
Abstract
There is a growing drive in replacing conventional non-renewable fibres such as glass and carbon reinforced composites with more sustainable and renewable reinforcements such as flax, hemp, jute in biobased composites in key industry sectors such as automotive, marine, building and construction motivated by lower carbon footprint and sustainability. Despite this drive, flammability characteristics of these sustainable biobased composites are not fully understood. Through an up-to-date review, this article meticulously discusses the theme of bio-based and eco-friendly flame retardants (FRs), delving into their intricate mechanisms, flammability testing methodologies, and emerging research trends. It underscores the pivotal necessity of developing tailor-made eco-friendly FRs customised for a diverse range of materials to bolster fire safety in sustainable material applications. Furthermore, it illuminates the limitations associated with prevalent methods for assessing flammability and advocates for advancements in dynamic testing and multi-scale analyses to more accurately simulate real-world fire scenarios. This review also highlights the key characteristics of natural plant fibres and their composites critical for the development of sustainable and fire safe materials for key applications areas. Additionally, it highlights the diverse spectrum of strategies employed in the realm of flame-retardant materials research, emphasizing a pronounced shift towards eco-friendly alternatives, innovative coatings, and the ongoing exploration of synthetic biopolymers, nanocomposites, and fibres in the pursuit of heightened fire safety. Amidst the inherent challenges, this comprehensive review unequivocally underscores the pivotal role of interdisciplinary research collaboration in driving forward fire safety within the domain of sustainable materials.
This is a visual representation of the abstract.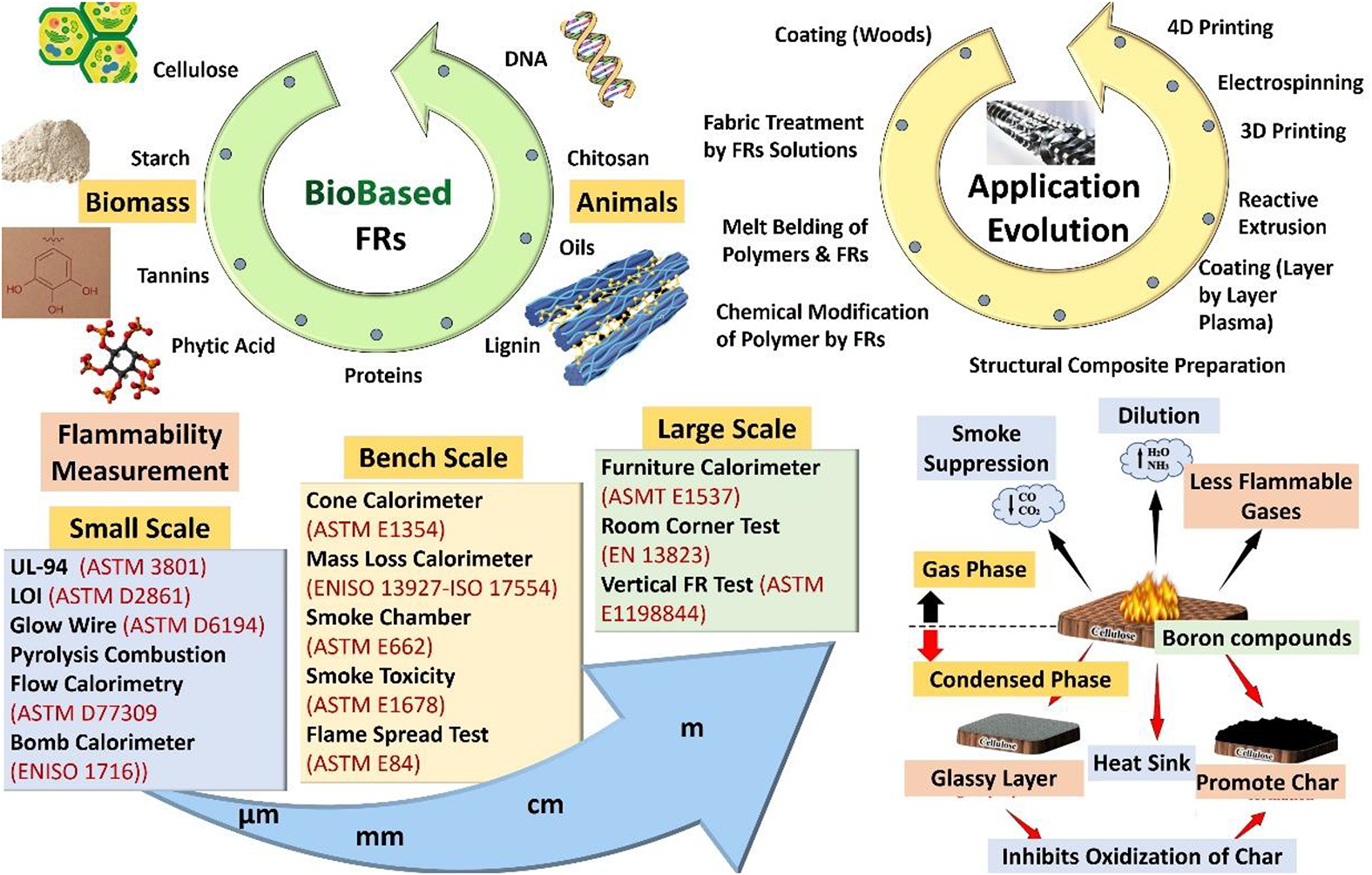
Highlights
Comprehensive review of bio-based and environmentally friendly flame retardants (FRs) Emphasis on developing customised eco-friendly FRs for diverse materials Critique of current flammability testing methodologies and the need for advancements Shift towards eco-friendly alternatives, innovative coatings, strategies and novel materials Emphasizing interdisciplinary research for enhancing fire safety in sustainable materials Key challenges and future outlook for improvement in FRs discussed
Introduction
The focus on environmental sustainability and the move away from unsustainable petroleum-based materials have spurred the search for eco-friendly alternatives. Natural fibre-reinforced biopolymer composites have emerged as a compelling choice. These materials offer numerous benefits, including low weight, cost-effectiveness, superior mechanical properties, renewability, ease of processing, and biodegradability.1,2 Bio-based composites have found versatile applications across various sectors like automotive, aerospace, marine, civil infrastructure, and wind energy and possess consistent mechanical and physical characteristics. They notably use agricultural products, contributing to sustainable waste disposal and reduced environmental pollution. While these composites boast renewability, recyclability, cost-effectiveness, and biodegradability in line with sustainability principles, they also encounter challenges due to their hydrophilic nature and suboptimal flammability, especially regarding fire resistance.3–5
Plant fibres containing cellulose and hydrocarbon-based polymers contribute to the flammability of bio-based composites. The polymers present in these composites typically decompose within the range of 200 to 500°C, releasing combustible gases, liquids, char, and smoke, thereby posing potential risks to both human safety and property integrity. 6 Moreover, the behaviour of fibre reinforcement and polymer matrices, such as heat-induced softening and creep, can result in structural failure. This can compromise the integrity of load-bearing composite structures. Addressing this vulnerability to fire is essential, particularly for applications adhering to strict public transportation and infrastructure standards, such as Federal Aviation Regulations’ rigorous flammability criteria for aircraft interior composite panels and National Building Codes’ use of cone calorimeter parameters for building materials. 7 In response to this challenge, the increasing demand for flame retardant (FR) materials, integral in textiles, transportation, electrical equipment, and building materials, has prompted the development of two key approaches: the deployment of fire protective systems and the integration of FRs into target materials to reduce fire risks. 8 Strategies involve chemical modifications, surface treatments, utilising fire-resistant polymers, or adding flame-retardant additives (FRAs) grouped as normal additives (NAs), reactive additives (RAs), or combinations. They aim to prevent, minimise, suppress, or halt material combustion. FR systems operate through chemical or physical mechanisms in solid, liquid, or gas phases.9,10
Different types of FRs are utilised to augment flame resistance. These primarily encompass halogenated, metallic hydroxide, phosphorus-based, nitrogen-based, and nano-filler compounds. Halogenated FRs have been widely preferred since the 1930s owing to their cost efficiency and capacity for large-scale production, effectively impeding flame propagation by capturing radicals within the vapour phase. 11 However, their adverse environmental and health impacts have raised concerns, including toxicity and reproductive disorders. Despite these drawbacks, brominated FRs remain attractive for their industrial scalability and cost-efficiency, leading to the use of alternatives like decabromodiphenyl ethane (DBDPE) in various applications such as building materials, cables, and electronics. 12 To address the toxicity associated with conventional FRs and mitigate environmental pollution, the development of non-toxic, eco-friendly FRs has gained prominence. Such FRs are derived from renewable and sustainable resources, often found in nature, and offer cleaner production by minimising emissions. 13
While bioderived FRs exhibit significant potential as FRs, there has been limited dedicated research on their application in this context. Early studies recognised the fire-resistant properties of substances like casein in milk but did not attract substantial attention. However, the banning of certain halogenated FRs in the twenty-first century, driven by regulations like the Stockholm Convention, has renewed interest in bioderived FRs as eco-friendly alternatives. 12 In this review, we explore emerging bio-based and eco-friendly FRs, shedding light on their underlying mechanisms, laboratory flammability testing techniques, and the prevailing research trends for each of these materials. Our exploration has expanded our comprehension of the thermal decomposition and flammability attributes of traditional flame-retardants, underscoring the evolving landscape of fire safety. Furthermore, it has offered valuable insights into the challenges that lie ahead and the crucial role of interdisciplinary collaboration in the development of bio-based FRs tailored for diverse target materials. Additionally, we've provided valuable insights into modelling the thermal and structural responses of natural fibre composites (NFCs) when subjected to fire conditions. This comprehensive review contributes to the ongoing advancement of fire safety in the context of sustainable and eco-friendly materials.
Flame retardancy characteristics of advancing green plastics
In response to growing environmental concerns and the need to combat plastic pollution, researchers and stakeholders are collaborating to develop sustainable and biodegradable polymeric materials suitable for industrial and commercial applications. 14 Accurately assessing plastic accumulation remains challenging, but the emphasis is shifting towards selecting environmentally friendly materials for various industries. 15 A key focus is on aliphatic biodegradable polyesters, such as polylactic acid (PLA), and ‘drop-in’ biopolymers like bio-based polyethylene (Bio-PE) and polyethylene terephthalate (Bio-PET), which align with the goal of establishing a circular plastic economy.16,17
Origin and applications of biopolymers
Biodegradable polymers can be derived directly from renewable resources or synthesised partly from renewable natural resources. 18 They fall into three main categories: naturally existing biodegradable polymers, directly sourced or synthetically derived from natural materials like polysaccharides (starch, cellulose, lignin, chitosan, alginate), proteins (gelatine, collagen), and lipids. Polymers derived from microorganisms, such as polyhydroxyalkanoates (PHAs), like polyhydroxybutyrates (PHBs). Chemically produced biodegradable polymers, synthesised from raw materials (monomers) obtained from nature or fossil fuels. Examples include poly (lactic acid) (PLA), poly (glycolic acid), polycaprolactone (PCL), and more. 19 Despite bioplastics constituting only 1% of the total plastic production of approximately 368 million tons annually, the increasing demand for eco-friendly materials is driving a shift towards sustainable feedstock. The bioplastics market continues to grow and diversify, with more sophisticated bioplastics and biopolymers developed for emerging applications and products.20,21
Biodegradable polymers break down into various substances like biomass, carbon dioxide (CO2), inorganic compounds, methane, or water when exposed to micro-organism-driven enzymatic activity in landfills. 22 Biopolymers like cellulose, lignin, chitin, chitosan, alginates, and others, have widespread applications in daily life, including packaging, textiles, biomedical devices, building construction partitions, and automotive components. They are favoured for their corrosion resistance, lightweight nature, and unique properties. 23 These biopolymers, known for moisture absorption, generally have higher production costs and lower performance compared to traditional plastics. 24 Moreover, these biopolymers are susceptible to melting and burning when exposed to heat or fire, leading to significant thermal degradation, which adversely affects their performance and shelf-life. Various biopolymers have been used as matrices in composite materials, often with additives or reinforcements. A wide range of additives and reinforcements have been used, such as natural fibres (e.g., kenaf), flax, clays, silica, etc. (see Table 1). These are incorporated using techniques like melt blending, extrusion, etc. The goal is to improve performance, reduce costs, and expand applications in aerospace, marine, and electronics. Studies focus on mechanical, thermal, biodegradability, and flammability properties. PLA is the most extensively researched among these biopolymers, especially in blends and biocomposites with natural fibres.25,26

