
Abstract
The evolving landscape of modern manufacturing demands a workforce equipped with both theoretical knowledge and practical hands-on skills. This paper explores experiential engineering education through a case study of undergraduate interns integrated within a small manufacturer to extend classroom learning through Digital Twin (DT) technologies and Internet of Things (IoT) data collection. Interns participated in data collection, system modeling, and decision-making tasks, enabling comparison between traditional and smart manufacturing environments. Preliminary results indicate that exposure to DT and IoT frameworks improved students’ understanding of automation hierarchies, strengthened systems thinking, and enhanced data-driven problem-solving skills. The study evaluated intern performance and identified benefits for both students and employers. While limitations related to scope and assessment are acknowledged, the initial findings suggest that DT–enabled internships provide a valuable pathway for aligning engineering curricula with industry needs and preparing graduates for the demands of modern manufacturing environments.
Keywords
Introduction
The Internet of Things (IoT) market is projected to experience substantial growth, with global revenue expected to hit an impressive US$1.06 trillion by 2025 (Statista, 2025). This has led to a growing demand for engineers with IoT expertise across virtually every sector (DeFranco et al., 2018). IoT education is needed to meet workforce demands, address emerging technological complexities, and prepare engineers for the real-world design and operation of smart systems. One way to educate a new generation of engineers, who need the skills to build IoT systems, is to integrate real-world applications into their curriculum. Projects like smart cities, robotic systems, or digital twin (DT) implementations that use real-time sensor data streamed from IoT devices can provide tangible impactful ways to teach IoT concepts through hands-on experience. This paper presents the results of a study that emphasizes integrating engineering student industry internships with DT projects at a small manufacturer. This allowed for practical skill training for engineering students to bridge theory and practice to meet the Accreditation Board for Engineering and Technology (ABET) student learning outcome requirements and address industry workforce gaps.
Literature review: Experiential engineering education
There is a growing emphasis in engineering education on bridging the gap between theoretical instruction and real-world practice through experiential learning. Designed to provide students with a path that prepares for employment, experiential learning is a broad category of approaches that have become central to engineering education as they enable the development of practical, industry-relevant competencies that may be difficult to achieve through traditional classroom-based instruction alone.
Experiential learning, as conceptualized by Kolb (1984), is a cyclical pedagogical process grounded in iterative stages of experiencing, reflecting, thinking, and acting. Experiential learning emphasizes active engagement and hands-on experience to bridge the gap between theoretical concepts and practical application (Chung and Mung, 2025; Kendaganna Swamy et al., 2025; Luchkevych et al., 2025). For example, authentic and situated learning focus on engaging students in tasks that closely resemble real-world problems and also provide rich contextual explanation (Baziuk et al., 2025; Yi et al., 2025).
There are many approaches that offer significant benefits, including the application of theory and improved industry readiness. The application of theory in practical contexts enhances learning by promoting deeper conceptual understanding, contextualizing abstract knowledge, and reducing cognitive load through active engagement (Chung and Mung, 2025; Yi et al., 2025). Such approaches also improve industry readiness by equipping students with technical and professional skills, fostering workplace competencies, and easing the transition into real-world engineering environments (Asplund and Flening, 2022; Chung and Mung, 2025; Nguyen and Adhikari, 2025).
Zhang et al. (2024) highlight that conventional engineering education often suffers from a disconnect between virtual and real environments and lacks the ability to fully simulate the complexity of realistic scenarios. For example, capstone projects provide greater openness but are controlled and generally lack sustained immersion in organizational contexts. The established instructional approaches in engineering education, such as capstone projects, classroom and laboratory-based learning, and simulation-driven methods, support the application of theoretical knowledge; however, they are often limited in their ability to capture real-world complexity and typically involve constrained or controlled environments with limited fidelity to actual systems.
As a form of experiential learning, internship-based learning embeds students within live industrial settings, enabling engagement with authentic workflows, stakeholder interactions, and real operational constraints. This provides a more comprehensive and context-rich environment for developing competencies required in complex engineering tasks such as digital twin implementation.
This work conceptualizes internship-based digital twin implementation as a strategic educational intervention. This work was designed to provide students with sustained exposure to real-world manufacturing complexity that is not readily replicated in conventional academic settings. Internships represent a widely adopted and well-structured form of work-integrated learning, offering direct industry immersion and therefore serving as a practical and relevant basis for analysis in this study (Asplund and Flening, 2022; Chung and Mung, 2025). Internship-based learning can be understood as a strategic educational intervention. It a more immersive form of experiential learning by embedding students directly within a real organizational setting for a sustained period of time (Asplund and Flening, 2022; Chung and Mung, 2025; Rouse and Rienties, 2025). Unlike classroom-based experiential activities or simulated authentic tasks, internships expose students to live technical challenges, workplace expectations, cross-functional collaboration, and operational constraints that more closely reflect professional engineering practice (Aleissa, 2026; Asplund and Flening, 2022; Huerta et al., 2022; Nguyen and Adhikari, 2025).
Digital twins and manufacturing
Smart manufacturing (also known as Industry 4.0) is relying more on IoT technologies for automation, monitoring, predictive maintenance, and efficiency improvements (Kang et al., 2016). Manufacturing is also listed among the sectors (alongside healthcare, transportation, agriculture, and smart cities) in which IoT applications are expanding rapidly, creating a pressing need for skilled IoT professionals. In fact, manufacturing/industry is one of the top business domains seeking IoT engineers (Kassab et al., 2024).
As the manufacturing industry embraces the innovations of Industry 4.0, DTs have emerged as a transformative technology—offering manufacturers the ability to digitally replicate physical systems for enhanced decision-making and operational performance. The primary benefits of DT implementation are (Speicher et al., 2025c): efficiency & optimization (i.e., DTs improve productivity by streamlining operations, reducing waste, and lowering costs), quality & customization (i.e., real-time simulations and modeling support better quality control and adaptability to customer-specific requirements), maintenance management (i.e., predictive insights from DTs reduce unplanned downtime and extend equipment life), safety monitoring (i.e., simulated environments help identify and mitigate safety risks), and operator training (i.e., virtual tools provide immersive training experiences that build workforce skills without disrupting operations). The Integration of DTs is accompanied by challenges that can impede successful implementation, especially in small- and medium-sized manufacturers (SMMs). The primary challenges of DTs in manufacturing are connectivity (i.e., integrating machines, sensors, and systems into a unified network remains a foundational hurdle), data analytics (i.e., lack of tools and expertise to convert raw data into actionable insights), automation limitations (i.e., many firms still rely on legacy equipment not designed for digital integration), and instrumentation gaps (i.e., the cost and complexity of installing sensors and control devices can be prohibitive) (Speicher et al., 2025c). As the benefits outweigh the challenges, it is advantageous to focus on opportunities for students to learn how to implement DT technology while also aiding SMMs—who may be deterred from implementing DTs due to the implementation challenges and lack of resources.
