
Abstract
This study has evaluated the formability of thin boron alloy sheets, 0.6 mm thick, which can be bent through heating and torn easily during hot press forming. The punch velocity was used as the parameter for the contact time, and the initial blank temperature and blank holding force parameters were controlled. The temperature of the dies and punch was fixed at 300 °C to improve the formability. Microstructural observations and the hardness were examined at different parts of the formed boron steel sheets after die quenching. After the forming process, relationships between the process parameters were found. The punch load and forming depth decreased with increasing punch velocity. On the other hand, the punch load increased with increasing blank holding force, but the forming depth decreased. An increase in the initial blank temperature resulted in an increase in forming depth, but a decrease in punch load.
Introduction
Recently, in the automobile industry, considerable efforts have been made to reduce the weight and enhance the safety of vehicles. Advanced high strength steel (AHSS) is used in automobile parts to improve the safety of vehicles. 1 This steel exhibits high tensile strength, but relatively low elongation. Because of this problem in stamping processes, a hot press forming process was introduced to overcome the low formability of AHSS.
In hot press forming, when sheet metal is heated to its austenitic phase, it is transferred immediately to a die and formed. As the heated material is formed and quenched in the die, the hardness and formability of the sheet metal are improved simultaneously. During hot press forming, the effect of spring back would be reduced significantly because of the austenite to martensite phase transformation, and the final forming process can be skipped for a measurement correction. Furthermore, there are advantages, such as a decrease in forming load, because of the use of heated blanks in hot forming. 2 These advantages have prompted a great deal of study into the formability of boron steel sheets.3,4
For example, Mori et al.5,6 employed a resistance heat process to improve the formability and decrease the springback. This process yielded improved sheared-edge quality. In addition, the shear force stress was reduced so much that the punch load also decreased. Medium carbon steel was examined by Herrera et al. 7 in terms of its mechanical properties and workability. Singh et al. 8 employed finite-element analysis to examine the formability of extra-deep-drawn steel using LS-DYNA. Turetta et al. 9 suggested a new test for material formability based on the Nakazima test in hot forming. A high-temperature tension test was performed to obtain data for generating a continuous cooling transformation (CCT) curve with 22MnB5 sheet metal. A simplified tension test was also conducted to determine the behavior of the material. Geiger et al. 10 examined the effect of temperature by investigating the coefficient of friction in hot press deep drawing. The results of a survey on the lubrication and friction conditions for hot stamping were investigated. Merklein et al. analyzed heat transfer between the die and the blank in hot forming and the coating effect with regards to friction. 11 In addition, a method was suggested to determine the coefficient of heat transfer and the friction coefficient. The behavior of boron alloy steel was investigated by Jang al. 12 using deep drawing and a high-temperature tension test. The flow stress, work-hardening index and strain–stress curve decreased gradually with increasing temperature. Yang and Kang examined U-bending at hot temperatures.13,14 A U-bending experiment was carried out to examine the effect of the heating temperature, blank holding force, punch velocity, punch radius and die radius. A range of fractures was expected in U-bending, and the microstructure was observed. A simplified tension test was performed at different positions in the material sample. The relationship between the blank holding force and punch load was unearthed, and the optimal condition was suggested for hot bending. A new die was proposed to improve the cracks between the die and blank sheet.
High tensile steels for automobile parts were investigated by hot press forming. The thickness of a boron alloy sheet for automobile parts is 1.2–1.6 mm. Many investigations have examined 1.2 mm boron sheet, which is used widely in automobile parts. In contrast to the case of 1.2–1.6 mm boron sheets for automobile parts, there have been no comprehensive investigations on very thin sheets ( < 0.6 mm thick). Such thin sheets are unsuitable for automobile parts and can only be used for small electronic products (e.g. camera cases, cell phone cases, home appliances), and might have issues regarding the heat effect or low formability. These thin sheets can be bent through the heat effect and are torn easily during hot press forming. One aim of this study was to establish the formability of thin boron sheets with respect to the temperature applicable to the hot deep drawing of thin sheets. Temperature is an absolute parameter in hot press forming. The elongation, spring back, increase or decrease in the forming and phase transformation can vary according to how the temperature is controlled. The contact time and heat transfer strongly affect the temperature. Therefore, the following process parameters were selected. The punch velocity was selected to examine the effect of the contact time, and the initial blank temperature and blank holding force were selected to examine the heat-transfer effect. The temperature of the dies and punch were 300 °C to differentiate the present study from other studies. This will improve the formability and disclose the temperature effect through changes in the cooling rate. As a result, the punch velocity, initial blank temperature and blank holding force were the process parameters used in this study. After hot deep drawing, the punch load, forming depth, thinning rate, hardness and microstructure were measured according to the process parameters.
Experimental procedure and conditions
The diameter of the punch for the experiments was Ø37.6 mm, and the punch had a hole to insert the cartridge heater (Table 1). In this study, the boron sheet thickness was 0.6 mm (to). The blank size was obtained using an empirical formula for the drawing

Dimensions of the tools used for the hot press deep-drawing test (mm).

In the empirical formula, d, h and rp are the punch size, cup height and punch shoulder size, respectively. Table 2 lists the mechanical properties and alloy composition of the blank sheet. Figure 1 presents the experimental apparatus and die. Five cartridge heaters were used to heat the die and punch for the hot deep drawing experiment. These tool temperatures were kept at 300 °C using a proportional integral differential (PID) thermostat to check the temperature variation through the cooling rate of the blank. An improvement in elongation is expected if the cooling rate of the blank is decreased. A thermocouple was attached at that location to measure the temperature at the center of the blank. An electronic furnace of 10–12 kWh was used to heat the boron alloy sheet. The entire forming time is very important in hot press forming. To limit the forming time, the transfer and binding times were kept at 2.5–3 s and 2 s, respectively. Accordingly, the contact time is affected only by the punch velocity (Vp); those for the heat transfer depend on the initial blank temperature (Ts) and blank holding force (Bf). Table 3 lists the experimental conditions. The maximum forming depth, punch load, thinning rate and hardness of the blank were measured using a blank sheet that had been formed according to the process parameters. When the blank sheet thickness was measured, the measurements were repeated five times using a digital micrometer, and the mean value was reported. The microstructure was examined at different positions of the formed blank.
Chemical composition and mechanical properties of the tested material.

YS: yield stress; TS: tensile strength; El: elongation.
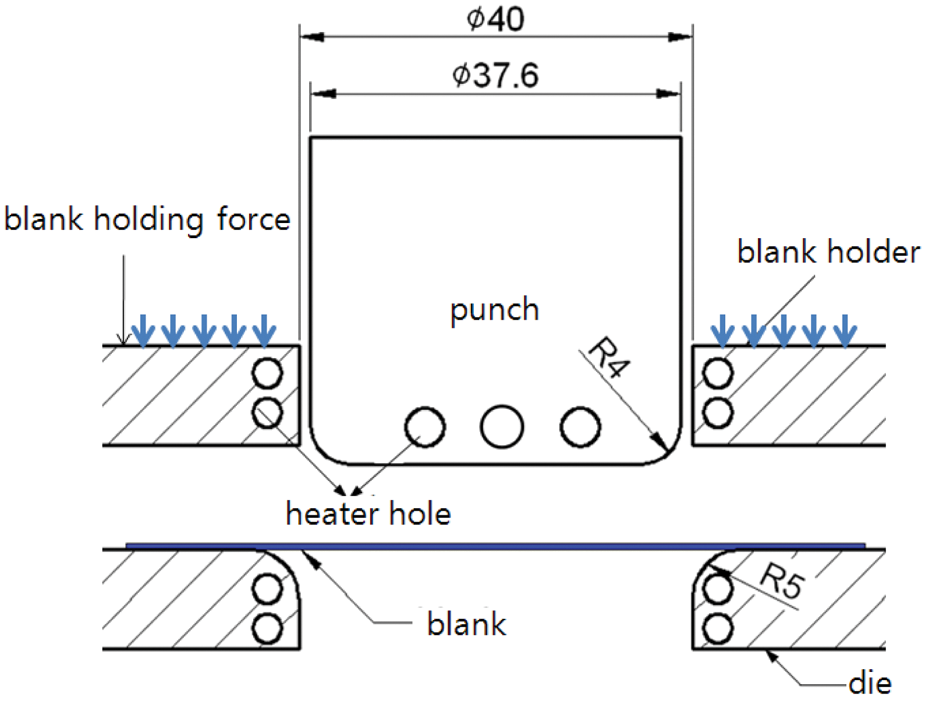
Schematic of the die structure for the deep-drawing experiments (dimensions in mm)
Experimental conditions for the hot press deep-drawing test.

