
Abstract
This paper reports an experimental method to estimate the convective heat transfer of cutting fluids in a laminar flow regime applied on a thin steel plate. The heat source provided by the metal cutting was simulated by electrical heating of the plate. Three different cooling conditions were evaluated: a dry cooling system, a flooded cooling system and a minimum quantity of lubrication cooling system, as well as two different cutting fluids for the last two systems. The results showed considerable enhancement of convective heat transfer using the flooded system. For the dry and minimum quantity of lubrication systems, the heat conduction inside the body was much faster than the heat convection away from its surface. In addition, using the Biot number, the possible models were analyzed for conduction heat problems for each experimental condition tested.
Introduction
The cutting fluid used in metal cutting processes consists, in general, of a liquid basically containing a mixture of water, oil and some other substances to enhance particular aspects of performance in service, i.e. lubrication or cooling. The percentages of such substances can make a significant difference in terms of lubrication and cooling effects, depending on the particular needs of the machining process and operation being executed. When high energy is required due to the use of high values of cutting speed (
Recently, with the tightening of legislation to dispose of the cutting fluids, they should be used only when really needed, and they must be very effective because their costs can be extremely high. Their effectiveness has to be proved, especially when using certain products with different formulations and a variety of added substances. To be able to clearly test and distinguish among these new products, a comprehensive study of the heat propagation and temperature distribution around the chip formation region has become a strong requirement. Such study can, in the near future, set the grounds for a realistic and practical method to test and select the most adequate products for each metal cutting application. The most common methods to test the effectiveness of cutting fluids in metal cutting is to run specific machining operations and measure tool wear, 1 or cutting forces and torque. 2 By comparison, low tool wear or low forces are indications of good cutting fluids, or good formulations. In other cases, models have also been developed to predict fluid performance, which has also been proved by specific machining operations. 3 Nevertheless, all the results found so far are usually based upon specific machining operations, tools or arrangements, and no test has been capable of estimating a specific property of the cutting fluid itself, which is essential to predict its performance during general machining operations.
Any cooling fluid when properly applied to a hot surface reduces its temperature by absorbing the heat, based on the cooling effect guided by the thermodynamic laws. Machado et al. 4 point out that classifying cutting fluids in accordance with their cooling capacity can be used as a fair comparison criterion. Basic theory dealing with the convective heat transfer can be classified according to the nature of fluid flow: forced convection, natural convection and convection with phase change. 5 Independently of the particular nature of the fluid flow of convection heat, the energy flow rate follows

where
This expression is known as Newton’s law of cooling, and the coefficient
Typical values of heat-transfer coefficients under several conditions.
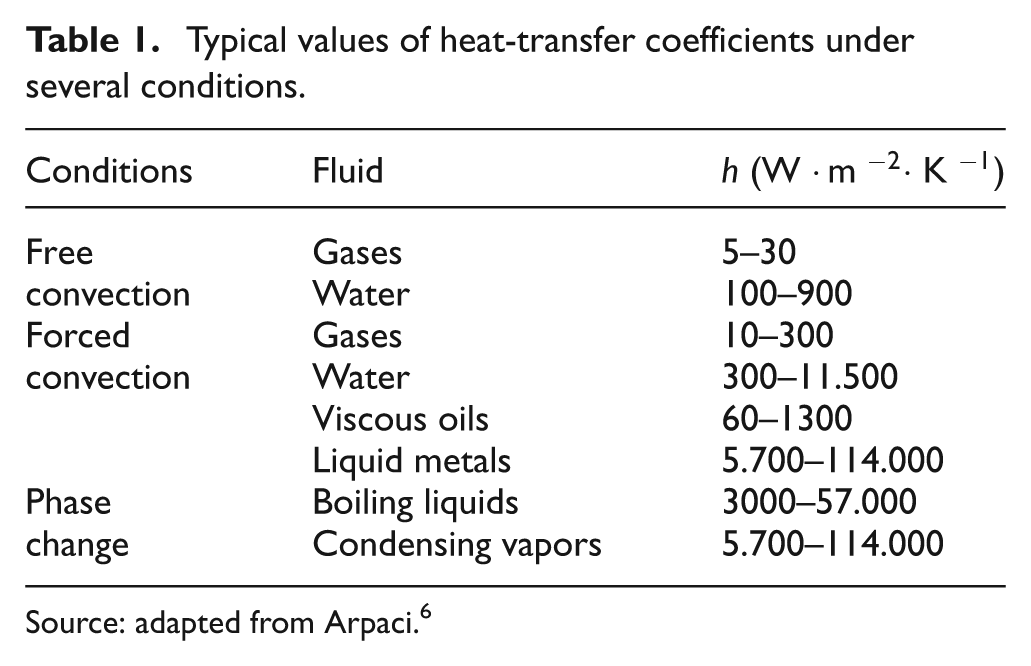
Source: adapted from Arpaci. 6
However, the ranges for values in Table 1 are too wide for practical use in terms of measuring the effectiveness of cutting fluids applied to machining processes. Additionally, the constant appearance of new cutting fluids with compositions and additive substances of different nature makes their selection a challenging task for manufacturing engineers. In addition, new application systems, such as the minimum quantity of lubricant (MQL) system, require a greater understanding of the processes of heat conduction in the region of chip formation. Therefore, the magnitude of the heat-transfer coefficient,

where
In contrast, when the external conductance is large, which is the case in boiling, condensation and highly turbulent flows, for example,
Most recent studies have been working in this direction,9,10,11,12 but have concentrated on calculating the heat-transfer coefficient of the temperature of the environment where air is the cooling fluid. Few studies have worked with different fluid nature and compositions, as well as different application systems.13,14,15 Sales et al.
13
calculated analytically the heat-transfer coefficient between a cylindrical bar of AISI 8640 (American Iron and Steel Institute) and five kinds of ambient fluid during a machining process (turning) with the same application system. Cirillo and Isopi
14
obtained numerically the heat-transfer coefficient for nine circular confined air jets vertically impinging on a flat plate of glass. Convective heat-transfer coefficients were also estimated by Kohut et al.