Note: APP: ammonium polyphosphate; HPCA: hyperbranched polyamine charring agent; EG: expandable graphite; SPDPM: spirocyclic pentaerythritol bisphosphorate disphosphoryl melamine; MA: melamine; BAl: boehmite alumina; MWNTs: multiwalled nanotubes; MCAPP: microencapsulated ammonium polyphosphate; PCPP: poly (1,2-propanediol-2-carboxyethyl phenyl phosphinates).
Flammability/combustion and flame retardancy of biopolymers
Biopolymers are highly combustible materials primarily composed of carbon and hydrogen in their chemical structure. The combustion process involves two essential elements: one or more combustibles (reducing agents) and a combustive (oxidising agent), typically oxygen from the air. The process typically initiates with an increase in the polymer's temperature caused by an external heat source. This rise in temperature leads to the breaking of polymer bonds. The volatile components from these broken bonds disperse into the air, forming a combustible gaseous mixture, often referred to as fuel. This fuel ignites when it reaches the auto-ignition temperature, defined as the temperature at which the activation energy for combustion is achieved. Alternatively, external sources of intense energy, like sparks or flames, can trigger ignition at a lower temperature, known as the flash point. The duration of the combustion cycle depends on the amount of heat generated during fuel combustion. When this heat reaches a certain level, new decomposition reactions occur within the solid material, producing more combustibles. This ongoing combustion cycle is often referred to as the ‘fire triangle’. This entire process is complex and involves various reactions and transport phenomena in solid, gaseous, and interfacial phases. 32
The heating of a polymer can result from multiple sources, including external heat input (radiation, convection, or conduction), chemical processes within the material (e.g., fermentation or oxidation), or the heat generated during the combustion reaction itself. Different polymers require varying amounts of energy to initiate combustion. For example, in semi-crystalline thermoplastics (PLA, PBS, PEF, PHA, etc.), heating leads to softening, melting, and dripping. The energy absorbed by the polymer during these phases depends on factors such as its heat capacity, enthalpy of fusion, and degree of crystallinity. In contrast, amorphous thermoplastics (e.g., starch-based polymers, etc.) and most thermosets (e.g., bioepoxies, bio-based polyurethanes, etc.) lack a distinct melting point and directly undergo polymer decomposition when heated. The thermal decomposition of a polymer, involving the breaking of covalent bonds, is an endothermic process that requires an input of energy greater than the binding energy between the covalently linked atoms (typically 200–400 kJ/mol for most carbon-carbon polymers). The specific decomposition mechanism depends on the weakest bonds in the polymer, as well as the presence or absence of oxygen in the solid and gas phases. There are two primary types of thermal degradation: non-oxidising thermal degradation and oxidising thermal degradation. 32
Non-oxidising thermal degradation, known as pyrolysis, typically begins with chain scissions due solely to temperature effects. These scissions lead to various degrees of depolymerisation and depend on factors such as the presence of oxygen atoms in the polymer chain, catalyst residues, former oxidation residues, chemical defects in the polymer chains, and the presence of weak bonds, especially at the chain ends. Chain scission can occur in two ways: Through the formation of free radicals (e.g., R1–CH2–CH2–R2 → R1–CH2● + ●CH2–R2), where the reaction continues as these radicals initiate a chain/cascade reaction, occurring under both oxidising and non-oxidising conditions. By the migration of hydrogen atoms and the formation of two stable molecules, one of which contains a reactive carbon-carbon double bond (e.g., R1–CH2–CH2–CH2–R2 → R1–CH = CH2 + CH3–R2). In oxidising thermal conditions, the polymer reacts with oxygen, generating low molecular weight products like carboxylic acids, alcohols, ketones, and aldehydes. This degradation also releases highly reactive species, such as H and OH. While oxidation can lead to crosslinking through recombination reactions of macromolecular radicals, bond scission typically remains the dominant reaction. 32 The rate of degradation propagation is influenced by the removal of hydrogen atoms from polymer chains. The oxidation stability of a polymer depends on the energy of the carbon-hydrogen (C-H) bonds.
Some researchers propose that at combustion temperatures exceeding 300°C, polymer degradation primarily occurs through non-oxidising thermal decomposition (e.g., lignin). 33 Under these conditions, the rate of pyrolysis significantly surpasses oxygen diffusion within the solid phase. Consequently, oxidation primarily occurs in the gas phase due to the presence of low molecular weight compounds resulting from thermal decomposition. These decomposition gases mix with oxygen near the surface and may ignite either due to an external flame (flash-ignition) or spontaneously (self-ignition) when temperatures are sufficiently high. The likelihood of ignition depends on factors such as oxygen concentration. As the combustion of these gases raises the polymer's temperature, it supports pyrolysis and the generation of additional combustible gases. Consequently, combustion can continue even without an external heat source. 33
Thermal transfers, particularly conductive and convective transfers, play a significant role during the initial phases of fire development when the flame's height is limited. In more advanced stages, flame propagation across the surface contributes to rapid radiative heat transfer. Throughout these stages, significant material heterogeneity can develop, particularly during combustion. Material gradients form due to interactions with atmospheric oxygen, the out-diffusion of reactive species, and the concurrent breakdown of polymer chains. 34 Different zones within the material can be identified, including a microporous carbonised layer on top of a cellular porous underlayer observed in various polymers. Gaseous decomposition products tend to accumulate in the underlayer's cavities before migrating toward the surface, where combustion occurs. The underlayer directly contacts the thermal decomposition zone, while another layer remains mostly intact, creating a heterogeneous structure with balanced heat transfers. 33
The demand for eco-friendly FRs to enhance biopolymers’ fire resistance has grown, as traditional FRs pose environmental and health risks. 35 Figure 1 shows the progression of FRs over time. Bio-based FRs aim to reduce carbon footprint and emissions through additive incorporation or chemical bonding. However, challenges remain in developing these FRs to meet market standards, necessitating further research to create biobased composites with optimal flammability, thermal, and mechanical properties for practical applications.

Flame retardancy characteristics of natural fibre and their composites
Natural fibres can be broadly classified as follows:39,40 animal fibre: derived from animals and primarily composed of proteins. Notable examples include wool, mohair, silk, and alpaca. These fibres are frequently used in green composites due to their high aspect ratio, flexibility, and reduced hydrophilicity. Mineral fibre: originating from minerals, mineral fibres include types like asbestos, serpentine, and anthophyllite amphiboles. Asbestos, although significant, is rarely employed due to associated health risks. 41 Plant fibre (Figure 2(a) and (c) illustrates the hierarchical fibril structure of cellulose): Extensively studied and divided into six primary forms: seed fibre: obtained from seeds, examples include coir, kapok, and cotton. Bast fibre: derived from the outer layers of plant stems, boasting impressive tensile strength. Examples encompass flax, jute, hemp, ramie, and kenaf. Leaf fibre: collected from plant leaves, including abaca, sisal, and pineapple. Fruit fibre: acquired from plant fruit, such as coconut fibre (coir). Straw fibre: derived from plant stalks, spanning wheat, corn, barley, bamboo, and various grass species. Tree wood fibres also fall within this category. The extraction processes for cellulose from various sources are depicted in Figure 2(e), encompassing wood, plants, fibres, or biomass. Additionally, Figure 2(f) illustrates the specific techniques utilieed for extracting bacterial cellulose. Plant fibres are favoured as alternatives to synthetic ones due to their biodegradable, eco-friendly nature, substantial strength, stiffness, and renewability. They offer a wide range of options based on their plant origin and are widely embraced as eco-conscious alternatives to synthetic materials. 42

(a) Diagram illustrating the hierarchical fibril structure of cellulose. 43 (b) alcohol burner used for combustion testing, thermal insulation assessment performed on cellulose nanofiber aerogel (CNF) and cellulose nanofiber/AlOOH (CNFA) aerogel. 44 (c) illustration depicting the structure of cellulose and its various nanomaterial categories. 45 (d) images at macroscopic and SEM magnifications (×200) showing (left) untreated flax fibre (reference) and flame-retardant-treated flax fibres using a pea protein binder, containing 20 wt.% of (righy) ATH. 46 (e) diagram illustrating the extraction process of cellulose from wood, plants, fibres, or biomass. 47 (f) techniques for extracting bacterial cellulose 47 and (g) characteristic mechanism of flame retardancy in composite materials using FRs.
Origin and applications of natural fibres
For millennia, natural fibres have played a pivotal role as reinforcement materials, often in conjunction with polymeric substances.48–50 The journey of studying fibre-reinforced plastics commenced in 1908 with the utilisation of cellulose materials in phenolics, subsequently expanding to urea and melamine, eventually achieving widespread recognition with the advent of glass fibre-reinforced plastics. 13 It's noteworthy that one of the earliest instances, dating back to 1950, featured the East German Trabant car, constructed with a frame composed of polyester reinforced with cotton fibres.51,52 Currently, a variety of cellulosic fibres, such as flax, hemp, jute, straw, wood, rice husks, wheat, barley, oats, rye, cane (sugar and bamboo), grass, reeds, kenaf, ramie, oil palm empty fruit bunch (EFB) fibres, sisal, hyacinth, pennywort, kapok, paper-mulberry, raphia, banana fibre, pineapple leaf fibre, and papyrus, are reinforced in plastics. Natural fibres possess several advantages, including energy efficiency, renewability, cost-effectiveness, lightweight characteristics, specific strength, high toughness and marketing appeal. Some, like pineapple leaf fibres, are natural waste products and are available at a minimal cost. Their strength, low weight, abundance, non-abrasiveness, non-hazardous nature, and affordability make them ideal candidates for reinforcing plastic materials. 53
While synthetic fibres such as nylon, rayon, aramid, glass, and carbon are widely used for plastic reinforcement, their costliness and non-renewable nature pose limitations. In contrast, natural fibres are renewable and recyclable.54,55 Moreover, their combustion leaves minimal residue, emitting less CO2 into the atmosphere than is absorbed during plant growth. A significant driving factor behind the substitution of glass fibres with natural fibres is the cost advantage; glass fibres can cost between 1200–1800 US$/tonne, whereas plant fibres range from 200–1000 US$/tonne. 54 Additionally, the density of glass fibres is approximately 2500 kg/m3, whereas plant fibres exhibit a density of 1200–1500 kg/m3. Given uncertainties surrounding the supply and pricing of petroleum-based products, exploring naturally occurring alternatives has gained momentum. Natural fibres contribute significantly to the income and food security of farmers and those engaged in fibre processing and marketing, especially in developing countries. For instance, cotton in certain West African countries, jute in Bangladesh, and sisal in Tanzania hold vital economic importance. In recent years, polymer composites containing cellulosic fibres have garnered substantial attention, finding applications in textiles, packaging, papermaking, automotive components, building materials, and sports equipment, to name a few. Transportation fabrics are particularly important due to international safety standards and regulations (e.g., EN 45545–2, REACH, RoHS, Eco-label) that demand eco-friendly and efficient FR solutions. 56
Flammability/combustion and flame retardancy of lignocellulosic fibres
Lignocellulosic fibres are a type of natural fibre derived from the cell walls of plants. These fibres stand out among plant fibres due to their unique structural composition, sustainability, and versatility. Lignocellulosic fibres typically contain cellulose, hemicellulose, and lignin. Cellulose, owing to its chemical composition primarily consisting of carbon, hydrogen, and oxygen, exhibits low fire resistance as it readily combusts. 57 However, when subjected to fire, cellulose undergoes an oxidation process, leading to char residues forming. Various modifications are employed to enhance its flame-retardant properties, primarily involving chemical treatments. Figure 2(g) illustrates the mechanism of flame retardancy in composite materials using phosphorus-based FRs. Typical cellulose modifications include salinisation, oxidation, esterification, and polymer grafting. These treatments not only improve flame resistance but also enhance interfacial bonding between cellulose and matrices, surface roughness, wettability, and other mechanical and physical properties.58,59 Furthermore, flame-retardant compounds based on phosphorus, boric acid, and borate salts are considered environmentally friendly approaches for cellulose treatment.
Flame-retardant requirements for fibre-reinforced polymer composite (FRPC)
This section aims to offer an overview of standard fire safety protocols for aircraft, ships, civil infrastructure, and automobiles, aiding in the selection of FRs and flame-retardant methods across various contexts. Table 2 presents a summary of flame-retardant prerequisites in diverse applications. The usage of flame-retarded polymeric composites has seen a rise in transportation compartments and interior materials like seating, panelling, and roofing materials. Rigorous fire safety standards govern these composites, particularly focusing on heat release and smoke density.3,60–65 Mitigating heat and smoke generation from interior materials can prolong the occurrence of flashover, affording more time for passenger evacuation. In the aviation domain, fire incidents can be classified as ramp, in-flight, or post-crash fires, with many fatalities occurring post-crash. The combustion of aviation fuel and cabin materials generates flames, heat, and toxic smoke, impeding evacuation procedures. Consequently, civilian aircraft must conform to Federal Aviation Regulations (FAR) 25.853, inclusive of criteria for vertical burning, heat release, smoke density measurements, etc. (see Figure 2(b)), adhering to standards such as ASTM E906 and ASTM E662.