Industry placement to improve student learning
Industry placements significantly enhance student learning by bridging academic theory with real-world engineering practice. Students develop key transferable skills—such as communication, teamwork, and problem-solving—gain confidence, and clarify career goals (Shah et al., 2023). These are key skills that employers desire. These experiences increase motivation, support professional identity formation, and improve employability. However, to maximize learning, structured reflection and stronger collaboration between academia and industry are essential (Tennant et al., 2018). Strategic, structured, and reflective engagement with industry not only enriches student learning but also strengthens the overall impact and relevance of engineering education (Shah et al., 2023).
Internship case study
Given the benefits of industry placement, a case study was designed to facilitate IoT education by involving undergraduate engineering students. Undergraduate students can learn IoT concepts by creating and interacting with DT models that collect, visualize, and analyze real-time sensor data from connected devices. Thus, this study included integrating DT technology into a small manufacturer by undergraduate engineering student interns. An incremental DT integration framework to guide the DT integration was utilized (Speicher et al., 2025a). This approach enabled a small local manufacturer to explore DT applications while providing engineering students with valuable, hands-on experience. The framework enhances workforce development, fosters industry–academia collaboration, and accelerates digital transformation in smaller manufacturing environments (Speicher, 2025d). The next section summarizes the results of a two-semester case study of student interns implementing a DT at a local manufacturer.
Case study description: Student interns at a small and medium-sized manufacturer (SMM)
Six undergraduate engineering students were funded by a state Manufacturing Fellows initiative grant to integrate DT technology at a small manufacturer. The interns developed models and analyzed data to optimize the manufacturing process of a clamp ring, part of an air filter canister for automotive diesel engines. The interns worked for two semesters (30 weeks) over an academic year.
The case study focused on identifying and quantifying critical variables in the specific CNC manufacturing processes to create a DT of the manufacturing process. The DT provided the framework to simulate changes in the machining conditions and how it affected machining efficiencies, including machine time, dimensional accuracy, and machine power. The small clamp ring was fabricated using aluminum 6061 tube stock that was faced and turned into blanks for milling production. The blanks were loaded into two parallel vices and machined four parts at a time. Based on the need for increased capacity and machining efficiency, the DT was used to quantify various speed rates (tool RPM), feed rates, axial and radial depth of cuts, and CNC machining programming to determine the most efficient conditions to maximize productivity while maintaining dimensional tolerances.
The CNC programs were constructed using Fusion 360 and the input machining parameters (RPM, Feed Rate, Axial Depth of Cut, Radial Depth of Cut) were varied. With each variation, a standard number of parts were run while various conditions were monitored. The input variables resulted in the real-time machining variables (spindle power, vibration/chatter, and heat generation), which were measured. The goal was to reduce the machining time from 58 minutes to 28 minutes.
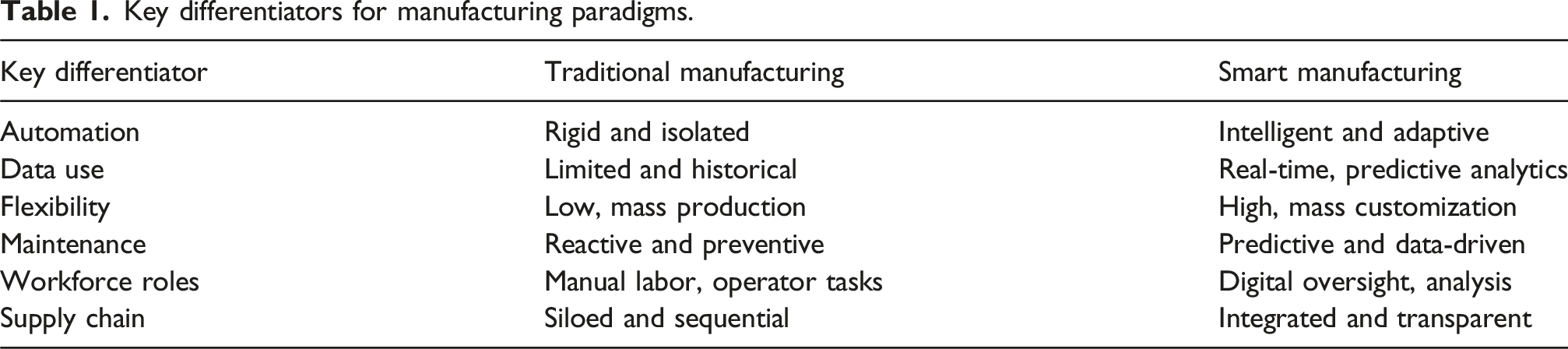
Traditional versus smart manufacturing
Key differentiators for manufacturing paradigms.
Data collection and decision-making
IoT and DTs are deeply interconnected in smart manufacturing, forming the backbone of intelligent, data-driven production systems. Together, they enable real-time monitoring, simulation, and optimization of physical manufacturing processes. The IoT refers to the network of physical devices embedded with sensors to collect and providing connectivity to exchange data. A DT is a virtual representation of a physical entity that mirrors real-time data from the physical world. The IoT enables data acquired from the machinery embedded sensors to transmit real-time data to DT platforms. DTs simulate current conditions, analyze optimization adjustments, and predict future behaviors from virtual models of physical systems (Kritzinger et al., 2018). These interactions result in data-driven real-time decision-making, reduced downtime by forecasting equipment wear, and efficiency improvements from process optimization (Qi and Tao, 2018).
The intern tasks focused on advanced machining and component optimization, particularly to improve the manufacturing process of the clamp ring part. The engineering team played a crucial role in bridging the gap between design and production by working directly with CNC machinists, production planners, and digital modelers to ensure that tooling design met functional requirements, manufacturing tolerances, and cost constraints.
The project improved the machining process to produce a clamp ring—a vital piece of hardware used to mechanically attach three parts to assemble an air filter canister. Using DT simulations, the milling process was optimized by adjusting the cutter feed rates to reduce the duration while maintaining dimensional tolerances. Digital techniques were employed to track production steps by using data analysis tools for process control. This digital transformation aligned with the company’s long-term vision of becoming a smart manufacturer capable of agile responses to evolving market demands.
