
Abstract
In a wire electrical-discharge machining process an electrically conductive workpiece is eroded ahead of a continuous moving wire by spark discharges, which are identical with those in conventional electrical-discharge machining. With wire electrical-discharge machining, convoluted shapes can be cut with a high degree of dimensional accuracy and good surface finish. The machining efficiency of wire electrical-discharge machining can be significantly improved by an adaptive adjustment of various machining parameters, such as, pulse width, pulse interval, dielectric fluid pressure, wire tension, servo reference voltage, etc. Improving the productivities of dies and achieving high-quality workpieces demand is expanding for high-performance wire electrodes. A considerable amount of research on development of wire electrodes for wire electrical-discharge machining has explored high-performance wires for high-speed and high-precision machining. This article reviews the evolution of electrical-discharge machining wires from copper to plain brass to various coated, diffusion annealed and composite wire electrodes that significantly increase the wire electrical-discharge machining productivity. It is evident from the various research developments on wire electrode that they influence the wire electrical-discharge machining performance and improve wire electrical-discharge machining performance substantially. The possible trends for future research on electrical-discharge machining wire electrodes are also highlighted in this article.
Keywords
Introduction
Wire electrical-discharge machining (WEDM) is a nontraditional machining process used to manufacture conductive hard metal components with intricate shape, greater tolerance and precision. WEDM employs a continuously moving electrode in the form of wire. The wire electrode is made of different materials (copper, brass, zinc coated, diffusion annealed, etc.) of diameter ranges from 0.050–0.35 mm. It is kept under tension by a tensioning device to overcome the inaccuracies in machined parts and is guided by two support members juxtaposed with the workpiece. Material is removed by a series of electrical discharges.1–2 The first computer numerically controlled (CNC) wire cutting machine was developed by Agie (Premier wire electrical discharge machining company) in 1969. The development was a modification to the die sinking process developed in 1943 by two Russian scientists (B. R. Lazarenko and N. I. Lazarenko). 3
The first WEDM machine was introduced to the manufacturing industry in 1972, with a capability of achieving small corner radii. These machines in the early 1970s were capable of cutting two square inches an hour, which subsequently went up to six square inches an hour in the early 1980s. 4 The cutting rate has increased tremendously since its inception. In addition to machining electrically conductive workpieces, some WEDM work has also been reported on insulating ceramics.5–7 These machines have the capability to cut cavities and contours in metal or metal alloy, such as tool steel, aluminum, copper and graphite, to exotic-age alloys, including titanium, hastaloy, waspaloy and Inconel. 8 The WEDM process is widely used by the mold, tool and die making industry, aerospace components, prototypes and electronic industry. 9 The wire electrode is one of the factors among an assortment of factors contributing to the overall performance of WEDM. The development of EDM wire electrodes used in WEDM owing to the evolution of new materials, exerts a significant influence and has helped their use for high-speed production applications.10–11 With the introduction of relaxation generators in wire electrical discharge machines, only copper wire could initially be used owing to its high electrical conductivity (100% IACS( International annealed copper standard)). Use of brass wires (20%–23% IACS) in these machines were restricted as it lead to undesirable effects, such as welding of the gap. With the advent of static impulse generators in WEDM, brass wire becomes an option.12,13 Coated wires were introduced to increase the cutting speed and precision substantially. These wires were composed of copper/copper alloy, brass/brass alloy, steel core coated with single or multi-coatings of copper, zinc or zinc oxide layers, etc., of varying coating thickness. Coating helps the heat-sink effect on the wire, thus cooling the core material, which subsequently reduces the temperature leading to an increased cutting speed. 12 Many EDM wires are also infamous for their low fracture toughness owing to their inability to withstand even small flaws during machining when flushing conditions deteriorate. Such flaws, introduced by an electrical discharge, are greater than the critical flaw size necessary to produce breakage of wire under preload tension, which could cause the wire electrode to break cataclysmically. Breakages in WEDM are reduced by either lowering the power setting or using composite wires having a high fracture toughness. 14 Cutting speed is characteristically reduced by lowering the power settings, subsequently raising costs and reducing profits. The high-performance wires (coated, composite, diffusion annealed, etc.) are characterized by high conductivity with good sparking ability. In a coated wire electrode, the core material meets the condition of mechanical strength and coating improves machining speed and accuracy. 10 This article focuses on the wire electrode development and research activities. The main section focuses on the development of wire electrodes for WEDM, which include the wire-related and non-wire-related factors for enhancing WEDM performance. The final part of this article suggests the future research directions for enhancing WEDM performance with high-performance wire electrodes.
WEDM process
WEDM, since its inception, has revolutionized the tool, die, mold and metal working industries. Evolution of WEDM in the 1970s was owing to the powerful generators, new wire electrodes, enhanced machine intelligence and better flushing conditions. 15 It is the most diversified machine tool developed for industry and has numerous advantages over conventional machining. Electrically conductive materials, regardless of the hardness, can be machined with greater accuracy and precision. In this process, a continuously moving wire electrode tool (Figure 1), made of metallic wire, is connected to a pulse generator so as to generate an electrical discharge between a wire electrode and an electrically conductive workpiece. The gap between the traveling wire electrode and workpiece must always be filled with a dielectric fluid, which acts as a cooling agent and promotes flushing of debris removed by discharge in an active machining area. Particles flow between the wire electrode and the workpiece from each spark formed by an ionization channel under intense heat and pressure owing to a sequence of rapid electrical pulses, generated by machine power supply, thousands of times per second. Kinetic energy, generated in the form of heat, thus raises the temperature to the range 8000 °C–12,000 °C in the channel. The temperature generated is more than the boiling point, which ultimately raises pressure on the plasma channel to as high as 200 atmospheres.15,16
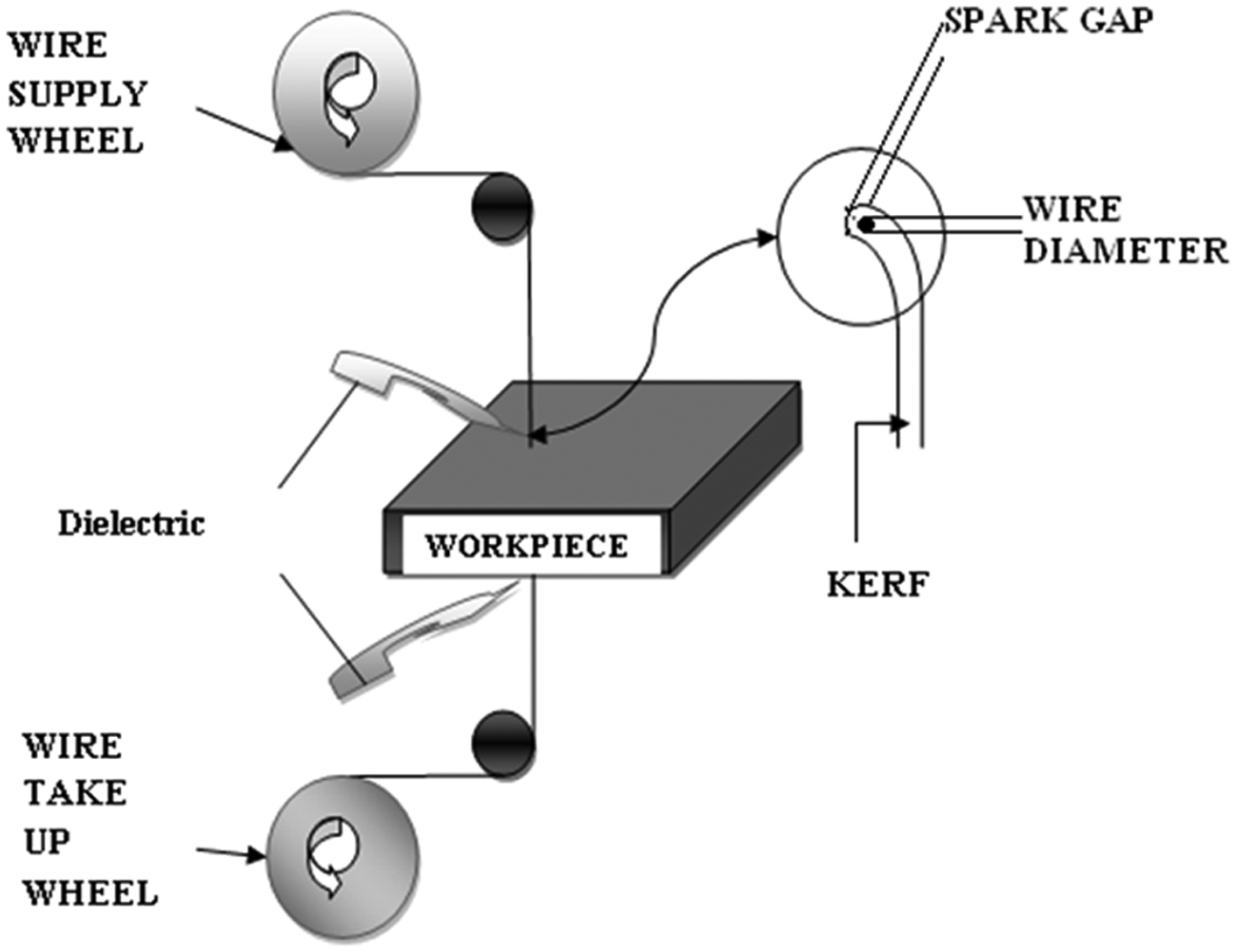
WEDM process.
The machining process involves repetitively forming plasma and quenching that plasma with the help of dielectric fluid. This process happens sequentially at nanosecond intervals at many spots along the workpiece cutting zone. Effectual flushing is required to prevent the building up of conductive particles in the gap, which causes large undesirable craters by transferring a large amount of energy owing to electrical arcs. These flaws tend to become large owing to deterioration of the flushing conditions. Flaws created by the sparks often radiate from a sharp corner leading to failure or breakage of the wire electrode. The property of a material to resist failure caused by cracks is called fracture toughness. Lower tensile wires usually have higher fracture toughness than high tensile wires. 17 WEDM users demands maximum productivity, increased accuracy and predictable performance. For achieving a successful operation, selection of the correct wire electrode for WEDM is an intimidating task. 18 As a result, experimentation with different wire electrodes is essential if optimum results are to be achieved. The wire electrodes used in WEDM must have three important criteria: high electrical conductivity; sufficient mechanical strength; and optimum spark and flushing characteristics. The WEDM performance is attributed to mainly six factors, as shown in Figure 2.