For railway vehicles, adherence to the EN 45545 standard, addressing flammability and smoke concerns, is mandatory across all European Union member nations. This standard stipulates fire performance requisites encompassing ignitability, flame spread, smoke density, and fire endurance for materials, structural components, design, electrical equipment, fire management systems, and flammable liquid/gas installations. In the automotive industry, compliance with the Federal Motor Vehicle Safety Standard (FMVSS) No. 302 (49 CFR 571.302) establishes burn resistance requirements for vehicle materials. However, these criteria are often less stringent than those applicable to aircraft and railway interiors due to the typical ability of vehicle occupants to swiftly evacuate a burning vehicle.
Fire safety standards for maritime vessels, spanning small craft to large ships and submarines, are generally stringent. Large ships, especially, present unique challenges in containing and extinguishing fires within their confined spaces. Consequently, most ship materials are mandated to be non-flammable, particularly for passenger ships. Relevant standards such as ISO 9705, ISO 1182, ASTM E119, and ASTM E84 delineate fire test methodologies and performance criteria involving fire growth, smoke toxicity, smoke production, surface flammability, and fire resistance.
In the domain of civil infrastructure, composites are employed in buildings, walkways, and bridges. Unlike other sectors, there is a lack of universal fire safety standards for infrastructure, with individual countries typically imposing their specific requirements for fire performance. National building codes often specify minimum fire safety standards, employing cone calorimeter outcomes (e.g., time to ignition (TTI) and heat release rate (HRR)) to assess material rankings. In densely populated and high-traffic sites like hospitals, schools, shops, stadiums, factories, airports, and tunnels, fire performance is evaluated based on criteria including flame spread, heat release, smoke release, toxicity, flaming droplets, and fire resistance.
Biofibers and current state of flame-retardant solutions
Hydrophilic nature and poor fire resistance limit biofibers application in outdoor panels (e.g., construction) and in environments where fire hazards are a concern (e.g., aerospace and marine). 71 Biofibers are non-thermoplastic materials, and their thermal degradation temperature is lower than their glass transition (Tg) and/or melting (Tm) temperatures. When exposed to fire or high-intensity heat, they undergo thermal decomposition and combustion, influenced by various factors. These factors include direct contact with air, physical, chemical, and microbiological stimuli related to heat release, and the intensity of the heat source. Lignin, hemicellulose, and cellulose decompose at different temperature ranges. Lignin decomposition occurs between 160–400°C, releasing phenols. Hemicellulose decomposes around 180°C, emitting incombustible gases and fewer tar substances. Cellulose decomposition takes place within the range of 260–350°C, yielding flammable volatiles, noncombustible gases, tar, and char.72,73 The thermal degradation process of plant fibres encompasses several stages, including the elimination of adsorbed water molecules, depolymerisation, and decarboxylation of cellulose chains. This process leads to the formation of levoglucosan, which further decomposes into a range of volatile and non-volatile products, along with tar and char formation. 73 The flammability behaviour of plant fibres is influenced by factors like chemical composition, fine structure, degree of polymerisation, and fibrillar orientation. Fibres rich in cellulose with high crystallinity tend to produce more levoglucosan, increasing flammability. The degree of polymerisation and fibrillar orientation also affect flammability, with higher values reducing pyrolysis. Increased orientation decreases oxygen permeability, further impacting flammability.72,74
Halogenated FRs were historically the preferred choice for enhancing fibre fire resistance, utilising halogen radicals to extinguish fires efficiently, especially in the gas phase. 75 However, their use has been marred by concerns over toxicity and bioaccumulation. Notably, decabromodiphenyl ether, a once-common FR additive, was labelled a ‘persistent organic pollutant,’ leading to its discontinuation in many countries. 76 Similarly, hexabromocyclododecane, used in upholstered furniture and automotive interior fabrics, was also found to be toxic and bioaccumulative. Phosphorus-based FRs are replacing halogenated ones due to their eco-friendliness and effectiveness in gas and condensed phases. However, merely having phosphorus in an FR doesn't guarantee eco-friendliness; the synthesis and application methods must avoid toxic chemicals. For example, some phosphorus FRs, like Proban® CC and Pyrovatex® CP, pose health risks due to formaldehyde release during application, making them unsuitable for modern requirements that limit toxic chemicals like formaldehyde.77–79 Durability to laundry processes is crucial in the textile industry as FRs can potentially be released into the environment, causing harm. For instance, Proban® CC and Pyrovatex® CP are used for durable cellulose textile treatments because they become covalently grafted to cellulose through hydroxyl groups. In contrast, tris-(2,3-dibromopropyl) phosphate, once effective for children's nightwear, was banned in 1977 due to leaching from textiles, potentially causing genetic mutations and cancer.80,81 There's a rising demand for environmentally friendly and recyclable FRs, 82 with a focus on water-soluble FRs 83 to minimise environmental impact.36,84–86
Flame retardant studies in natural fibre-reinforced composites (NFPCs)
This section reviews flammability studies involving natural fibre-reinforced composites (NFPCs). These composites may incorporate various additives and agents, including coupling agents, processing aids, dispersion agents, and fire-retardant agents. This review focuses primarily on FR agents. FR additives, as discussed previously, have the potential to modify the flammability characteristics of composite materials. Various techniques are employed to enhance the fire resistance of NFRCs (see Figure 2(d)). One highly effective method involves the development of cellulose-based char-forming elements, 13 which enhances stability and char formation within the polymer. Another technique is coating the composites with fire-retardant materials. 87 Innovative approaches include UV-curable plasma coating methods. Incorporating micro/nano FRs into NFPCs is a well-established method for imparting flame retardancy. 88 The addition of nanoparticles has been found to reduce the peak heat release rate (PHRR) and the limiting oxygen index (LOI) in materials during combustion. 89 Table 3 summarises the studies on FRs in NFPCs: these studies encompass various approaches to improve the FR properties of NFPCs, addressing their low resistance to flames and improving their safety in applications such as automotive, aviation, and construction.
Studies on FRs in natural fibre-reinforced composites

Current challenges and opportunities
Natural fibres (NFs) inherently serve as a fuel source and thus exhibit high flammability. They are susceptible to ignition, undergo combustion exothermically, and burn vigorously during combustion. The scope of NFs studied for their flammability characteristics has been limited, primarily including wood (sawdust, particleboard), flax, rice husk, regenerated cellulose (viscose), wool, and predominantly cotton fabric materials. There is a need for investigations involving other frequently used NFs such as bamboo, coir, hemp, jute, kenaf, ramie, and sisal. Furthermore, researchers are encouraged to seek more cost-effective and environmentally friendly methods for cellulose modification, as the existing approaches may not be practical for large-scale industrial applications due to their high costs.
Flammability measurement methods, mechanisms, parameters, and standards
The flammability assessment of a material involves the evaluation of its ignitability, flame spread rate, and heat release, depending on the intended application of the material. Various flammability criteria are assessed through small, intermediate, or full-scale flammability tests in industrial and academic laboratories to screen materials during product development or to test manufactured products. Common tests include atomic force microscopy (AFM), cone calorimeter testing, microscale combustion calorimetry (MCC) or pyrolysis combustion flow calorimetry (PCFC), LOI, Ohio State University (OSU) heat release rate, thermogravimetric analysis (TGA) and underwriters’ laboratories (UL 94) vertical flame test (see Figure 3(a-h)).47,99

(a) Diverse analytical tests frequently employed to assess the flame retardancy of polymers. 38 (b) standard experimental configuration for UL94 vertical testing. Measurements are in millimetres (mm). 99 (c) diagram illustrating the LOI instrument setup. 100 (d) diagram illustrating the cone calorimeter setup. 101 (e) burning behaviour of polymeric resin observed in a cone test. 101 (f) Ohio State University heat release (OSU) apparatus. 102 (g) smoke production rate over time via smoke density test 103 and (h) pyrolysis–gas chromatography–mass spectrometry (Pyr-GC–MS). 103
Figures 4(a-h) show a range of analytical tests and profiles employed to investigate flammability properties in various materials. In addition to commonly utilised methods for thermal degradation and flammability assessment, Bunsen burner testing, and glow wire flammability index, several other techniques can be employed to comprehensively evaluate green composites. The characterisation of char involves the examination of its morphology and chemical composition employing various analytical methods, including Raman spectroscopy, X-ray photoelectron spectroscopy (XPS), Fourier-transform infrared microscopy (FTIR microscopy), and scanning electron microscopy (SEM). Table 4 provides an overview of flame-retardant testing techniques and key parameters. In 2006, the International Forum of Fire Research Directors acknowledged the constraints present in existing small-scale fire testing methodologies for materials and highlighted avenues for enhancement. Thus, this recognition has spurred advancements in fire safety regulations. 104 Multiple evaluations are conducted to provide a complete view of fire, along with additional characterisations like smoke production, and microstructure analysis.

Diagram depicting (a) heat release rate profile 105 and (b) total heat release profile of polymers and textiles derived from cone calorimeter testing 105 (c) heat release rate (HRR) profiles of polybutylene succinate (PBS) composites derived from MCC test 106 (d) TG-IR analysis for exploring free-radical scavenging 107 (e) LOI test results of PBS/modified hydrotalcite (MDH) composites at a heat flux of 50 kw/m² 108 (f) dynamical mechanical analysis (DMA) plots of cured thermoset 109 (g) differential scanning calorimetry (DSC) comparison between bio-epoxy derived from citric acid and tartaric acid 110 (h) TGA plots displaying the behaviour of untreated cotton fabric and silica-based flame-retardant-coated cotton fabric in nitrogen 111 and (i) typical FTIR analysis curves. 112

Microstructural characterisation
Atomic force microscopy (AFM)
Atomic Force Microscopy (AFM) is a prevalent technique to characterise FR properties. AFM is now standardised as ASTM E1131-08(2017). AFM provides high-resolution imaging suitable for analyzing materials at the nanoscale level. It can also measure various surface properties, including stiffness and adhesive force, by monitoring the forces between the sample and the tip as they interact. AFM is used to characterise surface features, such as the morphology of char residues formed during combustion or the distribution of FR additives within the composite matrix. AFM offers the advantage of operating under ambient conditions, eliminating the risk of altering the sample's properties due to electron beams or vacuum systems. However, it does not provide chemical information, limiting its applications.114–116
Scanning electron microscopy (SEM) coupled with energy dispersive x-ray spectrometry (EDXS/EDS)
The utilisation of SEM coupled with Energy Dispersive X-ray Spectrometry (EDXS/EDS) serves a dual purpose in the assessment of fire retardants within the composite materials. While SEM (ASTM E2824-21) allows for the detailed analysis of surface morphology and the investigation of char layer structures post-combustion, the addition of EDXS/EDS enables the identification and mapping of elemental composition within the material prior to combustion. Through SEM micrographs, comparisons between the original matrix and blends or composites facilitate the assessment of nanofiller dispersion and phase characteristics. Additionally, EDXS/EDS provides insights into the presence and distribution of flame-retardant elements within the material, aiding in the understanding of their uniform dispersion and effectiveness. This combined analysis is pivotal in comprehensively evaluating the performance of fire-retardant additives, both pre- and post-combustion, and in optimizing their distribution for enhanced flame retardancy. This analysis is pivotal in understanding the even dispersion of fire-retardant elements and in scrutinising char residues for attributes such as continuity, compactness, pores, rigidity, holes, and cracks. 117 In general, SEM is favoured over TEM for microscopy analysis due to its cost-effectiveness and shorter analysis time. Table 5 provides a concise overview of the surface morphologies and notable features of various FRs as observed via SEM and TEM analyses.
Surface morphologies and notable features of various FRs as observed via SEM and TEM analyses.