Figure 1 presents a detailed application case within a small manufacturing setting demonstrating the five-element digital twin framework in practice (Speicher et al., 2025b). The Observable Manufacturing Element was a Conquest V710 mill. The Core Entity was a Fusion 360 Simulator. The orange User Entity was a Mitsubishi Controller. The Data Collection & Device Control Entity was Minitab Analytics. The Service Network between the Mill and the Controller was automated in both directions providing positioning commands and feedback errors. The Access Network between the Controller and the Analytics was only automated in one direction providing Real Time Data. The Access Network between the Analytics and the Simulator was only manual in one direction providing Control Charts. The Proximity Network between the Simulator and the Mill was only manual in one direction providing G-code commands. DT application for SMM (adopted from Speicher et al., 2025b).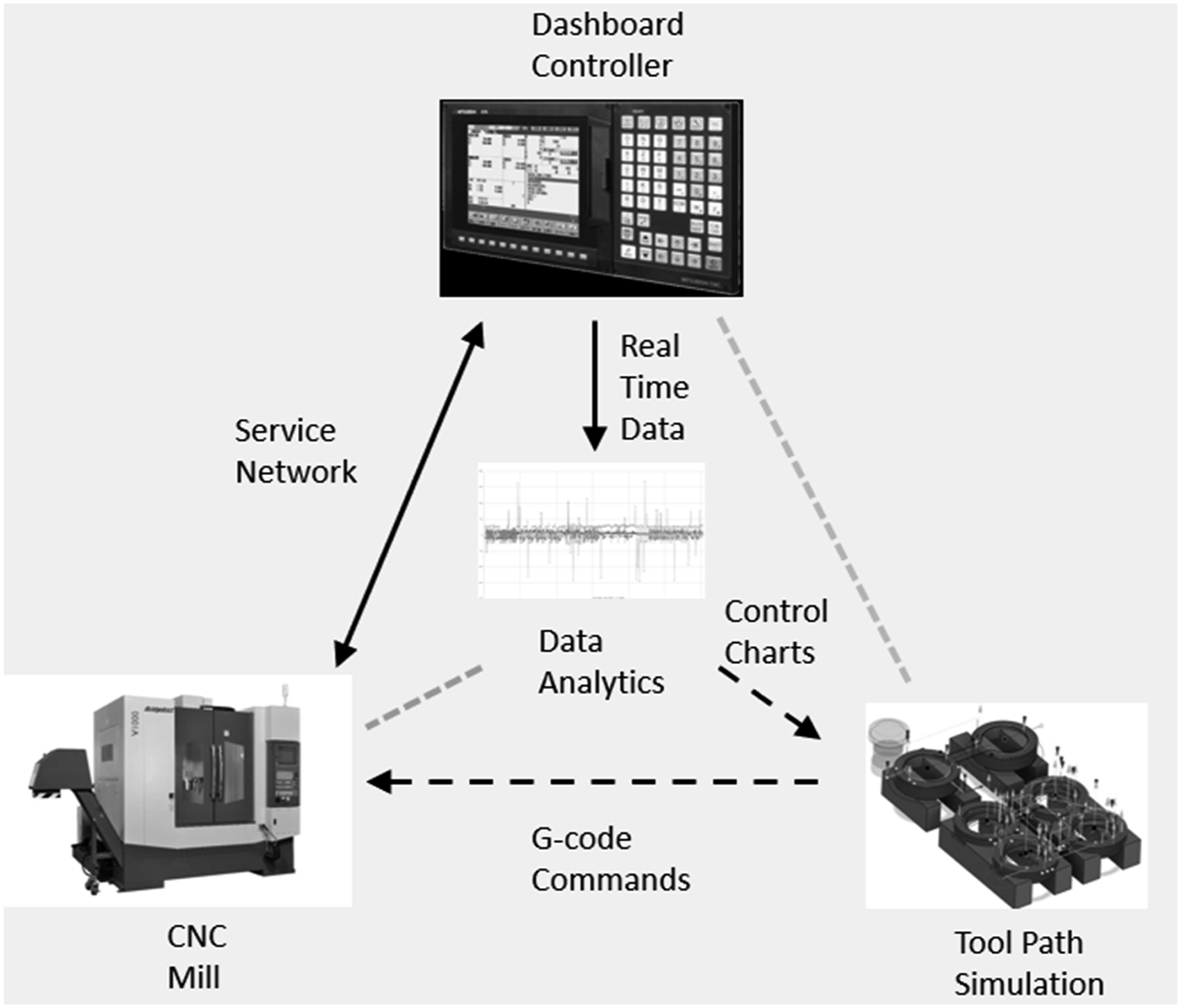
Tasks and skills for DT.
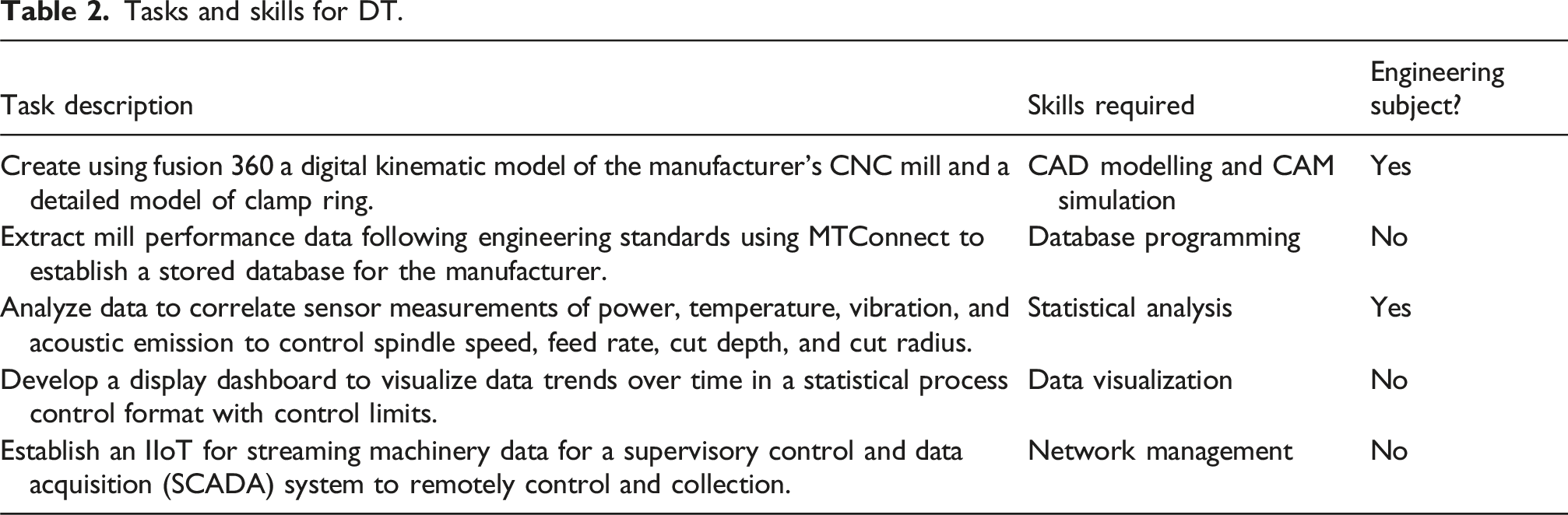
The first task focused on mechanical modeling, toolpath simulations, and process refinement for the clamp ring. Critical dimensions were established for quality assurance and measured by inspection sampling. Using Fusion360 to study cutting paths, simulations conducted tradeoffs to minimize the time to fabricate the parts while maintaining dimensional tolerances. The simulations optimized cutting speeds and feed rates.
