
Abstract
Carbon fiber reinforced polymer are widely used in high-performance fields such as aerospace and automotive industries due to their exceptional mechanical properties. However, due to their anisotropy and heterogeneity, traditional machining methods often result in defects such as burrs and delamination, which increase processing difficulty. Laser processing technology, as a non-contact machining technique, offers numerous advantages in the processing of carbon fiber reinforced polymers. With its high precision and efficiency, laser processing can effectively avoid defects commonly encountered in traditional machining, particularly in reducing thermal damage. This paper reviews the application of laser technology in CFRP cutting and drilling, examining the impact of processing parameters such as laser wavelength, mode, frequency, scanning method, and auxiliary techniques on processing quality. The paper focuses on the critical application of mathematical methods and machine learning algorithms in optimizing laser processing parameters and improving processing accuracy and efficiency, while also forecasting future trends in CFRP processing technology.
Keywords
Introduction
Carbon Fiber Reinforced Polymer (CFRP) is a novel composite material, where carbon fibers serve as the reinforcement and epoxy resin as the matrix. 1 The carbon fibers are known for their exceptional strength and stiffness, while the polymer matrix bonds and stabilizes the fibers, providing structural support, protection, and facilitating stress and load transfer. The manufacturing process of CFRP typically involves mixing and curing the carbon fibers with the polymer, followed by arranging and laminating the composite material in various directions to achieve the desired configuration. The fibers may be continuous or fragmented, 2 and their arrangement can be organized into various configurations such as unidirectional, bidirectional, or cross-ply, depending on the requirements. 3 The polymer matrix is typically categorized into two main types: thermosetting resins and thermoplastic resins. In recent years, thermoplastic resins have gradually replaced traditional thermosetting resins, emerging as a research hotspot due to their advantages in environmental sustainability, recyclability, and large-scale production. 4
Since the 1960s, CFRP has been widely applied in various industrial fields, including aerospace, automotive, shipbuilding, and military, due to its exceptional mechanical properties, particularly its high specific strength, excellent fracture resistance, wear resistance, and high specific stiffness. 5 It has been hailed as a critical pillar of modern industrial technology.2,6 Although CFRP is pre-configured during the manufacturing process, it often requires mechanical drilling and cutting in practical applications. CFRP is difficult to cut due to its heterogeneity, anisotropy, and the wear it causes on cutting tools.7,8 The layered structure of this material further exacerbates the difficulty of machining, making the manufacturing process one of the critical bottlenecks in CFRP applications. 9 Therefore, optimizing machining techniques to reduce defects has become a key issue to address for the widespread application of CFRP. 10
CFRP faces a series of challenges during the machining process due to its unique multilayer structure, heterogeneity, and anisotropy. While traditional machining methods are commonly used in CFRP processing, excessive cutting forces in practical applications may lead to defects such as burrs, delamination, tearing, and fracture, which directly affect the mechanical properties of CFRP components.11,12
In recent years, research on the coordinated control of multiple quality indicators in CFRP drilling—such as delamination, surface roughness, roundness error, and thrust force/torque—has gradually evolved from single-response analysis toward multi-criteria optimization and integrated process design. Xu et al. 13 systematically reviewed the damage mechanisms and process parameter optimization strategies in CFRP drilling, highlighting the necessity of conducting comprehensive parameter optimization under multiple quality constraints. Subsequently, Barik and Pal14,15 elucidated the coupling relationships between drilling parameters and hole quality indicators through thrust–torque signal analysis and multi-response modeling, providing methodological support for comprehensive multi-indicator evaluation. Furthermore, Barik et al. 16 introduced multi-criteria decision-making methods, including MOORA, TOPSIS, and VIKOR, to systematically optimize CFRP drilling parameters and verified their effectiveness in balancing multiple quality objectives. In addition, explorations of non-traditional hole-making methods, such as micro electrical discharge machining, in CFRP hole formation have offered complementary insights for related studies. 17 Nevertheless, these studies are still predominantly based on contact-based machining processes, in which cutting forces and the associated thermo-mechanical coupling effects continue to pose significant challenges to achieving highly consistent and high-quality hole formation in CFRP.
To overcome these issues, researchers have explored various machining techniques, including abrasive water jet cutting, ultrasonic vibration-assisted machining, electrical discharge machining, and laser machining,
18
as shown in Figure 1. CFRP machining technologies and applications.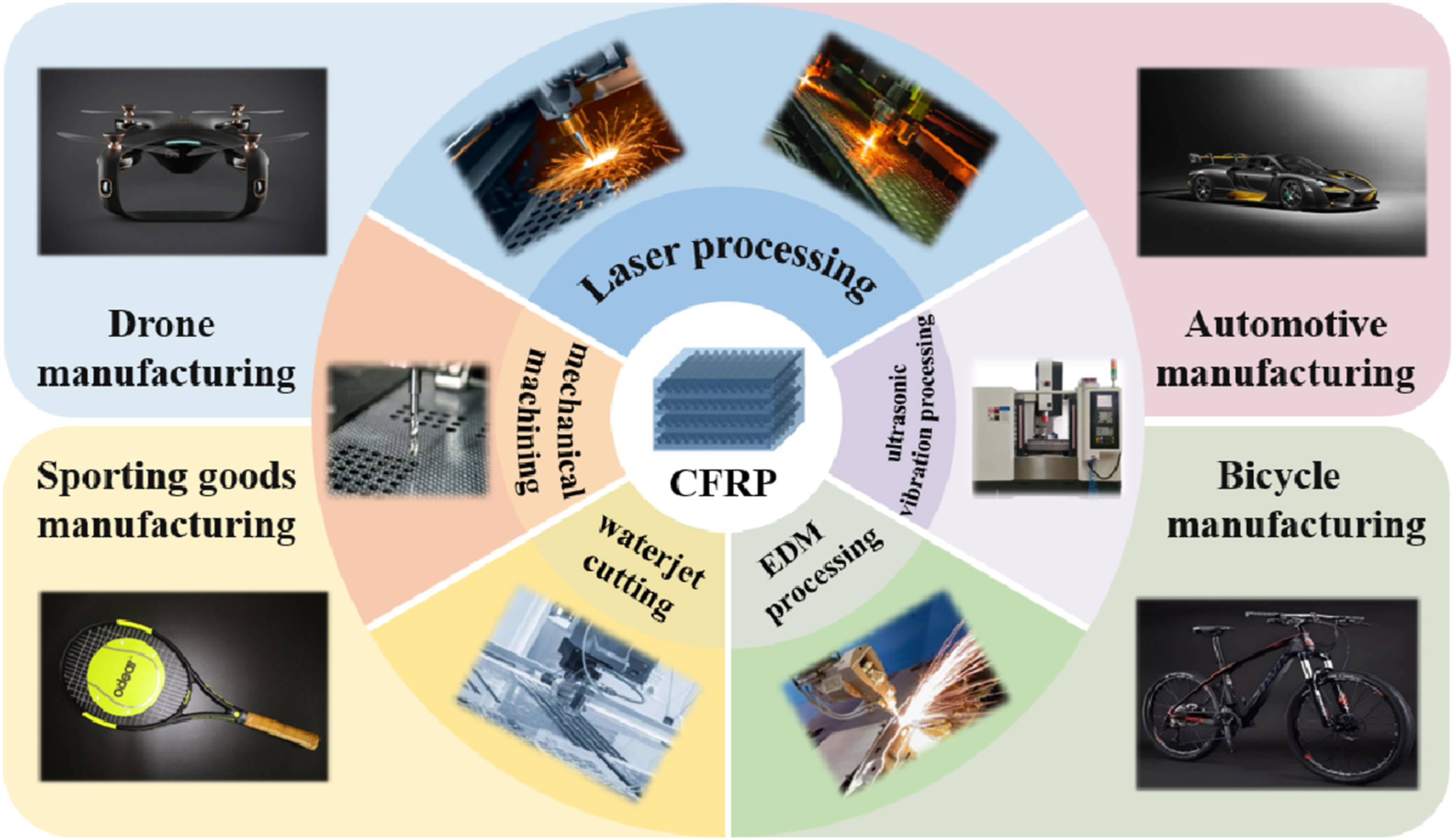
Although water jet cutting technology can effectively cut CFRP materials, it still generates defects such as kerf deformation and material delamination, which limits its application in processing complex parts. 19 Electrical discharge machining, as a thermal processing method, generates less mechanical damage but suffers from low efficiency and poor precision, limiting its widespread use in CFRP machining. 20 Ultrasonic vibration-assisted machining reduces material damage by minimizing cutting forces; however, issues such as fiber delamination and internal cracking still frequently occur during the machining process. 21 In contrast, laser machining technology has demonstrated significant advantages for processing CFRP. Laser machining enables high precision while effectively avoiding burrs and delamination issues common in traditional machining methods. Its smaller Heat Affected Zone (HAZ) helps maintain the overall structural integrity of the material. Due to its high cutting efficiency and low mechanical force, laser machining better addresses the complexities of CFRP as a unique material, making it one of the most promising machining methods currently.22,23
Comparison of characteristics and applications of different CFRP machining processes.
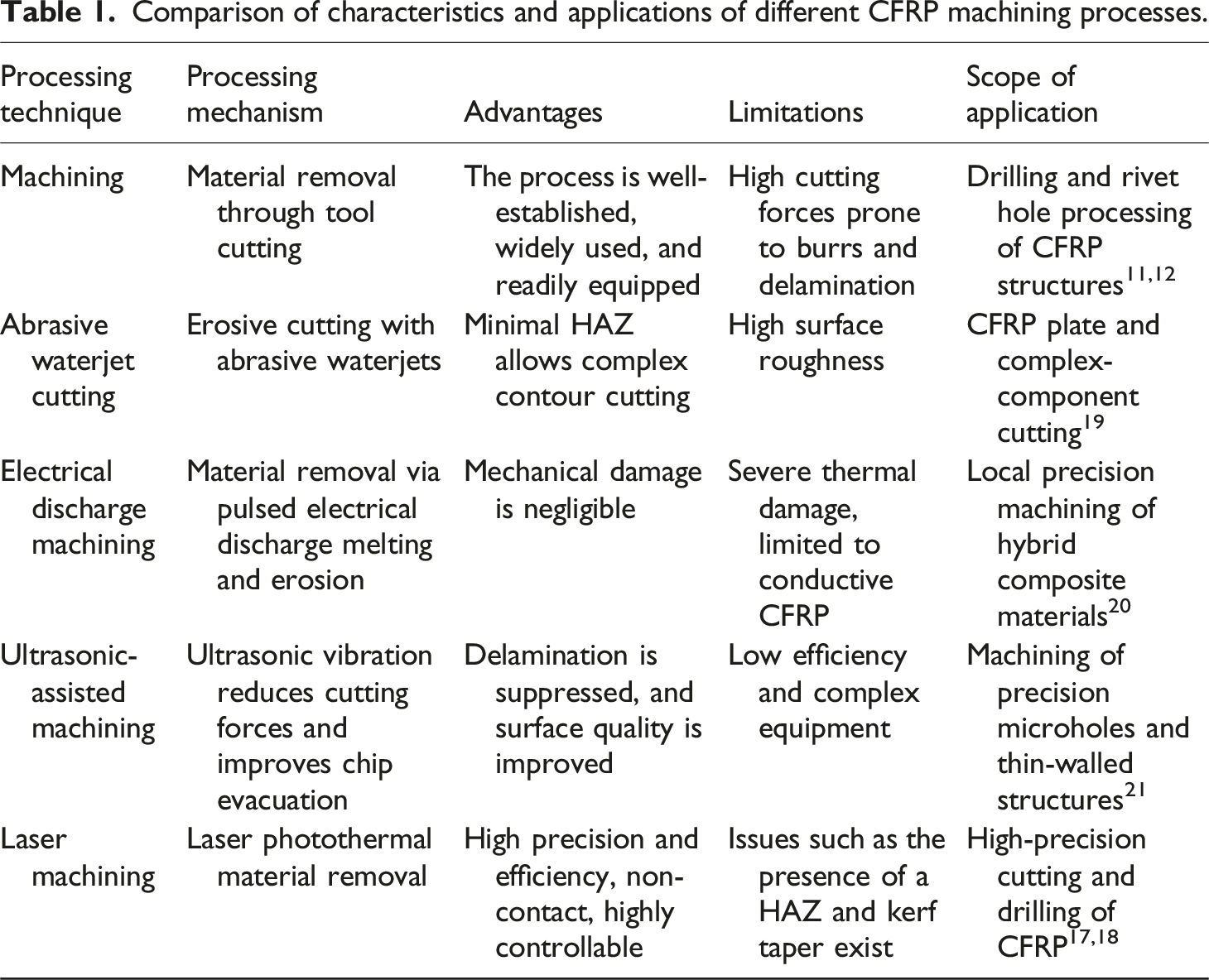
As shown in Table 1, different machining methods exhibit distinct characteristics in terms of machining mechanisms and quality control. By comparison, laser processing demonstrates the most prominent advantages in high precision, non-contact operation, and high processing efficiency, and has therefore become a major focus of recent research on CFRP hole-making and cutting.
Studies have shown that laser machining technology demonstrates significant application potential in CFRP cutting and drilling, particularly in fields requiring high machining precision and efficiency. The Boeing 787, known as the “Dreamliner,” has a composite material weight ratio of 50%, with CFRP accounting for 45%. However, the production of critical CFRP components that require extensive drilling and cutting for riveting demands extremely high precision. 24 Traditional machining methods are prone to causing material delamination, fiber fracture, and surface cracking, which affect the strength and assembly accuracy of components. In contrast, laser cutting technology offers precise cutting and drilling, avoiding these defects and ensuring the accuracy and strength of components. 25 This indicates that laser cutting and drilling have become the most commonly used machining technologies.
Laser drilling, as a novel non-contact machining method, has become one of the preferred technologies for CFRP drilling due to its high precision, efficiency, and excellent operability. Its advantages lie in minimizing material damage while optimizing economic efficiency and processing costs. 26 Laser cutting uses a high-energy laser beam to precisely cut CFRP along the contour, making it suitable for processing complex shapes while avoiding material deformation or damage caused by mechanical contact. Currently, two main light sources are used: continuous-wave lasers and pulsed lasers. Continuous lasers are prone to generating larger HAZ due to heat accumulation, which can lead to matrix degradation and delamination, while pulsed lasers, with their high energy density and short interaction times, effectively suppress heat diffusion. Studies have indicated that by adjusting the laser parameters for drilling and cutting, the expansion of HAZ can be significantly controlled, balancing processing efficiency with quality.27,28
However, while laser cutting and drilling of CFRP offer advantages in high precision and efficiency, some defects may still occur during the actual machining process. In particular, irregular cut edges, charred residues, and poor surface finish may occur during cutting and drilling. These defects affect the mechanical properties and appearance of CFRP, limiting its widespread use in high-demand applications. To overcome these issues, optimizing the key parameters of laser machining becomes crucial. 29
By optimizing the key parameters of the laser, machining quality can be significantly improved. Factors such as the laser wavelength, mode, frequency, scanning method, and assistive techniques affect the heat input, energy distribution, and material response during the machining process. Proper selection and adjustment of these parameters help reduce thermal damage, improve machining precision, and effectively control the HAZ. 30 At the same time, optimizing laser parameters not only improves machining efficiency but also ensures process stability, significantly enhancing machining quality. Therefore, optimizing laser parameters is a key approach to enhancing machining performance, driving the widespread application of laser cutting and drilling technologies in this field.31,32
Despite the introduction of new laser technologies, such as ultraviolet lasers and ultrashort pulse lasers, to improve machining precision, cost control, and the feasibility of large-scale applications remain among the primary challenges. To overcome these challenges, research has focused not only on the optimization of laser parameters and the application of assistive methods but also on the integration of artificial intelligence technologies as a key approach to enhancing machining quality and efficiency.
In the process optimization of laser machining of CFRP, mathematical algorithms, particularly Response Surface Methodology (RSM), play a crucial role. RSM establishes mathematical models between input parameters and output responses, enabling effective analysis of multiple machining parameters and their interactions, thus optimizing process conditions for simultaneous improvement of multiple quality characteristics. 33 RSM is commonly used to optimize key process parameters in laser machining, such as laser power, cutting speed, and scanning frequency. Through the response surface model, researchers can quantify the impact of these parameters on machining quality characteristics such as HAZ, cut quality, and surface roughness. RSM not only predicts machining results for different parameter combinations but also enhances process efficiency and reduces thermal damage and material defects through experimental design and data analysis. 34 Additionally, RSM is often combined with other optimization methods, such as Central Composite Design (CCD) and Box-Behnken Design (BBD), which help refine experimental setups, thereby improving machining precision and efficiency.35,36
In recent years, the application of machine learning in laser machining of CFRP has made significant progress, particularly in process optimization, performance prediction, and geometric feature modeling. 37 By integrating machine learning with traditional physical models and laser machining parameters, the accuracy and reliability of process design have been significantly improved.
In process optimization, machine learning algorithms can automatically adjust laser machining parameters (such as laser power, cutting speed, gas pressure, etc.) based on experimental data, thereby achieving optimal machining results. By learning from large datasets, these algorithms can automatically identify the optimal parameter combinations, reducing machining defects and significantly improving efficiency and quality. 38 In performance prediction, machine learning is widely used to evaluate key metrics in the laser machining process, such as cutting accuracy, HAZ, and surface quality. Based on machine learning and deep learning models, real-time monitoring of the machining process is possible, allowing for the prediction of outcomes and providing optimization suggestions. 39 Additionally, machine learning has demonstrated significant potential in predicting geometric features in laser machining. Through methods such as deep learning, machine learning can accurately predict geometric features, such as hole depth and cut width, under different parameter combinations during laser machining, thereby quickly determining optimal machining conditions and improving process development efficiency. 40
Overall, the application of mathematical methods and machine learning technologies in laser machining of CFRP has driven continuous advancements in laser processing and laid the foundation for the development of future intelligent machining technologies.
Previous reviews have mainly summarized CFRP laser processing from the perspectives of laser types, machining mechanisms, and heat-affected zone control, providing valuable insights into the underlying physical mechanisms and process characteristics. 41 However, most existing studies emphasize qualitative analyses of single-parameter effects, while the coupling among process parameters, data-driven optimization strategies, and intelligent machining approaches remain insufficiently addressed.42,43
In contrast, this review systematically examines the influence of laser parameters on CFRP machining quality and establishes a unified framework linking laser parameters, machining performance, and optimization algorithms. The effects of laser wavelength, mode, frequency, and scanning strategy are comprehensively analyzed, with particular emphasis on recent advances in artificial intelligence and mathematical optimization for process parameter optimization. By synthesizing machine learning, deep learning, and multi-objective optimization methods for quality prediction and process control, this work provides an intelligent analytical framework to support high-precision, low-damage, and high-efficiency CFRP laser processing.
To ensure the systematic rigor and academic representativeness of this review, a systematic literature review (SLR) methodology was employed to identify and analyze high-quality studies on CFRP laser processing published over the past decade. Following standard SLR procedures, relevant literature was retrieved from major academic databases, including Web of Science and Scopus, and subsequently screened based on predefined inclusion and exclusion criteria to ensure the scientific validity and comprehensiveness of the review.
This chapter introduces the fundamental concepts and composition of CFRP, as well as its widespread applications in industries such as aerospace and automotive. It discusses the challenges encountered during CFRP machining, with a particular focus on the current applications of laser cutting and drilling technologies. Finally, an AI-assisted laser processing parameter optimization technique is proposed, and its background and significance in improving machining efficiency and quality are elaborated.
Figure 2 provides a systematic overview of the mechanisms of CFRP laser processing, key process parameters, typical defects, and corresponding optimization methods, illustrating the overall framework of this review. Framework of influencing factors and optimization strategies for CFRP laser processing.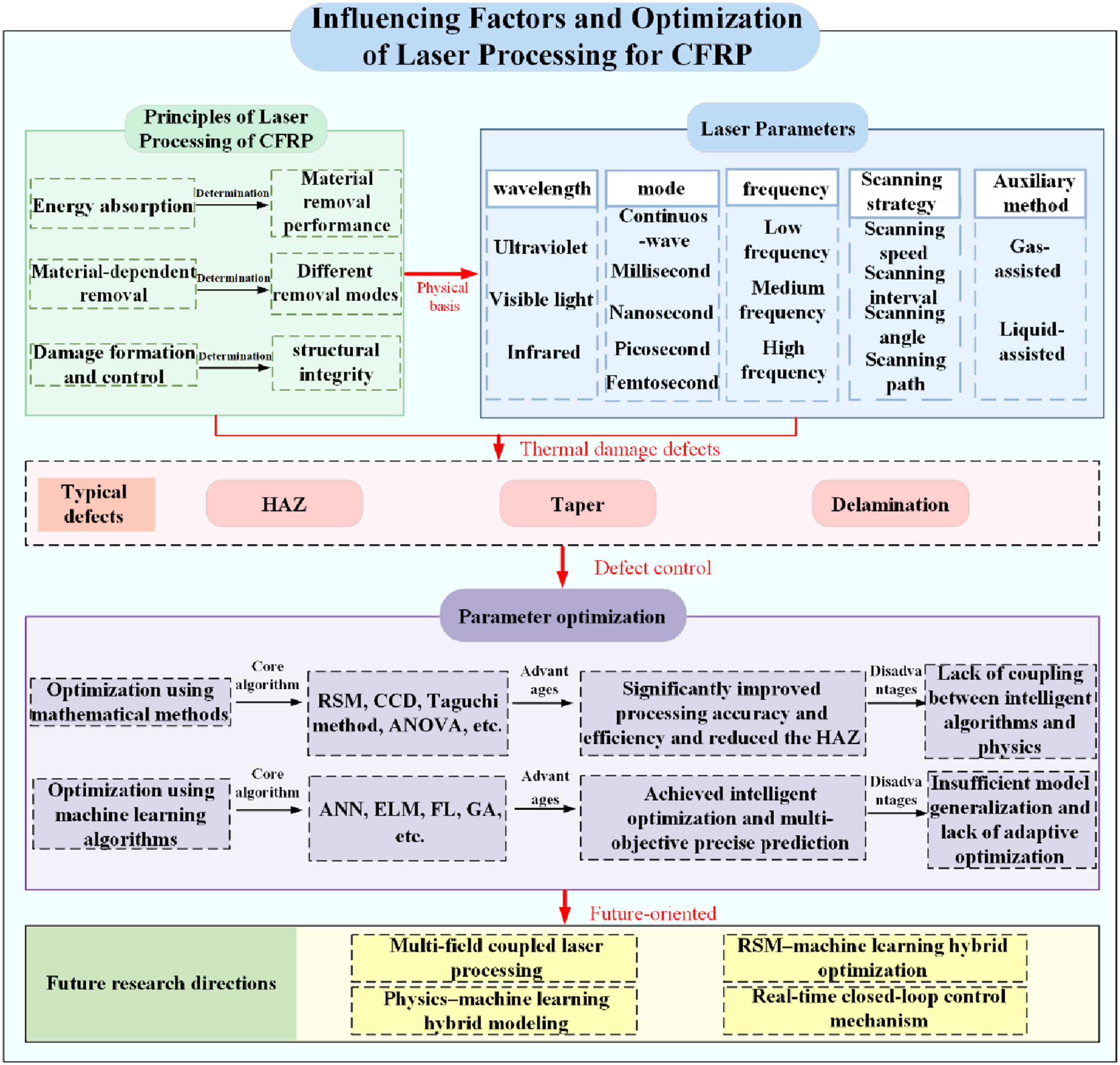
Chapter 2 discusses the principles of laser processing in CFRP, with a particular focus on the interaction between the laser, carbon fibers, and the resin matrix. It examines how laser energy absorption, heat conduction, and material vaporization mechanisms affect the machining process, particularly the distinct removal methods of CFRP materials with different compositions under laser influence. Chapter 3 explores the impact of parameters such as laser wavelength, mode, frequency, and scanning methods on the machining quality of CFRP. By analyzing how these parameters affect thermal damage, HAZ, and surface quality, the chapter highlights how optimizing laser parameters can reduce thermal damage and improve machining accuracy and efficiency. Chapter 4 discusses how mathematical optimization methods and machine learning algorithms can be used to optimize key process parameters in laser machining of CFRP. It emphasizes that these intelligent optimization techniques can effectively balance machining quality and efficiency, reduce thermal damage and defects, and enhance machining stability and quality control. Chapter 5 summarizes the current state of research on laser machining of CFRP, reviewing the challenges and breakthroughs in the existing technologies. It outlines the future directions of research, particularly the potential in intelligent optimization, automation control, and efficient machining, suggesting that the prospects for laser machining technology in industrial applications will become even broader.
