
Abstract
To address the issues of high energy consumption and slow heating rates in traditional curing processes for carbon fiber reinforced polymer (CFRP) tubes, this paper proposed the use of a segmented semi-circular rectangular coil for the external induction heating of rotating CFRP tubes, and established a corresponding multiphysics finite element model. The regulatory mechanisms of current, frequency, the number of coil turns, and the coil-to-tube distance on the maximum temperature and the temperature non-uniformity index were systematically investigated. To overcome the computational bottleneck of the excessive time consumption associated with transient coupled simulations, this paper introduced Bayesian-optimized Support Vector Regression (BO-SVR) to construct a high-precision surrogate model of the temperature field, which was then combined with the Multi-objective Snow Ablation (MSA) optimization algorithm to perform Pareto collaborative optimization of the process parameters. The results indicate that the optimized process scheme meets the requirements of specific curing temperature zones, with the temperature non-uniformity index reduced by 63% compared to the original scheme. Furthermore, the predictions of the surrogate model are in high agreement with the finite element simulation results. This study provides a solid theoretical foundation and practical process guidance for the efficient and high-quality induction heating molding of rotating CFRP tubes.
Keywords
Introduction
Carbon fiber reinforced polymer (CFRP) composites have been widely applied in high-end equipment structures, such as aerospace and modern manufacturing, owing to their exceptional stiffness, high strength, and significant lightweight advantages.1,2,3,4 With the emergence of advanced processing techniques, the thermal response behavior and molding quality control of carbon fiber composites under complex working conditions have attracted considerable attention from both academia and industry. 5 Among various heating technologies, electromagnetic induction heating is rapidly emerging as a research hotspot in the advanced thermal processing of composite materials, primarily due to its prominent advantages of non-contact operation, rapid response, and precise controllability over local thermal fields.
Extensive multi-scale research, ranging from microscopic heat generation to macroscopic prediction, has been conducted to address the complex physical mechanisms and multi-physics coupling evolution of CFRP induction heating. Barazanchy et al. 6 revealed the dominant mechanisms of local Joule heating and interlaminar thermal diffusion by systematically analyzing the microscopic heat generation and macroscopic heat transfer processes in induction welding. Holland et al. 7 developed a fully coupled multi-physics model that elucidated the complex current conduction paths between the polymer matrix and the carbon fiber network under alternating electromagnetic fields, enabling the precise theoretical quantification of Joule heating effects. To address structural anisotropy, Lundström et al. 8 constructed a 3D numerical model that successfully overcame the difficulties of predicting heat flow in complex laminates and accurately captured the dynamic thermal fields of cross-ply CFRP. Fu et al. 9 investigated the transient thermal behavior of plain-woven CFRP using a meso-scale finite element model, observing the non-linear perturbations of the local thermal field and the evolution of micro-regional temperatures caused by the fiber interlaced structure. Through precise experiments, van den Berg et al. 10 demonstrated the decisive influence of anisotropic conductivity on the macroscopic thermal response of fabric-reinforced composites, providing essential material parameters and boundary conditions for high-fidelity numerical simulations. Fink et al. 11 conducted a systematic experimental validation of classic electromagnetic-thermal coupling models, verifying the predictive reliability of these theoretical models under practical operating conditions and defining their applicable parameter boundaries. Li et al. 12 further explored the microscopic heat generation mechanisms of cross-ply thermoplastic composites, identifying the central role of interlaminar interfaces and fiber contact points in the overall heat production process. Furthermore, Yatim et al. 13 utilized advanced thermal analysis techniques to evaluate the thermal degradation behavior of the material, precisely defining the critical failure conditions of CFRP under extreme high temperatures and providing a scientific basis for establishing safe induction heating process windows.
When optimizing induction heating process parameters in high-dimensional spaces, transient non-linear finite element solving is frequently hindered by prohibitively high computational costs. Therefore, introducing efficient surrogate models has emerged as a critical approach to overcoming this computational bottleneck. In recent years, numerous scholars have extensively explored this domain. Guo et al. 14 developed a temperature field prediction model for the induction welding of thermoplastic composites using a data-driven neural network, effectively reducing the strong reliance on complex a priori physical knowledge. Lari et al. 15 constructed a hybrid neural network model that significantly improved the prediction accuracy of non-linear temperature characteristics during the induction curing process. Liang et al. 16 proposed a deep learning-based surrogate model, which substantially enhanced the simulation and optimization efficiency of the composite laminate curing process. Di Barba et al. 17 integrated deep neural networks with Gaussian process regression, achieving the precise mapping of multiphysics fields in dual-frequency induction equipment. Additionally, Pavlíček et al. 18 comprehensively compared and validated the prediction accuracy and applicability of various surrogate models in complex electromagnetic heating simulations.
Building upon the development of efficient prediction models, incorporating heuristic optimization algorithms for multi-objective decision-making represents the ultimate step in enhancing process performance. Baldan et al. 19 proposed a multi-surrogate assisted multi-objective decision-making algorithm, which substantially mitigated the computational delay challenges in high-dimensional process optimization. Xu et al. 20 combined particle swarm optimization with non-dominated sorting genetic algorithms, successfully improving the temperature control accuracy and overall energy utilization efficiency of electromagnetic heating equipment. Di Barba et al. 21 integrated computational biogeography optimization with evolutionary algorithms, yielding highly robust Pareto optimal solutions for multi-objective induction heating problems. Leuca et al. 22 utilized genetic algorithms for system parameter matching, thereby realizing the highly efficient optimal design of induction heating equipment.
Despite the considerable progress achieved in induction heating modeling and multi-objective optimization, several critical issues remain unresolved. Existing work is largely confined to two-dimensional flat components, while the dynamic temperature field evolution mechanisms of three-dimensional rotating tubes under complex electromagnetic-thermal coupling have received little attention. Concurrently, the fitting capabilities of conventional surrogate models exhibit notable limitations. When processing high-dimensional and strongly non-linear multiphysics coupled data, these models are frequently constrained by limited sample sizes, struggling to achieve the high-fidelity mapping of complex process features and consequently falling into the bottleneck of insufficient prediction accuracy. Furthermore, current multi-objective optimization strategies face severe challenges, as they are highly susceptible to being trapped in local optima when handling high-dimensional, strongly coupled parameters.
To address these limitations, this paper presents a systematic investigation into the induction heating process of carbon fiber reinforced polymer rotating tubes. An external rectangular semi-circular coil topology is adopted. Compared with traditional fully enclosed or internal coils, this configuration not only facilitates assembly, disassembly, and temperature field observation, but also effectively mitigates the local concentration of eddy currents, thereby significantly enhancing the uniformity of temperature distribution. Based on this framework, finite element analysis was first conducted to explore the effects of current, frequency, the number of coil turns, and the coil-to-tube distance on the maximum temperature and the temperature non-uniformity index. Subsequently, a Support Vector Regression model based on Bayesian optimization was introduced to construct a high-precision temperature field surrogate model, effectively replacing time-consuming numerical simulations. Finally, an improved multi-objective Snow Ablation Optimizer was employed to perform a Pareto collaborative optimization of heating efficiency and temperature field uniformity. The ultimate aim of this study is to provide scientific process guidance and solid theoretical support for the high-quality induction heating molding of CFRP tubes.
Mechanism modeling and validation
Mechanism of electromagnetic induction heating
The induction heating of CFRP is a typical strongly coupled process involving the interaction between the electromagnetic and temperature fields. The physical mechanism is that an alternating electromagnetic field induces eddy currents within the conductive carbon fiber network. These eddy currents generate Joule heat by overcoming the electrical resistance of the carbon fibers, which subsequently leads to an increase in the material’s temperature. Conversely, variations in temperature alter the electromagnetic and thermophysical properties of the CFRP, thereby affecting the distribution of both the electromagnetic and temperature fields.
The induction heating process is described by the frequency-domain Maxwell’s equations. To account for the significant anisotropy in the electrical conductivity of the CFRP material, a conductivity tensor

By introducing the magnetic vector potential

Combining Faraday’s law of electromagnetic induction and applying the Coulomb gauge (neglecting the scalar potential gradient), the induced electric field

By substituting equations (2) and (3) into equation (1) and applying the constitutive relations, the frequency-domain electromagnetic wave equation with the magnetic vector potential as the unknown variable is obtained as:

The key to the coupling between the electromagnetic and temperature fields lies in energy conversion. The heat generation mechanism within the CFRP is primarily Joule heating (eddy current loss) generated by the electrical resistance of the carbon fibers.
According to the differential form of Joule’s law, the volumetric electromagnetic heat loss power density is calculated using the electric field intensity distribution obtained from equation (3), which serves as the coupling term connecting the electromagnetic and thermal fields:

The temperature field distribution within the CFRP is governed by the law of conservation of energy. To account for the anisotropy in the material’s thermal conductivity, a thermal conductivity tensor

Based on the transient thermal energy balance equation, by substituting the heat flux defined in equation (6) and the electromagnetic heat source calculated in equation (5), the nonlinear transient heat conduction governing equation within the CFRP is derived as:

Finite element simulation modeling
Given the extreme complexity of the mesoscopic structure of CFRP, directly establishing microscopic models of individual fibers in finite element analysis would incur prohibitively high computational costs. Therefore, a macroscopic homogenization assumption was introduced in this study, and the CFRP was modeled as an equivalent anisotropic continuous medium. Regarding the design of the heating apparatus, a segmented rectangular semi-circular coil topology was adopted. By introducing axial gaps between adjacent coil segments, this configuration effectively interrupted the concentrated eddy current fields typically induced by conventional continuous windings. Simultaneously, the edge effect of the magnetic field at these gaps was utilized to mitigate heat accumulation in the central region of the tube, thereby significantly improving the uniformity of the axial temperature distribution.
In this study, a three-dimensional geometric model of a CFRP tube heated by a three-segment rectangular coil was developed using COMSOL Multiphysics software, as illustrated in Figure 1. Within the model, the length of the CFRP tube was set to 200 mm with a wall thickness of 2 mm. The width of the external heating coil was 42 mm, and the coil-to-tube distance was specified as 3 mm. Geometric model of the CFRP pipe heated by a rectangular coil.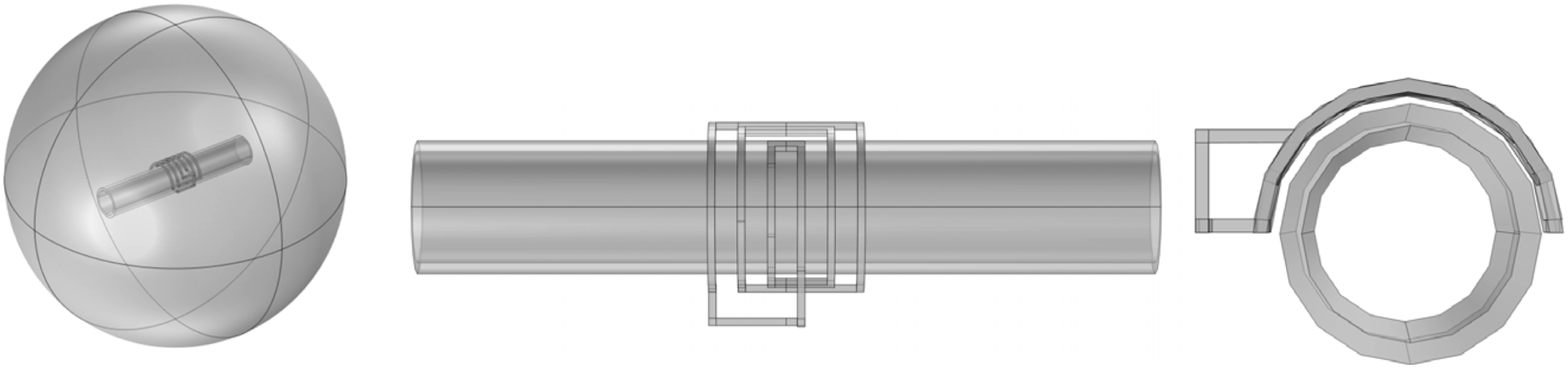
Material parameters used in the simulation.
The quality of spatial mesh discretization directly affects the convergence and solution accuracy of the finite element model. In this study, the entire computational domain was discretized using a free tetrahedral mesh. Given that the core of the analysis focuses on the temperature evolution within the workpiece, the non-core air domain was coarsened to effectively reduce the overall computational load. Conversely, local mesh refinement was applied to the coil and tube regions, where the electromagnetic and temperature field gradients exhibit drastic variations. As illustrated by the mesh quality evaluation results in Figure 2, the overall mesh skewness values of the model are predominantly distributed above 0.6. This confirms that the proposed meshing strategy not only ensures high-quality element morphology but also fully satisfies the requirements for high-precision multiphysics solving. Mesh quality of the air domain, coil, and workpiece.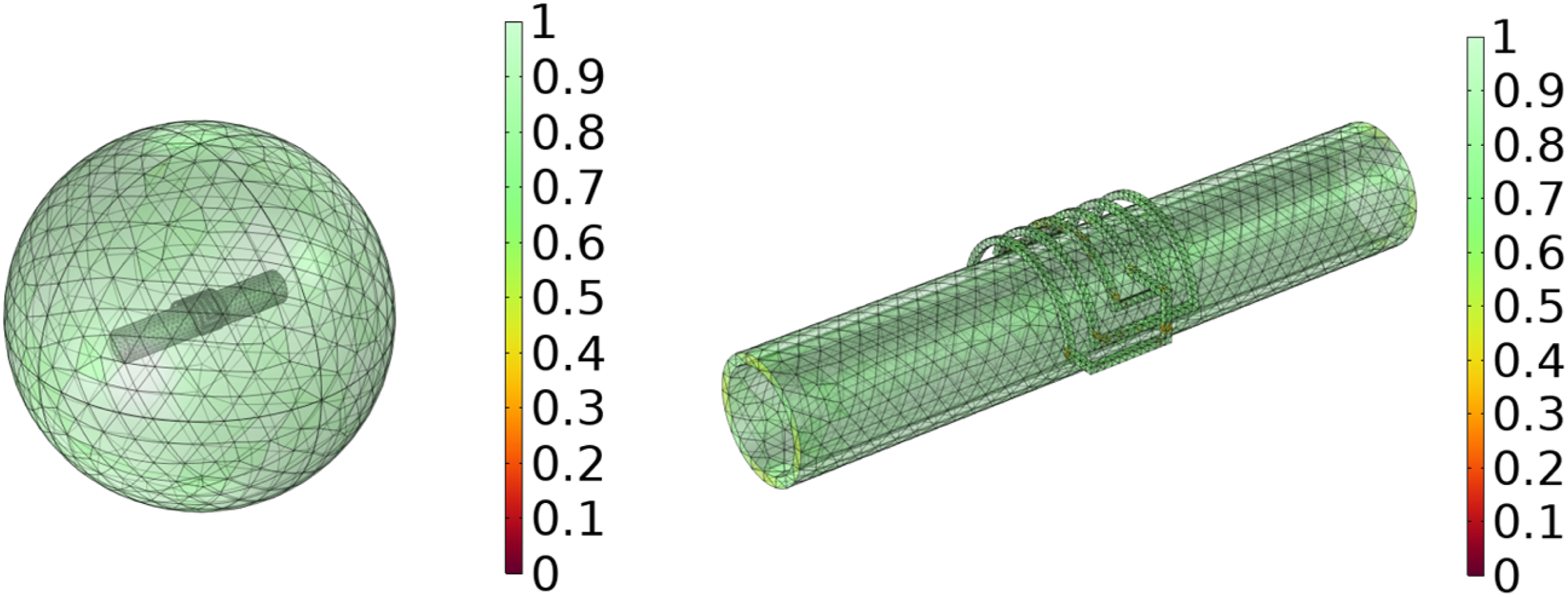
Following the completion of meshing and the construction of the multiphysics coupling, the electromagnetic and heat transfer boundary conditions were precisely configured. The input current was set to 16 A, the AC frequency to 17 kHz, and the number of coil turns to 20, while the initial ambient temperature of the system was uniformly set to 20°C. Given the asymmetric heating characteristics of the adopted semi-circular coil topology, the workpiece was required to rotate continuously during the heating process to achieve a uniform circumferential temperature distribution. The selection of the rotational speed required balancing multiple engineering constraints. An excessively low speed could induce local hot spots and temperature distribution distortion in the tube, whereas an excessively high speed would significantly increase the complexity of the motion control system and the mechanical operating load. Therefore, after comprehensively considering heating efficiency, temperature field uniformity, and the long-term operational stability of the equipment, the rotational speed of the workpiece was set to 5 r/min. Regarding the solver configuration, a transient study approach was adopted, and the total simulation time was set to 1200 s, with the aim of extracting and accurately solving the spatial magnetic flux density distribution patterns and the dynamic temperature field evolution process of the composite tube throughout the entire heating cycle.