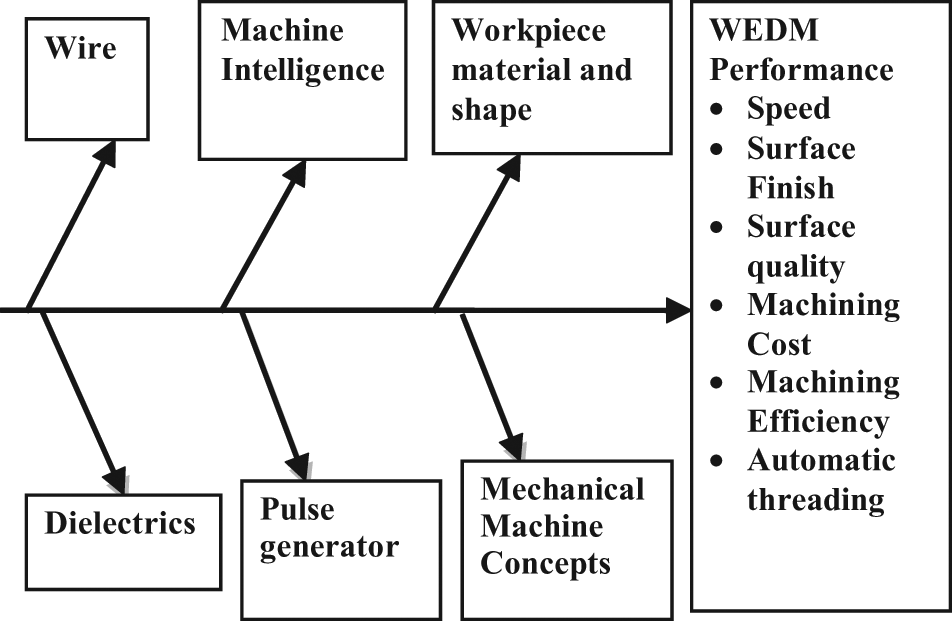
Effect of various factors improving the WEDM performance. 11
Properties necessitated for wire electrodes
Figure 3 illustrates the wire electrode performance for WEDM. The properties required for the wire electrode are; (a) electrical properties, (b) geometrical properties, (c) physical properties and (d) mechanical properties. 13
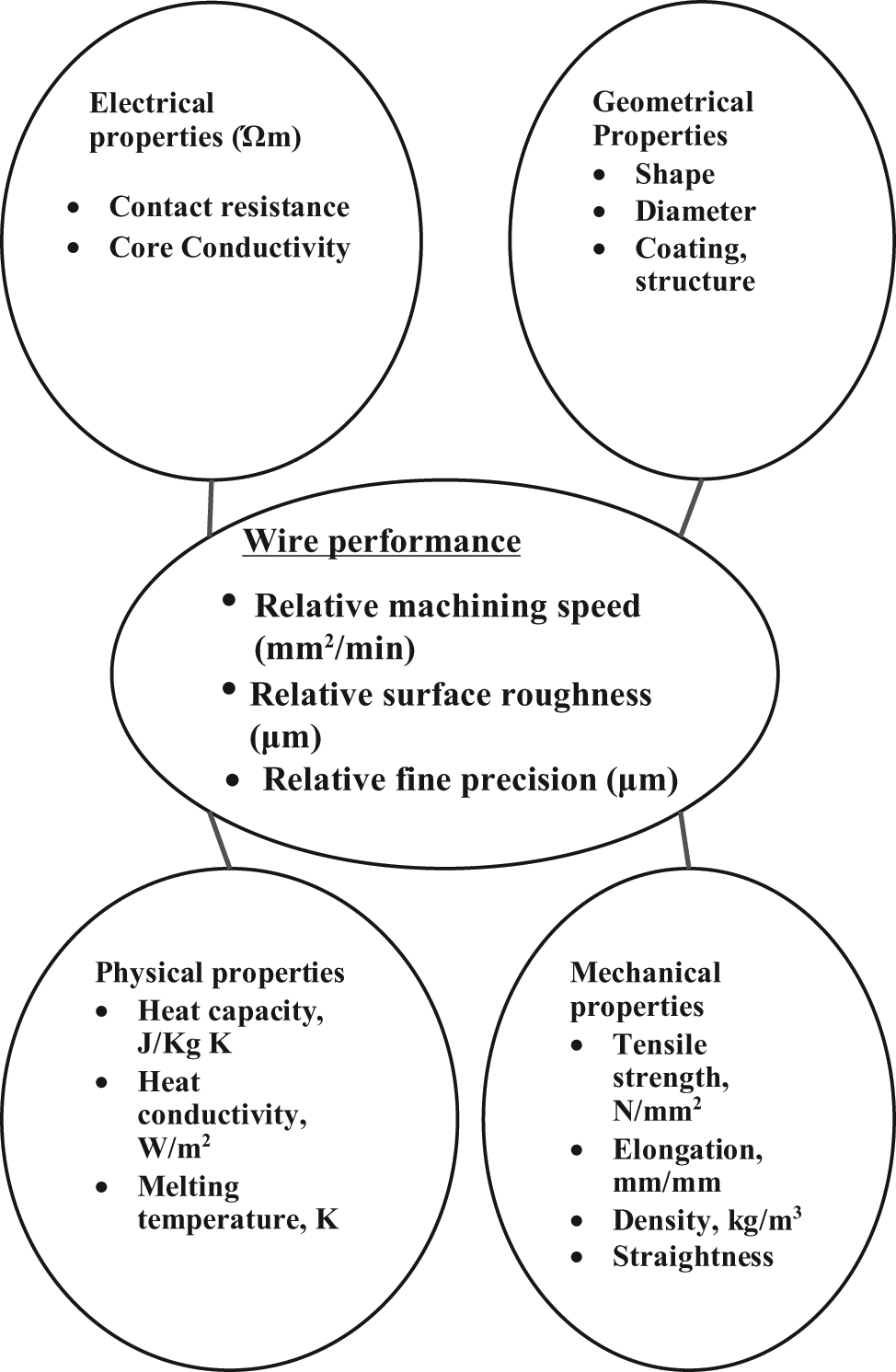
Wire electrode performance for WEDM. 19
Electrical discharge performance is desired for steady and elevated energy discharge for high-speed cutting. The electrical properties are articulated by its electrical resistance. Energy losses are minimized by using two current contacts and selecting high-conductivity electrode materials, such as copper, brass, aluminum and its alloys, with optimized settings. Conductivity determines how readily the energy is transferred from power feed to the actual point of cutting. 20 Improving the surface area of the wire will allow faster cutting. Ultra-fine wires (less than 30 µm diameter) are used for micro-WEDM, where small pulse energies are predominant. 19 The coated layer structure is affected by the thermo-physical properties of the electrodes, which are associated with its thermal conductivity, melting and evaporation temperature. Coating on the wire electrode initiates cooling of the wire electrode core and yields a good cutting performance. 21 The imperative mechanical properties of the wire electrode are its tensile strength (σY), elongation and straightness. High tensile signifies the ability of the wire electrode to endure tension during machining. Elongation describes how much the wire gives during cutting before it breaks. Straightness is important for successful auto threading. 18 Soft wires (σY = 350–400 N/mm2) are used for taper cutting and high tensile (σY = 750–990 N/mm2) wires are used for high-precision cutting. 12 Non-wire-related factors, such as mechanical machine concept, use of improved impulse generator and the dielectric flushing techniques, also play an important role for enhancing machinablility of the WEDM process. 13
Development concepts for wire electrodes
Based on the electrical-discharge machining (EDM) model, the most important properties for controlling WEDM performance are: (a) stable electrical discharge for high-speed cutting and precision machining; (b) heat resistance to withstand high temperature at discharge point; (c) low calorification to control joule heat. 22 A zinc addition in the wire electrode helps to control electrical discharge properties, which subsequently enhance machining performance. The addition of conductive alloying elements on the core surface of wire electrode controls calorification and heat release. 23 Several inventors24–26 have directed their efforts to enhance the wire electrode performance by controlling the above three methods. Significant increase in the performance of WEDM has been reported27,28 with single (plain wire electrodes) or multi components (zinc coated, diffusion annealed, etc.) wire electrodes. Brass wire electrodes are extensively used owing to their ability to generate a stable discharge, but its electrical conductivity is low. Many wire electrodes have been developed by considering electrical conductivity and heat resistance of the coated layer or core material. 18 One property that noticeably affects the WEDM performance is fracture toughness. Fracture toughens is the ability of the wire electrode to resist breakage and withstand the formation of craters on its surface. 17 Wires with a high tensile strength can be made, but as a result have a tendency of breakage. Composite wire electrodes with a steel core having a high fracture toughness have been developed to address the wire fracture and electrical conductivity problem. 29
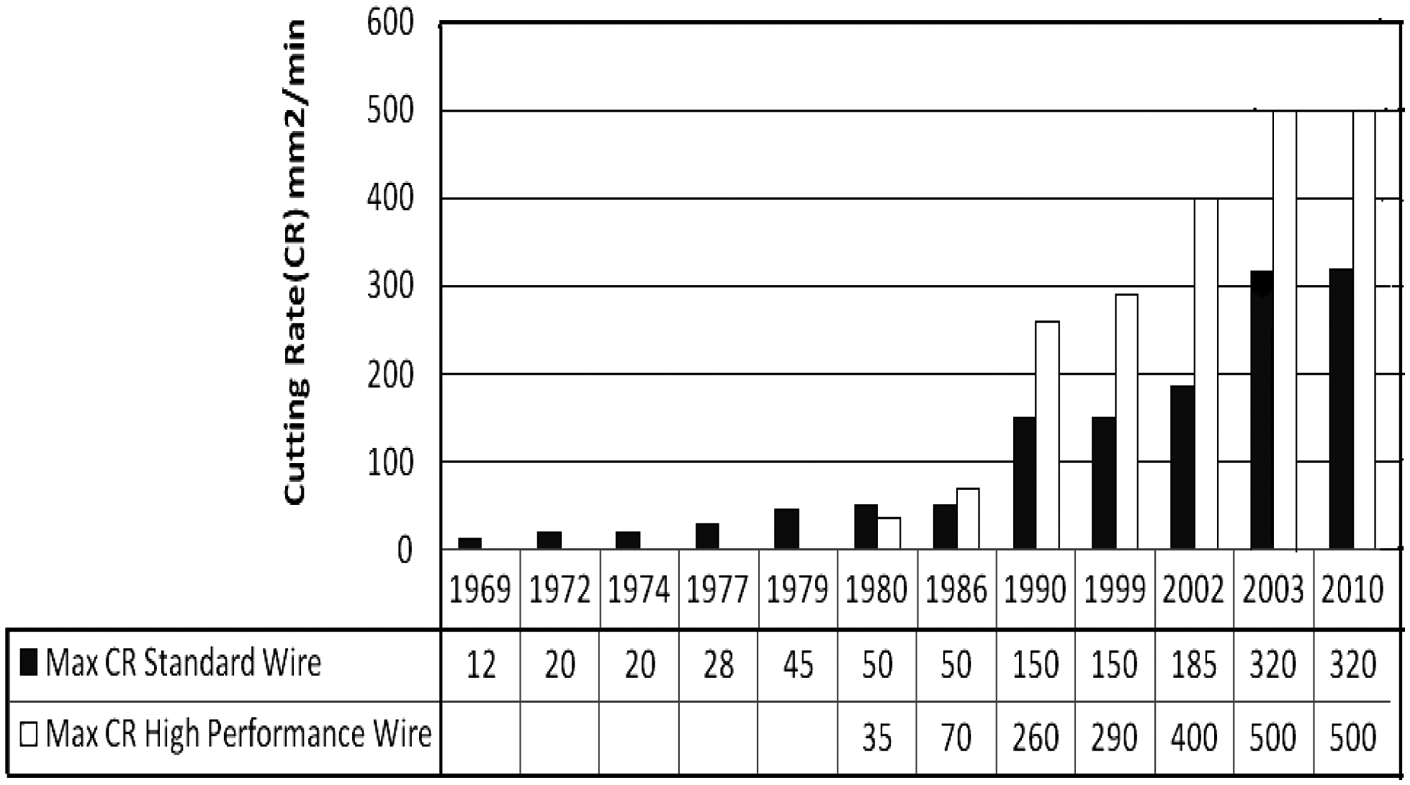
Figure 4 shows the rapid evolution of of the WEDM rate, with standard wire and high-performance wire electrodes, since it was introduced.