Results and discussion
The temperature variation during cooling of the blank
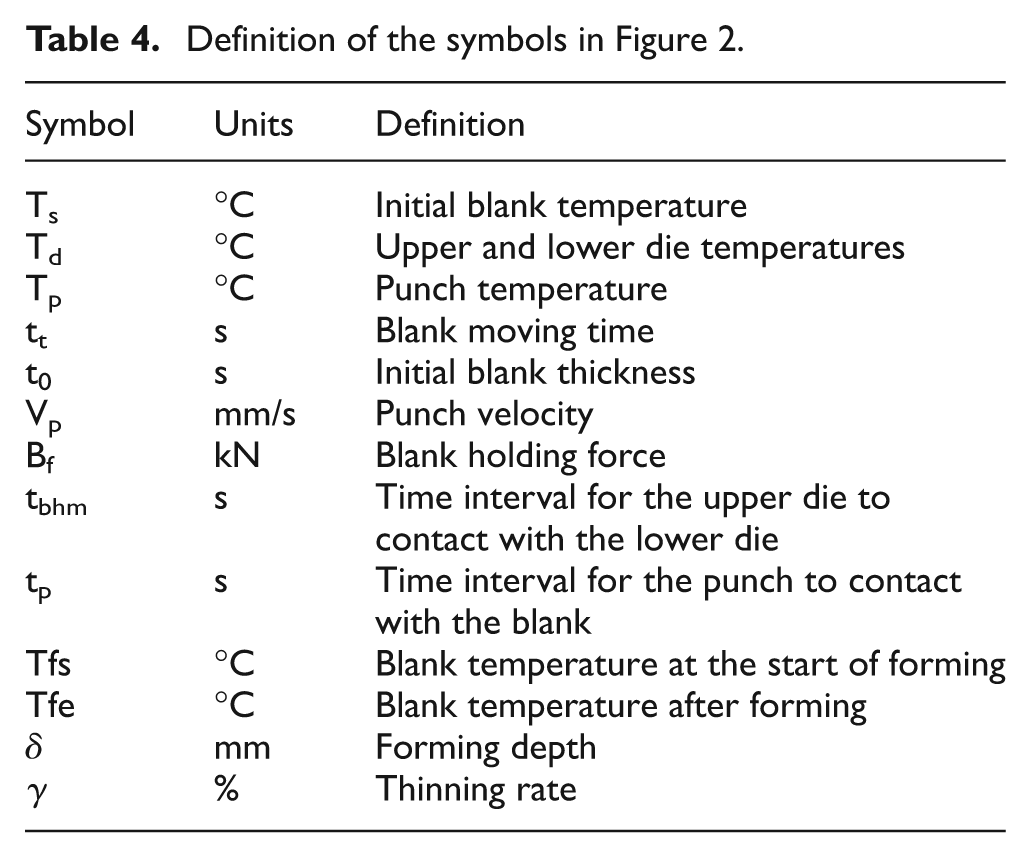
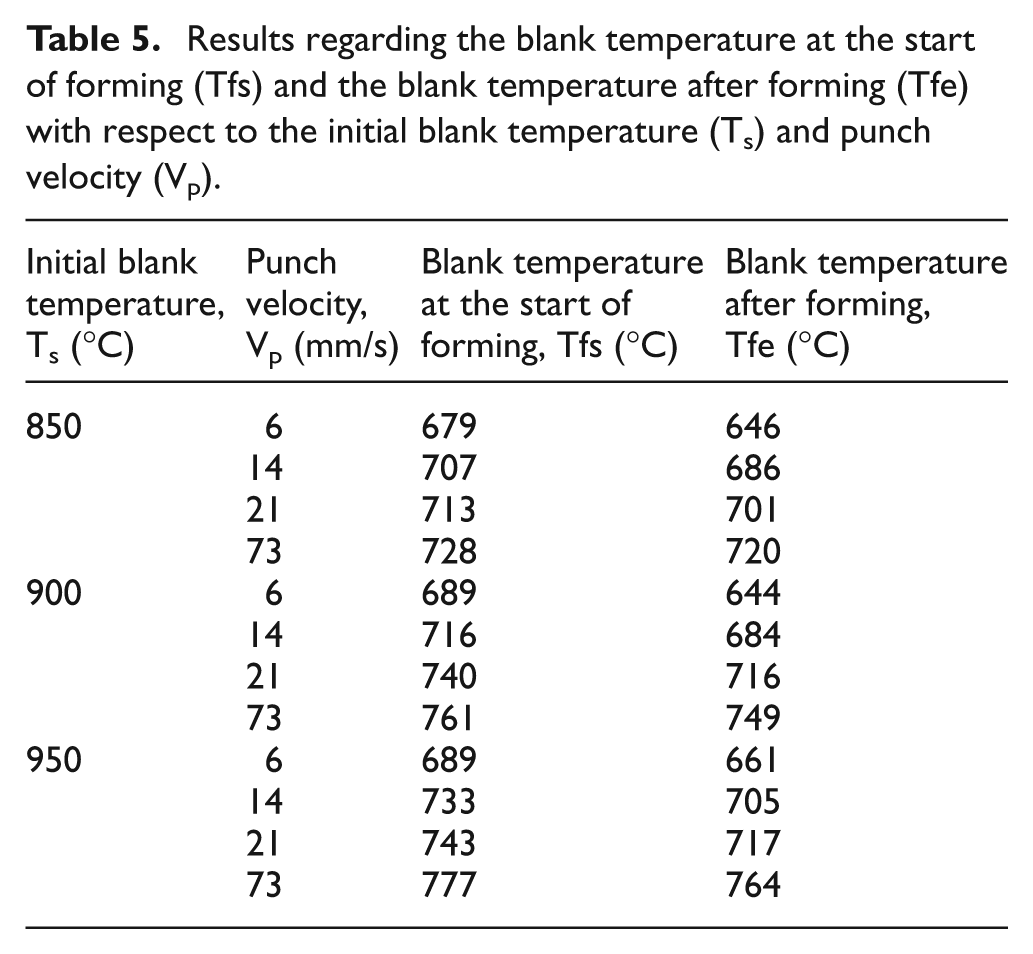
Figure 2 shows the change in temperature over time until the blank was heated and formed. The initial blank temperatures were 850°C, 900°C and 950°C, and the temperature of the dies and punch was 300°C. Table 4 gives the definitions of the symbols in the figure. The heating time was 5 minutes. The blank was heated to the target temperature within 80 s, and the change in temperature with respect to the transfer time examined. The large-scale binding time ranged from 280 to 350 s, as shown in Figure 2(b). The cooling rate also increased with increasing maximum temperature because of the temperature difference between the blank and ambient air in heat transfer. During transfer, convection currents and radiation are the main factors. During forming, conduction is the dominant factor in the heat transfer. Generally, the heat transfer in conduction is faster than that under convection and radiation. On the other hand, the slope of the temperature is not precipitous under conduction because the temperature of the dies and punch was 300 °C (Figure 2(b)). In this study, the transfer time and binding time were fixed, and the contact time was changed only by the punch velocity (Vp). The forming time is short when the punch velocity is high. Therefore, the forming time appears to be equivalent to the contact time. The forming times were 3, 1.3, 0.9 and 0.23 s under this condition when the punch velocities were 6, 14, 21 and 73 mm/s, respectively. Since the forming time is short, the cooling rate was approximately constant according to the punch velocity (Figure 3). Although the cooling rate did not vary significantly, the temperatures at the start of forming (Tfs) and at the end of forming (Tfe) were different, which greatly affected the punch load. The detailed numerical data of T(fs) and T(fe) are given in Table 5.