The second task focused on collecting data from the mill’s operation. Spindle speeds and servo torques were captured in a text file through an Ethernet connection. A Python program was used to format the time-stamped data into an Excel spreadsheet to plot trends.
The third task focused on software to analyze the data collected. The initial selection of LabVIEW identified compatibility challenges. Further study identified Ignition as an appropriate platform for implementing a SCADA system. Its web-based interface, cross-platform compatibility, unlimited licensing model, and security encryption satisfied the project’s objectives.
The fourth task focused on creating a dashboard to display the data trends. While Tableau had customizable dashboards, it proved difficult to integrate with the machinery data. Minitab was more compatible with Statistical Process Control charts. The Excel data was readily imported into the software for analysis.
The fifth task focused on connecting a microcontroller module to a SCADA gateway through an IIoT. An assigned MAC address (Media Access Control) registered the device on the network. The process of uploading data was challenging. A PLC-based device replaced the microcontroller to streamline data transfer.
The engineering interns funded by a PA Manufacturing grant collaborated with a small manufacturing company to develop a faster manufacturing process. The fabrication process for the clamp ring was reduced from 58 minutes to 28 minutes, greater than 50% improvement in cycle time. Shortening the duration to fabricate each part reduced the hourly cost of making the parts and increased the machine’s productivity.
Intern performance
Student outcomes.
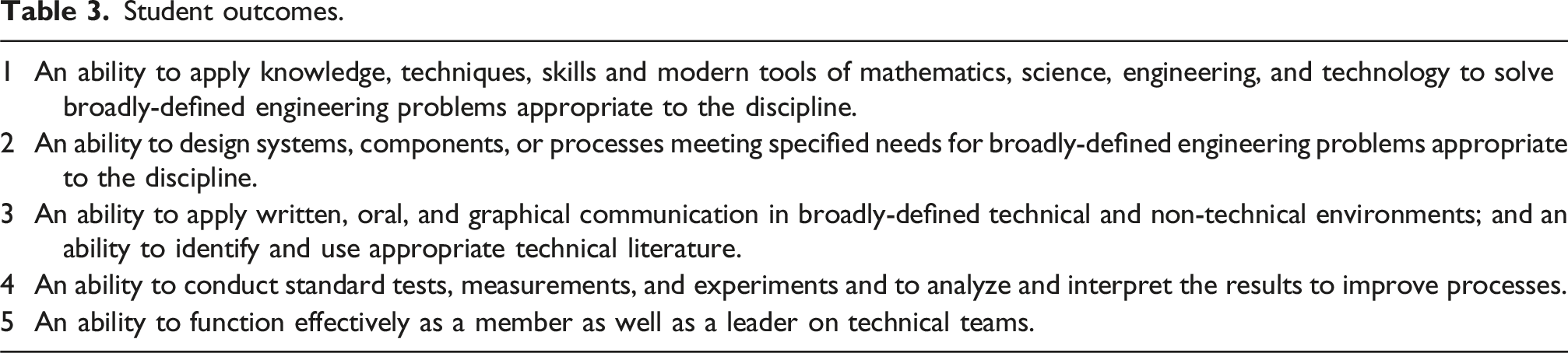