Temperature field analysis
Figure 3 illustrates the magnetic flux density distribution during the induction heating of the CFRP tube using the semi-circular rectangular coil. As can be seen in the figure, the magnetic field generated by the coil exhibits a highly concentrated band-shaped distribution on the tube surface. Owing to the unique topological characteristics of the rectangular coil, the magnetic field achieves broad coverage in the circumferential direction of the tube. Consequently, the magnetic flux density distribution demonstrates favorable uniformity, being only slightly higher at the coil center. Magnetic flux density distribution.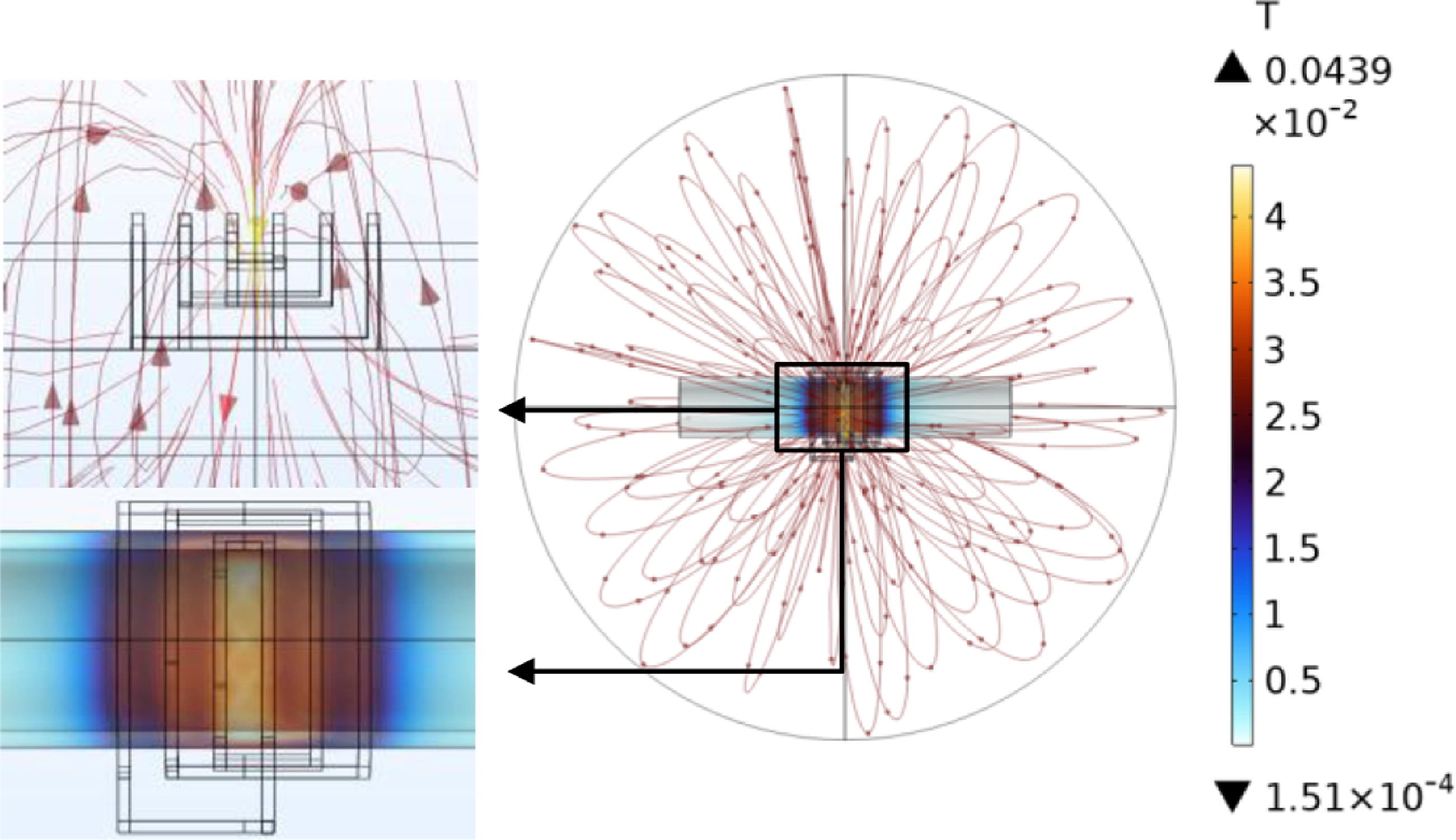
Figure 4 illustrates the heat generation distribution of the CFRP tube subjected to induction heating by the semi-circular rectangular coil. As can be observed in the figure, the generated heat is predominantly concentrated in the regions corresponding to the outer turns of the coil. In contrast to Figure 3, despite the relatively high magnetic flux density in the central region of the rectangular coil, the induced heat generation remains noticeably weak. Conversely, directly beneath the outer coil conductors, where the magnetic field distribution is weaker, the induced electric field generated by the variations in magnetic flux is the most intense. This leads to a high concentration of induced eddy currents in this region, thereby forming concentrated heat source bands. Heat generation distribution of the CFRP tube.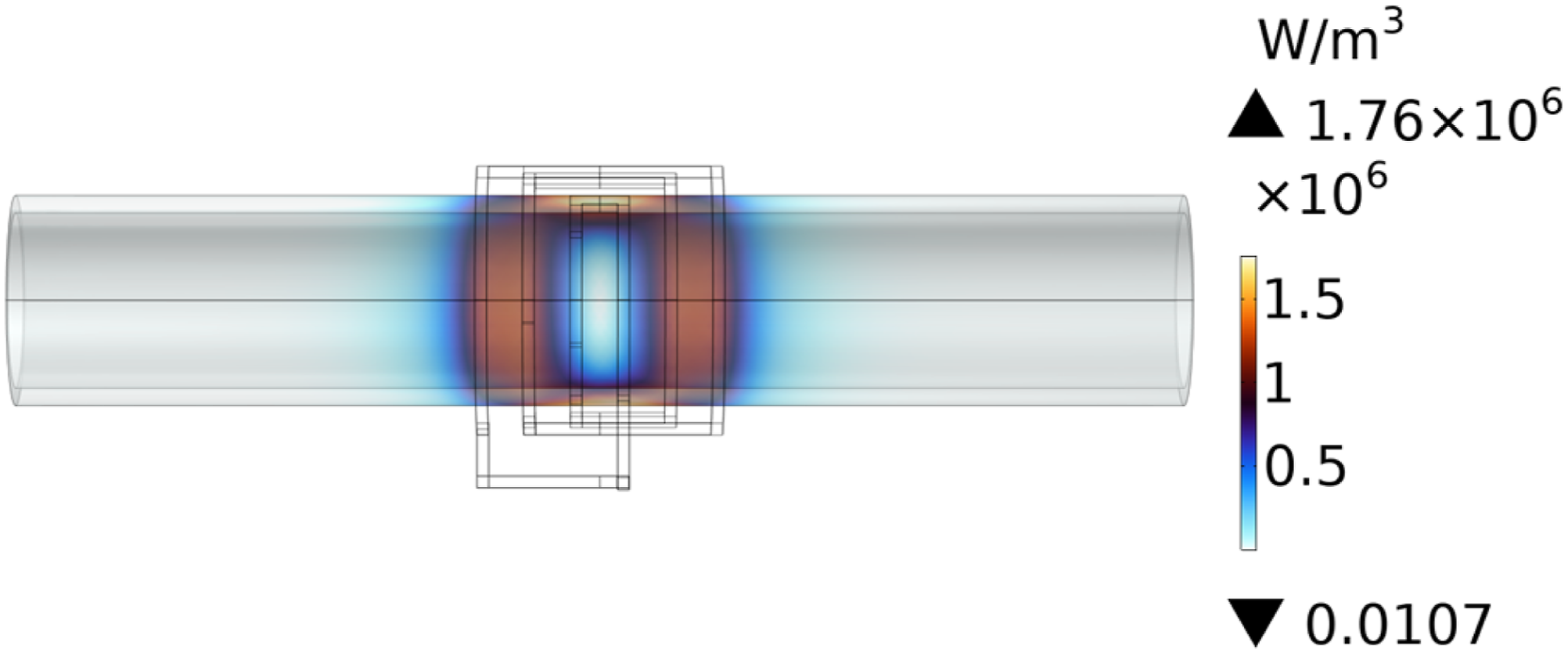
During the electromagnetic induction heating process, the alternating magnetic field penetrates the carbon fiber composite and induces eddy currents, thereby achieving synchronous heat generation on both the inner and outer sides of the material. As illustrated in Figure 5, the temperature difference between the inner and outer surfaces of the tube wall consistently remains within a minimal range of 1 to 2°C throughout the entire heating cycle. Owing to this exceptional uniformity in radial temperature distribution, real-time monitoring of the outer surface temperature alone is sufficient to accurately infer the temperature evolution state of the inner wall in practical engineering applications. Heating curves of the inner and outer surfaces of the CFRP tube.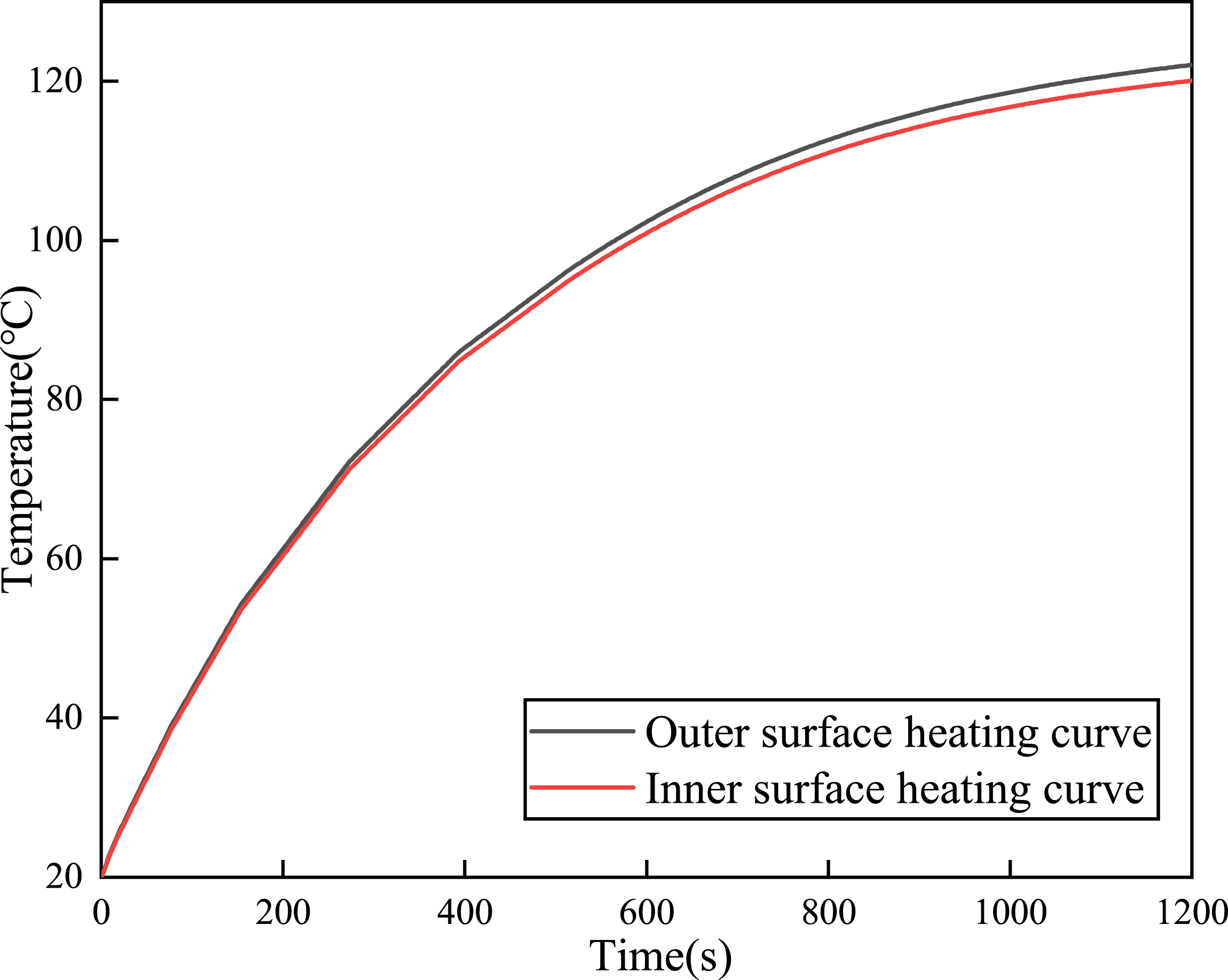
Figure 6 visually illustrates the dynamic evolution of the temperature field of the CFRP tube subjected to the rectangular coil. In the initial stage of transient heating at 0.05 s, a slight temperature rise is confined solely to the regions directly beneath both sides of the coil. Driven by the continuous rotation of the tube, the induced Joule heat rapidly concentrates in the regions on both sides of the coil between 0.5 s and 5 s, clearly delineating two prominent band-shaped high-temperature zones on the surface of the tube wall. During the continuous heating phase from 60 s to 1200 s, the overall surface temperature of the tube exhibits a rapid and steady upward trend, ultimately reaching a peak temperature of 122°C at 1200 s. Throughout the entire dynamic heating cycle, based on the solid heat conduction mechanism within the carbon fiber composite, the highly concentrated local heat gradually diffuses outward along the axial and circumferential directions of the tube. This physical process directly facilitates the continuous expansion of the effective temperature-rise region. Transient temperature field distribution of the CFRP tube heated.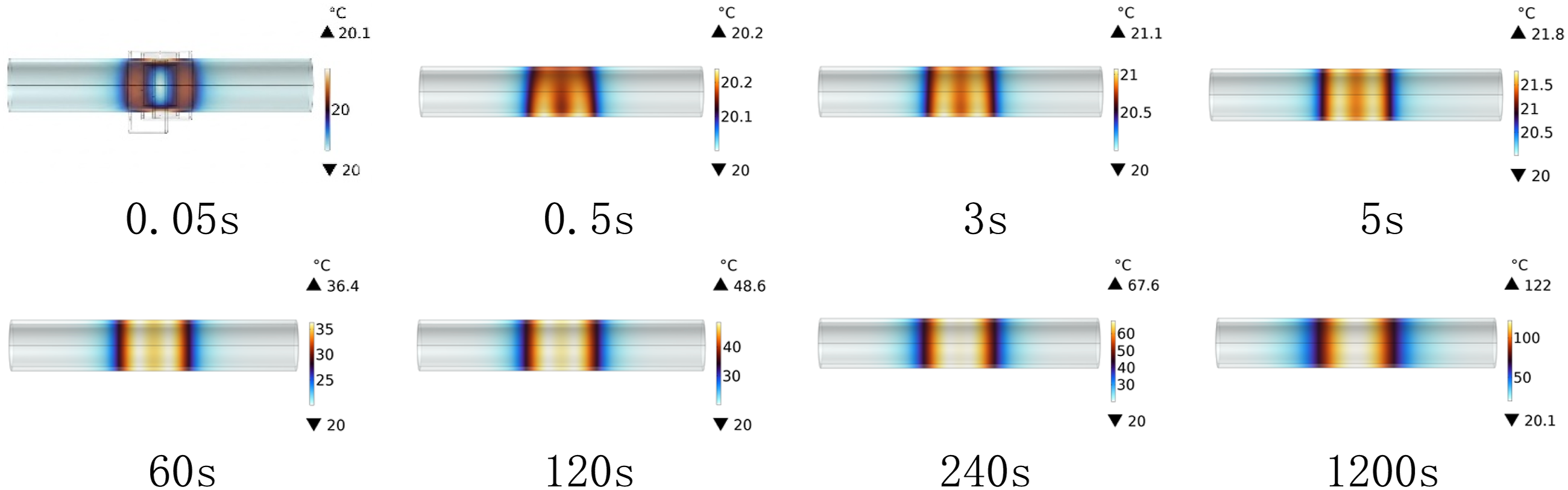
Temperature uniformity index
To evaluate the heating uniformity, a dimensionless temperature non-uniformity index
24
is introduced, which is defined as follows:
Effect of heating parameters on temperature distribution
To investigate the regulatory mechanism of frequency on the induction heating temperature field of CFRP tubes, a simulation study was conducted using the control variable method. While maintaining a constant induction current of 16 A, 20 coil turns, and a coil-to-tube distance of 3 mm, four frequency conditions (14 kHz, 17 kHz, 20 kHz, and 23 kHz) were established to analyze the evolution patterns of the maximum temperature, heating rate, and temperature distribution uniformity of the tube over a 1200 s heating cycle.