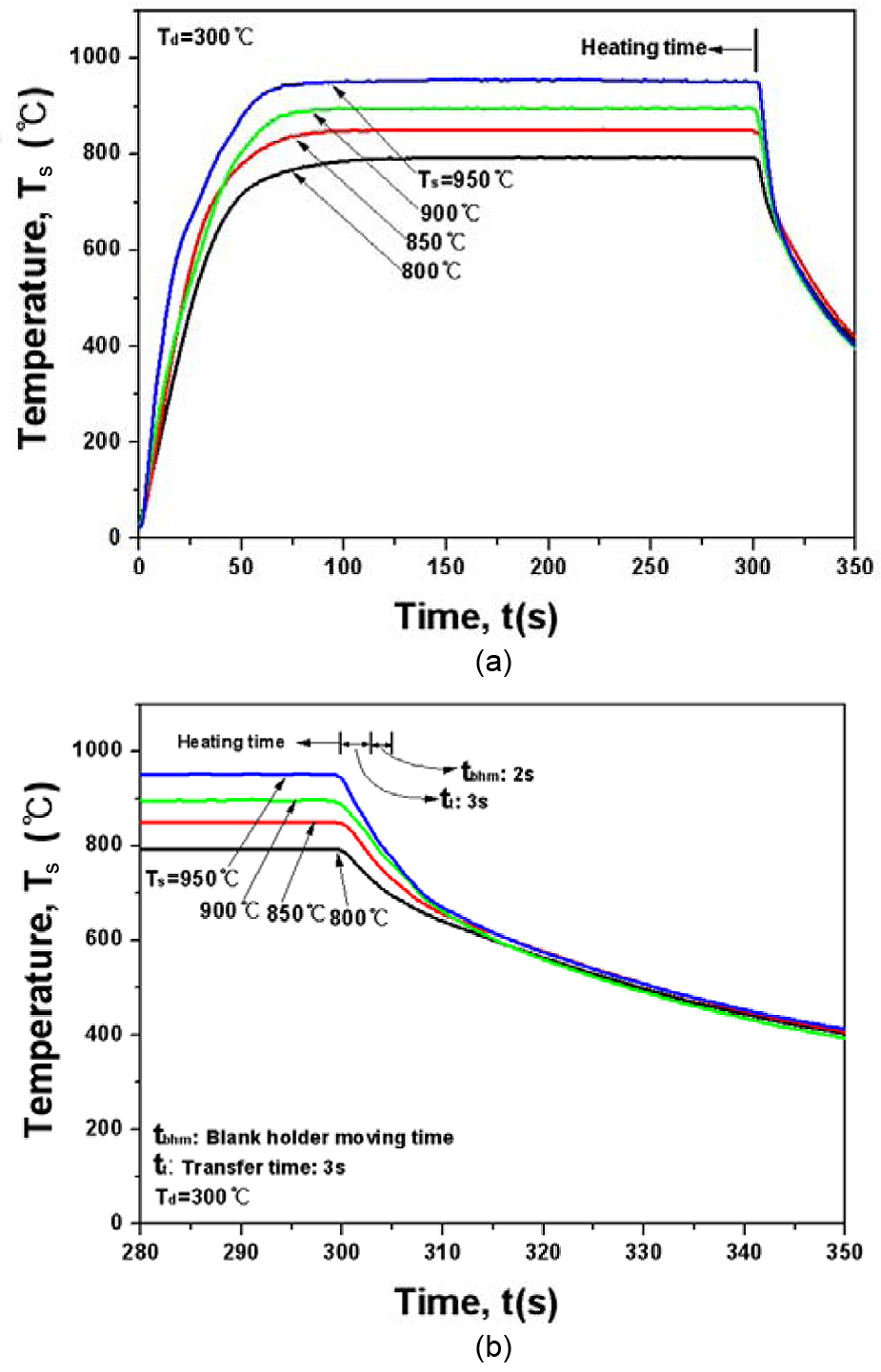
Temperature variation of the blank according to the heating time. (a) Temperature variation of the blank from 0 to 350 s during the heating process and (b) temperature variation of the blank from 280 to 350 s during the heating process.
Definition of the symbols in Figure 2.
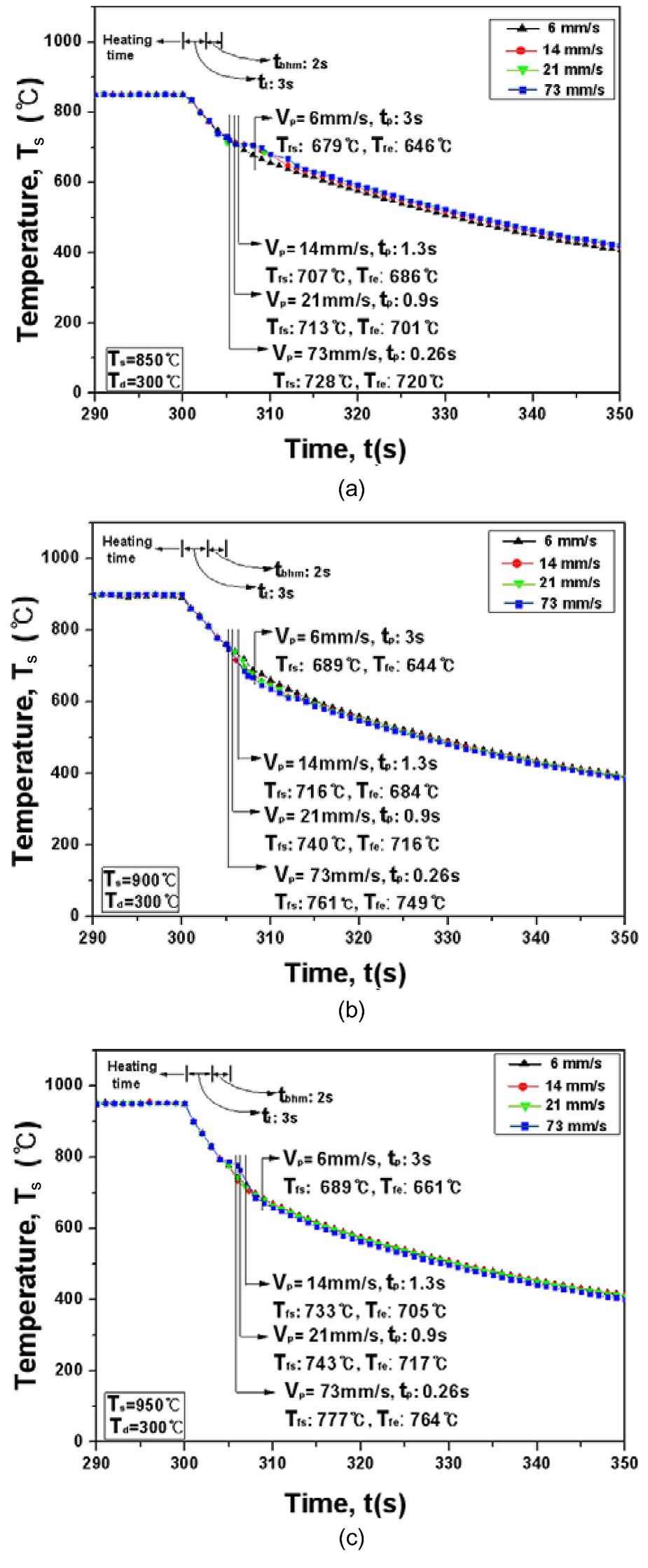
Cooling rate of the blank from Ts = 850 to 950°C:(a) Ts = 850°C, (b) Ts = 900°C and (c) Ts = 950°C.
Results regarding the blank temperature at the start of forming (Tfs) and the blank temperature after forming (Tfe) with respect to the initial blank temperature (Ts) and punch velocity (Vp).
Correlation between the punch load, punch velocity and blank holding force
Contact time and heat transfer affect the punch load during hot press forming. Generally, by increasing the temperature, the strain–stress curve of a material decreases due to the increase in temperature. The punch velocity is the main factor with regards to the contact time because the binding time and transfer time are fixed. The punch velocity changes the forming time. As shown in Figure 3, the slope of the temperature variation did not vary considerably with punch velocity. On the other hand, the punch load was affected strongly due to the difference in contact time and temperature between the start and end of forming. Figure 4 presents a three-dimensional graph showing the correlation between the punch load, forming depth and blank holding force according to the punch velocity. Each point on the graph depicts the maximum punch load and fracture spot. The punch load was 36 kN when the punch velocity and forming time were 6 mm/s and 3 s, respectively. In contrast, the punch load was 24 kN at Ts = 850°C when the punch velocity and forming time were 73 mm/s and 0.23 s, respectively (Figure 4(a)). This low punch load was attributed to the decrease in the strain–stress curve of the boron alloy sheet with increasing temperature. In addition, the blank holding force contributed strongly to the punch load. During the binding time, heat transfer is initiated by conduction between the blank and dies. The heat-transfer coefficient, which is called the h value, is affected by the blank holding force; the h value also increases with increasing binding pressure. When the blank holding force is high, heat transfer occurs effectively so that the blank temperature decreases considerably. The punch load required increased with decreasing temperature of the boron alloy sheet. There was no large difference because the die and punch temperatures were both 300°C (Figure 4). The punch load was 36 kN at a blank holding force of 5 kN. On the other hand, when the blank holding force was 90 kN, the punch load was 42 kN at Vp = 6mm/s and Ts =850 °C (Figure 4(a)). The punch load decreased with increasing initial blank temperature (Figure 4(a)–4(c)).
