
Abstract
This study investigates the effect of silane-treated activated biocarbon on the performance of PLA-based bio composites. Experimental results reveal that optimized filler loading significantly improves mechanical, fatigue, and surface properties through enhanced matrix–filler interaction, efficient stress transfer, and crack-arresting mechanisms. Among the tested formulations, specimen P14 exhibited superior mechanical performance, achieving a tensile strength of 131 MPa, flexural strength of 152 MPa, impact strength of 6.2 J, hardness of 82 Shore-D, and exceptional fatigue resistance, sustaining 18,465, 16,452, and 14,236 cycles at 25%, 50%, and 75% of ultimate tensile strength, respectively. Specimen P15 demonstrated the highest water contact angle (78°), indicating improved hydrophobicity due to increased surface-modified biocarbon content and microstructural roughness, which reduced wettability. SEM analysis confirmed these trends, showing plain fracture surfaces in the control, improved dispersion and adhesion in optimized composites, and particle agglomeration at high filler loadings. These findings highlight that tailoring biocarbon content and surface treatment enables the development of PLA bio composites with targeted performance, with P14 offering the optimal balance of mechanical and fatigue properties, and P15 excelling in moisture resistance.
Introduction
Nowadays, the awareness of environmental sustainability has increased more than ever before, especially as global populations begin to understand the harmful impacts of non-biodegradable materials on ecosystems. In particular, plastic materials is one of the harmful one where it will not be able to recycle which causes so many problems to the surroundings. Even though plastics pose such ecological risks, their usage has not been completely eliminated, mainly because of their inherent advantages such as lightweight nature, ease of processing and low manufacturing cost. Because of this, the usage of thermoplastics in composite materials has increased in engineering and industrial applications. Among the thermoplastic choices available, Polylactic Acid (PLA) stands out as a biodegradable and ecologically friendly polymer made from renewable sources.1 1 Furthermore, its bio-based origins and compatibility with additive manufacturing methods have made it a popular material for 3D printing. With these properties are considerable, PLA matrix reinforced 3D printed composite was analysed by numerous researchers. For example, Bragaglia et al.2 2 investigated the properties of 3D printed PLA matrix reinforced composite and showed the tensile strength of 52 MPa. Similarly, Paz-González et al.3 3 demonstrated the carbon fiber reinforced PLA 3D printed composite. The author resulted that the tensile modulus of 19.29 ± 0.48 GPa and tensile strength of 238.91 ± 25.95 MPa. Likewise, carbon fiber reinforced PLA matrix reinforced 3D composite was examined by Ansari et al.4 4 and showed the impact strength of 113.84 J/m and hardness of 79.6 Shore-D.
However, despite its ecological advantages, PLA exhibits limitations such as low impact resistance, poor thermal stability, and brittleness, which hinder its overall performance. To overcome these drawbacks and enhance the properties of PLA, the incorporation of filler materials has been widely explored. Fillers help address these deficiencies and further contribute to environmental sustainability when sourced from natural waste. In this research, biocarbon derived from Zingiber officinale stalk waste is used as the filler material. Moreover, Zingiber officinale stalk, commonly known as ginger stalk, provides a valuable source for producing biocarbon that functions as an efficient filler material in composite fabrication. Additionally, the resulting biocarbon possesses a porous surface morphology that enhances bonding with the matrix, supports effective load transfer and minimizes microcrack initiation. In addition, biocarbon particles are chemically activated to enhance surface area, porosity, and structural stability within the composite.5 5 Owing to these favourable properties, biocarbon has attracted significant attention from researchers. For example, Arora et al.6 6 reported that a 3D printed composite reinforced with betel nut waste derived biocarbon showed a 51.1% increase in tensile strength at 0.1 wt% and a 24.5% improvement in flexural strength at 0.025 wt%. Similarly, Mandala et al.7 7 demonstrated that groundnut shell derived biocarbon enhanced the tensile strength by 39.8% and flexural strength by 17.5% in a 3D printed composite. In another instance, Raj et al.8 8 evaluated citrus maxima fruit peel derived biocarbon reinforcement, achieving a tensile strength of 32 MPa and a flexural strength of 69 MPa in the resulting composite.
While activated biocarbon offers several advantages, its direct incorporation into the polymer matrix can lead to weak interfacial interactions between the filler and the matrix. This typically results in filler agglomeration, inefficient stress transfer, and reduced mechanical performance. To address these challenges, the surface of the biocarbon particles is modified using a silane coupling agent. The hydroxyl groups present on the carbon surface chemically react with the hydrolysable and organofunctional groups of the silane molecules.9 9 Simultaneously, the PLA matrix also forms chemical bonds with the silane, enhancing the compatibility between the filler and matrix. In this research, silane treatment was applied to the biocarbon particles to eliminate interfacial issues and improve the composite’s mechanical properties. This surface modification technique has gained attention among researchers. For example, Alshahrani et al.1 10 developed a 3D printed composite using silane-treated biocarbon particles derived from abaca bracts, which exhibited a tensile strength of 33.6 MPa, a flexural strength of 58.7 MPa, and an impact strength of 5.2 J. Similarly, Sahoo et al.1 11 investigated 3D printed composites reinforced with coffee ground derived biocarbon particles and reported a 13.97% improvement in tensile strength and a tensile modulus of 33.8%. Likewise, Akash et al.1 12 assessed asphaltene-derived biocarbon reinforced 3D printed composites and achieved a tensile strength of 500 MPa and a tensile modulus of 40 GPa.
After the reinforcement process, the printed composite sections need to be joined to form larger structures or functional components. In thermoplastics, traditional thermal fusion methods often lead to uneven heating and weak bonding. To address this, friction stir welding (FSW), a solid-state welding technique, is employed as a post-processing method to join the grid-patterned 3D-printed PLA biocomposites reinforced with silane-treated Zingiber officinale stalk derived biocarbon.1 13 This technique uses a non-consumable rotating tool that generates frictional heat, locally plasticizing the material without melting. As a result, the mechanical integrity at the weld zone is significantly enhanced, common joint defects such as voids and delamination are avoided, and strong interfacial bonding between composite parts is achieved.
Therefore, a novel bio-based composite was developed by reinforcing a PLA matrix with biocarbon derived from Zingiberofficinale stalk, fabricated using a grid-patterned infill via fused deposition modeling and subsequently joined through friction stir welding. The application relevance of the developed composite lies in its combination of low density, enhanced stiffness, and structural integrity, making it suitable for eco-friendly packaging enclosures, lightweight drone structural frames, customized orthotic and prosthetic supports, and automotive interior components where weight reduction and sustainability are critical design requirements. The novelty of this work arises from the integrated processing route, which combines the use of an underexplored agro-waste–derived biocarbon filler subjected to both activation and surface modification, controlled grid-infill additive manufacturing to tailor load transfer and weight efficiency, and solid-state friction stir welding to join printed sections without thermal degradation of the bio-based matrix. To the best of the authors’ knowledge, this specific combination of filler source, surface treatment strategy, additive manufacturing architecture, and post-processing joining technique has not been previously reported, thereby addressing a clear research gap and contributing to the development of sustainable, lightweight, and high-performance composite systems.
Experimental framework and processing techniques
Base constituents and chemical agents
The matrix material used in the composite system was biodegradable thermoplastic polylactic acid (PLA), obtained from Y T Hydrotech, Chennai, India. Zingiber officinale stalk, is the source of the biocarbon which is procured from Anjum Extraction Pvt. Ltd., Chennai, India. Furthermore, surface modification of the filler particles was carried out using analytical grade 3-Aminopropyltrimethoxysilane (3-APTMS), along with ethanol and acetic acid as supporting solvents. These substances are brought from popular chemicals industries, Chennai, India.