Analytical skills were associated with the student outcome statement: “An ability to apply knowledge, techniques, skills and modern tools of mathematics, science, engineering, and technology to solve broadly defined engineering problems appropriate to the discipline (ABET, 2024).” Figure 2 displays the distribution of supervisor ratings. The 95% Confidence Level for this assessment of analytical skills is a mean between 1.21 and 1.71. Knowledge of engineering principles (mean = 1.8) is a high-end outlier, and applications of design methods (mean = 1.0) is a low-end outlier. Use of mathematical models (mean = 1.3) and ability to solve technical problems (mean = 1.7) are proficiently demonstrated. Therefore, students achieved 50% of this student outcome. Analysis assessment.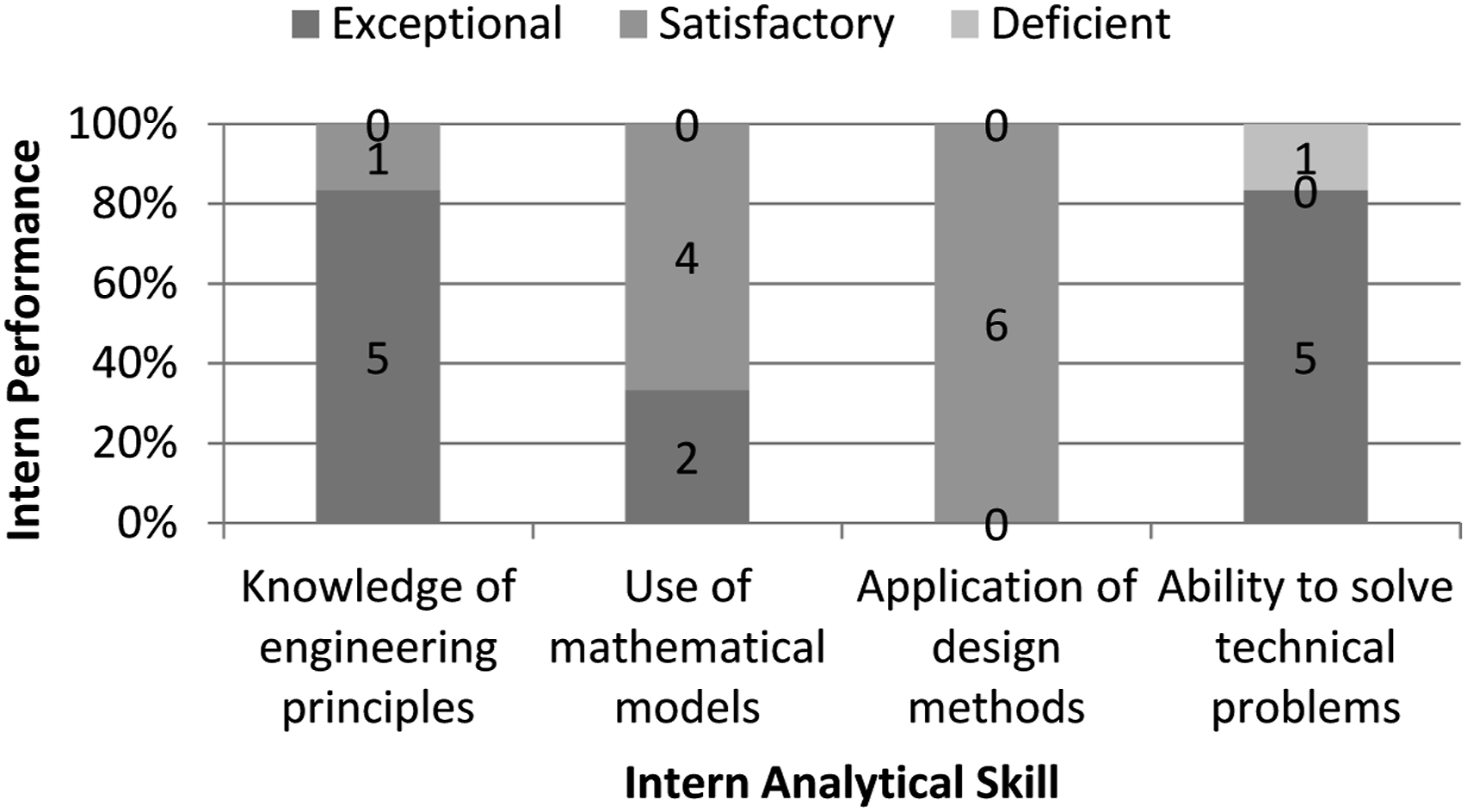
Empirical Skills were associated with the student outcome statement: “An ability to conduct standard tests, measurements, and experiments and to analyze and interpret the results to improve processes (ABET, 2024).” Figure 3 displays the distribution of supervisor ratings. The 95% Confidence Level for this assessment of empirical skills is a mean between 1.09 and 1.57. Selection of appropriate engineering tools (mean = 1.8) is a high-end outlier, and improvement of process control (mean = 0.8) is a low-end outlier. Performance of meaningful measurements (mean = 1.3) and interpretation of experimental results (mean = 1.3) are proficiently demonstrated. Therefore, students achieved 50% of this student outcome. Experimental assessment.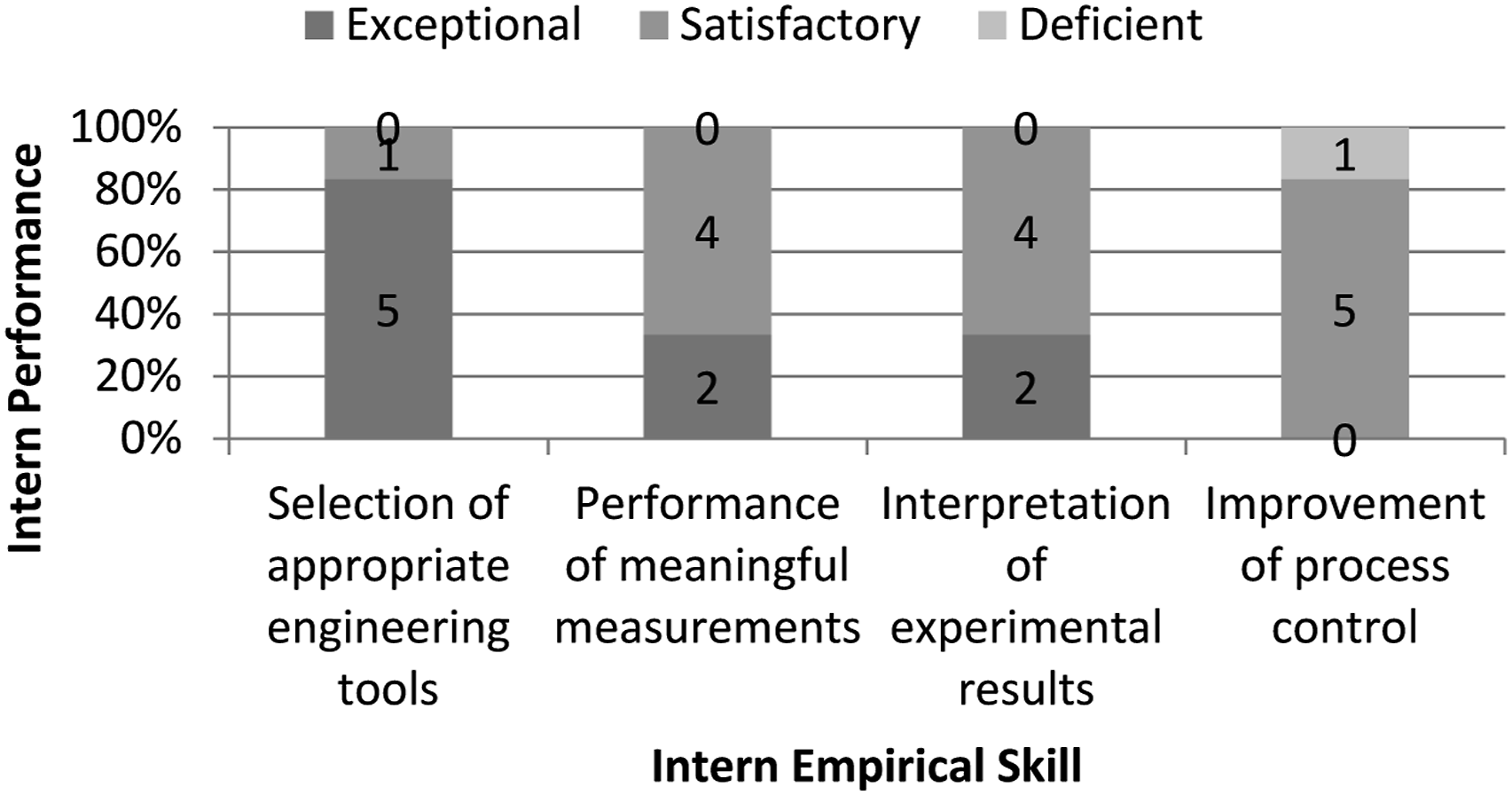
Collaborative Skills were associated with a student outcome statement: “An ability to function effectively as a member as well as a leader on technical teams (ABET, 2024).” Figure 4 displays the distribution of supervisor ratings. The 95% Confidence Level for this assessment of collaborative skills is a mean between 1.26 and 1.82. Use of management techniques (mean = 1.2) is a low-end outlier. Commitment to professional ethics (mean = 1.8), engagement in self-directed learning (mean = 1.7), and function effectively as a team member (mean = 1.5) are proficiently demonstrated. Therefore, students achieved 75% of this student outcome. Collaboration assessment.