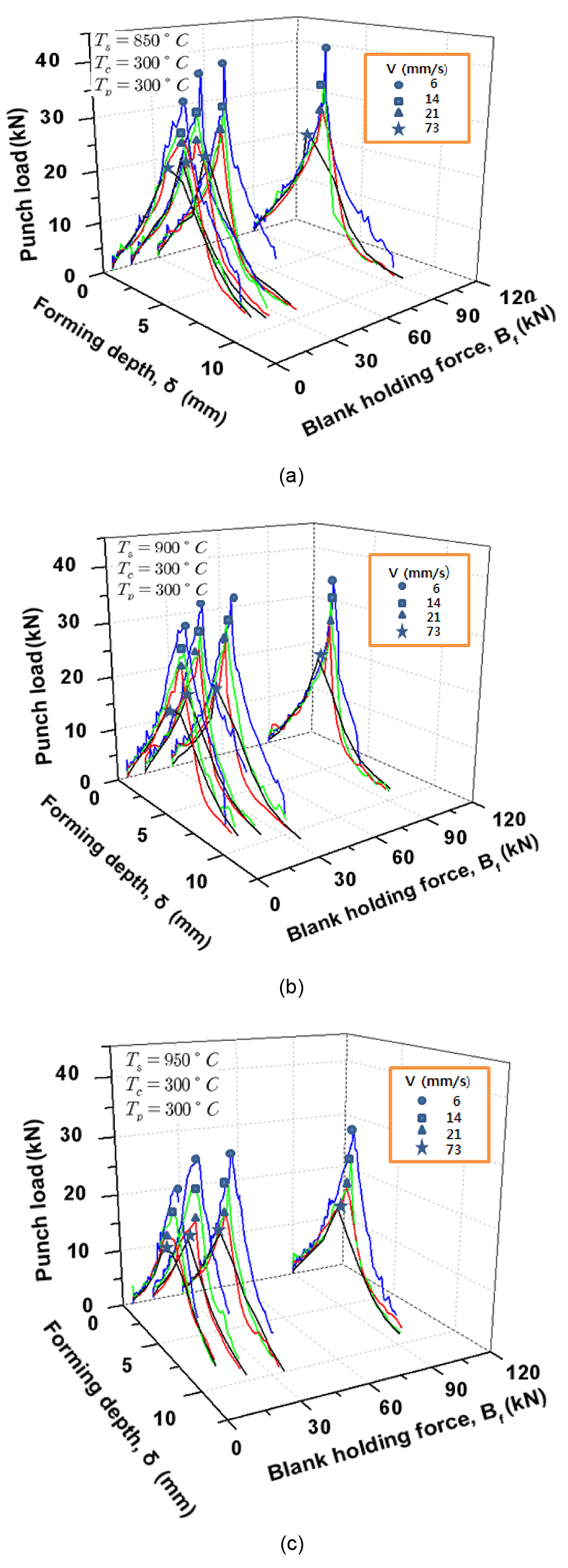
Relationship between the punch load, forming depth (δ) and blank holding force (Bf) according to the initial blank temperature (Ts): (a) Ts = 850°C, (b) Ts = 900°C and (c) Ts = 950°C.
Correlation between the forming depth, blank holding force and punch velocity
The results regarding the forming depth were examined with respect to the contact time and heat transfer. A short contact time means that the forming time is short and the punch velocity is fast. At a constant punch velocity, the forming depth would be slightly short if the forming time is short. The forming time is the lapse of time from contact with the blank until fracture of the blank. Each point in Figure 4 presents the blank fracture. The three-dimensional graph in Figure 5 displays the correlation between the forming depth, blank holding force and punch velocity. Each point on the graph corresponds to the maximum forming depth prior to failure. The forming depth was 6.3 mm at a punch velocity and forming time of 6 mm/s and 3 s, respectively. On the other hand, the forming depth was 5.0 mm at Bf =5 kN and Ts = 850°C when the punch velocity was 73 mm/s under a forming time of 0.23 s (Figure 5(a)). The forming depth was also affected by the blank holding force. The heat-transfer coefficient was high when the blank holding force was high due to conduction so that the blank will cool easily during binding and forming. The elongation of boron alloy steel is affected by temperature. When the binding pressure increases, heat transfer occurs, and the forming depth will be short due to the low elongation. Figure 5(a) shows the correlation between the forming depth and blank holding force. The forming depths were 6.3 mm and 5.3 mm at blank holding forces of 5 kN and 90 kN, respectively. The forming depth increased with increasing initial blank temperature (Figure 4(a)–4(c)). A high initial blank temperature means that the blank temperature is high during forming, and the formability improved only slightly.
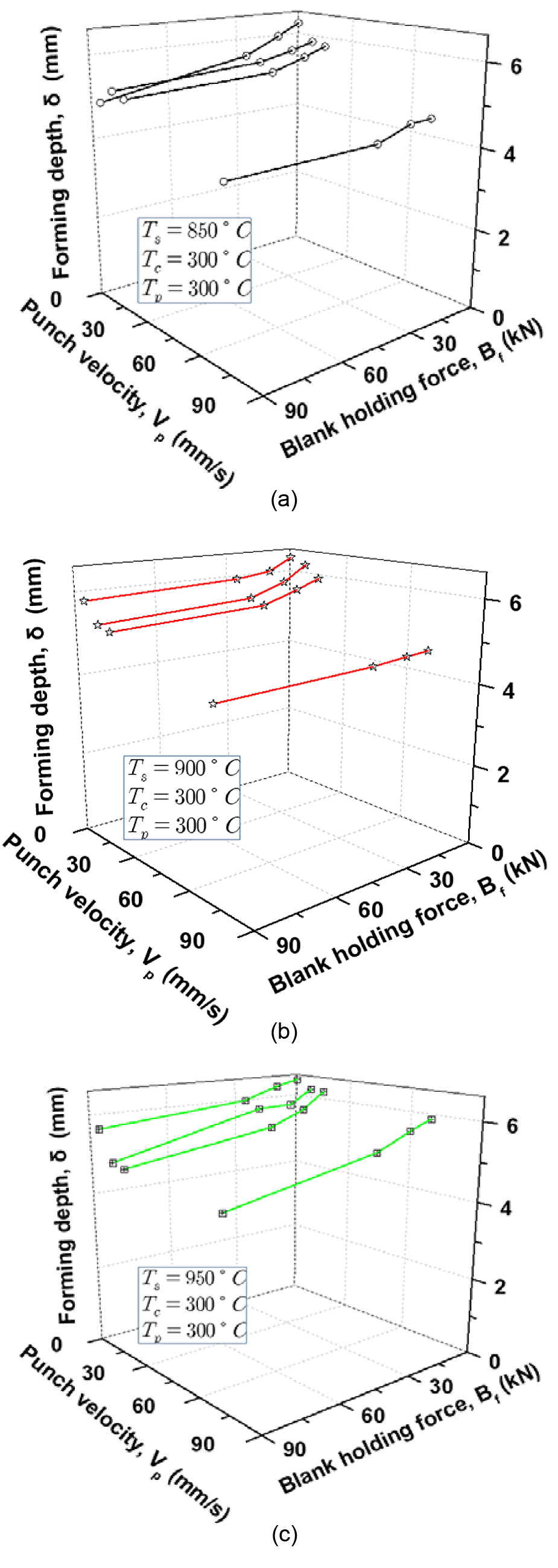
Relationship between the punch velocity (Vp), blank holding force (Bf), and forming depth (δ) according to the initial blank temperature (Ts): (a) Ts = 850°C, (b) Ts = 900°C and (c) Ts = 950°C.