Activated biocarbon derivation from Zingiber officinale stalk waste
Zingiber officinale stalk waste collected after the removal of the edible portion of the plant.The stalks were thoroughly washed with distilled water to eliminate dust and impurities, followed by drying in a hot air oven to remove residual moisture. Subsequently, the dried material was cut into small pieces and subjected to controlled pyrolysis in a heating chamber to convert the lignocellulosic components into a stable carbon rich structure. Furthermore, the obtained char was activated through a chemical treatment process that enhanced its surface area, pore volume and adsorption capacity.For this purpose, the char particles were immersed in a potassium hydroxide (KOH) solution and subsequently heated at 700°C for 1 hour, enabling the activation agent to create additional micro and mesopores.1
14
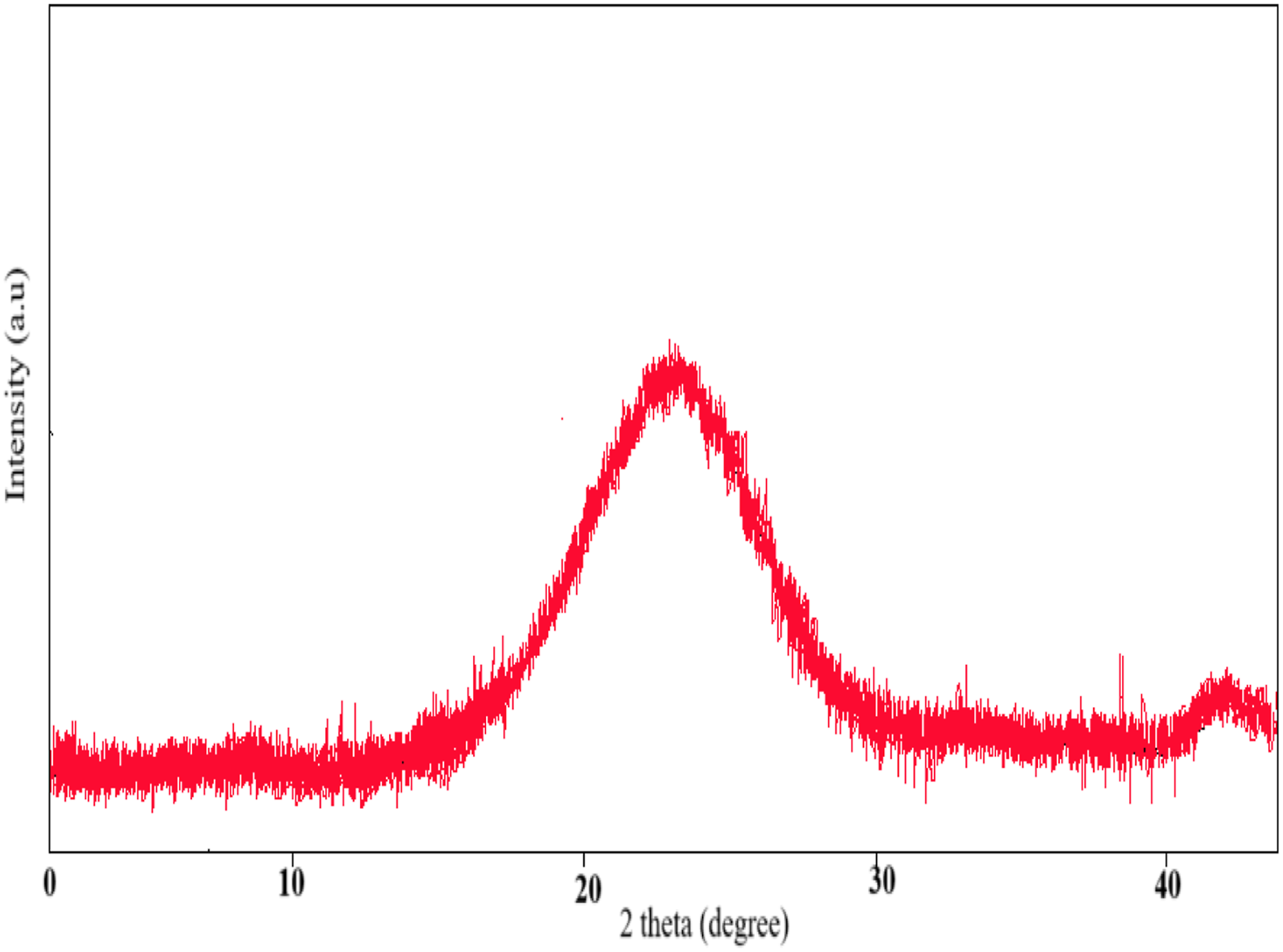
After activation, the material was rinsed using vacuum filtration following immersion in a dilute acidic solution under ultrasonic conditions for 30 minutes to remove residual activating compounds. The final product was dried in a hot air oven, yielding activated biocarbon suitable for reinforcement in composite fabrication.The overall extraction and activation procedure is illustrated in Figure 1. In addition, the XRD pattern of the activated biocarbon derived from Zingiber officinale stalk (Figure 2) highlights its amorphous nature, as evidenced by the broad diffraction peaks observed around 23.6° and 43.8°, corresponding to the (002) and (100) planes of disordered carbon. These broad peaks suggest a lack of long-range crystalline order, which is typical for chemically activated carbon