Thermal decomposition and flame retardancy
Cone calorimeter testing
Cone calorimeter testing is a valuable method for assessing real-time fire behaviour and critical parameters (see Figure 3(d)), including HRR, ignition time, and mass loss, which are essential for understanding fire-related characteristics.120,121 Figure 4(a) and (b) showcase the standard HRR profile and the total heat release profile of polymers and textiles acquired via cone calorimeter testing, respectively. This test relies on an understanding of oxygen utilisation during combustion to calculate HRR, with peak heat release rate (pHRR) being a vital indicator of flashover conditions in real fire scenarios. For example, it was employed to evaluate the combustion properties of cotton fabrics treated with a nitrogen-containing FR, demonstrating reduced flammability. This test is pivotal in assessing the fire behaviour of materials and their potential as FRs. In this medium-scale test, a specimen is exposed to a constant heat flux (10–100 kW m−2), and the gases produced during combustion are analyzed. 122 Flame-retardant materials generally exhibit lower pHRR and THR values, signifying improved fire safety. Cone calorimetry measures ignition continuously throughout the test, offering valuable insights into TTI, fire performance indices, mass loss, char residue, etc. ASTM E1354-19 standardises this method.123–125
Limiting oxygen index (LOI)
The Limiting Oxygen Index (LOI) is a crucial technique used to evaluate the flammability of a material. It quantifies the minimum concentration of oxygen necessary to support combustion, typically expressed as a percentage (see Figure 3(c)).
99
Introduced in 1966, the LOI test has been standardised internationally (ISO 4589) and in various countries, including France (NF T 51-071) and the United States (ASTM D 2863). The LOI is determined by igniting a vertically oriented sample from the top using a burner within a controlled oxygen/nitrogen mixture. It represents the minimum oxygen concentration in the mixture that can maintain combustion for 3 min or consume a 5 cm length of the sample. Figure 4(e) displays the LOI test outcomes of PBS/MDH composites under a heat flux of 50 kW/m². The formula for calculating LOI is:
Materials with LOI values below 21% are categorised as ‘combustible,’ while those with LOI values above 21% are termed ‘self-extinguishing’ because they cannot sustain combustion at ambient temperature without external energy input. Despite its relative simplicity, the LOI test is essential in assessing material flammability and quality control in the plastics industry. However, it's important to note that LOI values can be influenced by temperature variations and may yield inaccurately high results when polymer melting and dripping occur during testing. The classification of materials with LOI values can be somewhat variable, with different sources suggesting thresholds within the range of 21 to 28. In this context, materials with LOI above 28 are considered ‘self-extinguishing’ to adopt a conservative stance.72,126
Microscale combustion calorimetry (MCC)
Microscale combustion calorimetry (MCC), also known as PCFC, is a fire test method used to evaluate the combustibility of milligram-sized samples, simulating the gas and condensed phase of fire combustion without igniting the specimen. Figure 4(c) displays the HRR profiles of PBS composites obtained from MCC testing. Initially developed by the Federal Aviation Administration (FAA) for assessing fire-resistant polymers in commercial aviation, this test has since been used to evaluate flame-retarded polymers. PCFC is now standardised as ASTM D7309-07. When the sample is heated, volatile products are expelled from the pyrolyzer using an inert gas. These decomposition products are mixed with excess oxygen before entering the combustor at 900°C for complete oxidation of the gases released from the pyrolyzer. Information obtained from MCC includes the specific heat release rate (SHRR) of the sample per unit weight (W/g) as a function of temperature, total heat release rate (THRR), and heat release capacity (HRC), denoted as 
Ohio State University heat release apparatus (OSU)
The OSU heat release apparatus (ASTM E906-19) is a method used to assess how materials burn quantitatively (see Figure 3(f)). It measures the rate of heat release (HRR) of materials during forced flaming combustion. 129 The OSU apparatus exists in two configurations: A and B, with Configuration A used by the FAA for regulatory purposes and Configuration B intended for research and development. In the OSU test, a specimen is exposed to radiant heat, and combustion is initiated by piloted ignition. The heat release and smoke release are measured by monitoring temperature changes and optical methods. Modifications to the OSU method, such as the addition of oxygen consumption calorimetry, have been made to improve accuracy. While the OSU heat release apparatus is useful for flammability testing, it has some limitations, including sensitivity to factors like specimen orientation and sample thickness. Additional analytical techniques such as TGA, differential thermal analysis (DTA), and differential scanning calorimetry (DSC) are valuable for gaining insights into how different materials respond to fire conditions, providing data on heat capacity, enthalpies, and transition temperatures. 130
Smoke density test (SDT)
The assessment of fire-retardant smoke release behaviour involves the utilisation of the smoke density test (SDT) (see Figure 3(g)). This particular test method (ASTM E662-17) exposes the specimen to radiant heat without a direct flame, measuring the levels of light transmission and specific optical density. The calculation of smoke density (DS) is based on various parameters, including volume, exposed sample area, optical path length, and transmittance rate. SDT provides essential parameters such as maximum smoke density (DSm), minimum light transmittance (Tm), average smoke production rate (Ra), average smoke accumulation rate (R), and smoke extinction index (SOI). These parameters play a crucial role in evaluating smoke visibility and production levels during the process of combustion. 131
Underwriters’ laboratories 94 (Ul 94)
UL 94 is a comprehensive set of flame tests developed by Underwriters Laboratories Inc. to evaluate the flammability of plastics used in devices and appliances.
UL 94 V - vertical flame test
UL 94 encompasses various flammability tests, with UL 94 V being the most commonly used (see Figure 3(b)). This test specifically assesses the ignitability and flame spread of vertically oriented bulk materials exposed to a small flame. In this test, a blue flame with a 20 mm high central cone and 50 W power is applied to the bottom of the specimen for 10 s. Parameters such as after-flame time (t1) and time for extinguishing the flame are noted. The flame is re-introduced for an additional 10 s, during which the afterflame time (t2) and afterglow time (t3) are observed and documented.102,129 The specimen is classified as V-0, V-1, or V-2 based on specific criteria. While widely used, the UL 94 V test has limitations due to its basic nature. Some recommend modifying the test by applying the burner three times for 5 s each to enhance differentiation between materials. 132
UL 94 HB - horizontal burning test
UL 94 also includes the horizontal burning test (UL 94 HB), which assesses materials’ burn characteristics and dripping during combustion. This test varies in thickness and orientation. In UL 94 V and UL 94 HB tests, if the burning ceases within specific timeframes, materials meet the criteria for V-0, V-1, or V-2 grades. However, V-1 and V-2 grades allow the dripping of burning specimens, with V-0 having stricter requirements. UL 94 is an industry-standard test for assessing the flammability and ignition characteristics of polymer materials.102,130,132 It is widely employed in both industry and research. However, results may be influenced by specimen thickness, and the test does not provide insights into intrinsic material properties.
Residue analysis
Thermal analysis
Thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC) are two commonly used techniques for investigating the thermal properties and degradation behaviour of materials. 133 TGA (ASTM E1131-08(2017)) tracks mass loss with increasing temperature, providing information about material degradation and thermal stability. 134 In the case of cotton fabrics treated with FRs, TGA analysis demonstrated reduced flammability and enhanced thermal stability, showcasing the effectiveness of these treatments.58,135 Furthermore, TGA has revealed improved thermal stability and char formation in cotton fabrics treated with novel organic-inorganic hybrid char-forming agents. These evaluations offer crucial insights into the fire behaviour of polymeric materials, facilitating the development of more fire-resistant materials and safer applications.58,118 DSC (ASTM E473-20) is employed to evaluate the thermal stability of materials by detecting phase transitions, degradation temperatures, and changes in heat capacity. The degradation temperature signifies the onset of decomposition. It's commonly assumed that materials demonstrating higher thermal stability may exhibit improved resistance to ignition or combustion.
Thermogravimetric analysis infrared spectroscopy (Tg-FTIR)
The TG-FTIR method (ASTM E168-20) integrates TGA with Fourier-transform infrared spectroscopy (FTIR) to examine the gas byproducts released during thermal degradation. For instance, considering cellulose as a biopolymer, its combustion process involves thermal degradation and the release of volatile byproducts. A simplified equation representing the thermal degradation of cellulose is:
During TGA, the mass loss of the cellulose sample is monitored as it undergoes controlled heating. Simultaneously, FTIR spectroscopy detects the infrared absorption/emission by gas-phase molecules produced during combustion. In the case of cellulose combustion, the formation of carbon dioxide (
By correlating TGA data with FTIR spectra, TG-FTIR enables the real-time analysis of combustion byproducts, facilitating the determination of reaction rates, mechanisms, and kinetic parameters specific to biopolymers. TGA measures the specimen's mass variation while subjected to controlled temperature changes, offering valuable insights into the material's thermal characteristics. 136 TG-FTIR enhances the analysis by directing the gases produced during thermal degradation to an IR detector for comprehensive examination. The FTIR signals facilitate the accurate identification of minute molecular decomposition products emitted by fire-retardant materials (see Figure 4(i)). This approach provides crucial insights into the flammability and thermal behaviour of biopolymers, aiding in the development of effective flame-retardant strategies and environmentally sustainable materials.
Volatile product analysis
Fourier transform infrared spectroscopy (FTIR)
Fourier Transform Infrared (FTIR) spectroscopy (ASTM E1252-98(2019)) is a powerful and precise characterisation method widely used to analyze the chemical structures and functional groups of FRs. FTIR offers rapid data collection. 118 FTIR is indispensable for assessing flame retardancy in biobased materials through both in situ and post-combustion characterisation. In situ FTIR monitors chemical changes and gas-phase products during combustion, revealing reaction kinetics and volatile compounds released. Post-combustion FTIR examines residual char and ash, identifying remaining chemical compositions and structural changes in the charred biobased material. This combined approach offers crucial insights into the combustion process of biobased materials, aiding in the development of tailored flame-retardant strategies for sustainable materials. Table 6 summarises how FTIR analysis has been used to study various FRs and chemical changes in different materials, providing valuable insights into their properties and modifications.
Applications of FTIR analysis in studying FRs and chemical changes.

Pyrolysis gas chromatography/mass spectrometry (Py-Gc-Ms)
Pyrolysis gas chromatography/mass spectrometry (Py-GC-MS) is used to identify volatile pyrolysis products that could potentially contribute to environmental pollution or pose health hazards (see Figure 3(h)). This technique (ASTM D7896-14) is essential for understanding the composition of gases released during thermal degradation.136,138 Py-GC-MS involves a pyrolyzer, a gas chromatograph, and a mass spectrometer detector. It employs a process where the sample is rapidly heated to temperatures typically ranging from 600 to 1000°C, causing the breakdown of large molecules into fragments. These fragments are subsequently separated by the gas chromatograph and identified by the mass spectrometer.
X-ray diffraction (XRD)
X-ray Diffraction (XRD) (ASTM E915-19) is a versatile technique used to characterise the atomic-scale structure of materials, providing information about their crystallographic structure and the presence of crystalline and amorphous phases.137,139 For instance, XRD analysis of cellulose nanocrystals (CNC) before and after modification revealed no significant differences in their crystalline structure. CNC maintained typical reflection planes of cellulose type I with a slight decrease in crystallinity after modification with silane. 137 Another study found that silylated nanofibrillated cellulose (Si–NFC) had a higher thermal stability and char formation capability, as indicated by XRD analysis. 140
Current challenges and opportunities
While current methods for assessing fire retardancy in materials offer valuable insights, they do have limitations. One challenge is that these methods may not fully account for the complex interactions and behaviours seen in real-world fire scenarios. Environmental conditions, which can significantly affect fire behaviour, are often controlled or standardised in these tests, leading to potential discrepancies with real-world conditions. Furthermore, small-scale tests provide static data and may not fully capture dynamic fire behaviour. Moreover, some tests focus primarily on the surface of materials, potentially missing crucial information about internal combustion or bulk behaviour.
In the future, there are several opportunities to improve fire-retardancy characterisation methods. Advanced simulation techniques that combine computational modelling with experimental data can provide a more accurate representation of fire behaviour. Developing dynamic testing methods that consider changing conditions during a fire event can enhance the realism of assessments. Understanding how environmental factors influence flammability and accounting for internal combustion phenomena can lead to more accurate safety evaluations. Integrating multi-scale analysis techniques can offer a holistic understanding of fire behaviour. Finally, efforts should continue to standardise and harmonise fire testing methods to ensure consistency and comparability of results across different laboratories and industries, ultimately advancing fire safety regulations and materials science.
Flame-retardant materials: fundamentals and mechanisms
The fundamentals of flame-retardants in polymeric composites
In composite materials, the FR properties are significantly influenced by the way they thermally degrade. While thermal stability is typically assessed under a consistent gas environment, flame retardancy needs to be considered in oxygen-deficient conditions due to combustion reactions. Such reactions can lead to the creation of network structures that inhibit combustion and heat exchange. 47 The combustion cycle (see Figure 5(a)) of polymer composites involves decomposition, gas and smoke release, and the return of heat and flammable volatiles to the fire area. FRs can interrupt this cycle by reducing combustion rates or extinguishing flames, acting through chemical reactions or physical mixing. They operate in both the gas and condensed phases of combustion, interfering with combustion reactions or diluting combustible components.141,142

(a) Visualisation depicting emmon's fire triangle concept. 143 (b) chemical structure of some of the commonly used halogenated FRs. 38 (c) green FRs: cellulose with silane, 144 the structural formula of the siloxane of cellulose, 47 cellulose phosphorylation, 47 polybutylene succinate (PBS),145,146 phytic acid, 146 chemical modification of phosphorus–nitrogen lignin, 147 urea-modified lignin, 12 tannic acid,143,148 cardanol, hemicellulose, 149 alginate, and vanillin. (d) photographs capturing polyester/alginate (80:20) and polyester/alginate (50:50). 150 (e) the FR mechanisms of boron compounds in cellulosic materials. 151 (f) Adenosine Triphosphate (ATP). (g) whey protein and (h) casein.
FRs can create physical insulation barriers against mass loss during decomposition or catalyze the formation of continuous char layers. Char formation offers efficient smoke suppression and heat dissipation, acting as a barrier and insulator. Achieving uniform dispersion of FR additives is essential to avoid unfavourable mechanical properties and water absorption, although it can increase composite stiffness. Choosing the right FR involves considering factors like chemical compatibility, decomposition temperature, required load for fire protection, cost, and effects on mechanical properties. Figure 5 shows the chemical structure of some of the commonly used FRs. Combining different FRs is often preferred to maximise fire resistance.66,141,152–155
Realtime applications of flame-retardant composites
Flame-retardant composites serve crucial roles across diverse industries with a common priority: fire safety. In aerospace, they safeguard aircraft interiors, including cabin panels and seating components, mitigating fire risks and enhancing passenger safety. Automotive applications utilise these materials in interior components like dashboards and door panels, meeting stringent safety standards while offering lightweight solutions. Electronics rely on flame-retardant composites in circuit boards and casings to prevent fires caused by overheating or electrical faults. Construction materials such as cladding and insulation benefit from these composites, bolstering building fire resistance and occupants’ safety. Marine, railway, and military sectors similarly employ these materials in various applications, from boat interiors to vehicle components, to enhance fire safety and survivability. Also, in textiles, flame-retardant composites provide essential protection in protective clothing for firefighters and industrial workers, ensuring resilience in hazardous environments. Overall, these real-time applications underscore the indispensable role of flame-retardant composites in safeguarding lives and assets across critical industries.156,157
Transition towards eco-friendly flame-retardants
Halogen-based FRs, especially bromine-based ones, raise alarm due to toxic byproducts and environmental hazards, emphasizing the need for green alternatives that prioritise sustainability and non-toxicity. The current literature reflects a growing commitment to adopting eco-friendly flame-retardant treatments in composite materials, aligning with global environmental policies. Figure 5(c), (f), (g) and (h) show the chemical structure of some of the commonly used bio-based FRs. Bio-based FRs are anticipated to gain prominence in composites due to their low environmental and health risks.158,159 There is an increasing demand for eco-conscious solutions in industries like construction, automotive, and electronics. Simultaneously, there is a growing emphasis on cost-effectiveness and practicality in biopolymer flame retardancy, with streamlined application methods essential for enhancing efficiency in future commercialisation efforts.160,161
Classification of flame retardancy mechanisms
Flame-retardants are substances added to control the combustion process of a material by interfering with chemical and/or physical processes during burning (see Figure 5(d) and (e)). The significance of FRs in impeding the rapid spread of fire or even preventing its inception has prompted exploration into diverse mechanisms. These mechanisms encompass three pivotal pathways (each distinct in its approach to fire suppression.): Gas or vapour phase inhibition, solid or condensed phase with char formation, and quench and cool systems applied to hydrated minerals.162,163
Gas phase flame retardation
This mechanism involves the interaction between FRs and polymer degradation products within the gas phase during combustion. Prominent examples include phosphorus-based FRs. The effectiveness of these compounds lies in their ability to interfere with combustion reactions in the gas phase through two primary mechanisms: (i) they promote fuel dilution: upon decomposition, flame-retardants generate non-flammable gases. This release dilutes the concentration of combustible gases in the gas phase, thereby decelerating the combustion process of the polymer, and (ii) flame inhibition: which hinders the formation of hydroxyl radicals and monoatomic hydrogens crucial for sustaining combustion.
Condensed phase flame retardation
This mechanism involves (i) charring: this is a common mode of action where flame-retardants facilitate the formation of a thick char layer on the polymer surface. The char layer acts as a physical barrier, limiting fire propagation by insulating the substrate and depriving the flame of fuel. Incorporating flame-retardants, such as phosphorous-containing ones, generate double bonds in polymers, increasing char layer formation. (ii) Intumescence: this system creates an expanded carbonised layer through chemical modification of polymer chains. This layer isolates the polymer from heat, fuel, and oxygen, hindering degradation like charring. An example is the chitosan and ammonium polyphosphate (APP) pair. (iii) Nanoparticle physical barrier (see Figure 6(a)-(c)): nanoscale flame-retardant fillers, like nano-clay, create a maze within polymers, delaying the diffusion of combustible gases. Figure 6(b) depicts the formation of a ‘tortuous route’ enabled by incorporating exfoliated clay nanosheets within a polymer film. Ordered dispersion of nanoparticles enhances this effect, and (iv) melt dripping: FRs can induce melting of polymer, moving it away from the flame zone. However, melting droplets can also facilitate fire propagation.