Wire electrode research areas
The authors have categorized the wide range of published work relating to wire electrode development into different sections, namely, plain wires, coated wires, diffusion annealed wires, gamma coated wires, composite wires and porous wires (Figure 5).
Classification of wire electrode research areas.
Plain wire electrode
Wires consisting of a single homogenous component are identified as a plain EDM wire electrode. These wires do not have coated or composite construction.
Copper and brass wires
Copper was the original material first used as electrodes in WEDM applications owing to its excellent electrical conductivity, high elongation and its ability to be easily formed in fine wires. Its use was limited owing to its low mechanical strength and inability to control vibrations resulting in a slow machining speed, inferior machining accuracy and propensity of wire breakage.21,32 Today its use is confined to earlier machines with a power supply designed for copper wire electrode. Brass wires (Figure 6) are the combination of copper and zinc, alloyed in the range 63%–65% copper and 35%–37% zinc. 30 Prohaszka et al. 12 reported that machining speed increases with the presence of zinc in the EDM wire electrode owing to stable discharge during machining. The zinc in the brass wire actually boils off, or vaporizes, which helps cool the wire and delivers more usable energy to the work zone. The addition of zinc in the wire provides a higher tensile strength, lower melting point, higher vapor pressure rating and improved flushability, but its conductivity is significantly reduced. 31 Antar et al. 33 disclosed that machining speed can be further enhanced with the addition of more zinc (more than 40%) to the wire, but in that case the drawing process to form a wire becomes difficult because of the presence of a brittle phase in the alloy.
Plain brass wire electrode.
Molybdenum and Tungsten wire electrodes
For smaller diameters (0.004 in and under), molybdenum or tungsten wire electrodes are used because of their high tensile strength and load-carrying capability. 34 The tensile strength of the pure molybdenum is approximately 1.6 times and tungsten is 3 times that of a plain brass wire electrode. Their use is limited because of low electrical conductivity and flushing. Tungsten and molybdenum wires also have poor discharge, low tensile strength at high temperature, which leads to poor surface finish, and wire failure. This drawback was removed by using the molybdenum alloy containing one or more of the oxides of Al, Si and K, and tungsten alloyed with rare earth elements like Y, La, Ce, and their oxides. The tensile strength and strains in the wire of molybdenum alloy was improved as the fine particles of the oxides are uniformly dispersed in the molybdenum, so that the recrystallization temperature of the molybdenum alloy becomes higher and accordingly the tensile strength of the molybdenum alloy at high temperatures is improved. 35 The molybdenum wire electrode is also abrasive to power feed and wire guides, moreover they are very expensive. The diameter of the molybdenum and tungsten cutting wires can be reduced for more precise processing. The accuracy of the cut surface of the workpiece can also be improved.36,37 Several authors38,39 have also suggested that the molybdenum alloy, used to make the cutting wire electrode, has a characteristic called an emission effect, whereby the emission of electrons is facilitated for an improved current flow through the cutting wire. This increases the discharging capability, which subsequently produces the effective spark. The processing speed and the accuracy of the cut surface of the workpiece are improved, and the number of failures owing to breaking of the cutting wire is reduced. These wires are particularly suited for making small parts with very tight tolerances and good surface finishes.
Aluminum brass wire electrode
A small percentage addition of aluminum to brass (Figure 7) enhances the tensile strength of wire (near 1200 N/mm2) without affecting the elongation property. These wire electrodes are less vulnerable to breakage than plain brass wires. They are commonly available in brand names, like Somal, TAF, etc. 29
Aluminum brass wire electrode. 29
Coated wire electrodes
It is not practically possible to draw and produce brass wire with a zinc content of more than 40% owing to changes in the grain structure, which makes the wire brittle for further processing the wire electrode into small diameters. 11 Owing to a low melting point, zinc can only be coated on the core of a metallic wire. An early attempt 40 was made to draw the wires after hot dipping. The final size is attained by uniformly coating the zinc on the core of the wire. The foremost requirement of zinc-coated wires is to have better splashability so that the wires perform better than conventional a brass wire. Zinc coating is better than cadmium and magnesium, as cadmium is toxic and magnesium is highly reactive, also zinc has a better flushability. During the EDM, a generated spark tends to boils off the zinc from the surface of the wire, which helps cool the wire and delivers most of the useful energy. 41 The cutting rate of these wires has a propensity to slow down owing to the spark penetration of the zinc coating.
Zinc-coated brass wire electrode