16
for specific conditions (air and with an impinging coolant jet) during the turning of a cylindrical workpiece using a control-volume finite difference (CFD). There have been several attempts and methods to evaluate the values of
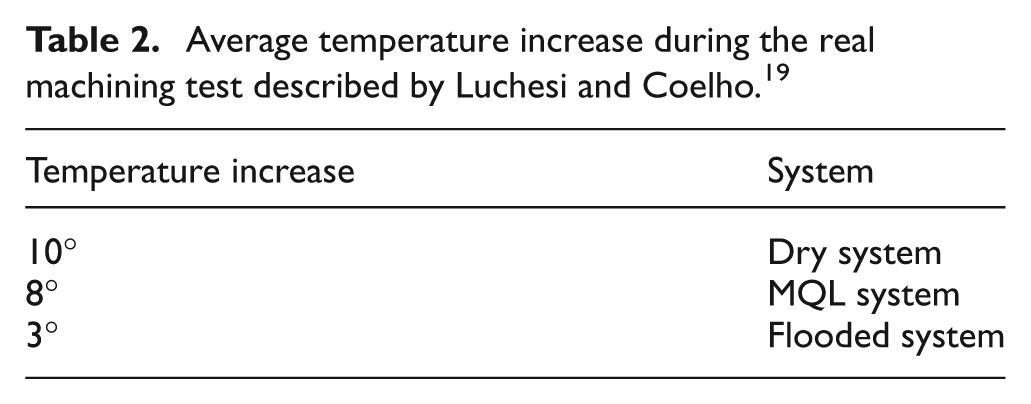
The present work aims at an experimental evaluation of the convective heat-transfer coefficient for cutting fluids normally used in machining processes. The heat source provided by the metal cutting was simulated by electrical heating of the plate. The electric heating was selected to simulate the workpiece temperature of the milling process described by Luchesi 18 and Luchesi and Coelho. 19 Three different cooling conditions were used: the dry cooling system, the flooded cooling system and the MQL cooling system, as well as two different cutting fluids for each of the last two systems. In addition, the present work also discusses the most appropriate mathematical approach for the heat-conduction problem by calculating the Biot number for each cooling condition tested. If the Biot number results are lower than 0.1, this indicates that less than 5% error will be present when assuming a lumped model of transient heat transfer.9,20,21 Using the lumped approach, the model of temperature results are much more simple since the elimination of spacewise temperature variation leads to simple exponential heating equations. 21 For moderate to large values of Biot number, however, the temperature gradients within the solid are significant. 5 A Biot number greater than 0.1 indicates a study of transient multidimensional conduction and differential formulation for the heat-transfer problem. 22
Experiments
Experimental system
Figure 1 shows a schematic of the experimental arrangement used to obtain heat-transfer coefficients in steady state adapted from a suggested method found in Incropera and Witt. 5
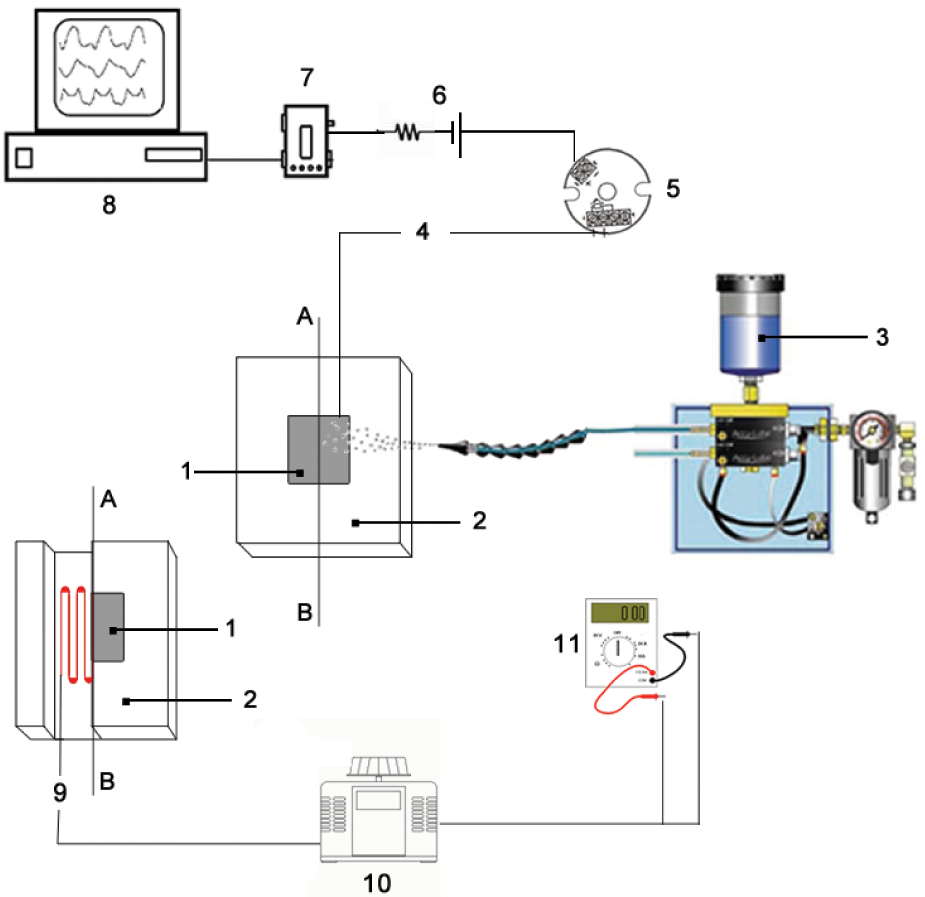
Experimental system: 1, steel plate 4340; 2, insulated box; 3, cooling system; 4, thermocouples; 5, transmitter TxBlock; 6, low-pass filter; 7, interface; 8, computer; 9, resistance; 10, adjustable resistor; 11, multimeter.
It uses a thin steel plate made of AISI 4340 with dimensions 51
The surface temperature,
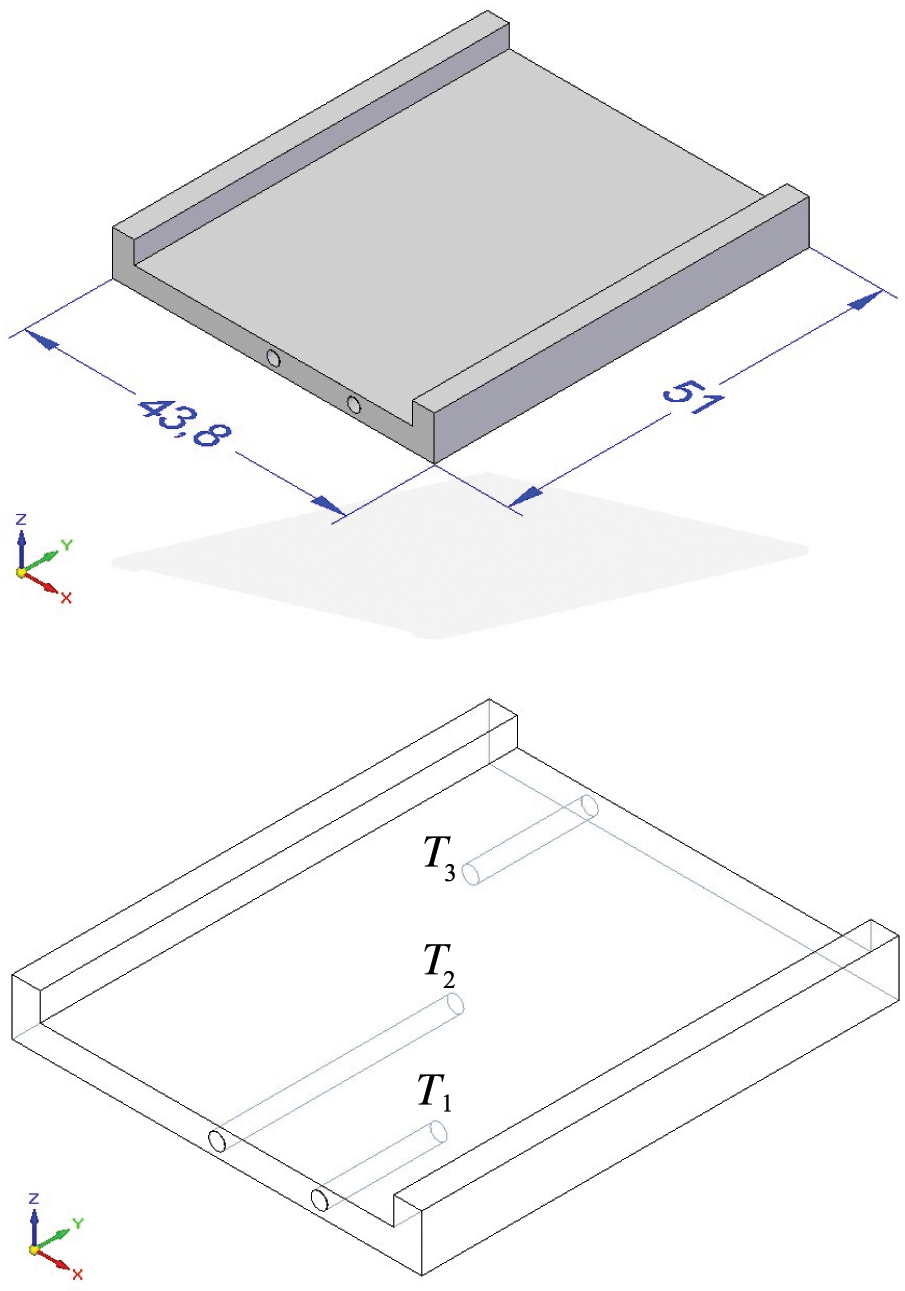
Geometry of the steel plate 4340 and location of holes for insertion of thermocouples (dimensions in mm).