materials. Furthermore, the absence of additional diffraction peaks indicates that the isolated biocarbon is in a relatively pure state, free from detectable inorganic impurities such as residual calcium or potassium compounds. Overall extraction and activation procedure of biocarbon particles. XRD pattern of activated biocarbon.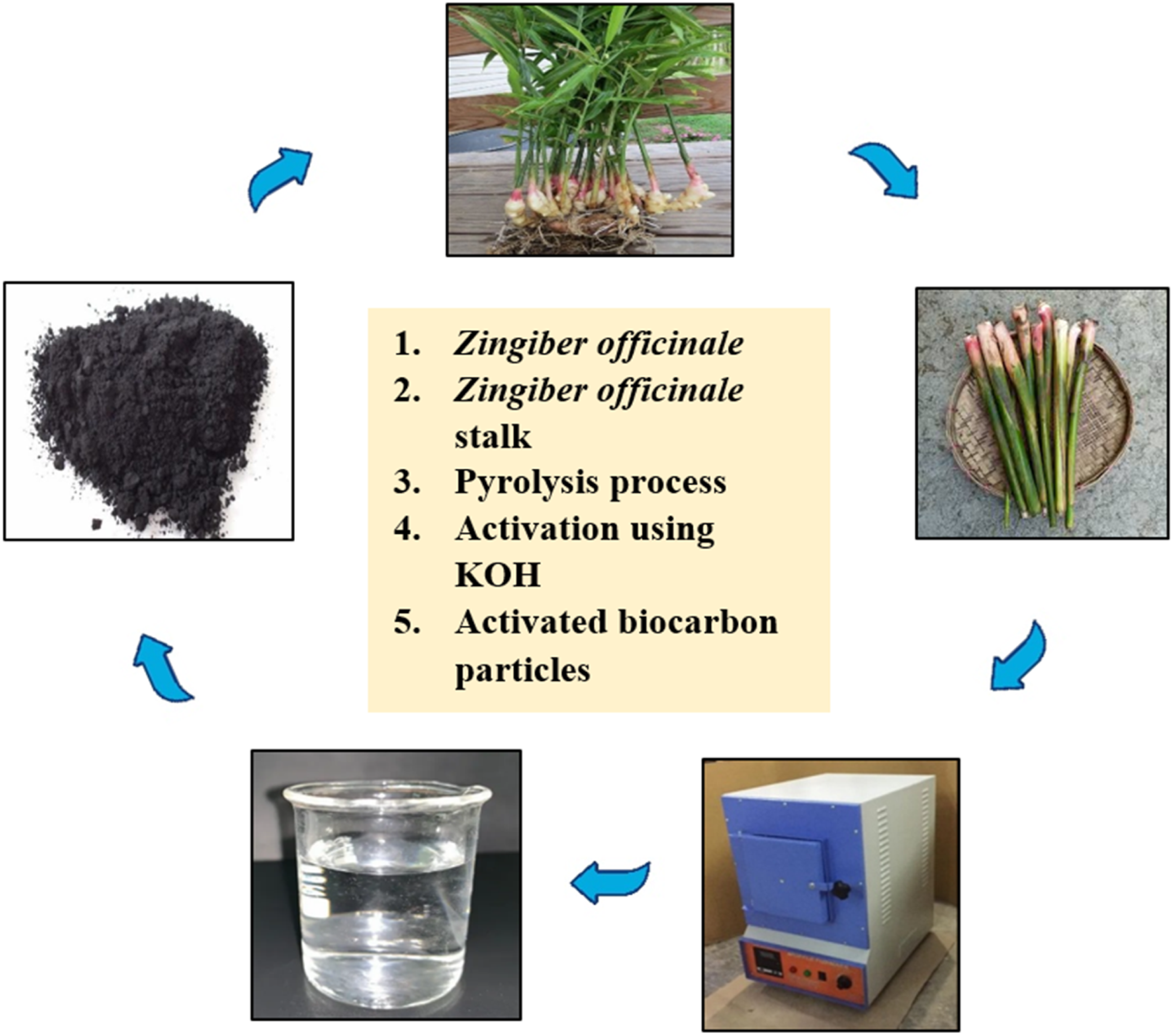
Surface functionalization of biocarbon particles
A chemical surface modification was carried out to enhance the interfacial adhesion between the biocarbon filler and the PLA matrix, employing 3-Aminopropyltrimethoxysilane (3-APTMS) as the silane coupling agent. A 2.5 wt % 3-APTMS solution was prepared by dissolving the silane in a solvent mixture comprising ethanol and glacial acetic acid in a 9:1 volume ratio. The biocarbon powder was gradually added to the prepared silane solution and continuously stirred using a magnetic stirrer for 2 hours at ambient temperature to ensure uniform surface interaction.1
15
During the silanization process, hydrolyzedsilanol groups formed from 3-APTMS readily reacted with hydroxyl groups present on the biocarbon surface, leading to the formation of stable covalent siloxane linkages. After the reaction, the solution was filtered, and the silane-treated biocarbon particles were dried in a hot air oven at 110°C for 1 hours to remove residual solvents and complete the hydrolysis-condensation process. Figure 3 displays the surface treatment of biocarbon particles. Surface treatment of biocarbon particles.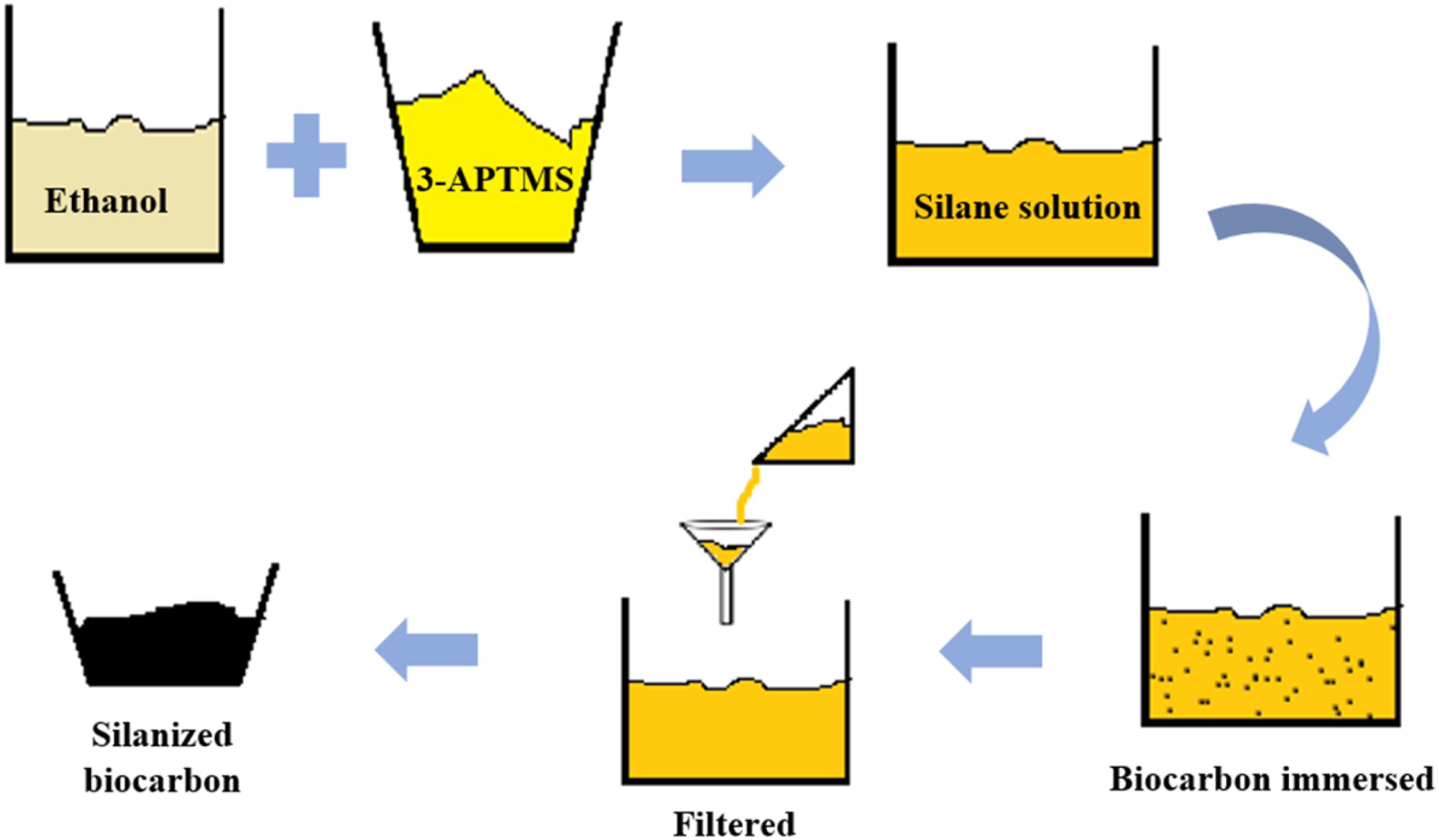
Composite filament extrusion
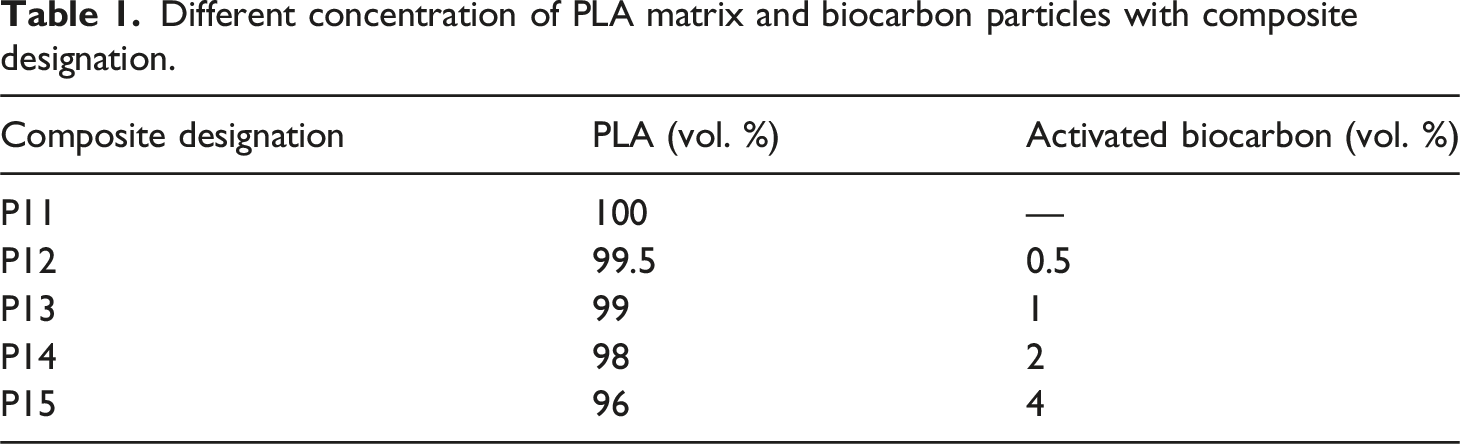
Different concentration of PLA matrix and biocarbon particles with composite designation.