Thinning rate according to the forming depth
Figure 6 shows the shape of the cups and thinning rate (γ) after hot deep drawing according to Bf when Ts = 950 °C and Vp = 6 mm/s. Figure 7 shows the thinning rate of the blank sheet according to Bf when Vp = 6 mm/s and Ts = 950 °C. The fracture and non-fracture regions were segmented by the thinning rate according to the blank holding force. These regions were drawn with points. The fracture and non-fracture boundary lines were obtained and the forming depth increased with decreasing blank holding force. Therefore, when the blank holding force is low, the forming depth increases and the thinning rate increases, slightly or remains constant. On the other hand, the fracture boundary line was not a regular trend. Therefore, it was expected that a different phenomenon would occur in the fracture region. The following explanations are proposed. First, a different position might be measured along the fracture line because the point of commencement of fracture in the blank sheet is not known precisely. Second, the measurement could be erroneous when the blank sheet thickness was measured using a micrometer. Third, Figure 8 shows the EDX of the boron steel sheet after fracture revealed the presence of a larger amount of Mn and S alloying element on the fracture surface compared to that on other surface positions (Figure 8). Therefore, some compounds, such as FeS or MnS might have generated local fractures during forming and quenching. In particular, MnS is quite brittle and deleterious to the properties of steel. Figure 9(a) shows the thinning rate at each position of the blank sheet without a fracture region. As the blank holding force was increased, the forming depth decreased 6–5 mm without fracture. Although the forming depth was high when Bf = 5 kN, the difference was slight with respect to the blank holding force. In Position 3, the decrease in the thickness of the blank sheet was 0.1 mm and the thinning rate was 17%. Therefore, it was recognized that blank sheet will fail when the thinning rate is > 17%. The point of fracture appearance was Position 3 in Figure 6. The thickness of the blank sheet was high at Position 2 because the material was gathered in forming. Figure 9(b) shows the thinning rate at each position of the blank sheet under fracture. Figure 10 presents the shape of the cups and the forming depth after hot deep drawing with respect to the punch velocity when Bf =5 kN and Ts = 950 °C. Although the punch velocity varied over 6–73 mm/s, the forming depth varied by more than 4–6 mm. Fracture occurred near the punch round at Position 3. After hot deep drawing, the surface of the blank sheet was not neat because of the oxidized surface. Figure 11 shows the correlation between the forming depth and punch velocity when Bf = 5 kN and Ts = 950°C. Figure 12(a) shows the thinning rate of the blank sheet according to the punch velocity without fracture. The thinning rate reached a maximum when Vp = 6 mm/s. Figure 12(b) shows the thinning rate of the blank sheet with fracture. The thinning rate reached a maximum at Position 3 and decreased with increasing punch velocity.
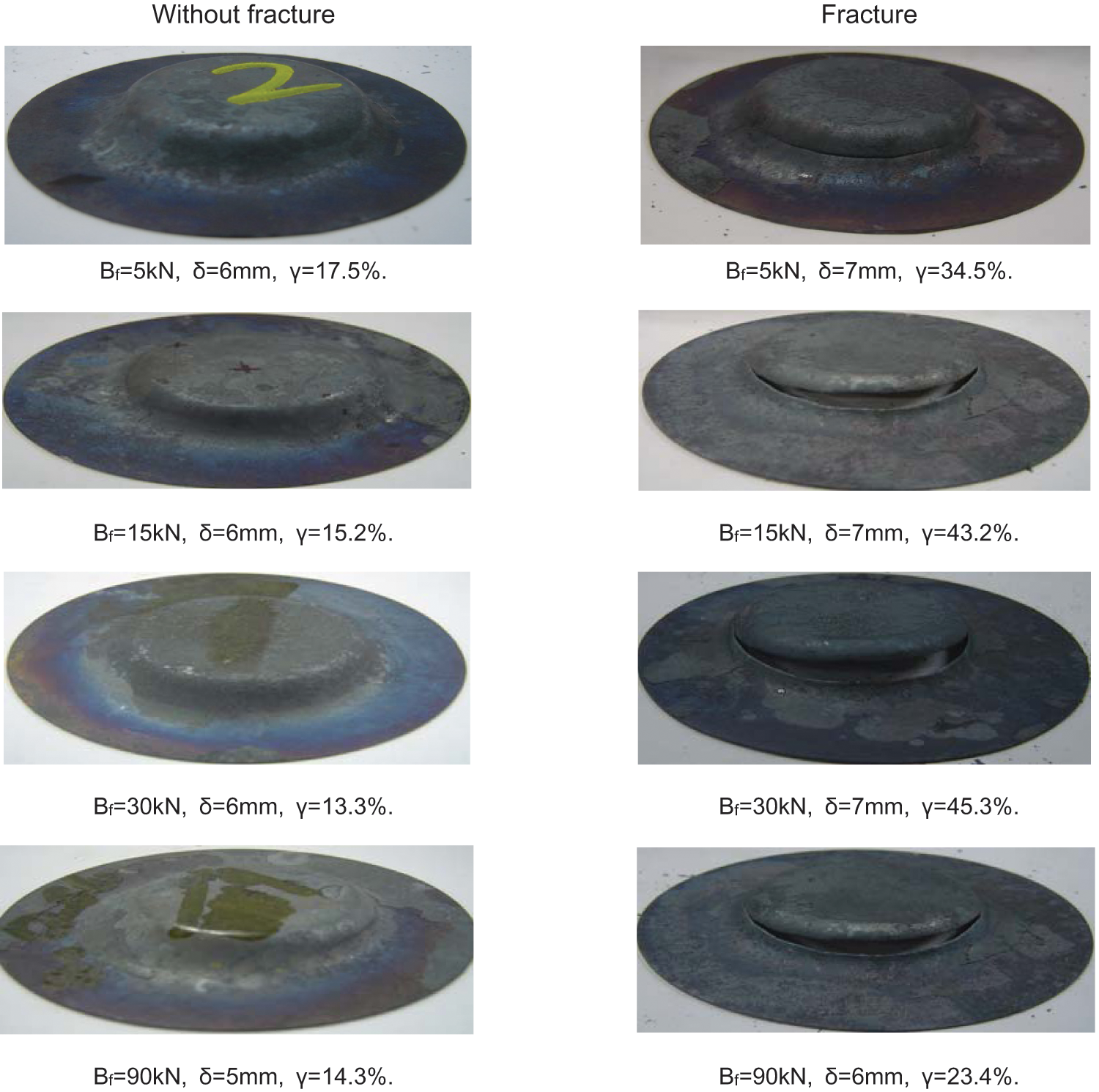
Shape of cups and thinning rate (γ) after hot deep drawing according to the blank holding force (Bf) for Ts = 950 °C and Vp = 6 mm/s.
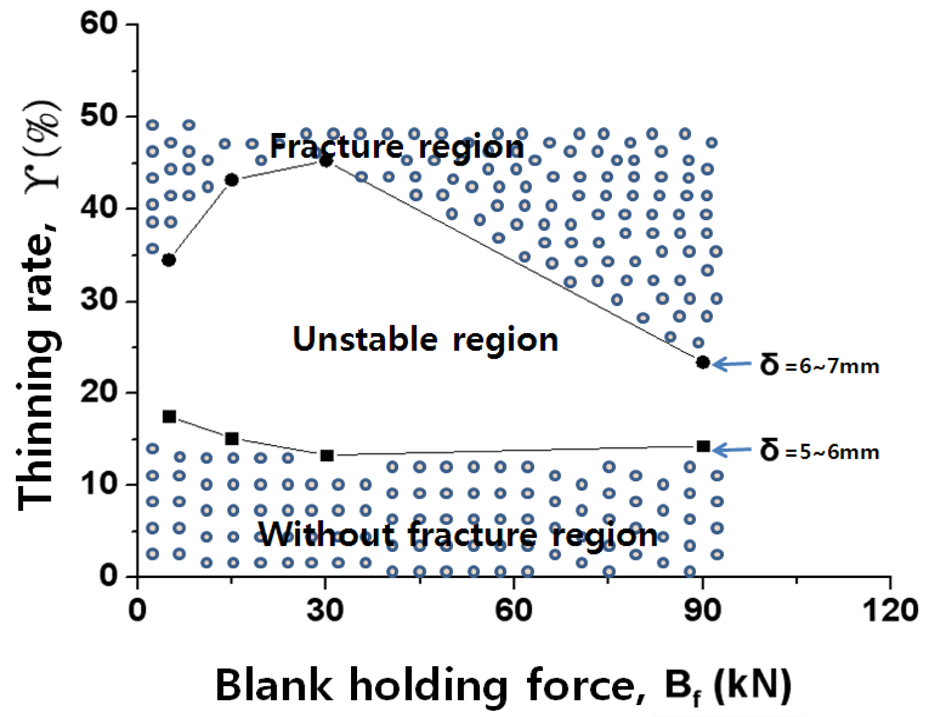
Relationship between the thinning rate (γ) and blank holding force (Bf). for Ts = 950 °C and Vp = 6 mm/s.