Principles of laser machining of CFRP
During laser processing of CFRP composites, there is a significant difference in the laser absorption characteristics between the resin and carbon fibers, resulting in distinct removal mechanisms. The resin, owing to its low thermal conductivity and vaporization temperature, preferentially absorbs laser energy and evaporates rapidly, while carbon fibers require higher energy for removal. This difference causes uneven temperature rise, resulting in the formation of a HAZ. By adjusting parameters such as laser power, pulse duration, and overlap rate, thermal damage and HAZ expansion can be effectively controlled, thereby improving the cutting quality.
Energy absorption characteristics of CFRP during laser processing
The laser processing of CFRP involves multiple physicochemical reactions, primarily including light energy conversion, heat conduction, regional temperature rise, and material vaporization. During the process, when the laser beam interacts with the material, there are significant differences in the energy absorption characteristics between the carbon fibers and the polymer matrix. Studies have shown that the matrix material typically exhibits stronger laser absorption capability, whereas the absorption efficiency of carbon fibers is relatively low. This selective absorption induces an uneven temperature rise effect in the material. As the laser energy continues to act, the temperature in the affected area rises sharply, reaching the material’s vaporization threshold in the beam focal region. This accumulation of heat leads to the evaporation of surface or internal material, resulting in the formation of holes or cuts. 43
During the laser processing of CFRP, the differences in the energy absorption characteristics between the resin and carbon fibers determine their removal efficiency. CFRP consists of resin and carbon fibers. Resin exhibits higher absorption efficiency for ultraviolet wavelength lasers (Figure 3(a)), and during laser processing, it preferentially absorbs laser energy, rapidly reaching saturation. After the resin is heated by the laser, the free electrons inside absorb photon energy and accumulate heat. Through electron-lattice coupling, heat is transferred to the lattice, and the temperature rise causes the resin to begin melting or evaporating, ultimately generating vapor and forming a dense spray cloud, which hinders further energy absorption.44,45 (a) Changes in the ablation threshold of resin and carbon fibers in CFRP processed at 400 nm and (b) 800 nm wavelengths. (c) Ultraviolet-visible-near infrared absorption spectra of resin and CFRP
44
.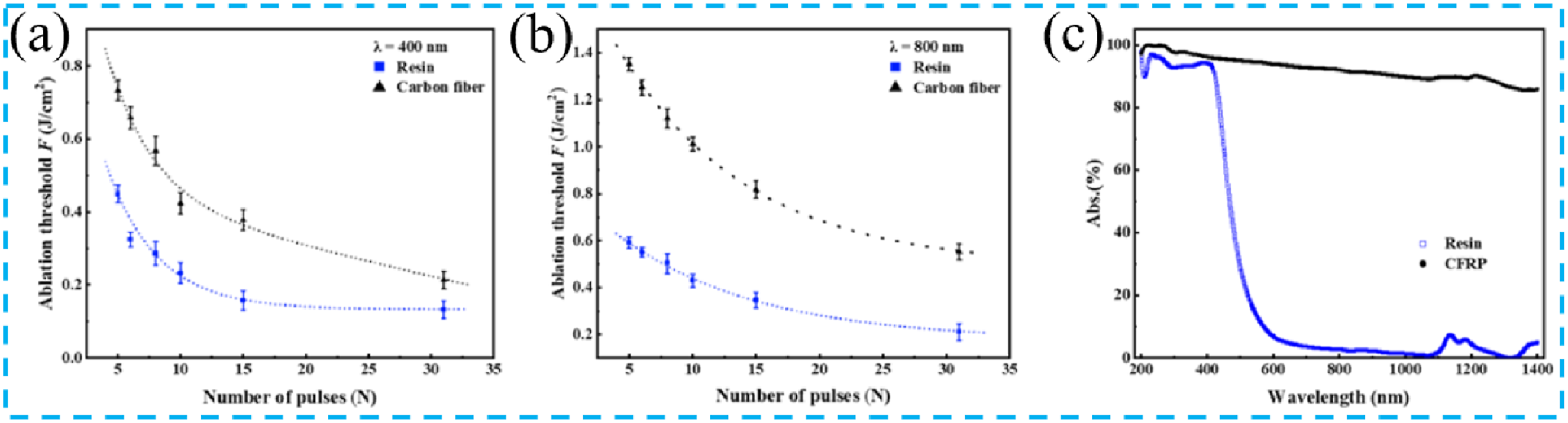
During the laser processing, carbon fibers primarily absorb laser energy at infrared wavelengths (Figure 3(b)), with the photon energy being absorbed by the carbon fibers and converted into the kinetic energy of free electrons. These free electrons further undergo thermal coupling with the lattice, leading to an increase in the temperature of the carbon fibers. Due to the high thermal conductivity of carbon fibers, the absorbed heat is rapidly conducted into the fiber interior, causing a local temperature rise. During this process, micro-cracks or local damage may appear on the surface of the carbon fibers, especially under high-energy laser irradiation, where excessive heat accumulation could lead to structural changes. However, appropriate laser pulse delay and energy control can effectively prevent excessive damage to the carbon fibers and assist in the removal of surface resin through thermal transfer, enabling selective processing of the CFRP surface. 44
Differences in removal mechanisms of carbon fibers and resin during laser processing
During the laser processing of CFRP, the difference in the thermal and physical properties between the carbon fibers and the resin matrix results in significantly different material removal mechanisms under laser irradiation. 46
This difference leads to distinct removal methods for the carbon fibers and resin during the laser processing process. 47
In the laser processing of CFRP, the removal mechanism of carbon fibers primarily involves sublimation induced directly by thermal radiation. Since the sublimation temperature of carbon fibers is extremely high (approximately 3600°C) and their thermal conductivity is also high, during the laser processing, the laser beam energy is rapidly transferred to the carbon fibers, raising their surface temperature to the point of sublimation, thereby removing the carbon fibers. Furthermore, as the energy of the laser pulses increases, the multi-layered removal effect of carbon fibers in the laser-treated area becomes more pronounced. High-energy lasers lead to the removal of deeper layers of carbon fibers and the formation of a surface with a self-organized periodic structure. 48
In contrast to the removal of carbon fibers, the removal mechanism of resin primarily relies on thermal melting and evaporation. Since the melting temperature of resin is much lower than that of carbon fibers, during laser processing, the resin first melts and evaporates, forming a HAZ. The laser energy is initially absorbed by the resin, causing the resin surface to rapidly heat up, leading to melting and evaporation, and resulting in the removal effect. The removal process of resin typically causes thermal damage, such as ablation, carbonization, and localized thermal expansion. During the laser treatment, the evaporation and vaporization of resin typically occur at lower laser pulse energies, resulting in a relatively fast removal rate for resin. By precisely controlling the laser parameters, the removal depth of the resin can be controlled while avoiding damage to the carbon fibers.49,50
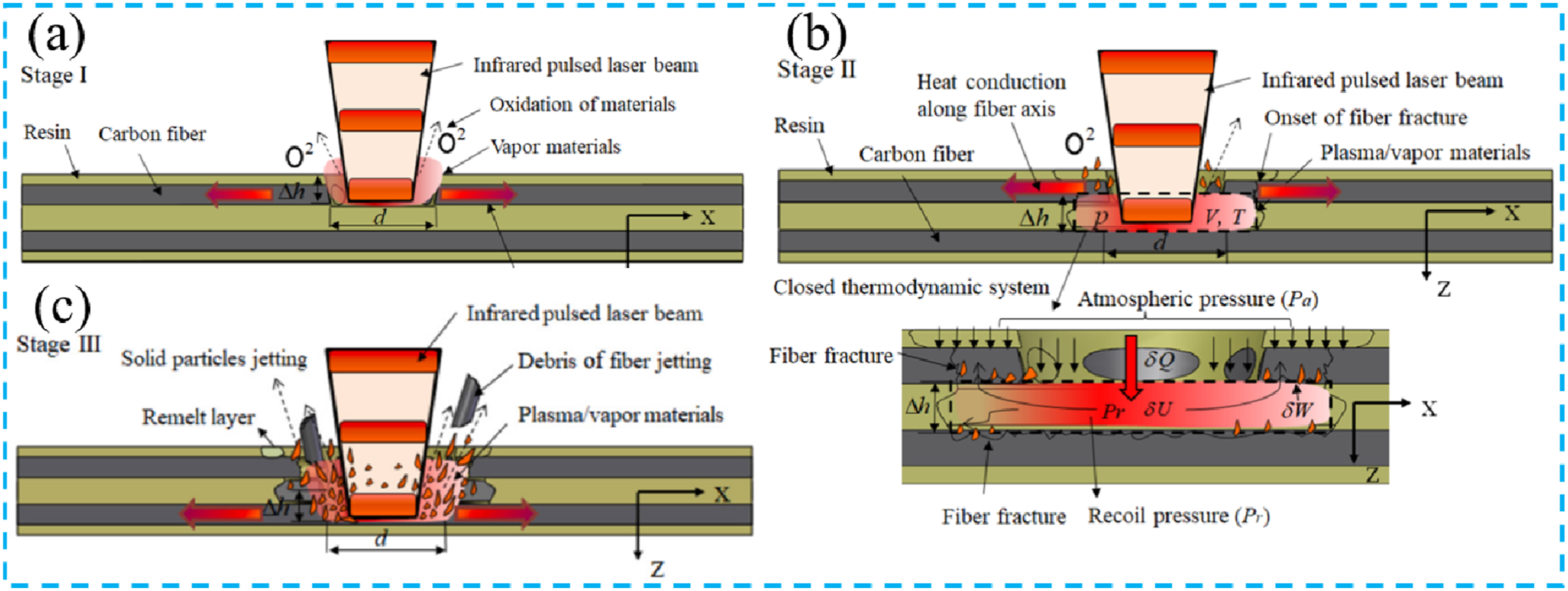
These two materials exhibit significantly different removal mechanisms during laser processing: carbon fibers rely on high-temperature sublimation, while resin is removed through thermal melting and vaporization. Figure 4 illustrates the three stages of material removal during femtosecond laser processing of CFRP composites. In Stage I (Figure 4(a)), the pulsed laser beam irradiates the surface of the CFRP laminate, causing both carbon fibers and resin to rapidly heat up due to heat absorption. The resin first evaporates at 527°C, followed by sublimation of the carbon fibers at 3627°C. In Stage II (Figure 4(b)), the laser continues to irradiate deeper layers of material, causing the generated gas to rapidly expand and form plasma, leading to fiber breakage. In Stage III (Figure 4(c)), the recoil pressure generated by the expanding gas causes the fiber to break and eject, while the molten resin forms a recast layer on the surface.
51
Schematic of material removal in different stages of pulsed laser processing of CFRP composites: (a) Stage I; (b) Stage II; (c) Stage III
51
.
Damage formation and control
The interaction mechanism between laser and CFRP is primarily manifested as thermal damage, involving various complex processes such as ablation, combustion, and mechanical effects, with ablation being the dominant mechanism. Due to the significant thermal and physical property differences between carbon fibers and the resin matrix, as well as the anisotropic thermal conductivity of carbon fibers along the axial and radial directions, heat quickly conducts along the fiber direction during laser processing, leading to the degradation of the resin matrix and the formation of the HAZ, along with defects such as fiber pullout, cracking, fiber warping, matrix indentation, and resin carbonization layers. The combustion reaction further weakens the anisotropic thermal conductivity of the carbon fibers, thus affecting the evolution of the HAZ.52,53
The formation of thermal damage is primarily driven by two thermal accumulation mechanisms: pulse accumulation and scan accumulation. Pulse accumulation occurs due to insufficient cooling time between consecutive pulses, leading to heat accumulation and triggering thermal degradation of the matrix; Scan accumulation, on the other hand, arises from the accumulation of heat in multiple passes of processing, further expanding the HAZ. Research has shown that reducing pulse energy or energy per unit length can effectively reduce thermal damage. For example, ultra-high-speed continuous wave disc laser cutting, through multi-pass scanning with high power density and short time intervals, can significantly suppress heat accumulation, thus reducing the HAZ. Furthermore, short-fiber CFRP, due to its higher evaporation tendency and lower thermal conductivity, exhibits a narrower HAZ, with minimal impact on mechanical properties.2,54 Femtosecond laser drilling, with its extremely short pulse duration and high-precision energy transfer, significantly reduces heat accumulation and thermal damage, especially in high-precision drilling, where it effectively controls the HAZ and prevents excessive thermal damage to the material. During pulsed laser cutting of CFRP, the interaction between the laser beam and the material results in the formation of features such as the HAZ, kerf width, and taper angle. The extent of the HAZ is significantly influenced by laser processing parameters, while the kerf width and taper angle are key indicators of processing quality. Surface morphological damage that may occur during processing includes matrix receding, fiber protrusion, streaks, fiber end swelling, collapse, and voids, with these defects primarily caused by thermal effects.55,56
By optimizing parameters such as laser power, pulse duration, and overlap rate, the HAZ can be effectively controlled, and the taper angle can be reduced. 57 Furthermore, the introduction of gas or liquid assist media can effectively suppress the expansion of the HAZ, significantly improving the cutting cross-sectional morphology and enhancing dimensional accuracy during processing.58,59
The mechanism of laser processing CFRP stems from the differences in the thermal and physical properties between carbon fibers and the resin matrix. The resin matrix, with its lower thermal conductivity and evaporation temperature, easily absorbs laser energy and rapidly evaporates or undergoes thermal decomposition, whereas carbon fibers, with higher sublimation temperature and stronger thermal conductivity, require higher laser energy to be removed. The uneven temperature rise and energy absorption between the two materials lead to the formation of the HAZ, affecting the processing quality. Thermal damage is primarily caused by pulse accumulation and scan accumulation. Pulse accumulation occurs due to insufficient cooling between consecutive pulses, resulting in heat buildup within the material, which further exacerbates the degradation of the resin matrix and mechanical damage to the carbon fibers. Scan accumulation occurs during multi-pass processing, where heat buildup enlarges the HAZ, particularly in layered structures, increasing the risk of delamination and brittle fracture.
In conclusion, the success of laser processing of CFRP relies on a deep understanding of the thermal accumulation mechanism and precise control of processing parameters. Further optimization will improve processing efficiency and accuracy, contribute to the development of intelligent and automated laser processing technologies, and promote the application of CFRP in high-precision fields such as aerospace and automotive industries.
Impact of laser parameters on CFRP processing quality
Laser processing, as a non-contact machining technique, is widely applied in various fields. However, laser processing inevitably causes thermal damage and other defects to the material during the process, affecting both processing quality and precision. Numerous studies have shown that optimizing parameters such as laser wavelength, mode, frequency, scanning method, and assistive processes can effectively reduce thermal damage and other defects, thereby improving processing efficiency and the overall performance of the material. Therefore, this chapter will explore how optimizing laser processing parameters can reduce thermal damage and analyze related research findings.
Effect of laser wavelength on CFRP processing
L. Romoli et al. 60 pointed out that a 355 nm laser, with its high photon energy, can directly break molecular bonds, resulting in carbon fiber sublimation and photochemical ablation of the polymer matrix, thereby reducing the HAZ. Lu et al. 61 further added that the cold processing effect of ultraviolet lasers can prevent burr formation in longitudinal milling, while infrared lasers, due to their thermal effects, are more likely to induce carbonization and matrix degradation. For visible light, it strikes a better balance between processing efficiency and HAZ control, and compared to infrared lasers, it exhibits a smaller HAZ width. Wolynski et al. 62 demonstrated that a 532 nm laser in CFRP ablation exhibits an ablation threshold between ultraviolet and infrared wavelengths (lower than infrared but higher than ultraviolet), and its HAZ is significantly smaller than that of infrared wavelengths. Although ultraviolet wavelengths offer higher precision, visible light is more practical in balancing processing efficiency and HAZ control. Li 63 and Xu, 64 among others, used a 532 nm wavelength laser to remove material through thermal evaporation and partial heating and carbonization. Since the epoxy resin matrix does not absorb green laser, the energy is primarily absorbed by the carbon fibers and transferred to the matrix material through thermal conduction. The results showed that the obtained HAZ widths were 18.74 μm and 71.7 μm, respectively. CFRP has different absorption coefficients for lasers of different wavelengths. Therefore, lasers of different wavelengths produce different effects when interacting with polymer materials. 65 Xu et al. 66 developed an optical absorption model for the interaction of lasers with the microstructure of the fiber matrix, revealing the energy absorption mechanisms of different wavelength lasers in carbon fiber composites. The results showed that in the infrared range, carbon fibers absorb more than 80% of the laser energy. The laser energy is first absorbed by the carbon fibers and converted into thermal energy, which then indirectly heats the surrounding matrix material through thermal conduction. In contrast, the epoxy resin matrix exhibits higher transmissivity to infrared lasers. In the ultraviolet range, not only can carbon fibers effectively absorb laser energy, but the polymer matrix also exhibits significant absorption of ultraviolet wavelengths. Friedrich et al. 67 studied the effect of polarized lasers on the interaction between the laser and carbon fibers. Based on the Fresnel equations, a theoretical model was used to determine that the absorption of CFRP decreases with increasing wavelength, significantly dropping below 40% at 10.6 μm.
Numerous studies have compared the effects of ultraviolet and infrared lasers in CFRP processing, highlighting the advantages of ultraviolet lasers in reducing HAZ, preventing thermal damage, and maintaining material integrity. Bai et al.
68
found that ultraviolet lasers, through photothermal-photochemical coupling, achieved narrow cuts, deep structures, and high precision in plain weave CFRP processing, with HAZ and surface damage significantly lower than that of infrared lasers. Infrared lasers, due to their longer wavelength and energy dispersion, result in a wide HAZ, matrix degradation, and fiber pullout. K. Takahashi et al.
69
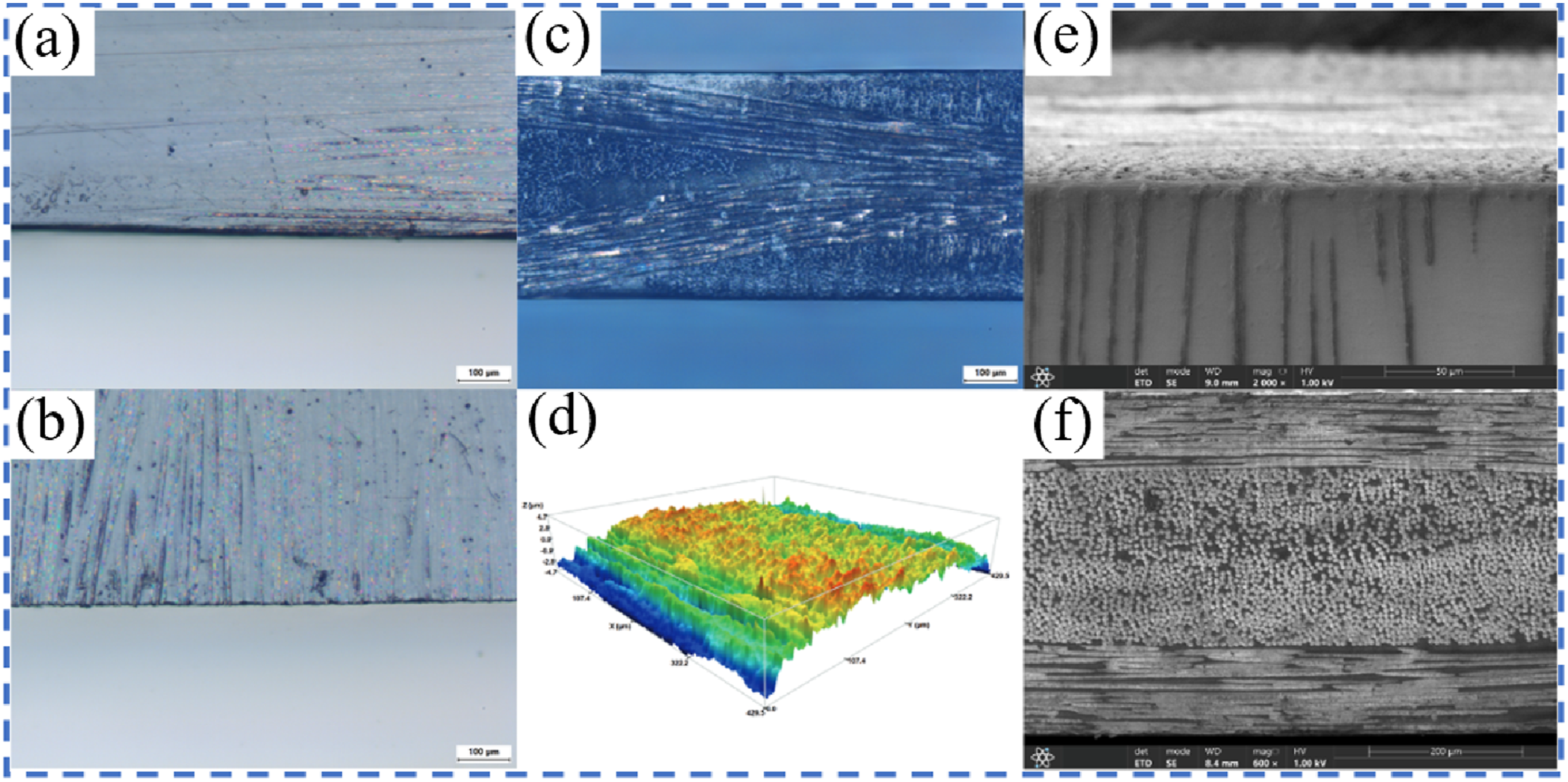
compared the experimental results of a 1064 nm infrared laser and a 266 nm ultraviolet laser in CFRP processing. The results showed that the micro-groove processed with an infrared laser produced a 700 μm HAZ, while the ultraviolet laser generated a 200 μm heat-affected zone (Figure 5(a)). After the energy is absorbed by the carbon fibers, it is transferred via thermal conduction, causing rapid resin ablation, a wider heat-affected zone, and increased surface roughness, which damages material integrity. In contrast, ultraviolet lasers directly break resin molecular bonds through photochemical ablation, with energy being absorbed by both the resin and carbon fibers, reducing heat diffusion and significantly reducing the HAZ width. Li et al.