3D Fabrication of reinforced composite specimens
The composite specimens were fabricated using fused deposition modeling (FDM) on a precisely calibrated Prusa i3 MK3S + 3D printer fitted with a 0.4 mm brass nozzle. Prior to printing, the build platform was thoroughly cleaned with a lint-free cloth and coated with a thin layer of polyvinyl alcohol (PVA)-based release agent to facilitate easy detachment of the printed parts after fabrication. The PLA-biocarbon composite filament containing biocarbon particles was then carefully loaded into the printer.1 17 The printing process was conducted at a controlled nozzle temperature of 200°C and a bed temperature of 60°C. To ensure consistent interlayer bonding and mechanical performance, key parameters such as a print speed of 50 mm/s, a layer height of 0.2 mm, and an infill density of 60% using a grid pattern were maintained. The fabrication was carried out under stable ambient conditions using a layer-by-layer deposition approach. Upon completion, the printed specimens were post-cured in an EIE air circulating oven at 60°C for 4 hours.
FSW process
The joining behaviour of the 3D printed PLA composite specimens enhanced with activated biocarbon particles was evaluated using friction stir welding (FSW). Composite plates with dimensions of 200 mm × 100 mm × 10 mm were fabricated and carefully positioned in a butt joint configuration on the fixture bed of a vertical machining centre. The welding setup utilized a non-consumable cylindrical tool made of hardened high-speed steel (HSS), featuring a flat shoulder and a 5 mm diameter pin 18. To ensure defect-free bonding, the welding parameters were optimized with a tool rotational speed of 600 rpm, traverse speed of 20 mm/min, and a plunge depth of 1.8 mm. The rotating tool was plunged into the joint interface, generating localized frictional heat that softened the PLA matrix without melting. This softening facilitated the uniform distribution and mechanical interlocking of activated biocarbon particles within the weld zone. As the tool traversed the seam, dynamic recrystallization under solid-state conditions led to the formation of a consolidated joint. After welding, the specimens were allowed to cool naturally to prevent thermal distortion.
Characterization
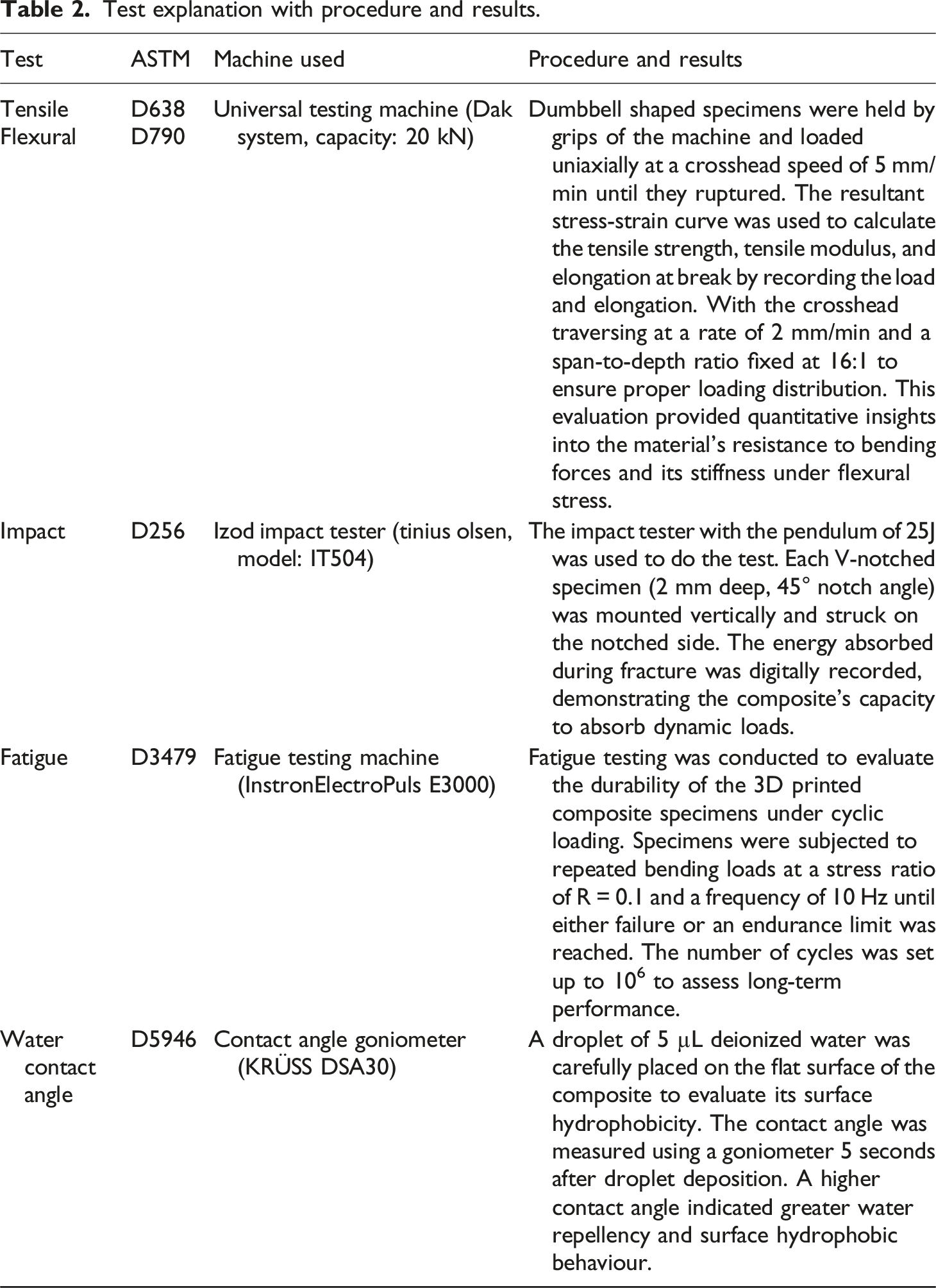
Test explanation with procedure and results.
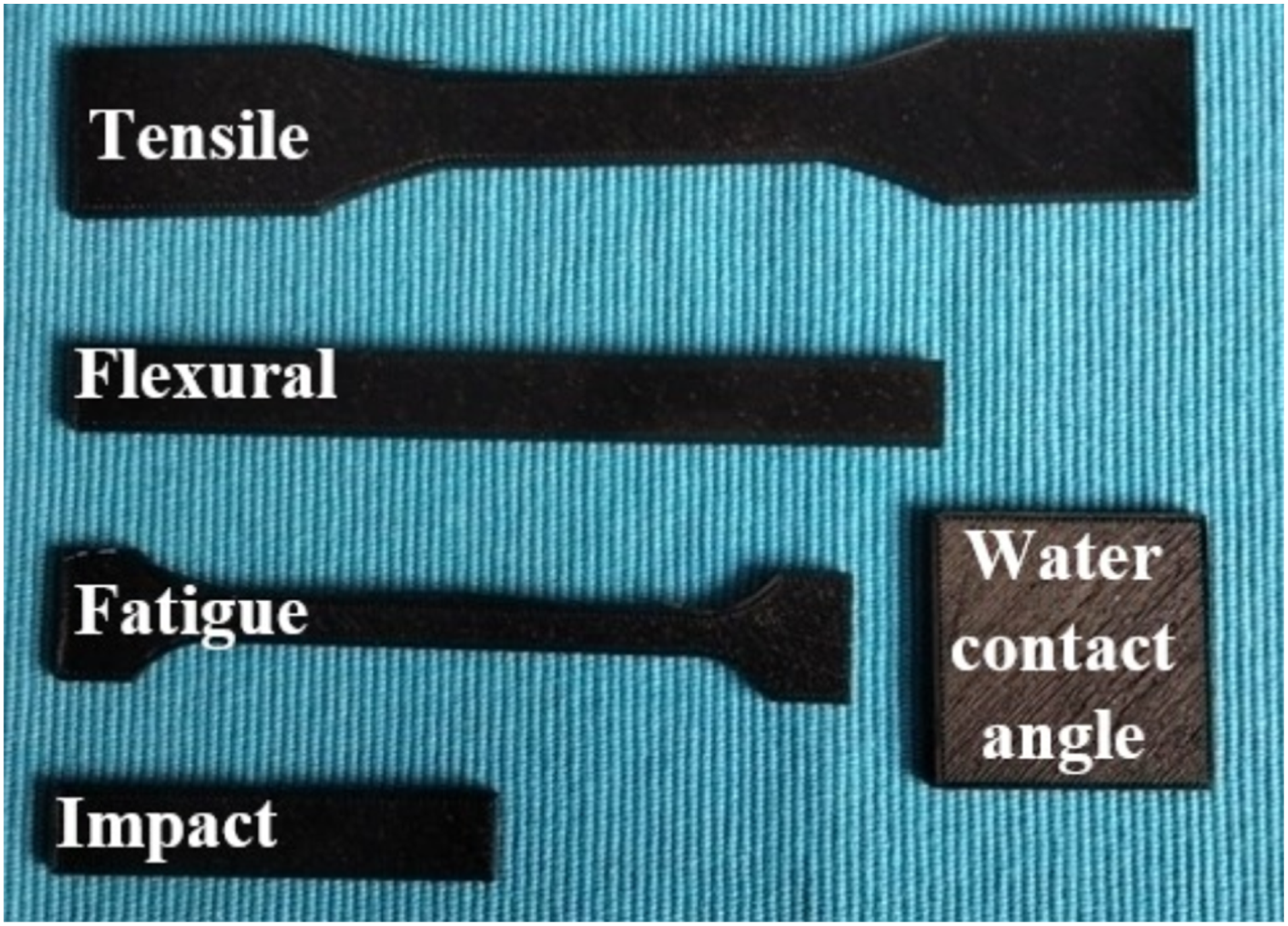
3D printed samples prepared for the test evaluation.