Figure 7(a) visually presents the transient temperature rise curves of the composite tube under different excitation frequencies. Under all frequency conditions, the temperature rise history of the tube exhibits significant non-linear characteristics, namely, a sharp temperature surge in the initial heating phase, followed by a gradual convergence of the heating rate, ultimately approaching a steady state. When the heating continues to 1200 s, the maximum temperatures corresponding to the frequencies of 14 kHz, 17 kHz, 20 kHz, and 23 kHz reach 89.0°C, 121.6°C, 160.6°C, and 207.0°C, respectively. This result profoundly reveals the strong dependence of the system’s thermal response on the excitation frequency. An increase in frequency significantly intensifies the Joule heat accumulation effect within the material, thereby effectively increasing the temperature. Furthermore, the steady-state temperature difference between adjacent frequency conditions exhibits an incrementally widening trend with the increase in frequency. To further investigate the dynamic time-varying characteristics of the heating process, the heating rate evolution curves, as illustrated in Figure 7(b), were derived based on the aforementioned temperature data. Under each frequency setting, the evolution of the heating rate follows a non-linear decay pattern, characterized by a maximum value in the initial stage, followed by a rapid decline, and ultimately leveling off at a low value. Specifically, during the first minute of heating initiation, the average heating rates for the 14 kHz and 17 kHz conditions are 0.173°C/s and 0.252°C/s, respectively, whereas those for the 20 kHz and 23 kHz conditions surge to 0.349°C/s and 0.462°C/s, respectively. As the electromagnetic-thermal coupling process progresses, the system gradually approaches a thermal equilibrium state. By the 20th minute of heating, the instantaneous heating rates under all frequency conditions have substantially decayed to below 0.024°C/s. Effect of frequency on temperature variation.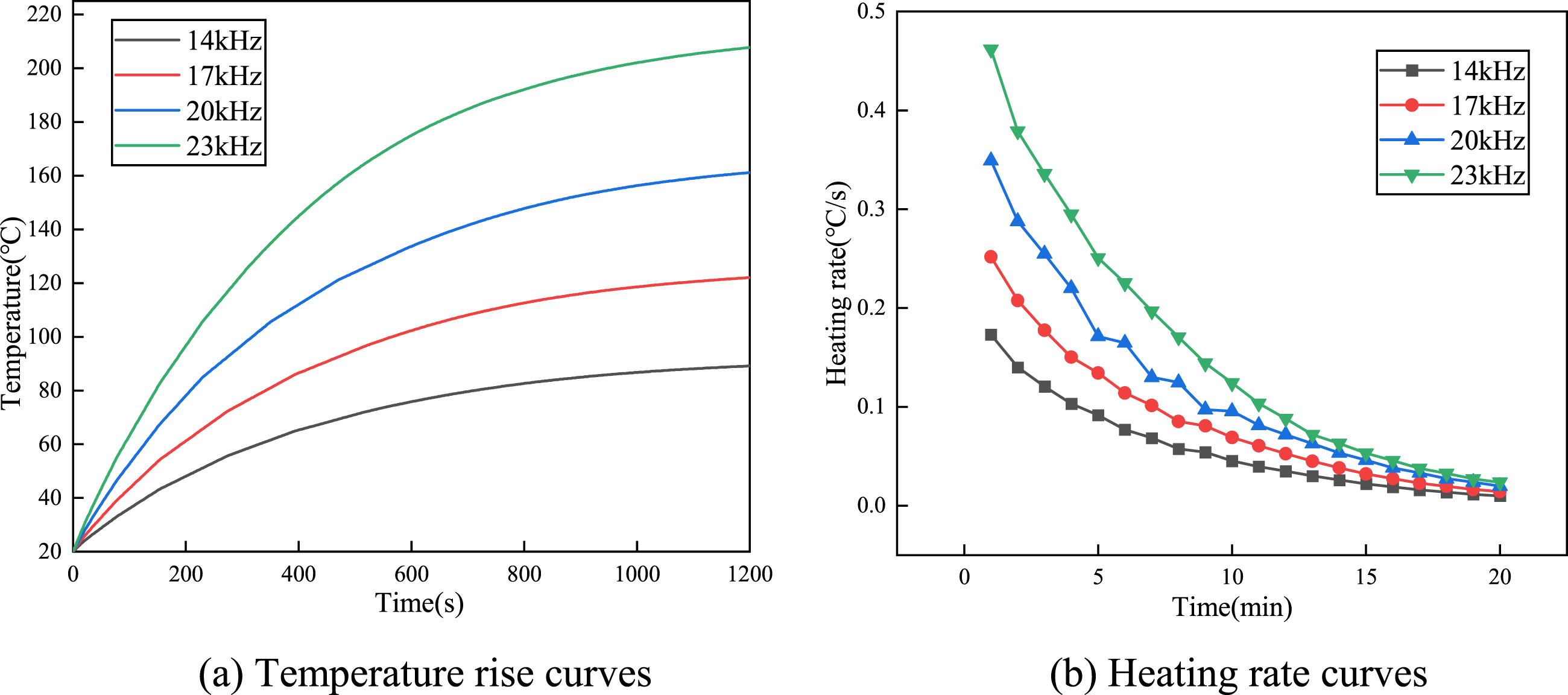
Figure 8 illustrates the evolution of the temperature non-uniformity index with respect to heating time under different frequencies. As indicated in the figure, the temperature non-uniformity index increases with both frequency and heating time. At any given moment, a higher frequency exacerbates the non-uniformity of the temperature distribution. After 20 minutes of heating, the temperature non-uniformity index for the 23 kHz condition reaches 2.71 times that of the 14 kHz condition. In the temporal dimension, the temperature non-uniformity index across all frequencies rises continuously as heating proceeds, with the growth rate during the first 5 min being significantly higher than that in the final 10 min. This phenomenon is attributed to the strong skin effect of the high-frequency current, which causes the eddy currents to highly concentrate in the surface layer of the CFRP, thereby forming hot spots. The accumulation of localized overheating ultimately leads to a continuous expansion of the overall temperature dispersion as the heating process progresses. Effect of frequency on temperature uniformity.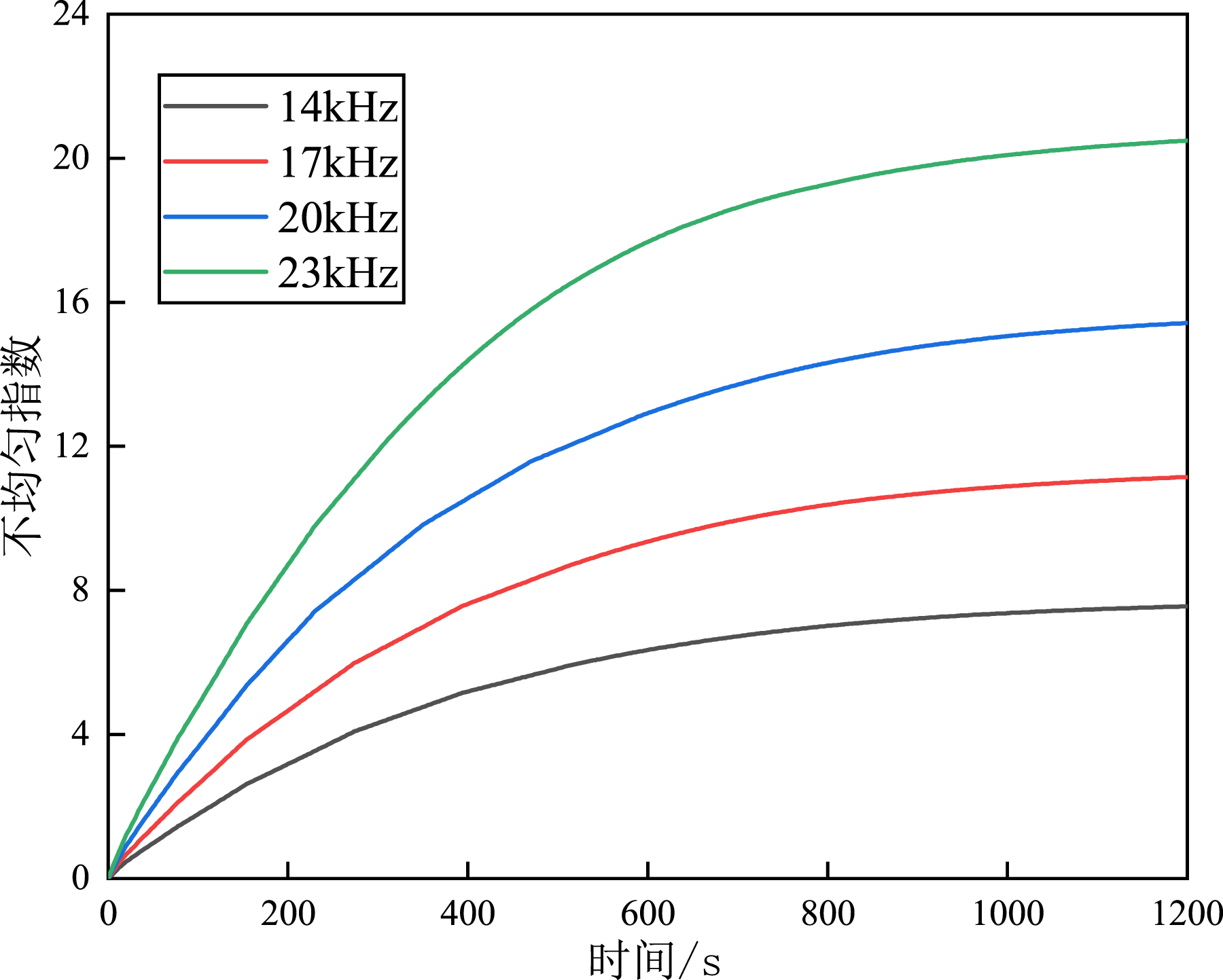
To elucidate the regulatory mechanism of induction current on the heating temperature field of CFRP tubes, a simulation study was conducted using the control variable method. While maintaining a constant excitation frequency of 17 kHz, 20 coil turns, and a coil-to-tube distance of 3 mm, four current conditions (14 A, 16 A, 18 A, and 20 A) were established to obtain the temperature evolution data, heating rate, and temperature uniformity indicators of the tube over a 1200 s heating cycle.
Figure 9(a) illustrates that the temperature rise of the CFRP tube under different currents consistently exhibits non-linear characteristics, manifesting as a rapid initial climb followed by a gradual leveling off. At 1200 s of heating, the maximum temperatures for the 14 A, 16 A, 18 A, and 20 A conditions are 98.1°C, 121.6°C, 149.1°C, and 179.3°C, respectively. For every 2 A increase in current, the final temperature increases by an average of 23 to 30°C, and the temperature difference between adjacent conditions expands as the current rises, highlighting the accumulation effect of Joule heat under high currents. Figure 9(b) indicates that the heating rates under all conditions exhibit a pattern of an initial sudden surge followed by continuous decay. During the first minute, the average heating rates for the 14 A to 20 A conditions are 0.195, 0.252, 0.319, and 0.394°C/s, respectively, which drop to 0.011, 0.014, 0.018, and 0.022°C/s by the 20th minute. Since the heating power is directly proportional to the square of the current, a higher current exacerbates the transient accumulation of Joule heat during the initial stage. Concurrently, the widened temperature difference between the tube and the ambient environment accelerates heat dissipation, ultimately causing the late-stage heating rates of all conditions to decay by approximately 94%. Effect of excitation current on temperature variation.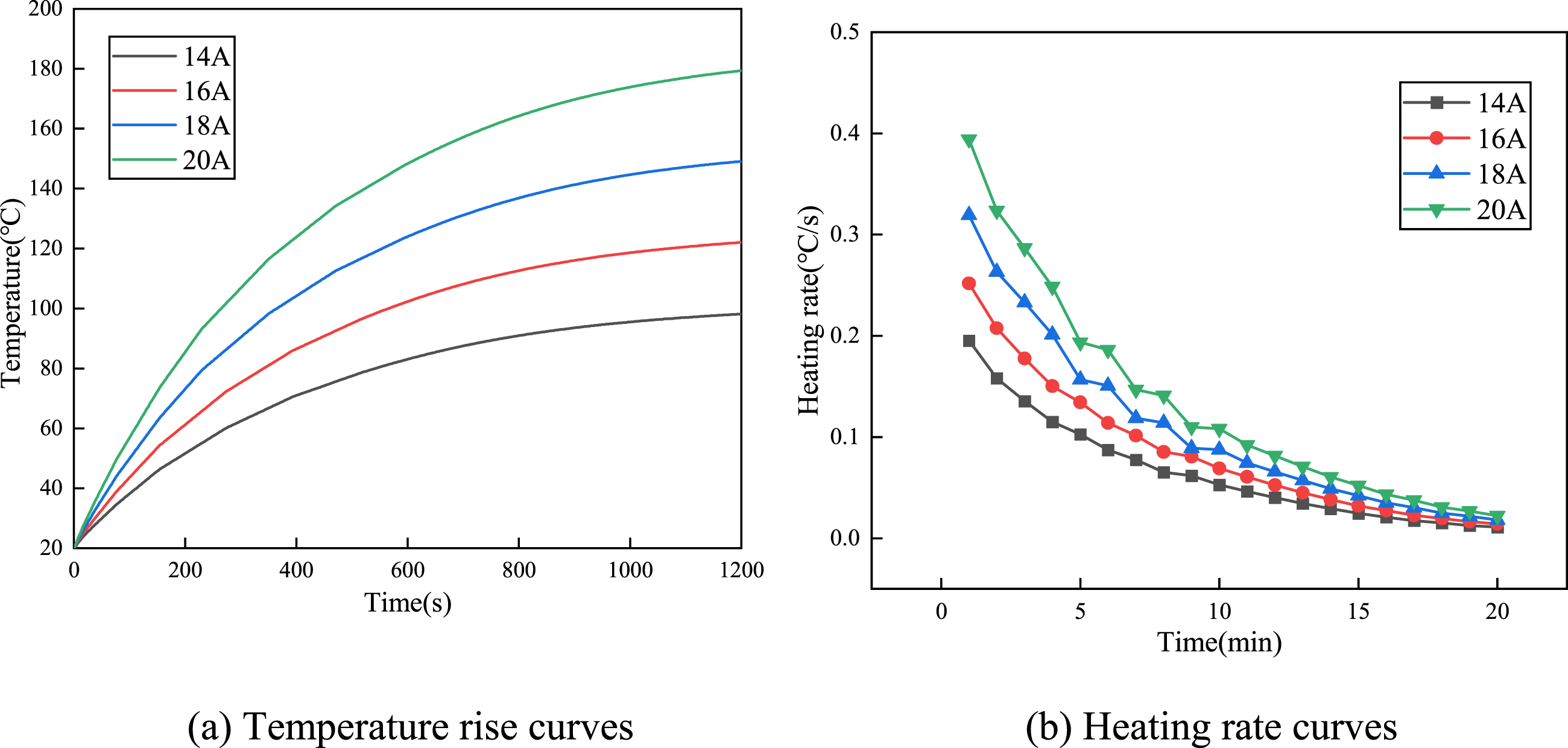
Figure 10 indicates that the temperature non-uniformity index of the CFRP tube under all conditions rises continuously as the heating time increases. At any given moment, the temperature non-uniformity index increases monotonically with the current, and high currents significantly deteriorate the uniformity of the temperature field. By the 20th minute of heating, the temperature non-uniformity index for the 20 A condition reaches 17.41, which is 2.05 times that of the 14 A condition. The underlying mechanism is that high currents intensify the magnetic field, promoting the localized concentration of eddy currents at the intersection nodes of carbon fiber bundles to form hot spots. The continuous accumulation of heat generation differences ultimately expands the dispersion of the temperature field. Effect of excitation current on temperature uniformity.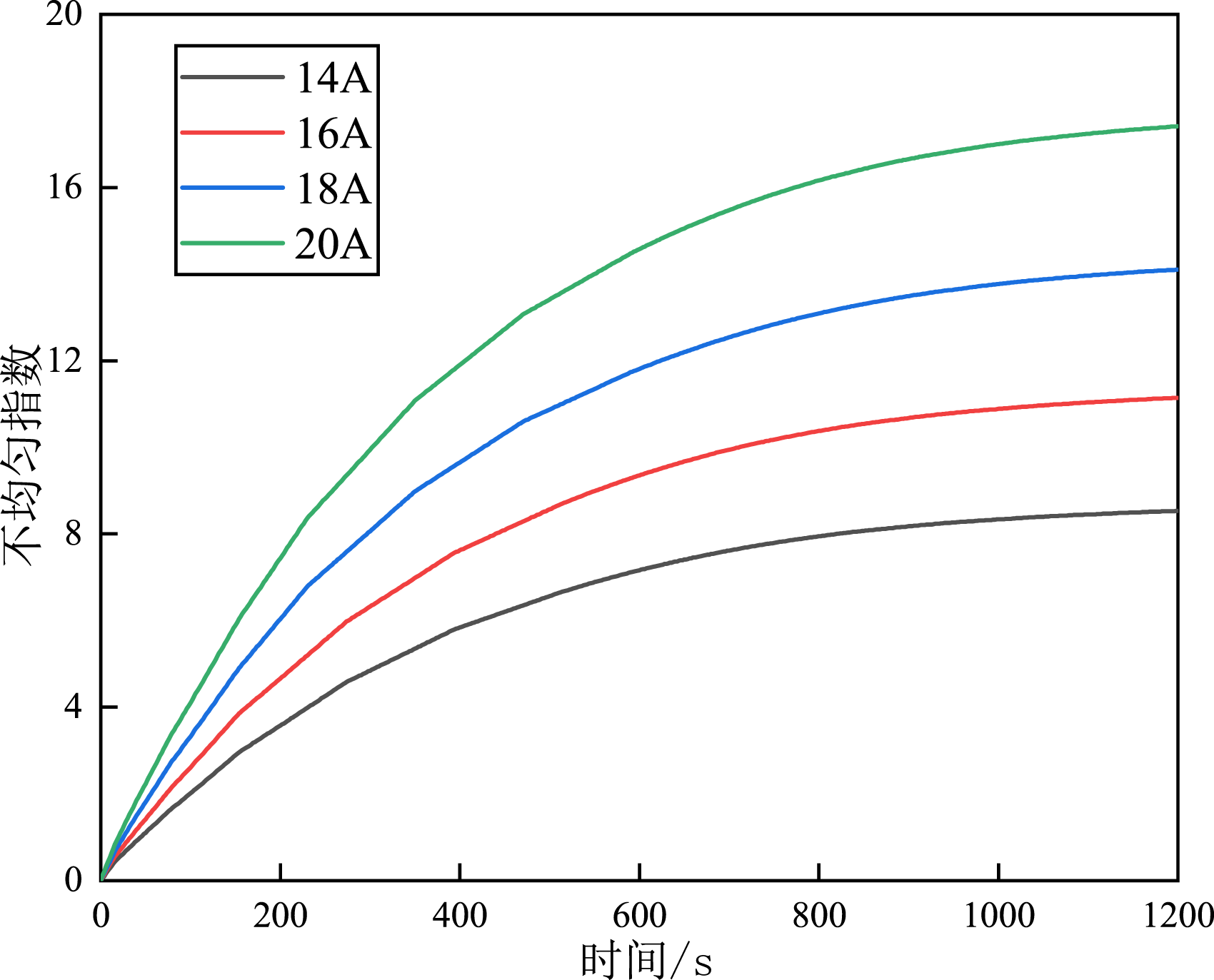
To elucidate the regulatory mechanism of the number of coil turns on the induction heating temperature field of CFRP tubes, a simulation study was conducted using the control variable method. While maintaining a constant induction current of 16 A, an excitation frequency of 17 kHz, and a coil-to-tube distance of 3 mm, three gradient coil turn conditions (15, 20, and 25 turns) were established to obtain the temperature evolution data, heating rate, and temperature uniformity indicators of the tube over a 1200 s heating cycle.