70
compared the microscopic structure of CFRP laminates after surface treatment with infrared and ultraviolet lasers and found that infrared lasers, due to significant thermal effects, caused carbon fiber ablation and the formation of ablation pits. At the same time, surface resin underwent pyrolysis, resulting in brittle fractures and fiber gaps (Figure 5b1, b2). This thermal damage limits its effectiveness in bonding applications. In contrast, ultraviolet lasers produce almost no thermal effects, preserving the carbon fiber structure intact, with resin removed in small particles or gaseous form (Figure 5c1, c2). These results indicate that ultraviolet lasers are superior to infrared lasers in maintaining material integrity and enhancing bonding performance.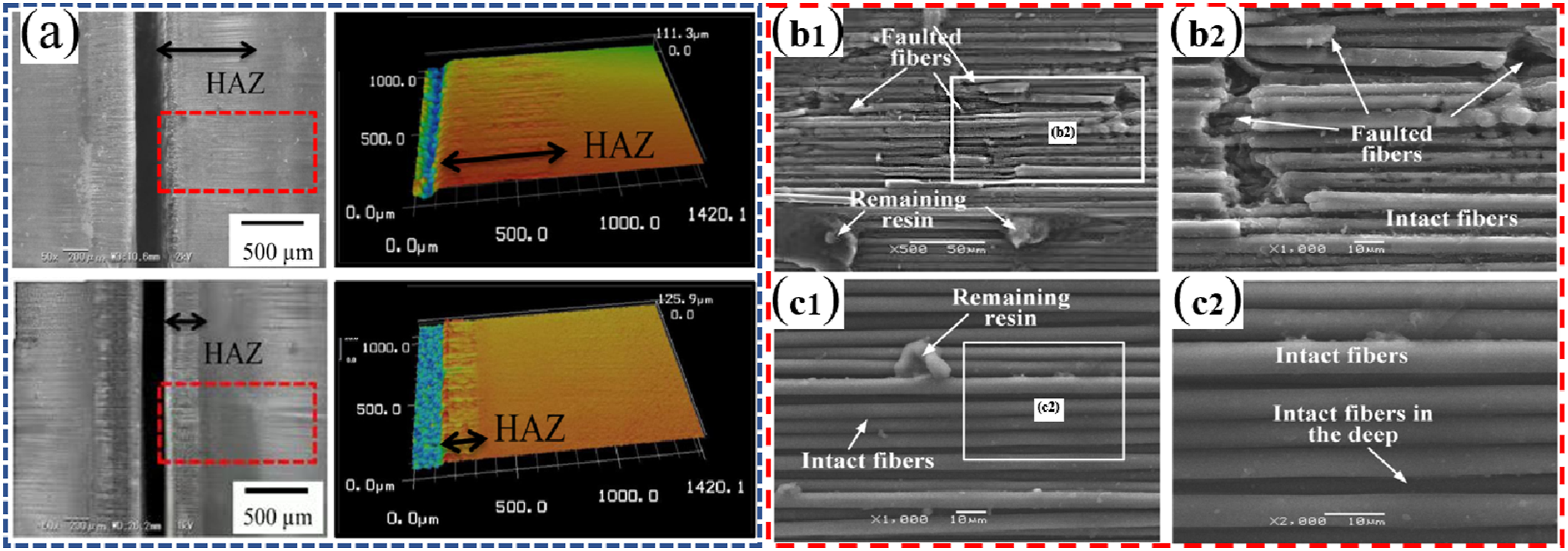
The wavelength of the laser plays a crucial role in the interaction with CFRP materials and the quality of the processing. The variation in absorption coefficients of CFRP for different wavelengths of laser determines the processing outcomes and the degree of thermal damage. Infrared laser energy is primarily absorbed by the carbon fibers and then transferred to the matrix material via thermal conduction, leading to a larger HAZ and thermal damage. In contrast, ultraviolet lasers, due to their shorter wavelength, absorb energy more efficiently and precisely remove resin through photochemical ablation, reducing heat diffusion and thereby minimizing thermal damage while preserving the carbon fiber structure.
The influence of laser modes on the processing quality of CFRP
Both continuous-wave (CW) lasers and pulsed lasers are widely used in the CFRP processing field. Compared to pulsed lasers, continuous lasers, due to their higher power output, can improve material removal efficiency, typically increasing processing efficiency by around 25%. However, continuous lasers tend to accumulate heat during the processing, which can lead to thermal damage to the material. As a result, several studies have focused on the impact of continuous lasers on CFRP processing quality.
Continuous lasers exhibit excellent penetration capabilities and stable HAZ control, especially in drilling applications for CFRP. Takubo
71
used a 3-kW continuous laser to drill into CFRP. A hole with a diameter of 6.4 mm was successfully drilled into a 2 mm thick thermoset CFRP, with the HAZ width controlled to around 100 μm. Ahmad Sobri
72
investigated a drilling technique combining continuous lasers with mechanical drilling for thick CFRP. It was found that laser drilling in continuous wave mode can penetrate up to 22 mm of material, while pulsed mode can only penetrate 17 mm. This effectively reduced the HAZ and delamination, while improving hole quality and processing efficiency. Ramanujam et al.
73
used continuous-wave CO2 lasers to drill 0.5 mm microholes into CFRP, finding that cutting speed is the primary factor affecting the HAZ and kerf width, followed by power. The results showed that the HAZ and kerf width on the entry side were generally larger than on the exit side (Figure 6(a)), mainly due to longer interaction time between the material and laser on the entry side, leading to more heat accumulation. Li
74
studied hole quality in fiber laser cutting processes under both continuous-wave and pulsed modes. Pulsed mode, due to its intermittent nature, has stronger cooling effects and can effectively reduce the HAZ under low power and low line energy conditions, while the continuous-wave mode is prone to greater resin decomposition and fiber exposure under high energy input.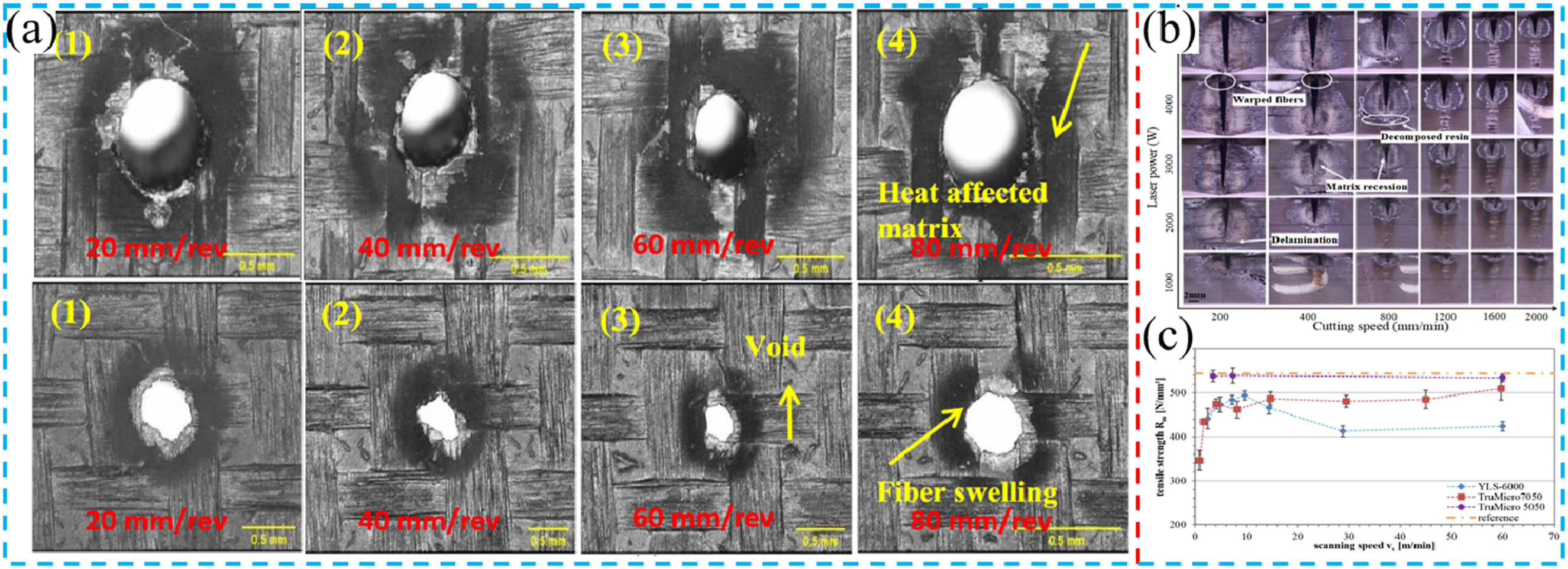
Continuous laser cutting has demonstrated excellent surface quality and cutting performance in the processing of CFRP laminates, especially achieving full cuts at higher laser power and cutting speeds. Li et al. 3 used continuous-wave mode to process CFRP laminates, especially for thicker materials. The results showed that when using a single-pass cutting strategy, laser power and cutting speed had a significant impact on processing quality. Higher laser power and faster cutting speeds can effectively improve surface quality and achieve full cuts (Figure 6(b)). The threshold energy per unit length is approximately 270 J/mm, which enables complete cutting of 10 mm thick CFRP. Bluemel et al. 27 studied the differences in processing performance between continuous-wave lasers and pulsed lasers. The results showed that samples cut with the TruMicro 5050 picosecond pulsed laser exhibited the highest tensile strength, approaching the performance of milled reference samples, with almost no HAZ at a scanning speed of 60 m/min (Figure 6(c)). In contrast, the tensile strength of samples cut with the TruMicro 7050 nanosecond pulsed laser and YLS-6000 continuous-wave laser was lower, particularly with the latter, which had a larger heat-affected zone at higher scanning speeds, resulting in a significant reduction in tensile strength.
When processing CFRP with a pulsed laser, factors such as power, pulse width, and pulse frequency are key variables that influence cutting quality. Li et al. 75 found that millisecond pulsed fiber lasers outperform continuous-wave mode in CFRP drilling. Under the same average power density, the millisecond pulsed mode, with higher peak power, results in shorter drilling times and the smallest HAZ width. Herzog et al. 55 studied the cutting of 1 mm-thick CFRP using solid-state Nd: YAG pulsed lasers. The study indicated that using short pulse widths and high pulse energy significantly reduces HAZ expansion, while achieving narrower kerf widths and smaller cone angles. Mishra et al. 76 found that millisecond pulsed Nd: YAG lasers are efficient and produce high-quality results in inclined CFRP drilling. The combination of high current and pulse width can achieve a hole cone angle of 6.5°. For thin CFRP materials, higher currents result in better roundness and lower cone angles.
Nanosecond lasers, due to their short pulse characteristics and low thermal effects, exhibit excellent cutting and drilling performance in CFRP processing, effectively reducing the HAZ and improving processing quality. Jaeschke et al.
77
used a 70 W short-pulse nanosecond laser to achieve high-quality, low-HAZ cutting and drilling of CFRP. Compared to continuous lasers, its combination of short pulses and low frequency significantly reduces thermal damage while enhancing processing efficiency. Sheng et al.
22
successfully used nanosecond short-pulse laser rotary drilling technology to process various-shaped microholes in CFRP, with the smallest hole diameter reaching 0.1 mm. The experimental results, shown in (Figure 7(a)–(d)), demonstrate that the hole wall surfaces after laser processing are smooth and flat, with no obvious HAZ or delamination defects. Similarly, Staehr et al.
78
found that excessively high energy density leads to plasma shielding effects, reducing material removal efficiency. By optimizing the nanosecond laser parameters, they successfully reduced the HAZ and improved the verticality of the cutting edges. Li et al.
63
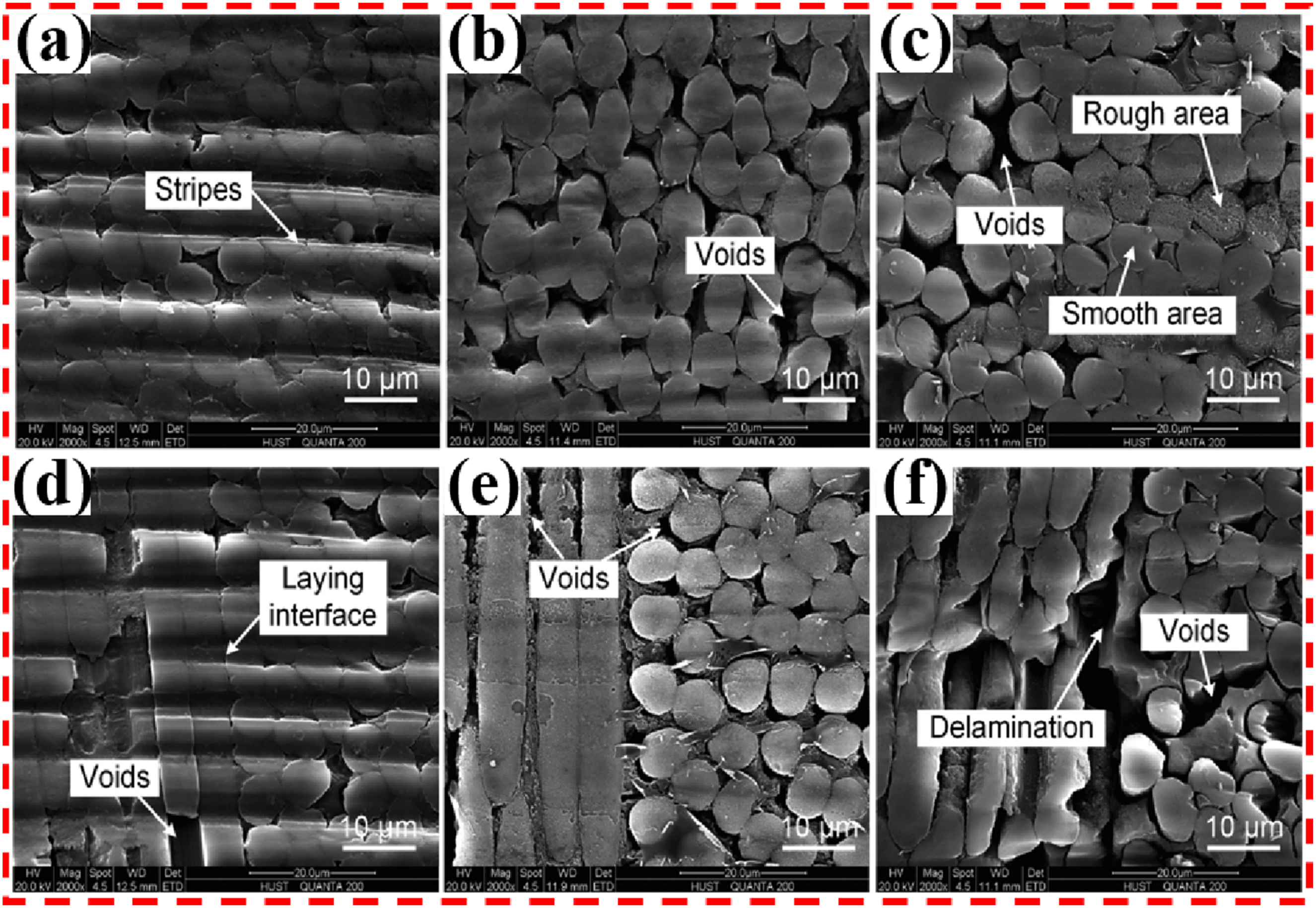
used a 532 nm nanosecond fiber laser to drill holes in CFRP plates (Figure 8(a)–(f)). The study found that under 10 ns short pulse conditions, the HAZ width was narrower, with the minimum HAZ width at the hole entry edge being 18.74 μm, and the base material damage near the HAZ was minimal. However, under 20 ns and 50 ns long pulses, significant microholes and resin decomposition were observed on the surface. Especially at 50 ns, the carbon fiber cross-section was rough, and microscopic delamination defects appeared at the interlaminar interfaces. Hole-wall morphology of CFRP processed by nanosecond laser under varied fiber orientations. Panels (a–d) illustrate that fiber misalignment with the scanning direction intensifies defects such as resin decomposition and fiber fracture, significantly impacting surface integrity
22
. Influence of nanosecond laser pulse duration on CFRP microscopic morphology. Panels (a–f) illustrate that increasing pulse duration (from short to long) intensifies thermal damage, including resin decomposition, fiber–matrix interface degradation, and micro-delamination
63
.
In the field of high-energy laser processing, different laser operating modes have significantly different mechanisms affecting material ablation and processing quality. Niino et al.
79
used a 355 nm ultraviolet nanosecond laser to achieve high-precision cutting of CFRP. Compared to CO2 and YAG lasers, ultraviolet nanosecond lasers exhibit cleaner cut quality and lower material thermal damage when cutting CFRP, making them suitable for micro-machining of complex shapes. Wu et al.
80
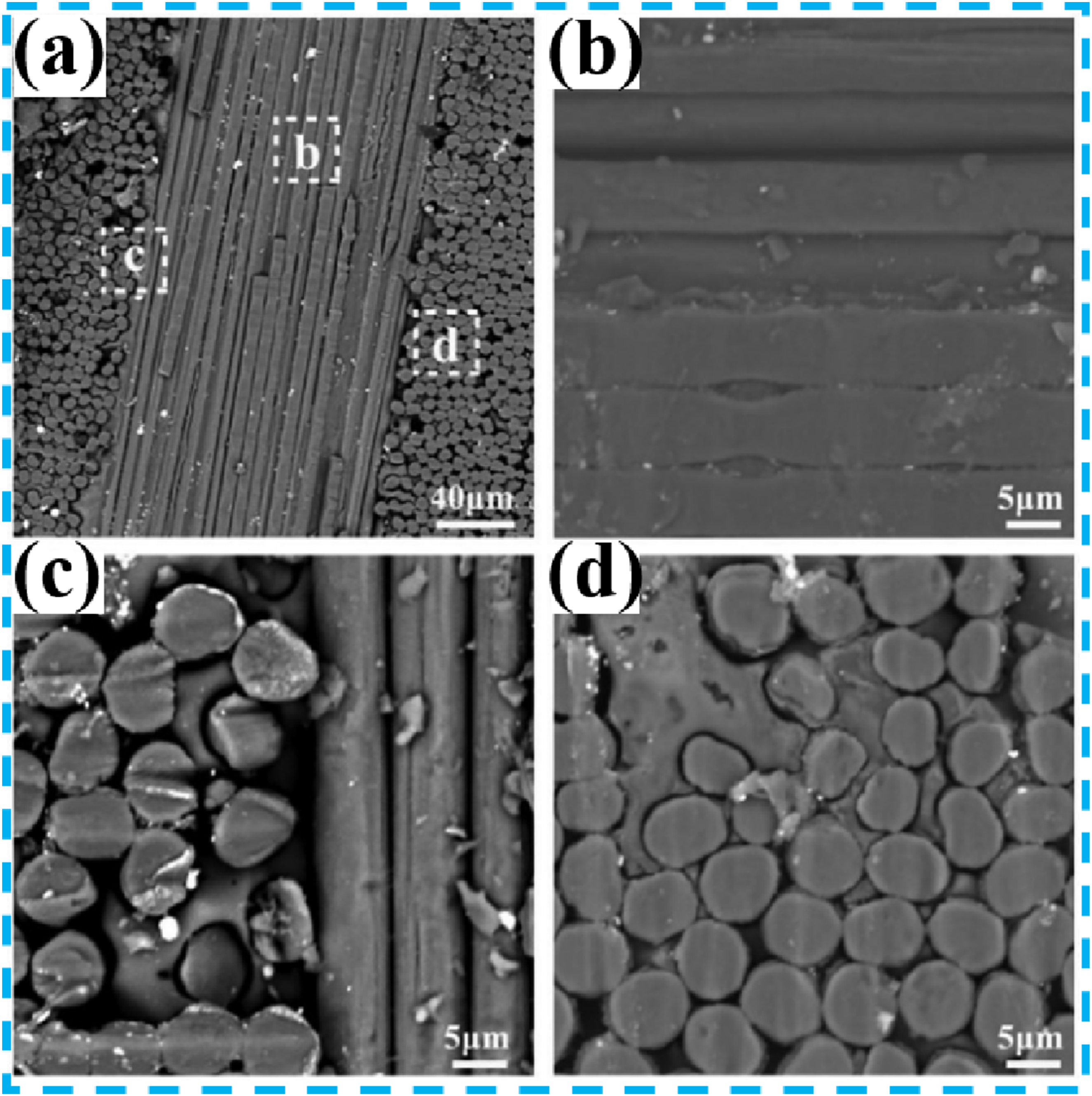
studied the surface morphology of CFRP after ablation by lasers with different operating modes. Figure 9(a1, a2) shows the results of continuous-wave laser ablation, where the surface carbon fiber fabric is cut in an annular pattern. The edge region has complex morphology, and numerous voids appear in the epoxy resin layer, indicating that prolonged ablation further affects the material. Figure 9(b1, b2) shows the results of long-pulse laser ablation, where a clear conical hole is formed. The whole wall edges are neat, the carbon fiber layers are distinctly cut, and the HAZ is smaller Figure 9(c1, c2) shows the results of short-pulse laser ablation, where only the surface carbon fiber fabric is ablated. The edges are irregular, and the underlying epoxy resin layer is almost unaffected, leaving only faint traces. This may be due to the plasma induced by the laser absorbing most of the energy, reducing the ablation efficiency. Heiderscheit
81
studied the differences in processing performance between continuous-wave lasers and high-energy nanosecond pulsed lasers. Continuous modulation near-infrared fiber laser systems are limited due to severe thermal damage and low ablation rates, while high-energy nanosecond infrared laser systems achieve efficient material removal and low thermal damage through short pulses and high power intensity. Surface morphology of CFRP after ablation by lasers with different operating modes
80
. (a1, a2) continuous-wave laser; (b1, b2) long-pulse laser; (c1, c2) short-pulse laser.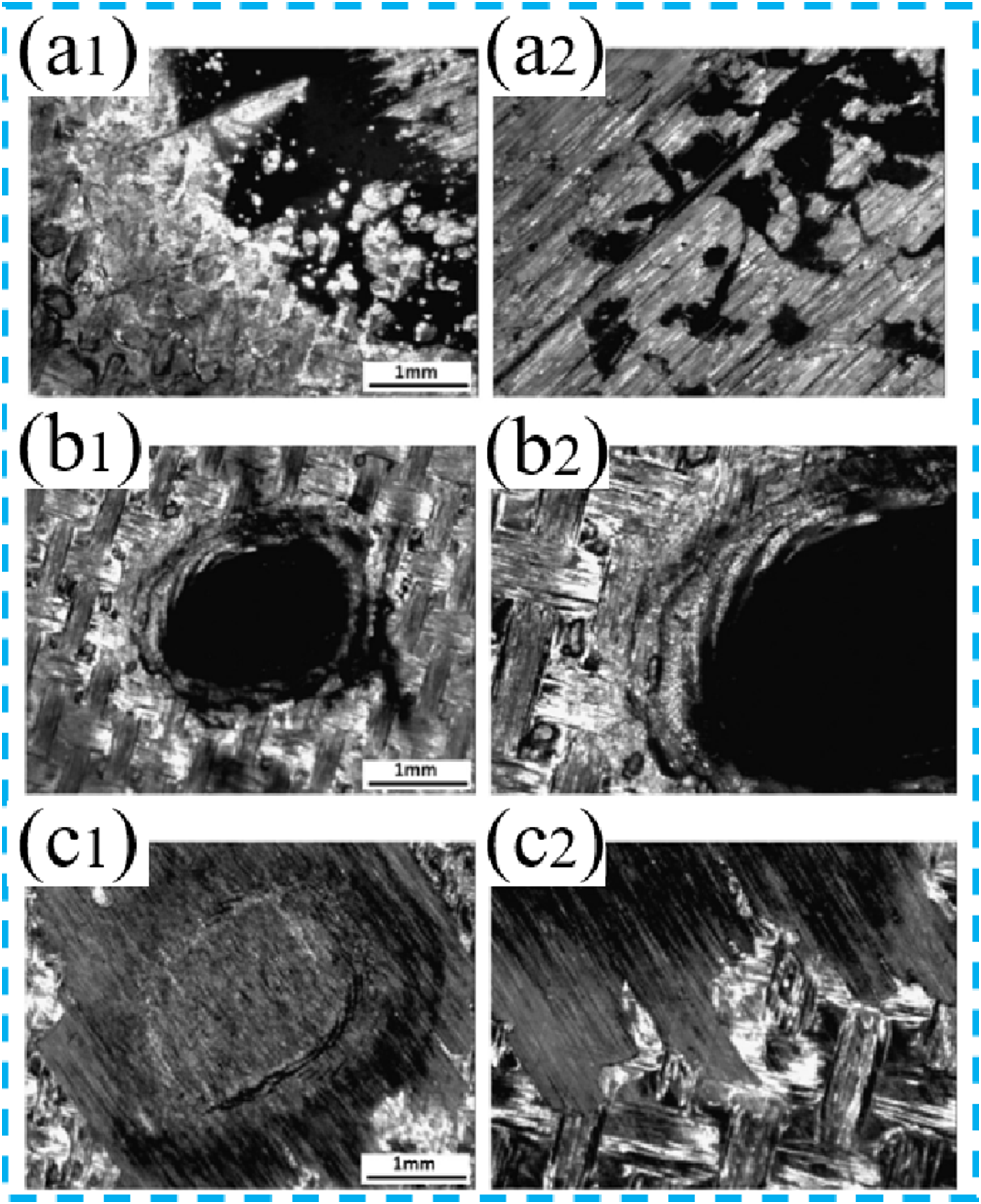
Compared to continuous and long-pulse lasers, ultrashort-pulse lasers have extremely short pulse durations, allowing sufficient cooling time between pulses, which effectively reduces heat accumulation and thermal damage.