The total electric power supplied can be calculated as

where

Five values of
Average temperature increase during the real machining test described by Luchesi and Coelho. 19
Cutting fluid application systems
For the presented trials, two application systems were used: flooded and MQL.23,24
The flooded system consisted of one single nozzle placed at an angle of approximately
The MQL system consisted of two nozzles placed at an angle of
Figure 3 illustrates the control unit, which sets the amount of oil and all the adjustments of the flow of compressed air.
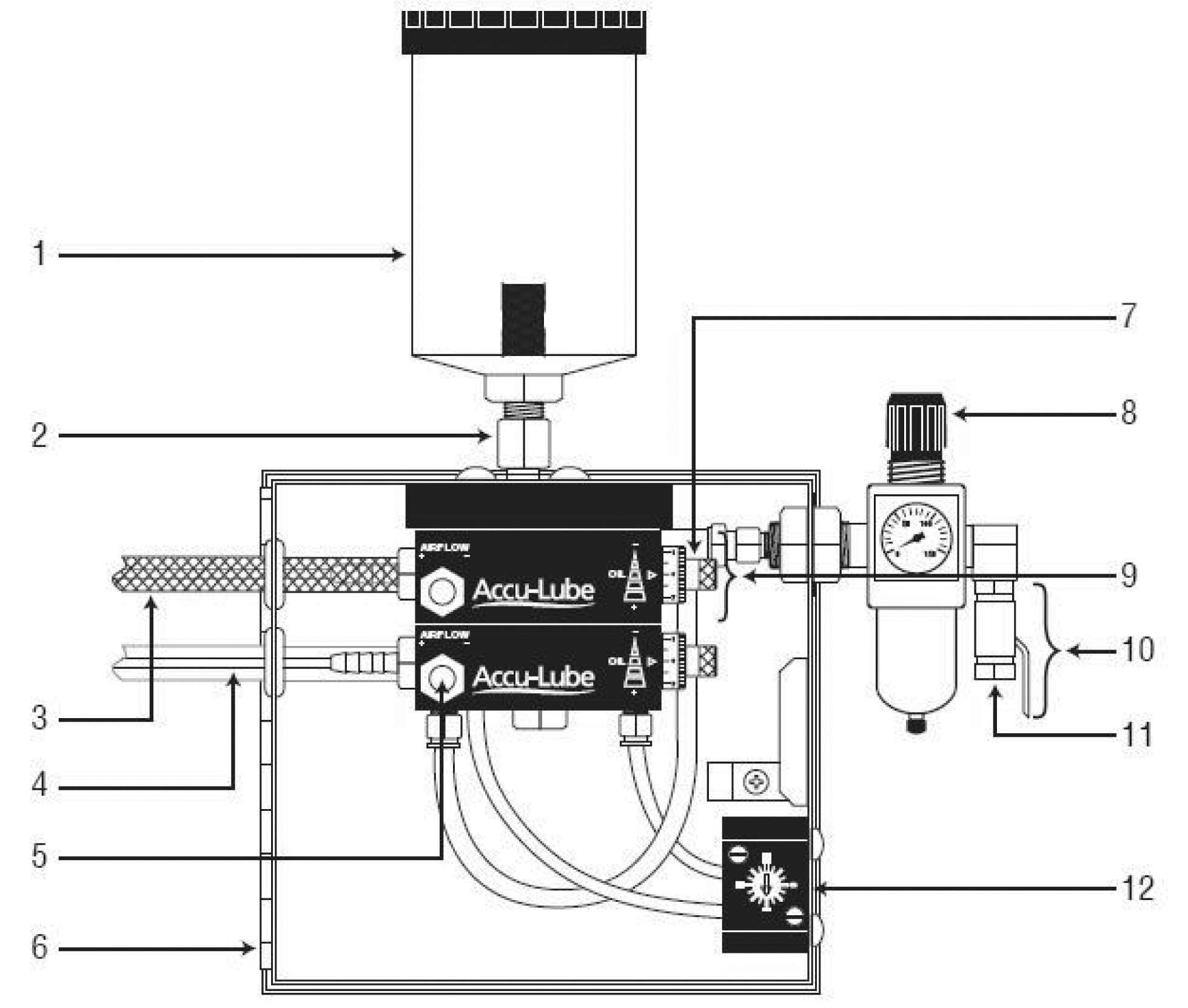
Control unit of the MQL system: 1, oil reservoir with a capacity of 300 ml; 2, connector; 3, output for the wand air; 4, nozzle; 5, valve controlling the flow of air; 6, metal box; 7, control of the fluid inlet; 8, air filter and manometer; 9, pressure pump; 10, manual control valve (on/off); 11, air inlet; 12, regulator frequency drop of fluid.
Fluids
Two fluids were used with the MQL system, as well as with the flooded system, according to the characteristics shown in Table 3.
Fluid properties.
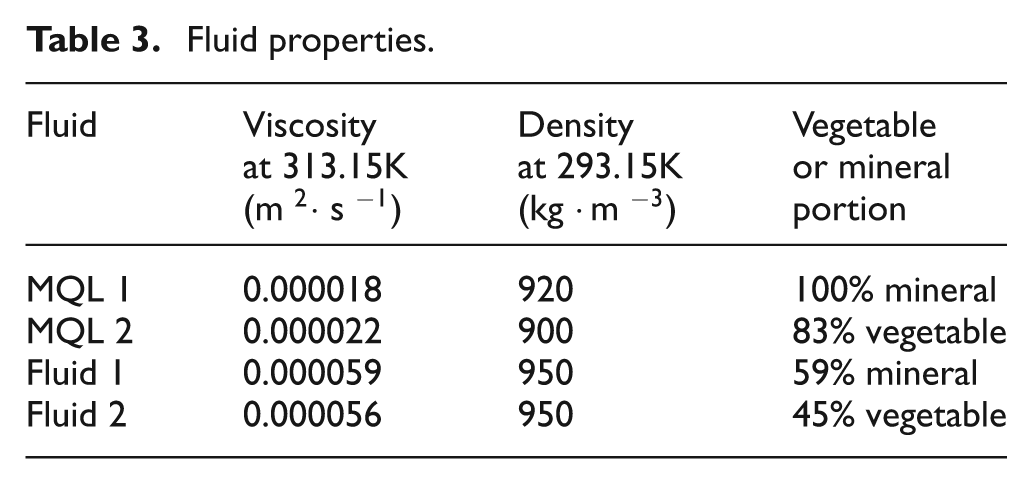
The two fluids in the MQL system are utilized with a flow rate of 15 ml/h and an air pressure of 0.4 MPa.