An EDM wire must possess a tensile strength along with flushabililty that promotes cutting rate. It is known, in the early prior art,42,43 to use a wire electrode with a coating material having low vaporization temperature, such as zinc or alloy. The core maintains the required mechanical strength and the coating increases cooling ability and flushability. The coating material easily vaporizes during spark generation and the core is protected owing to the cooling effect of the coating material. Various processes, i.e. electroplating, plasma coating, and thermal spraying and hot dip galvanizing, are used for zinc coating on brass wire. But owing to limitations of high cost, uneven concentration of zinc, change of characteristics of brass wire and generation of hazardous gases, a new method to coat zinc on the brass was proposed 44 to alleviate the limitation of prior art. The proposed invention [Figure 8] is advantageous in terms of decreased manufacturing cost and prevention of environmental contamination. Combining the conductivity of core with the flushability of zinc (zinc coating on copper core) has also been suggested. 43 The wire electrode thus obtained, is more easily wetted by dielectric fluid. The cooling of the wire electrode is greatly improved, which permits an increased current flowing through the wire.
Pure zinc coating on a brass wire core. 42
Diffusion annealed coated wires
Hermanni and Fleisbach 45 carried out their research to enhance the performance of zinc-coated brass/copper wires by diffusion annealing the EDM wires. Diffusion occurs at a controlled elevated temperature and in an inert gas environment. In order to provide an alloy of a desired structure and composition, alternating layers of high conductivity, low melting and vaporization temperature are diffused into each other. Copper atoms from brass diffuse into zinc atoms, and zinc atoms diffuse into brass. Negrerie et al., 46 in their prior art, elucidated that diffusion of zinc of 0.1 to 1 micron occurs on a core of copper, molybdenum alloy copper clad steel after its annealing in an oxidizing atmosphere to form a zinc oxide film on the surface. They offer satisfactory mechanical and breaking strength. The various alloys of brass and their associated properties were suggested by Tominaga et al. 47 and are shown in Figure 9.
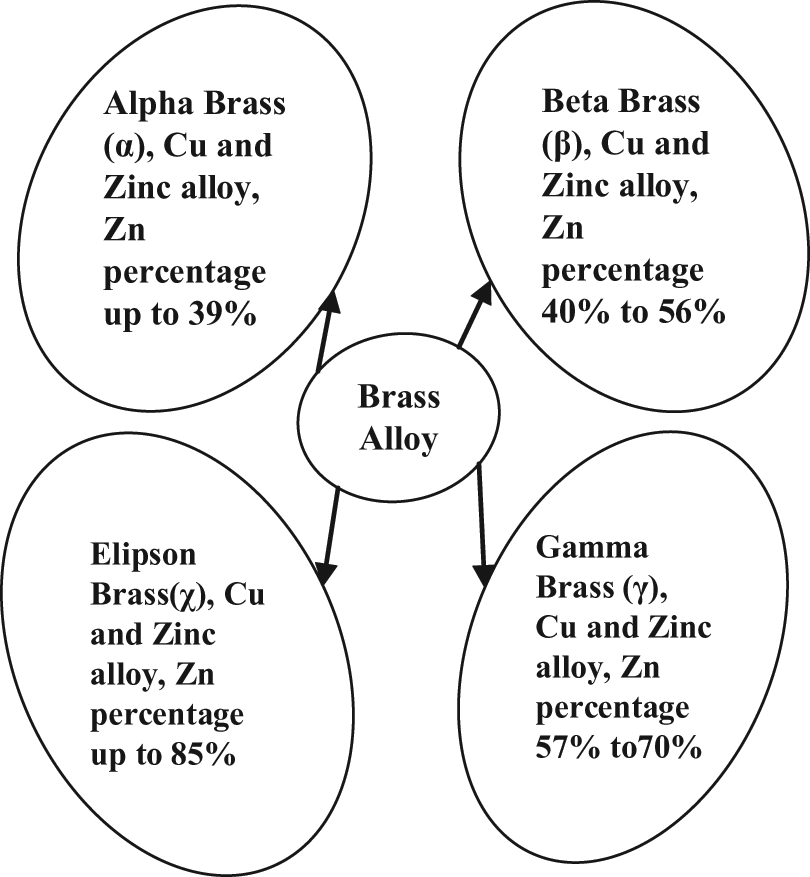
Brass alloys and their associated properties. 47
X type diffusion annealed wires
Gross and Hermanni 48 disclosed a method of manufacturing a conducting wire electrode, which has a conductive core and coating of structural composition offering a greater resistance against erosive wear. In another prior art 49 an attempt was made to provide the necessary breaking strength to the core of the wire. Zinc coating thickness was chosen in such a manner that zinc is completely diffused in to the wire to make the beta phase over the core of wire electrodes (Figure 10). Bronocut-X, Beta Cut-X and X-Kut are the brand names of these types of diffusion annealed wires. Despite having disadvantages of poor straightness, low tensile strength and high cost, significant gains have been reported by these wires in aerospace alloys, such as Inconel and Titanium. 30
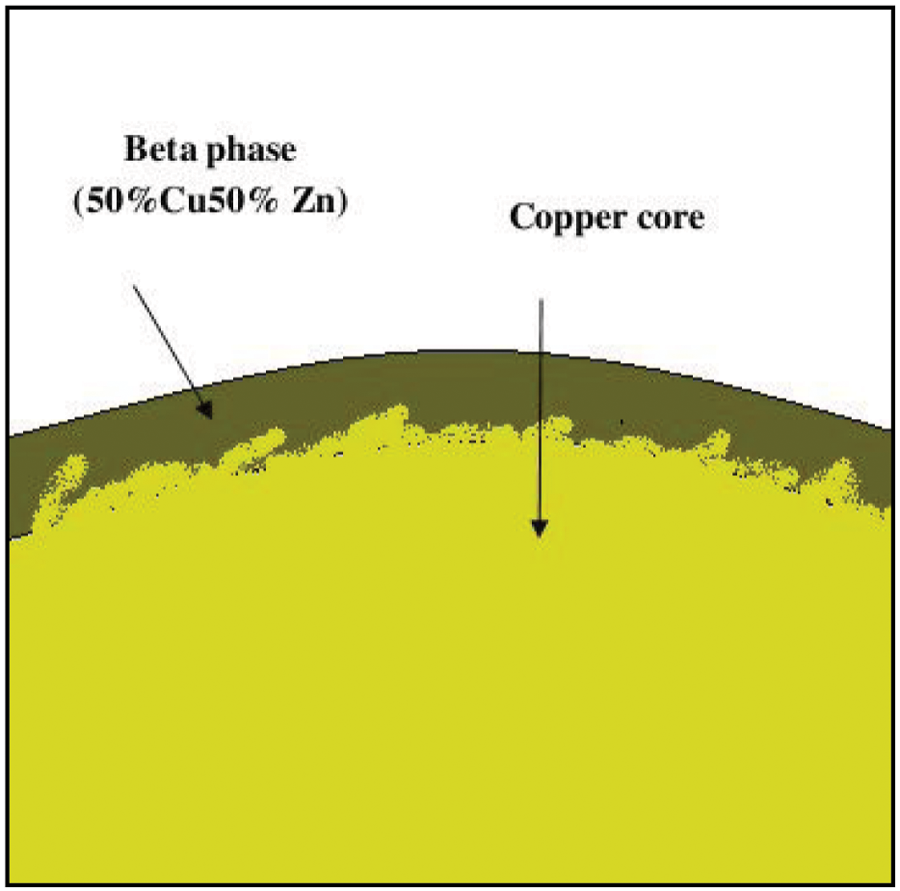
X type wire electrode. 42
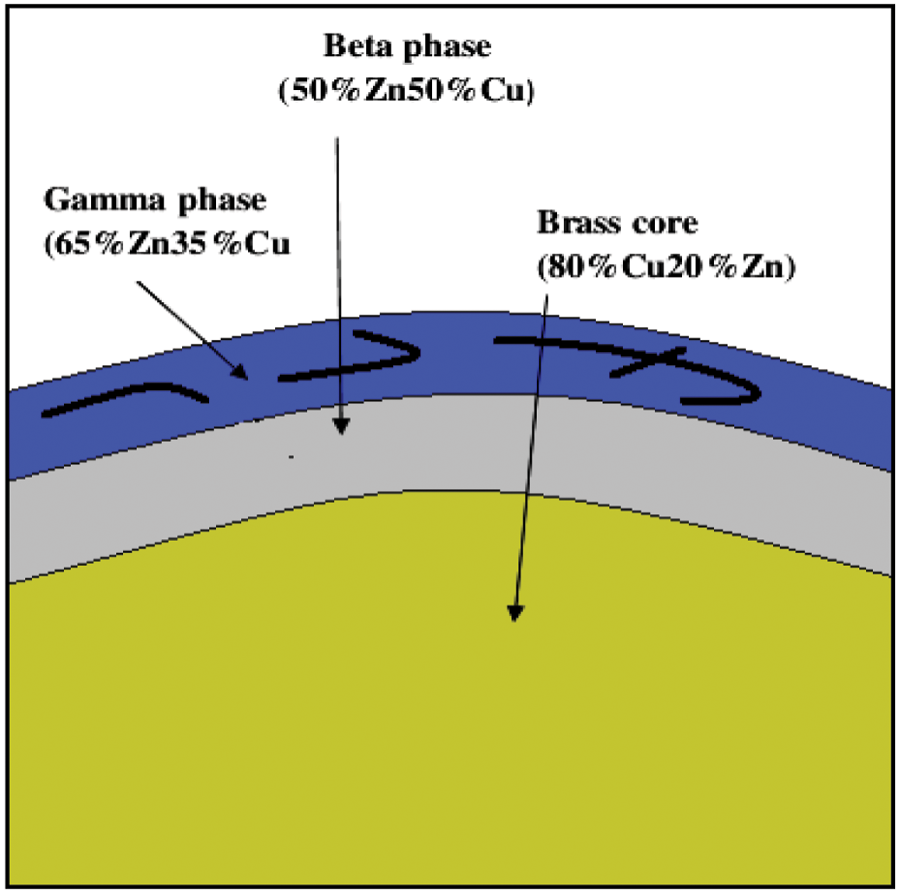
D-type diffusion annealed wires
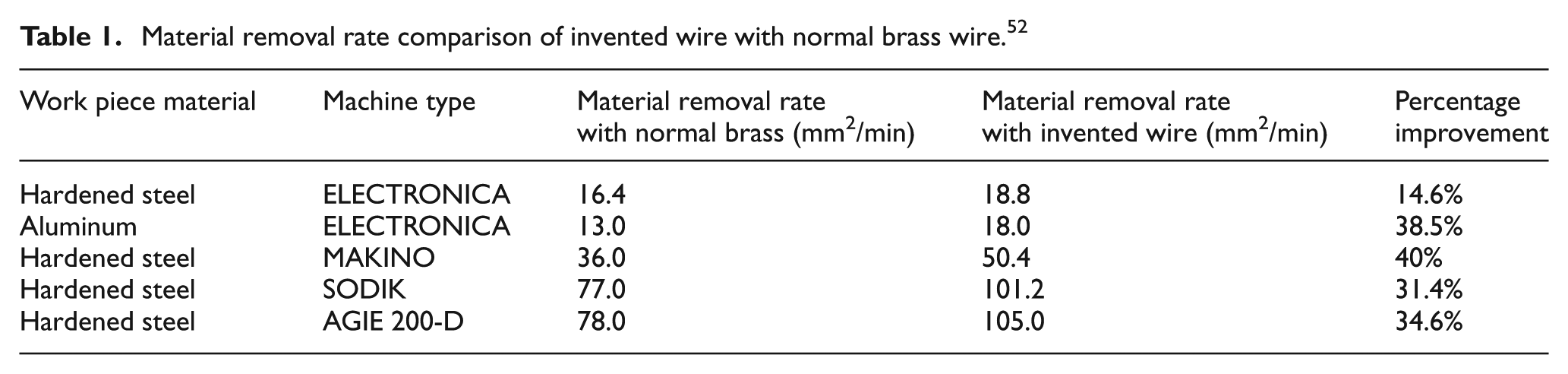
D-type diffusion annealed wires are the further improvement over X-type wires. Beta brass encrusted over the copper-alloyed core (80%Cu, 20%Zn) has relatively elevated tensile strength (800 N/mm2). Such structural wire is disclosed by Barthel et al. 50 for the use in WEDM. The objective of the study was to provide a less expensive wire electrode with better physical and chemical properties. Other inventors51,52 directed their efforts to produce a wire electrode with a core of low zinc (alpha brass) with top levels of highly rich zinc beta brass to aid better tensile strength and to facilitate better erosion for accurate cutting of the workpiece. The wire electrode for spark erosion cutting, so produced, was compared with a normal plain brass wire electrode. Table 1 illustrates noticeable improvement in material removal rate with the invented wire as compared with a normal brass wire. Tomalin 53 also recognized the desirability of such types of wires (Figure 11). These are commonly known as cobra cut –D, D-cut and were initially used for Charmilles Agie machines owing to their auto threading ability.
Material removal rate comparison of invented wire with normal brass wire. 52
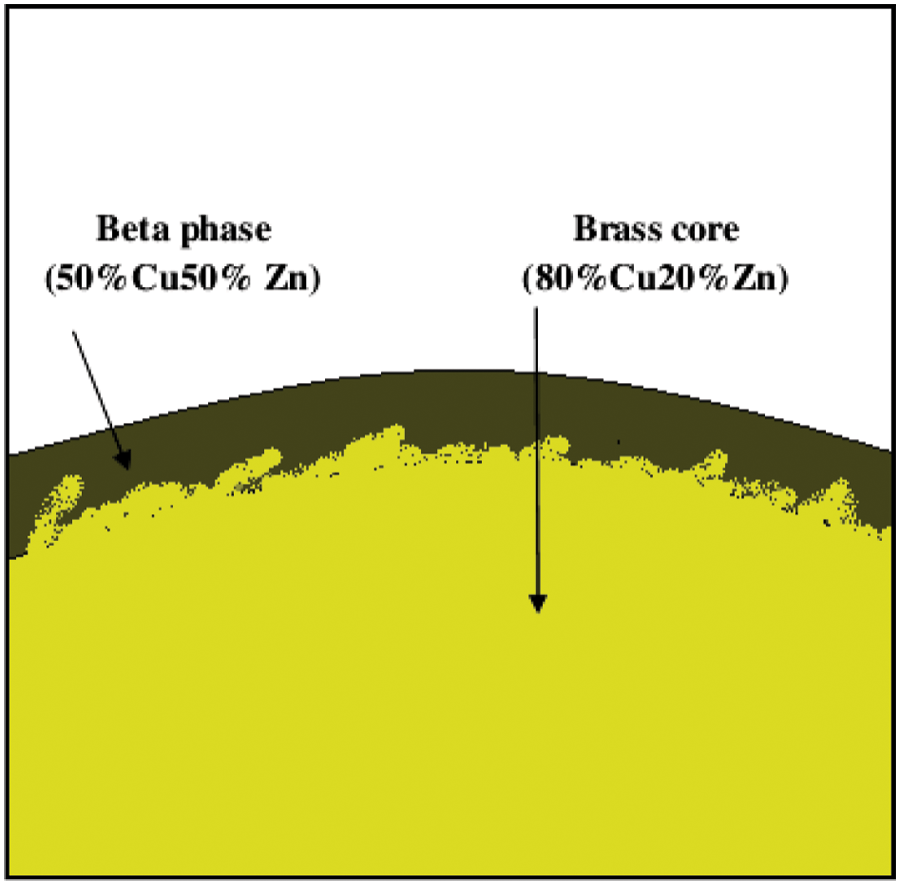
D-type diffusion annealed wire electrode. 53
Gamma-coated wires
The persistent development for higher cutting speed in WEDM has led to the development of gamma-coated wires (Figure 12). It was reported 55 that diffusion-annealed beta phase brass contains zinc content in the range 45%–50% and has a high melting point, thereby providing excellent tenacity. Gamma wire takes advantage of the low cost method of distributing a layer of gamma phase over the surface of the wire electrode. These wires have the capability of reducing cycle time by lowering the cost of rough cuts via increased removal rate. Barthel et al., 54 in their prior art further disclosed the desirability of the gamma phase for EDM wire electrode. Gamma phase fractures, during the final drawing process producing a discontinuous surface, thereby have the benefit of increasing the cutting speed. Many attempts56–58 have been made to improve gamma-coated wires by employing low temperature diffusion annealing owing to changes in technology disclosed by various inventors.