Figure 11(a) illustrates that the temperature rise of the CFRP tube under different numbers of coil turns consistently exhibits a non-linear trend, characterized by a rapid initial phase followed by a slower rate. At 1200 s of heating, the maximum temperatures for the 15, 20, and 25-turn conditions reach 77.34°C, 121.6°C, and 179.36°C, respectively. For every 5-turn increase, the final temperature increases by an average of approximately 44 to 58°C. This stems from the fact that an increase in the number of turns enhances the magnetomotive force and the alternating magnetic field intensity of the coil, which in turn increases the eddy current density within the CFRP fibers and significantly enhances Joule heating. Figure 11(b) indicates that the heating rates under all conditions follow a pattern of an initial sudden drop followed by a gradual leveling off. During the first minute, the average heating rates for the 15, 20, and 25-turn conditions are 0.140, 0.252, and 0.394°C/s, respectively, with the initial rate of the 25-turn condition being approximately 2.8 times that of the 15-turn condition. By the 20th minute, these rates drop to 0.008, 0.014, and 0.022°C/s, respectively. A higher number of turns strengthens the magnetic field, leading to a substantial increase in the initial heating kinetic energy. However, as the temperature difference between the tube and the environment expands, the heat dissipation increases proportionally, leading to a significant decay in the heating rates across all conditions in the later stages. Effect of coil turns on temperature variation.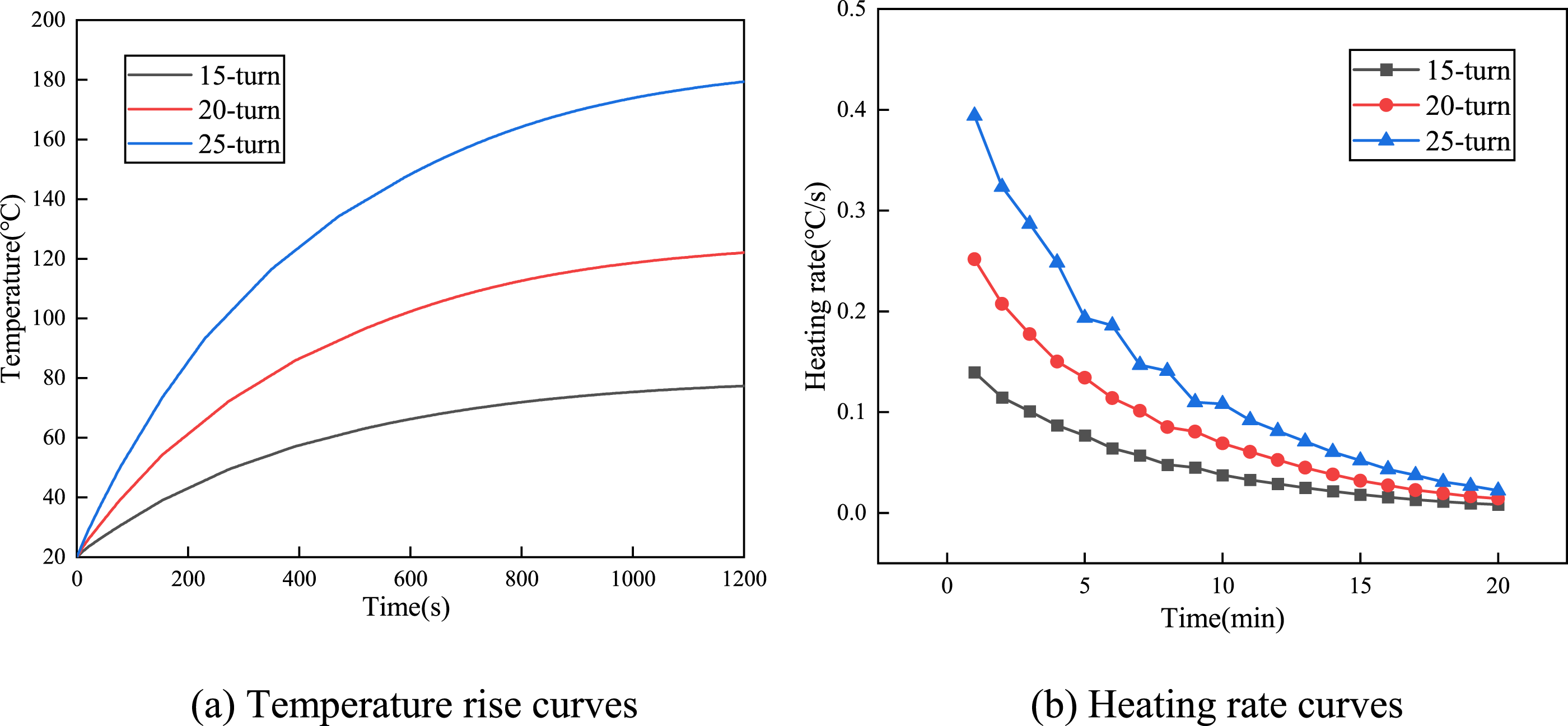
Figure 12 indicates that, at any given moment, the temperature non-uniformity index exhibits a strictly increasing trend as the number of coil turns increases. A higher number of turns significantly deteriorates the uniformity of the temperature field. After 20 min of heating, the temperature non-uniformity index for the 25-turn condition reaches 17.413, which is 2.78 times that of the 15-turn condition. Effect of coil turns on temperature uniformity.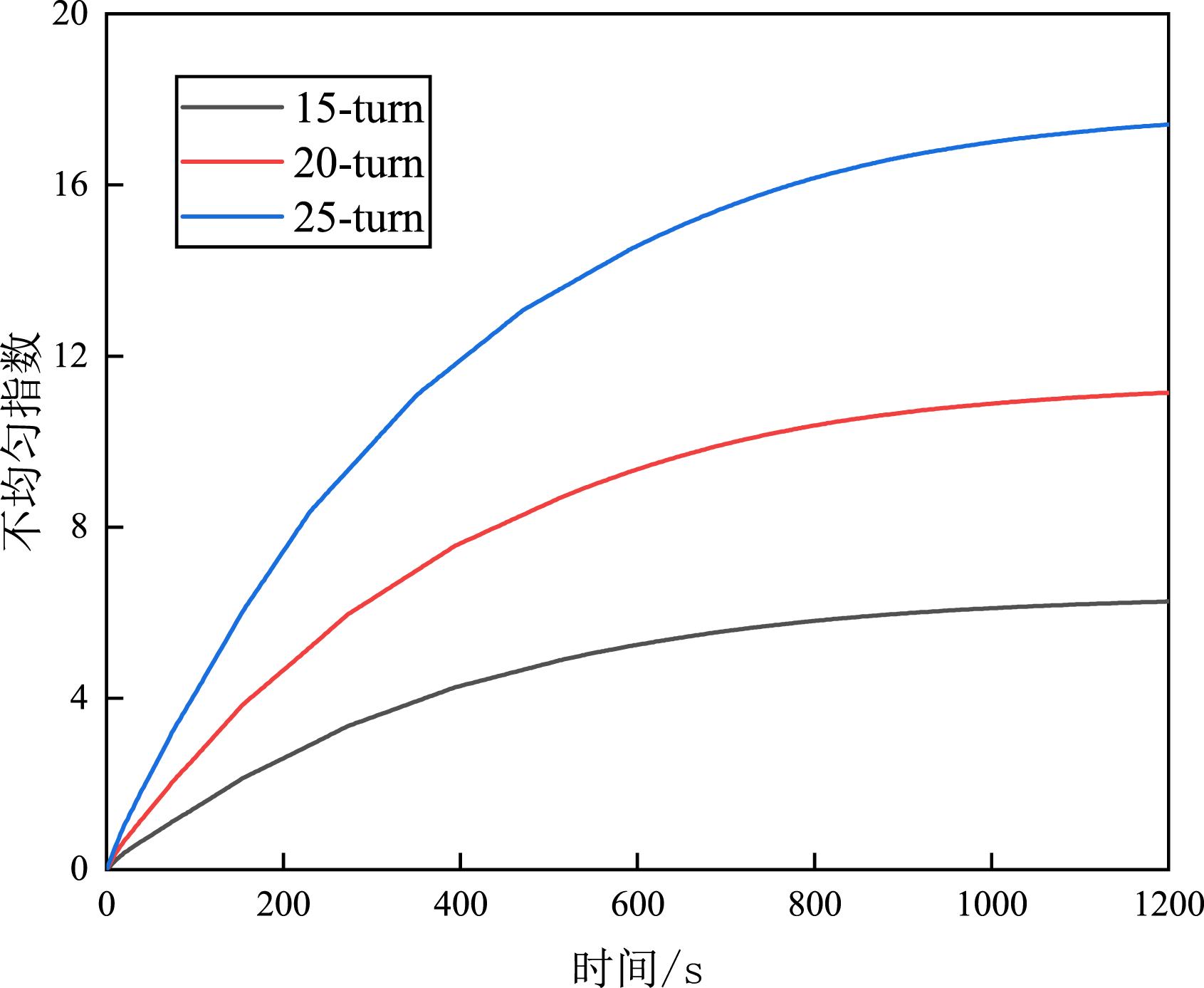
To elucidate the regulatory mechanism of the coil-to-tube distance on the induction heating temperature field of CFRP tubes, a simulation study was conducted using the control variable method. While maintaining a constant induction current of 16 A, an excitation frequency of 17 kHz, and 20 coil turns, three gradient distance conditions (3 mm, 4.5 mm, and 6 mm) were established to obtain the temperature evolution data, heating rate, and temperature uniformity indicators of the tube over a 1200 s heating cycle.
Figure 13(a) illustrates that the temperature rise of the CFRP tube under different distances consistently exhibits a non-linear characteristic, initially rapid and subsequently slowing down, with the distance exerting a significant inhibitory effect on heating efficiency. At 1200 s of heating, the maximum temperatures for the 3 mm, 4.5 mm, and 6 mm conditions reach 121.6°C, 76.7°C, and 40.58°C, respectively. For every 1.5 mm increase in distance, the final temperature decreases by an average of 36 to 45°C. This indicates that a smaller distance results in tighter magnetic field coupling, leading to more sufficient energy transfer and Joule heat accumulation. Figure 13(b) indicates that the heating rates under all conditions follow a pattern of an initial sudden drop followed by a gradual leveling off. During the first minute, the heating rates for the 3 mm, 4.5 mm, and 6 mm distances are 0.252, 0.199, and 0.114°C/s, respectively, which drop to 0.014, 0.003, and 0.0002°C/s by the 20th minute. An increase in distance leads to a sharp increase in magnetic leakage within the air domain, resulting in a drastic reduction in effective magnetic energy. Notably, under the 6 mm condition, the heat generation power is extremely low, and the late-stage heat generation is completely offset by natural heat dissipation, essentially reaching the dynamic thermal equilibrium limit. Effect of lift-off distance on temperature variation.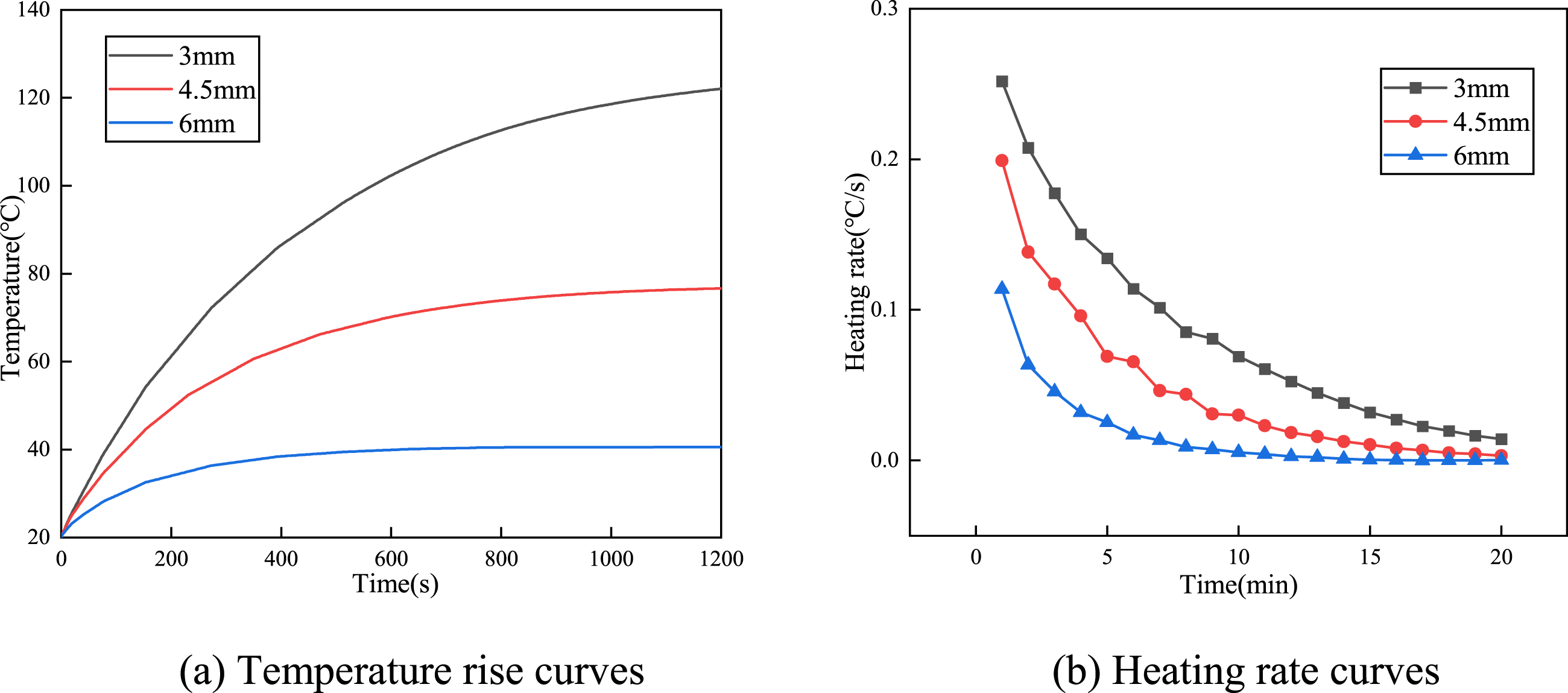
Figure 14 indicates that, at any given moment, the temperature non-uniformity index decreases as the distance between the coil and the workpiece increases; conversely, a small distance significantly deteriorates temperature uniformity. After 20 min of heating, the temperature non-uniformity index for the 3 mm distance reaches 11.146, whereas it is only 0.92 for the 6 mm distance. This is because, at a larger distance, the alternating magnetic field is distributed more uniformly across the surface of the tube, making the eddy currents less prone to localized concentration. Effect of lift-off distance on temperature uniformity.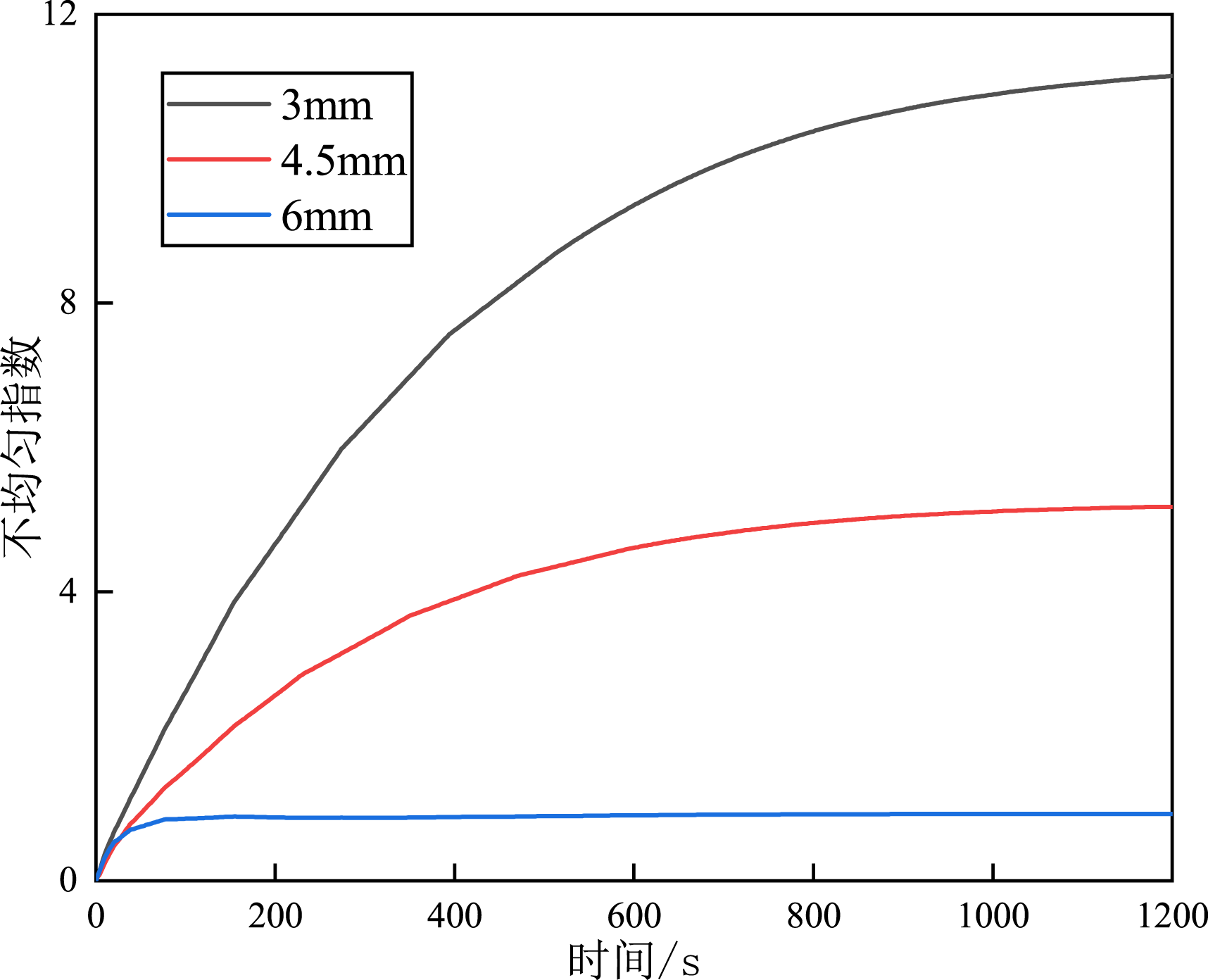
Construction of SVR-based surrogate model for CFRP induction heating
Model selection and data acquisition
Although the aforementioned multiphysics finite element model possesses exceptionally high simulation accuracy, the computational cost of transient coupled solving remains prohibitively high. Given that subsequent multi-objective optimization requires a vast number of iterative evaluations, directly invoking the numerical model would lead to an unacceptably long optimization cycle. Consequently, this section introduces the Support Vector Regression algorithm to construct an efficient surrogate model that maps process parameters to temperature field responses, fully replacing the time-consuming finite element simulations. Compared to deep learning algorithms such as neural networks, SVR offers significant advantages in handling the “small-sample, high-dimensional” simulation data characteristic of this study.
