and height of 3 mm) and using a relevant tool, the workpiece was fixed in space and the tool was moved toward the workpiece for machining with a 3 mm length of cut. The workpiece was meshed with isoperimetric quadrilateral elements, and the polycrystalline cubic boron nitride (PCBN) tool was considered rigid and was meshed with 900 elements. Besides, a plane strain–coupled thermo-mechanical analysis was performed using orthogonal assumption. However, as far as FE mesh is concerned, by increasing number of elements to limited number, both simulation accuracy and computation time are increased and then, by further increase in elements, computation time is increased remarkably while results of simulation almost remain constant. Therefore, performing convergence analysis is required for determining suitable number of workpiece elements. After performing this analysis, a number of 2000 elements was chosen for the workpiece. Figure 1 shows results of the convergence analysis performed for choosing a suitable number of elements.
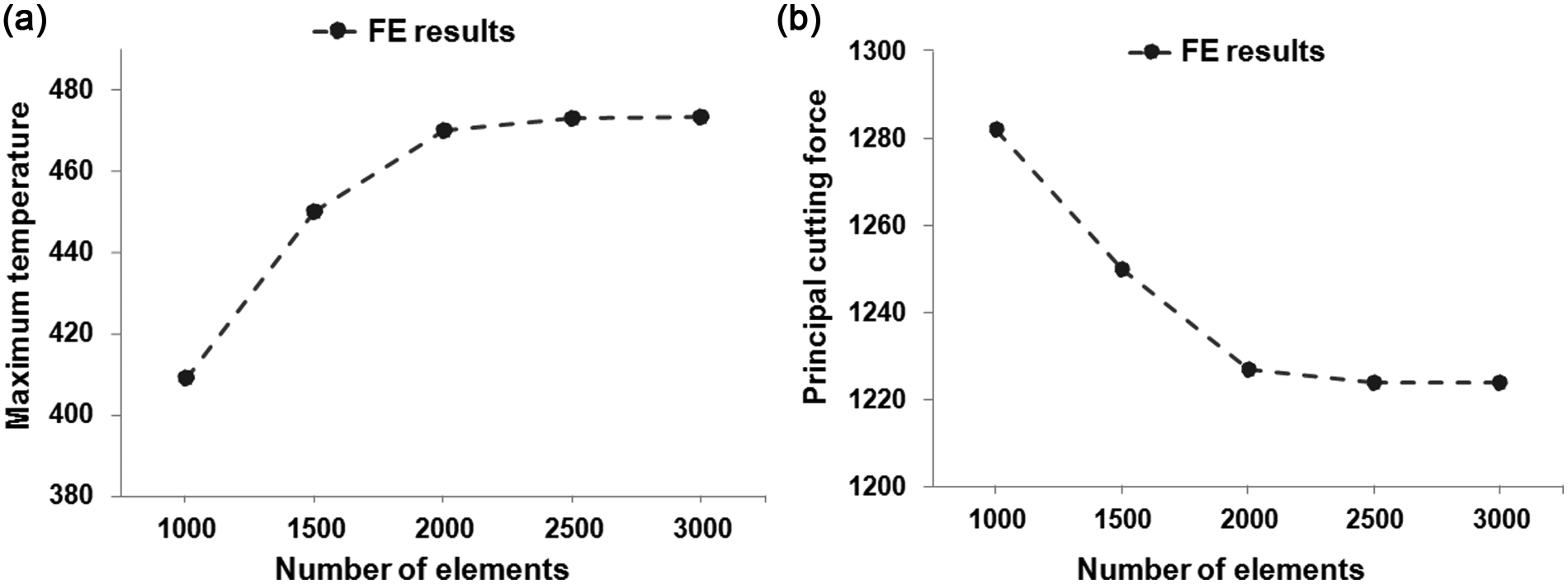
Convergence analysis on results of simulation: (a) maximum workpiece temperature and (b) principal cutting force.
After convergence analysis, to achieve steady-state mechanical conditions, the FE simulation was performed by updated Lagrangian implicit formulation and automatic remeshing technique. After that, steady-state thermal conditions were attained by one-step Eulerian simulation.11,12 It should be noted that, material model of workpiece and contact conditions between tool and workpiece are essential inputs in simulation of the machining process that should be defined accurately.
Workpiece material modeling
Owing to the fact that in simulation of machining, large deformations with high temperatures and strains occur, the workpiece material model should satisfactorily represent plastic and thermo-mechanical behavior of workpiece deformations that are observed during the machining process. Several material models such as Johnson–Cook’s (J-C) constitutive equation (equation (1)) have been used for representation of material behavior with consideration of strain, strain rate, and temperature effects. 13

In equation (1), ε is the plastic strain,
However, since workpiece hardness has a critical role in material behavior, developing numerical models of hard turning is more difficult than conventional turning models. Hence, an accurate flow stress model, which presents the behavior of the material in high hardness, is necessary for simulation of hard turning. 14 Hence, a new material model (for AISI H13 die steel) was introduced by Umbrello et al. 14 In this model, the hardness of workpiece is incorporated in the flow stress. Based on this, F and G constants are related to the material hardness and are added to the reference J-C constitutive equation at 46HRC. The flow stress model for AISI H13 die steel at a different initial hardness is illustrated as follows


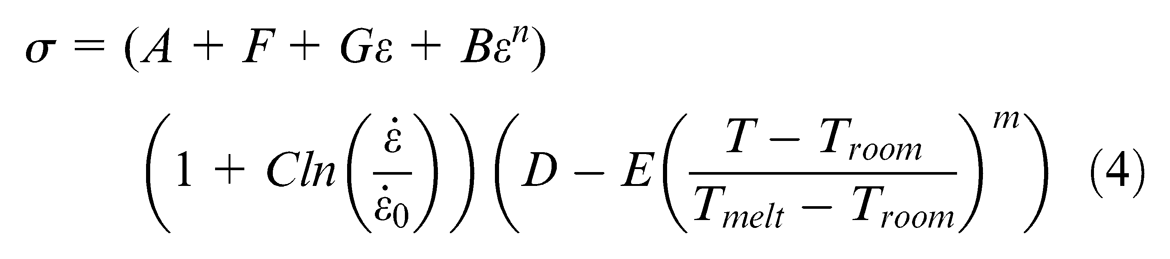
In a similar research, another hardness-based flow stress (for AISI H13 die steel) was introduced by Yan et al. 15 In this model, C and D constants are the functions of the workpiece hardness that are added to the reference flow stress. The mentioned model is illustrated as follows


In this article, three flow stress material models were employed for simulation of hardened die steel AISI H13 (52HRC). The material constants of the flow stresses are shown in Table 1.
Material constants for flow stress of AISI H13 die steel (52HRC).