Gamma brass type wire electrode. 54
Gamma X and gamma D type wires
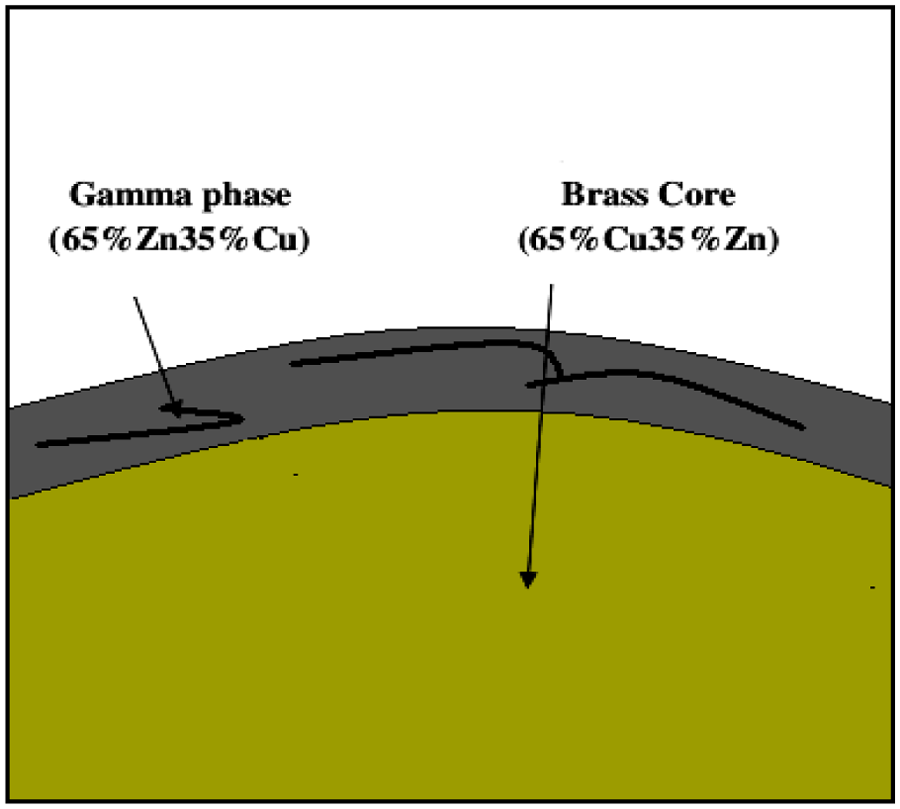
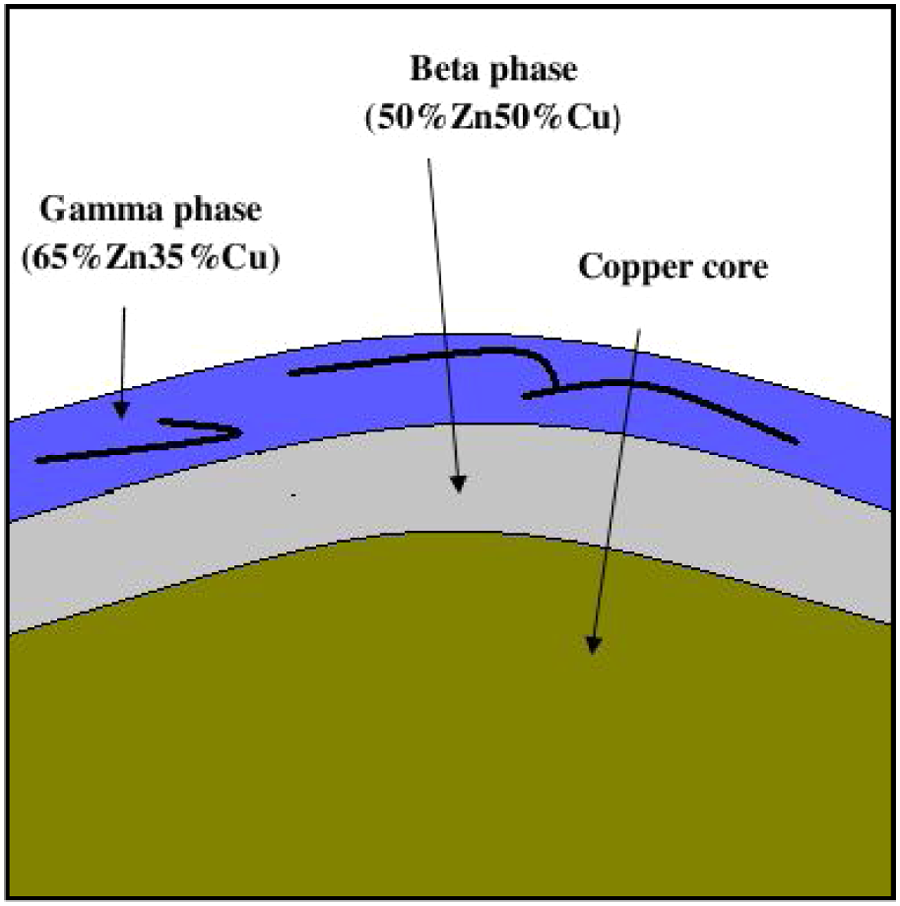
Inventions carried out by various inventors59–63 also tried to cover the conductive core with a film of multiple fine layers. The alternating coating layers on the core of the wire electrode are diffused into one another in order to provide alloys of desired structure and composion. These wires provide the charactersics of high conductivity and low melting and vaporization in an alternating fashion. Passivation (chromization and phosphatation processes) of the surface of the cladding of the brittle phase of the gamma coating was disclosed by Chiriotti et al. 64 to reinforce their resistance against corrosion. According to the embodiments of the invention by Barthel and Nuser, 65 the wire electrode core made of copper (X-type wires) or copper alloy (D-type wires) are first diffusion heat treated for the formation of the beta phase and then stablization treating steps are perfromed in order to produce the outer coating of the gamma phase (Figures 13 and 14). The electrode wire has a beta coating as a inner layer for fast machinnig and an outer coating for precision machinng at relitively low cost. The gamma phase coating is more brittle than the beta phase coating and the elipson phase is very unstable making it difficult to control the process for converting the zinc coating to the elipson phase. 66 However, better results are obtained by giving the gamma phase layer a thickness of less than 8% diameter of the wire. 67 These wires are commercially known as Gamma-X, Gamma-D or Versacut-H. These wire electrodes provide a superior performance on aerospace alloys under good flushing conditions.
Gamma X-type wire electrode. 65
Gamma D-type wire electrode. 65
Composite wires (copper-clad steel core)
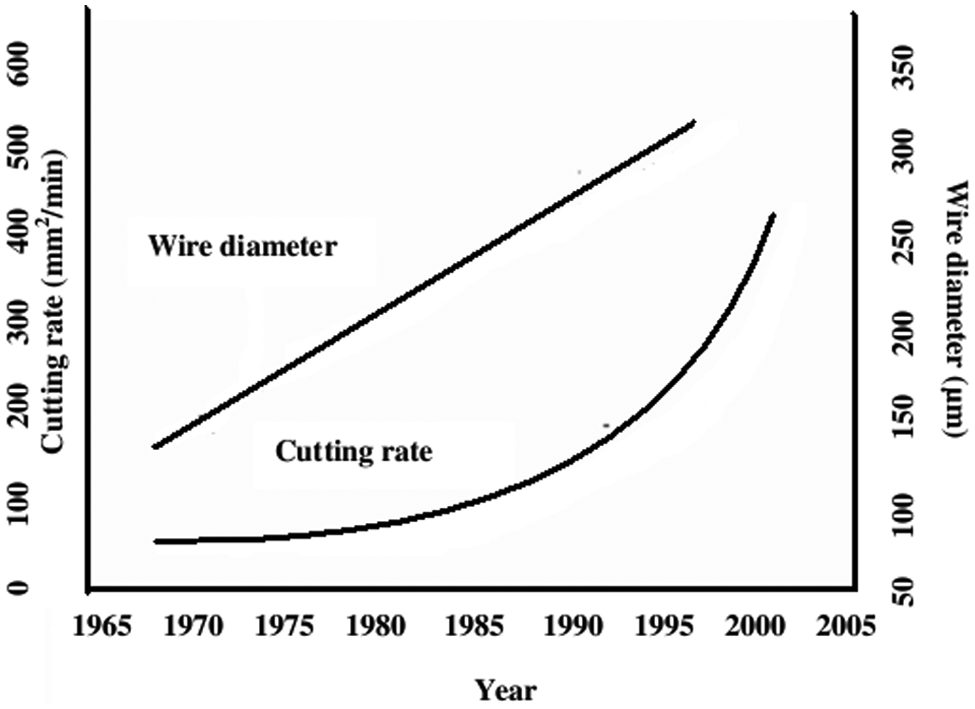
Composite wires, having the unique property of alloying traditional EDM wire electrode (copper, brass) with nontraditional wire (steel), find applications in tall workpieces, interruptible cuts and for poor flushing conditions. The method of manufacturing a copper/zinc coating on a steel core was initially proposed by Conves et al. 42 The steel core enables the wire to maintain good mechanical strength and the coating increases its cooling and splashing ability. The method of manufacturing includes a zinc coating by electroplating before final sizing of the wire. Tominaga et al., 47 in their research, disclosed a coated wire having a copper clad steel core and a layer of beta brass that provides good conductivity and superior machining accuracy. The concentration of zinc gradually decreases radially in the inward direction. These wires offer incomparable resistance to breakage for tall workpieces. Kruth et al. 68 unveiled the development of new copper-coated steel wires, different coatings and core combinations having features of good sparking ability, excellent straightness and increased accuracy. Several inventors69–71 proposed new materials, like pearlitic steel, phosphates and chromates, which were introduced in wire electrodes. Pearlitic steel was shown to be more performant for high-precision cutting. Damage to scrap choppers, high cost and straightness are the primary limitations owing to a steel core. These steel core wires (Figure 15) are generally known as compeed, microcut and macrocut. 17 Table 2 shows the different coating combinations and their relative characteristics.