Results
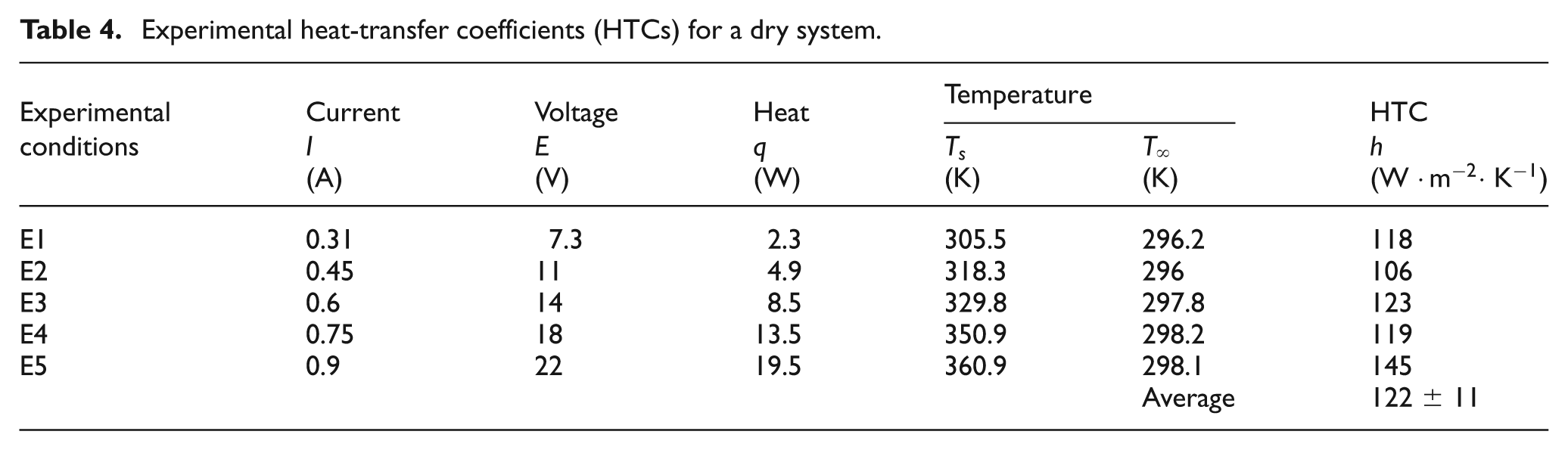
The heat-transfer coefficient was calculated using equation (1). Tables 4 to 8 show the electric measured values for the dry, flooded and MQL systems. These data were used as input data to calculate the convective transfer coefficient
Experimental heat-transfer coefficients (HTCs) for a dry system.
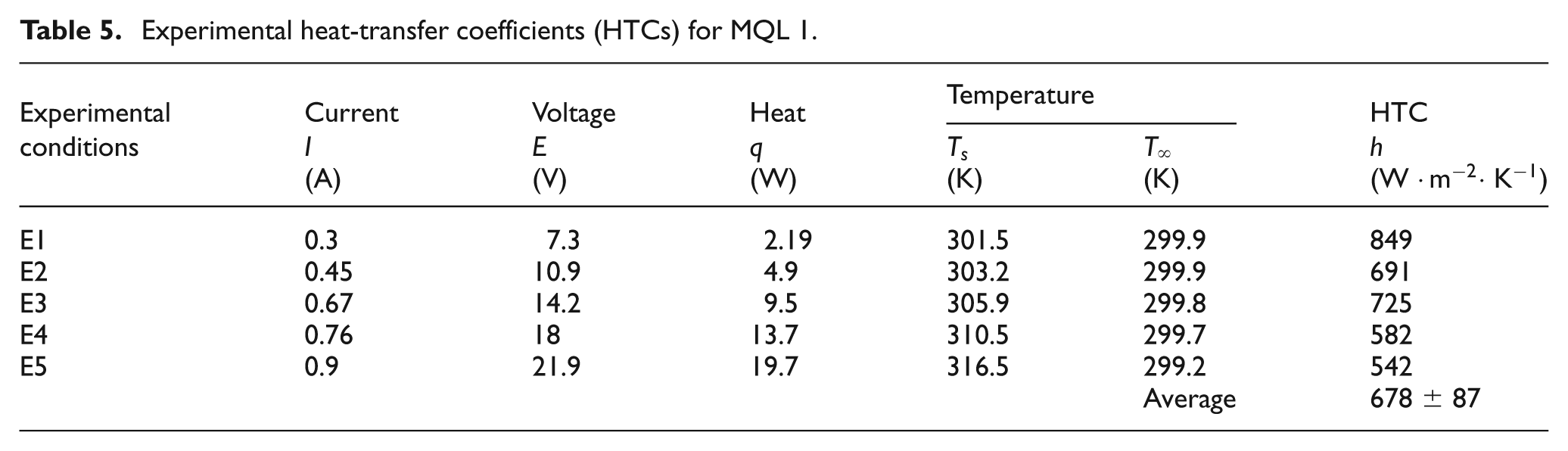
Experimental heat-transfer coefficients (HTCs) for MQL 1.
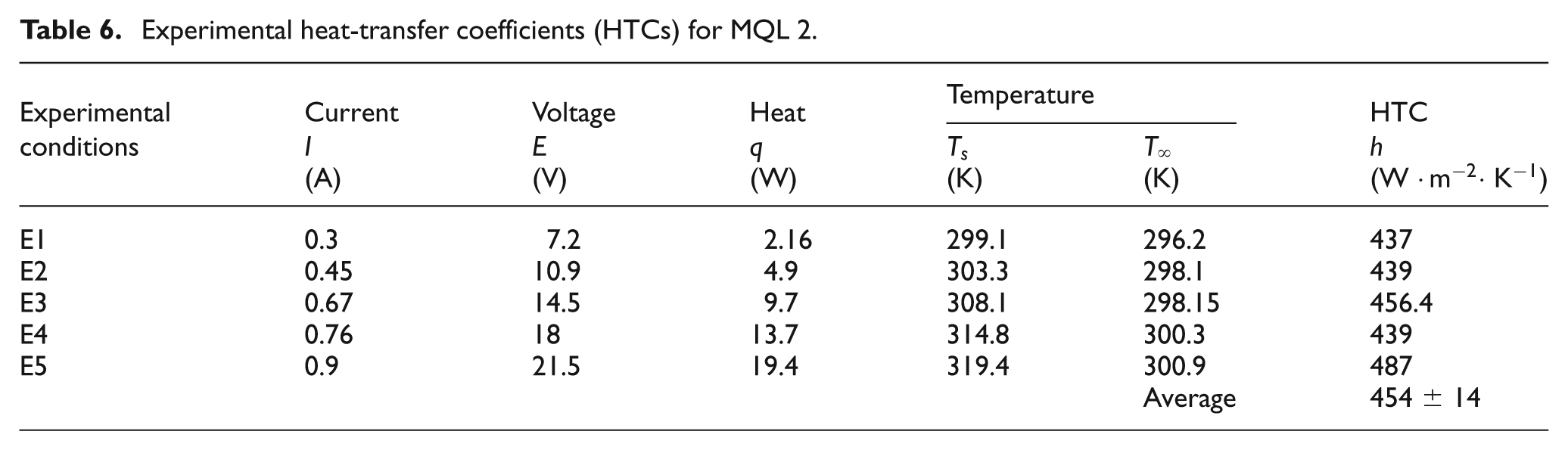
Experimental heat-transfer coefficients (HTCs) for MQL 2.