Communicative skills were associated with a student outcome statement: “An ability to apply written, oral, and graphical communication in broadly defined technical and non-technical environments; and an ability to identify and use appropriate technical literature (ABET, 2024).” Figure 5 displays the distribution of supervisor ratings. The 95% Confidence Level for this assessment of communicative skills is a mean between 1.26 and 1.82. Illustration of data graphically (mean = 1.0) is a low-end outlier. Presentation of information orally (mean = 1.7), documentation of results in written reports (mean = 1.7), and listens actively to comments)mean = 1.8) are proficiently demonstrated. Therefore, students achieved 75% of this student outcome. Communication assessment.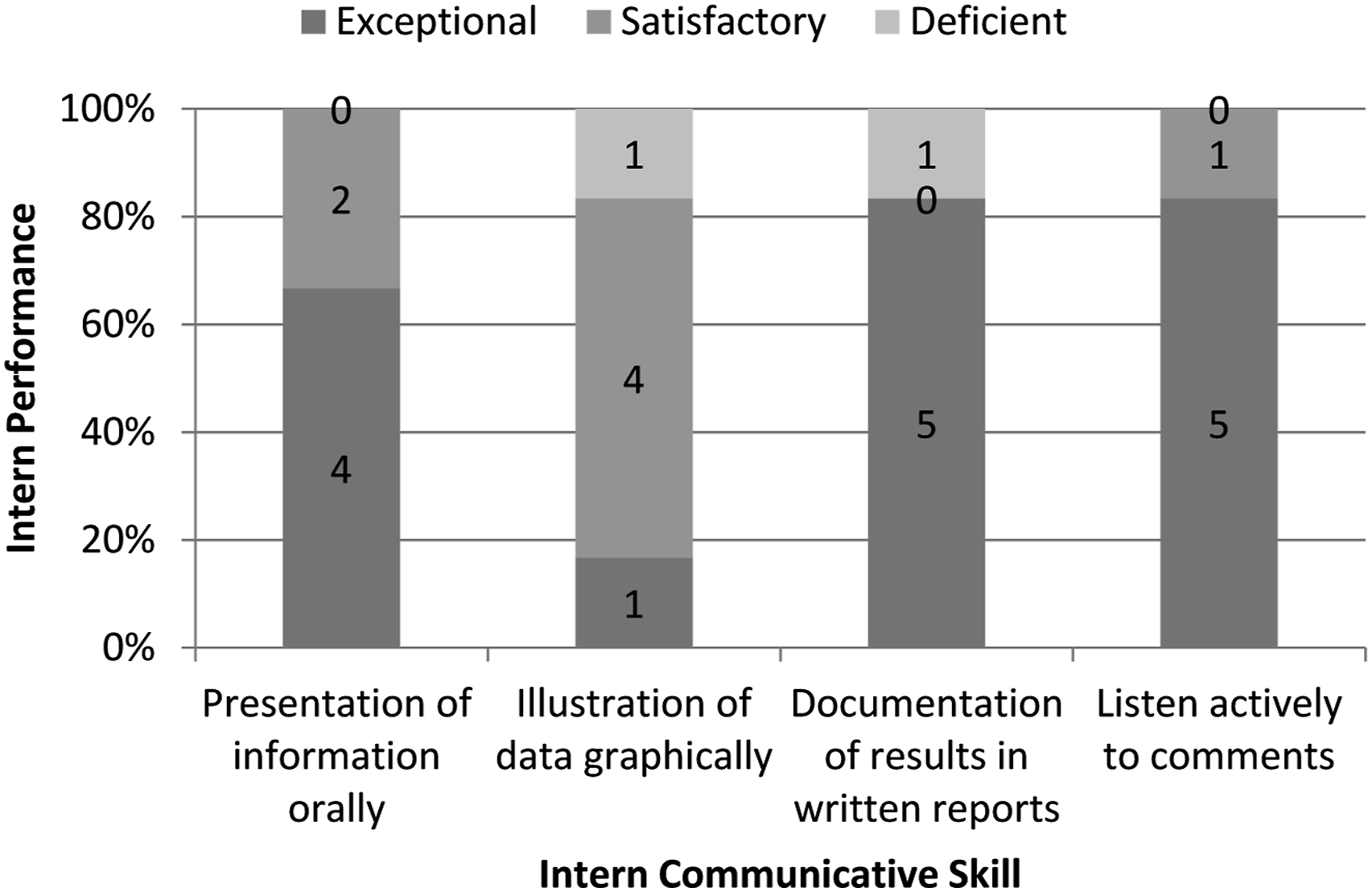
Supervisors’ evaluations from two semesters as undergraduates quantified the effectiveness of the internship experience in their baccalaureate program. Five of the six interns consistently demonstrated professional skills in the workplace. The sixth intern exhibited opportunities for improvement. All interns expressed satisfaction with the work experience in enhancing their academic learning.
Threats to validity
To support a critical interpretation of the results, this section outlines key threats to validity and study limitations. These are organized across four areas: theoretical contribution, construct validity, internal validity, and external validity.
This study contributes to experiential engineering education by framing internship-based DT implementation as a form of work-integrated learning that extends beyond classroom and capstone models. The students were in a sustained industrial context, this research highlights how DT projects can support the development of technical and professional competencies in environments characterized by real operational constraints. However, the contribution is context-bound, drawing on a single case within a small manufacturing setting over two semesters. Our findings align with existing experiential learning theory, however, the study offers limited theoretical generalization and would benefit from comparative studies across various use cases.