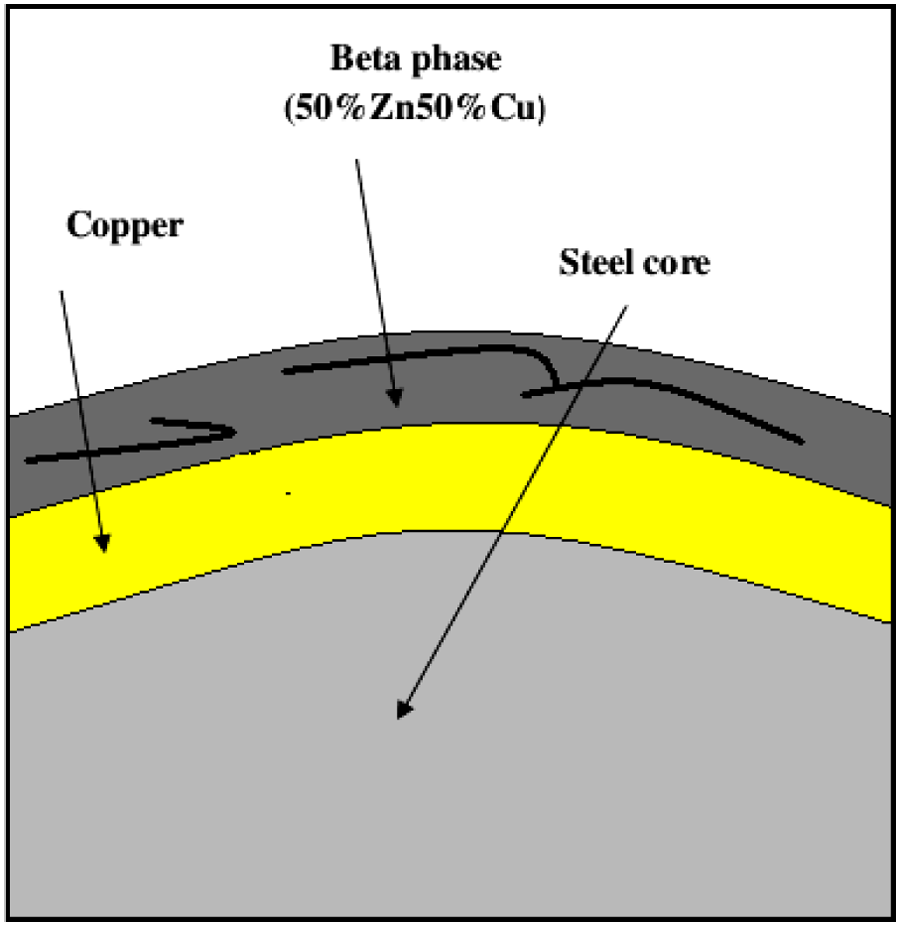
Composite wire electrode. 29
Different wire electrode coating combinations and their relative characteristics. 62
IACS: International annealed copper standard.
Porous electrode wire
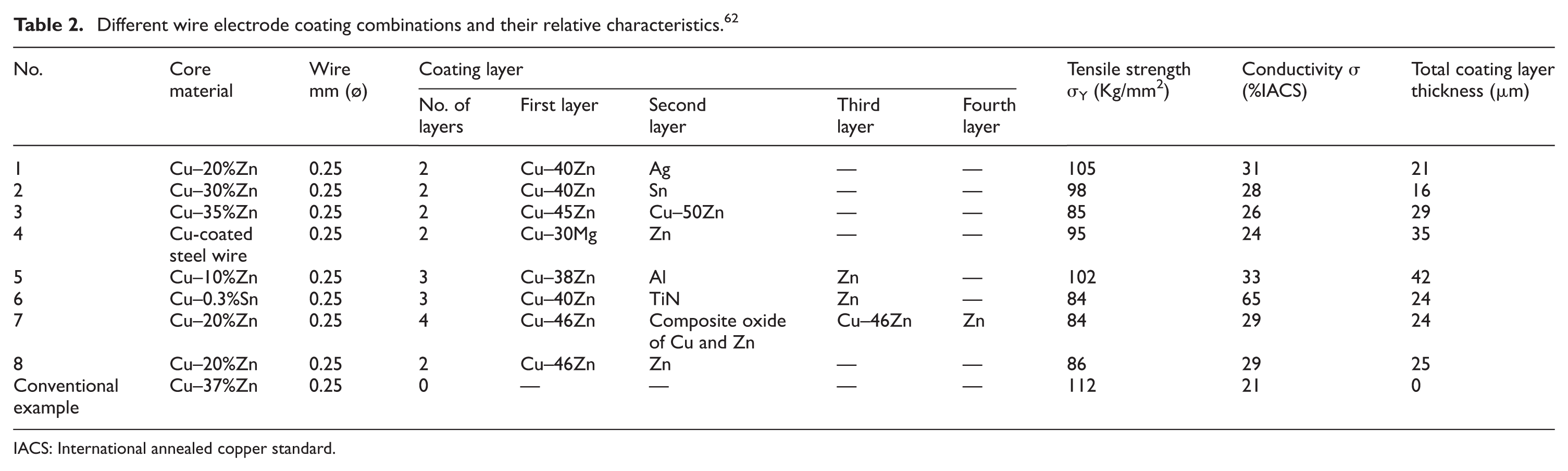
Tomalin 53 disclosed in his prior art that diffusion-annealed wire electrodes may be porous, infiltrated with graphite to further enhance its discharge properties. Continuous coating is maintained during cold drawing of the heat-treated wire electrode. Tomalin 59 further acknowledged the potential for a brittle elipson phase by giving low temperature diffusion annealing to incorporate a brittle gamma phase particle on the coating. An increase in cutting speed of up to 15% was reported with the wire electrode having a porous surface morphology. Increased cutting speed was also observed owing to cooling of the wire because of an increase in surface area. Uniform profile of the outer periphery of the porous wire rather than surface protrusions does not affect the machining accuracy. The porous nature of the wire is expected to improve flushability during EDM, providing spaces to eliminate particles resulting from the WEDM. Therefore, a zinc-coated porous wire, having improved performance of machining speed and flushability compared with a conventional coated wire, can be provided without additional processes. The Hansen and Anderko 72 identified the elipson phase brass as 84Zn/16Cu. Figure 16 shows a surface morphology of the elipson-phase coating, in which the coated layer is compact and smooth.
Surface morphology of the elipson-phase coating. 53
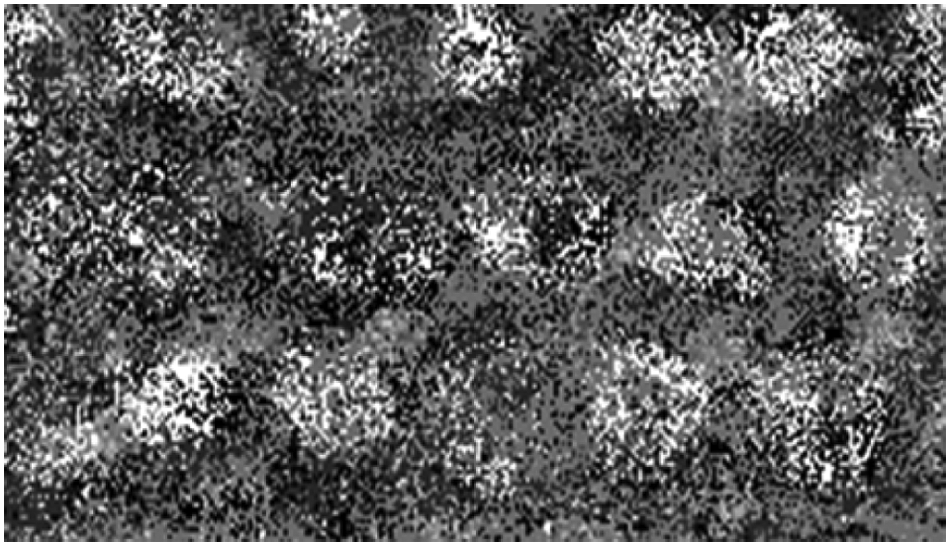
EDM wire electrode shape
Round wire electrodes have been long used in WEDM. Few other shapes of wire electrodes have also been conceived in many patents.73–76 Shapes other than round are found to enhance cutting rate and also convective heat transfer. Wire surface is augmented owing to altering in shape, which facilitates the enhanced feed rate owing to the convection heat transfer coefficient. Spark ignition is enhanced owing to sharp edges in flat steel wire, which was patented by Dekeyser. 75 Improvement in the cutting rate was also observed owing to rough wires in WEDM. 31 In prior art by Groos, 76 a drawing die was installed on the wire electrical discharge machine to form the wire in different cross-sections for improvement in the process. An increase in cutting rate of up to 15%–20% was observed owing to enhanced heat transfer in six lobed wire electrodes. 77 Twisted grooves on wire electrodes were patented by Inouse 78 in order to avoid occurrence of sparks at the same point. Zinc-coated wires with varying cross-sections were reported by Gonnissen and Vooren 79 to machine ceramics materials. Several inventors80,81 disclosed in their patent that sparks generated in WEDM moved close to the part and hot spots on the wire electrode are prevented owing to change in the direction of the rectangular cross-section of the wire. Figure 17 depicts some of the different wire shapes patented to enhance the material removal rate.