Femtosecond lasers, due to their short pulse characteristics, significantly reduce the HAZ, providing an effective way to control thermal damage during precision machining. Xu et al.
82
conducted experimental research on femtosecond laser machining of CFRP. The study found that due to the short pulse width, the long cooling time between adjacent pulses reduces heat accumulation, resulting in a smaller HAZ. Hu et al.
83
found that when using femtosecond lasers to cut CFRP, the HAZ width can be controlled within the range of 13-44 μm, much lower than the damage range of nanosecond lasers and traditional mechanical cutting. Herrmann et al.
84
used a femtosecond laser to drill 1.15 mm thick CFRP, achieving a minimum hole cone angle of 1.25°. Salama et al.
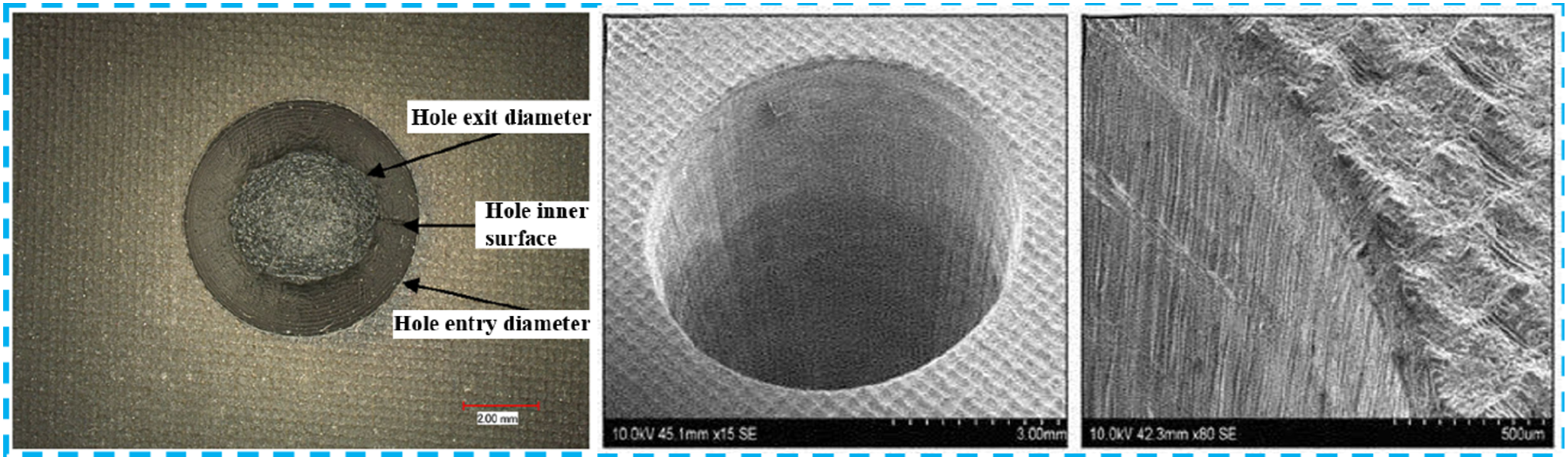
85
used a 400 W femtosecond laser to drill a 6 mm thick CFRP laminate (Figure 10). The experimental results showed that the HAZ at the laser entry was small (<25 μm), but the hole cone angle was relatively large, about 15°, with a processing time of approximately 3 minutes. Femtosecond laser drilled a 6 mm diameter hole in a 6 mm thick CFRP plate
85
.
Femtosecond lasers, with their ultra-short pulse characteristics, can nearly eliminate heat accumulation during the machining process, thereby improving processing precision. Research by Jiang,
86
Goeke,
87
and others indicates that, compared to picosecond and nanosecond lasers, femtosecond lasers, with their shorter pulse width, can significantly reduce the HAZ and improve processing precision. Jiang et al.
86
also found that when combined with a helical drilling device, femtosecond lasers can create cylindrical holes with a depth-to-diameter ratio of about 3:1, a cone angle of less than 0.32°, and the HAZ is effectively controlled to below 10 μm. Wu et al.
88
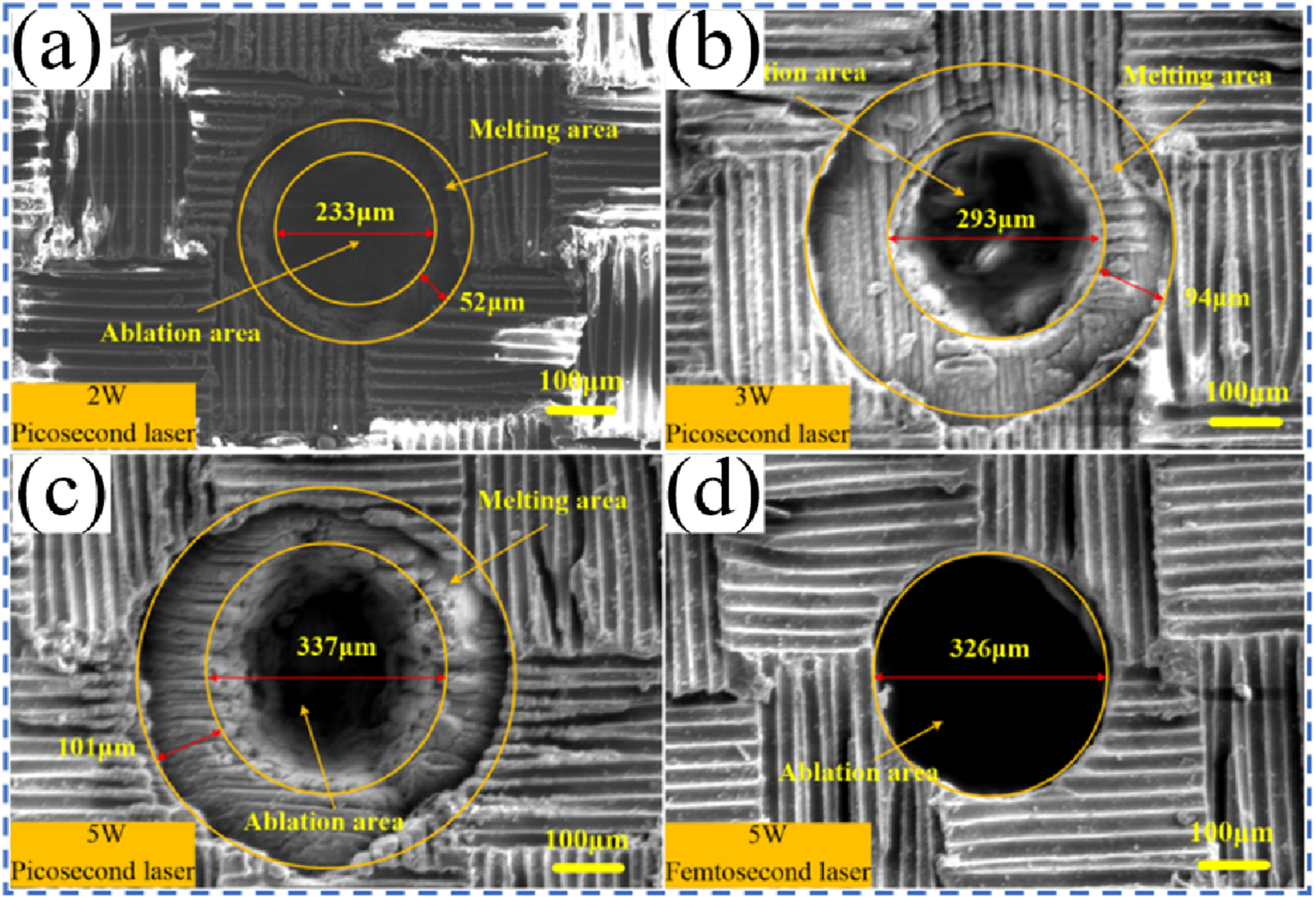
found that, compared to femtosecond lasers, picosecond lasers produce a noticeable HAZ and thermal damage during processing. As the picosecond laser power increases, the size of the ablation hole and HAZ gradually expands. In contrast, no noticeable HAZ was observed during femtosecond laser processing (Figure 11(d)). This indicates that femtosecond lasers can effectively reduce thermal damage during the machining process. Paulius et al.
7
showed that femtosecond lasers exhibit significant advantages in CFRP cutting. By optimizing the pulse parameters, efficient cold processing can be achieved, resulting in a low cutting surface roughness of 1.27 μm. Using a medium-to low-power femtosecond laser system combined with a scanning galvanometer, high-quality CFRP cutting can be achieved (Figure 12(a)–(f)). Comparison of CFRP surface morphologies processed by picosecond (ps) and femtosecond (fs) lasers. Increasing ps power (a–c) intensifies thermal damage and resin decomposition, whereas fs processing at comparable power (d) yields high-quality surfaces with negligible heat-affected zones
88
. Edge and cross-sectional morphologies of CFRP processed by a femtosecond laser under optimized parameters. Top and bottom surfaces are shown in (a) and (b), respectively. (c) Microscope image of the cross-section of the cut; (d) profile of the cross-section of the cut; (e) scanning electron microscope (SEM) image of the top surface of the edge; (f) SEM image of the cross-section of the edge
7
.
In recent years, research has shifted from validating cold-processing mechanisms to achieving high-efficiency and high-precision machining. Zhang et al. 89 investigated CFRP cutting using a 515 nm green femtosecond laser, analyzing the effects of pulse energy density, spot overlap ratio, and cutting passes, and proposed a high-frequency, high-speed cutting strategy with a constant spot overlap ratio (SOR). With a heat-affected zone of only 7–11 μm, the cutting time was reduced from 18 s to 3.6 s, demonstrating efficient cold processing with minimal thermal input. Chen et al. 90 employed femtosecond laser helical scanning for high-precision micro-hole fabrication, achieving cylindrical holes with a high aspect ratio (3:1), low taper (<0.32°), and an HAZ below 10 μm through optimization of laser power, defocus, and scanning depth. These results demonstrate that femtosecond laser processing combined with trajectory optimization enables precise geometry control while effectively suppressing thermal damage, highlighting its potential for high-aspect-ratio microstructure fabrication in composite materials.
In laser machining of CFRP, the interaction mechanism between the laser and the material determines the processing quality. Continuous lasers induce heat accumulation through continuous energy input, leading to HAZ expansion, resin decomposition, and fiber exposure, which affect the processing quality. Millisecond and nanosecond pulsed lasers reduce heat conduction effectively through intermittent processing, resulting in smaller HAZ, but nanosecond lasers, due to their high energy density, may trigger plasma shielding effects. Picosecond and femtosecond lasers, as representatives of ultrashort pulsed lasers, have extremely short pulse durations, providing sufficient cooling time between pulses, which almost entirely avoids heat accumulation. The HAZ can be controlled at the micron level, and the processing precision and surface quality are optimal. Femtosecond lasers, in particular, exhibit significant advantages in cold processing and micro-machining of complex shapes. Overall, in laser machining of CFRP, as the pulse width shortens, thermal damage is effectively controlled, but processing efficiency may be somewhat affected. Therefore, when selecting laser parameters, it is essential to balance thermal damage control with processing efficiency to meet specific application requirements.
The impact of laser frequency on the processing quality of CFRP
The impact of laser pulse frequency on CFRP processing is complex and significant. The thermal response of the material and the energy transfer during the processing are influenced by the laser pulse frequency. Higher frequencies can increase processing speed, but may lead to thermal damage and an expanded HAZ. In contrast, lower frequencies help reduce thermal damage but may lower efficiency. In CFRP laser processing, 50 kHz is commonly used as the threshold between high and low frequencies, with the specific range varying depending on the processing equipment, technique, and material.
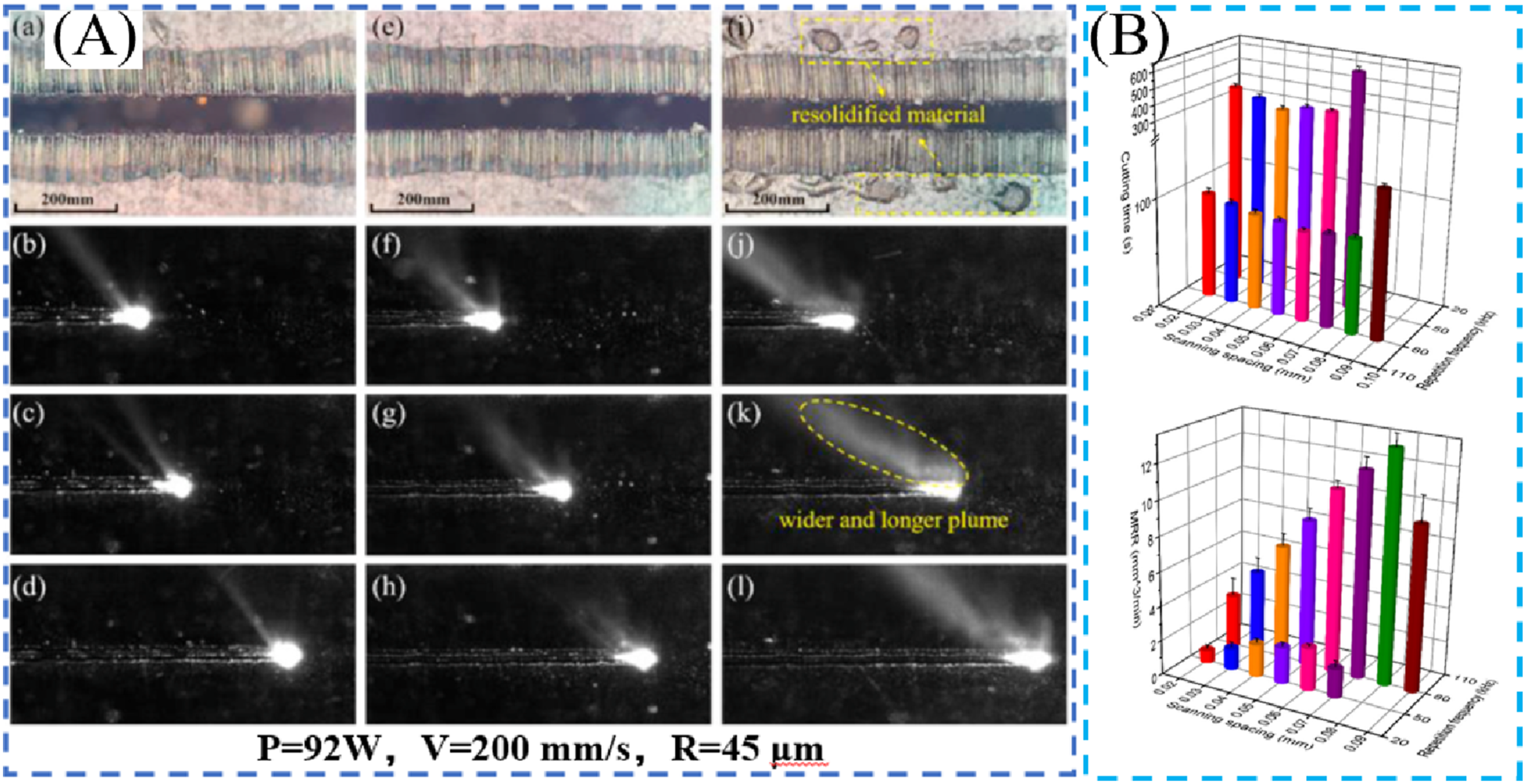
Laser pulse frequency significantly affects the size and morphology of the HAZ during the machining process. Different repetition frequencies lead to varying thermal effects and processing outcomes. Liang et al.
91
studied the impact of pulsed-wave laser processing on the HAZ of CFRP. The results showed that when the repetition frequency of the pulsed wave is below 100 kHz, the morphology of the ablation plume is more expanded and irregular, with some resin and its pyrolysis products re-depositing near the HAZ. When the repetition frequency exceeds 150 kHz, combined with low scanning speeds, it leads to a denser spatiotemporal distribution of the laser spot, intensifying the heat accumulation effect (Figure 13(a)). Yang et al.
92
studied the effectiveness of nanosecond laser cutting for CFRP holes. The results indicated that as the laser repetition frequency increases, the optimal number of effective channels and scanning distance for efficient processing decrease. At 80 kHz, the average laser power and energy per unit time are higher than at 50 kHz, allowing the material to absorb more energy. This accelerates the material’s vaporization speed, shortens the cutting time, and achieves a more optimal scanning interval (Figure 13(b)). Zhong et al.
93
conducted research on infrared femtosecond laser processing of CFRP, exploring the effects of nine different laser pulse repetition frequencies in the 25 - 5000 kHz range on the processing outcomes. The study found that in the low pulse repetition frequency range, material removal efficiency is only sensitive to repetition frequency, and low pulse energy should be used for processing. In the high pulse repetition frequency range, thermal damage around the hole usually exceeds 100 μm. Weber et al.
94
found that when picosecond lasers were used at a frequency of 8 kHz with low feed speeds, no significant thermal damage was observed (Figure 14(a1)). When using a frequency of 800 kHz and high feed speeds, significant thermal damage was observed, including damage to the fiber layers and matrix material. The damage range in the parallel fiber direction reached 165 μm, and in the perpendicular direction, it was 65 μm (Figure 14(a2)), indicating that heat accumulation caused the matrix evaporation region to expand. Leone et al.
95
used a 30 W Q-switched Yb: YAG fiber laser for CFRP laser milling. Through experimental design and variance analysis, they found that 30 kHz helps reduce material ablation and thermal damage, while 80 kHz provides higher pulse energy and peak power, resulting in a larger HAZ. (A) Dynamic observation images of the laser ablation process: (a–d) continuous laser; (e–h) PW laser with a repetition frequency of 306 kHz; (i–l) PW laser with a repetition frequency of 100 kHz.
91
(B) The effect of scanning distance on cutting time and material removal rate at different repetition frequencies
92
.
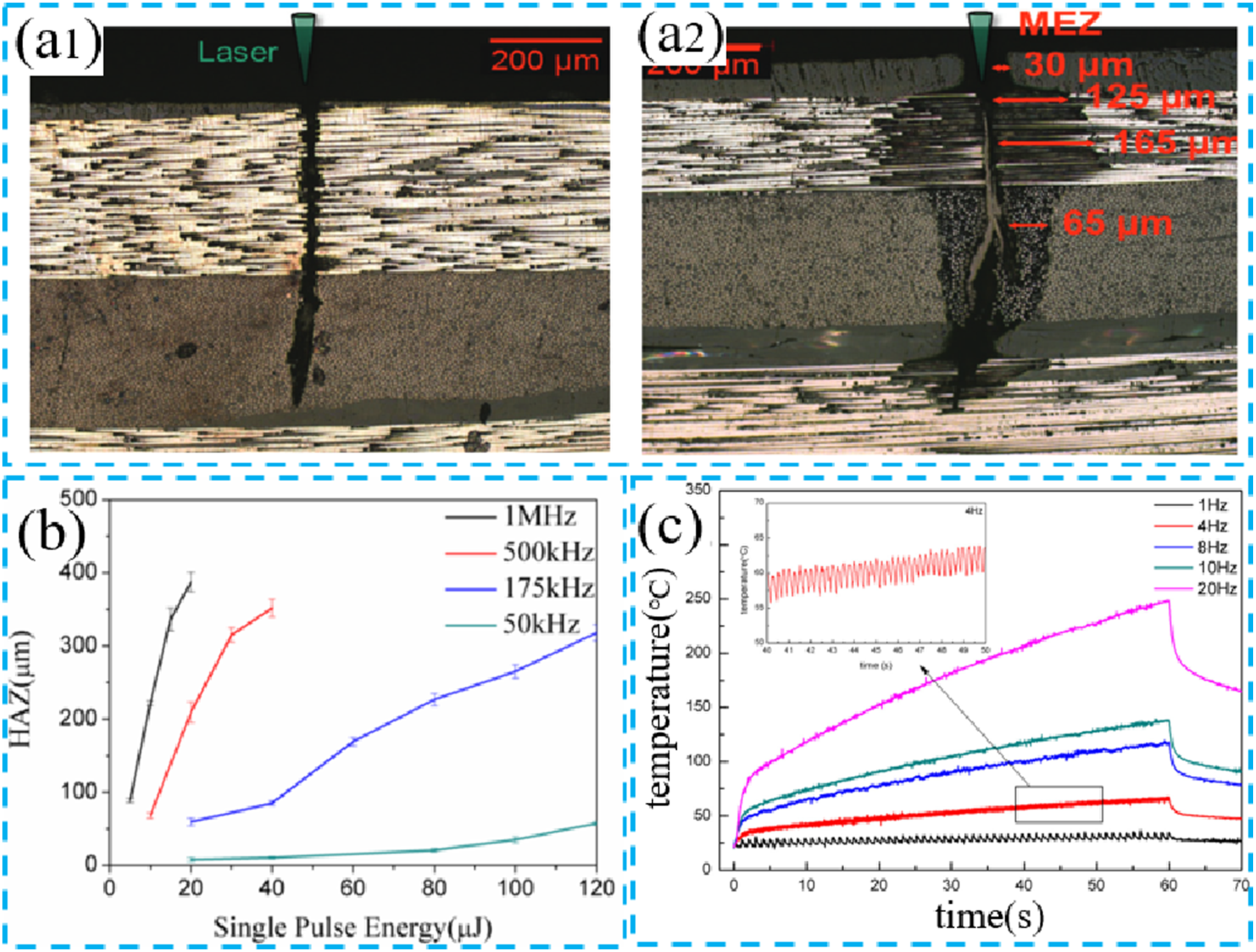
Lower repetition frequencies can lead to higher peak pulse energy, improve processing efficiency, and effectively reduce the expansion of the HAZ. Wang et al. 96 found that when the femtosecond laser repetition frequency is 50 kHz, the HAZ can be effectively controlled to within 20 μm (Figure 14(b)), while higher repetition frequencies lead to a dramatic increase in HAZ to several hundred microns. At 50 kHz, even with an increase in single-pulse energy, the HAZ remains relatively small; however, excessively low frequencies may lead to incomplete material removal. Salama et al. 97 used a CO2 laser with different pulse repetition frequencies ranging from 37 Hz to 150 Hz to study their effects on the HAZ. The results showed that lower repetition frequencies (37 Hz) result in higher peak pulse energy, increasing the thermal effects on the material, improving processing efficiency, and reducing the expansion of the HAZ. Pan et al. 98 studied the effect of millisecond pulsed laser frequency on the surface temperature response of the material (Figure 14(c)). The study found that the combination of low repetition frequency and high pulse energy results in smaller temperature fluctuations, making it suitable for high-cycle fatigue testing.