Chip–tool contact conditions
In addition to the material model, among parameters that are considered for FE simulation, frictional and thermal conditions on the chip–tool interface play an important role in the results of simulation. In this regard, some researches on different friction models based on the existence of sticking and sliding regions on chip–tool interface have been performed, in which shear friction factor (m) and coulomb friction factors (µ) are considered for sticking and sliding region, respectively. 17 Besides, global heat-transfer coefficient (h) plays an important role in temperature evolution on the chip–tool and workpiece–tool interfaces. Hence, in a few performed studies by researchers, dependence of (h) coefficient on temperature and pressure on the tool–workpiece interface was calculated through an inverse procedure. 11
Since implementation of the above-mentioned methods are time-consuming and difficult, several researchers have applied constant coefficients of m (or µ) and h in their simulations for describing contact conditions during the machining process. 18 However, this method can lead to noticeable simulation errors. Therefore, some other researchers have employed a trial and error approach during fine-tuning contact conditions for calibrating FE simulation outputs. 5 This approach generally leads to satisfactory results. 19
Model validation
In this section, the predicted results, such as cutting forces and maximum chip surface temperature, were validated by comparing with experimental results from literature. 20 Validation was performed on the AISI H13 die steel (52HRC) at a feed rate of 0.25 mm/rev and cutting speed of 75, 150, and 200 m/min. In addition, the cutting tool was considered as a PCBN material with a rake angle of −5°, clearance angle of 5°, and chamfered edge of (20°) × (0.2) mm for accessing the utilized material properties of the tool and workpiece. 15
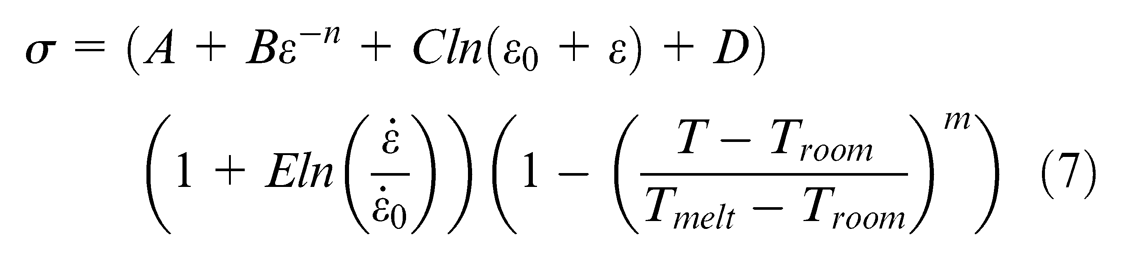
Previously, Ozel 18 simulated hard turning process of AISI H13 die steel (55HRC) with constant friction coefficient and ordinary material model, which finally showed noticeable differences between the measured and simulated forces (especially at the higher cutting speeds). As he concluded, this problem probably took place because of inadequate friction modeling and limitation in the material model. However, in few of the performed studies, an efficient method was introduced to reduce simulation errors due to the turning process. 19 In this method, an iterative procedure was executed for choosing the most suitable material model and determining suitable friction coefficient. Also, in another research, this iterative procedure was carried out properly for predicting temperature and cutting forces of turning process by calibrating thermal and frictional coefficients (m and h values). 14 According to the mentioned points, in this study, in order to reduce simulation errors of hard turning process of AISI H13 die steel (52HRC), a new iterative procedure was used. In this method, in addition to calibrating thermal and frictional coefficients, three material models including two different hardness-based flow stresses and one ordinary flow stress were utilized. Relying on this, validation of predicted results were implemented by material models of M1, M2, and M3, and for each material model, the iterative procedure was used in order to determine the suitable shear friction factor (m) and global heat-transfer coefficient (h). This iterative procedure and obtained values of m and h are shown in Table 2 and Figure 2, respectively. Also, predicted results of each model at the different cutting speeds and corresponding experimental results are given in Figure 3.
Obtained desired values of (m) and (h) by iterative procedure.
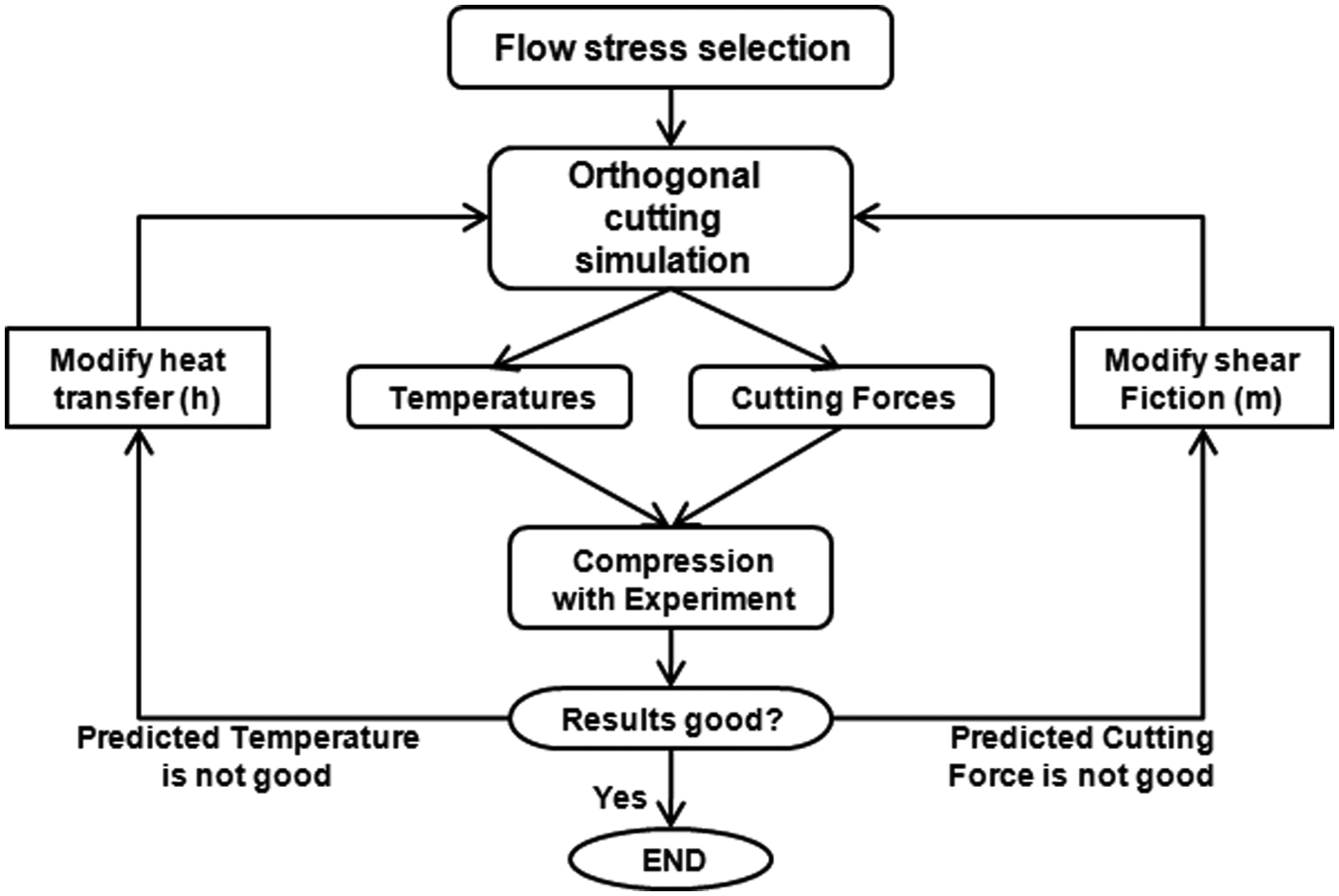
Iterative procedure for determining controllable parameters of simulation.