(a) Nano-clay structure. 164 (b) the creation of a ‘tortuous route’ facilitated by the inclusion of exfoliated clay nanosheets in a PM film. 165 (c) flame retardancy mechanisms in polymer nanocomposites (PNCs). 165 (d) diagram showing the dip coating technique for applying flame-retardant coating onto fabric and continuous manufacturing of flame-retardant textiles using the pad-dry-cure method. 166 (e) diagram depicting the spray coating technique 167 and (f) common approaches for enhancing flame retardancy in polymers or textiles: polymer composites, surface coating/finishing. 168
Quench and cool systems
This mechanism relies on the utilisation of hydrated minerals. When exposed to fire, these minerals undergo endothermic reactions, absorbing heat and cooling the system. This cooling effect suppresses the fire's intensity. Both the gas-phase and condensed-phase mechanisms play pivotal roles in achieving flame retardancy. These mechanisms include distinct zones: flame zone, char layer, molten polymer, and underlying polymer. In the flame zone, reactions among volatile compounds generate radicals and heat, while the char layer facilitates heat and mass transfer between the gas and condensed phases. The gas-phase mechanism centres on radical absorption to disrupt combustion, while the condensed phase mechanism fosters char formation as a barrier against heat and oxygen. 8 Flame retardance strategies operate through physical actions (fuel dilution, endothermic cooling, or nanoparticle physical barriers) or chemical actions (flame inhibition, charring, intumescence, or melt dripping).
Approaches to impart flame retardancy to polymers and fabrics
There are three main approaches to impart flame retardancy to polymers and fabrics: additive pathway, polymer coating or surface finishing, and polymer chain modification/functionalization. Table 7 provides an overview of flame-retardant approaches, detailing their descriptions, advantages, and challenges. These approaches aim to reduce flammability while maintaining other material properties. Each approach offers distinct advantages and challenges, making the choice dependent on the desired outcome and the specific properties of the material. These methods are applicable across a wide range of materials, including natural fibres and biopolymers. Specific FRAs, coatings, and polymer modifications in natural fibre-based composites are discussed on in the subsequent sections, highlighting their unique characteristics and challenges. Understanding the mechanisms underlying flame retardancy in the constituent material systems is crucial for advancing these strategies and developing safer and more fire-resistant materials.38,169–173
Overview of flame-retardant approaches, their descriptions, advantages, and challenges.

Additive selection for flame-retardant systems
FRAs are pivotal for bolstering polymer fire safety. High-performance polymers generally have inherent flame resistance, but for most polymers, additive selection is vital for flame-retardant properties. Selecting suitable additives involves grasping their chemical and physical functions within polymers (see Table 8). This section provides an overview of key flame-retardant families, showcasing their mechanisms and applications.38,174
Additive selection for flame-retardant systems: key flame-retardant families, showcasing their mechanisms and applications.

Development in Fr chemistry for application in coatings
In the last decade, there has been a growing inclination within the scientific community to create fire-resistant coatings that do not rely on intumescence, with a particular emphasis on halogen-free solutions. 178 Figure 6(d) illustrates both dip coating fabric for flame-retardant application and the continuous production of flame-retardant textiles using the pad-dry-cure method. To date, numerous innovative compositions comprising organic and inorganic compounds rooted in elements such as phosphorus, nitrogen, silicon, and various metals have been documented in the literature. Additionally, research into halogen-containing systems continues to some extent. Table 9 provides tabular overview of the different flame-retardant systems based on their chemical composition and some key characteristics. These aforementioned fire-resistant compounds may also incorporate combinations of the elements mentioned to facilitate synergistic interactions.
Overview of the different FR systems based on their chemical composition and some key characteristics.

Classification of flame-retardant coatings
Flame-retardant coatings include: (i) non-intumescent flame-retardant coatings inhibit flame spread through radical quenching or forming protective glassy layers instead of voluminous char. Compatibility with matrices often enhances mechanical and fire performance and (ii) intumescent flame-retardant coatings achieve fire protection by forming an expanding insulating layer. Optimal selection of compatible intumescent ingredients crucial for high fire protection efficiency. 188
State-of-the-art application technologies in flame-retardant coatings
In this section, we present an up-to-date overview of flame-retardant coating fabrication on polymers and textiles, with a focus on studies published in recent years. Traditional FR coatings typically range from tens to hundreds of microns in thickness. They are applied using methods such as spraying, brushing, or rolling. Figure 6(e) and (f) depicts the spray coating method. Dipping materials into coating solutions followed by solvent removal is another technique. However, these processes are often energy and chemical-intensive, raising concerns about toxicity and environmental impact. Adhesion issues causing delamination, especially under thermal cycling, can affect some FR coatings. Advanced techniques like plasma deposition, physical and chemical vapour deposition (CVD), layer-by-layer, and sol-gel methods are gaining attention as promising alternatives in flame-retardant coatings (see Table 10).
Overview of flame-retardant coating technologies and their descriptions.

Current challenges and opportunities
Several key areas are under exploration and development in the realm of flame-retardant coatings. These include enhancing the ease of application through UV curable systems, optimizing existing binder and diluent systems, streamlining processes like layer-by-layer deposition, and reducing chemical expenses. Cost-saving strategies involve exploring alternatives to expensive components and investigating synergistic systems for long-term savings. Sustainability is gaining prominence with using renewable materials to reduce reliance on petroleum resources and minimise environmental impact. Compatibility and synergy are focal points for improving adhesion and flame retardancy, especially as halogen-based systems raise environmental concerns. Multifunctional coatings, integrating diverse material properties, are rising, offering versatility in high-tech applications. Also, nano-technology is pivotal in precise property control, though environmental and health concerns require further assessment for widespread commercial use.
Flame-retardant materials
Traditional flame-retardant materials
Traditional flame-retardant methods have historically relied on halogen-containing compounds, particularly halogenated phosphate esters like tris(1-3-dichloro isopropyl) phosphate, tris(2-chloroethyl) phosphate, and tris(1-chloro-2-propyl) phosphate, alongside pentabromobenzyl acrylate. 161 Bromine and chlorine in halogen groups effectively interrupt combustion by generating free radicals. However, fluorine compounds, releasing radicals at high temperatures, are less common due to their unsuitability for bio-polymers. Halogen compounds function in the gas phase by quenching radicals and forming a protective char layer.161,195 Bromine-based FRs can be reactive or additive, though the latter's leaching poses environmental and health concerns. 195 Phosphorus-based FRs, like phosphate esters, have also been widely used. They interact with the matrix during heating, enhancing charring ability and surface protection. Phosphorus FRs inhibit pyrolysis, scavenge radicals, and create a char layer. Phosphorus-based FRs encompass phosphates, red-phosphates, phosphines, phosphine oxides, phosphinates, and phosphonium compounds. These methods, along with inorganic compounds like zinc borates, zinc oxide, clay, silica, and magnesium hydroxide, have been foundational in traditional flame retardancy enhancement. 161
Research progress on FRs based on biodegradable resources
Traditional halogenated FRs, though commonly used, produce dense and toxic smoke when burned, posing risks to health. 196 Recently, many researchers have focused on developing FRs based on bioresources. 197 To create fully bio-based products, bio-based FRs are being integrated with bio-based materials. These FRs originate from animals (Deoxyribonucleic acid (DNA), chitosan) and biomass (lignin, tannins, Phytic acid (PA), cellulose, starch, proteins). 198 For instance, chitosan, a natural carbon source, induces surface pores in burning polymers, forming a protective carbon layer that hinders further burning and acts as an FR. PA, an acid, aids in material dehydration, charcoal formation, and condensed-phase flame retardancy. 198 The FR in biomaterials can be improved with some modification and adding FR compounds or additives or fillers that could enhance the FR properties exhibited by the bio-polymers. 197 However, achieving the desired fire performance in bio-based FR composites necessitates substantial FR compound usage. Yet, overreliance on bio-based compounds could strain the Earth's regenerative capacity and exacerbate resource depletion issues. To bridge this gap between demand and availability, intensive research is devoted to discovering more abundant and efficient sources of phosphorus and other biomass-based flame-retardants. In the following section, biodegradable compounds and biopolymers that have immense potential in bio-based FRs are discussed.
Biomass-derived FRs
Cellulose
Cellulose's abundance and biocompatibility, along with versatile surface-modification properties, drive its application across industries. Derived from biomass through various methods, including chemical, physical, biological, and mechanical processes, the paper-making technique is prominent.12,199 Contrary to past beliefs, cellulose-based materials like cotton exhibit fire-resistant char formation. While kinetic models shed light on cellulose pyrolysis, intricate chemical reactions pose comprehension challenges. Diebold's model underscores time, temperature, and pressure interactions in cellulose pyrolysis, yielding active cellulose and char-water products. Char development in cellulose entails three stages with temperature-linked mechanisms-char formation, oxidation, and aromatisation. Char efficiency wanes at higher temperatures, influenced by properties like crystallinity and polymerisation.200,201 Nanoscale cellulose, particularly nano-cellulose, displays impressive flame retardancy due to robust interfacial interactions. Researchers explore nanoparticle modifications to overcome industry-standard challenges and improve cellulose's flame-retardant properties.199,200
Composition and categories of cellulose
The chemical structure of cellulose consists of repeating β (1,4)-bound D-glucopyranosyl units, forming chains with interconnected hydrogen bonds. Structural features influence characteristics like crystallinity, chirality, and hydrophilicity. Pre-treatments are required to remove non-cellulosic components and improve the properties of cellulose.202–204 Based on their sources and preparation methods, cellulose is categorised into nanostructured materials such as microcrystalline cellulose (MCC) and cellulose microfibrils, as well as cellulose nanofibers, which encompass CNC, cellulose nanofibrils (CNF), and bacterial cellulose. These diverse types of cellulose exhibit a range of properties that can be utilised for various applications across different industries.205,206 These classifications are as follows:
Nanostructured cellulosic materials: (i) microcrystalline cellulose (MCC) is a fine crystalline powder with attributes like renewability, stiffness, high crystallinity, and thermal stability. 207 It has applications as a reinforcing agent in nanocomposites and binders in the pharmaceutical industry, and (ii) cellulose microfibrils (MFC), comprising elementary fibrils in larger units, MFC has diameters of 20–400 nm and lengths up to a few microns. 208 Its properties include a large surface area, high aspect ratio, flexibility, transparency, and tailorability. It finds uses in fields like puckering emulsions, medical, electronics, and automotive applications.
Cellulose nanofibers: (i) CNF: isolated from lignocellulosic biomass via mechanical disintegration, chemical treatments, and enzymatic methods, CNFs have widths of 2–100 nm, an aspect ratio >10, and lengths over 1 μm. Their versatility makes them promising for applications in biomedical materials, energy storage, electronics, and more. 209 (ii) CNC: produced through acid hydrolysis, CNCs are elongated cylindrical nanoparticles with widths of 4–70 nm and lengths of 100–6000 nm. They offer properties like a large surface area, thermal stability, and tensile strength, suitable for uses in sensors, energy storage, and biocomposites, 210 and (iii) bacterial cellulose: also called bio-cellulose or microbial cellulose, bacterial cellulose is formed by bacteria. It comprises ultrafine, ribbon-shaped nanofibers with micrometer lengths and diameters of 20–100 nm. Its outstanding properties, such as hydrophilicity and flexibility, find applications in various industries, including cosmetics, electronics, and biomedicine. 211
Development and alteration of cellulose-derived composites for eco-friendly flame retardancy
Researchers evaluate thermal stability, flame resistance, and decomposition behaviour using methods like UL-94, TGA, cone calorimetry, and LOI. These properties are influenced by factors such as cellulose sources, matrices, processing techniques, and modifications, providing insights into the impacts of treatments on cellulose-based materials for flame-retardant applications. 47 Various techniques for enhancing the flame-retardant properties of cellulose through modifications are categorised and summarised in Table 11.
Summary of modification methods for flame-retardant enhancement.