Laser pulse frequency significantly affects the CFRP machining process by regulating energy transfer and heat accumulation. Higher pulse frequencies increase the number of laser pulses per unit time, leading to rapid heat accumulation, which expands the HAZ and exacerbates thermal damage. In contrast, lower pulse frequencies provide more cooling time, helping to reduce heat accumulation but may decrease processing efficiency. Studies have found that higher pulse frequencies help improve processing efficiency, but excessively high frequencies may cause excessive thermal damage. Therefore, they need to be paired with appropriate scanning speeds to optimize the results.
The impact of laser scanning methods on the processing quality of CFRP
Laser scanning methods play a crucial role in the processing performance and properties of CFRP. High-energy lasers can cause matrix resin ablation, fiber fracture, or the formation of a heat-affected layer, which in turn affects the material’s mechanical properties. Therefore, parameters such as scanning speed, scanning distance, scanning angle, and scanning path need to be optimized to balance processing efficiency and quality.
Studies have shown a significant relationship between laser scanning speed and the HAZ. Specifically, as the scanning speed increases, the HAZ significantly decreases. Ahmad et al. 99 used a fiber laser with a helical scanning strategy and found that when the laser scanning speed increased from 10 mm/s to 50 mm/s, the HAZ decreased by approximately 60%. Salama et al. 85 conducted CFRP drilling experiments using a 400 W picosecond laser system and found that as the scanning speed increased from 300 mm/s to 1300 mm/s, the HAZ decreased from 269 μm to less than 10 μm. Li et al. 100 observed a similar trend when performing fiber laser drilling on 2 mm thick CFRP plates. As the scanning speed increased from 500 mm/min to 1100 mm/min, the HAZ decreased from 17.5 mm to 9 mm. Herzog et al. 101 studied the effect of scanning speed on the HAZ during CFRP cutting with a 30 kW fiber laser. The study found that increasing laser power and using ultra-high scanning speeds significantly reduced the HAZ, with the minimum dropping to 78 μm, close to the theoretically predicted value.
Appropriately increasing the scanning speed can effectively reduce the laser-material interaction time, thereby lowering thermal damage and improving processing quality. Gautam et al.
102
found that when the scanning speed increased from 200 mm/s to 300 mm/s, the laser-material interaction time decreased, and both the HAZ and surface roughness significantly reduced. Figure 15(a) shows the surface morphology of the holes under SEM at different cutting speeds. It can be observed that at lower scanning speeds, stripes and small holes may appear on the hole wall, which is detrimental to the post-processing strength. Arshed et al.
103
found that increasing the scanning speed can reduce fiber damage, but a balance must be struck between cutting efficiency and thermal effects. Using multi-pass scanning technology with a 1.5 kW fiber laser, when the scanning speed was 2.5 m/min, fiber damage was controlled to below 100 μm. When the scanning speed increased to 7.5 m/min and 3.33 m/min, fiber damage decreased to 10 μm and 50 μm, respectively. Optimizing scanning speed combined with advanced technology can significantly improve cutting efficiency and reduce material damage. Sehyeok et al.
28
found that when the scanning speed increased from 125 mm/s to 1000 mm/s (Figure 15(b)), thermal damage significantly decreased, with a more noticeable effect under high power conditions. Raza et al.
49
found that when the scanning speed increased from 400 mm/min to 1000 mm/min, the kerf width decreased from 270 μm to 200 μm.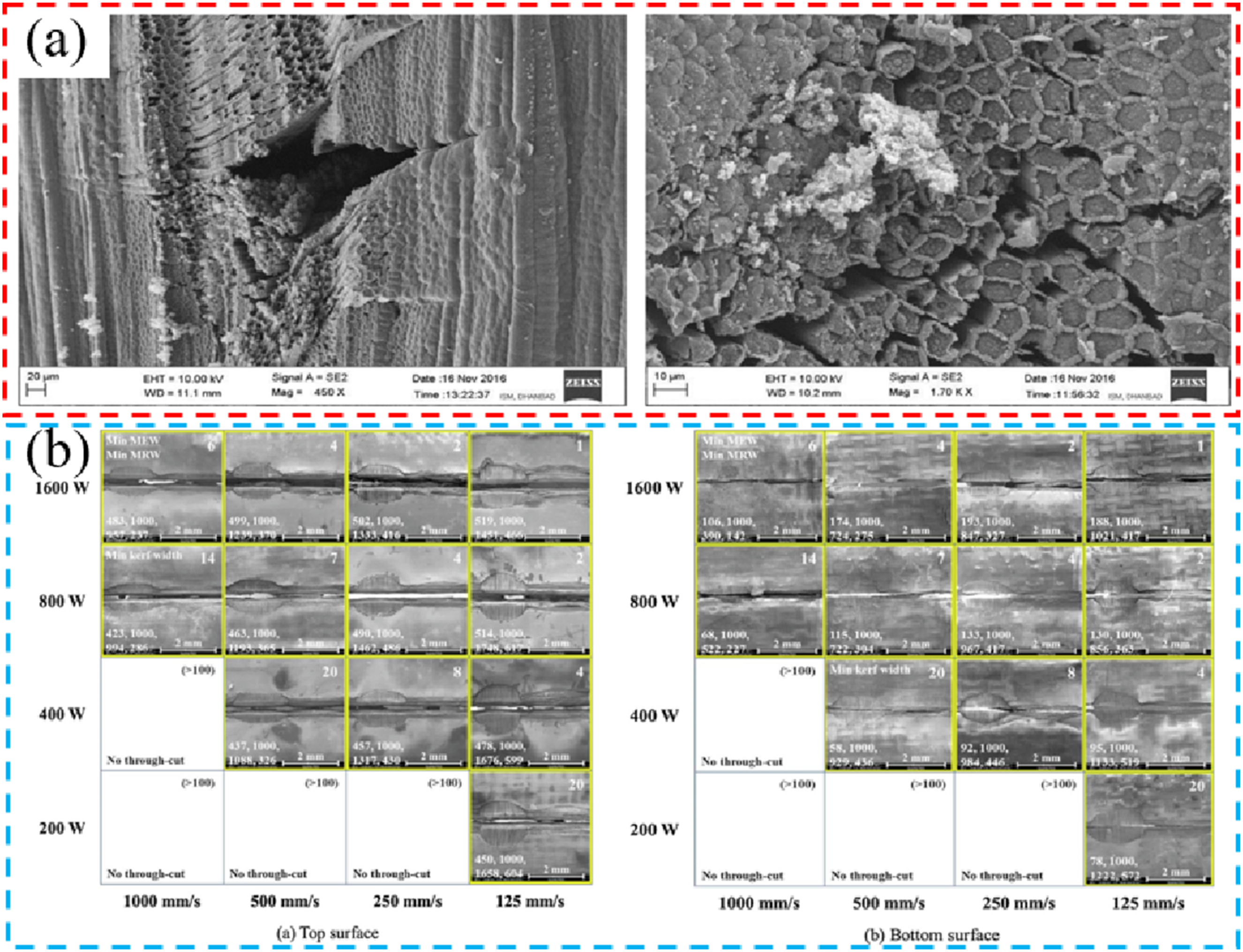
Scanning distance refers to the gap between the laser beam paths during cutting or drilling. Laser scanning distance significantly impacts the processing quality of CFRP by affecting the distribution of laser energy.
The choice of scanning distance has a significant impact on laser processing results. An appropriate distance can optimize the laser’s ability to enter the processing slot, reduce heat accumulation, and improve cutting efficiency and surface quality. According to Takahashi et al.,
104
when the scanning distance is between 100 and 200 μm, it optimizes the ability of the nanosecond laser to enter the processing slot, reduces the HAZ, and improves cutting quality. A smaller scanning distance can lead to heat accumulation and material evaporation, while a larger scanning distance may reduce processing efficiency (Figure 16(a)). Yang et al.
92
studied the differences in material removal mechanisms at different scanning distances with nanosecond lasers (Figure 16(b)) and the impact of varying scanning distances on processing efficiency (Figure 16(c and d)). The results showed that when the repetition frequency was 80 kHz, the optimal scanning distance was 0.06 mm. Compared to a scanning distance of 0.08 mm, cutting time was shorter, and efficiency increased by 26.8%. When the repetition frequency was 50 kHz, the optimal scanning distance was 0.04 mm. Liu et al.
26
found that for CFRP drilling with nanosecond lasers, a scanning distance of 20 μm was considered optimal. A distance that is too small leads to uneven hole diameter, rougher hole wall surfaces, and a larger hole cone angle. Although a larger scanning distance reduces heat accumulation, it results in inconsistent material removal, causing surface waviness in the hole. Salama et al.
105
found that during picosecond laser processing of CFRP, using multi-pass parallel processing significantly increased the processing depth and material removal rate. Compared to single-pass processing, 16 parallel paths increased the material removal rate by more than 10 times and the processing depth by four times. Lu et al.
61
found that during longitudinal cutting, the best processing results for the lower side of the cut were achieved with fill distances of 20 μm and 50 μm, with no burrs or defects. Smaller fill distances achieve more uniform material removal and smoother surfaces, while larger fill distances (such as 100 μm) can lead to laser pitting and surface irregularities. Therefore, to achieve the best results, the fill distance should be controlled to below 50 μm, with 20 μm or 50 μm being preferred.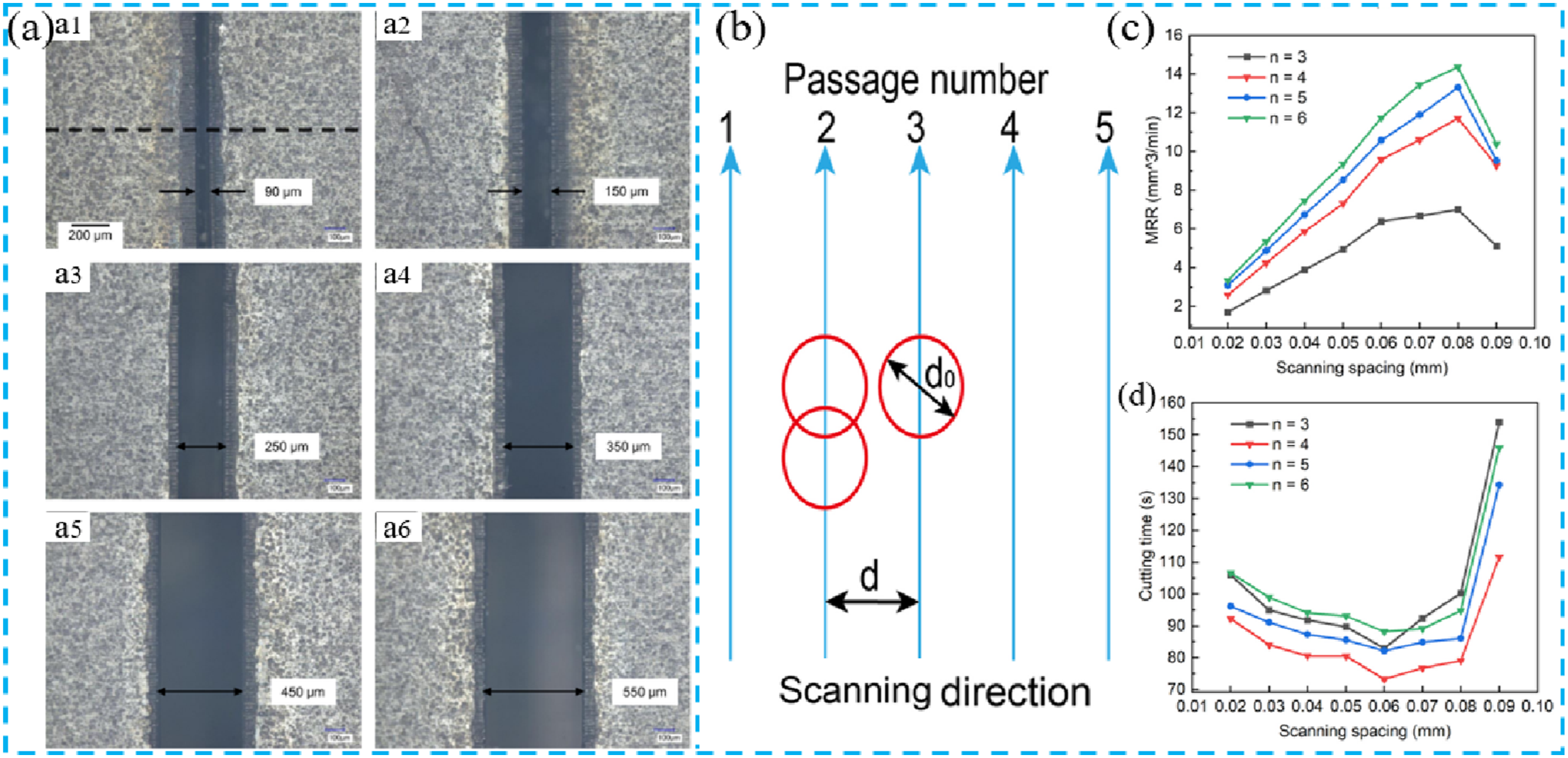
The scanning angle has a significant impact on the processing results when laser machining CFRP. A smaller scanning angle increases the contact time between the laser beam and the material surface, enhancing the thermal effect, which aids in material melting and removal. In contrast, a larger scanning angle may cause the laser energy to be more diffusely distributed across the surface, which reduces processing efficiency. Therefore, selecting the appropriate scanning angle can optimize the HAZ, reduce surface damage, and improve cutting quality and precision.
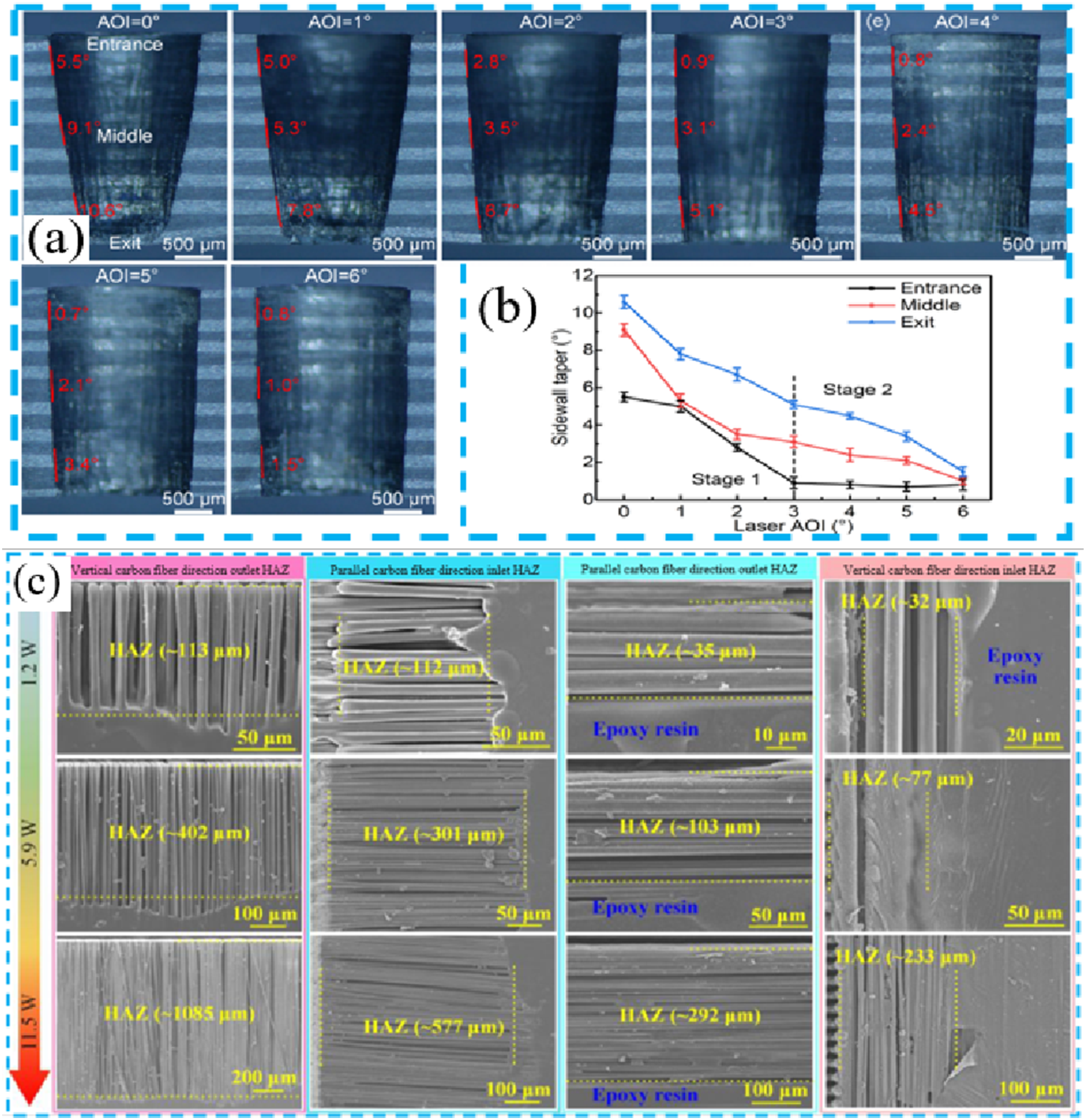
Qiao et al.
106
found that when the laser incidence angle increased from 0° to 3°, the laser was less blocked by the sidewalls, resulting in more energy affecting the sidewalls and rapidly reducing the sidewall taper (Figure 17(a and b)). After 3°, the spot size decreases, leading to an increase in energy density. The sidewall taper continues to decrease, but at a slower rate. Due to the increased energy density, more re-solidified resin and voids form on the sidewalls. Mishra et al.
107
used millisecond pulsed lasers to drill angled holes in CFRP and found that at a 0° incidence angle, the pulse current had little effect on hole roundness, whereas at 10° and 20° incidence angles, high current decreased the roundness. The experiments verified that using impact drilling at a 20° incidence angle allowed drilling on thick plates, with better hole roundness and a smaller taper at this angle. Li et al.
108
found that cutting angle errors and thermal damage were significantly influenced by the cutting angle during CFRP laser cutting. The entry error was smaller than the exit error, and as the angle increased, the entry error and HAZ decreased, but the exit error difference increased. The results showed that vertical baseline cutting and larger angles help reduce cutting errors and thermal damage. An et al.
109
found that when the laser scanning direction was parallel to the carbon fiber orientation (0° direction), the HAZ width was smaller, material removal rate was higher, and thermal damage was lower; Whereas during vertical (90° direction) scanning, thermal conduction was more continuous, leading to an increased HAZ width, but ablation efficiency decreased (Figure 17(c)). (a) The effect of laser incidence angle on sidewall taper: laser incidence angles from 0° to 6°. (b) The trend of change in sidewall taper with laser incidence angle.
106
(c) SEM morphology of laser ablation surfaces produced at different laser powers with different scanning directions of the HAZ
109
.
The design of the scanning path is crucial for the processing results when laser machining CFRP. The scanning path determines the movement trajectory of the laser beam and its interaction with the material. Different scanning paths lead to varying thermal effects, which in turn affect thermal damage, removal efficiency, and surface quality. Therefore, a rational path design can optimize heat distribution, reduce material damage caused by heat accumulation, and improve processing precision and surface quality.
In the laser machining process, the size of the HAZ is closely related to the processing method. Different scanning paths can effectively control the size of the HAZ, thereby improving processing quality and efficiency. Ye et al.
110
used a 532 nm picosecond pulsed laser for drilling and performed half-filled drilling using laser rotary cutting, parallel filling, and cross-filling methods. The results showed that the laser rotary cutting method had significantly higher processing speed and efficiency, with a smaller HAZ compared to the other two methods. Ouyang et al.
111
used a “dual-rotatin” omechanism involving the laser beam’s self-rotation and rotational movement around the hole (Figure 18(a)). The results showed that the holes processed using this method had no burrs or fractures on the edges, with a processing accuracy of about 60 microns, a hole taper of approximately 0.64°, HAZ width controlled to within 50 μm, and surface roughness of the cut below 6.5 μm. Yu et al.
112
found that variable processing paths result in more uniform heating of the material. When the processing path consists of three sets of concentric circles with an inner circle opening distance of 70 µm and an outer circle opening distance of 100 µm, it allows for achieving processing depth with smaller HAZ and hole taper, resulting in high-quality blind holes. Li et al.
113
found that the interlaced scanning mode reduces heat accumulation compared to traditional sequential scanning, leading to an average reduction of 25.85% in HAZ width. Under optimal parameters, the HAZ width and hole taper decreased by 55.01% and 51.45%, respectively. Using multi-pass scanning strategies and rational path design can effectively increase cutting depth, control the HAZ, and optimize both processing quality and efficiency. Herzog et al.
114
found that with the traditional multi-pass scanning strategy using a fixed focal point, the maximum cutting depth was 7.5 mm. However, using parallel scanning combined with dynamic focal point adjustment increased the cutting depth to 12.7 mm, while controlling the HAZ to about 200 μm. (a) Picosecond laser “dual-rotation” cutting method.
111
(b) Circular laser drilling trajectory and helical laser drilling trajectory
86
. (c) Laser drilling process concentric circles and helical scanning paths
116
. (d) Sequential scanning method and skip-line scanning method
117
. (e) Segmented arc-shaped concentric scanning method.