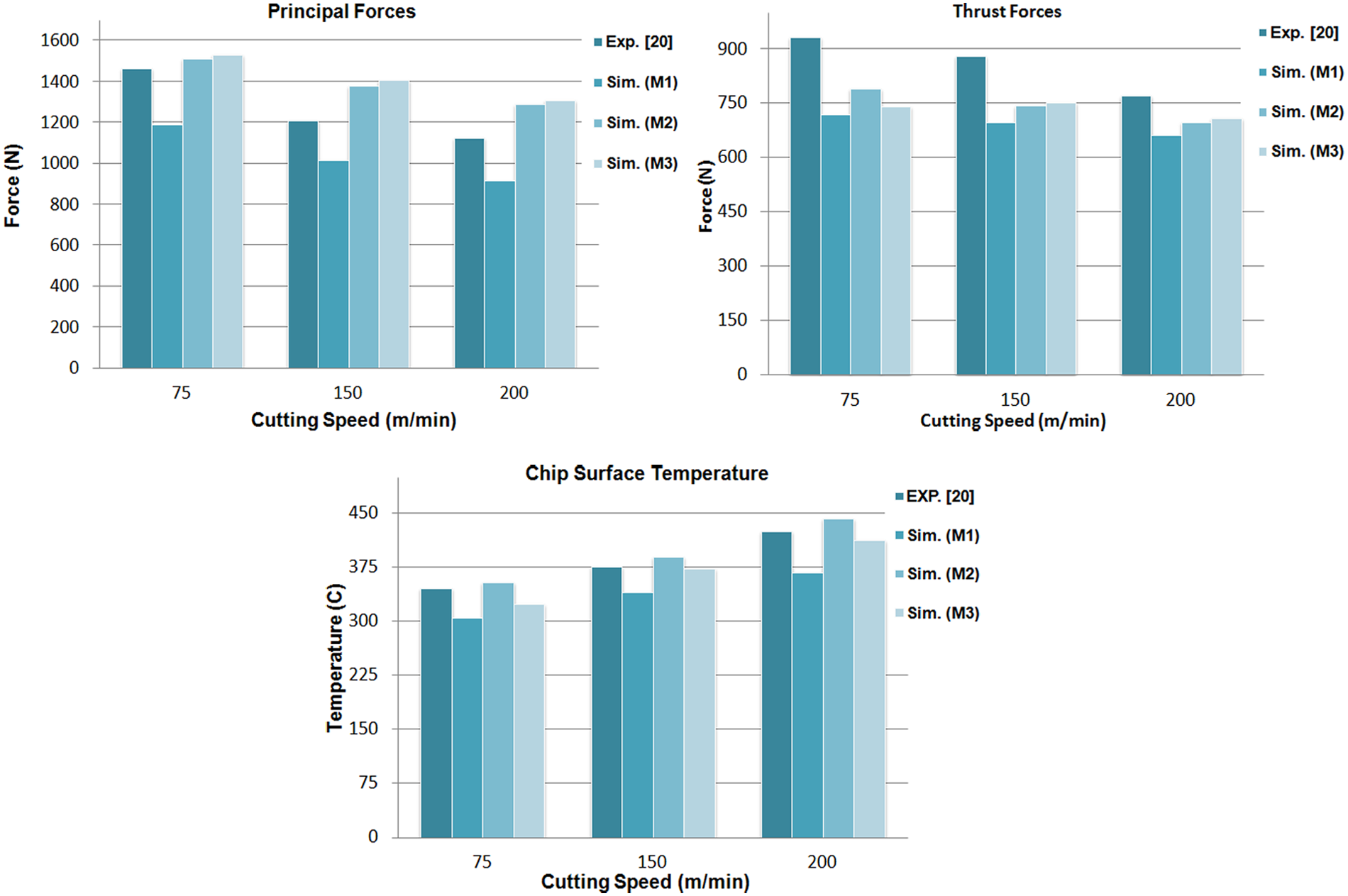
Comparison between predicted results of simulation and experimental results of literature.
As shown in Figure 3, differences between predicted and experimental results are approximately slight when hardness-based flow stresses of M2 and M3 are considered, but these differences are increased when ordinary flow stress of M1 is employed. Therefore, both hardness-based flow stresses of M2 and M3 can be used properly for hard turning simulation of AISI H-13 (52HRC). Hence, in the rest of the article, one of these (flow stress of the M3 with h = 50 and m = 0. 5) was chosen for subsequent simulations. Figure 4 shows the steady-state thermal conditions during FE simulation of orthogonal turning at the cutting speed of 200 m/min (with considering three different material models). As shown in this figure, by applying the material models of M2 and M3 for simulation of turning process (see Figure 4(b) and (c)), predicted temperature is more near the experiment than when material model of M1 is employed (see Figure 4(a)).
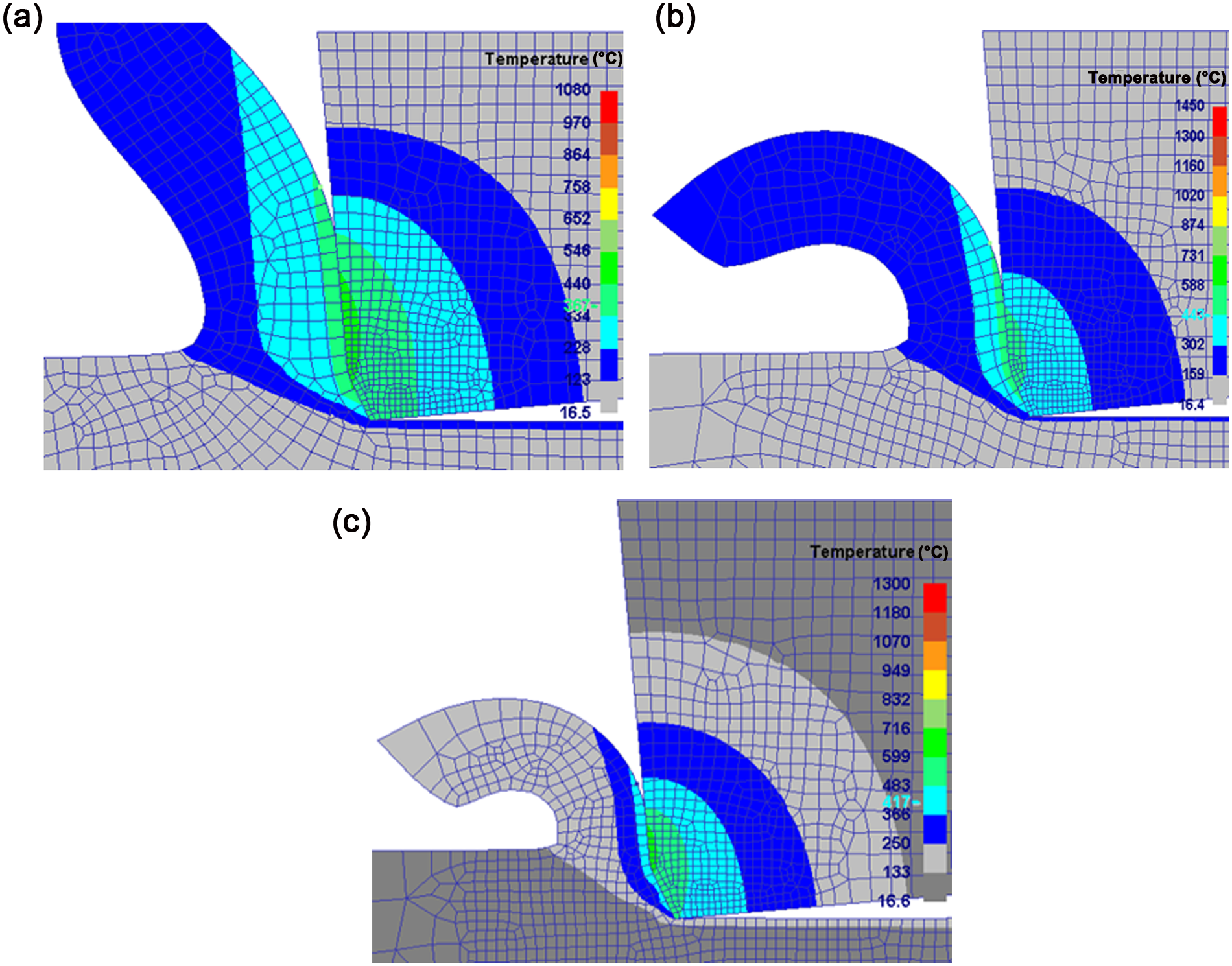
Simulation of temperature distribution during orthogonal turning at the cutting speed of 200 m/min by material model: (a) M1, (b) M2, and (c) M3
Numerical results
After validation stage and choosing the desired controllable parameters of simulations, numerical investigations were performed in order to evaluate thermo-mechanical loads. In this regard, the effect of machining parameters such as cutting speed, feed rate, chamfer angle (∅), chamfer width (W) and rake angle (γ) were evaluated on the effective strain and temperature of the workpiece during the orthogonal turning process.