Results and discussion
FTIR analysis
The FTIR spectrum of silane treated biochar reinforced PLA (Figure 5(a) and (b)) exhibits all characteristic PLA bands confirming preservation of the polymer backbone. A band at 3400 cm−1 corresponds to N-H stretching from biochar surface hydroxyls and amine-functional silane groups, while the band near 1600 cm−1 is attributed to aromatic C-C stretching of biochar. Slight changes in intensity and possible shifts of the PLA carbonyl peak at 1750 cm−1 indicate interfacial interactions between PLA ester groups and silane-derived amine functionalities, likely through hydrogen bonding. Additional bands in the 1050 cm−1 region are associated with Si-O-C and C-O stretching, confirming successful silane modification and improved compatibility between biochar and the PLA matrix. FTIR plot of (a) P11 and (b) P14 printed specimens.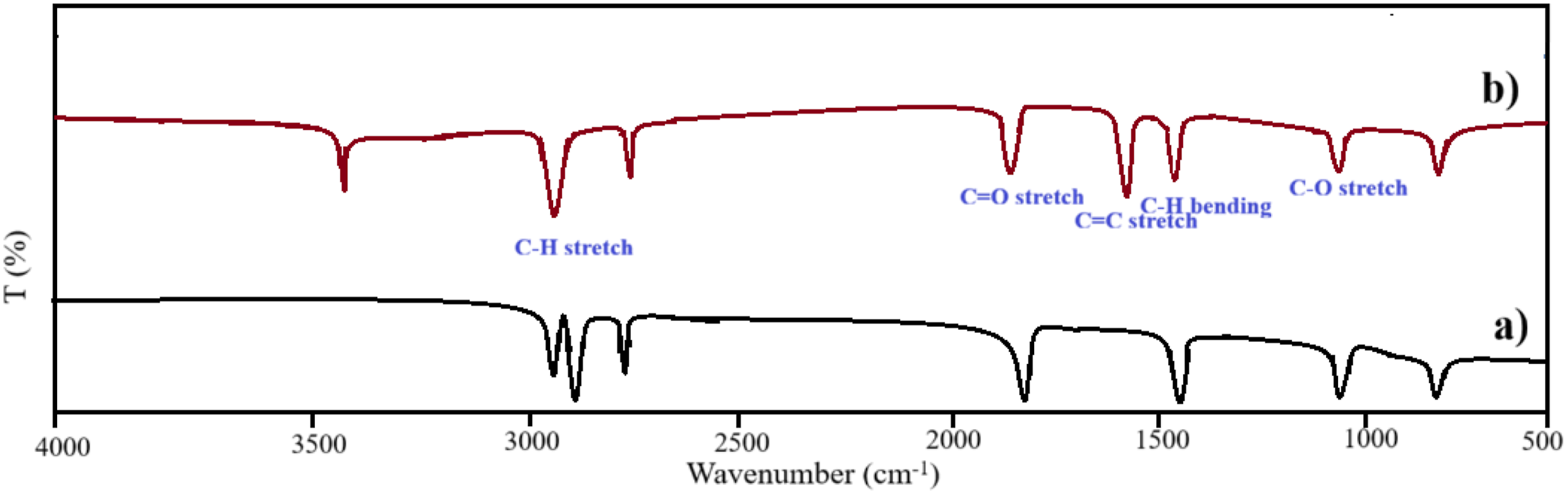
Mechanical properties
The mechanical properties of the friction stir welded grid-patterned 3D-printed PLA biocomposites revealed significant improvements with the incorporation of silane-treated activated biocarbon and it is represented in Figure 6. The tensile strength of the unreinforced PLA specimen, P11, is 51 MPa. With the addition of 0.5 vol. % activated biocarbon in P12, tensile strength rose to 110 MPa, showing a 115.7% increase compared to P11. This improvement is attributed to the enhanced interfacial adhesion provided by the silane treatment, which chemically bonds the biocarbon with the PLA matrix. Additionally, the high surface area from KOH activation offers better mechanical interlocking and facilitates stress transfer. P13, containing 1.0 vol. % filler, reached a tensile strength of 121 MPa, resulting in a 137.3% increase, due to uniform dispersion of the bio filler and the strengthening effect of the porous carbon structure.6
6
P14, with 2.0 vol. %biocarbon, achieved the highest tensile strength of 131 MPa, indicating a 156.8% increase over neat PLA. This composition appears to offer the optimal balance of filler distribution and interfacial strength. However, with 4.0 vol.% filler in P15, tensile strength slightly dropped to 128 MPa, representing a 150.9% increase, likely due to particle agglomeration that introduces weak points and stress concentrations during tensile loading. Mechanical properties of various composite specimens.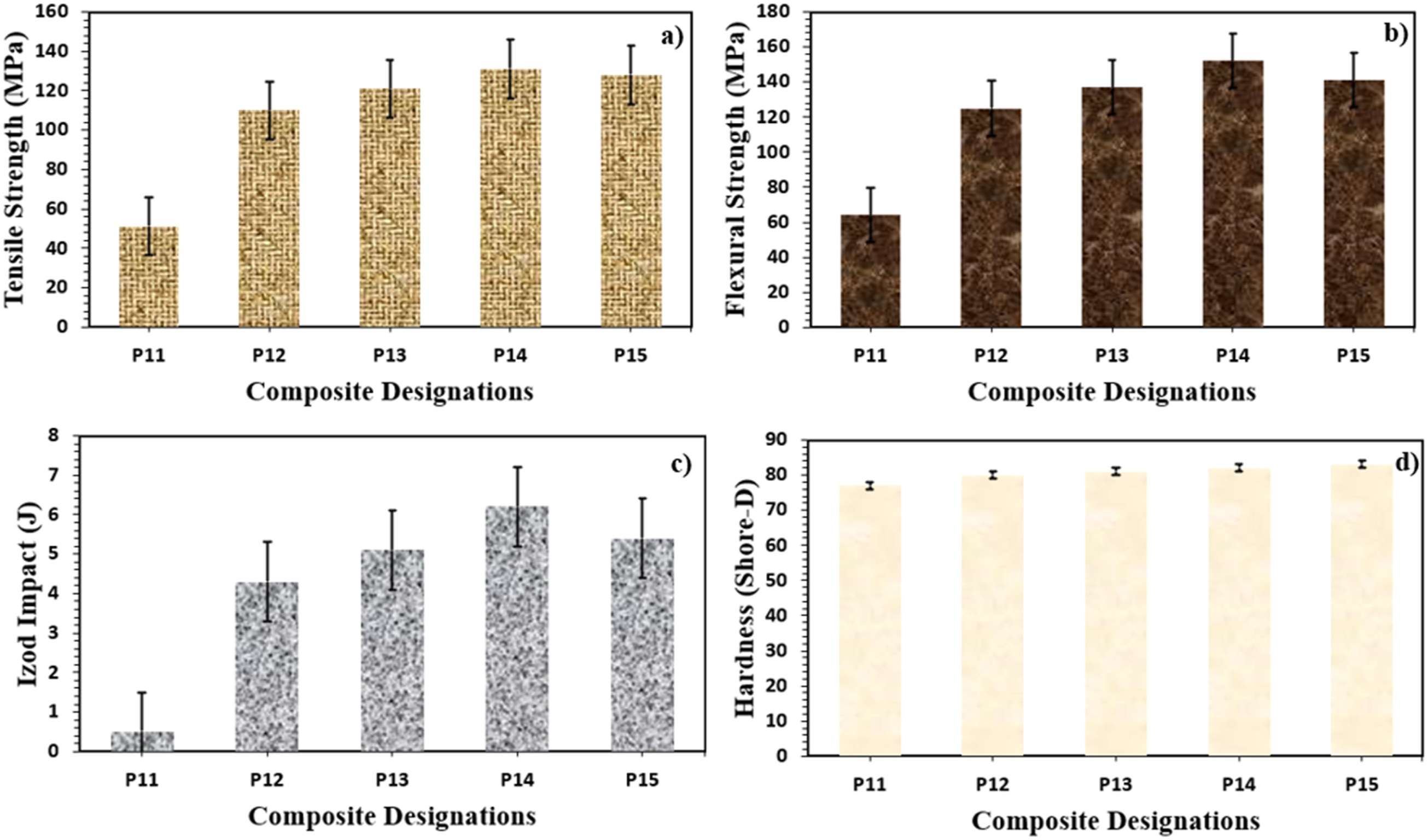
Flexural strength showed a comparable enhancement trend. P11 recorded a base flexural strength of 64 MPa. Incorporating 0.5 vol. %biocarbon in P12 increased the strength to 125 MPa, marking a 95.3% increase. This rise is due to the increased stiffness from the rigid biocarbon particles, and strong interfacial bonding promoted by silane functionalization. P13, with 1.0 vol. %biocarbon, showed a flexural strength of 137 MPa, which is a 114.1% increase, demonstrating that better load distribution across the matrix occurs with filler reinforcement.1 19 The maximum flexural strength of 152 MPa was observed in P14, showing a 137.5% increase, attributed to the optimal filler-matrix synergy, rigid reinforcement effect, and proper dispersion. In P15, which contained 4.0 vol. % filler, flexural strength declined slightly to 141 MPa, a 120.3% increase. The reduction at this concentration is again attributed to filler agglomeration, which impedes continuous load transmission and weakens structural integrity under bending.