118
(f) Multi-pass cutting scanning method
104
.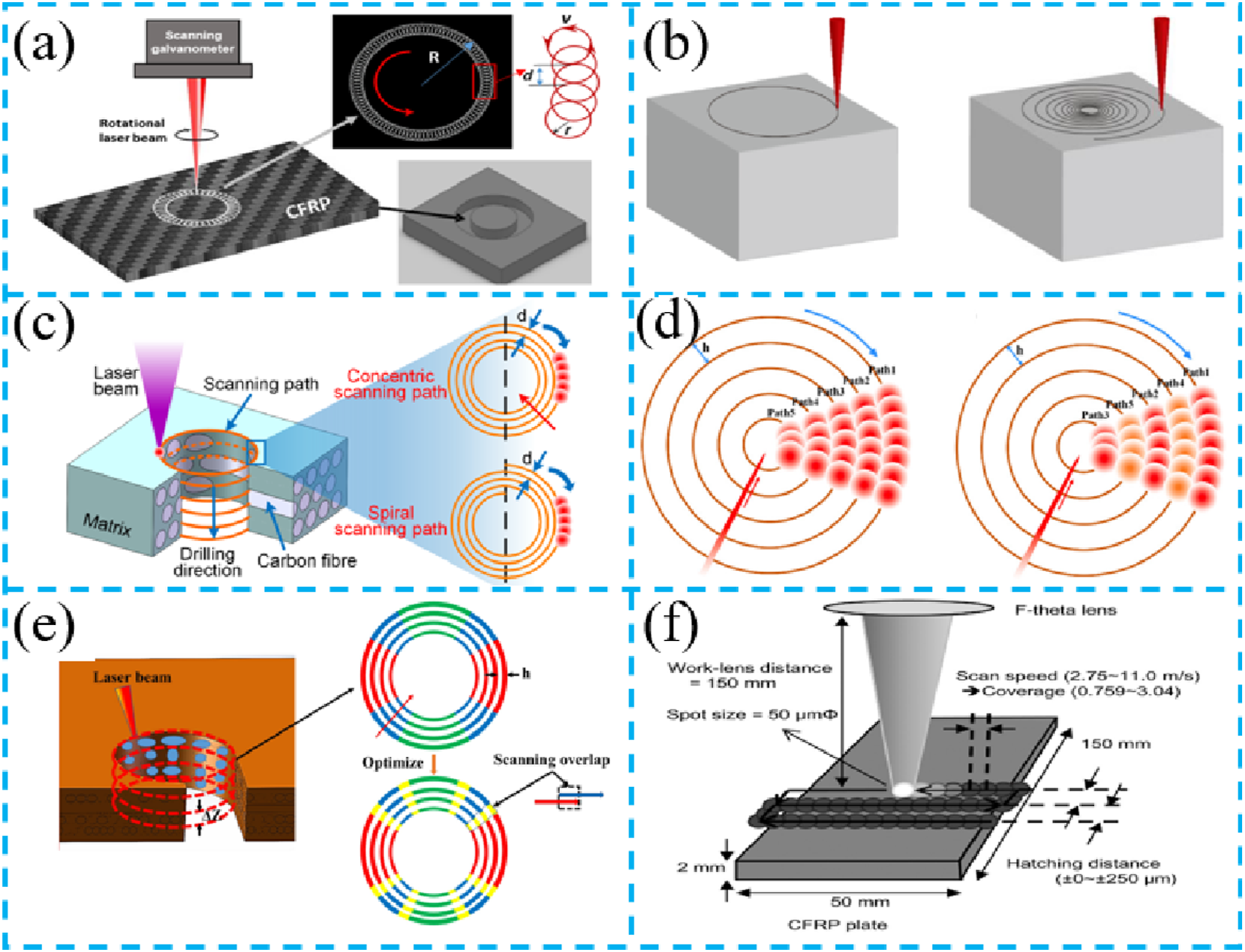
Different scanning paths and laser energy distribution optimization can significantly improve processing efficiency, reduce thermal damage, and enhance processing quality. Ahmad Sobri et al. 99 found that the helical drilling strategy, by optimizing the laser energy distribution, achieved a penetration depth of 22 mm in a single scan and reduced defects such as HAZ and matrix degradation; whereas the traditional single-loop strategy requires multiple scans, achieving only 8 mm of penetration depth with more severe thermal damage. Jiang et al. 86 found that the femtosecond laser helical drilling mode, by dynamically adjusting the beam trajectory, forms a spiral path that becomes denser from the outside inward (Figure 18(b)), which not only accelerates central penetration but also provides an escape path for debris and plasma, thereby significantly reducing heat accumulation and material damage. Compared to traditional scanning galvanometer drilling, helical drilling increases the processing depth by about 10 times, with superior efficiency and quality. Staehr et al. 115 compared the effects of nanosecond laser impact drilling and helical drilling on CFRP. The results showed that impact drilling had a smaller taper angle at low pulses and moderate energy, while helical drilling resulted in smaller taper angles and a reduced HAZ. Li et al. 116 found that the helical scanning mode significantly reduced the width of the HAZ and matrix recession compared to the concentric scanning mode (Figure 18(c)), with reductions of up to 33.42% and 24.83%, respectively. Li et al. 117 obtained the skip-line scanning mode (Figure 18(d)) by changing the scanning sequence. Aside from the scanning sequence, the scanning trajectories in both modes are identical. The skip-line scanning mode effectively reduces the heat accumulation effect and surface melting in adjacent laser beam scanning paths. More importantly, the sidewall structure is smoother.
Zhao et al. 118 proposed a segmented arc-shaped concentric scanning method for femtosecond laser drilling of CFRP (Figure 18(e)). Studies showed that compared to traditional concentric scanning methods, the segmented arc-shaped concentric scanning method reduces the quality differences between layers by appropriately increasing the laser cutting speed in specific areas, thereby reducing defects such as fiber pull-out and resin matrix porosity. Takahashi et al. 104 processed CFRP using a multi-pass scanning method and found that by adjusting the scanning distance (Figure 18(f)), laser energy distribution on the material could be effectively controlled, reducing the formation of HAZ. The experiments showed that when the scanning distance was ±150 μm, both high processing rates and good processing quality were achieved. Similarly, Kelsey et al. 119 used a multi-pass cutting strategy, reducing the HAZ width by up to 26% while maintaining cutting efficiency. Zhu et al. 120 adopted a novel step-process parameter parallel ring method using a multi-ring parallel scanning path design. The outer ring with low energy forms a thermal shielding groove to reduce heat diffusion, while the inner ring with high energy accelerates material removal, improving efficiency, reducing energy consumption, and minimizing HAZ expansion while ensuring drilling quality.
The laser scanning method affects the interaction mechanism between the laser beam and CFRP, thereby determining the distribution of heat and material removal efficiency. Scanning speed affects the contact time between the laser and the material. Higher scanning speeds shorten the contact time, reduce heat accumulation, and thus decrease the HAZ. However, excessively high speeds may lead to incomplete material removal. Scanning distance determines the distribution of laser energy in the processing area. Smaller distances cause laser energy to accumulate, promoting material removal, but also increase heat accumulation, leading to thermal damage; Larger distances can reduce thermal damage but may lower energy utilization efficiency, affecting processing results. Scanning angle affects the concentration of laser energy. Smaller angles increase the thermal effect, which helps material melting and removal, but may also lead to excessive thermal damage; While larger angles help to disperse energy and reduce thermal damage, they can lower processing efficiency. Different scanning paths optimize heat distribution, control material removal and thermal effects, and further enhance cutting depth and processing quality. In summary, properly optimizing scanning speed, scanning distance, scanning angle, and scanning path can effectively reduce thermal damage and improve the processing efficiency and quality of CFRP.
The impact of laser-assisted methods on CFRP processing quality
Using energy field-assisted laser processing methods for CFRP can improve cutting efficiency and quality. Commonly used auxiliary energy fields include airflow and water flow fields.
Gas-assisted laser processing of CFRP works by introducing auxiliary gases (such as oxygen, nitrogen, etc.) to interact with the laser beam. This process generates laser cutting or drilling on the CFRP material surface, while the gas flow removes heat and debris generated during processing.
The use of assistive gases plays a critical role in the laser processing of CFRP, effectively reducing the HAZ, improving cutting quality, and optimizing the edge morphology. AlWaidh et al. 121 used nitrogen-assisted lasers for multi-pass drilling and cutting, proving to be an effective strategy for processing CFRP. The experiments by Sato et al. 122 on nanosecond laser cutting of CFRP showed that the base material evaporation zone is smaller in an argon environment than in air, resulting in higher cutting surface quality. Spectral analysis reveals that air induces oxidation reactions, raising the plasma temperature, while argon inhibits oxidation and reduces the HAZ. Heiderscheit et al. 123 also used inert argon as an assistive gas, effectively reducing the HAZ and achieving a high-quality processed surface with minimal fiber pullout. Kononenko et al. 124 found that oxygen-assisted cutting of bidirectional CFRP effectively suppressed the widening of the cut, maintaining a narrow and uniform cut morphology despite the material’s multilayered fiber orientation. Chen et al. 125 employed polydimethylsiloxane (PDMS) as an assistive gas for laser cutting of CFRP. The results showed that, compared to traditional direct hole processing, using PDMS controlled the hole’s heat-affected zone width to between 38.70 and 54.77 μm, reduced carbon fiber exposure, decreased carbonization, and produced smoother cut sidewalls.
The use of assistive gases, particularly mixed gases and spray suction systems, can significantly improve the laser cutting quality of CFRP, reduce the HAZ, and optimize processing outcomes. Qin et al.
58
employed quasi-continuous fiber lasers to compare the effects of three assistive gases (coaxial nitrogen, coaxial oxygen, and mixed gases) on CFRP cutting quality (Figure 19(a)). The results indicated that nitrogen acts as a coolant in high-power, high-speed processing, while oxygen promotes material removal by exothermic oxidation. Mixed gases combine the cooling effect of nitrogen and the exothermic benefits of oxygen, reducing the HAZ while increasing cutting depth. Negarestani et al.
126
found that the combination of reactive gases (oxygen) and inert gases (nitrogen) as assistive gases during laser cutting of CFRP composites significantly improves cutting quality (Figure 19(b)). The study found that at a total pressure of 8 bar with low oxygen content, balancing the accelerated oxidation reaction and the cooling effect of the inert gas reduced fiber pullout by 55%, while maintaining a high material removal rate. Zhou et al.
127
employed nitrogen-oxygen mixed gases to form a flowing water film during spray-assisted laser processing of CFRP, effectively reducing thermal damage and improving processing quality. The rapid flow of the water film can remove debris and bubbles, further reducing the HAZ. The study by Chen et al.
128
demonstrated that liquid suction systems can optimize the nanosecond laser cutting of CFRP. Comparing three conditions—no assistive gas, single-side assistive gas, and double-side assistive gas (Figure 19(c))—it was found that gas assistance reduced the HAZ and sidewall roughness while shortening cutting time. The best results were achieved with double-sided assistance, where cutting time was reduced by up to 24.8% compared to no assistance, at a frequency of 100 kHz and 85% overlap.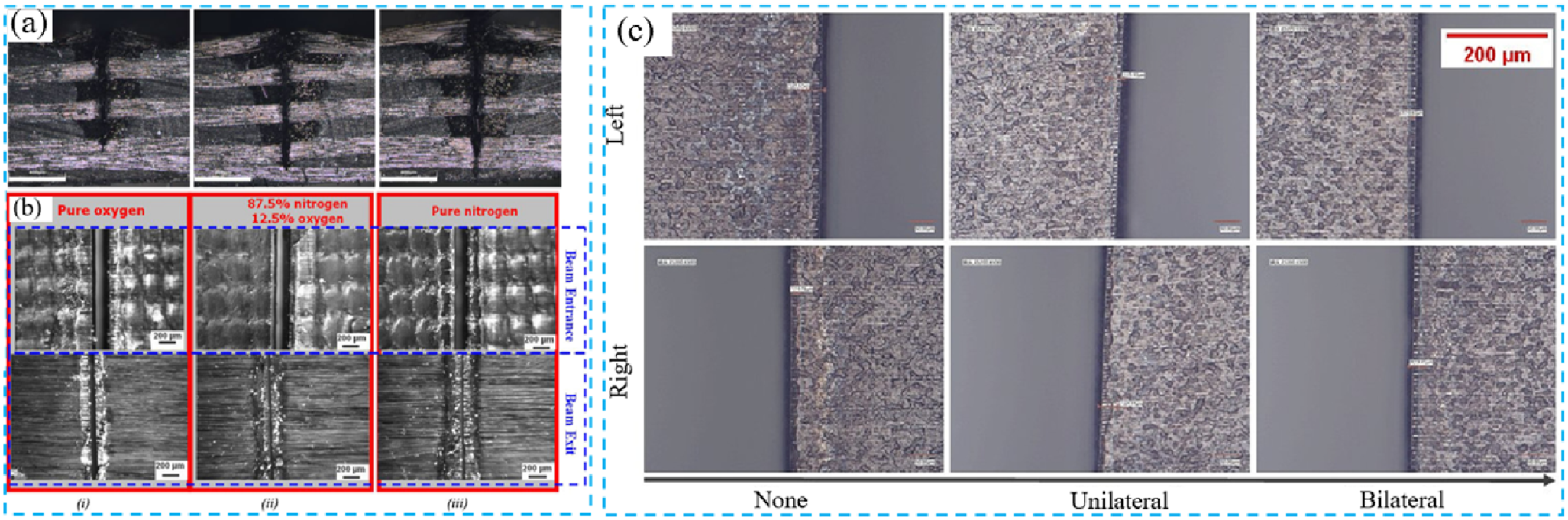
Water jet-assisted laser processing combines the advantages of both laser and water jet, improving the cutting and drilling quality of CFRP. Water jet-guided laser cutting technology is a hybrid processing method that combines laser and water jet, demonstrating significant advantages in CFRP cutting. Wang et al.
59
investigated the maximum incidence angle at which total internal reflection occurs during laser transmission in a water jet. The study also examined the attenuation of laser energy in water jet fibers. The experimental results indicated that applying this coupling technology enables precise water jet-guided laser micro-machining. Zhang et al.
129
found that water jet-guided nanosecond laser processing of CFRP effectively cools residual surface heat and removes processing debris, improving cutting quality. A smaller laser pulse duty cycle optimizes processing efficiency by reducing the HAZ, improving cutting perpendicularity, and preventing fiber delamination and thermal damage. Compared to conventional laser cutting, this method optimizes cutting quality through multi-pass and parallel path strategies. Wu et al.
130
investigated the cutting process and damage mechanisms of thick CFRP using water jet-guided nanosecond laser processing technology (Figure 20(a)). The results showed that increasing the water jet speed enhances cutting depth and reduces kerf width. Water jet-guided laser processing technology, due to its non-wearing, non-contact, and strong cooling characteristics, demonstrates significant advantages in low-damage cutting of thick CFRP. Jiao et al.
131
employed a 1064 nm nanosecond pulsed laser to systematically investigate the effects of mist jet angle, air pressure, and offset distance on groove morphology and dimensional characteristics. The results showed that higher air pressure enhances the impact of the mist jet on the substrate surface, reducing carbon fiber residue at the groove entrance. Elkington et al.
132
employed water jet-guided high-power nanosecond lasers with an average power of 400 W to process CFRP, discovering that the material removal mechanism combines thermal-based effects with fiber fracture due to the interaction of the water jet and thermal stress. By adjusting water jet pressure, laser pulse frequency, and average power, higher cutting speeds and lower cutting defects can be achieved (Figure 20(b)).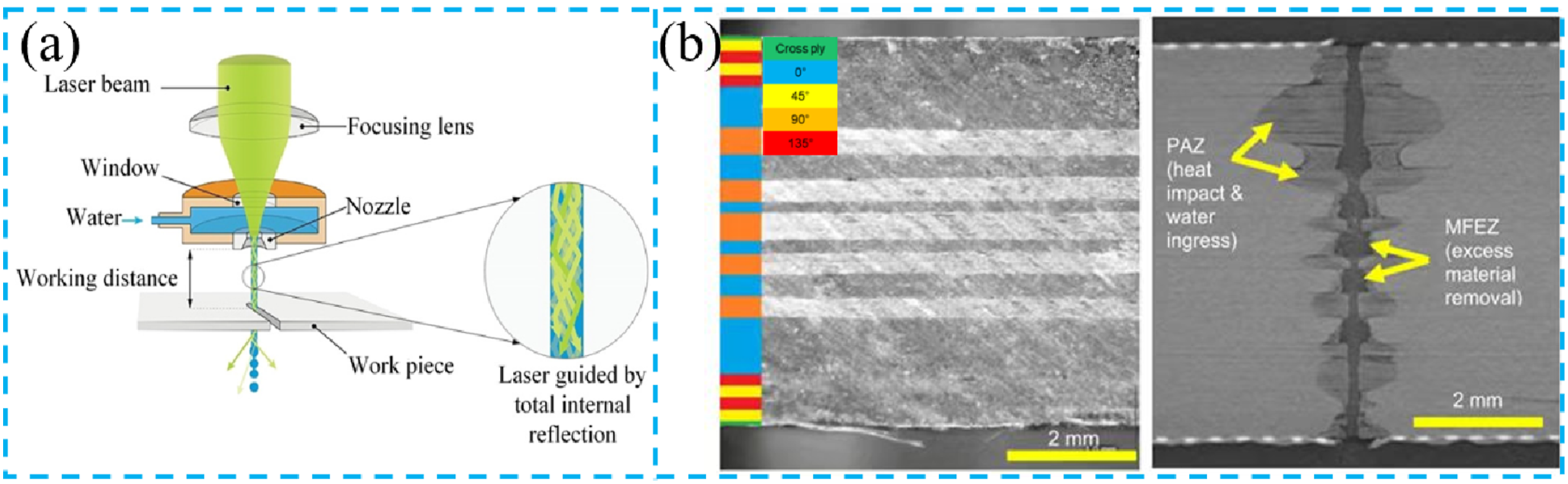
The combination of different assistive technologies in CFRP laser processing can effectively improve cutting quality, reduce the HAZ, and enhance processing efficiency. Wang et al.
133
found that microfluidic-assisted femtosecond laser-induced plasma micro-drilling effectively improves the surface integrity of CFRP micro-holes and reduces micro-hole taper. This method reduces processing by 42.8%-58.7% compared to laser processing in air, and by 42.8%-51.8% compared to laser-induced plasma drilling. Chen et al.
134
found that the combination of continuous wave laser and water jet-guided laser technology (CW-WJGL) (Figure 21(a)) results in clean CFRP cutting surfaces with minimal residue, a polygonal cross-section of carbon fibers, and delamination between resin layers, with higher cutting efficiency. Compared to single water jet-guided laser (WJGL) processing (Figure 21(b)), the results are similar, but the combined technology offers advantages in both cutting efficiency and quality. Lin et al.
135
proposed a water-vapor jet-assisted laser processing method for CFRP and compared the effects of water-assisted, gas-assisted, and water-vapor composite-assisted laser processing (Figure 21(c)). The results showed that water jet-assisted laser processing produced a HAZ of 136 μm with significant surface recasting. Gas-assisted laser processing resulted in a HAZ of 118 μm, with severe fiber pullout and complete penetration of the workpiece. Water-vapor jet-assisted laser processing resulted in the smallest HAZ. The gas suppressed spatter and reduced the water layer thickness, ensuring cooling effectiveness while improving laser transmission efficiency, achieving efficient thermal balance in processing. (a) Microscopic morphology of carbon fibers in different directions after CW-WJGL processing. (b) Microscopic morphology of carbon fibers in different directions after WJGL processing.
134
(c) Groove morphology of three processing methods: (c1) and (c4) water-assisted laser processing, (c2) and (c5) gas-assisted laser processing, (c3) and (c6) water-gas jet-assisted laser processing
135
.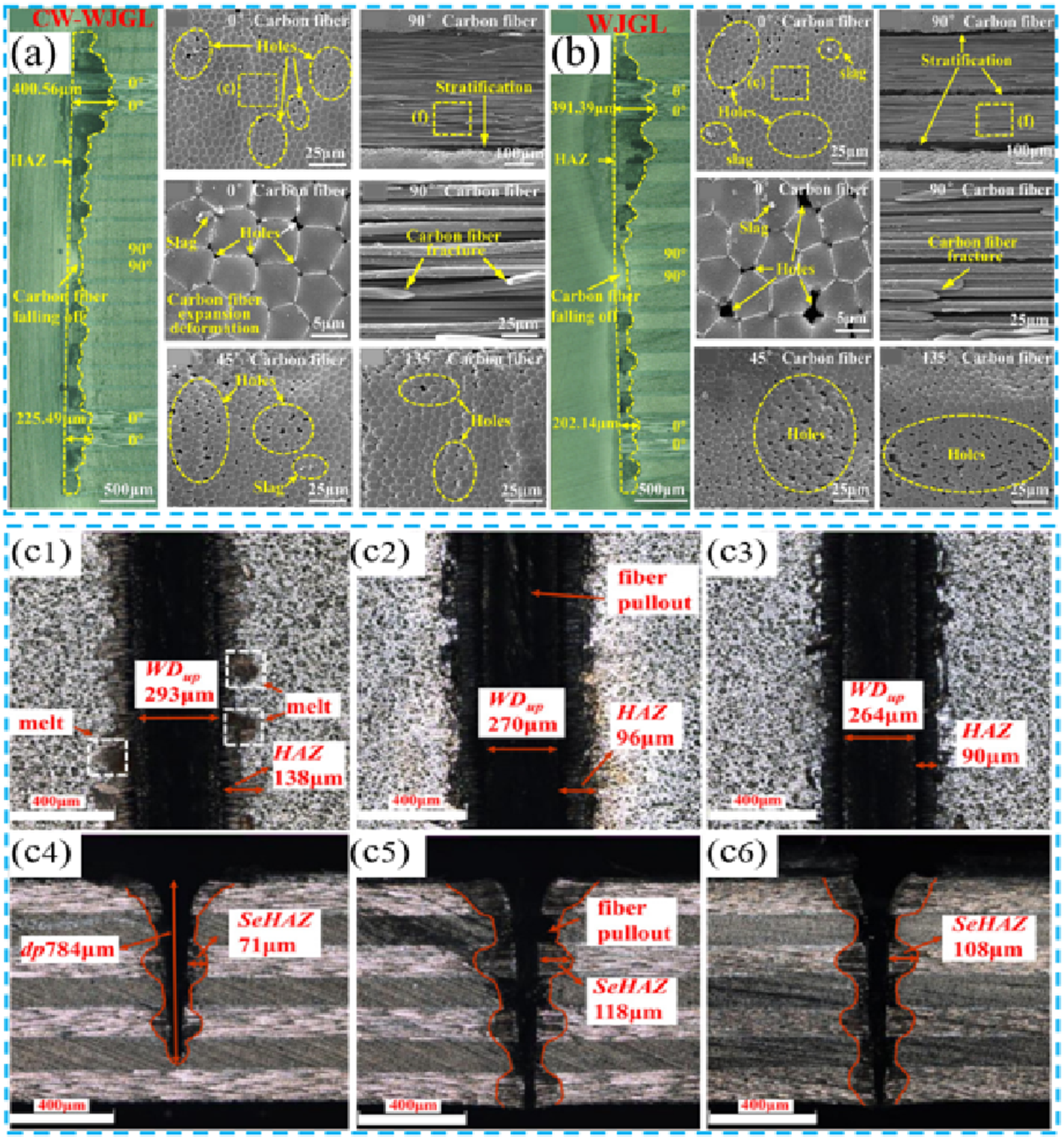
From the above studies, it is evident that laser heating of the material surface with its high energy density induces melting or vaporization. The introduction of assistive gases can optimize the cutting effects through cooling or oxidation reactions, reducing thermal damage and improving surface quality. In gas assistance, nitrogen mainly serves as a coolant, while oxygen accelerates oxidation reactions to promote material removal. The use of mixed gases combines the advantages of both, further enhancing cutting efficiency and quality. Liquid-assisted laser processing reduces the HAZ through strong cooling effects, preventing fiber delamination and surface roughness, while improving processing precision and cutting quality.