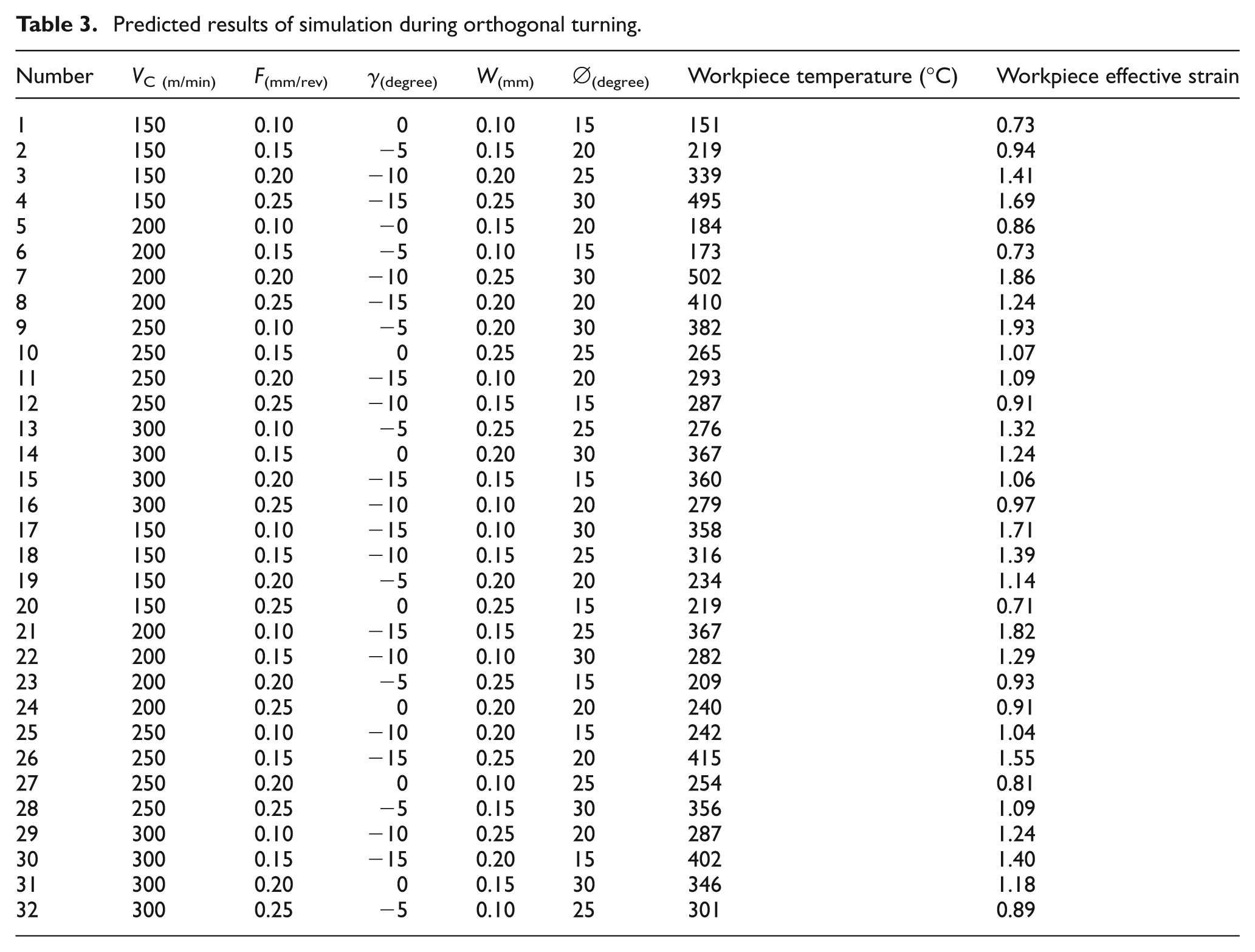
Owing to the fact that each of the above-mentioned parameters is considered in four levels, the total numbers of possible simulations (testing conditions) are extremely high. To solve this problem, design of the experiment based on the Taguchi method was utilized. This method uses a special design of orthogonal arrays to study the entire possible space with only a small numbers of experiments that contains a chosen subset of all testing conditions. 4 In this study, (L32) orthogonal array in Taguchi method was considered in order to determine the desired testing conditions. The details of the machining parameters, testing conditions, and obtained results of FE simulation are given in Table 3.
Predicted results of simulation during orthogonal turning.
In the following sections, the obtained results of Table 3 are applied to the intelligent methods.
Artificial intelligent
Intelligent methods based on the predictive and optimization methods have been significantly developed and utilized in several fields such as mechanical engineering. 21 In the rest of the article, after briefly explaining some basic intelligent methods, these aims have been pursued by utilizing some programs under MATLAB software.
Genetic algorithm
Genetic algorithm (GA), which is derived from nature (human’s genetic), is a well-known population-based algorithm used to find optimal solutions. 22 Any member of population is called a chromosome and consists of genes equal to the optimization variables of the problem. In every generation, all the chromosomes are evaluated by objective function, and based on their fitness, fitter chromosomes are produced in the next generation. Finally, after some iterations, the algorithm converges toward the optimal solution.
MOO
Many real-life optimization problems are not limited to the optimization of one single objective, therefore for solving them two or more conflicting objectives are required to be optimized at the same time. Normally, for these problems, a single solution cannot be found that simultaneously optimizes all the objectives. While searching for solutions, one reaches points such that, when attempting to increase an objective, other objectives will be decreased as a result. 23 Therefore, MOO can be defined as the process of simultaneously optimizing two or more conflicting objectives, and it can be found in many fields wherever optimal decisions need to be taken in the presence of trade-offs between two or more conflicting objectives. In MOO problems, there are two spaces: decision and objective spaces. With regard to the first, decision space includes input variables of problem, while the second space includes output values of the problem. Since output variables are related to the particular input values, the main goal of optimization problems is allocated to find the optimal input variables in order to minimize/maximize corresponding objective values. 23
The fitness evaluation in MOO is different from single-objective optimization, and there are a set of optimal solutions that dominate other solutions in the decision space. For example, in minimization problems, a feasible solution X is said to dominate other feasible solutions y, if and only if, zi(x) ≤ zi(y) for I = 1, …, m and zj(x)<zj(y) for at least one objective function j. In this condition, the set of all feasible nondominated solution in X space is said to be Pareto-optimal, and the corresponding objective function values in objective space is called Pareto front.23,24 Also, all solution sets in the Pareto front are not absolutely better than other solutions in the Pareto front. In fact, each solution is better than other solutions at least in one objective.
The final goal of MOO algorithms is to identify solutions in the Pareto-optimal set. One of the most popular evolutionary algorithms for solving MOO problems is the nondominated GA (NSGA-II). It is an extension of the simple GA to a nondominated sorting version of candidate solutions (Pareto-optimal points) in order to solve multiobjective problems. 24
ANN
ANNs are capable of estimating complex nonlinear relationships between input-machining parameters and corresponding outputs. In this study, cutting speed, feed rate, chamfer angle, chamfer width, and rake angle are considered as inputs to neural network, and temperature or effective strain is predicted as an output of network. Each network is composed of several neurons at different layers, and each neuron is affected by bias and transfer functions. Owing to the fact that neurons of each neural network are connected to each other by weighted connection links, by setting transfer functions and adjusting weights and biases of each neural network, the outputs of the turning process can be estimated properly. Figure 5(a) shows the schematic view of a neuron considering corresponding weights, bias, and transfer function, and Figure 5(b) shows an example of a multilayer perception NN that was employed in order to predict turning outputs.