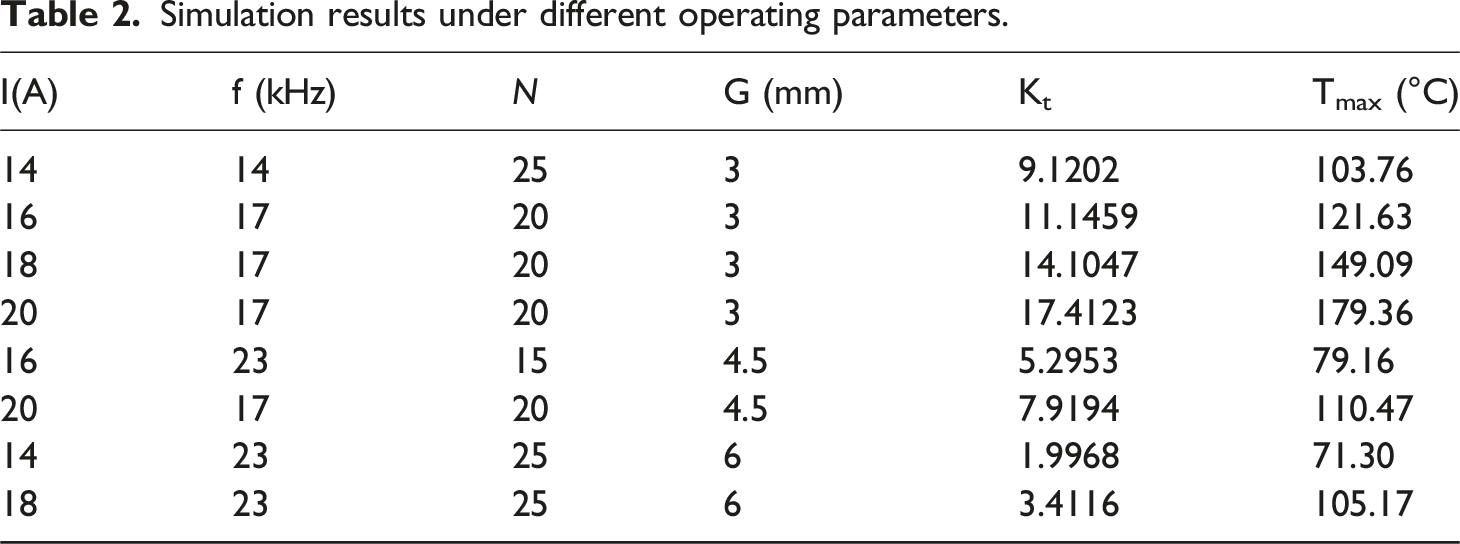
The primary prerequisite for constructing a high-precision surrogate model is the scientific definition of input features and output responses. Based on the preceding analysis of the influence patterns of various process parameters, the output current I, current frequency f, the number of coil turns N, and the coil-to-tube distance G were established as the core design variable set for the model. Simultaneously, to comprehensively evaluate the process effects of induction heating, the maximum temperature Tmax and the temperature non-uniformity index Kt at 1200 s of heating were selected as the output responses of the model.
Simulation results under different operating parameters.
Model construction and hyperparameter optimization
The primary objective of SVR is to determine the optimal regression function 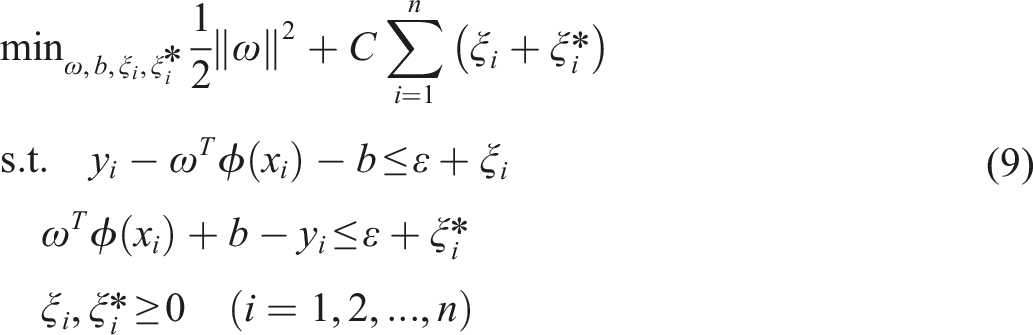
In the aforementioned equations, C represents the penalty factor, which serves to balance the model fitting error and the generalization capability; ε denotes the insensitivity loss threshold, defining the range of acceptable prediction error;
By applying the Lagrange multiplier method, the aforementioned optimization problem is transformed into its dual form. The final SVR prediction model is obtained as follows:
Characteristics and properties of different kernel functions.
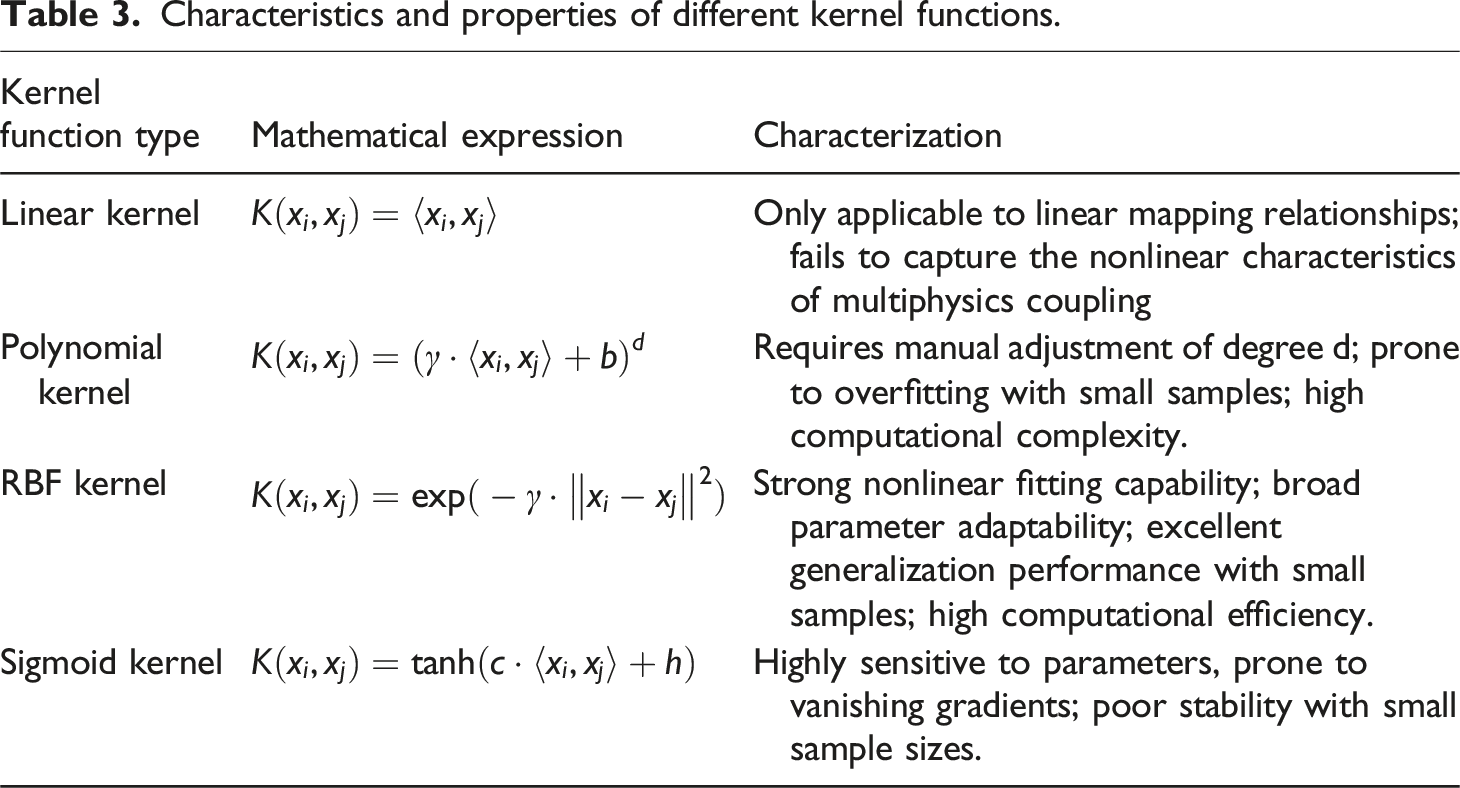
Through comparative analysis, the RBF kernel function was selected as the kernel for the SVR model in this study. This choice is justified by the fact that the RBF kernel eliminates the need for manual configuration of complex parameters, requiring the optimization of only a single kernel parameter γ. Furthermore, it exhibits high flexibility in adapting to the strong nonlinear coupling relationships between the process parameters and the temperature field.
The hyperparameters of SVR (C, ε, γ) exert a significant influence on model performance. An excessive C can lead to overfitting, whereas a C that is too small results in underfitting. A large ε may cause the model to ignore valuable data information, while an ε that is too small increases sensitivity to noise. Furthermore, an increase in γ causes the model to lean towards localized fitting, while a γ that is too small hinders the model’s ability to capture complex nonlinear features.
In view of the high computational cost of traditional grid search and the difficulty of ensuring global convergence with random search, this study employs the Bayesian Optimization (BO) algorithm for the intelligent optimization of SVR hyperparameters. The core of the BO algorithm lies in constructing a probabilistic surrogate model to approximate the complex black-box objective function. Specifically, a Gaussian Process (GP) is used to model the cross-validation error of the SVR, while Bayes’ theorem is utilized to update the posterior distribution of the hyperparameters in real-time based on observed data. Meanwhile, to balance “exploitation” within known optimal regions and “exploration” in unknown areas, an Expected Improvement (EI) strategy is introduced as the acquisition function. This guides the algorithm to rapidly converge toward the global optimal solution with minimal evaluation cost.