Conclusion
Comparative and grouped summary of the effects of different laser parameters on CFRP machining performance.
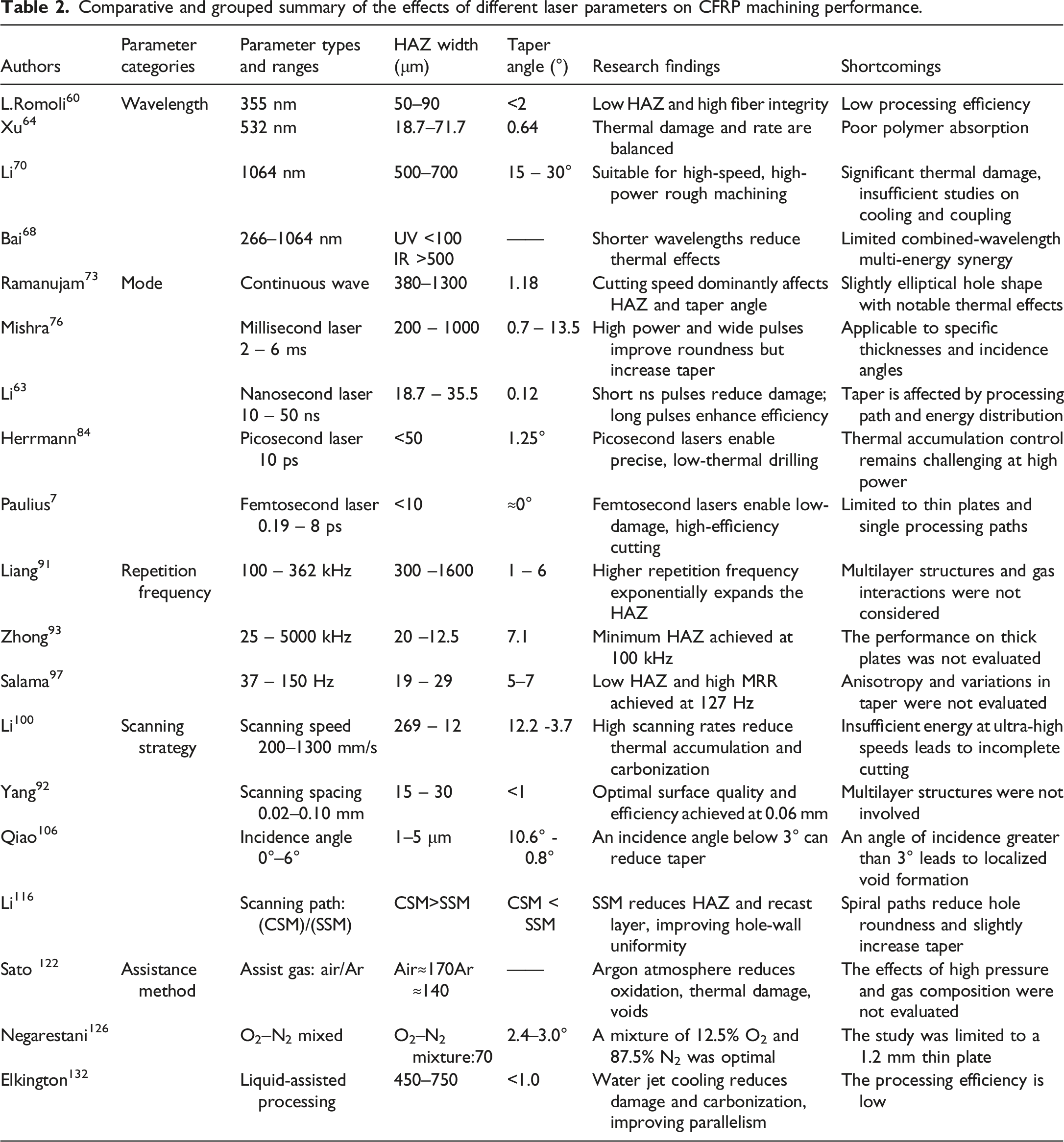
Based on the above studies and the comparative analysis in Table 2, the effects of laser parameters on CFRP machining quality exhibit pronounced multi-parameter coupling. Laser wavelength, operating mode, pulse frequency, scanning strategy, and auxiliary processes jointly govern material removal mechanisms, HAZ characteristics, and overall machining performance. Although a general consensus has emerged regarding overall trends, substantial differences remain in optimal parameter ranges, damage suppression effectiveness, and engineering applicability.
With respect to laser wavelength, most studies agree that ultraviolet lasers, relying on photochemical ablation, offer clear advantages in reducing the HAZ and preserving carbon fiber integrity, making them suitable for high-precision and low-damage machining. However, their relatively low efficiency and high system cost limit their application in thick-section processing and high-throughput industrial manufacturing. In contrast, infrared and near-infrared lasers provide higher power output and strong industrial maturity, enabling efficient cutting of thick CFRP laminates, but are prone to pronounced thermal effects, resulting in larger HAZ and matrix degradation. Consequently, no single wavelength is universally superior, and applicability depends on the trade-off between machining precision and efficiency.
Regarding laser operating modes, continuous-wave lasers enable high material removal rates and are suitable for thick-section and high-efficiency processing, but often induce severe heat accumulation and extensive thermal damage. Millisecond- and nanosecond-pulsed lasers mitigate thermal diffusion through intermittent energy input, yet may still suffer from plasma shielding and heat accumulation at high energy densities. Picosecond and femtosecond lasers, owing to their ultrashort pulse durations, confine the HAZ to the micrometer scale and offer the best performance in precision and low-damage machining. Nevertheless, their low efficiency, high system complexity, and cost constrain large-scale industrial adoption. This highlights a fundamental trade-off between achievable machining quality and industrial productivity in CFRP laser processing.
Laser pulse frequency and scanning strategy critically influence machining quality by regulating energy input rates and thermal accumulation. Increasing pulse frequency, reducing scan spacing, and lowering scanning speed generally improve efficiency but intensify heat accumulation and HAZ expansion. Conversely, lower frequencies, higher scanning speeds, and optimized scan paths suppress thermal damage at the expense of reduced material removal efficiency. Divergent conclusions on optimal parameters across studies mainly arise from differences in material systems, laminate architectures, evaluation metrics, and process windows, indicating the lack of unified parameter assessment criteria.
Laser-assisted approaches, such as gas and liquid assistance, have been widely shown to improve cutting quality and suppress thermal damage. Gas assistance regulates material removal through cooling and oxidation effects, while liquid assistance significantly reduces the HAZ via strong cooling. However, these methods increase system complexity and process control difficulty, and their stability, repeatability, and industrial feasibility under high-power and high-speed conditions require further investigation.
In summary, existing studies have elucidated the influence of laser parameters on CFRP machining quality from multiple perspectives and reached partial consensus on thermal damage mitigation and precision improvement. Nonetheless, significant discrepancies persist, reflecting key challenges such as the absence of unified evaluation standards under strong multi-parameter coupling, unclear trade-off mechanisms between quality and efficiency, and limited transferability of laboratory-optimized parameters to industrial applications. These challenges underscore the need for intelligent optimization and adaptive parameter control strategies in future research.
Optimization of processing parameters for CFRP
In laser processing of CFRP, the selection of traditional process parameters often relies on empirical trial-and-error methods or fixed standard parameters, which have significant limitations. On one hand, CFRP exhibits anisotropy, low interlaminar strength, and resin matrix thermal sensitivity, and conventional parameters tend to cause defects such as large HAZ, fiber pullout, delamination, and resin carbonization. On the other hand, existing studies mainly focus on the impact of single parameters, lacking systematic optimization of multi-parameter interactions, which makes it difficult to improve both processing quality and efficiency simultaneously. Furthermore, different application scenarios impose increasingly stringent requirements for processing precision and damage control, while traditional parameter setting methods are poorly adaptable, making it difficult to balance material removal rate with processing damage. Against this background, multi-objective collaborative optimization of key parameters, such as laser power, scanning speed, and pulse frequency, using intelligent optimization algorithms has become a necessary approach to overcoming process bottlenecks.
Optimization using mathematical methods
Response Surface Methodology (RSM) is an optimization technique that combines mathematics and statistics to develop a mathematical model between input parameters and output responses, and optimize process parameters through model analysis. Its core objective is to find the optimal process conditions through experimental design and data analysis, thereby simultaneously optimizing multiple quality characteristics. RSM requires specific experimental designs, such as the BBD and CCD.
In recent years, researchers have employed RSM in conjunction with CCD experiments to systematically optimize the laser cutting process parameters for CFRP. Mathew et al.
35
used a pulsed Nd: YAG laser to cut CFRP. Through CCD experimental design, they systematically analyzed the effects of key process parameters on the HAZ and kerf taper, and developed a quadratic regression model to quantify the influence of each parameter and their interactions on processing quality. The model’s significance was validated using statistical software. Similarly, Rao et al.
136
used the CCD method to optimize the fiber laser cutting process for CFRP, finding that laser power and cutting speed had the most significant effects on kerf quality and the HAZ. The optimized kerf width, taper percentage, and HAZ width were 163.7 µm, 5.75%, and 573.28 µm, respectively, with validation experiments showing errors below 2.7%, further confirming the model’s reliability. Building on this, Genna et al.
137
further optimized the process parameters for milling a 4 mm thick CFRP plate with a 30 W Q-switched Yb: YAG fiber laser using RSM. The effects of scanning speed, pulse frequency, number of repetitions, and shadow distance were analyzed using CCD methods (Figure 22), leading to the determination of the optimal milling conditions. Mandolfino et al.
34
used Face-centered Central Composite Design (FCCD) for modeling and analysis. The results showed that the combination of low power (20 W) and high lateral overlap (150%) in an off-focus scenario significantly improved bonding performance, increasing it by 19.5% compared to traditional methods. This method combines parameter optimization with performance prediction through mathematical modeling and experimental validation. Surface plots of depth (a, c, and e), and contour plots (b, d, and f)
137
.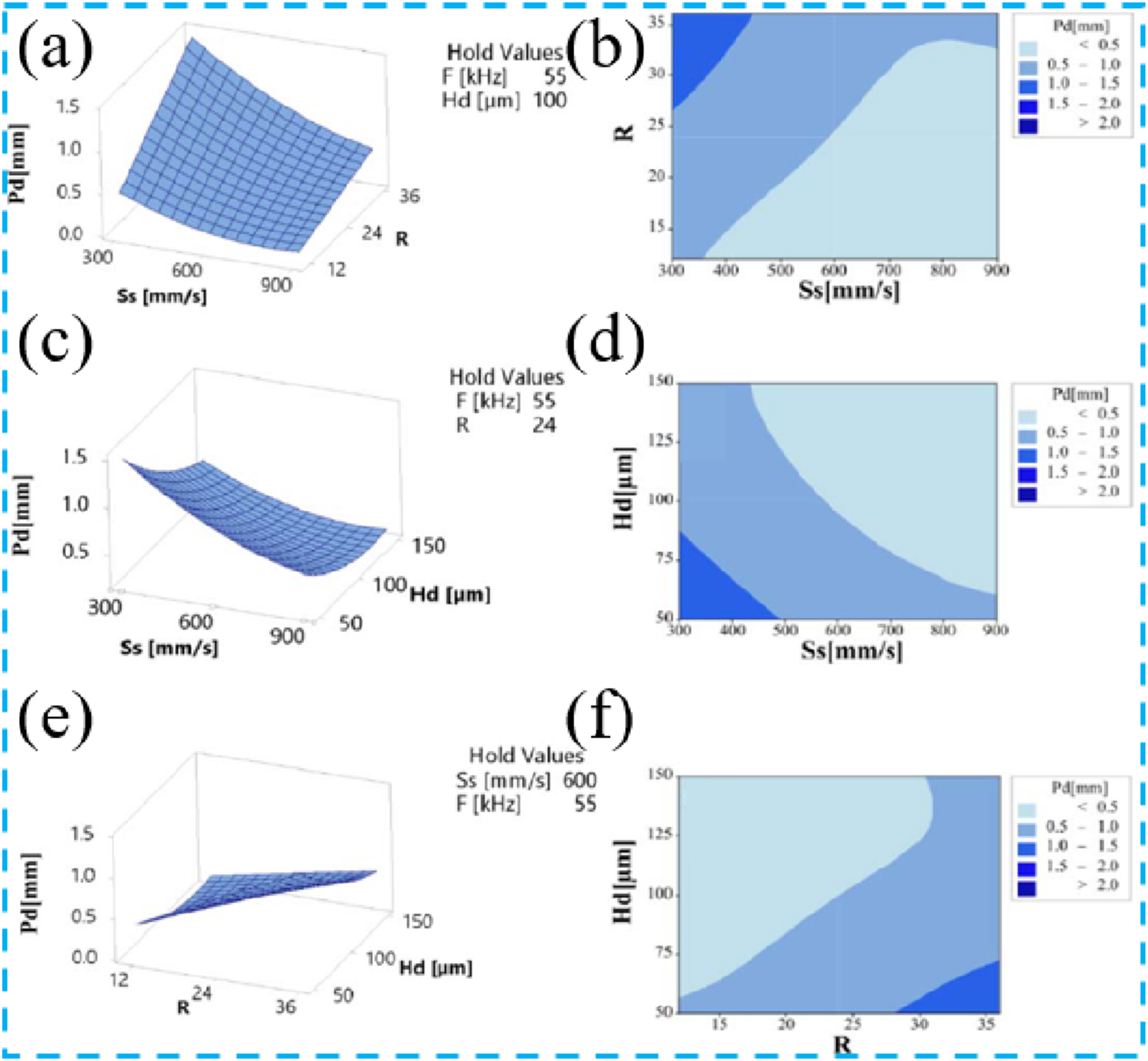
Using RSM and residual regression methods, researchers optimized laser processing parameters, which not only improved joint mechanical properties but also effectively predicted the tensile properties of CFRP under high-temperature conditions. Joshi et al. 138 utilized RSM and proposed a new residual regression model to study the effect of laser welding process parameters on joint mechanical properties. The study indicated that increasing the input laser energy per unit of time can improve the mechanical properties of hybrid joints. Zhou et al. 139 optimized laser processing parameters using RSM and residual regression methods. RSM analyzed the effects of laser power, welding speed, and defocus distance on shear force using a quadratic polynomial model and validated the model’s effectiveness through analysis of variance (ANOVA). The residual regression method introduced a residual block structure, enhancing its physical interpretability and improving accuracy. Both methods indicated that increasing laser energy improves joint mechanical properties, with the optimal parameters being a laser power of 1100 W, welding speed of 9 mm/s, and defocus distance of 15 mm. The residual regression method showed greater advantages in information transfer and expressing physical relationships. Li et al. 140 found that when the working temperature of laser-processed CFRP exceeds 100°C, the material’s tensile strength significantly decreases. The glass transition temperature of the matrix was determined using differential scanning calorimetry (DSC), and it was found that the strain distribution around the holes is closely related to temperature and load levels. The regression model based on experimental data can effectively predict the tensile properties of laser-processed CFRP laminates at high temperatures.
Through RSM and other optimization methods, researchers effectively optimized the laser cutting process of CFRP, significantly reducing the HAZ and improving processing precision and efficiency. Chen et al.
36
used the Box-Behnken experimental design in RSM, combined with multiple linear regression analysis, to optimize the laser cutting parameters for CFRP to reduce HAZ width. By developing a regression equation for the HAZ width at the laser entrance, the effects of factors such as laser power, scanning speed, assistive gas pressure, and focal position, as well as their interactions, were quantified. The optimized parameters were: power 170 W, speed 1.5 m/min, gas pressure 0.6 MPa, and focus on the surface, reducing the HAZ width to 486.13 μm, with a prediction error of only 5.3%. This method significantly improved the efficiency of parameter optimization. Zheng et al.
141
optimized the picosecond laser drilling parameters using RSM and ANOVA to minimize hole taper and HAZ (Figure 23(a)–(d)). Through CCD experiments, a second-order polynomial model was developed to analyze the effects of various parameters and their interactions on drilling quality. Analysis of variance showed that laser power had the most significant effect on hole taper, while scanning speed had the greatest impact on HAZ. The optimized parameter combination was: laser power 7.886 W, scanning speed 633.514 mm/s, and filling count 880.617 N. Actual test results showed a hole taper of 4.160° and HAZ of 18.577 μm, with prediction errors of 5.0% and 2.2%, respectively, validating the model’s reliability. Wang et al.
142
optimized the nanosecond ultraviolet laser processing parameters for CFRP by introducing laser two-point spacing and area energy density as key parameters, in conjunction with the Taguchi method. The experiments found that when the two-point spacing ranged from 10 to 23 μm and the area energy density was below 2 μJ/μm2, HAZ and defects were significantly reduced. The use of a multi-ring drilling strategy can control HAZ to below 50 μm while avoiding significant ablation and roundness errors. (a and b) Comparison of the HAZ width before and after optimization; (c and d) Comparison of the post-hole taper.
141
Response surface plots describing the effect of parameter interactions on GRG: (e) pulse frequency and gas pressure, (f) laser power and pulse frequency, and (g) gas pressure and laser power
144
.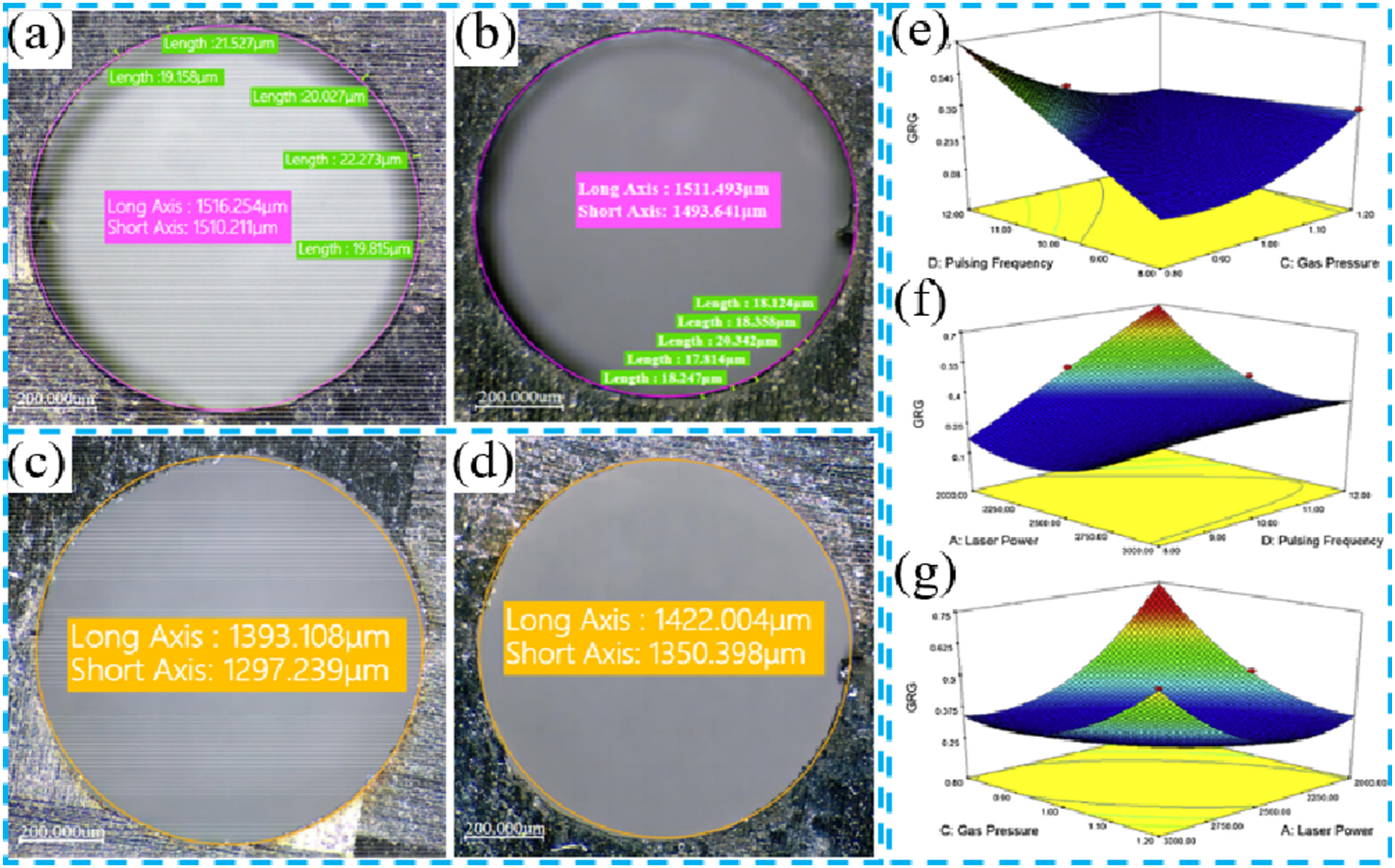
By combining RSM with modern optimization algorithms, researchers have achieved multi-objective optimization of the CFRP laser cutting process, significantly improving both processing precision and efficiency. Singh et al. 33 employed RSM in conjunction with Taguchi experimental design for multi-objective parameter optimization. By developing a second-order response surface model, the effects of key process parameters such as gas pressure, pulse width, pulse frequency, and cutting speed on kerf taper and surface roughness were analyzed. The study used regression analysis and ANOVA to validate the significance of the model, and the optimal parameter combinations for each sample were determined using the response optimizer in MINITAB software. Mishra et al. 143 combined the CCD method with a pulsed Nd: YAG laser and used higher-order regression modeling to optimize process parameters. Modern optimization algorithms (such as accelerated particle swarm optimization and metaheuristic whale optimization algorithms) were introduced to determine the best process parameter combinations, with the validity of the optimized results confirmed through validation testing. These studies not only provide reliable methodological support for optimizing the CFRP laser cutting process but also demonstrate the efficiency and accuracy of combining CCD experimental design with modern optimization algorithms in process parameter optimization. Adalarasan et al. 144 optimized composite laser cutting parameters using the Grey Relational Surface Method (GRSM) (Figure 23(e–g)). By combining Grey Relational Analysis (GRA) with RSM, multi-objective optimization of composite laser cutting parameters was carried out. The optimal parameters were determined to be laser power 2970.94 W, cutting speed 19.94 mm/s, gas pressure 1.20 MPa, and pulse frequency 8.42 Hz, which resulted in a 17.84% improvement in surface roughness, validating the effectiveness of GRSM in multi-objective optimization.
RSM, combined with experimental design and mathematical modeling, provides profound theoretical support for optimizing CFRP laser processing. By carefully designing experiments, RSM effectively captures the nonlinear relationship between process parameters and output responses, establishing a polynomial regression model to quantify the effects of each process parameter on quality characteristics. Combined with methods such as CCD, RSM reduces the number of experiments, efficiently evaluating each parameter and its interactions, ensuring the model’s reliability and validity. The residual regression method further enhances the model’s accuracy, especially when dealing with complex laser cutting problems, by introducing physical relationships that improve the model’s adaptability. Additionally, modern optimization algorithms such as particle swarm optimization and whale optimization techniques, combined with RSM, achieve multi-objective optimization, significantly improving processing precision and efficiency. In summary, RSM provides a systematic and efficient mathematical framework for optimizing laser processing, revealing the profound effects of process parameters on processing quality and offering important theoretical support for future research in the field of precision machining.