Current challenges and opportunities
Despite its inherent potential, a significant challenge lies in optimizing cellulose's thermal and flame-retardant properties when blended with matrices. Chemical modification has emerged as a recommended approach, often resulting in improved thermal properties and more uniform distribution. However, current literature predominantly focuses on structural applications, particularly enhancing mechanical attributes like tensile, flexural, and impact strengths, while neglecting detailed explorations of cellulose's chemical modification for flame-retardant purposes. The future trajectory of research could involve investigating alternative chemical treatments to modify cellulose and exploring its role as a filler in diverse polymer matrices for flame retardancy. A deeper understanding of the mechanisms underlying cellulose modification through chemical treatments, particularly regarding interfacial bonding between cellulose and matrices, is essential. While silanization and phosphorus-based methods have been prominent, further investigations into greener technologies and less hazardous flame-retarding agents are warranted. Furthermore, the quest for more cost-effective and environmentally benign cellulose modification methods for potential industrial implementation remains a crucial avenue of research, as the current approaches might not be practical on a larger scale due to their associated high costs.
Hemicellulose
Hemicellulose, a prominent component of lignocellulosic biomass, has found diverse applications in industries like thermoplastics and cosmetics, attributed to its favourable characteristics. These encompass reproducibility, cost-effectiveness, and biodegradability, positioning it as a versatile material. Nonetheless, its potential as a FR additive for polymers is curtailed by its vulnerability to thermal degradation at lower temperatures. Ongoing investigations explore hemicellulose's utility in enhancing material fire resistance, necessitating a comprehensive understanding of its limitations. 217
Alginate
Alginate, a brown algae-derived polysaccharide, holds industrial importance (30,000 tons/year) due to its versatility in creating hydrogels, fibres, foams, and films. 218 Attributes like biocompatibility, low toxicity, sustainability, and affordability contribute to its appeal. Despite inherent flammability, alginates excel at forming char (see Figure 5(d)). Incorporating specific metal ions, such as alkaline-earth and transition-metal ions, enhances flame retardancy. Calcium-containing alginates exhibit significant flame resistance with reduced heat release and increased LOI. 219 However, Cu2+ hinders flame retardancy through catalytic degradation. Research focuses on modifying alginates, creating core-shell structures and intercalation hybrids. Hybrid alginates incorporating brucite achieved a UL-94 V-0 rating, whereas the utilisation of core-shell particles consisting of alginate, chitosan, and APP enhanced flame resistance for polylactic acid (PLA). 220 Alginate-based aerogels, though promising for insulation, require better mechanical performance. Further exploration is vital to enhance alginates’ mechanical and flame-retardant attributes. 221
Phytic acid
Phytic acid (PA) is an environmentally friendly phosphorus-based FR filler 222 with 28 wt. % phosphorus content, making it a suitable phosphorus source. 223 PA's decomposition around 200 °C fosters carbon source dehydration, generating a protective layer that acts as an oxygen barrier and thermal shield for the polymer matrix. 224 PA's potential as a flame-retardant material is demonstrated by various studies. For instance, Patra et al. examined phytic acid-based FR for cotton and characterised its decomposition. 225 Liu et al. also demonstrated that adaptable networks based on PA hold promise for creating new bio-based, flame-retarded thermosets that offer high degradability, reprocessability, and malleability. 226
Tannic acid
The exploration of natural sugar derivatives, known for their charring ability, led Kim et al. 143 to investigate tannic acid (TA) as an FR hardener for a biobased epoxy. By improving the bonding or adhesion between the polymer matrix and carbon, TA-based epoxy thermosets were demonstrated to improve the mechanical properties of carbon-fibre-reinforced plastic (CFRP). Furthermore, the charring effect of TA rendered CFRP fire-resistant and smoke-suppressing. CFRP could be treated with supercritical deionised water for recycling, effectively breaking down TA-based epoxy thermosets into carbon spheres and petrochemical derivatives. 227
Protein-based Fr coatings
Proteins, intricate macromolecules consisting of one or more elongated chains of amino acids, play an indispensable role as fundamental constituents within organisms, orchestrating diverse cellular functions. 228 Interestingly, proteins hold considerable allure in the realm of FR coatings due to their distinctive compositions and chemical configurations. An important study revealed that proteins have the ability to initiate decomposition at 100°C, releasing amino-acid derivatives and oligopeptides functionalised with carboxylic acid groups. This process aids in the degradation of cellulose-based fibres, resulting in the formation of char at elevated temperatures. Additionally, the presence of abundant nitrogen serves as a blowing agent at 750°C, further facilitating this reaction. 229
Recently, specific proteins such as casein, whey protein (WP), and eggshell proteins have been utilised in the cost-effective production of biomass products (see Table 12). This novel application has spurred the attention of researchers who are delving into the distinct characteristics of these proteins, which trigger char formation within combustible materials through protein decomposition occurring at lower temperatures. This innovative approach has opened avenues for exploring protein-based coatings as a means to enhance fire resistance in a range of materials.
Overview of the protein-based FRs: casein, whey protein (wp), and eggshell.

DNA Fr coatings
Deoxyribonucleic acid (DNA), a foundational biomolecule that houses the genetic blueprint essential for defining the traits of living entities, consists of repetitive nucleotide structures. These structures consist of a phosphate-deoxyribose scaffold entwined with nucleobases—specifically adenine (A), thymine (T), guanine (G), and cytosine (C). 233 Researchers have proposed DNA as a potential flame-retardant (FR) material, leveraging its inherent phosphate groups and deoxyribose constituents. A significant study conducted by Alongi et al. explored DNA's utilisation as an Intumescent Flame Retardant (IFR) to enhance the fire resistance of cotton fabrics. 234 This study revealed the potential efficacy of DNA in an IFR, with its double helix components playing a crucial role. The IFR formulation comprised three essential elements: 1) an acid source, 2) a char source, and 3) a blowing agent. Notably, DNA's phosphate groups served as a source of phosphoric acid, facilitating improved char formation by enhancing dehydration and crosslinking. 176 Furthermore, DNA's deoxyribose segment contributed to char creation, establishing a physical barrier that impeded the spread of fire. Additionally, DNA's nucleobases, containing nitrogen, participated in the formation of char alongside azo compounds, yielding non-combustible gases such as CO, CO2, and N2. 176 Studies have underscored DNA's potential in enhancing flame retardancy across a spectrum of materials. DNA-coated cotton, as well as ethylene-vinyl acetate (EVA) and low-density polyethylene (LDPE) treated with DNA, showcased significant improvements in flame retardancy. Additionally, DNA exhibits promise for heightening the fire resistance of polymers like PP, ABS, PET, and PA6. Despite its promising attributes as an FR material, DNA's applicability across various contexts requires further investigation. Demonstrations of mass-producing DNA from marine debris have also surfaced. 235 However, the cost differential between DNA and conventional FRs underscores the need for ongoing research to develop cost-effective methodologies for DNA production or extraction. 236
ATP Fr coatings
Adenosine triphosphate (ATP), a molecule abundant within the body, plays a critical role in energy transportation. 237 In a recent investigation, Jeong et al. revealed ATP as an exceptional ‘all-in-one’ eco-friendly FR possessing three vital elements crucial for intumescent char formation: three phosphate groups serving as an acid source, a ribose sugar as a char source, and an adenine group acting as a blowing agent. 238 When incorporating 30 wt. % ATP into polyurethane (PU), a remarkable reduction of 94.3% in the peak heat release rate (PHRR) was observed compared to untreated PU. Moreover, their study showcased that PU coated with 30 wt. % ATP achieved a LOI of 31% and obtained an HF-1 rating according to the UL-94 horizontal burning foam material test. Interestingly, integrating 30 wt. % ATP into cotton fabric resulted in an LOI value of 32% and successful compliance with the vertical flame test per ASTM D6413 guidelines.
Other biomass-derived FRs
Additional FRs derived from biomass encompass lignin, cardanol, vanillin, etc. A summary of their benefits, constraints, and their potential as FR additives is provided in Table 13.
Advantages, limitations, and potential of using lignin, cardanol, and vanillin as FR additives.

Current challenges and opportunities
The interest in bio-sourced FRs as alternatives to conventional ones has grown due to environmental concerns linked with the latter. Many commercial FRs emit harmful gases, endangering health and the environment. This has spurred the adoption of eco-friendly FRs (e.g., biomass, biomolecules, etc.), which are renewable, unlike finite resources such as petroleum.
Biomass utilisation for renewable resources gains significance. While promising challenges remain, such as optimizing synthesis strategies, expanding temperature ranges, ensuring material stability, and balancing cost and performance. The potential of recyclable FR thermosets for a circular economy is significant, but further research is required to address these challenges and achieve commercial viability.
The below challenges hinder the widespread use of biomolecular FRs as next-gen solutions. Impact on mechanical properties: Biomolecular FRs often compromise product mechanics due to the need for substantial FR quantities. Some biomolecules like cardanol and vanillin improve both mechanics and flame retardancy. Yet, more research is needed to understand their effects on mechanical attributes. Structure-dependent flame retardancy: flame retardancy of biomolecular FRs depends on their structure. Adjusting chemical structures could optimise flame retardancy, but this aspect remains underexplored. Economic feasibility: advancing biomolecular FRs from lab research to commercialisation hinges on addressing their cost issues. Complex extraction and purification processes elevate expenses. Investments and research are vital for cost-effective production. Real-world performance and environmental impact: Biomolecular FRs show promise in fire safety and environmental compatibility, but their real-world behaviour and long-term effects need assessment. Limited studies have examined their safety and environmental impact. Simulation and predictive approaches: given their diverse applications, simulating the flame retardancy of biomolecules is crucial. Yet, denaturation at high temperatures poses simulation challenges. More comprehensive simulation-based studies are required to facilitate broader industrial applications.
Recent advancements in environmental and health-friendly polymer-based, nano-engineered, and fibre-reinforced flame-retardant materials
Flame retardancy in polymers
The development of flame-retardant polymer materials can be assessed from different angles, including materials, processing techniques, and applications. The choice of polymers for flame-retardant applications depends on factors like the intended use and environmental conditions. The flame retardancy of polymers can be categorised based on various aspects such as polymer type, structure, mode of polymerisation, and molecular forces. For instance, melt extrusion is commonly used for developing flame-retardant thermoplastics, while enchainment of flame-retardant molecules is more common in thermosetting polymers. 136
Polybutylene succinate (PBS)
Although the literature has fewer studies addressing PBS (see Figure 7(a)) flame retardancy compared to other polymers, notable efforts have been made. Various strategies have been explored, such as incorporating FRs through melt blending, but the full potential of reactive methods remains untapped. 242 Researchers have examined bio-derived additives like lignin and explored their chemical modifications to enhance flame resistance. 243 For instance, lignin chemically modified with phosphorus, nitrogen, and zinc ions demonstrated improved flame behaviour when incorporated into PBS. 242 Figure 7(b) shows the HRR curves of PBS/CP-lignin composites under a heat flux of 50 kW/m². 244 Achieving optimal flame retardancy in PBS necessitates balancing fire performance, economics, health, and environmental aspects. While progress has been made in developing bio-derived FR systems, the field still requires more research and the exploration of scalable solutions for industrial applications.

(a) Polybutylene succinate (PBS) – chemical structure. 109 (b) heat release rate (HRR) curves of PBS/CP-lignin composites under a heat flux of 50 kW/m². 245 (c) preparation of benzoxazine DHP-fu, DVP-fu, and DVG-fu. 246 and (d) limiting oxygen index (LOI) outcomes for poly(CA-ala), P1B, and P2B. 247
Polyhydroxyalkanoates (PHA)
PHA, a bacterial polyester, finds extensive application in the fabrication of biocomposite materials containing natural fibres. The most commercially utilised Polyhydroxyalkanoates include poly-3-hydroxybutyrate (PHB), poly-3-hydroxybutyrate-co-4-hydroxybutyrate (P(3-HB-co-4-HB)), poly-3-hydroxybutyrate-co-valerate (PHBV), and polyhydroxybutyrate-co-hexanoate (PHBH) (PHAs).
Polyhydroxybutyrate (PHB), a microbial polymer classified under PHA, exhibits stiffness and brittleness during processing, accompanied by thermal instability. Various fillers are employed to enhance the flame retardancy and thermal stability of PHB composites (Table 14). These include surface-modified halloysite nanotubes (HNT), soda lignin blends, and APP, alongside sepiolite.248,249
Additives to improve flame retardancy of difference PHA matrix.

Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) stands out among extensively studied PHAs due to its diverse potential applications. However, PHBV presents drawbacks such as high crystallinity, brittleness, and processing difficulties arising from its narrow melting temperature range, near its degradation temperature. Incorporating PHBV with polymers possessing higher degradation temperatures serves to insulate PHBV, thus elevating its degradation temperatures. The immiscibility of PHBV/PBAT blends often results in two degradation steps. Montmorillonite (OMMT) nanoclay slightly improves thermal stability (Table 14). Furthermore, blending PHBV with PLA enhances its thermal stability, with an additional increase observed upon incorporating titanium dioxide (TiO2) nanoparticles. Fire property studies of PHBV composites are scarce. However, blending PHBV with PBS notably reduces the peak heat release rate (pHRR). The incorporation of HNT significantly reduces pHRR values. Agricultural by-products, when incorporated as functional fillers, can enhance the mechanical and flame properties of PHBV composites.251–253,255
Benzoxazine resins
The section focuses on flammability studies and the development of flame-retardant polybenzoxazines (see Figure 7(c)). Benzoxazines sourced from renewable materials represent a growing area of interest in the field of polymer science due to their potential for sustainability and reduced environmental impact. The advancement towards greener flame-retardant materials includes benzoxazines from renewable sources, reduced additive usage via techniques like layer-by-layer coating, and intrinsically flame-retardant polybenzoxazines.Despite the short history of about a decade, significant progress has been achieved in this field, with various examples of intrinsically flame-retardant polybenzoxazines emerging (see Figure 7(d)). The rapid advancement is expected to continue, offering attractive alternatives to traditional flame-retarded polymers. 246
Fire retardants (FRs) are essential additives to benzoxazine resins, enhancing their fire resistance properties. These additives can be categorised into traditional and greener fire retardants. Inorganic fillers dominate traditional fire retardants, with magnesium hydroxide and aluminum trioxide accounting for 50% of global production. Magnesium hydroxide is notable for being an eco-friendly, universal fire retardant suitable for various polymers. However, it requires a high loading of about 50 wt. % to achieve significant fire resistance, which can adversely affect the strength of the polymer. Controlling the particle size and shape of these fillers can improve their processability within the polymer matrix. When used in composite materials with benzoxazine, these fillers enhance fire resistance and reduce smoke emission. For instance, adding 20 wt. % magnesium hydroxide to a polybenzoxazine system can delay ignition and lower the peak HRR. Moreover, this addition significantly reduces the total smoke release in polybenzoxazine systems containing magnesium hydroxide.246,256,257 Greener fire-retardant additives include polyphenols such as TA, diphenolic acid, and polydopamine. These substances are gaining attention due to their potential to form char and serve as fire-retardant coatings, offering a non-toxic alternative for fire resistance. Recent advancements have focused on the fire resistance properties of polybenzoxazine blends incorporating these greener additives and methods.246,258
Enhancing the flame-retardant properties of benzoxazine resins can also be achieved by modifying their molecular structure. The thermal stability of polybenzoxazine variants is influenced by their molecular structure, including the starting phenols, amines, and their substituents. Specific chemical groups, such as acetyl, allyl, cyano, maleimide, and furan, can enhance thermal stability by actively participating in the polymerisation process, which increases crosslinking and overall performance. Additionally, bulkier moieties like fluorenyl, adamantine, and naphthalene are known to improve heat resistance. Due to environmental concerns, halogens, previously used for flame resistance, are increasingly being replaced by phosphorus.246,259,260 Greener approaches to synthesising intrinsically fire retardant benzoxazines involve using the Mannich condensation process, which avoids harmful chemicals such as phosphorus and halogens. Furfurylamine, derived from renewable furfural, is utilised as a reactive primary amine in the synthesis of these benzoxazines. The high cross-linking capability provided by the furan ring results in excellent char yield and flame retardancy. Partially biobased benzoxazines, such as BHDB and DHBP, have demonstrated exceptional flame resistance.261,262
Synthetic biopolymers with FR
Polylactic acid (PLA) is a biodegradable thermoplastic polyester widely utilised in packaging and textiles. However, its inherent inferior flame resistance and thermal stability limit its broader application potential. To address these shortcomings, the incorporation of nanofillers, such as MMT, has been explored to enhance fire performance. Synergistic effects between nanofillers and fire retardants (FRs) can significantly improve the material's properties. Current research focuses on developing halogen-free, ecologically friendly FRs to further boost the fire resistance of PLA without compromising environmental safety. 263
Polyamide 11 (PA11), derived from castor oil, is a biodegradable and environmentally friendly material used in applications such as cable sheathing and vehicle hosing. Despite its green credentials, its high flammability poses a significant challenge, restricting its use. To mitigate this issue, nanofillers like HNT, nanoclay (NC), cellulose nanofibers (CNF), and nanosilica (NS) have been employed to improve flame retardancy. Additionally, combining these nanoparticles with fire retardants results in high-performance composites that enhance the material's flame resistance and expand its application potential. 264
Flame retardancy with polymer nanocomposites (PNCs)
Polymers possess a propensity to burn readily in comparison to metals and ceramics. However, by introducing uniformly dispersed nanoparticles (NPs), nanosheets or nanotubes into polymer matrices, a continuous network can be established. This network forms a protective barrier on the surface, inhibiting heat diffusion, oxygen reaction, and the release of gaseous deteriorating products. 265 Figure 6(c) shows the flame retardancy mechanisms observed in polymer nanocomposites (PNCs). PNCs exhibit decreased maximum heat release while maintaining THR, with factors like nanomaterial dispersion and processing techniques influencing flame retardancy. They contribute to flame retardancy through mechanisms such as char formation and melt dripping. Nanoclays, naturally occurring clay minerals mined from geological deposits, have been widely investigated as flame-retardant agents.266,267
PNCs operate at various scales (macro, micro, and nano) during fire events. They function as condensed phase FRs, reducing mass loss rate, peak heat release rate (pHRR), and polymeric melt-flow. However, the THR increases over an extended period, ultimately reducing fire intensity. Nanocomposites also exhibit quicker ignition times, reduced HRR, and pHRR based on nanofiller distribution. Coated clay nanocomposites demonstrate enhanced ignition inhibition. Benefits of coated clay systems include reduced THR and smoke generation. Notably, the distribution and dispersion of nanoparticles impact flame retardancy.268,269 The ability of PNCs to decrease polymer matrix flammability allows for their combination with conventional FRs, creating new materials with improved flame retardancy and mechanical properties. This synergistic approach can achieve similar or even better FR performance with reduced traditional FR content.165,270
Flame retardancy in natural fibre composites (NFCs)
In the realm of composite materials, the integration of natural fibres as reinforcement poses significant challenges, primarily due to their inherent hydrophilic nature and flammability. Enhancing flame retardancy in NFCs while prioritising sustainability involves functionalising fibre surfaces to localise biobased FRs without compromising the matrix. Physical and chemical treatments, such as electrostatic interaction, capillary absorption, layer-by-layer coating, and sol-gel reactions, improve compatibility and stress transfer. Integrated approaches combining resin modification, fibre surface treatment, and protective coatings offer synergistic benefits, advancing sustainability and fire safety.
Flax fibres, when used as reinforcement in polymer composites, are susceptible to flammability due to their natural composition. Flax fibres have been subject to various flame-retardant strategies, primarily focusing on bio-based FRs. 271 Chemical treatments, such as alkali and sol-gel processes, have been employed to improve flame retardancy. For instance, the use of polydopamine coatings on flax fibres has shown promising results in enhancing flame retardancy when incorporated into polymer matrices like PLA or phenolic resin. 272
Studies on kenaf fibres have explored the use of bio-based FRs to enhance their flame-retardant properties. 271 Chemical treatments involving alkali treatment have shown promising results in improving flame retardancy. Additionally, surface modification with bio-based phosphorus-containing compounds has demonstrated enhanced flame retardancy when incorporated into polymer matrices. Further research focusing on bio-based FRs for kenaf fibres is warranted to fully explore their potential in fire safety applications.
Studies have shown that treating hemp fibres with bio-based phosphorus-based FRs like PA can improve LOI values and reduce PHRR when incorporated into polymer matrices like PLA or unsaturated polyester.273,274 Additionally, integrated approaches involving both fibre surface treatments and resin modifications with bio-based FRs have demonstrated enhanced flame-retardant properties in hemp-based composites.
Bamboo fibre-reinforced resin composites, owing to their combustible nature, frequently demonstrate elevated flammability, posing challenges to their extensive utilisation. To counteract this issue, diverse FRs like intumescent, and phosphorous compounds have been employed to augment their fire resistance. Boric acid, ammonium salts, and chlorides are also harnessed as FRs. 148 Despite efforts to enhance flame resistance, a significant portion of ongoing research on these composites primarily focuses on mechanical attributes, rather than fire resilience, thereby curtailing their practical applicability. Notably, it's worth mentioning that the precision of cone calorimeter test outcomes can fluctuate based on circumstances. A summary of recent studies on natural fibre-based composites with bio-based and synthetic FRs is outlined in Table 15.
Natural fibre composites with bio-based and synthetic flame retardants, showing various materials, flame retardant additives, and their enhanced properties.

Analyzing the environmental impacts of FRs through life cycle assessment (LCA)
FRs offer significant benefits across various sectors, but concerns about their negative impact on human health and the environment persist due to widespread exposure. FRs’ environmental exposure varies across life cycle phases, from manufacturing to end-of-life stages. People can be exposed to FRs during different phases, raising concerns about exposure pathways and impacts. Life cycle assessment (LCA), a comprehensive technique evaluating a product's environmental impacts throughout its life cycle, has gained attention as a means to address these concerns. LCA studies encompass a range of sectors, including electronics, textiles, and furniture. Scholars compare different types of FRs, assess end-of-life scenarios, and examine the impact of FRs on a product's life cycle. 288 Comparative studies frequently consider alternative options, like halogenated FRs (HFRs) vs. halogen-free FRs (HFFRs), and address questions about different life cycle phases’ contributions to environmental impacts. In electronics, LCA investigations underscore the potential benefits of using HFFRs instead of HFRs. Challenges include quantifying the release of FRs in textile products, assessing exposure risks, and considering the variability in FR properties. Environmental exposure leads to direct and indirect health effects, necessitating thorough evaluations of various FR types and concentrations.289,290
Methodology and approaches
Simplified methods, like environmental indices and screening LCA, have been employed due to the complexities of full LCA procedures, requiring substantial time and resources. These methods provide insights into environmental impacts, particularly when exhaustive data is not feasible. Ecotoxicity models, such as potentially affected fraction (PAF) and most sensitive species (MSS), are also applied to assess the health and environmental effects of FRs. 291 Incorporating the impact of fire is a critical aspect often omitted in LCA studies. The fire-LCA model, pioneered by the SP Swedish National Testing and Research Institute and IVL Swedish Environmental Research Institute, extends LCA by integrating fire-induced environmental impacts. The model includes fire emissions and their dispersion in the atmosphere, encompassing all life cycle phases. The model considers fire behaviour modules, and consequences like material replacement and decontamination, and is employed by various authors for evaluating FRs’ environmental impacts.292–295
Current challenges and opportunities
Harmonising approaches, addressing uncertainties, and enhancing data availability are critical steps toward advancing the understanding of FRs’ environmental impacts. As FRs continue to be used extensively across sectors, LCA studies provide vital insights for decision-makers and industries seeking to balance fire safety with environmental concerns.
Summary
In summary, the demand for eco-friendly alternatives to traditional FRs, driven by environmental and health concerns, is evident in current literature. Traditional (e.g., halogenated) FRs, notorious for producing toxic smoke when burned, are gradually replaced by eco-friendly alternatives—bio-based FRs originating from animals and biomass show promise in enhancing fire safety. However, achieving the desired fire performance necessitates substantial usage of these compounds, prompting research into more abundant and efficient sources of biomass-based FRs.
The growing interest in naturally sourced bio-based FRs is driven by environmental concerns, with challenges remaining in synthesis strategies, temperature tolerance, material stability, and cost-effectiveness. Further research is needed to optimise cellulose for enhanced thermal and flame-retardant properties through eco-friendly chemical modification. Understanding the crucial interfacial bonding between cellulose and matrices is essential, aiming for cost-effective, greener methods suitable for industrial use. Numerous challenges hinder biomolecular FRs’ broad adoption, including their effects on mechanics, structure-based flame retardancy, cost-effectiveness, real-world performance, environmental impact, and the need for predictive methods. Addressing these challenges is crucial for advancing eco-friendly biomolecular FRs in diverse industrial applications.
The review on the LCA of FRs underscores the existing gap in the literature. Many studies primarily focus on health concerns related to FRs, often overlooking their environmental impact due to data challenges and underestimation. While comparative studies are common, defining suitable alternatives for FRs remains a critical challenge, with fire occurrence scenarios playing a key role.
Modelling of fire behaviour of composites under fire exposures
This section reviews the concept of modelling the composite's behaviour during a fire incident and discusses the significance of predictive models in the context of composite structures. The studies focuses specifically on investigating the thermal reaction, fire-induced damage, and subsequent behaviour of polymeric composites. 8
Prediction of fire-induced damage in composites
In recent years, there's been a growing interest in understanding fire-induced damage in composite structures due to its significant impact on their properties. This damage can take various forms like matrix decomposition, delamination, and more. Predicting it is challenging due to factors like fire temperature, duration, and material properties, along with external loads. Researchers have tried to model damage processes in polymer laminates, but these models often lack desired accuracy, focusing on a single damage type and neglecting concurrent damage types. Thus, a need exists for a unified modelling approach to analyze various damage types simultaneously. A study
296
applied the conservation of mass principle to create a model that assesses the gas diffusion within a decomposing composite. In an attempt to refine the model, Dimitrienko et al.
297
showcased the correlation between the polymer matrix's mass loss and the gas pressure within the formed pores during decomposition, represented by equation (3):