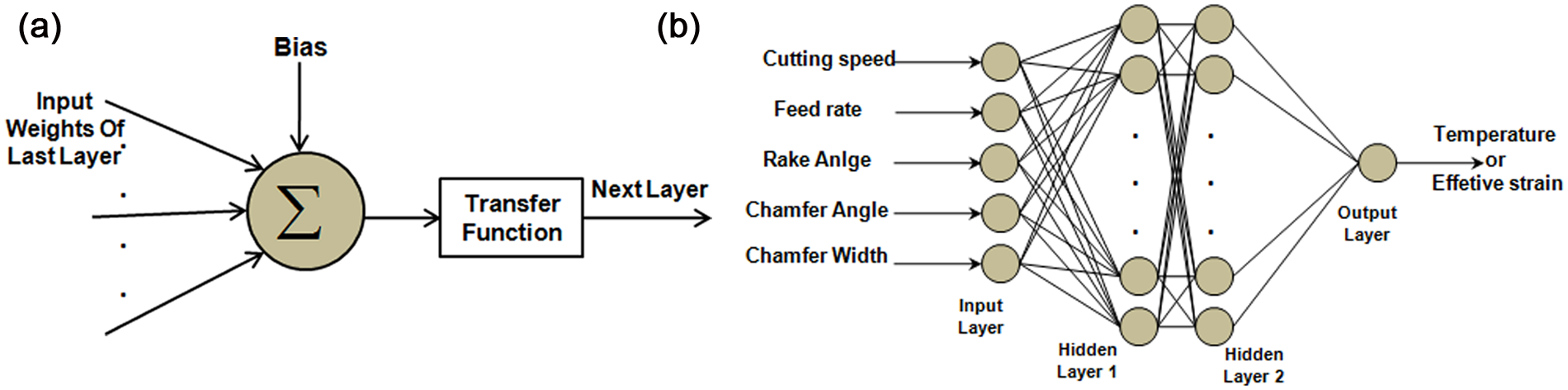
(a) Schematic view of a neuron and (b) structure of an artificial multilayer perception neural network.
Training ANN by GA
Previously, different methods were utilized to train neural networks of which most of them use mathematical methods such as back propagation. 25 Recently, some researchers have presented a new efficient method in order to train NN, in which weights and biases of neural networks are updated by GA. 22 In this method, initial network topology is a multilayer perception neural network in which none of the conventional training methods have been considered.
In the mentioned method, weights and biases of neural network are the variables of GA. The flowchart of training the ANN by GA is shown in Figure 6.
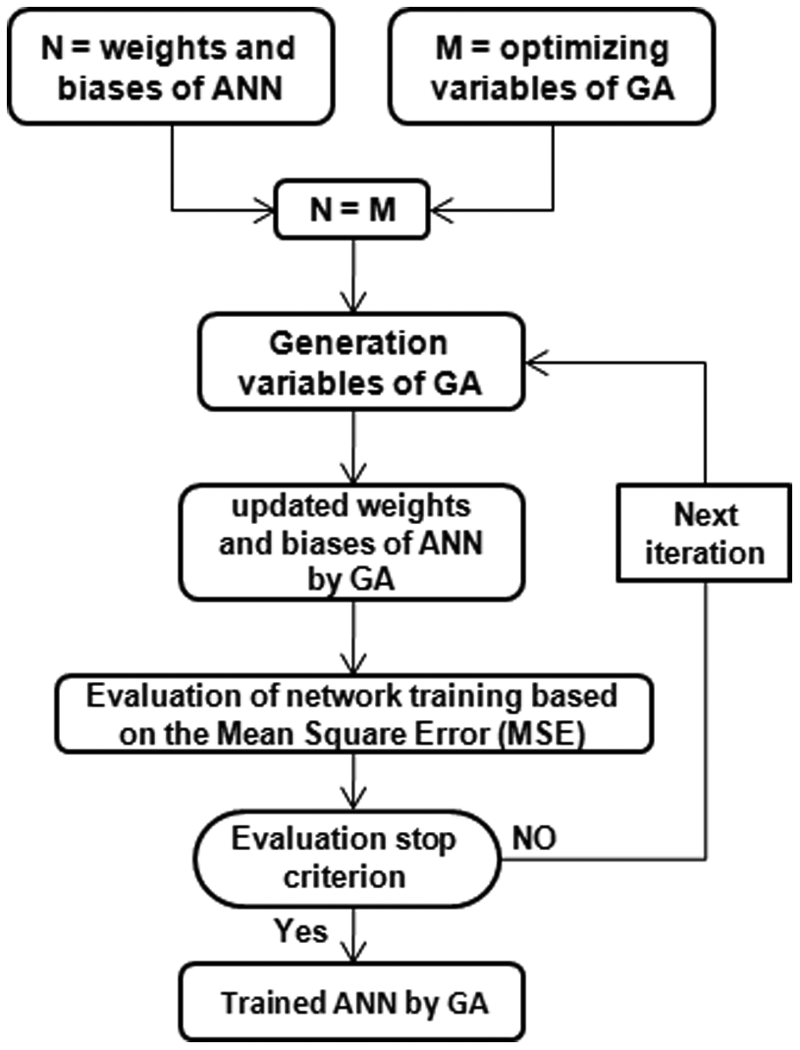
Training of the ANN by GA.
During network training, testing and training errors are gradually decreased until specific number of iterations, which depend on the network capacity; after passing these iterations, the testing error will no more be decreased. In this stage, it is called that the network has been overtrained, which leads to increase in testing error and decrease in network performance. Therefore, by using the training of the ANN by GA, it is possible to obtain the most suitable iteration for training the network and prevent overtraining of the NN by controlling testing error in different iterations of GA.
Leave-one-out cross-validation method
Cross-validation is one of the most important and effective approaches used for verification of models in statistical machine learning in order to estimate how well a predictive model we have learned from training data is going to perform on the future unseen (test) data. This method is usually used when the number of training and testing data is not very large or it is too difficult to create large training/testing dataset for learning of the model. In this method, in each iteration, one sample of the data point is temporarily considered as a validation data, and the remaining data are used for the training of the model. After training the model, prediction error is calculated based on the validation data. If the original training data have K samples, this procedure repeated K times (equal to the number of observations in the original training set). After that, average of these errors is reported as the prediction error of our predictive model on the whole dataset. As seen, in this validation approach, during K iterations, all the samples have the chance to act as a training sample and testing sample. 26
Obtained results
The obtained results in this part are divided into two subdivisions. The first subdivision is allocated to present a precise model for predicting the maximum temperature and effective strain of workpiece by using two discrete NNs that are divided into two parts: choosing the best structure of neural network and training the chosen network structure. The second subdivision is allocated to simultaneous optimization of thermo-mechanical loads during orthogonal turning operation. This subdivision is also divided into two parts: simultaneous optimization of the process by NSGA-II and evaluation of obtained results of NSGA-II by performing FE simulation for some of the obtained results.
Prediction of effective strain and temperature by ANN
Usually, the amount of available data for training and testing the neural networks is not much at the manufacturing processes. Therefore, applying a suitable method for network training plays an important role in order to increase the performance and efficiency of the method. But usually, customary training methods have been implemented to the performed researches at the manufacturing processes. 25 Hence, we employed and also developed an efficient method in our work. This method, which is based on training the NNs by GA and its combination with leave-one-out cross-validation (LOOCV) method, is a suitable method despite less training data.
First, the best structure of ANNs was determined by the LOOCV method. In this method, 31 rows of data and one datum were selected for training and testing the network, respectively, from data samples of the Table 3. Then, training operations of the network were carried out by GA. Besides, this operation was repeated 31 times and each time a new data sample was selected as a testing data while training process was performed on the 31 remaining data. Then, the average of the absolute error of the 32 iterations was considered as network error. Figure 7 shows the flowchart of the applied method.