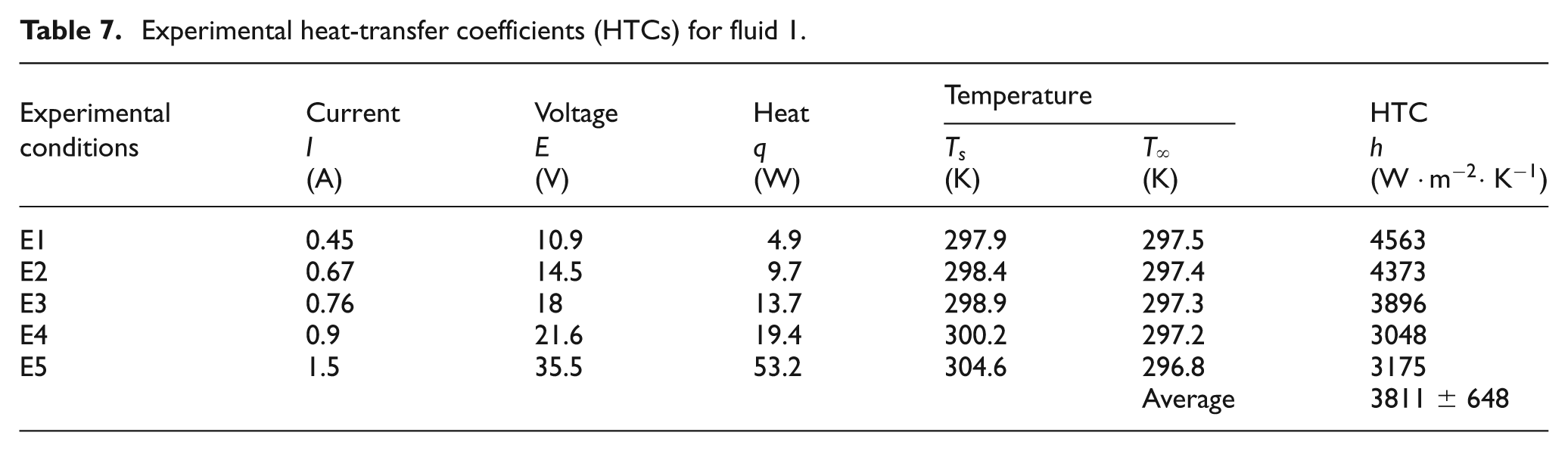
Experimental heat-transfer coefficients (HTCs) for fluid 1.
Experimental heat-transfer coefficients (HTCs) for fluid 2.
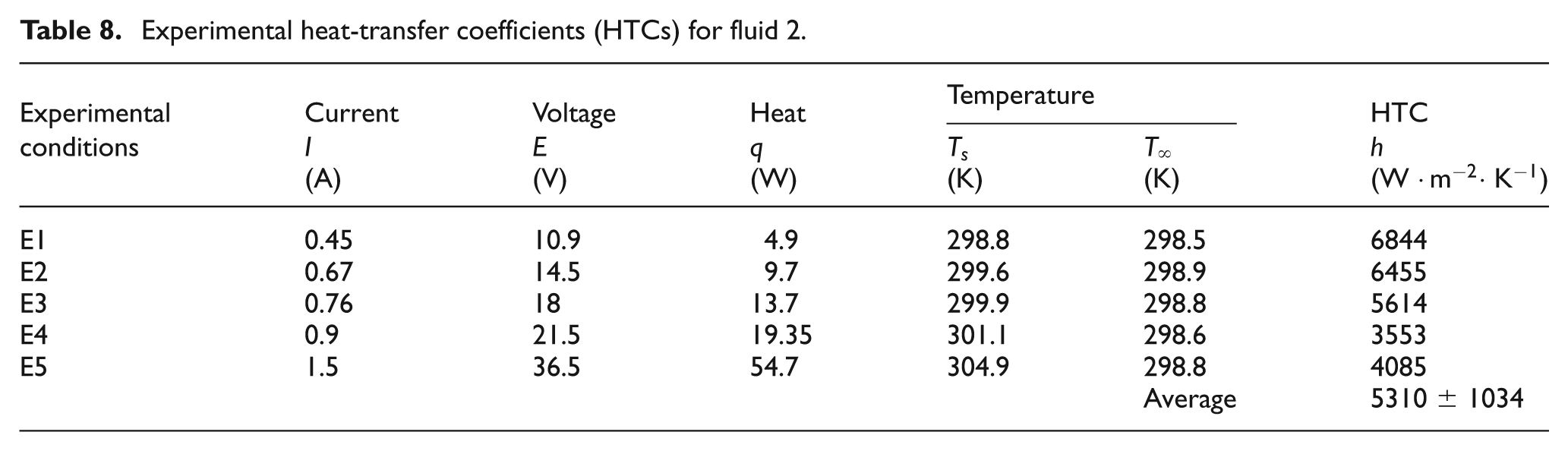
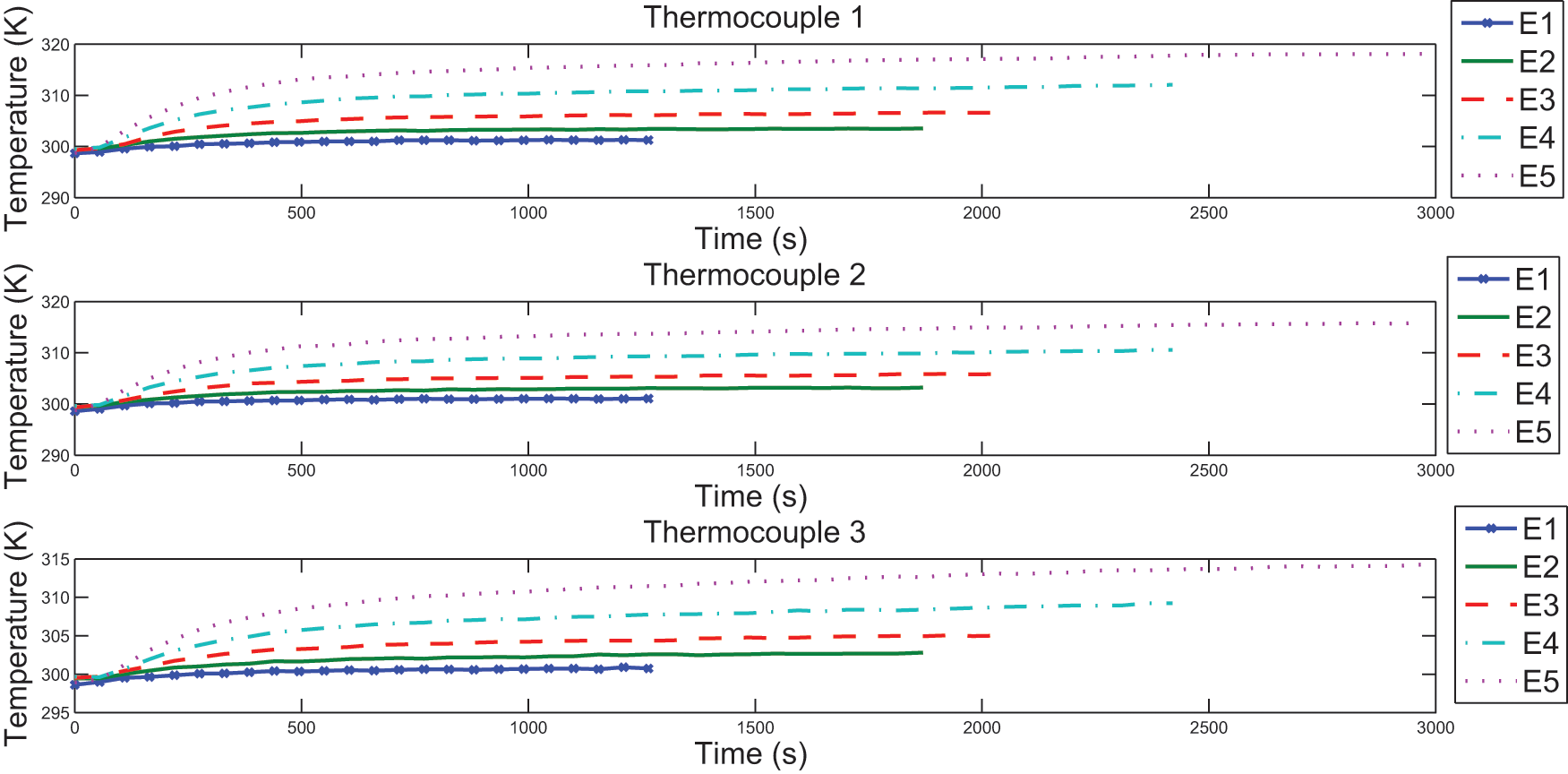
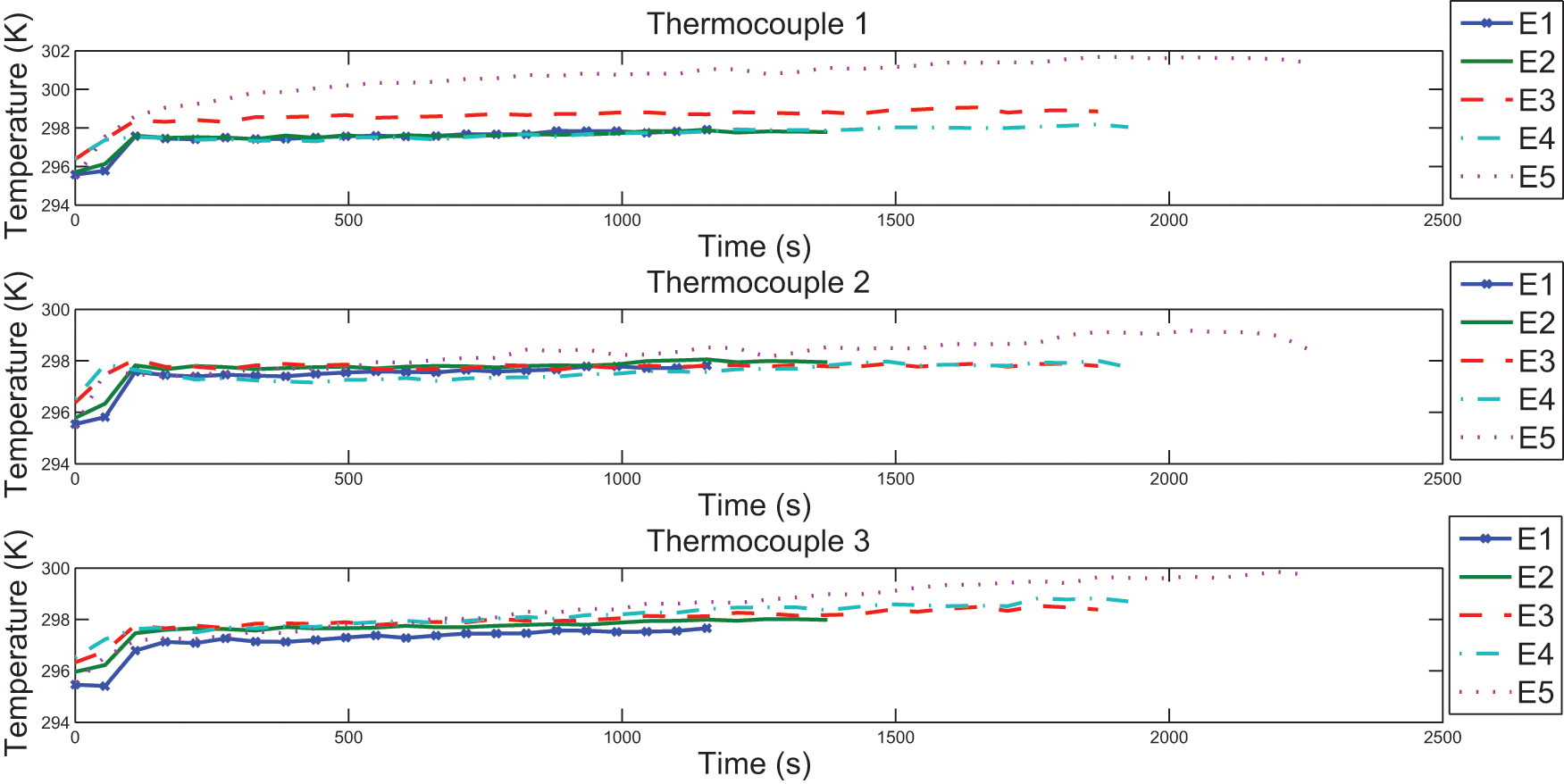
Figure 4 shows the temperature versus time measured for experimental conditions E1 to E5 with the dry system. For each test, E1 