The parameter optimization of BO-SVR is a dynamic closed-loop iterative process. Initially, the hyperparameter sample space is initialized, and an SVR model is trained based on the current samples. The K-fold cross-validation Root Mean Square Error (RMSE) is then calculated to serve as the objective function value. Subsequently, the posterior probability distribution of the objective function is updated using a Gaussian Process (GP), and the Expected Improvement (EI) acquisition function is maximized to recommend the most promising next set of hyperparameters. This cycle continues until the predefined maximum number of iterations or the error threshold is reached, eventually yielding the optimal hyperparameter combination that maximizes the model’s generalization performance. The specific workflow is illustrated in Figure 15. Flowchart of the proposed BO-SVR model construction.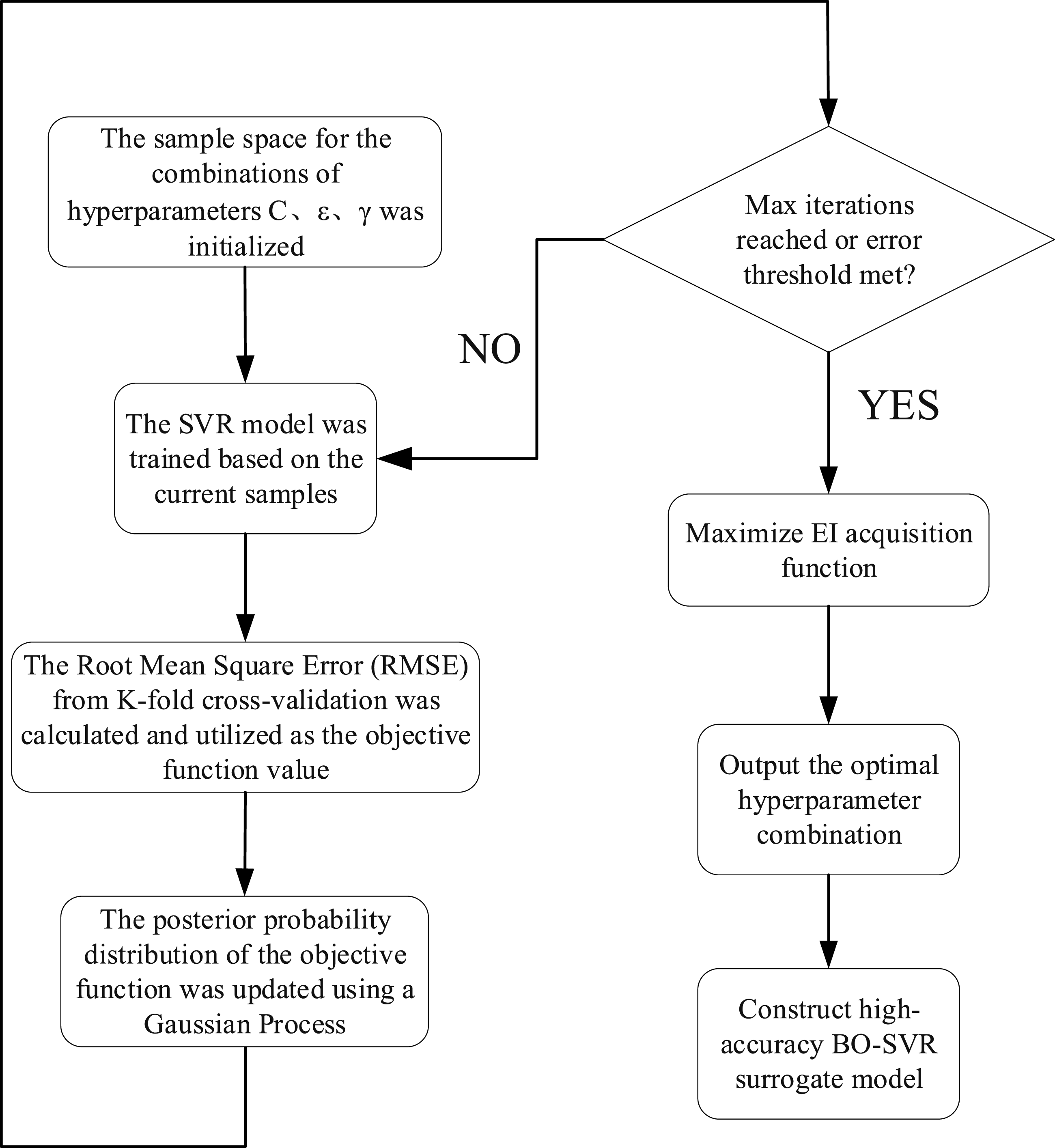
Model validation and analysis
Figure 16 illustrates that, as the iterative process advances, the root mean square error (RMSE) for the validation sets of both the maximum temperature and temperature non-uniformity index models declines rapidly and stabilizes. This indicates that the Bayesian optimization algorithm has successfully guided the model to converge to the global optimal hyperparameter combination within a very limited number of evaluation frequencies. Iteration convergence curves of Bayesian optimization.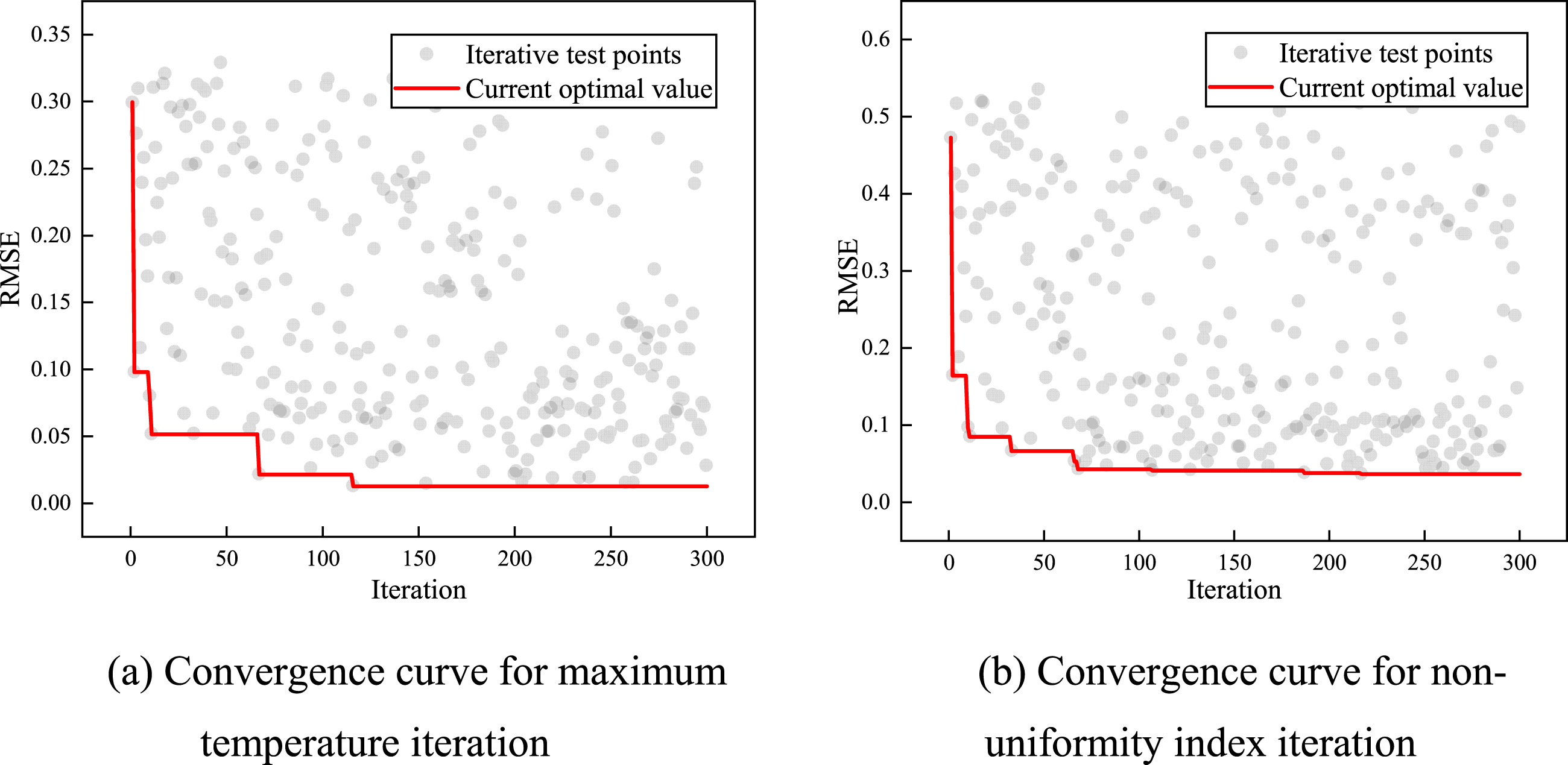
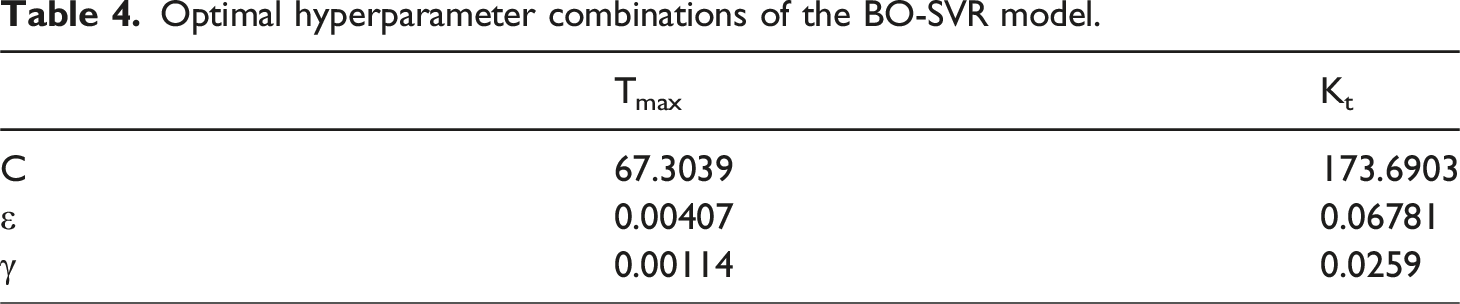
Optimal hyperparameter combinations of the BO-SVR model.
To comprehensively assess the prediction performance and generalization capability of the BO-SVR surrogate model, this study employs Mean Absolute Error (MAE), Root Mean Square Error (RMSE), and the Coefficient of Determination (R2) as evaluation metrics. These metrics provide a holistic evaluation of the model’s predictive accuracy from three distinct dimensions: absolute error, squared error, and goodness-of-fit.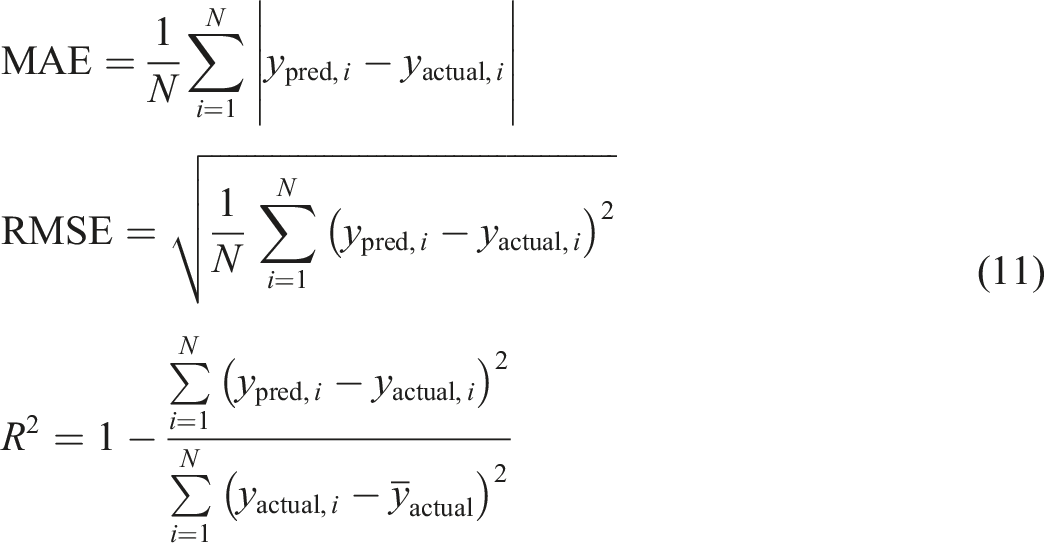
Performance evaluation metrics of the prediction models.

To further visually assess the fitting effect of the model, a comparison scatter plot of the predicted values versus the actual values for the test set was plotted. As illustrated in Figure 17, for both the maximum temperature and the non-uniformity index, the predicted points are tightly distributed around the diagonal line. The above quantitative indicators (high R2 and low errors), scatter plot verification, and 5-fold cross-validation convergence results jointly confirm that the predicted values are highly consistent with the true values, and the model shows no obvious overfitting or underfitting. Scatter plots of predicted versus actual values for the BO-SVR model.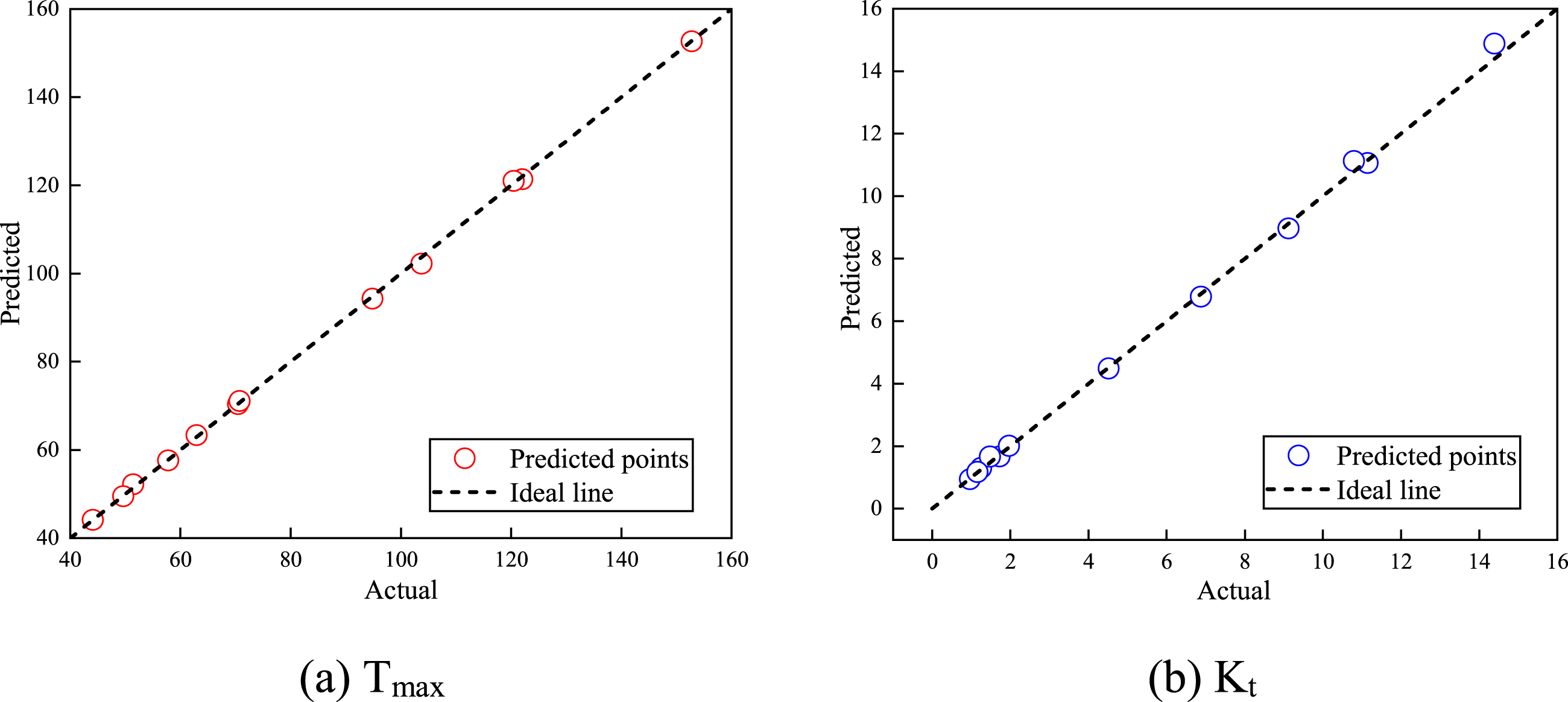
Analysis of multi-factor interactive effects
Although single-factor analysis can reveal the independent influence trends of individual variables, CFRP induction heating is a multiphysics strong coupling process, where significant interaction effects exist among various process parameters. To deeply explore this coupling effect, this section utilizes the verified high-precision BO-SVR surrogate model to output three-dimensional response surface plots under different combinations of process parameters. When analyzing the interaction effects of any two parameters, the remaining parameters are kept constant.