The Izod impact strength was significantly affected by the presence of silane-treated activated biocarbon, with sharp improvements across all reinforced composites. P11 showed very low impact resistance at 0.5 J, which is characteristic of the brittle nature of pure PLA. In P12, with 0.5 vol. %biocarbon, the impact strength rose to 4.3 J, representing a 760% increase. This dramatic improvement is a result of the energy-absorbing capacity of porous biocarbon and crack deflection mechanisms enhanced by good matrix-filler bonding.8 8 P13, containing 1.0 vol. % filler, further improved to 5.1 J, yielding a 920% increase, aided by uniform particle dispersion that prevented localized failure. P14 showed the highest impact strength at 6.2 J, an increase of 1140%, owing to an ideal combination of filler content, energy dissipation, and tough interfacial bonding. In contrast, P15 displayed a slight drop in impact strength to 5.4 J, still a 980% increase, but indicative of stress concentrators formed by agglomerated particles at higher filler loadings.
The Shore-D hardness of the composites improved steadily with the increasing volume fraction of biocarbon. P11 had a base hardness of 77. With the inclusion of 0.5 vol. % filler in P12, hardness increased to 80, showing a 3.9% increase due to the rigid nature of carbon particles restricting surface deformation. P13, at 1.0 vol. %, reached a hardness of 81, a 5.2% increase, attributed to improved filler distribution and better surface load resistance.2 20 P14 exhibited a hardness of 82, giving a 6.5% increase, which corresponds with the optimal microstructure observed in strength and impact tests. The highest hardness was found in P15 at 83, reflecting a 7.8% increase. Despite the slight mechanical strength drop in this specimen, the continued rise in hardness is linked to surface-level stiffness contributed by the cumulative rigid filler content, which dominates over the internal structural weakening caused by particle agglomeration.
The SEM micrographs presented in Figure 7 provide a comparative view of the fracture surfaces of the PLA-based biocomposites. In Figure 7(a)), the surface appears rough and layered, characteristic of a plain matrix without any reinforcing phase. The absence of filler particles is clearly evident, and the fractured surface shows little resistance to crack propagation, indicative of brittle failure behaviour. In contrast, Figure 7(b)) shows a noticeable distribution of dispersed filler particles throughout the matrix along with the presence of voids. These voids suggest areas of poor interfacial bonding or incomplete impregnation, although the dispersion of the particles themselves indicates partial reinforcement.7
7
A significant improvement in microstructural homogeneity can be observed in Figure 7(c)), where the filler particles appear well embedded and tightly adhered to the matrix. The strong interfacial bonding, likely aided by surface modification of the fillers, promotes better load transfer and resistance to crack propagation. This microstructure correlates well with the enhanced mechanical and fatigue performance.2