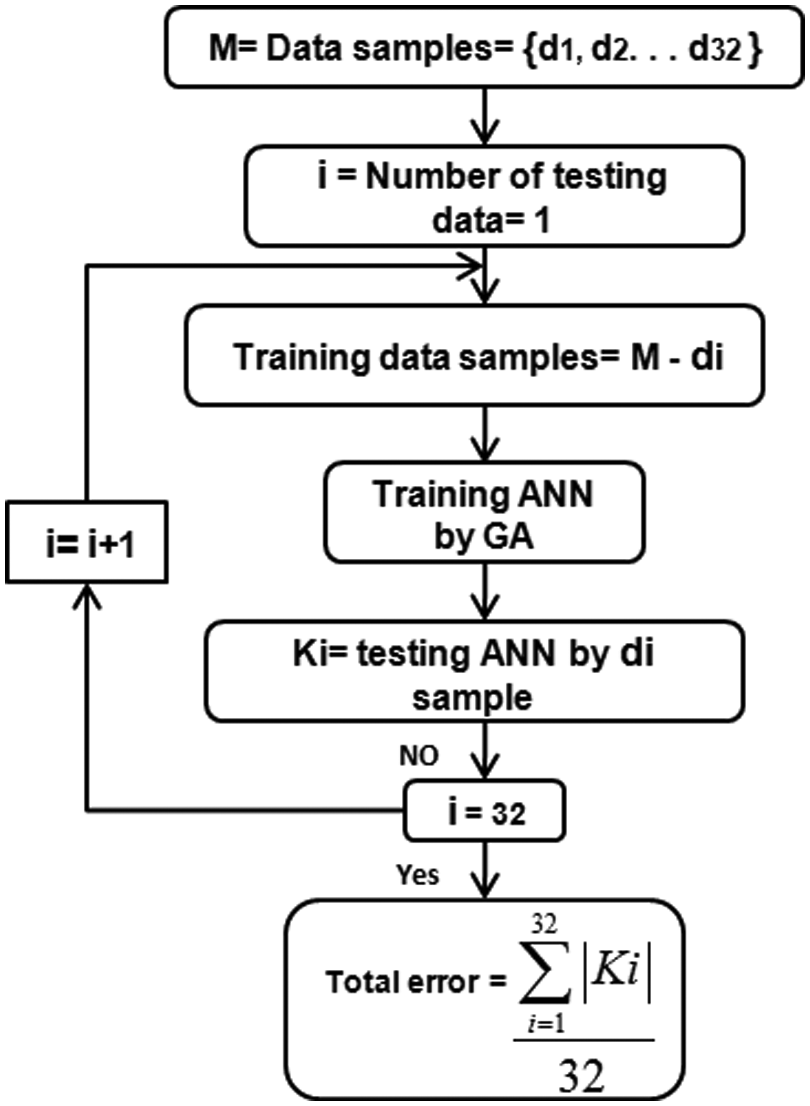
Leave-one-out cross-validation method for choosing network structure.
The mentioned method was repeated three times on the different structures of NN and, at the end, the average of the obtained errors was considered as error of each network. These results were reported in Table 4. The obtained results showed that NNs with the structure of 5-5-3-1 and 5-6-4-1 are the best structures for predicting the maximum temperature and effective strain of workpiece, respectively. It should be noted that, the all input and output data were normalized linearly between 0 and 1 in order to improve training process, and also transfer functions of purline and tansig were considered empirically for output and hidden layers of neural networks, respectively. Some of the adjusted parameters of GA include population size of 135, elite count of 8, iteration of 100, migration fraction of 0.7, and migration interval of 6.
Choosing the best structure of the ANNs by leave-one-out cross-validation method.

ANN: artificial neural networks.
After selecting the suitable structure, the NNs should be trained. For this propose, the GA was employed for training the two chosen networks by applying 27 rows of training data and 5 rows of testing data from data samples of the Table 3. Also, the training process was carried out in different iterations of GA to prevent overtraining. At the end, the neural networks were trained excellently for predicting the maximum temperature and effective strain of the workpiece by trial and error procedure and by changing the iterations of GA. The obtained results for each network is shown in Table 5. Also, Figure 8 shows convergence diagram of GA for training the NNs.
Final errors of the ANNs trained by GA.

ANN: artificial neural networks; GA: genetic algorithm.
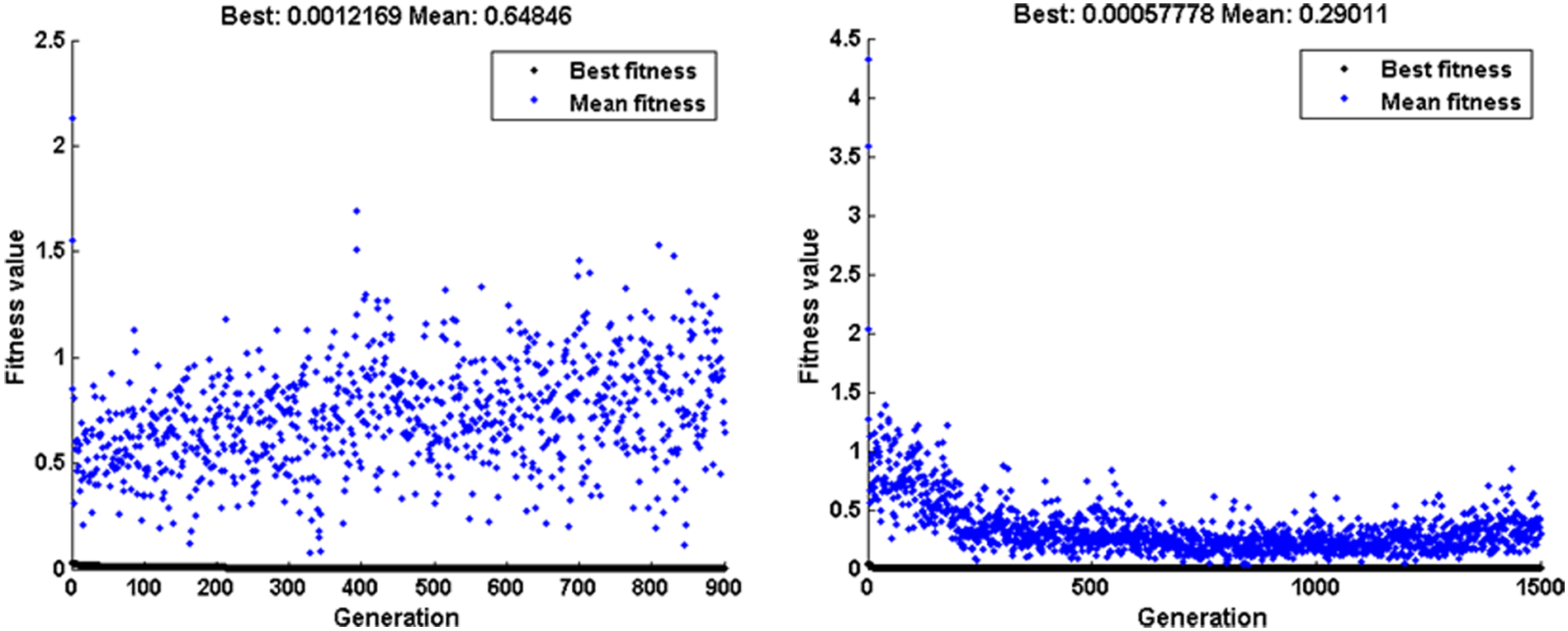
Convergence curves of training procedure for temperature and effective strain.