Figure 18 illustrates the influence of the interaction effects between various factors on the maximum temperature. As shown in Figure 18(a), the interaction between current and frequency has an extremely significant effect on the maximum temperature, which increases sharply as both current and frequency increase. However, within the specified parameter range, the increase in frequency is the primary factor driving the temperature rise. Figure 18(b) and (d) indicate that the interactions between current and the number of coil turns, as well as between frequency and the number of coil turns, both have a highly significant impact on the maximum temperature. The maximum temperature rises with the increase of these two sets of parameters, and the increase in the number of coil turns is the dominant factor leading to the temperature rise. From Figure 18(c), it can be observed that the interaction between current and heating distance significantly affects the maximum temperature. The maximum temperature increases as the heating distance decreases and the current increases, with a more pronounced temperature rise observed at smaller heating distances. In this interaction, the contribution of decreasing the heating distance to the temperature rise is greater than that of increasing the current. Figure 18(e) and (f) show that the interactions between frequency and heating distance, and between heating distance and the number of coil turns, are also significant. In both cases, the maximum temperature rises as the heating distance decreases and other factors increase, with the reduction in the coil-to-tube distance being the primary cause of the temperature rise. Response surfaces of Tmax.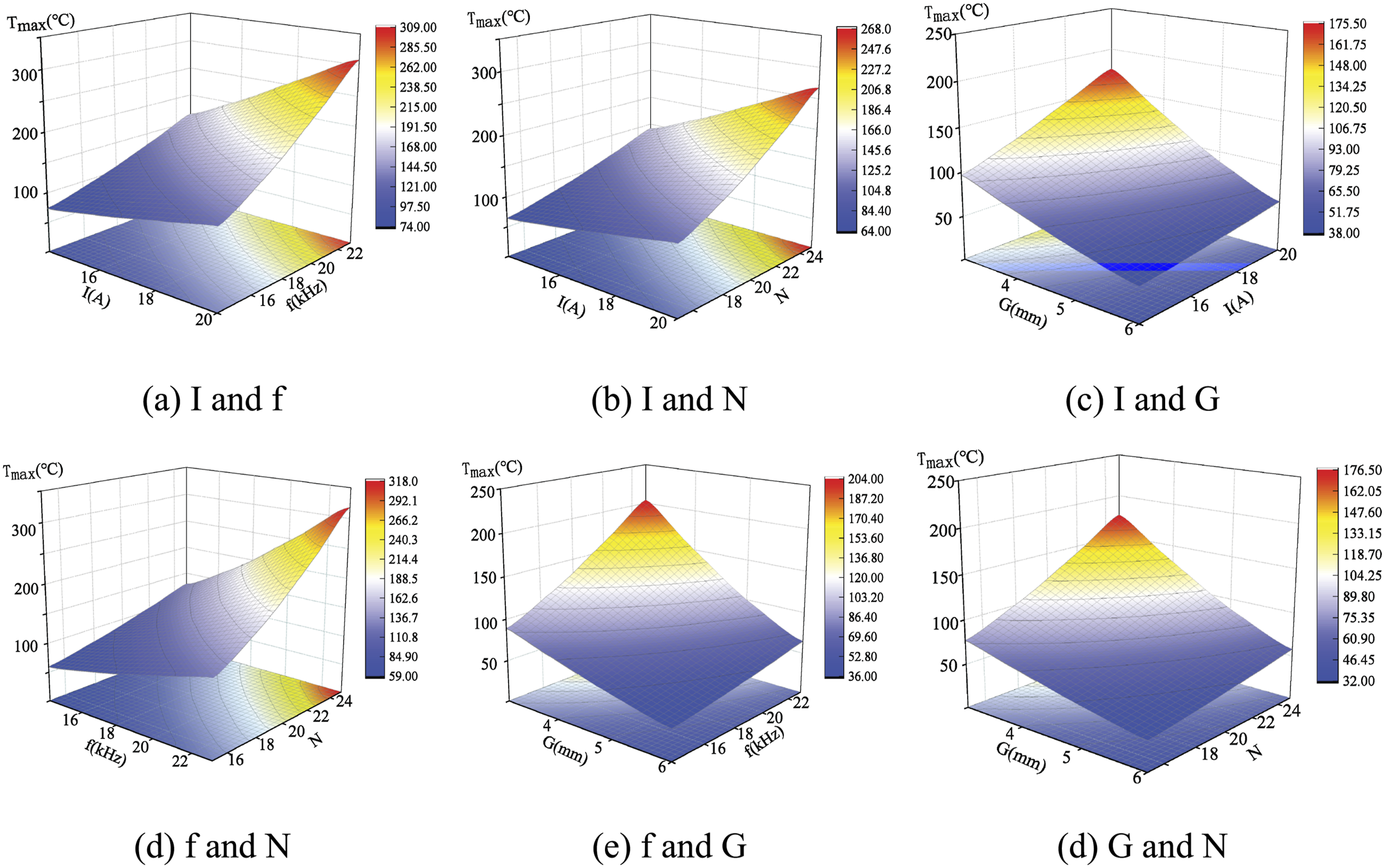
Figure 19 illustrates the influence of the interaction effects between various factors on the temperature non-uniformity index. From Figure 19(a) and (b), it can be observed that the interactions between current and frequency, as well as between current and the number of coil turns, significantly affect the temperature non-uniformity index, which increases rapidly as these parameters rise. However, within the given process range, the increase in frequency and the number of coil turns are the primary factors leading to the deterioration of uniformity, while the impact of increasing the current is relatively minor. Figure 19(c) indicates that the interaction between current and heating distance is extremely significant. When the heating distance is small, the temperature non-uniformity index rises drastically with the increase in current. In this interaction, the primary reason for the significant improvement in uniformity is the increase in the heating distance. From Figure 19(d), it is evident that the interaction between frequency and the number of coil turns is significant, with the temperature non-uniformity index increasing sharply as both factors rise. Observations reveal that both factors contribute prominently to the worsening of uniformity, with the increase in the number of coil turns having a slightly greater impact than the increase in frequency. Figure 19(e) and (f) show that the interactions between frequency and heating distance, and between heating distance and the number of coil turns, are both significant. The temperature non-uniformity index rises as the heating distance decreases and the other variable increases. In these two sets of interactions, the reduction in the heating distance is the primary cause of the deterioration in uniformity. Response surfaces of Kt.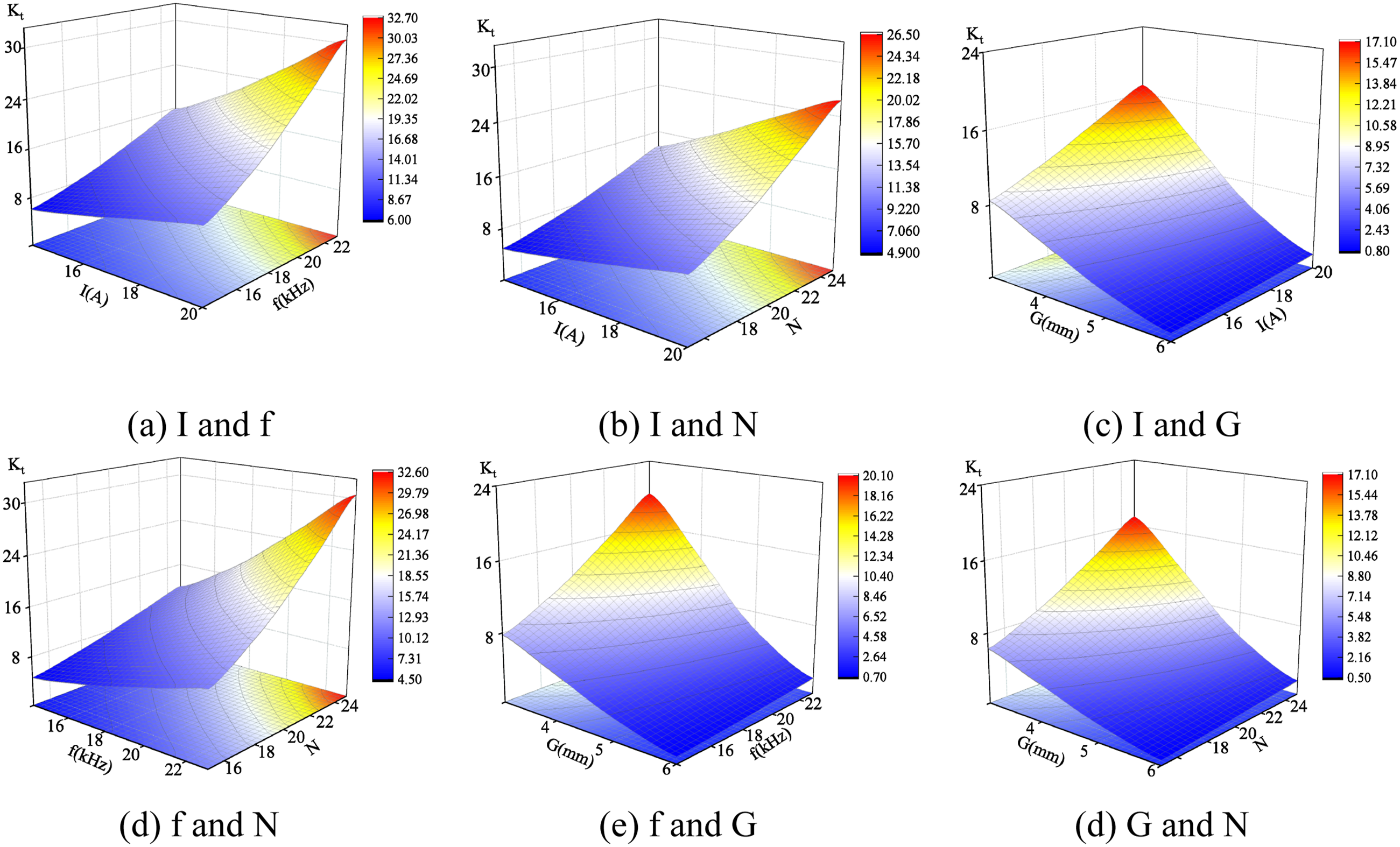
Multi-objective optimization of process parameters
Principles of the Snow Ablation Optimizer (SAO) algorithm
The Snow Ablation Optimizer (SAO)
25
is inspired by the thermodynamic processes of physical phase transitions in natural snow cover, specifically sublimation and melting. By constructing a dual-population collaborative mechanism, the algorithm achieves a balance between global exploration and local exploitation within the solution space. In the mathematical description, an initial population consisting of 
During the global exploration (sublimation) phase, the algorithm simulates the physical process of solid snow transitioning directly into gaseous water vapor. Given the high degree of disorder in the diffusion of water vapor molecules in the air, SAO introduces a standard Brownian motion operator to describe this stochastic behavior. The step size of the Brownian motion is determined by the probability density function of a standard normal distribution with a mean of zero and a variance of one:
Based on this, the position updating formula for the sublimation sub-population is designed as a stochastic perturbation centered around the elite solution and the population mean:
In the local exploitation (ablation) phase, the algorithm simulates the process of snow cover melting into liquid water under heat and converging toward depressions (the optimal solution). To accurately characterize this thermodynamic behavior, the Degree-Day Method from meteorology is introduced to construct a snowmelt rate (Snowmelt Rate, 
This formula encapsulates two distinct physical implications: the first term within the brackets simulates the cumulative effect of the Degree-Day Factor (DDF) over time, while the subsequent exponential term represents the attenuation trend of the ambient temperature 
This formula exerts a strong guiding influence through the
Modification of SAO for multi-objective optimization strategies
In the CFRP induction heating and curing process, heating efficiency and temperature field uniformity typically exhibit a significant negative correlation. Pursuing an extremely high heating rate often leads to localized heat accumulation, which deteriorates uniformity; conversely, over-emphasizing uniformity necessitates a reduction in power, resulting in low production efficiency.
To identify the optimal balance between rapid heating and high-quality temperature uniformity, this section moves beyond seeking a single compromise solution and instead proposes an improved Multi-Objective Snow Ablation Optimization (MO-SAO) collaborative strategy based on pre-trained SVR surrogate models. By utilizing the high-precision BO-SVR models developed in Chapter 3 to replace time-consuming finite element simulations, and integrating them with the MO-SAO algorithm—which incorporates an external archive mechanism—the strategy enables the rapid searching of the Pareto front for process parameters.
The standard SAO algorithm is only applicable to single-objective optimization. To solve the aforementioned multi-objective problem, this section introduces three core strategies—Pareto dominance, an external archive, and an adaptive grid—based on the melting and sublimation mechanisms of SAO.
In the iterative process, the Pareto dominance and non-dominated solution filtering algorithms perform a “survival of the fittest” selection based on Pareto dominance relationships. If solution A exhibits a higher heating efficiency than solution B and also possesses better temperature uniformity, solution A is said to dominate solution B, and B is subsequently eliminated. Conversely, if both solutions have their respective strengths in terms of efficiency and uniformity, they do not dominate each other and are both regarded as potential high-quality solutions.
To store all non-dominated solutions discovered during the iteration, an external archive with a limited capacity is established. This archive serves as a “preferred parameter library” maintained by the algorithm; it does not directly participate in the evolution of the population, but rather acts as a guide for population evolution and a container for the final optimization results.
To prevent the optimization results from clustering within a single region (e.g., exclusively in the high-temperature zone), an adaptive grid mechanism is introduced to maintain the diversity of solutions. The algorithm partitions the objective space into several grids; when the archive reaches its maximum capacity, individuals located in regions with excessive grid density (overly crowded areas) are prioritized for removal, while those in sparse regions are preserved. This ensures that the resulting Pareto front uniformly covers the entire spectrum, ranging from high-efficiency modes to high-uniformity modes.
The process begins with a rapid baseline evaluation of the randomly initialized population using the BO-SVR surrogate models, followed by the establishment of an initial external archive of non-dominated solutions. During the iterative phase, a leader selection strategy based on grid density is employed to maintain the diversity of the solution set, while the dual mechanisms of melting and sublimation drive the evolution of the population. The high-efficiency prediction capability of the SVR models is utilized to update fitness values in real-time, and the external archive is dynamically maintained according to Pareto dominance principles and the adaptive grid mechanism. Finally, upon meeting the termination criteria, the Pareto-optimal set is output, achieving efficient and collaborative multi-objective optimization for the induction heating process parameters.
Optimization results and pareto front analysis
First, the mathematical model is established, where the decision variables consist of the current (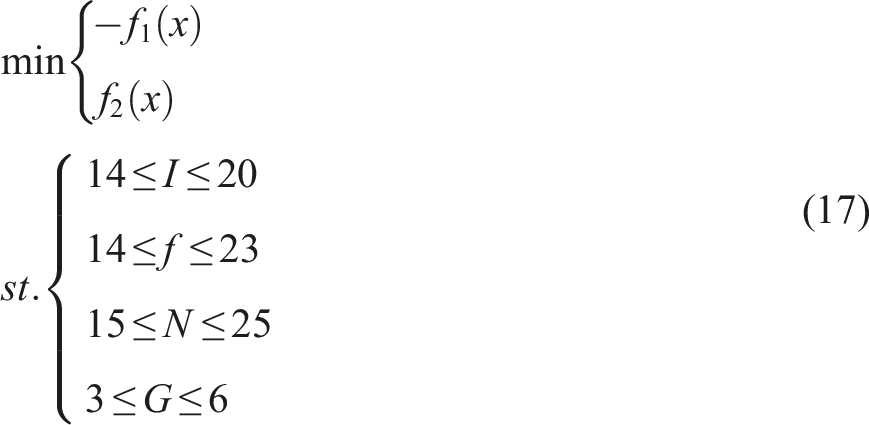
In this model, the population size is set to 50, the maximum number of iterations is 300, and the size of the external archive is 50. The melting adjustment coefficient is assigned a value of 0.2, and the sublimation weight is set to 0.5. A 1:1 ratio between sublimation and melting is maintained to achieve a favorable balance between global exploration capability and local convergence speed.