21
However, in Figure 7(d)), the filler particles are visibly agglomerated, forming localized clusters that interrupt the continuity of the matrix. These agglomerations act as stress concentrators and potential crack initiation sites, which can reduce the overall structural integrity despite an increase in surface hardness. The transition from dispersed to agglomerated filler states across the micrographs underscores the critical importance of optimal filler loading and interfacial engineering for maximizing composite performance. SEM analysis of (a) P11, (b) P12, (c) P14, and (d) P15.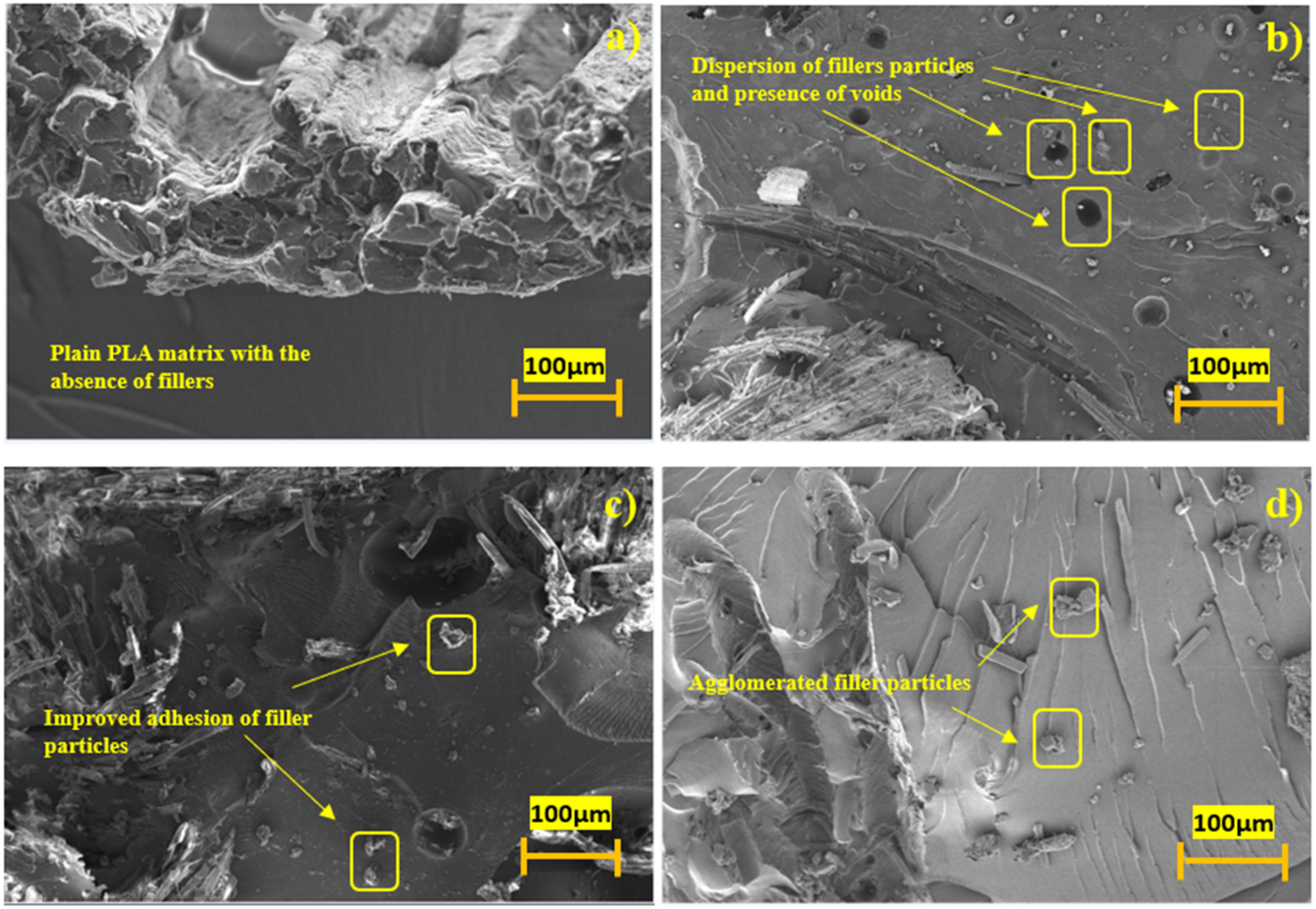
Fatigue properties
The fatigue performance of the 3D-printed PLA biocomposites under cyclic loading was evaluated at three stress levels 25%, 50%, and 75% of the Ultimate Tensile Strength (UTS) and it is represented in Figure 8. The base specimen P11, made of pure PLA, exhibited the lowest fatigue life across all stress levels, with failure occurring at 5462 cycles at 25% of UTS, 3985 cycles at 50%, and 2741 cycles at 75%. This reflects the inherently brittle nature of PLA and its poor resistance to crack propagation under repeated loading. The absence of reinforcement results in rapid crack initiation and propagation, especially at higher stress levels. Fatigue properties of various composite specimens.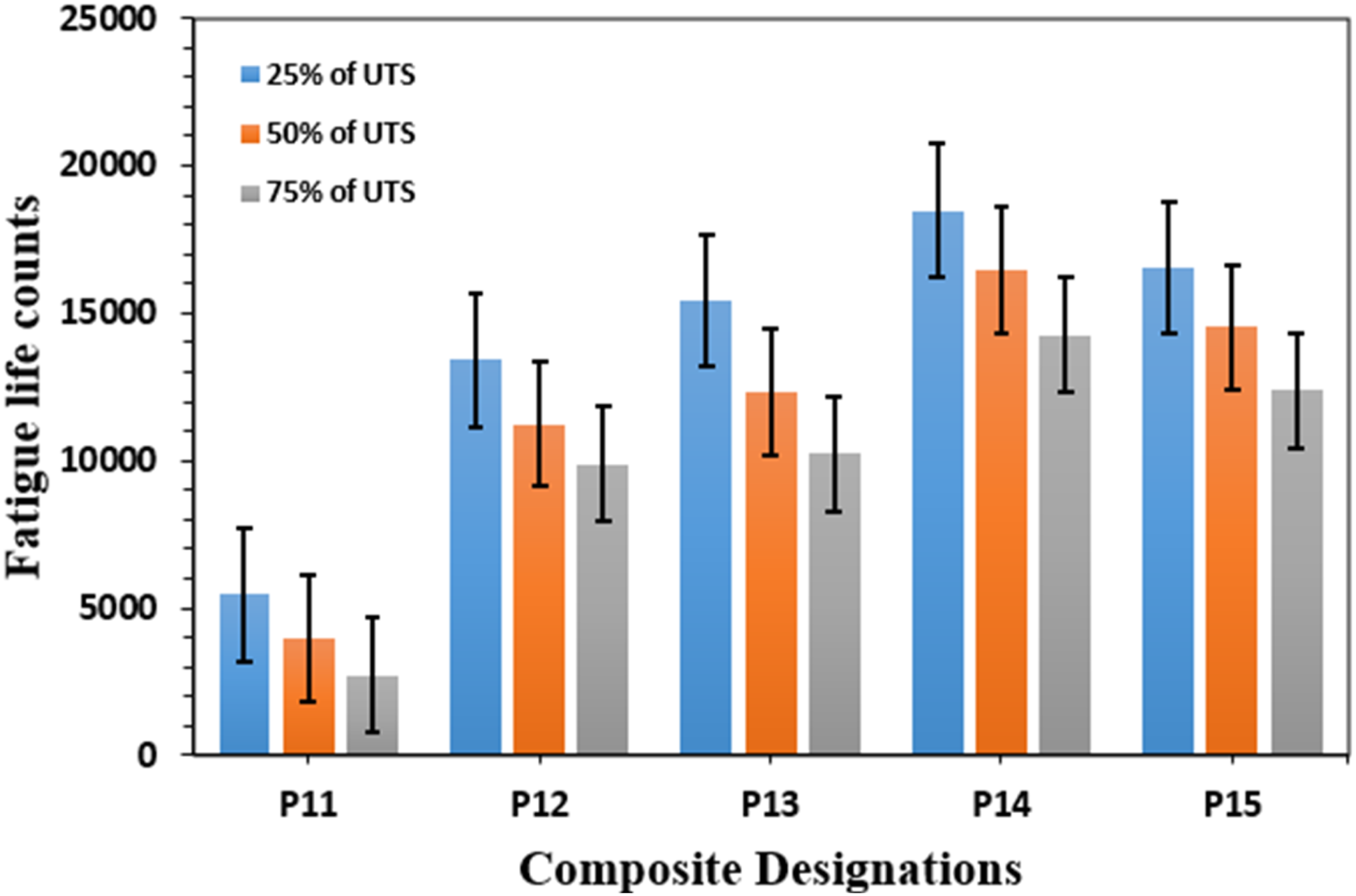
With the incorporation of 0.5 vol.% silane-treated activated biocarbon in specimen P12, fatigue life improved substantially to 13421, 11243, and 9871 cycles at 25%, 50%, and 75% UTS respectively. This corresponds to enhancements of over 145% at 25% UTS and more than 250% at 75% UTS compared to P11. The improvement is due to the strong interfacial adhesion provided by the silane treatment, which prevents early debonding under cyclic stress.2 22 Additionally, the porous biocarbon structure created through KOH activation offers better energy dissipation and reduces local stress concentration, thereby delaying fatigue crack initiation.
P13, with 1.0 vol.% filler, further improved to 15426, 12341, and 10241 cycles at 25%, 50%, and 75% UTS, respectively. The increase in fatigue life is attributed to the more uniform dispersion of biocarbon, which enhances the matrix continuity and crack arresting behaviour under cyclic loads. The silane treatment continues to aid in load transfer, while the slightly higher filler content increases stiffness and resistance to microstructural fatigue damage without leading to clustering.
The highest fatigue performance was observed in specimen P14, which contained 2.0 vol. % of activated biocarbon. It recorded 18465 cycles at 25% UTS, 16452 cycles at 50%, and 14236 cycles at 75% UTS, showing superior endurance across all stress levels. The remarkable enhancement is due to an optimal balance between filler content and dispersion. At this concentration, the porous, high-surface-area carbon reinforcement effectively dissipates cyclic stress while the silane coupling ensures robust interfacial bonding.2 23 This combination provides crack bridging, energy absorption, and delayed failure under fatigue loading.