Simultaneous optimization of thermo-mechanical loads
In this section, to access the desired surface properties of the machined workpiece, thermo-mechanical loads were optimized during the hard turning process. Here, suitable machining conditions were determined by MOO algorithm (NSGA-II) in order to simultaneously minimize the temperature and maximize effective strain of the workpiece. Therefore, the objective functions that were considered for NSGA-II are as follows


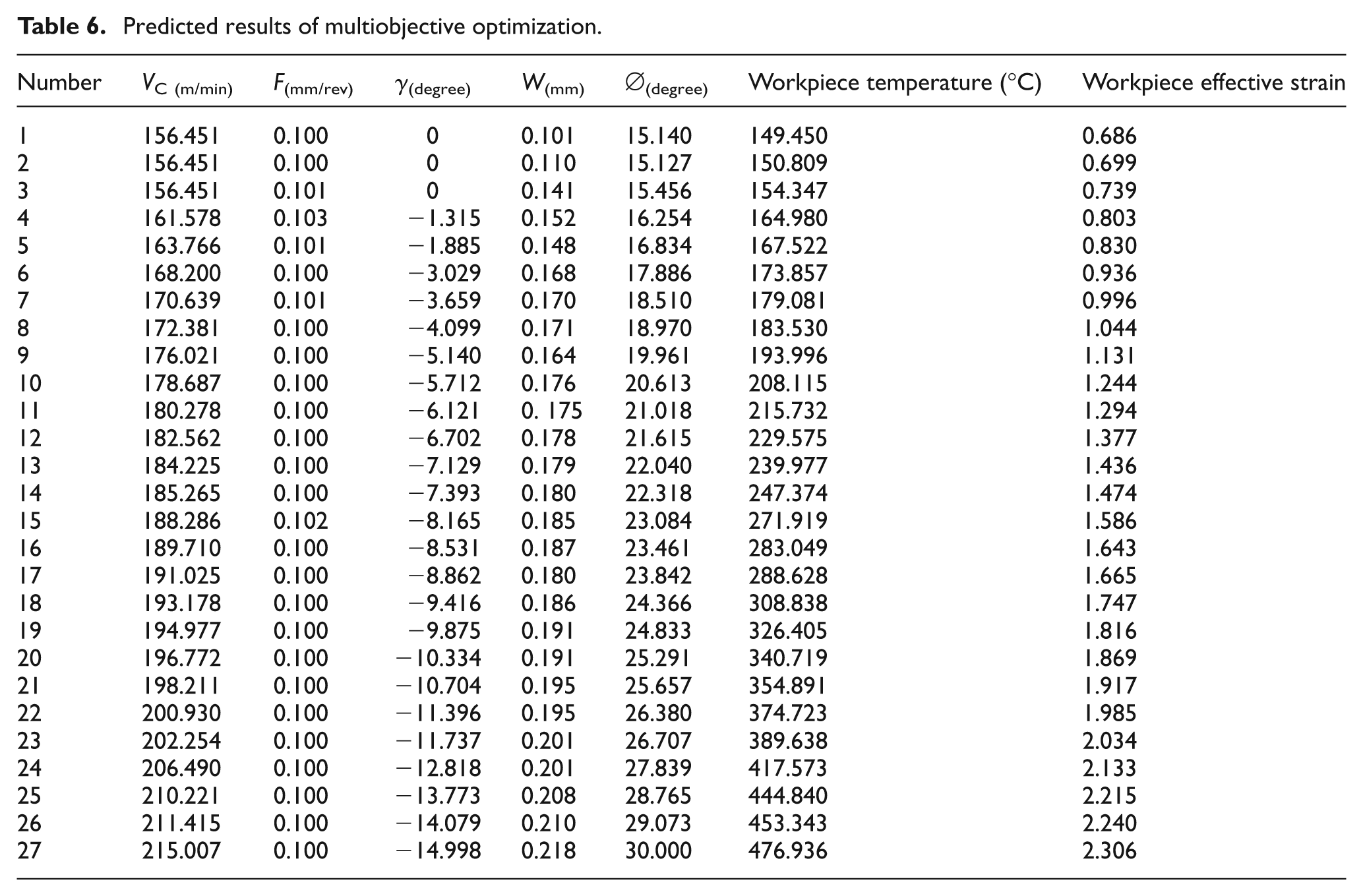
The functions implemented by NNs in the previous section were utilized as objective functions of NSGA-II. By doing this, NSGA-II determined the optimal Pareto-front by searching the decision space (input-machining parameters) and sorting the nondominated solutions (based on the minimizing temperature and maximizing effective strain). Some adjusted parameters of NSGA-II include crossover probability of 0.8, mutation probability of 0.25, population size of 90, and iteration of 1000. The optimal Pareto-front (nondominated solution set) that was obtained after optimization procedure is shown in Figure 9. Also, a set of 27 solutions (of 90 obtained solutions) and corresponding decision variables (machining parameters) were sorted based on the increasing temperature and were reported in Table 6. As can be seen, by moving to lower solution sets in this table, the state of objective 1 becomes worse while objective 2 becomes better. Since neither of the solution sets is absolutely better than the other (not dominated by each other), both are not the optimal solution that can be selected according to the requirement of the process engineer.
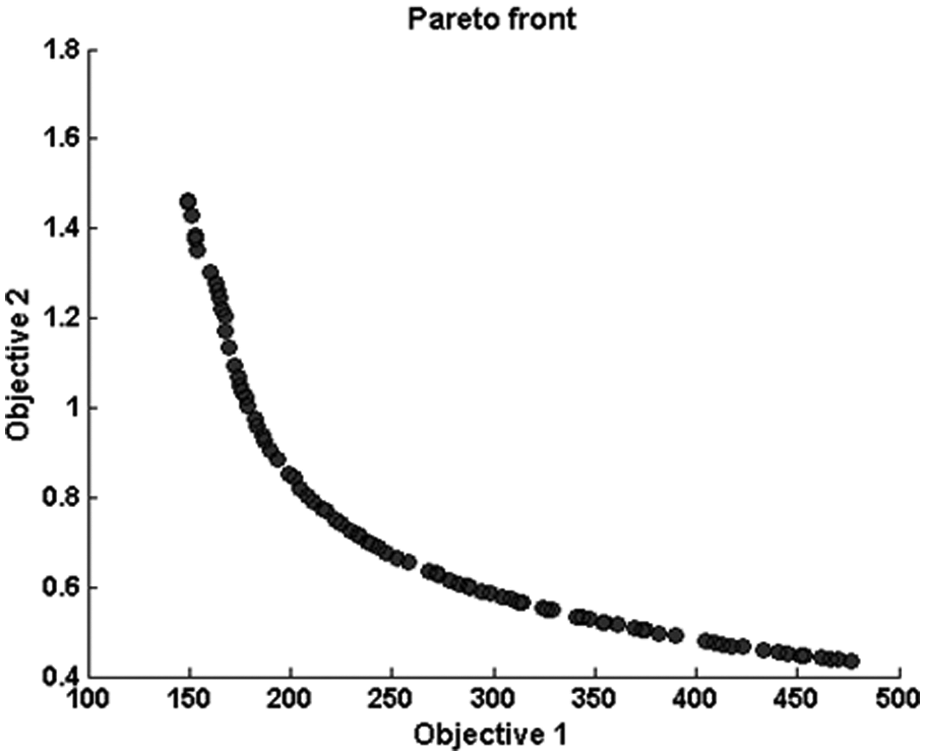
Optimal Pareto-front.
Predicted results of multiobjective optimization.
To confirm that suitable interaction takes place between FEM and MOO, some FE simulations were carried out according to the machining parameters of Table 6. In this regard, Figure 10 shows the comparison between predicted results of FE simulation and obtained results of NSGA-II. As shown in this figure, simulation results are very near the corresponding results of MOO, and there is good agreement between these methods. Hence, it can be said that the proposed hybrid technique of FEM–ANN–MOO in this article was implemented successfully. In fact, by employing this hybrid technique, suitable machining parameters were determined in order to optimize thermo-mechanical loads during hard turning process, while these results were not obtained by using previous simulations. Figure 11 shows distribution of temperature and effective strain on workpiece during turning process with machining parameters of solution set of 21 and 27. As shown in this figure, in each test, the conditions of thermal loads and mechanical loads is not better than the other, and it is based on the definition of MOO.