A comprehensive comprehension of composite behaviour during fires necessitates modelling the decomposition of the polymer matrix into gases and char, with particular emphasis on char formation. Notably, in thermoset laminates, when the polymer matrix undergoes approximately 20% mass loss due to decomposition and vaporisation, visible char is produced. Char formation extent is assessed through calculations of mass loss.
Various models analyze composite mechanical properties and failures under combined compression, tension, and one-sided heating. These models employ different mechanical theories, such as unit cell or bulk analysis, using analytical and numerical methods. As demonstrated by Feih et al., 299 the application of the average strength theory enabled the prediction of fibreglass laminate failure under compression and one-sided heating, showing satisfactory correspondence with experimental outcomes. However, comprehending composite behaviour under fire-induced tensile loads proves more intricate, given the scarcity of available data. Certain models attempt to account for the combined impact of tension and one-sided heating, acknowledging softening and failures in fibreglass laminates. Yet, these models might not encompass all damage processes responsible for alterations in mechanical properties and failures.
Advanced tools for assessing fire-induced damage have traditionally been tailored to one-dimensional fire scenarios, with the complexity of three-dimensional fire environments presenting challenges. Yet, the ultimate strength of fire-exposed composite structures hinges on temporal temperature distributions and thermal decomposition processes. Some researchers have suggested methods like overlay elements and three-dimensional constituent-based models to account for interactions between thermal decomposition, gas pressure, and mechanical responses. These damage models are primarily designed for synthetic fibre composites, and integrating natural fibres introduces complexity. The chemical interactions between natural fibres and matrices, along with lower decomposition temperatures and variable properties of natural fibres, create added complexity. Additionally, the hydrophilic nature of natural fibres can result in moisture absorption and dimensional changes, further complicating the modelling process. Addressing these challenges and developing models that account for the critical aspects of natural fibres is essential.
Thermal response of composites under fire exposures
Fire models are broadly categorised into two types: zone models and field models. Zone models simplify the representation of fire progression within enclosures by segmenting spaces into upper hot gas and lower cold gas layers (see Figure 8(a)). These models offer an effective approximation of fire development when used appropriately.
300
On the other hand, field fire models, such as computational fluid dynamics (CFD) models, segment spaces into a three-dimensional grid of cells, providing intricate estimations of temperature and velocity distributions. Widely utilised models like the Fire Dynamics Simulator (FDS), Smartfire, and Sofie have found extensive application in diverse fire simulations, encompassing composites.
301
Zone models are efficient for analyzing fire hazards in buildings with many variables, but they have limitations. They rely on empirical relationships that may break down under specific conditions, especially with complex geometry. Additionally, they don't effectively model combustion processes and treat zones as uniform. Field models can address a range of problems, providing detailed information, but their application to actual fires is still developing. Apart from zone and field models, several analytical models have emerged to comprehend the fire behaviour of composites. These models commonly delineate thermal exposure during a fire incident as a heat flux boundary condition, comprising convection and radiation terms in the heat flux (refer to Figure 8(b)). The equation describing the net heat flux into the composite can be represented as equation (5):

Diagram depicting (a) a conventional two-zone model (where the upper layer comprises hot combustion gases with higher temperature and the lower layer includes the remaining gases in the room). 302 (b) thermal exposure description. 66 (c) an illustrative two-layer model representing fire-induced damage in a composite laminate. 66 (d) computational domain depicted in FDS for a cone calorimeter simulation 303 and (e) graphs depicting heat release rate (HRR) curves of wool-PP composites at 50 kW/m². 303
Here, T is temperature,
Heat propagation within solid materials entails three primary modes of thermal energy transfer: conduction, convection, and radiation. Nevertheless, for the sake of model simplicity, most mathematical models pertaining to composites simplify the analysis by focusing on heat conduction when subjected to one-sided heating, as demonstrated by equation (6):
In refining these models, researchers have incorporated factors such as pyrolysis, decomposition gas diffusion, and thermal polymer matrix breakdown. This has led to more comprehensive models that can effectively predict thermal responses in composite materials during fire scenarios. However, the precision of these thermal models hinges on the availability of empirical data related to thermal and decomposition properties. This reliance on data poses challenges for accurate predictions, often necessitating researchers to resort to assumptions or estimations for these properties, which might not hold true in all instances. Nevertheless, with accurate property estimations, these models have been validated using experimental fire tests and have consistently demonstrated their proficiency in predicting temperature distributions within laminate and sandwich composite materials.
Post-fire composite properties
The assessment of post-fire properties in composites holds significant importance for ensuring structural integrity. Prior studies indicate that these properties are contingent on various factors, including fire temperature, loading conditions, duration of exposure to heat, and decomposition of the polymer matrix. While extensive research has been conducted on laminates, sandwich structures have received comparatively less attention. Notably, Mouritz and Mathys proposed a widely accepted model for analyzing post-fire properties in laminates. This model treats a fire-affected laminate as a two-layer structure, consisting of a fully decomposed zone (fibre-char) and an unaffected material zone (see Figure 8(c)). It assumes that the unaffected zone retains its original mechanical properties. The demarcation between these zones is determined through visual inspection after cooling and temperature profile analysis in the final stages of fire exposure.
Mathematical expressions have been formulated to estimate post-fire mechanical characteristics encompassing tension, compression, and bending moduli. The determination of the critical fibre-char zone thickness (dc) relies on thermal models that calculate the temperature distribution across the laminate. This data aids in ascertaining the thickness of the fibre-char zone by evaluating the extent of char formation using a decomposition model. The validation of the two-layer model, as proposed by Mouritz et al., has been substantiated by comparing theoretical predictions with experimental post-fire mechanical property data obtained from diverse thermoset laminates subjected to varying heat flux levels and durations of exposure to heat.
While models aimed at determining the post-fire tension and bending characteristics of sandwich structures are still under development, the application of the two-layer model to NFPCs does not necessitate significant alterations. Moreover, a recently proposed three-layer model has gained attention among various researchers. This updated model accounts for, in addition to the fully degraded and virgin regions specified in the two-layer model, an intermediate partially degraded area characterised by diminished mechanical properties. The demarcation between these three layers is established by employing temperature-based criteria. However, as reported in Ref., 304 the three-layer model did not lead to a significant improvement in prediction accuracy.
Fire modelling for natural fibre composites
The thermal models discussed are effective for predicting temperature distributions in composites containing synthetic fibres such as glass and carbon. However, when applied to natural fibres, adjustments are necessary due to their high combustibility and involvement in complex chemical processes like oxidation and fibre decomposition. To address this, incorporating pyrolysis and combustion sub-models becomes essential when dealing with natural fibres. Moreover, the variability in thermal and mechanical properties of natural fibres poses limitations on predictive accuracy.
Dutta et al. 305 conducted a study introducing a transient heat transfer finite element model. This model combined finite volume and finite element methods to predict temperature distributions in flax-polypropylene composite beams exposed to real-world fire conditions. Utilising FDS boundary conditions in ABAQUS, this model offered reasonably accurate temperature predictions, highlighting the significance of a decomposition sub-model for achieving accuracy. Additionally, Kim and Bhattacharyya 303 performed a simulation of a cone calorimeter test involving wool-polypropylene composites using FDS (see Figure 8(d)). The results showed good agreement with experimental data and highlighted the impact of wool's slower thermal reaction rate on the HRR curve (see Figure 8(e)), along with the effects of polypropylene and backside boundary conditions on PHRR.
Current challenges and opportunities
Natural plant fibre reinforced biocomposites are sustainable materials applicable in key industry sectors such as automotive, marine, building and construction. For these materials to be used in these sectors, challenges still remain in understanding their flammability and long-term performance exposed to various weathering conditions. Moreover, developing cost effective, durable fire resistance coatings without compromising environmental aspects poses a significant challenge. The fire resistance behaviours of these materials can be improved by using various fibre treatment techniques, providing ample opportunities for the development of high performance sustainable biobased composites to be tailored with FR attributes. Advances in various surface treatment and coating methods, use of fire resistance nanoparticles offers improvement in FR behaviours of NFCs. The ongoing multidisciplinary research efforts by the scientific research communities towards high performance sustainable composites such as plant fibre reinforced biobased composites is expected to bring further breakthrough in the development of sustainable solutions towards fire resistance characteristics.
Figure 9(a) and (b) depict a graphical representation of the peak heat release rate (PHRR) and THR in relation to the TTI for different bio-based fire-retardant materials derived from previous literature. In the field of fire modelling for composites for example, several critical aspects have already been developed. One fundamental categorisation involves the thermal response of composites in a fire, which is segregated into zone models and field models. Zone models simplify fire development by dividing spaces, offering a means to analyze fire hazards. However, they are limited in their reliance on empirical relationships and the treatment of zones as uniform entities. On the other hand, field models provide more intricate details regarding temperature and velocity estimations but are still in a state of evolution.

A visual representation in the form of a graph illustrates how the peak heat release rate (PHRR) and total heat release (THR) are interconnected with the time to ignition (TTI) for a diverse range of fire-retardant materials. This graph is derived from information available in earlier literature, providing a comprehensive overview of the relationships between these critical parameters for different types of fire-retardant materials.8,12,17,38,113,136,161,246
Numerous models, including analytical approaches, have been developed to predict fire-induced damage in composites. However, there is a notable necessity for a unified model that comprehensively considers multiple types of damage. Understanding the decomposition process of the polymer matrix into gases and char is crucial, given the significant role played by char formation in this process. Researchers have also worked on models for post-fire mechanical properties, with the two-layer model being widely used for laminates. Developing models for NFCs presents additional complexity, requiring adjustments for their properties. Finally, modelling fire behaviour in NFCs necessitates the incorporation of pyrolysis and combustion sub-models. Addressing the challenges of modelling natural fibres is crucial for enhancing accuracy.
Conclusions
This review explores the theme of bio-based FRs, delving into their mechanisms, flammability testing, and emerging research trends. It underscores the pivotal necessity of developing tailor-made eco-friendly FRs customised for a diverse range of materials to bolster fire safety in sustainable material applications.
Amid escalating environmental concerns, collaborative efforts focus on sustainable biodegradable polymeric materials like PLA and Bio-PE/Bio-PET. Challenges persist due to their susceptibility to thermal degradation, especially in heat or fire exposure. Efforts to fortify these materials with additives show progress in improving flame resistance. However, balancing flame retardancy, mechanical properties, and environmental standards remains a challenge. Exploring biobased materials offers promising sustainable solutions, necessitating continued research to maximise their potential while meeting environmental and industrial demands.
Natural fibres such as flax, jute, and hemp show potential in reinforcing plastics but pose flammability challenges. While offering sustainability and strength, these fibres need flame-retardant solutions for safe use, especially in industries like transportation and construction with strict fire safety standards. Current efforts focus on eco-friendly FRs, aiming to replace traditional options. However, addressing the flammability of these natural fibres requires further research for cost-effective, eco-friendly treatments, and exploring diverse natural fibre materials for safer and sustainable composite applications.
Establishing standard flammability assessment methods, from AFM to UL 94 testing, are crucial for understanding materials’ fire behaviour and widespread adoption. Despite their value, these tests have limitations in replicating real-world fire scenarios and considering environmental influences. Improvements are needed, including advanced simulation techniques, dynamic testing mirroring real fire conditions, and integrating multi-scale analyses. Future endeavours should focus on the standardisation which is vital to enhance accuracy, advance fire safety regulations, and ensure robust measures for various industries.
Research into FR materials for polymeric composites encompasses various strategies, including gas phase inhibition, condensed phase char formation, and hydrated mineral quench systems. While traditional methods relied on halogen and phosphorus compounds, current trends prioritise eco-friendly alternatives, especially cellulose-derived options, enhanced through modifications like silanization, oxidation, and phosphorus-based or boric acid additions. Ongoing research should emphasize fire safety and sustainability, focusing on cost effective innovative coatings using advanced technologies such as UV curing and plasma deposition. Explorations continue in synthetic biopolymers, PNCs, and natural fibres for flame retardancy, necessitating improved data availability for informed decision-making.
Fire modelling for composites is vital but comes with challenges. Zone models simplify fire scenarios yet rely on empirical relationships; field models offer details but are still evolving. Analytical models focus on heat conduction but require complexity for localised heating. Enhanced models cover pyrolysis, gas diffusion, and thermal responses during fires. Predicting multiple damage types and modelling NFCs pose challenges due to their complexities. Accurate models for natural fibres are essential for advancing composite fire safety.
While encompassing flame retardancy in advancing green plastics and NFCs, flammability measurement methods, flame-retardant materials, and fire behaviour modelling, there are other important issues such as strict regulations and policies needing in place to overcome the current barriers for transition from conventional materials to renewable fire-retardant materials. Moreover, key industrial sectors such as automotive, marine, building and construction and aerospace need to focus on more sustainable fire safety materials. These aspects need further attention in the future review which is one of the limitations of the current review. Additionally, an in-depth discussion on standardisation challenges in flammability measurement methods as well as simplified modelling approaches in fire behaviour capturing real-world dynamics could have been elaborated.
Footnotes
Abbreviation
Acknowledgements
The authors would like to express sincere gratitude to Dr J. Jensolin Abitha Kumari for her invaluable assistance in creating the figures, plots, schematics, and equations used in this review article. Her dedication and expertise significantly enhanced the visual and technical aspects of this work.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.