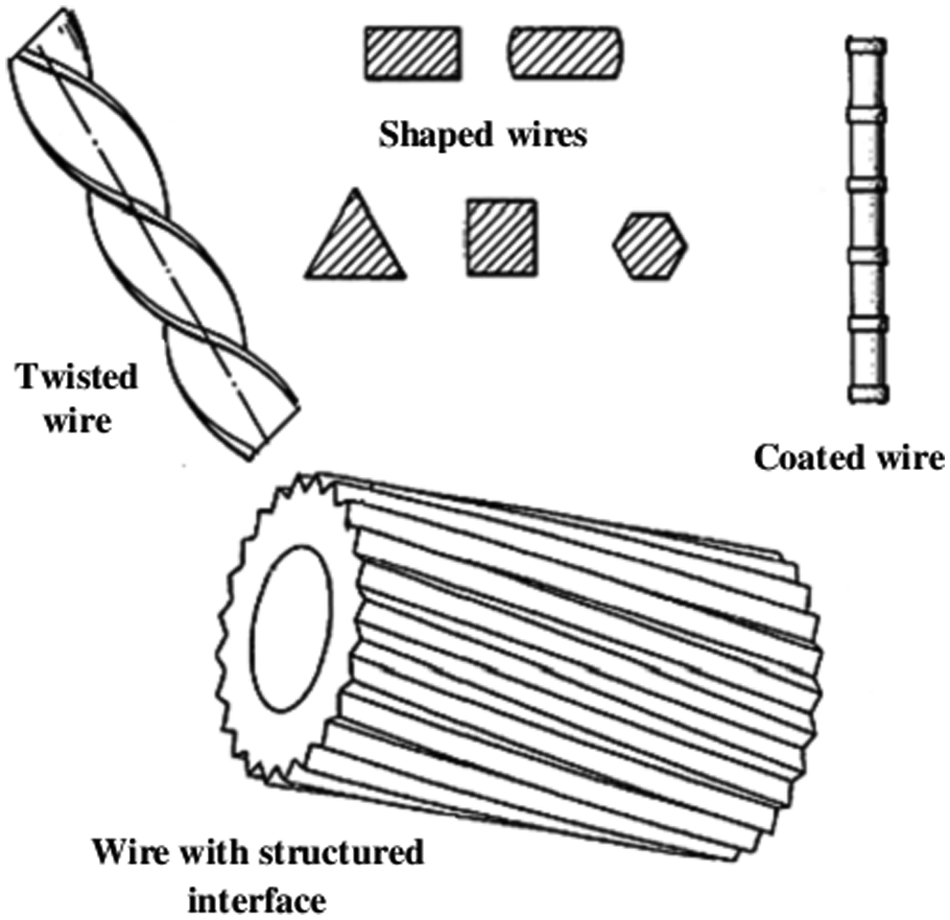
EDM wire electrode diameter
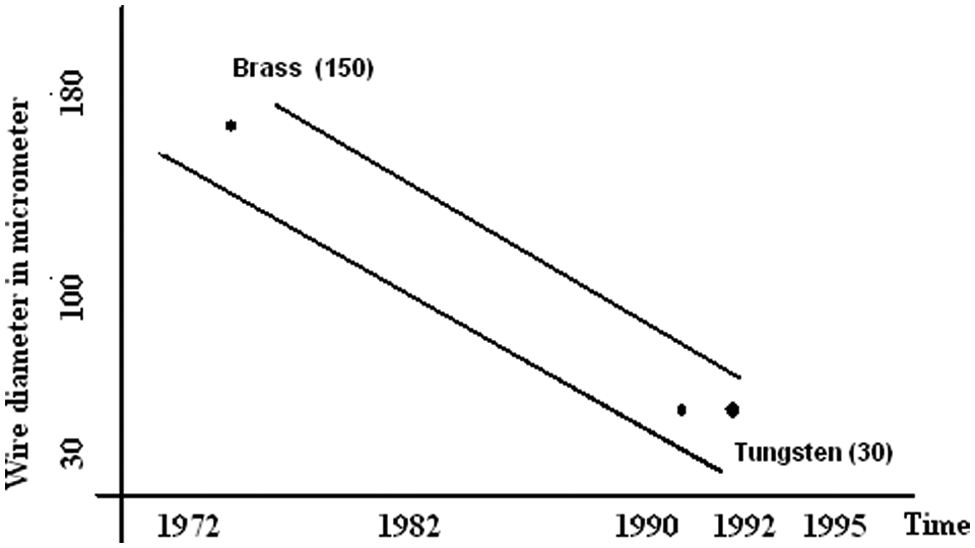
Wires of diameter range 0.02 mm to 0.36 mm are generally available for WEDM. The cutting rate is enhanced with the development in wire electrodes from copper to brass to coated to composite, etc., not only owing to change in the composition of the wire electrode, but also owing to an increase in the size of the wire. For accurate cutting, wires of diameter 0.02 mm to 0.100 mm are used. 34 Holye 82 reported that wire electrode material has to be matched with workpiece, so that in-process variations are controlled efficiently. He further concluded that 20–30 micron wires are generally used for making small parts with very tight tolerances and fine surface finishes. High-performance larger diameter wire electrodes are used for fast cutting as they apply a higher energy to the spark point, but at a price premium of three to four times as that of brass wires. The increase in wire diameter is owing to the increase in pulse power delivered in the cutting gap. 83 In 1969, a wire of diameter 0.150 mm was used to get the maximum possible cutting rate, which was subsequently enhanced to 0.360 mm. Figure 18 illustrates the increase in wire diameter with the development in the wire electrode for improvement in the WEDM process.
Higher cutting rate machines using thick wires. 31
Molybdenum and tungsten wires are generally used owing to the low load-carrying capacity of brass and copper wires. Composite wires (molycarb) offers considerable advantages for smaller diameter works. 31 Efforts have been made in the past 84 to identify and analyze the important force components acting on the smaller diameter wire electrode (0.03 mm), like electrostatic, electromagnetic, dielectric flushing, wire traction, wire feed, etc. Efforts have also been made towards the development of a wire transportation system and power supply to handle fine wires of diameter less than 80 microns.34–36
High-performance wire electrode applications
Tomalin, 59 in his experimental investigation on AISI 4140 chrome molybdenum steel, revealed that composite wire has a better machining speed with improved surface roughness as compared with a commercially available zinc-coated brass wire electrode. In one of the recent prior art by Niithe, 85 the wire of pure aluminum encompassed by a layer of copper/zinc or zinc alloy finds applications in cold forming alloys for smooth surfaces without rupturing of wire electrode. Toshiyuki et al. 28 investigated the effect of a brass-coated steel wire electrode on the fundamental machining characteristics of a SKD11 workpiece used for extrusion dies. It was concluded that the material removal rate increased with the increase in thickness of the brass coating on the steel wire. They also observed that high tension could be applied to thick brass-coated wire electrodes for stable machining.
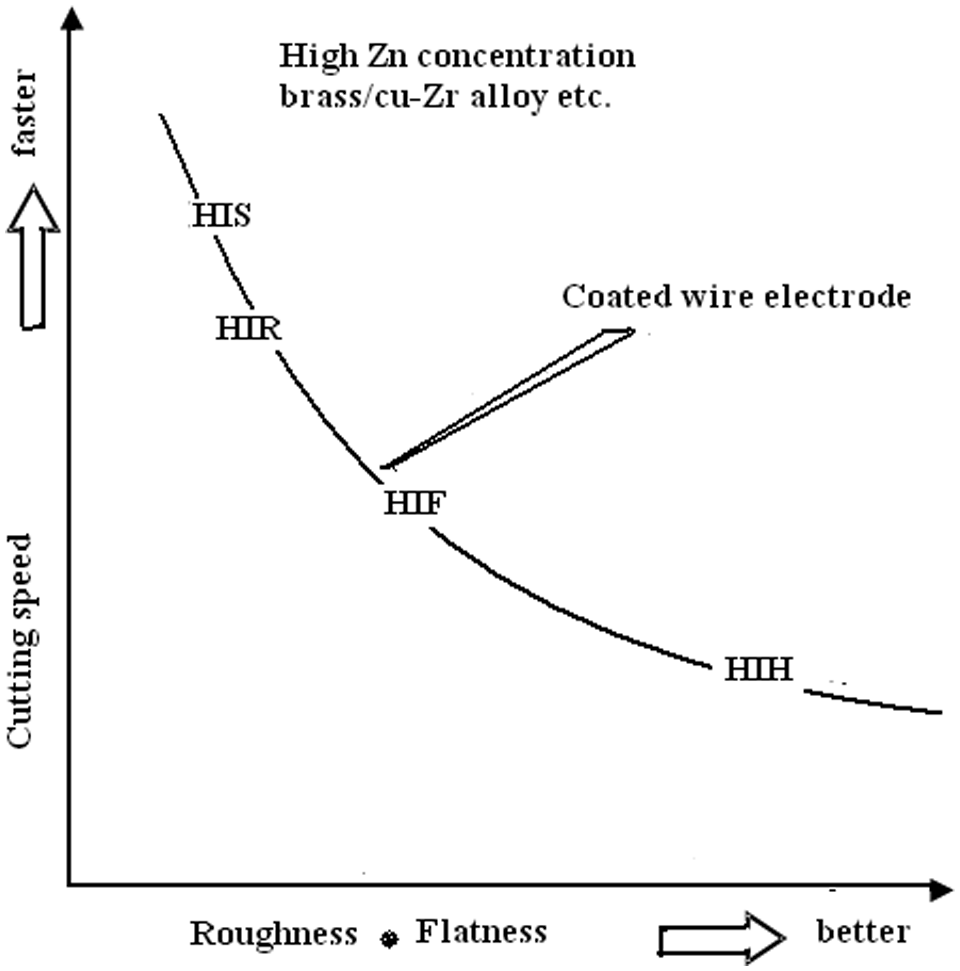
Okada et al. 86 carried out experiments on the same SKD11 material to investigate the effect of optimum thickness of the brass layer on micro-steel wire and it was concluded that a copper content of 60%–70% in the brass layer is effective for a higher removal rate. A steel core wire allows high preload on the wire electrode in WEDM, which leads to an increased precision as compared with tungsten and molybdenum materials. Experimental investigations 87 have revealed that a skin effect has become a predominant phenomenon, which results in a higher electrical load that leads to a lower machining current. Thicker coatings on steel wires solve the problem of the skin effect, but thinner wires do not need a sub-coating of copper to lead to a good cutting speed. Technologies from brass wires to coated wires developed by Aoyoma 21 categorized the wires, namely; HIH (high hawk), HIF (high falcon), HIE (high eagle), HIR (high real), and HIS (high sonic). Aoyoma et al. 22 further compared the developed wire electrodes (HBZ, HIS, HIR) for high-speed EDM applicability, which are being utilized for mass production condition applications like metal molds for IC lead frames and electronic parts. Figure 19 exemplifies various wire electrodes for better roughness and flatness with a faster cutting speed.