to E5, five tests were performed, in which the temperature of the thermocouples was measured until the temperature remained steady, i.e. the temperature for the end time from the graphs in Figure 4. From these results, the average temperature stability was calculated for each thermocouple
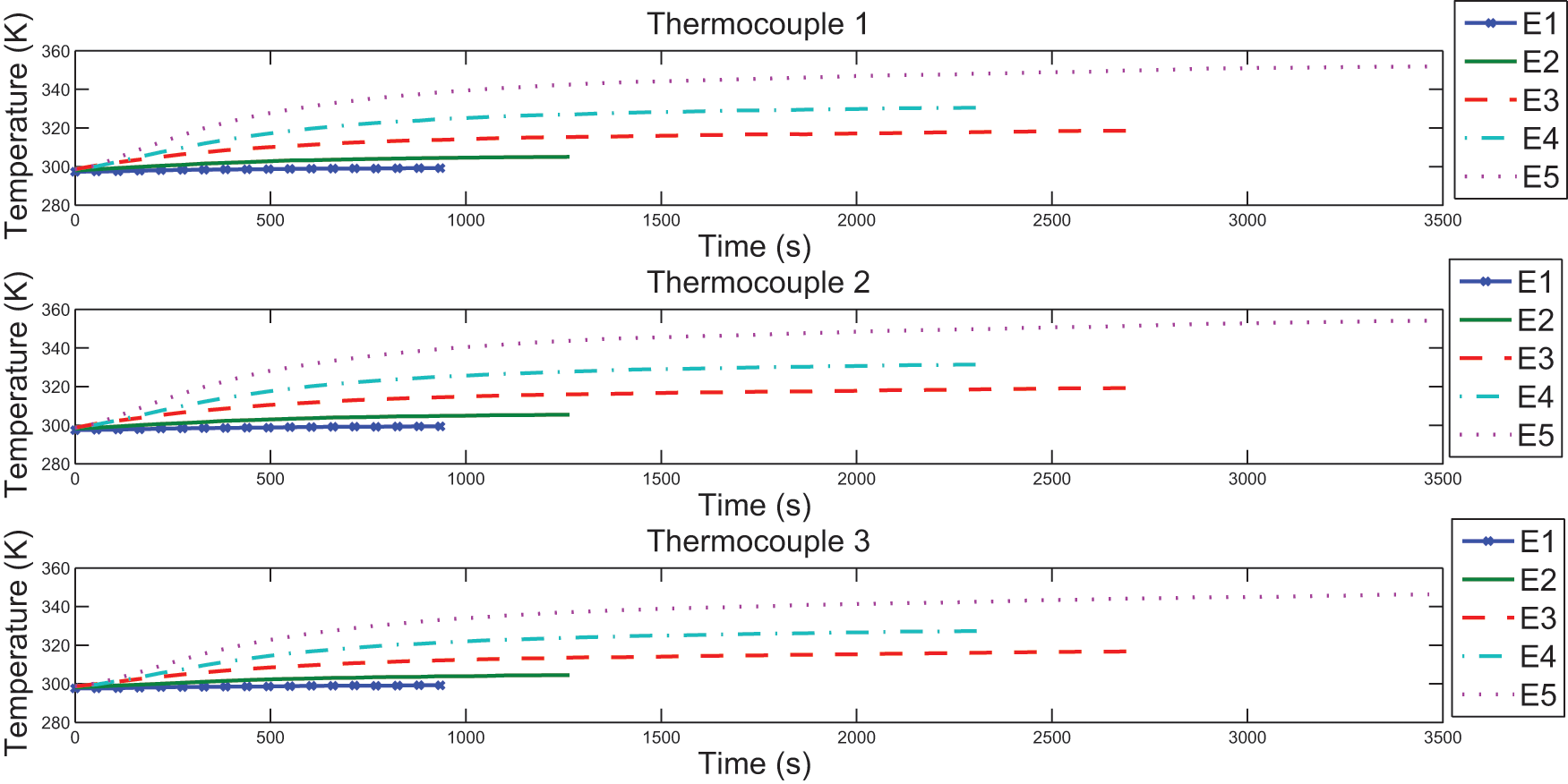
Temperatures measured for experimental conditions E1 to E5 with the dry system.