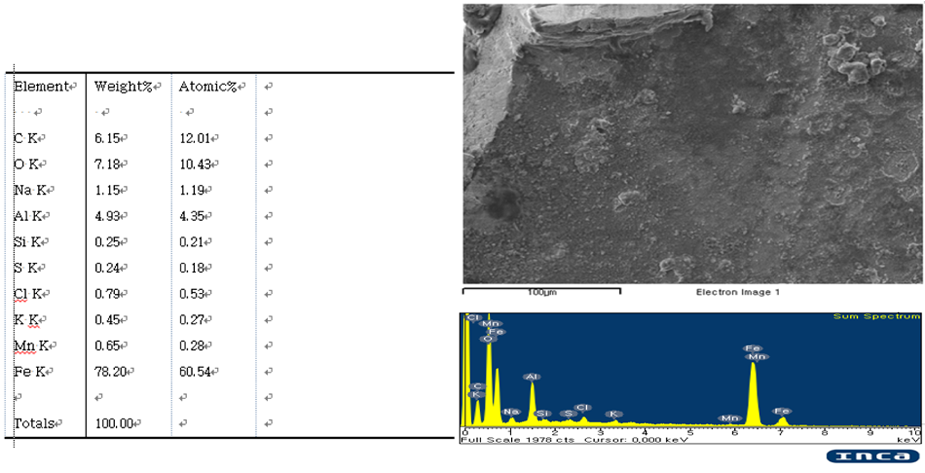
SEM (scanning electron microscopy) image and EDX (energy dispersive x-ray spectroscopy) analysis in the fracture region
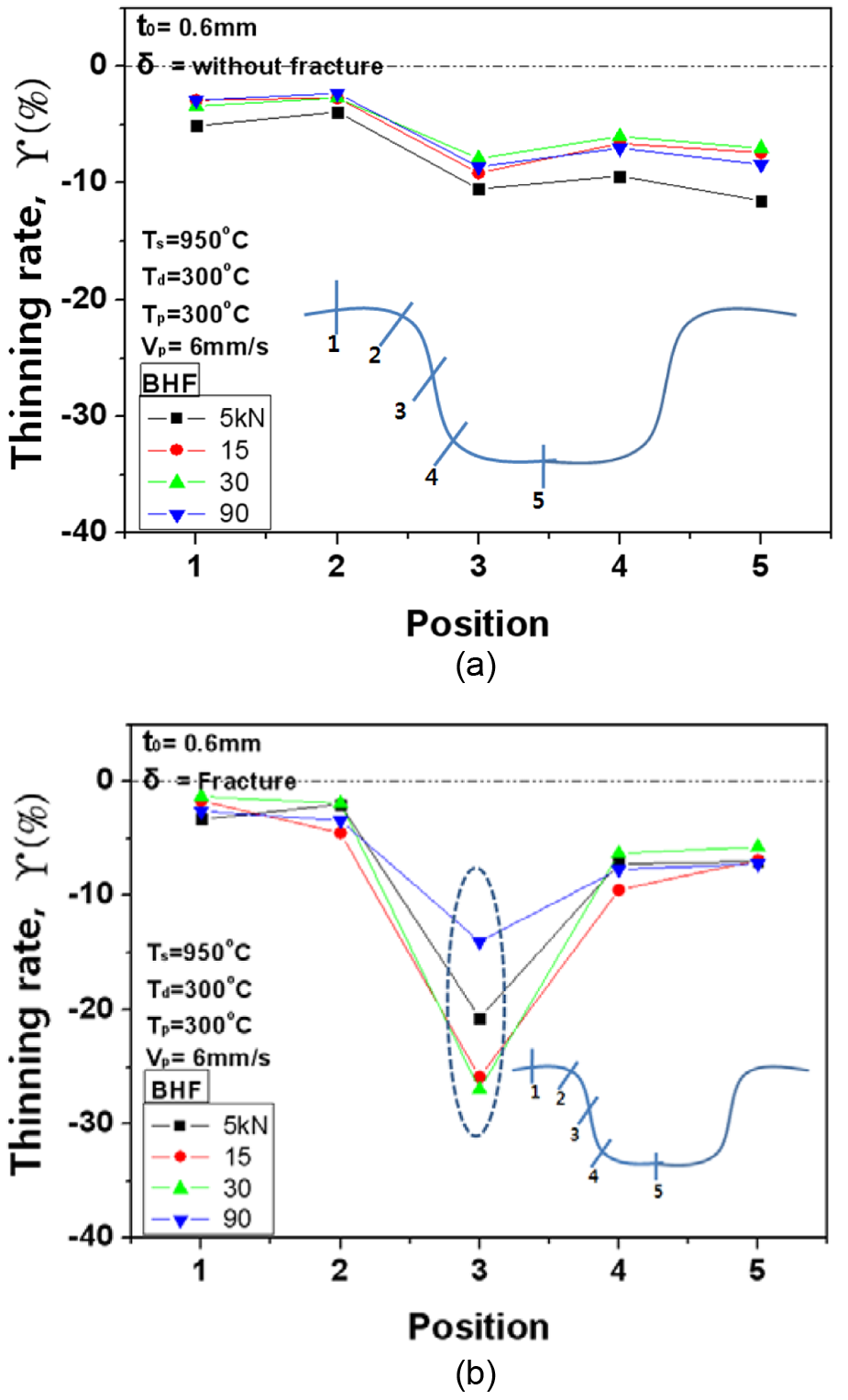
Thinning rate (γ) according to each position in the sample: (a) sample without fracture and (b) sample with fracture.
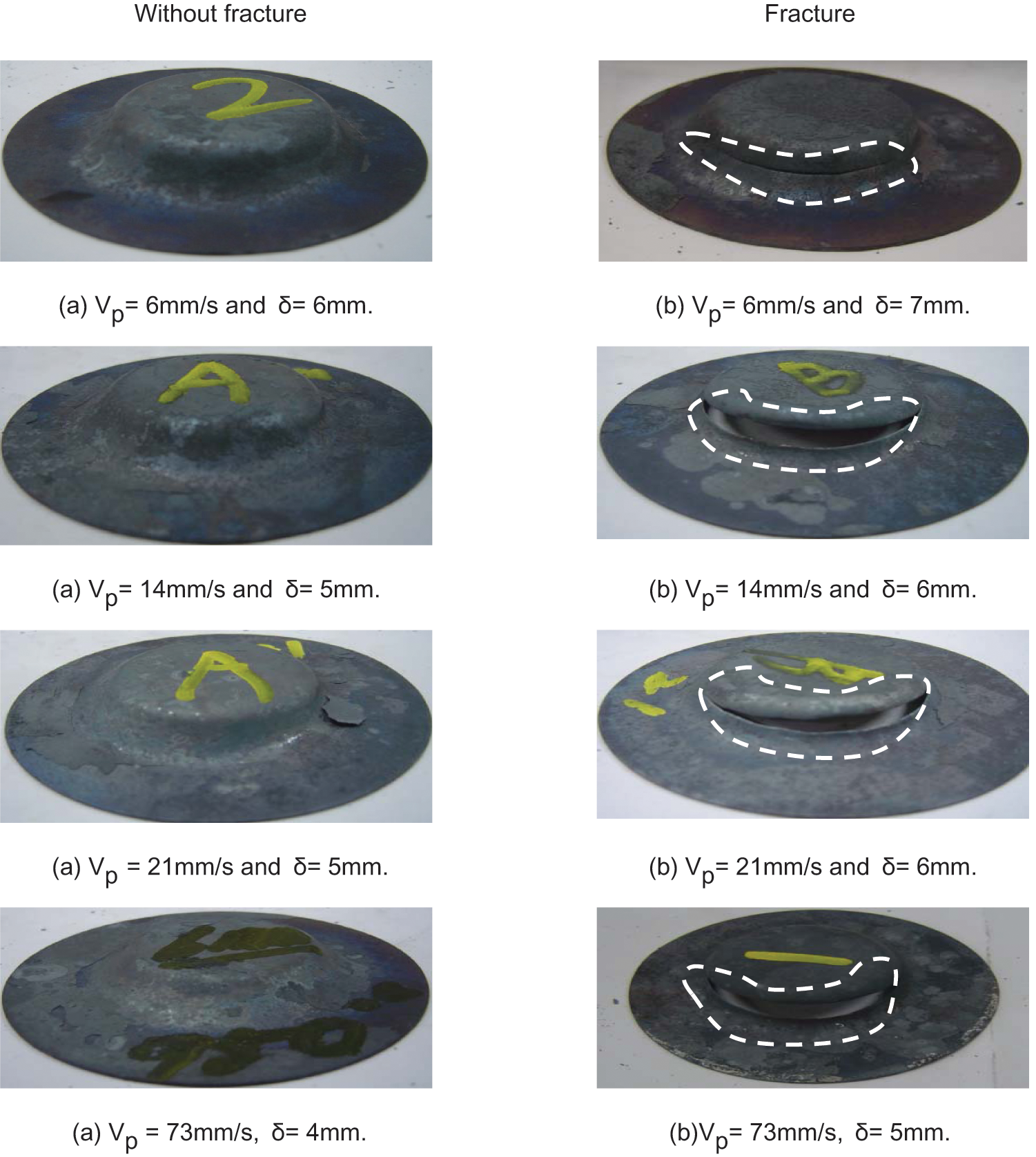
Shape of the cups and forming depth (δ) after hot deep drawing according to Vp at Ts = 950°C and Bf = 5 kN.