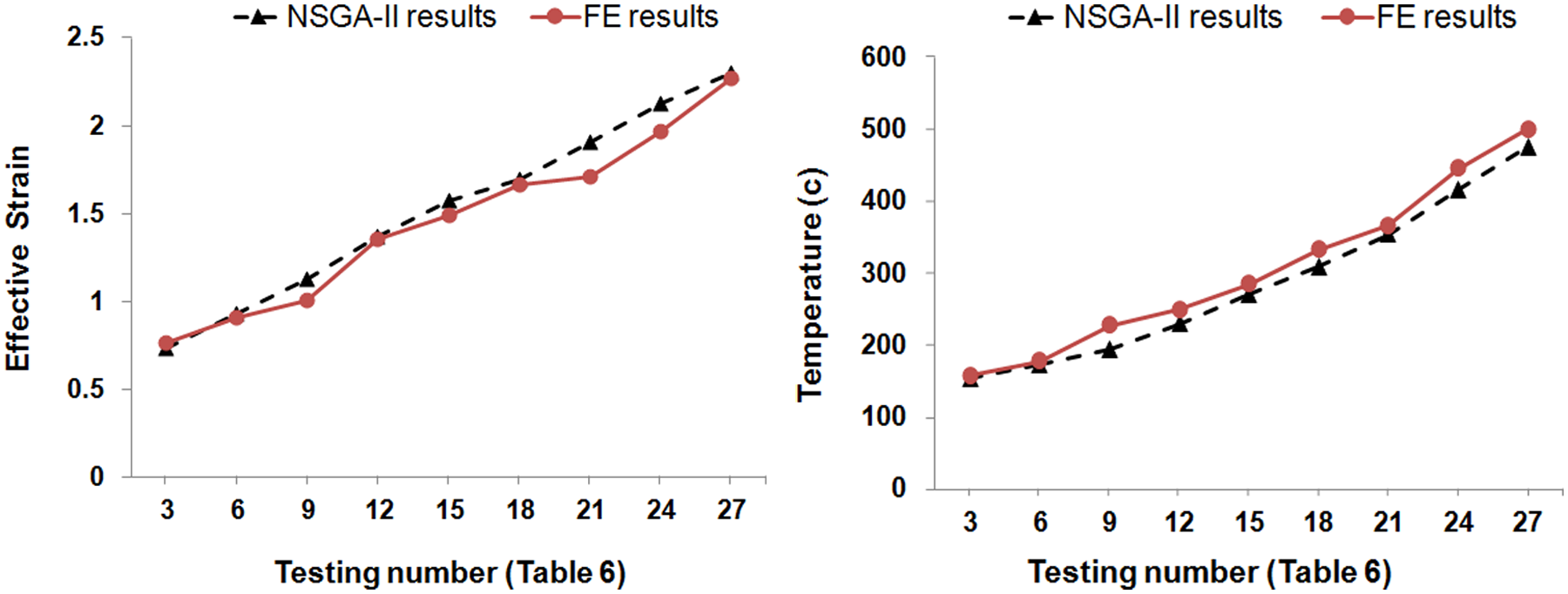
Comparison between the obtained results of NSGA-II and predicted results of FE simulation.
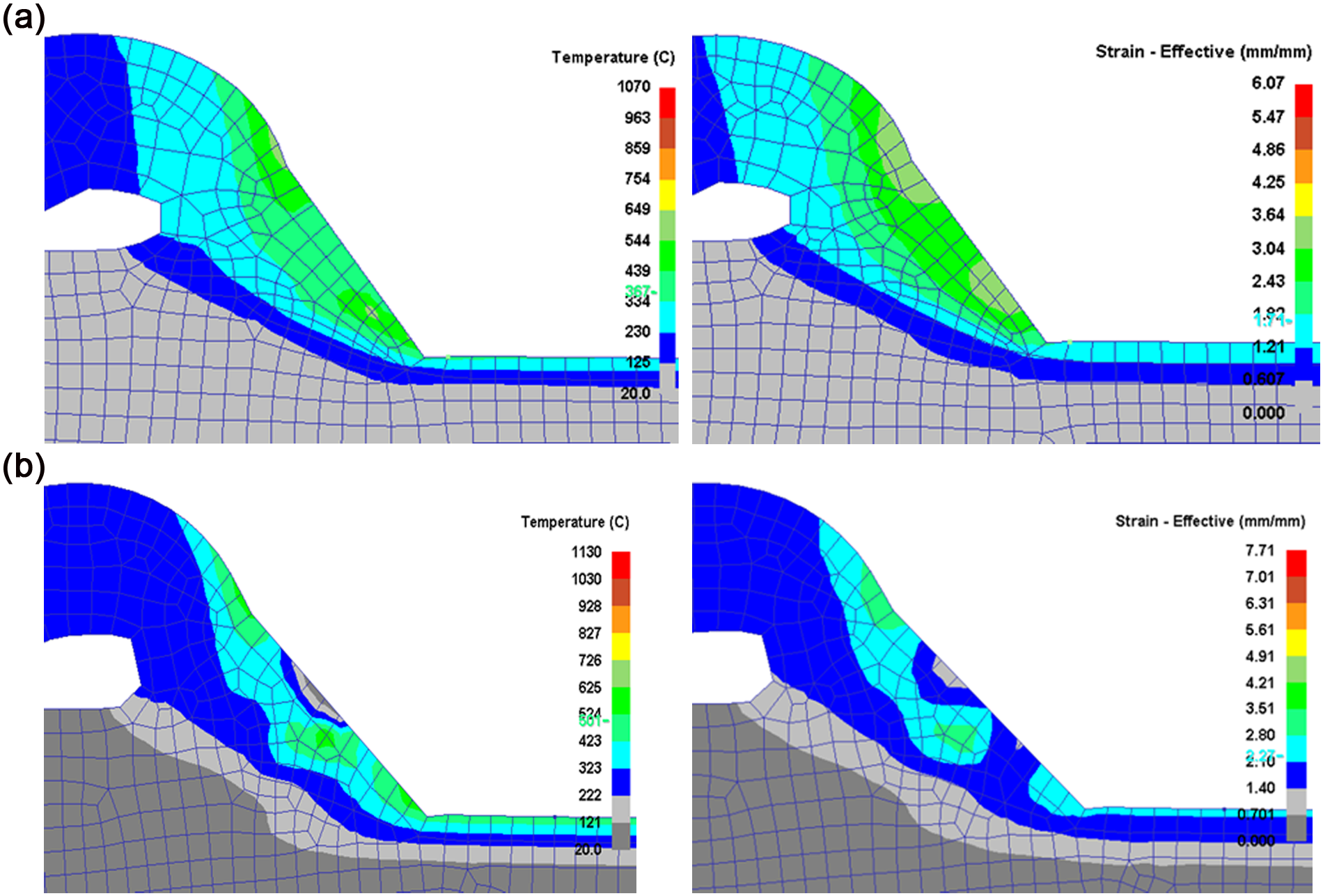
Distribution of temperature and effective strain with machining parameters of Table 6: (a) solution set of 21 and (b) solution set of 27.
Conclusion
The main objective of this article is to develop a useful and new hybrid method based on the FEM–ANN–MOO in order to predict and optimize thermo-mechanical loads during the orthogonal turning of AISI H13-hardened die steel. It is possible to state as follows:
By doing iterative procedure, it was found that the material model has more significant effects on calibration of simulation results than contact conditions. Moreover, it was found that using hardness-based flow stress is necessary for accurate simulation of hard turning process.
The new efficient method was employed to present a predictive model of the hard turning process by ANNs. At first, suitable structures of neural networks were determined by LOOCV method; then training of selected networks was carried out by GA. Although these methods were time-consuming in programming and computations, applied methods lead to an increase in accuracy and effectiveness of the neural networks in spite of less training data. In this regard, testing error ranges were obtained between 0.5% and 6.1% for both the ANNs.
Some FE simulations were performed with the same machining parameters obtained by NSGA-II. Comparison between results of NSGA-II and results of FE simulation showed that there were very good agreement between FE and intelligent methods employed in this article.
Optimal solution set of Table 6 showed that in order to achieve simultaneous optimization of thermo-mechanical loads in a specific range of investigated input parameters, the feed rate was kept at a minimum rate (0.1 mm/rev). Besides, it was found that cutting speed, rake angle, chamfered width, and chamfer angle were between 156 and 215 m/min, 0° and 15°, 0.1 and 0.021 mm, and 15° and 30°, respectively, on increasing each of which the state of mechanical loads was improved and the state of thermal loads deteriorated.
In this study, 2D analysis was employed for turning simulation, while 3D simulation of turning process is more realistic than 2D simulation and the effect of more machining parameters can be investigated. Besides, number of two outputs of the process were optimized, while developing MOO algorithm is required for simultaneously optimizing more than two outputs of the process. Finally, it should be said that the implemented hybrid technique in this study can be applied appropriately to other branches of mechanical engineering as well.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Conflict of interest
The authors of this article declare that there is no conflict of interest.