In contrast, specimen P15, with 4.0 vol.% filler, showed a slight decline in fatigue life compared to P14, although still much higher than neat PLA. It achieved 16542, 14523, and 12366 cycles at 25%, 50%, and 75% UTS, respectively. The marginal drop is likely due to filler agglomeration at higher concentrations, which introduces microstructural discontinuities and local stress raisers, accelerating crack initiation under repeated loading. Despite this, the composite still benefits from the inherent reinforcement properties of activated biocarbon and silane-induced interfacial stability.
Overall, the fatigue analysis confirms that silane-treated, KOH-activated biocarbon significantly enhances the fatigue resistance of PLA biocomposites, particularly when added in optimal concentrations such as 1.0 to 2.0 vol. %, beyond which the risk of filler agglomeration may offset the benefits.
Water contact angle
The water contact angle measurements provide insight into the surface hydrophobicity and wettability of the PLA-based biocomposites and it is represented in Figure 9. In this study, an increasing trend in contact angle values was observed with rising content of silane-treated activated biocarbon, indicating a transition toward more hydrophobic surfaces. The control specimen P11, made of pure PLA, showed a contact angle of 65°, which reflects moderate hydrophilicity due to PLA’s polar ester groups. Upon incorporation of 0.5 vol. % activated biocarbon in P12, the contact angle increased to 69°, suggesting reduced surface energy and water affinity. This is attributed to the presence of hydrophobic domains on the surface-modified biocarbon and the effect of silane treatment, which chemically grafts non-polar groups onto the filler surface.2
24
Water contact angle of various composite specimens.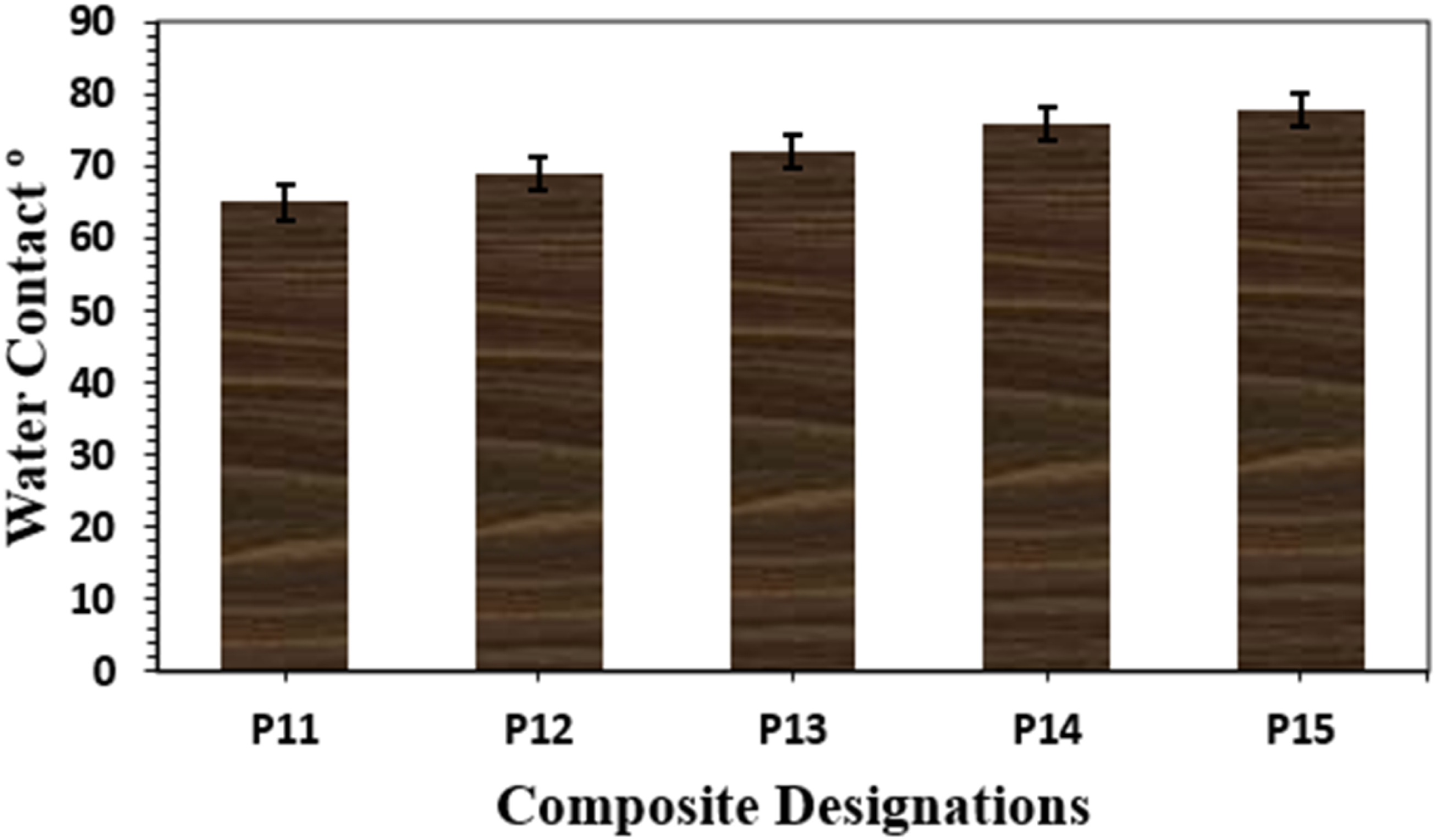
As the filler loading increased to 1.0 vol. % in P13, the contact angle rose further to 72°, a result of enhanced filler dispersion and a higher concentration of silane-modified particles at or near the surface, reducing polar interactions with water. P14, containing 2.0 vol. %biocarbon, exhibited a contact angle of 76°, indicating significant improvement in surface hydrophobicity. This improvement is due to the synergistic effect of increased filler content and the formation of a micro-textured surface from the porous structure of KOH-activated biocarbon, which traps air and inhibits water spreading. The highest contact angle was observed in P15 (4.0 vol. %), reaching 78°, confirming the enhanced hydrophobic nature of the composite surface at higher filler concentrations.2 25
Overall, the increasing trend in water contact angle from P11 to P15 clearly demonstrates that the addition of silane-treated activated biocarbon not only reinforces the mechanical performance but also improves the water resistance of the composite surface, which is beneficial for applications requiring moisture barrier properties or hydrolytic stability.
Conclusions
In conclusion, the experimental analysis demonstrated that the incorporation of silane-treated activated biocarbon significantly enhances the overall performance of PLA-based biocomposites. Specimen P14 emerged as the most effective composition, showing improved mechanical integrity with a tensile strength of 131 MPa, flexural strength of 152 MPa, impact strength of 6.2 J, and hardness of 82 Shore-D. It also delivered the best fatigue resistance, sustaining 18465, 16452, and 14236 cycles at 25%, 50%, and 75% of UTS, respectively. These enhancements are attributed to the optimized filler loading, which promotes strong matrix-filler interaction, efficient stress transfer, and crack-arresting mechanisms. On the other hand, specimen P15 exhibited the highest water contact angle of 78°, indicating enhanced surface hydrophobicity due to the higher concentration of surface-modified biocarbon and microstructural roughness that reduces wettability. SEM observations supported these findings by showing a plain fractured surface in the control specimen, followed by improved filler dispersion and adhesion in optimized samples, and agglomeration in highly filled composites. These results confirm that the performance of PLA biocomposites can be tailored effectively through careful control of biocarbon content and surface treatment, with P14 offering the best mechanical and fatigue balance, and P15 excelling in moisture resistance.
Footnotes
Author’s note
V K Shanmuganathan current affiliation is Department of Aeronautical Engineering, KCG College of Technology, Chennai, India.
Authors’ contributions
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Consent to participate
Yes
Consent for publication
Yes
Data Availability Statement
The required data can be given based on request.