Figure 20 illustrates the convergence curve of the Hypervolume (HV) metric during the optimization process of the MO-SAO algorithm. The HV metric comprehensively reflects both the convergence and the distribution diversity of the non-dominated solution set. Prior to calculation, the objective function values were linearly normalized, with the reference point set at Convergence curve of the Hypervolume indicator.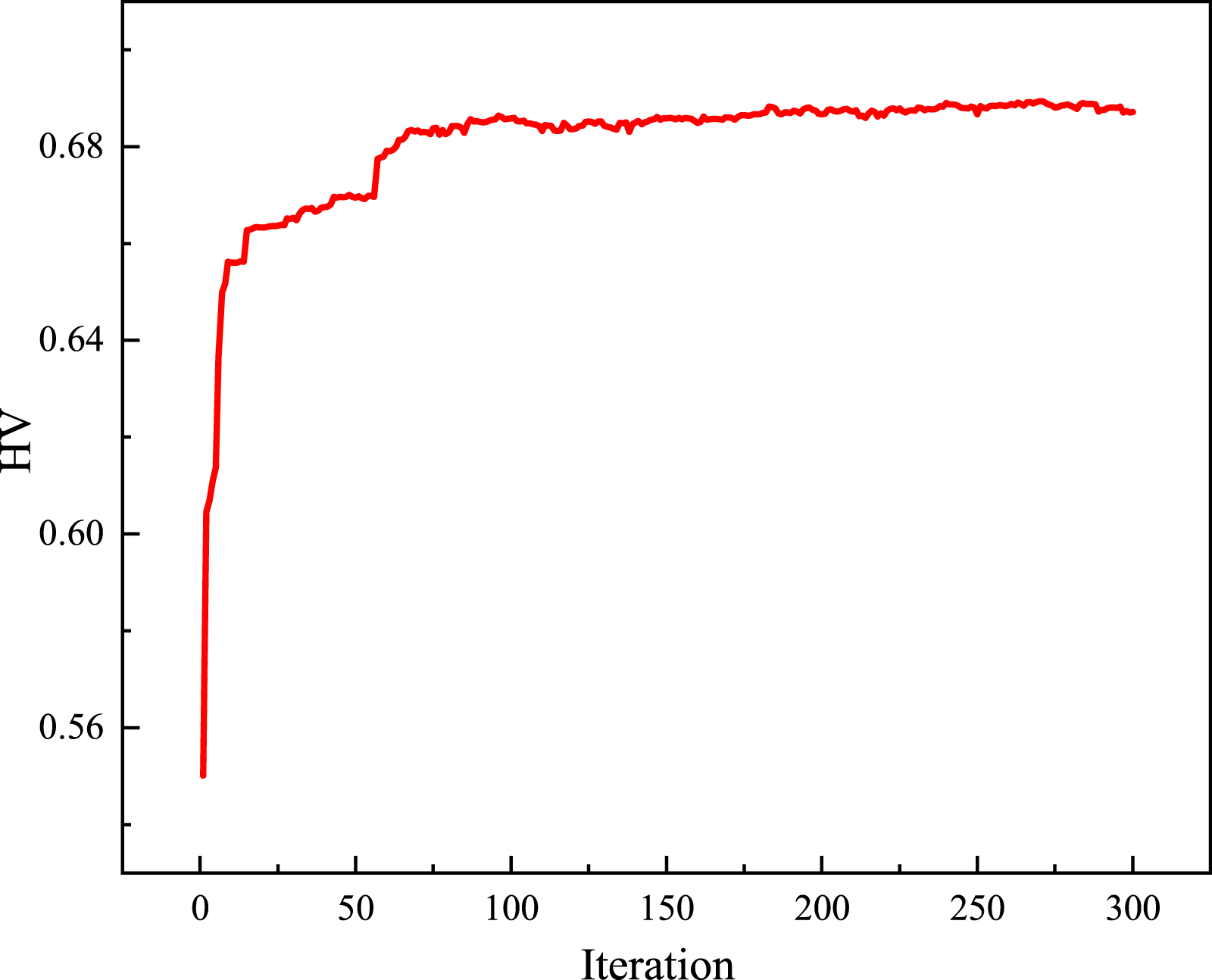
Figure 21 illustrates the distribution of the Pareto-optimal solution set for the maximum temperature and the non-uniformity index. It can be observed from the figure that a significant nonlinear competitive relationship exists between Tmax and Kt during the induction heating of carbon fiber tubes. The overall solution set exhibits a trend where Kt increases alongside the rise in Tmax. This unveils an inherent law of the physical field: pursuing higher heating temperatures often necessitates increasing the frequency or the number of coil turns, which leads to a localized eddy current heating rate that far exceeds the thermal conduction rate within the material, thereby intensifying the dispersion of the temperature field distribution. The non-dominated solutions are widely and uniformly distributed in the objective space, covering a broad temperature range from 26°C to 440°C, which validates the superior convergence and diversity maintenance capabilities of the MO-SAO algorithm in multi-objective optimization. Distribution of the Pareto-optimal solution set.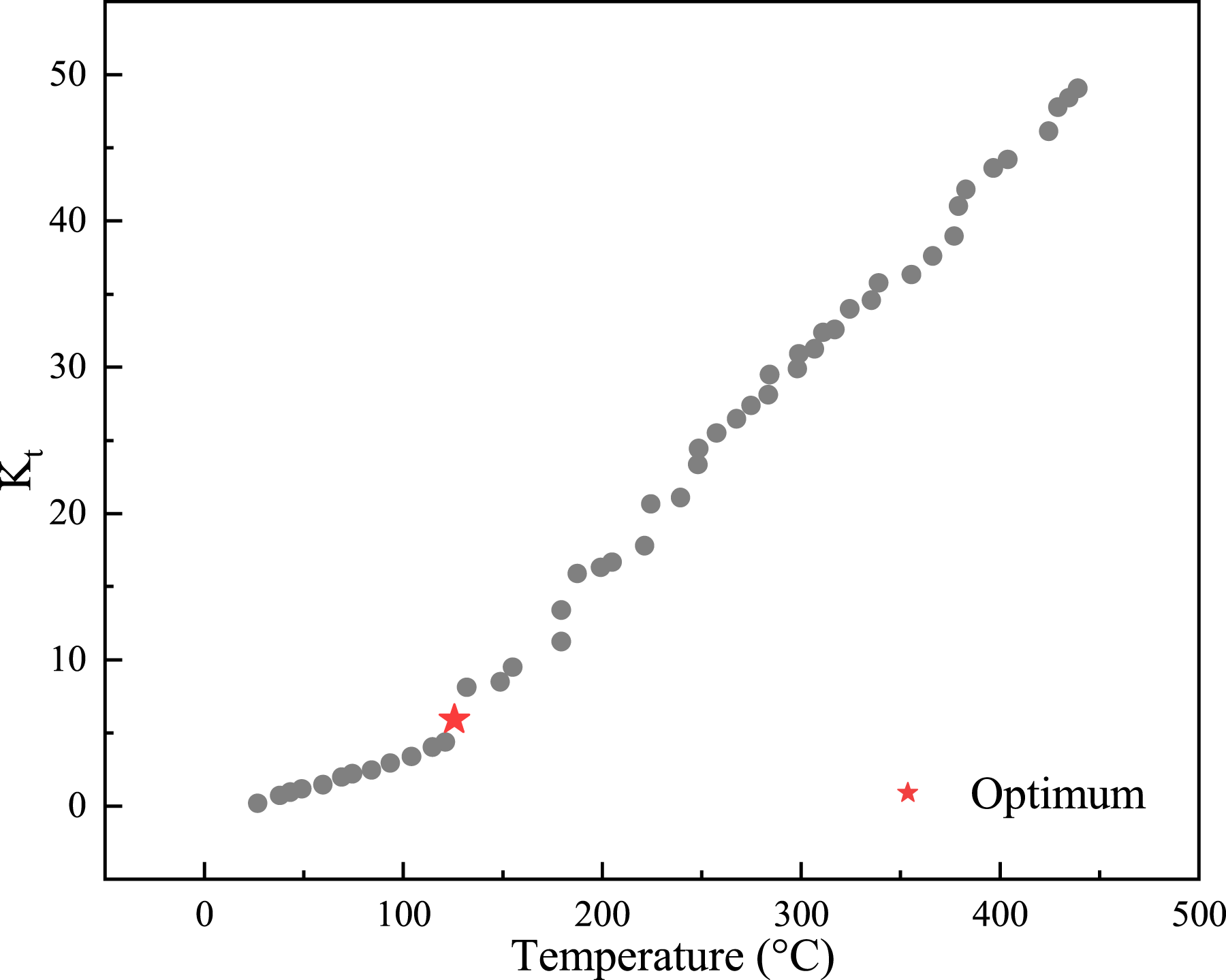
In practical engineering applications, the molding quality of CFRP is highly dependent on the heating temperature. The optimal curing and resin flow temperature window for common medium-temperature curing CFRP systems typically ranges between 120°C and 140°C. 26 Temperatures that are too low lead to incomplete resin cross-linking and attenuated mechanical properties, whereas excessively high temperatures can trigger localized thermal degradation of the resin and thermal stress concentration. Therefore, based on the Pareto collaborative optimization, this study introduces material physical constraints by strictly setting the selection window for Tmax to the optimal curing range of [120°C, 140°C]. Within this process window, a secondary selection is performed with the objective of minimizing Kt. The determined optimal combination of process parameters consists of a current of 20 A, a frequency of 20.1 kHz, 25 coil turns, and a heating gap of 5.57 mm. Under this parameter combination, the algorithm predicts a maximum temperature of 123.75°C and a non-uniformity index of 4.371.
To verify the reliability of the multi-objective optimization results, the optimized parameters were imported into the COMSOL multiphysics simulation model for re-calculation. The resulting maximum temperature was 125.21°C, with a non-uniformity index of 4.127. Comparing these results indicates a high degree of consistency between the values predicted by the analytical model and the simulation results. This fully demonstrates that the optimization strategy proposed in this study possesses exceptional practicality and accuracy in addressing process parameter optimization under complex interactions.
Comparison of data before and after multi-objective optimization.

Figure 22 compares the three-dimensional temperature field distribution characteristics of the CFRP tube before and after optimization at 1200 s of heating. Under the initial benchmark process conditions, the Joule heat induced by eddy currents is highly concentrated directly beneath the center of the coil, triggering significant localized thermal effects. In this state, the conduction and diffusion mechanisms of heat along the axial direction of the tube are restricted, thereby generating a substantial local temperature gradient. This causes the tube surface to exhibit steep, peak-like overheating characteristics, leading to poor global temperature field uniformity. In contrast, after adopting the optimal process parameter combination obtained through multi-objective collaborative optimization, the high-temperature zone on the tube surface achieves significant axial broadening, and the overall thermal energy distribution tends to be smoother. Although the heating area is accompanied by slight axial temperature fluctuations due to the fringe magnetic field divergence effect of the segmented rectangular coil topology, the global difference between the maximum and minimum temperatures of the tube has been drastically compressed. The research results indicate that the optimization scheme effectively suppressed local heat accumulation under strong electromagnetic-thermal coupling and achieved a homogenized improvement in the temperature field distribution. Comparison of temperature field distribution before and after optimization.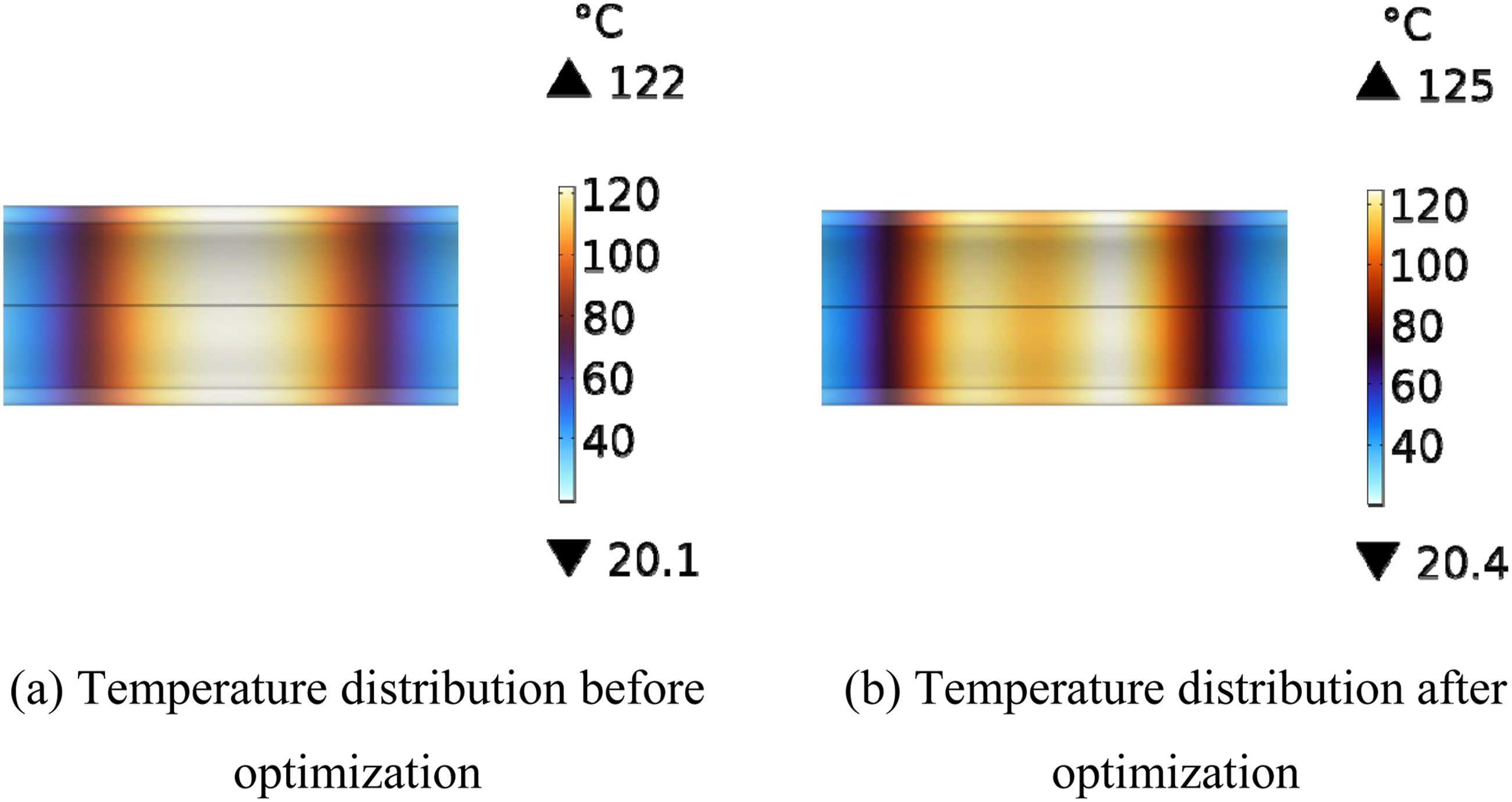
Figure 23 further presents the transient heating profiles and the dynamic evolution of the temperature non-uniformity index for the CFRP tube during the 1200 s heating cycle, both before and after optimization. As seen from the heating curves, under the initial process scheme, the heating rate of the tube is relatively sluggish, and the temperature maintains a continuous upward trend throughout the test cycle, lacking ideal steady-state thermal equilibrium characteristics. In contrast, the optimized process scheme demonstrates superior electromagnetic-to-thermal conversion responsiveness during the early heating stage, where the temperature climbs rapidly and tends to stabilize in the mid-to-late stages. According to the curves of Comparison of temperature rise and uniformity curves before and after optimization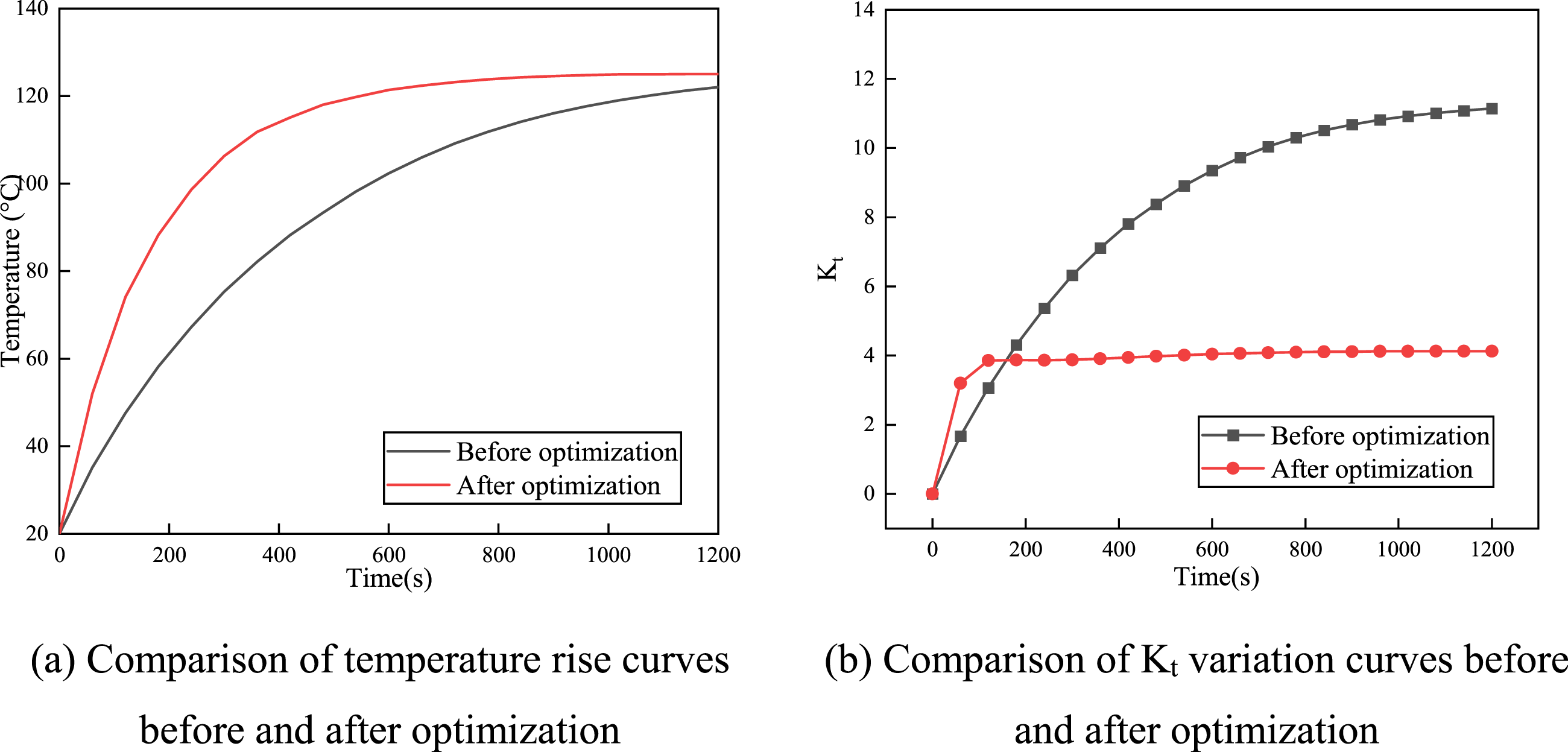
Conclusion
Aiming at the induction heating curing process of rotating carbon fiber reinforced polymer (CFRP) tubes, this paper established an anisotropic electromagnetic-thermal coupled finite element model and systematically analyzed its transient temperature field evolution patterns. Research on process parameters indicates that the synergistic effect of frequency, current, and the number of coil turns significantly elevates the local peak temperature. Excessively high parameter combinations tend to exacerbate local heat accumulation, leading to increased temperature dispersion and the deterioration of heating uniformity. Appropriately increasing the heating distance can effectively alleviate localized overheating caused by strong electromagnetic coupling.
Furthermore, to address the issue of the excessive time consumption associated with multiphysics transient simulations, this paper constructed a high-precision surrogate model based on Bayesian-optimized Support Vector Regression (BO-SVR), targeting both the maximum temperature and the temperature non-uniformity index. Combined with the Multi-objective Snow Ablation Optimization (MSA) algorithm, the optimal process parameters were obtained by balancing heating efficiency and temperature uniformity. After optimization, the temperature non-uniformity index was reduced by approximately 63.0% compared to the benchmark scheme. The finite element re-calculation results were in high agreement with the model predictions, verifying the reliability of the modeling and optimization methods.
The method proposed in this paper not only effectively improves the uniformity of the temperature field while ensuring that the composite material meets specific curing temperature requirements, but also significantly enhances the computational efficiency of high-dimensional process parameter optimization. This study provides a solid theoretical foundation and practical engineering reference for the design of efficient, low-consumption induction heating curing processes for rotating CFRP tubes.
Footnotes
Author’s note
The statements, opinions and data contained in all publications are solely those of the individual authors and contributors.
Author contributions
Jiazhong Xu: Conceptualization; supervision; project administration; writing—review and editing. Lingqiang Meng: Methodology; software development; experimental setup design. Jiatong Hou: Data curation; investigation; formal analysis; visualization. Chengheng Fan: System modeling; simulation; validation. Hao Wang: Literature review; writing—original draft preparation; manuscript formatting.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Shandong Provincial Natural Science Foundation project ZR2023ME064.
IRB statement
“Not applicable” for studies not involving humans or animals.
Data Availability Statement
Data will be available on reasonable request.