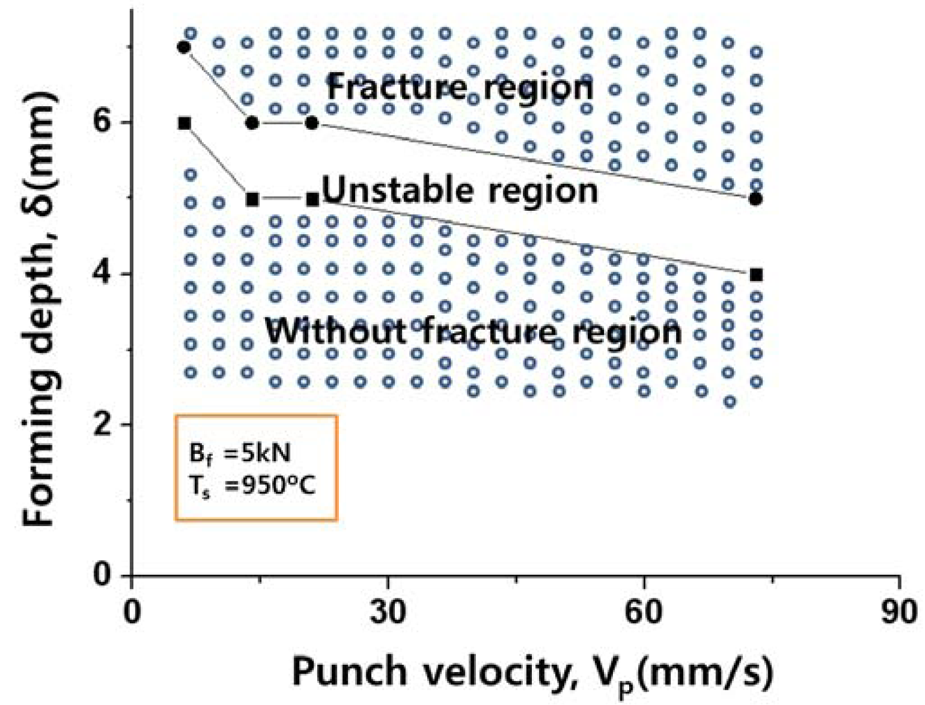
Relationship between the forming depth (δ) and punch velocity (Vp) with respect to the initial blank temperature (Ts) and the blank holding force (Bf).
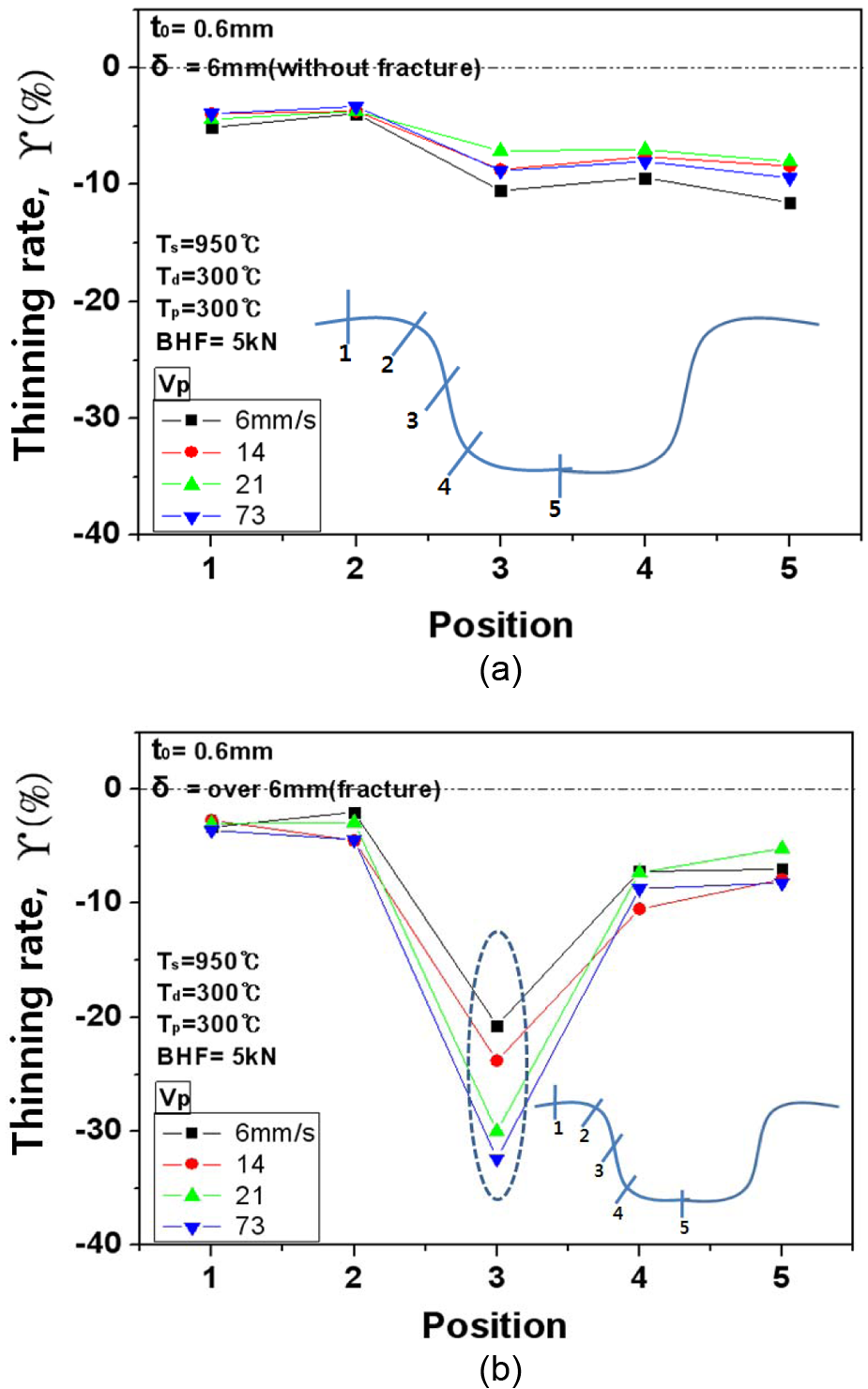
Thinning rate (γ) according to each position in the sample: (a) sample without fracture and (b) sample with fracture.