DT effectiveness was assessed through process-based metrics, including a reduction in machining cycle time, providing a concrete but narrow indicator of impact. Intern learning was evaluated using ratings that aligned with ABET outcomes. While this approach ensures alignment with established standards, it relies on subjective judgments. The absence of multiple independent measures limits the robustness of the assessment. Future work should incorporate direct performance assessments or longitudinal measures to strengthen validity.
The findings are subject to potential bias in both evaluation and interpretation. Reported outcomes are predominantly positive, including strong student performance and successful process improvements, raising concerns about confirmation bias and selective emphasis. Supervisor-based evaluations may also introduce bias due to close mentorship relationships. Although some variability in performance is noted, less successful outcomes and implementation challenges are not examined in depth. As a result, conclusions regarding the effectiveness of the internship model and DT integration should be interpreted as preliminary.
The study is limited by its small sample size, single institutional context, and case study design, which constrain generalizability. The findings reflect a specific implementation within a small manufacturing environment and may not transfer to other disciplines, institutional settings, or levels of technological maturity. While the results suggest potential implications for curriculum development and industry partnerships, these should be viewed as preliminary and context dependent. Broader, multi-site studies are needed to establish the reliability and applicability of the proposed approach.
Curricular competencies discussion
Automation hierarchy
The automation pyramid, illustrated in Figure 6 and known as the automation hierarchy, is a conceptual framework that illustrates the levels of automation within industrial systems. Particularly in smart manufacturing, it organizes production systems into layers representing different types of technologies, data processing functions, and decision-making responsibilities. The field level of sensors and actuators is the base of the pyramid. Sensors embedded in machines collect real-time data, while actuators respond to control signals from higher levels (Lu, 2017). The control level of PLCs, programmable automation controllers (PACs), and CNCs execute control logic based on sensor input. Connected devices enable fast, local decision-making before sending data upstream (Lee et al., 2014). The supervision level includes human-machine interfaces (HMI) and SCADA systems to visualize processes and allow operators to monitor and control operations. SCADA systems provide cloud connectivity and remote access to integrate DTs for diagnostics and optimization (Kang et al., 2016). The management level coordinates production planning, scheduling, and execution across the factory floor using a Manufacturing Execution System (MES). The MES used real-time data from machinery to dynamically adjust workflows, track product processing, and optimize throughput (Zhong et al., 2017). The enterprise level hands business functions like finance, procurement, human resources, and supply logistics with Enterprise Resource Planning (ERP). Modern ERP platforms are integrated with IoT and MES, enabling end-to-end visibility and data-driven enterprise decision-making (Kandarkar and Ravi, 2024). In smart manufacturing, the automation pyramid is flattened and integrated so data flows freely across levels, DTs can access data from every layer for simulation and prediction, and decisions are decentralized through AI and edge computing. Automation pyramid (adopted from Dimitrov and Alexandrova, 2024).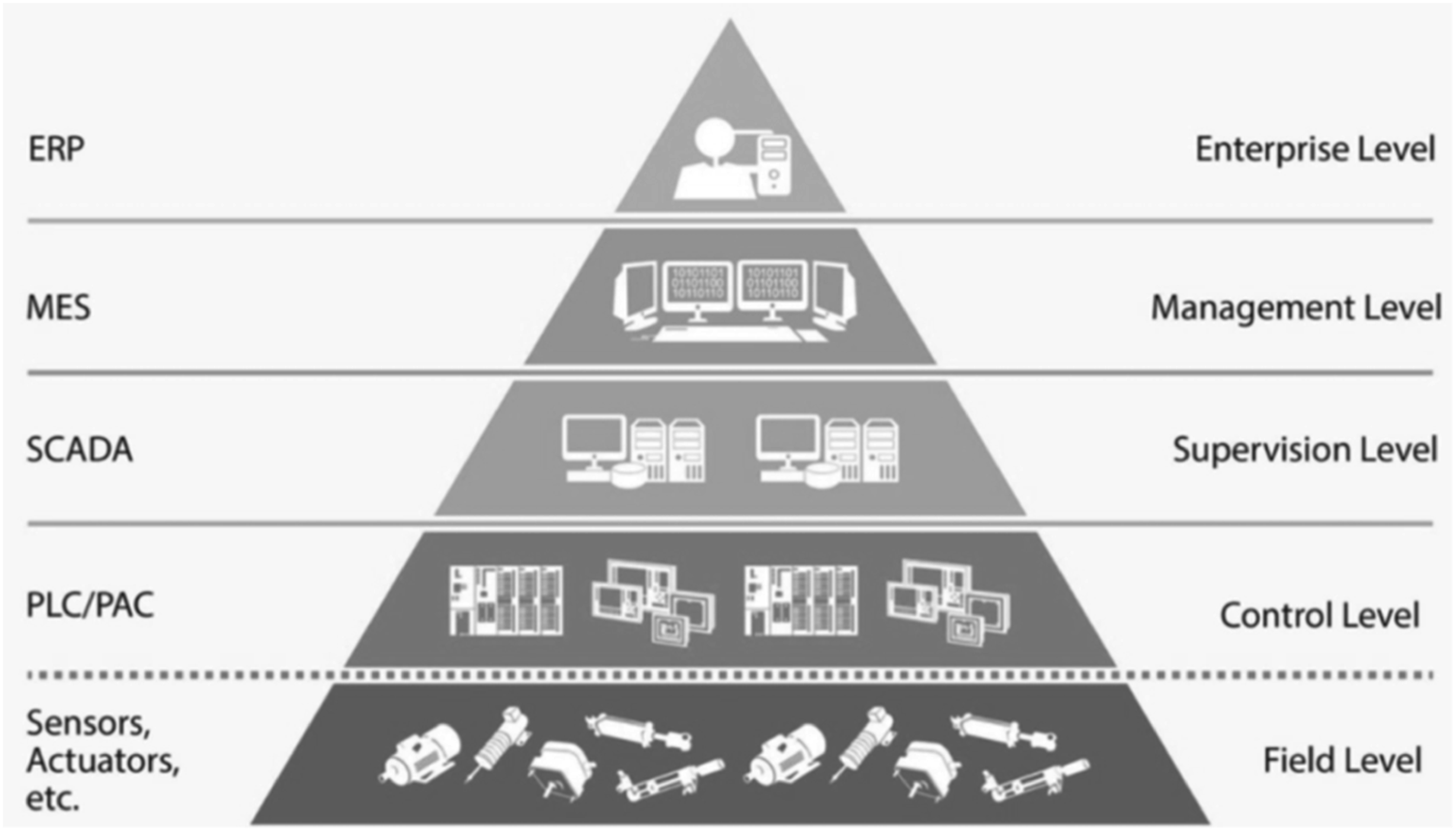
Engineering curriculum objectives
Focusing on ABET outcomes in this research ensured that this educational intervention aligns with nationally recognized standards for engineering competency. ABET requires engineering technology programs that it accredits to demonstrate student attainment of five specified outcomes (ABET, 2024). Baccalaureate degree students must demonstrate proficiency as defined in Table 3.