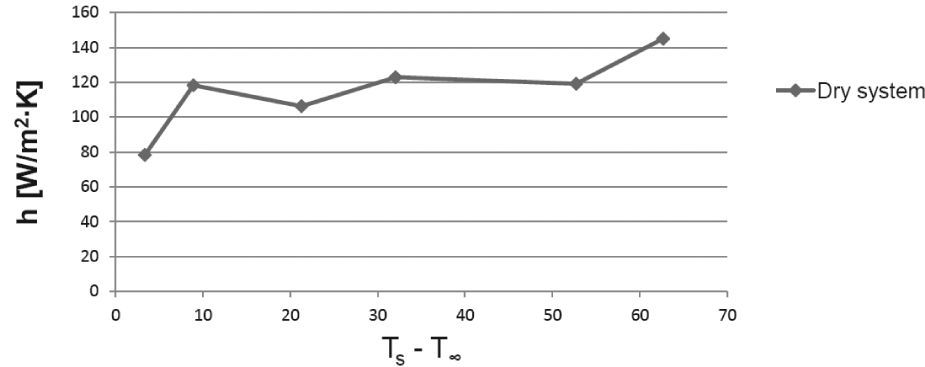
Graph of heat-transfer coefficient versus temperature difference
Temperatures measured for experimental conditions E1 to E5 with the MQL 1 system.
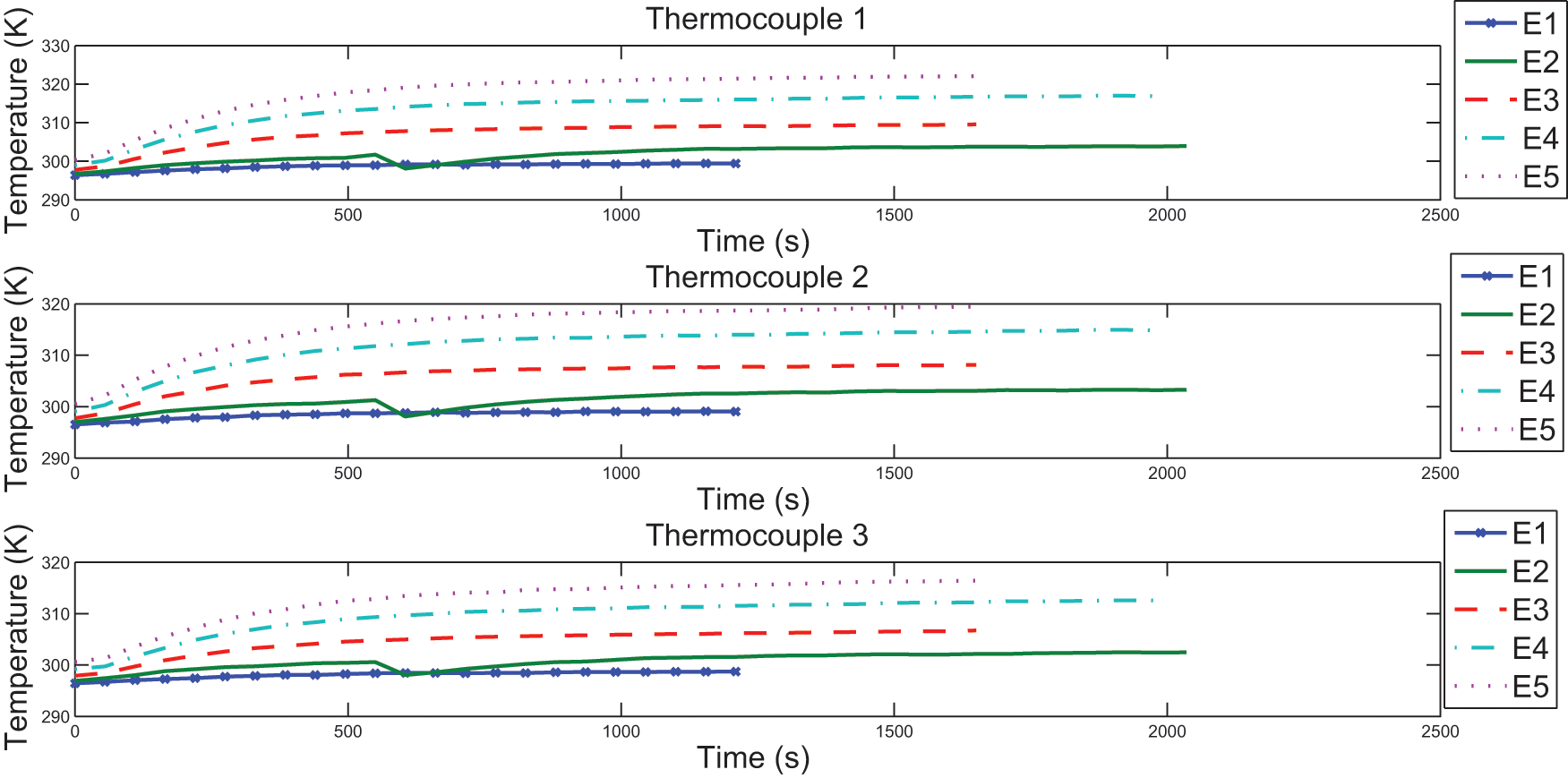
Temperatures measured for experimental conditions E1 to E5 with the MQL 2 system.
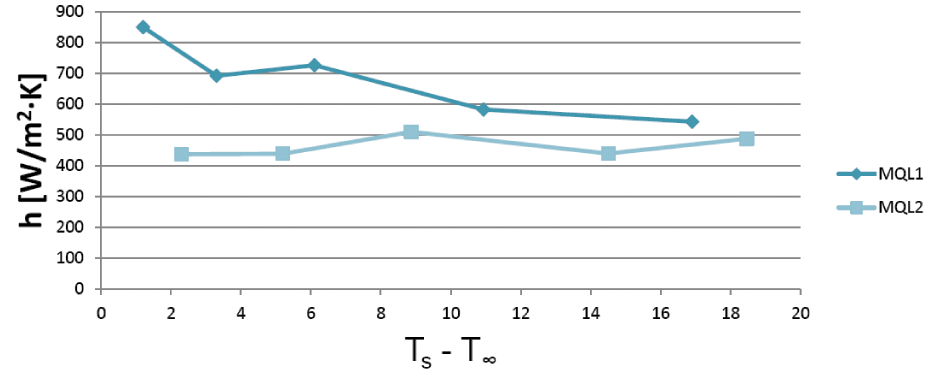
Graph of heat-transfer coefficient versus temperature difference
Temperatures measured for experimental conditions E1 to E5 with the fluid 1 system.