Microstructure and hardness
Heat transfer strongly affects the hardness of a blank sheet. When the initial blank temperature was 950°C, the blank was quenched more rapidly than at other temperatures (850–900 °C), and fast quenching resulted in smaller grains. The strength of the material increased with decreasing grain size. Figure 13 shows the hardness of the blank sheet according to Ts when Vp = 6 mm/s and Bf = 5 kN. The hardness of the blank sheet was measured at each position (1–5). The hardness increased with increasing initial blank temperature, and the highest hardness was measured at Position 4 near the punch round due to work hardening (Figure 13). When the initial blank temperature was high, the material strength was also high. Figure 14 shows the microstructure of the blank sheet. The die-quenching speed is fast when the initial blank temperature is high, and the microstructure becomes fine when the die-quenching speed increases. In this study, martensite was not found because the punch and die temperatures were both 300°C.
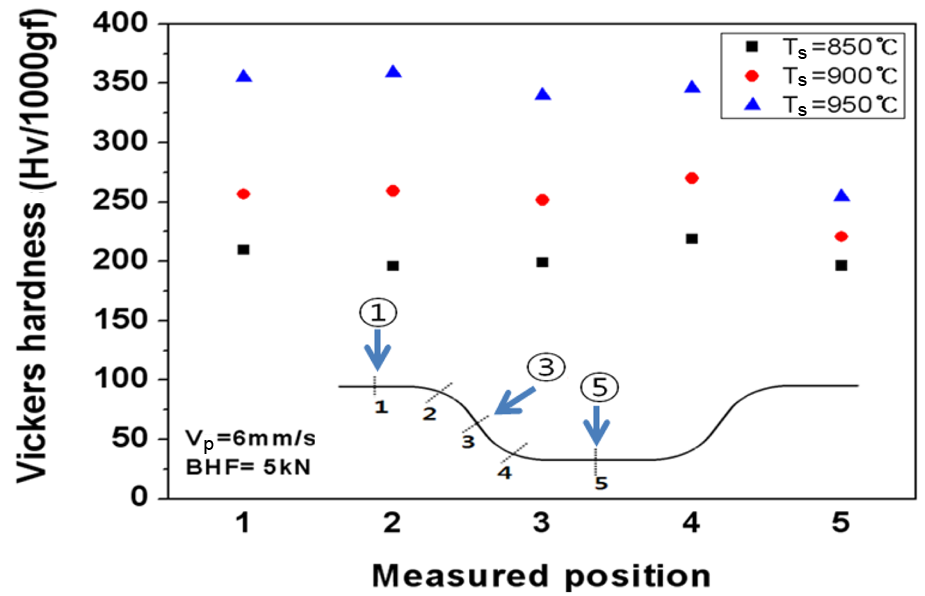
Hardness of the deep-drawn samples according to the initial blank temperature at Vp = 6 mm/s and Bf = 5 kN.
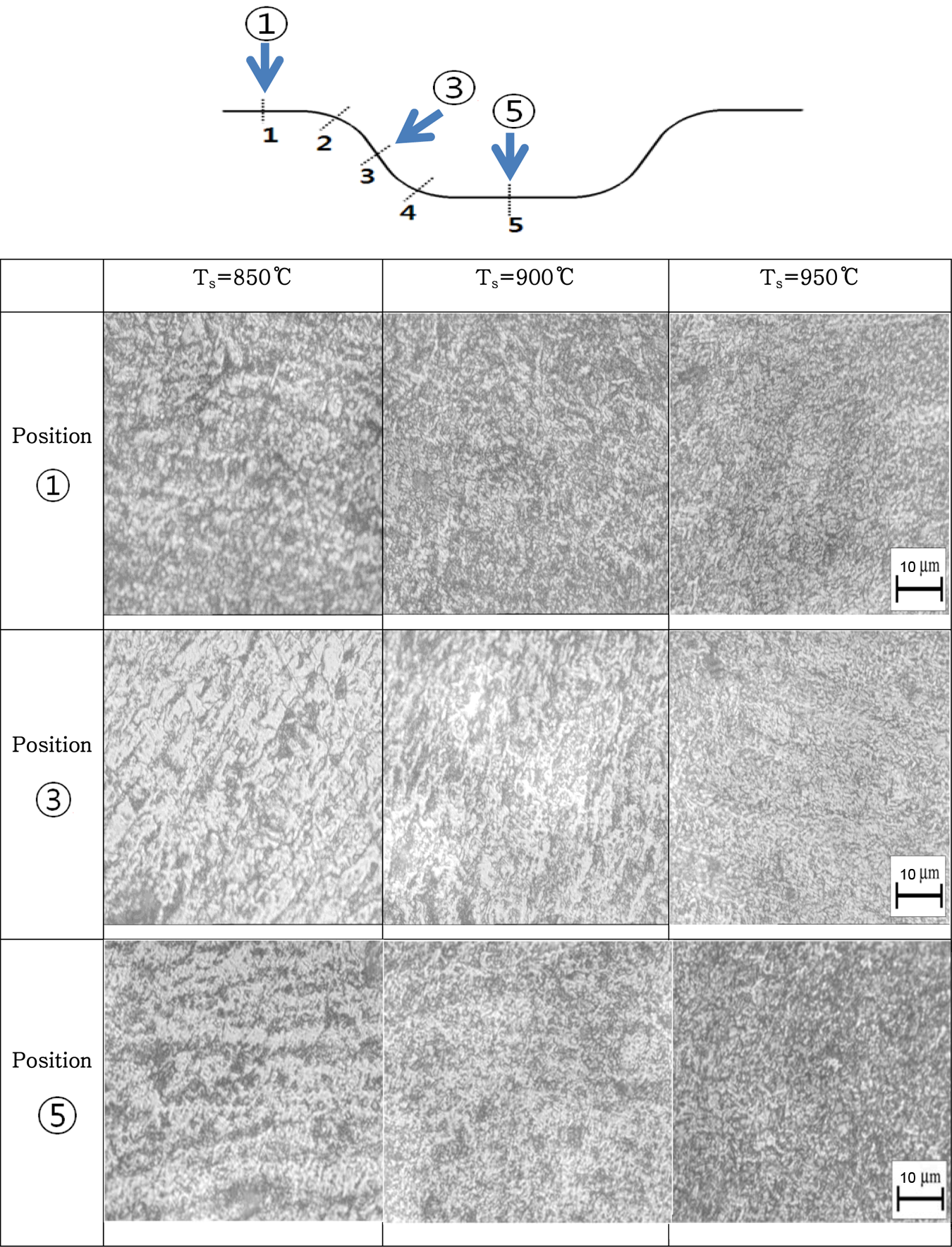
Microstructures of positions 1, 3, and 5 in deep-drawn samples according to the initial blank temperature at Vp=6 mm/s and Bf = 5 kN.
Conclusions
In this study, the formability of thin boron sheet that can be used for small information technology products (e.g. cell phones or camera cases) and home appliances was investigated. The heat-transfer coefficient and contact time were controlled by process parameters such as punch velocity, blank holding force and initial blank temperature. These affected the formability of the sheet. These formability data of boron steel sheet will be used when carrying out deep-drawing simulations of the heat-transfer coefficient and contact time in hot forming. The following results were obtained.
The punch load and forming depth are affected by the contact time and heat transfer. The blank holding force and initial blank temperature are the process parameters for heat transfer, and the punch velocity is a process parameter for the contact time. The punch load and the forming depth decrease with increasing punch velocity, and the punch load increases with increasing blank holding force, but the forming depth decreases. The forming depth increases with increasing initial blank temperature, but the punch load decreases.
During the deep-drawing experiment, fracture occurred near the punch round. The thinning rate of the blank sheet was also high at that location. Cracks occurred when the thinning rate was >17% (a 0.1 mm decrease in thickness).
The hardness increased due to the increase in cooling rate with increasing initial blank temperature. The center hardness of the blank was lower than that of the contacting die with the blank sheet.
At the non-fracture boundary line, the thinning rate increased (5–12%) with increasing punch velocity (Vp = 6–73 mm/s), but the thinning rate was 20–32% at the fracture boundary line.
The material hardness was also high when the initial blank temperature was high. Rapid quenching of the blank sheet resulted in smaller grains, which would result in an increase in hardness.
Footnotes
This work was supported by the Ministry of Knowledge Economy and the Korea Institute for Advancement in Technology through the Workforce Development Program in Strategic Technology (grant number 200805780010004) and the National Research Foundation of Korea (NRF) grant funded by the Korea government (MEST) (grant number 2011-0030665).