To prepare undergraduate students in electromechanical engineering technology to effectively contribute to SMMs adopting smart manufacturing technologies, curricula should evolve beyond traditional mechanical and electrical fundamentals. Several subject areas are recommended that align with Industry 4.0 goals and are practical for SMMs. PLCs and industrial networks – Focus on ladder logic programming, PLC architecture, and I/O interfacing. Learn communication protocols used in factory automation. IIoT and sensor integration – Introduce IIoT architecture and implementation using microcontrollers, industrial gateways, and edge analytics platforms. Cover principles of industrial sensing, analog and digital signal acquisition, and integration with microcontrollers and digital-to-analog converter (DAC) systems. HMI and SCADA systems – Introduce SCADA systems and HMI development for process control. Emphasis on screen design, alarm management, data logging, and communication with PLCs and sensors. Manufacturing data analytics and visualization – Analysis of time-series production data using software tools for data cleaning, visualization, key performance indicators, and anomaly detection in sensor streams. DTs and simulation – Explore DTs for machines, products, and processes by modeling physical systems, simulating DTs in software tools, and connecting DTs to real data. Cyber-physical systems and automation security – Cover cybersecurity principles for industrial environments, including authentication, network segmentation, risk analysis, and OT/IT convergence. MES and ERP concepts – Overview of MES and its role in production tracking, scheduling, and quality. Introduction to ERP systems and how MES interfaces with business operations.
These subject areas support ABET-aligned student outcomes in knowledge of modern tools, design of systems, graphical communication, experimental data analysis, and effective teamwork.
Students’ benefit
The interns reported a highly educational and transformative internship experience. Expectations were clearly defined through coordination meetings, project tasks, and mentorship assignments. Interns were trusted to take ownership of their responsibilities, while confident that assistance was available when challenges arose.
Their engineering judgment was refined in evaluating design trade-offs or weighing the pros and cons of sensor placement. A more strategic mindset developed to navigate technical ambiguity as they advanced into more complex roles. Their independent work required initiative, time management, and problem-solving stamina. From configuring software to troubleshooting broken scripts, they persisted through uncertainty, indispensable engineering skills.
Ethical responsibility was incorporated in each task. Whether reviewing part tolerances for compliance or discussing the global implications of digital manufacturing, they were reminded of the significance of engineering decisions. The project’s emphasis on quality assurance and systems thinking aligned perfectly with professional standards taught in the engineering curriculum.
Attending the Manufacturing Fellows Summit was a pivotal moment. It encouraged the interns to think not just as a technician or analyst, but as a potential entrepreneur and innovator. Interns recognized that engineers are uniquely positioned to launch technologies, lead cross-functional teams, and shape industry trends.
This internship was far more than a temporary work experience—it was a catalyst for personal and professional development. It helped them to bridge the gap between theory and practice, exposed them to transformative technologies, and nurtured the mindset needed to thrive in a fast-evolving industry. With sharpened skills, deeper insight, and renewed confidence, they were excited to pursue a future in manufacturing engineering, automation, and innovation leadership.
Employers’ benefit
The employer provided an onboarding process that included a group orientation and a physical tour of the manufacturing facility. Duties and expectations for process improvement were clearly explained. The company’s IoT applications were explored by extracting operational data from their CNC machinery. Transmitting data between devices identified issues of ensuring data compatibility and reliability while raising awareness of ethical and professional responsibilities.
A manufacturing engineer, interns, and machinist established the fabrication process for manufacturing the clamp ring. Baseline metrics of feeds and speeds for the machined part were defined and subsequently optimized for design, fabrication, and inspection processes. Trade studies ran simulations to examine the fixturing configurations, cutting tool selection, and milling sequences. The production time to manufacture the part was reduced from 58 to 28 minutes, increasing company profitability.
The employer demonstrated the application of industry and engineering standards, particularly prioritizing safety. The goal of process improvement was realized by minimizing material waste and reducing energy consumption.
Conclusion
This study demonstrates that integrating DT technology into experiential learning environments offers an effective approach to bridge academic instruction with the practical demands of modern manufacturing. Embedding students within an SMM engaged them in a structured internship aligned with ABET student outcomes and workforce development priorities. The interns’ contributions not only supported the host organization’s digital transformation goals but also enhanced their own technical competencies in areas such as data analytics, process optimization, and systems integration.
These findings suggest that strategic university-industry collaborations—grounded in hands-on, project-based experiences—can serve as a scalable model to prepare the next generation of IoT-savvy engineers. As digital technologies continue to evolve, such partnerships will be critical in ensuring that engineering education remains responsive to industry needs and technological advancements.
Moreover, the contrasting context between traditional and smart manufacturing highlights the added value of digital twin-enabled workflows in fostering higher-order cognitive skills. Intern performance indicated growth in analytical, empirical, collaborative, and communicative skills. Employers benefited from fresh perspectives, increased operational insights, and potential pathways for innovation within resource-constrained SMM settings.
Despite these promising results, the study acknowledges limitations, including the scope of the case study, variability in internship experiences, and potential biases in performance evaluation. These threats to validity suggest the need for broader, multi-site investigations and more standardized assessment frameworks.
In conclusion, DT technology represents a compelling avenue for enriching experiential engineering education. Its integration into internship programs and curricula can better prepare students for the complexities of modern manufacturing while simultaneously supporting industry needs. Future work should focus on scaling such models, refining competency assessment methods, and exploring long-term impacts on student career trajectories and organizational performance.
Footnotes
Ethical considerations
This article does not contain any studies with human or animal participants.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Pennsylvania Department of Community and Economic Development [grant number 1060181-483477]. Award Recipient are Terrance Speicher, Joanna DeFranco, and Charles Stricker.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.