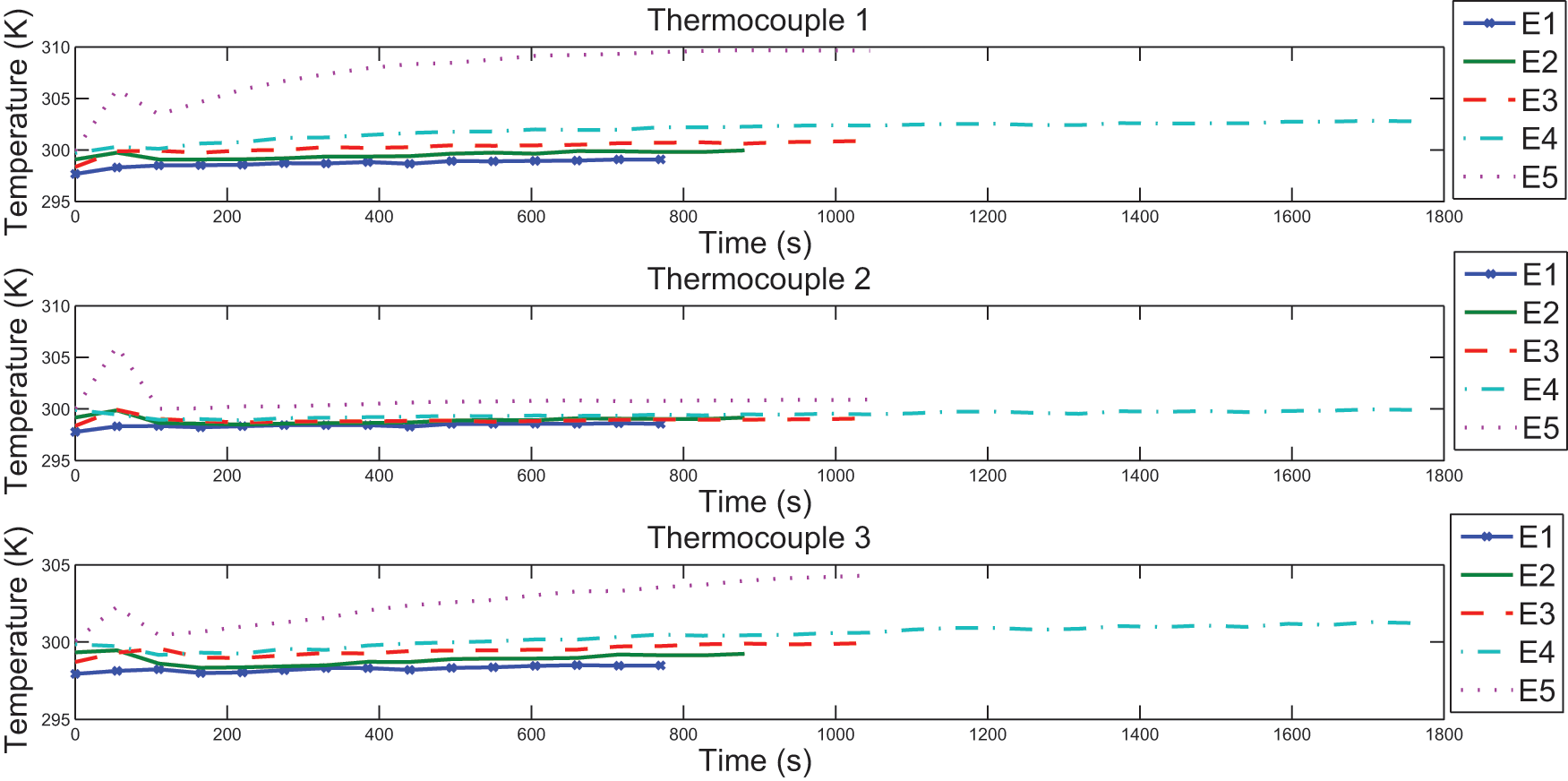
Temperatures measured for experimental conditions E1 to E5 with the fluid 2 system.
Using equation (2), and the values from Table 3, the average heat-transfer coefficient, together with the value of
Figure 5 shows the behavior of the curve for the heat-transfer coefficient versus the temperature difference for a dry system.
It can be noticed from Figure 5 that
Table 5 shows the corresponding experimental data related to the heat-transfer coefficient for the MQL 1 system. For the MQL 1 system, the Biot number was
Table 6 shows the experimental heat-transfer coefficients for the MQL 2 system and equivalent data. The Biot number resulted in
Figure 8 shows the behavior of the curve of the heat-transfer coefficient versus the temperature difference for the MQL system.
Compared to the dry system above, the use of MQL systems significantly increases
Table 7 shows the experimental heat-transfer coefficients and data for the flooded system using fluid 1. The Biot number was
Table 8 shows similar values for the flooded system with fluid 2, which resulted in a Biot number of
Figure 11 shows the behavior of the curve of the heat-transfer coefficient versus the temperature difference for the flooded system.
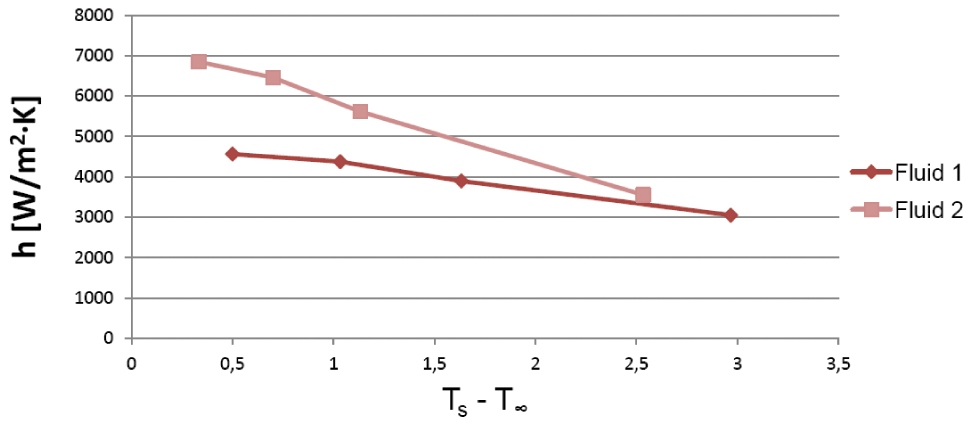
Graph of heat-transfer coefficient versus temperature difference
With the flooded system, lumped analysis is inappropriate and multidimensional analyses must be used. The mathematical models for temperature distribution and heat propagation will certainly be much more complex, as will the solutions, judging by the Biot number found. When comparing the
Conclusion
According to the results found in the present work, some initial conclusions can be drawn.
For dry systems, MQL 1 and MQL 2, the lumped approach for theoretical analysis is expected to yield reasonable estimates because the Biot number was found to be lower than 0.1. This magnitude of the Biot number for these systems shows that the body internal heat conductance is much higher than the heat convection away from its surface. With materials different from AISI 4340, the results can be different because the Biot number depends on the material thermal conductivity.
When dealing with machining processes in which the Biot number is less than 0.1, as with the dry and MQL systems in the present work, a lumped and much more simple model for temperature distribution and heat propagation can be used to describe the phenomenon. In these cases, the cooling system represents the highest barrier for the heat to flow away from the workpiece. In addition, it can be stated that the inefficiency of the cooling system, compared to the heat conduction of the solid body itself, becomes the most difficult parameter to remove heat from the workpiece.
When comparing both fluids used in the MQL systems, the mineral-based one was more efficient at low temperature differences, although for higher differences, both tend to converge to an average of about 500 W · m−2 · K−1. For a dry system, the
For both flooded systems hereby tested, the Biot number was higher than 0.1, so more complicated heat-transfer equations for transient heat conduction are required to describe the time-varying and non-spatially-uniform temperature field within the solid body. In contrast, the cooling system imposes less resistance for the heat to flow away from the workpiece compared to the internal resistance of the solid body.
When the Biot number is higher than 0.1, as in the case for both flooded systems tested in the present work, the cooling system makes it easy for the heat to flow away from the workpiece by imposing less resistance.
When comparing both fluids used for the flooded system, the vegetable-based one seems to have a slightly better cooling effect than the mineral-based one, but only at low temperature differences. Because the flooded system is so efficient in cooling, the surface temperature could not reach higher values.
Footnotes
Acknowledgements
We would like to thank the Blaser Swisslube of Brazil for providing the cutting fluids tested.
Funding
This work was supported by FAPESP Process 2007/00338-0.