Characterization of electrical discharge wire electrode. 28
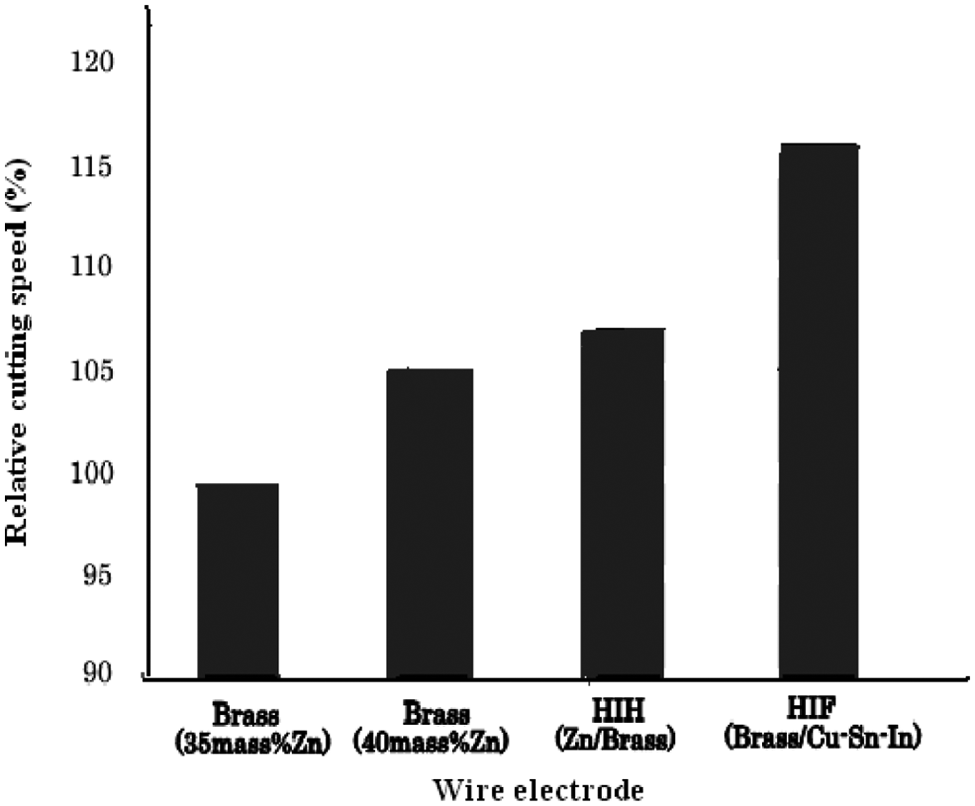
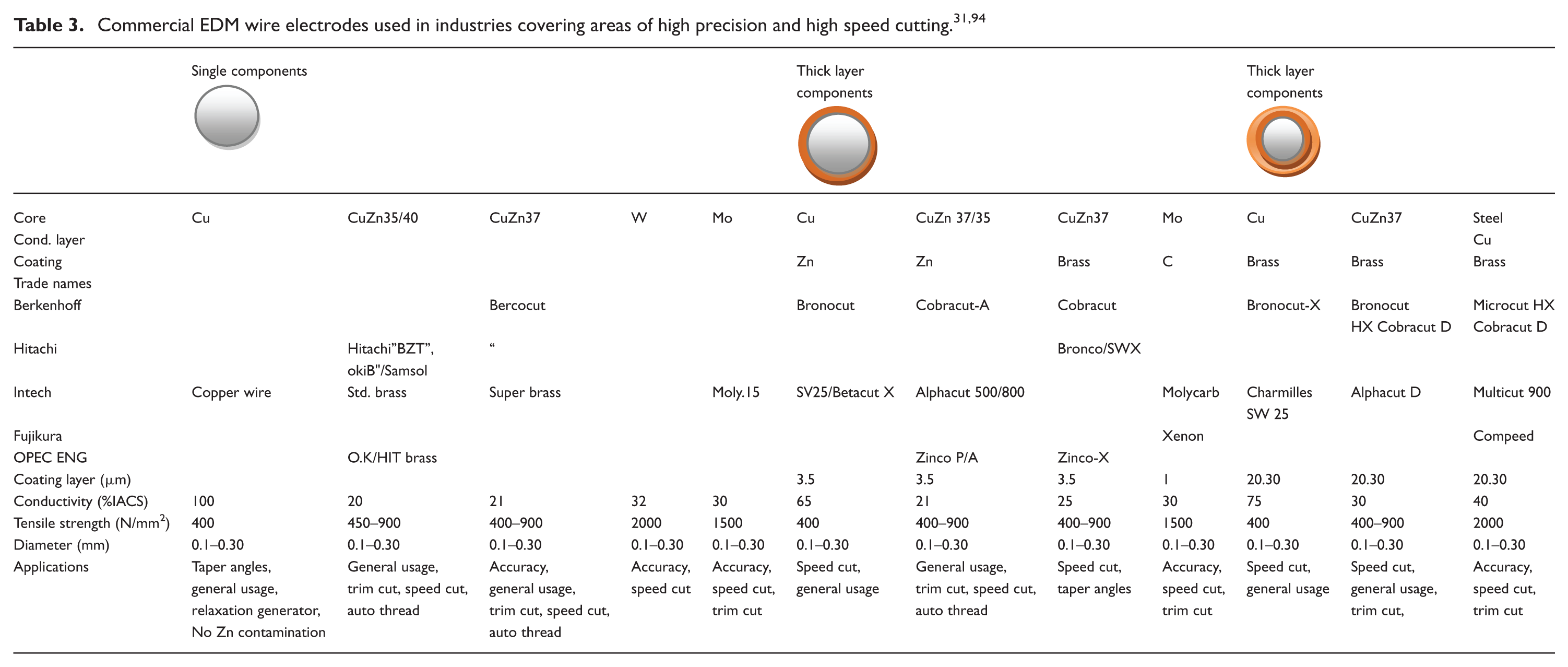
The structural specifications in respect of the geometry of the components can be fulfilled by adopting the bare, coated and composite wire electrode in the range 0.01–0.30 mm. A high-strength coated wire electrode, having a core of tungsten, molybdenum or steel, has become established in the range of smaller diameters (0.02–0.07 mm) in order to realize a wire tension necessary for a stable eroding process. Figure 20 shows the ultra-fine wires for micro-WEDM applications, which require small pulse energies and sub-micron geometrical precision. Schoth et al. 88 acknowledged the applicability of tungsten micro wires (20–30 µm) for cutting ceramics and medical instrument materials and recognized the future scope in small diameter WEDM machines. Titanium and titanium alloys are progressively used in aerospace, automotive industries and as medical implant materials for a wide range of applications. Experimental data has been presented32,89 to investigate the aerospace super alloys (nickel-based Udimet 720, Ti–6Al–2Sn–4Zr–6Mo titanium alloy) workpiece productivity using coated wires (ZnCu50 and Zn rich brass). Up to a 70% increase in productivity was reported, as compared with a plain brass wire under the same operating conditions. Several authors90,91 studied the volumetric efficiency of the cutting of hard-to-machine materials, like titanium alloys (Ti6Al4V) and cemented carbide B40 with uncoated brass, zinc-oxide-coated brass and brass CuZn20-coated CuZn50 wire electrode. In their experimental investigations they revealed that up to a 50% increase in volumetric cutting efficiency was possible with brass-coated wires as compared with other wires. Also, an increase in discharge time increases the volumetric efficiency of cutting. Figure 21 shows the influence of core materials on cutting speeds in WEDM. A high zinc concentration represents the faster cutting rate. Coatings on already-used copper, brass, steel and molybdenum wires by a layer of material possessing a small work function, such as magnesium, alkaline metals and alkaline earth metals, significantly increases the cutting efficiency. 92 Kapoor et al. 93 investigated the effects of cryogenic-treated wire electrodes on the surface of EN-31 steel machined by WEDM and a smooth surface was observed as compared with an untreated wire electrode. Tables 3 epitomizes the various commercial EDM wire electrodes used in industries covering areas of high-precision and high-speed cutting.
Wire diameter for high-precision applications. 13
Influence of wire electrode core material on cutting speed. 22



Future directions
A thermal load on the wire electrode was proposed by Kinoshita et al. 95 for predicting wire breakage in WEDM. Few efforts96,97 have been made to identify electrode materials, keeping in view their thermal properties from the point of view of cutting speed. An erosive index for wire materials was also proposed. Wilkins 94 concluded that preventing wire from rupture has an edge over improving machining efficiency of the WEDM process.
Wire breakage and wire flaking during machining have also restricted accuracy and efficiency, which subsequently affects the overall productivity of the WEDM process. Few studies98–100 have been conducted on the machining of ceramic and oxide ceramics like Zro2 and Al2O3 by using assisting electrodes to facilitate the sparking of these highly electrical resistive materials. Development of economical wire electrodes with high conductivity and elevated fracture toughness for high-speed cutting will remain a key research area. The advent of newer and more exotic materials has challenged the feasibility of the future manufacturing environment, which are productive in a wide variety of applications. A higher zinc content will lead to faster cutting, but results are sometimes achieved only when machine settings are optimized. Optimized settings for WEDM are necessary to achieve the performance gained with new generation wires. Development of wires of smaller diameters and improved wire guides for fine wires to handle small workpieces is a challenge for future manufacturers. More research and experimentation is needed for improving the cutting efficiency with a new combination of core and coating materials, since existing wires do not fulfill all requirements. High-performance wire electrodes with high-conductivity alloy materials for high-speed cutting applications will be extensively used for automobile parts and die manufacturing in future. Wang and Kunieda 101 studied the surface generated in dry WEDM with high-performance wire electrodes. An attempt has been made in the prior art by Niithe 85 to develop a new high-performance wire with a core of pure aluminum and a coating of alpha brass and gamma brass, but with a limitation that tensile strength is less than plain brass wire. Skin effect problems caused by steel-cored wire electrodes are resolved by coating a thick layer on brass/copper, which brings the performance similar to that of brass wire. Smaller diameter wires that do not need a thick coating leads to good cutting efficiency. Cutting efficiency of plain brass wires could be increased by enhancing the conductivity of wire with cryogenic treatment.
Concluding remarks
When the WEDM process was invented and subsequently commercial application for machining industrial components started from the early seventies, the overall performance of WEDM has undergone tremendous improvement. The advent of new materials for wire electrodes exerts significance influence among various factors contributing to the performance of WEDM. The initial wire electrode material used was copper. Many attempts have been in the past to develop wire electrodes used in WEDM. The copper wire electrode was replaced by brass owing to its low material removal rate and low wear or erosion resistance. Copper wires tend to break during machining, as they were unable to withstand high tension. Conductivity of brass wires was scarified over strength and better fusibility. Various metals or alloys with good electrical conductance, having a low vaporization temperature, such as zinc, tin, lead, etc., have been tried for the coating of wire electrodes against thermal shock resulting from electrical discharges without running the risk of rupturing the wire. The purpose of gradual change of zinc content in coating alloys was to provide a better cooling ability and flushability than conventional brass wire electrodes. A higher zinc content alloy led to an increased cutting speed. The layer of pure zinc on the brass wire quickly becomes worn and does not protect the core of the wire to cut tall pieces. Zinc has a low melting point and it can only be plated on the wire core. As zinc tends to blast off during sparking, coating with a higher zinc content results in a good adherence to the core wire. It can be achieved by diffusion annealing the zinc-coated wires. But owing to their inability to cope with the brittleness of the gamma phase and limited commercial feasibility of manufacturing, these wires led to the development of composite wire electrodes. Gamma-phase coatings on a wire core are more brittle than beta-phase coatings, but elipson-phase coatings are even more brittle than gamma phase. Owing to limitation of instability of the elipson phase, the process of converting a zinc coating to elipson phase is difficult. These high-performance wires significantly increase WEDM productivity over plain brass wires. Primary limitations of these wires are high cost, damage to scrap chopper, straightness issues and environmental hazards. The authors believe that the challenge before WEDM manufacturers is to continuously push the envelope in the area of developing EDM wire electrodes that have high conductivity and are environmental friendly with unattended machining operations. The high conductivity and strength without sacrificing fracture toughness are the key areas of research. The foregoing factors suggest that conflicting considerations (quality requirement, performance requirement, etc.) have to be resolved when choosing a wire electrode for cutting a workpiece.
Summery
A review of research work on wire electrodes used in WEDM is presented in this article. Out of many factors that affect the WEDM performance, wire electrodes play a vital role. The authors have discussed the research work on wire electrodes, which led to the development of high-performance wire electrodes to increase WEDM productivity.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.