Optimization of the machine learning algorithm
Machine learning algorithms are the core driving force of artificial intelligence, enabling predictions or decision-making for unknown data by automatically learning patterns and relationships from data. Machine learning algorithms, by uncovering nonlinear relationships in historical experimental data, provide new insights for the intelligent optimization of key parameters such as laser power, scanning speed, and pulse frequency. Supervised learning models, such as random forests and neural networks, can establish predictive mappings between process parameters and processing quality. Reinforcement learning can dynamically adjust processing paths, while multi-objective optimization algorithms can balance conflicting goals such as removal efficiency and surface quality.
In the field of laser processing of CFRP, an increasing number of studies in recent years have begun applying machine learning methods to optimize processing parameters and predict processing quality. Patel et al. 145 used three machine learning methods to assist parameter optimization in GFRP laser cutting: regression models, artificial neural networks (ANN), and fuzzy logic (FL). The results showed that the fuzzy logic model had the highest predictive accuracy, with maximum, minimum, and average percentage errors of 0.02%, 2.51%, and 0.96%, respectively, outperforming the regression and ANN models. This indicates that fuzzy logic performs better in handling nonlinear relationships and uncertainty, enabling more accurate predictions of the relationship between laser cutting parameters and kerf width. Petković et al. 146 applied the Adaptive Neuro-Fuzzy Inference System (ANFIS) method to process laser cutting data obtained under three laser parameters, analyzing the effects of laser power, cutting speed, and gas pressure on HAZ. The results showed that cutting speed had the greatest effect on HAZ, while gas pressure had the smallest effect. Costes et al. 39 proposed an artificial neural network based on a Finite Element Method (FEM) model to predict the strength and progressive damage behavior of CFRP under external loads. The activation functions in the model design were appropriate, and the artificial neural network’s predictions closely matched the simulation results, validating the accuracy of the neural network model.
In recent years, the application of artificial intelligence to laser process optimization has advanced rapidly. Li et al. 147 combined an ANN with a non-dominated sorting genetic algorithm (NSGA-II) to develop a multi-objective optimization framework for femtosecond laser micro-grooving. Using laser power, scanning speed, and repetition rate as inputs, the ANN captured the nonlinear relationship between process parameters and groove morphology, while NSGA-II achieved an optimal trade-off between high material removal rate and minimal heat-affected zone. The prediction error was approximately 5%, significantly outperforming conventional RSM, demonstrating the effectiveness of the ANN–NSGA-II approach for intelligent optimization of ultrashort-pulse laser parameters.
Ramesha et al. 148 performed a comparative study of RSM, random forest (RF), extreme gradient boosting (XGBoost), and ANN for abrasive water suspension jet (AWSJ) machining of CFRP. The XGBoost model achieved an R2 of 0.9999 and a mean squared error (MSE) of 0.0001, markedly outperforming traditional models, indicating the superior generalization capability of ensemble learning for composite manufacturing optimization and offering new insights for intelligent non-thermal processing.
Sun et al. 149 proposed a physics-informed, data-driven optimization strategy integrating finite element simulation with machine learning. By coupling a CatBoost regression model with a genetic algorithm (GA), dual-objective optimization of machining efficiency and interfacial performance in CFRP laser microstructuring was achieved. The model attained an R2 of 0.94 for shear strength prediction, with post-optimization improvements of approximately 25% in shear strength and a 30% reduction in processing time, demonstrating the synergistic benefits of high-accuracy prediction and global optimization.
In laser processing parameter optimization and quality prediction, Extreme Learning Machine (ELM), as an efficient machine learning algorithm, has been proven to exhibit higher accuracy and stability in various predictive models due to its superior training speed and generalization ability. Anicic et al.
150
used ELM to predict the HAZ in laser cutting, comparing it with Gaussian Processes (GP) and ANN to validate the superiority of ELM. ELM, as a single-hidden-layer feedforward neural network, randomly generates input layer weights and hidden layer biases, optimizing only the output layer weights, which significantly improves training speed and generalization performance. The results showed that ELM demonstrated higher accuracy in predicting HAZ, with its root mean square error (RMSE) and coefficient of determination (R2) outperforming ANN and GP. Therefore, ELM has been proven to be an efficient and reliable machine learning algorithm, suitable for laser cutting parameter optimization and HAZ prediction (Figure 24(a)–(c)). Nguyen et al.
151
compared four different predictive models, including full quadratic multiple regression analysis, artificial neural networks, random forests, and ELM, as shown in the figure, and found that the ELM model performed best in predicting laser cutting quality. Therefore, this model was selected as the objective model for GA output optimization, followed by validation experiments of the optimal processing parameters predicted by the ELM-GA algorithm (Figure 24(d)–(g)).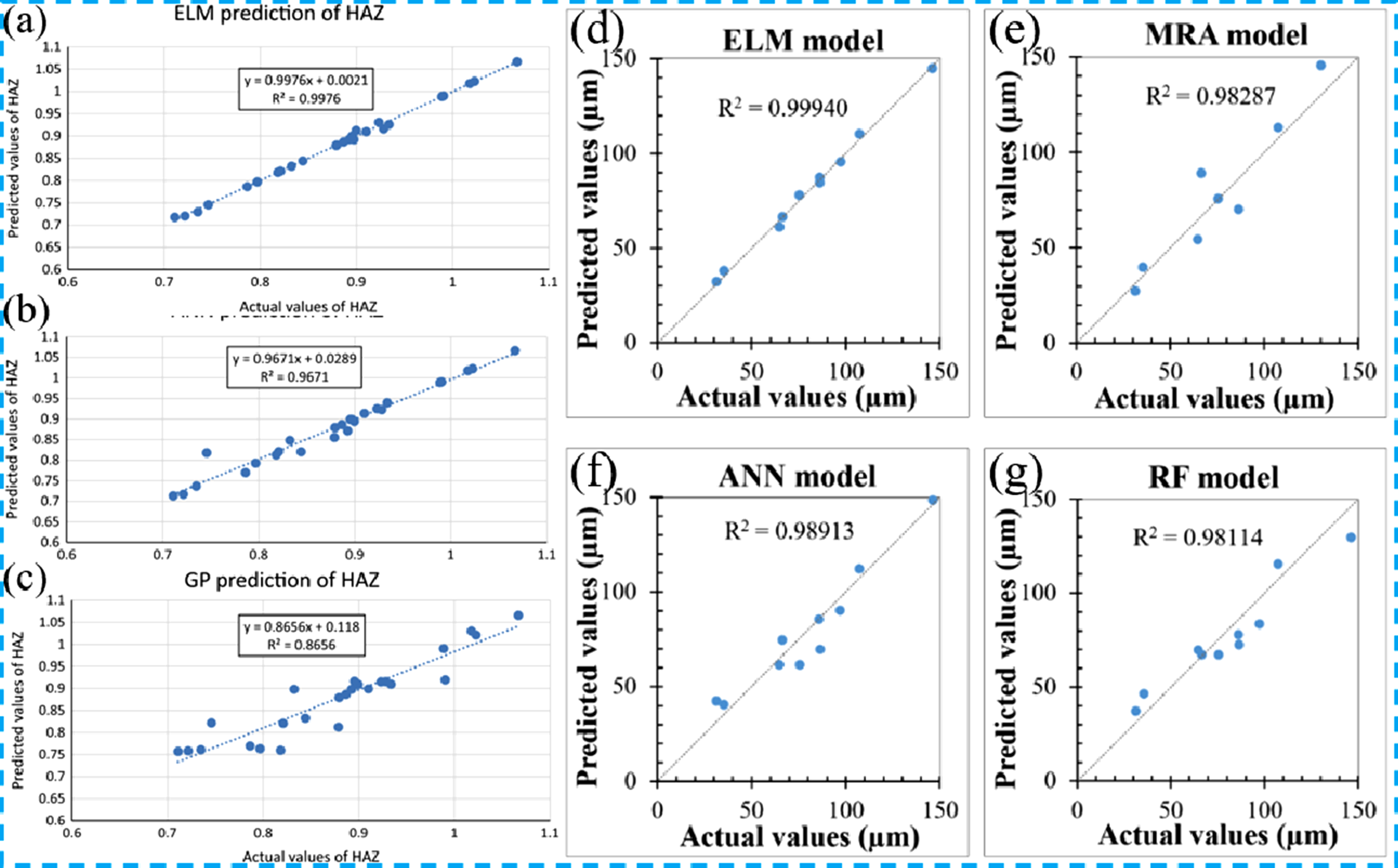
In laser processing optimization, combining machine learning with physical simulation, algorithm optimization, and other methods has become a key approach to improving predictive accuracy and process efficiency. Ohkubo et al. 152 combined machine learning with molecular dynamics to optimize the multi-stage femtosecond laser drilling process. By incorporating physical information, the predictive accuracy of the machine learning model was effectively improved, ensuring the reliability of process design. Lutz et al. 40 studied the optimization of thermal accumulation in the femtosecond laser drilling process using the simplex algorithm and validated the optimization results through thermal simulation and infrared camera temperature measurements. The study showed that the optimized spatial drilling sequence significantly reduced temperature accumulation and shortened process time. Desai et al. 153 optimized the process parameters for Nd: YAG laser cutting of CFRP using machine learning algorithms. The study used the L27 orthogonal array design to analyze the effects of lamp current, pulse width, cutting speed, and compressed air pressure on kerf width and deviation, and determined the optimal parameter combination through grey relational analysis. Experimental results showed that this method significantly improved cutting quality and efficiency, with the kerf optimization verified through scanning electron microscopy.
In the optimization of complex process parameter prediction, hybrid models combining GA and ANN are widely used to improve the model’s predictive accuracy and stability. Solati et al. 38 employed a hybrid machine learning method combining GA and ANN to optimize parameters in the laser drilling process of composite materials. Compared to the traditional trial-and-error method with ANN, the GA-ANN model improved prediction accuracy by 5%-34%. Wang et al. 154 used a genetic algorithm-optimized BP neural network (GA-BP neural network) to predict the weld seam morphology of aluminum alloy and CFRP. By establishing a nonlinear mapping between input and output parameters, the GA-BP neural network overcomes the local optimum problem of traditional BP neural networks. The genetic algorithm optimized the initial weights and thresholds of the neural network, significantly improving the model’s prediction accuracy and stability. Experimental results showed that the method’s mean absolute percentage error was below 3%, with a standard deviation of less than 0.1. Zhang et al. 155 proposed a high-precision predictive model based on reverse BP and GA optimization to analyze the nonlinear relationship between CFRP laser processing quality and process parameters. By establishing a BP neural network model with a 5-13-5 structure and combining GA to optimize weights and thresholds, the predictive accuracy was significantly improved. Experimental results showed that the optimized GA-BP model reduced the average error for predicting key parameters such as surface HAZ, slot width, section HAZ, slot depth, and aspect ratio to 4.5%, 2.7%, 4.4%, 1.3%, and 3.2%, respectively, showing significant improvements over the traditional BP model.
With continuous technological advancements, the application of machine learning (ML) algorithms in laser processing optimization has become increasingly widespread. Machine learning algorithms help automatically learn and identify the complex nonlinear relationships between process parameters and processing quality from large datasets, making them especially suitable for multi-objective optimization problems. In CFRP laser processing, supervised learning models, such as neural networks and random forests, can precisely establish the mapping relationship between process parameters and processing quality. By training and optimizing real-time data from the processing process, machine learning can achieve more precise process parameter optimization and improve processing quality.
Additionally, ELM, due to its efficient training speed and strong generalization ability, has demonstrated advantages over traditional neural network models in CFRP laser processing. The combination of physical simulation and machine learning techniques, such as molecular dynamics and thermal simulation, can further improve the prediction accuracy and reliability of the processing process, driving the refinement and intelligence of laser processing technology.
Conclusion
Summary of representative studies on CFRP laser process parameter optimization using different methods.
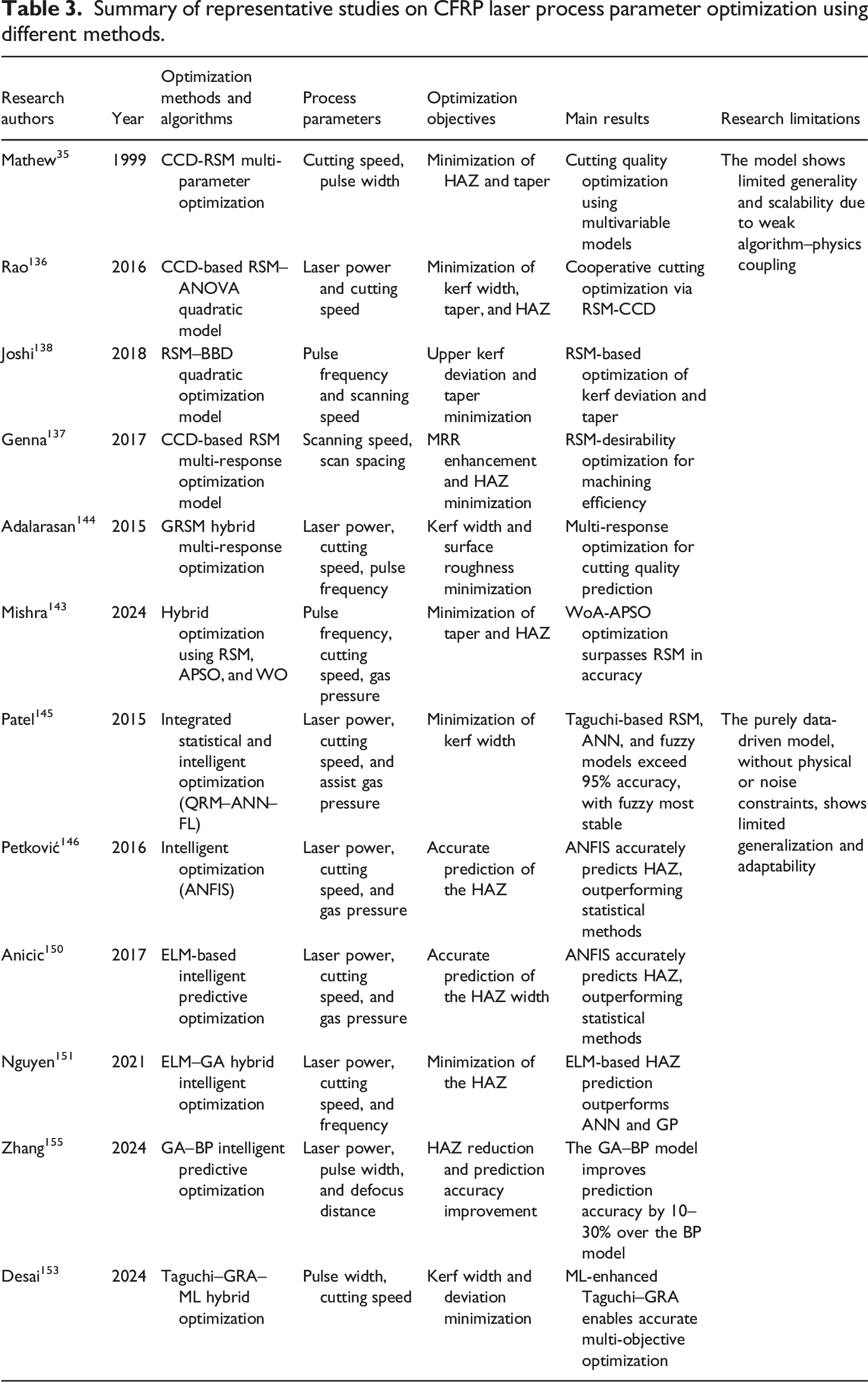
Based on the above studies and the comparative analysis in Table 3, conventional statistical optimization methods and machine learning algorithms each exhibit distinct advantages in CFRP laser process parameter optimization. RSM provides a systematic and highly interpretable mathematical framework, enabling quantitative characterization of the relationships between key parameters—such as laser power, scanning speed, and pulse frequency—and machining quality through polynomial regression. It is therefore well suited for small-sample experiments and parameter sensitivity analysis in the early stages of process development. However, its modeling capability and predictive accuracy are limited when addressing strongly nonlinear behaviors and complex multi-parameter coupling.
In contrast, machine learning algorithms are more effective in capturing complex nonlinear relationships and multi-parameter interactions by automatically extracting patterns from data, enabling adaptive modeling and optimization of complex processes. Supervised learning approaches, including neural networks, extreme learning machines (ELM), and hybrid algorithms, can leverage large datasets to reveal nonlinear mappings between process parameters and machining quality, thereby improving accuracy and stability. When integrated with modern optimization and intelligent control techniques, machine learning methods further enable multi-objective optimization, achieving balanced trade-offs between conflicting objectives such as machining efficiency and surface quality, and ultimately enhancing overall process performance.
It is noteworthy that conclusions drawn from comparisons between conventional statistical methods and machine learning algorithms are not fully consistent across studies. Some investigations report that machine learning models generally achieve higher predictive accuracy under high-dimensional parameter spaces and strong nonlinear effects, whereas others indicate that model stability and generalization may deteriorate in small-sample experiments or under highly variable processing conditions. These findings suggest that the effectiveness of an optimization approach is highly context dependent, and that method selection should account for data availability, process complexity, and engineering requirements, rather than prioritizing model complexity or predictive accuracy alone.
Overall, integrating RSM with machine learning leverages the complementary strengths of both approaches, providing efficient and accurate process optimization for CFRP laser machining. Machine learning offers enhanced adaptability and predictive capability for complex problems through automated learning and multi-objective optimization.
From a data perspective, RSM relies on rigorously designed experiments with relatively small sample sizes but high data quality requirements, whereas machine learning methods typically require larger datasets to achieve high modeling accuracy. In terms of interpretability, RSM provides explicit mathematical formulations that clearly describe parameter–response relationships, while machine learning models, although capable of capturing highly nonlinear behaviors, generally exhibit lower interpretability due to their structural complexity. Regarding engineering applicability, RSM is better suited for small-sample optimization in early-stage process development, whereas machine learning is more appropriate for complex, multi-objective, and real-time optimization scenarios. By combining these approaches, a balance between high accuracy and interpretability can be achieved, promoting the advancement of CFRP laser process optimization toward greater intelligence and precision.
Despite the strong modeling capability and predictive performance of machine learning methods in CFRP laser process parameter optimization, several challenges remain for practical engineering applications. First, machine learning models are highly dependent on data quality and sample size, while acquiring high-quality experimental data is costly and time-consuming, particularly in complex manufacturing processes such as CFRP laser machining. Second, the generalization ability varies across algorithms, and model performance may degrade significantly when processing conditions, material properties, or process windows change. Moreover, most machine learning models operate as “black boxes,” offering limited physical interpretability and hindering mechanistic understanding of parameter–process interactions. Future research may address these issues by incorporating physics-informed machine learning (PIML), hybrid modeling approaches (e.g., RSM–ANN and GA–ELM), as well as data augmentation and transfer learning techniques, to enhance model robustness, interpretability, and cross-scenario applicability, thereby promoting the engineering deployment of intelligent optimization in CFRP laser machining.
Conclusion and outlook
With the widespread application of CFRP in industry and the rapid development of laser processing technology, laser drilling and cutting of CFRP composites have become increasingly important in lightweight manufacturing. Although laser cutting and drilling of CFRP materials offer advantages in high precision and efficiency, defects may still occur during the actual processing due to the anisotropic and heterogeneous nature of carbon fiber composites. Through a thorough analysis of key parameters in the laser processing of CFRPs, this paper systematically reviews the impact of various laser parameters on the processing quality of CFRP. Additionally, the paper discusses the application of artificial intelligence in the optimization of laser processing parameters for CFRP and summarizes the current status, conclusions, and future development trends of CFRP laser processing technology. (1) The laser wavelength directly affects the interaction between the laser and the material, as well as the removal efficiency. The composite structure of CFRP determines the significant differences in the absorption characteristics of different laser wavelengths in the carbon fibers and resin matrix. Infrared, near-infrared, and ultraviolet lasers are commonly used in CFRP processing. Choosing the appropriate wavelength can optimize processing results, improve quality, and enhance efficiency. Infrared lasers are primarily absorbed by the carbon fibers and heat the resin matrix through thermal conduction, which may result in thermal accumulation and a larger HAZ. In contrast, ultraviolet lasers, due to their shorter wavelength, can be more efficiently absorbed by both the resin matrix and the carbon fibers. Ultraviolet lasers maintain the structural integrity of CFRP in fine processing, particularly demonstrating significant advantages in applications requiring high precision. (2) The laser mode, particularly continuous wave and pulsed laser modes, determines the thermal accumulation and material removal efficiency in the CFRP processing. Continuous wave lasers provide stable high-power output, which can enhance removal speed but also result in continuous thermal input. This mode is suitable for large-area processing and rapid material removal. In contrast, the pulsed laser mode is suitable for precision processing, as the short pulse duration effectively reduces thermal accumulation. In particular, femtosecond lasers, due to their extremely short pulse width, can provide the smallest HAZ and the highest processing accuracy. Although the processing speed of short-pulse laser modes is relatively slow, they demonstrate unparalleled advantages in tasks requiring high precision and minimal thermal damage. (3) The influence of laser pulse frequency on the machining quality of CFRP is not only related to the thermal response time of the material, but also closely tied to the energy coupling process between the laser energy and the material. Laser photons interact with the electrons in the material, exciting them and converting energy into heat, which triggers thermal effects. At lower pulse frequencies, longer pulse intervals extend the photon-electron coupling time, aiding in more effective heat dissipation and reducing HAZ, but this leads to a decrease in processing efficiency. In contrast, high-frequency pulses shorten the pulse intervals, accelerating the energy transfer between photons and electrons, which leads to faster energy transfer but also causes an expansion of HAZ. Therefore, selecting an appropriate laser pulse frequency is crucial. It requires a comprehensive consideration of the material’s thermal response characteristics, photon-electron coupling time, and processing efficiency to ensure that thermal damage is minimized while improving processing efficiency. (4) The laser scanning method affects the processing quality of CFRP materials not only in terms of controlling thermal damage but also in material removal efficiency and surface quality. By fine-tuning parameters such as scanning speed, spacing, angle, and path, it is possible to effectively balance thermal effects and removal efficiency, thereby optimizing processing quality. High scanning speed helps improve removal efficiency but may induce thermal damage; smaller scanning spacing is suitable for efficient removal but requires avoiding excessive thermal accumulation; the choice of scanning angle directly influences the concentration of thermal effects; multi-pass scanning path optimization can effectively reduce thermal damage and enhance removal efficiency. Considering these factors comprehensively, an appropriate scanning method can maximize processing quality. Through the fine adjustment and optimization of these parameters, efficient and high-quality processing of CFRP materials in laser machining can be ensured to meet the demands of high-performance applications. (5) Laser-assisted technologies, particularly gas and liquid-assisted methods, can significantly enhance the quality and efficiency of CFRP processing. Gas-assisted laser processing can effectively reduce thermal accumulation through cooling and remove debris from the processing area via gas flow, maintaining efficient laser beam transmission. Liquid-assisted laser processing, particularly water jet-assisted, removes molten material and debris from the surface through the impact of the water jet, thereby improving surface quality and reducing thermal damage. Liquid-assisted technology is particularly suitable for processing thick CFRP, enabling deeper cuts and higher processing accuracy with minimal damage. (6) In the process optimization of laser machining of CFRP, the integration of RSM and machine learning algorithms provides innovative solutions for improving processing accuracy and efficiency. RSM, through experimental design and regression models, can effectively analyze the impact of process parameters on processing quality and determine optimal processing conditions through optimization algorithms. The advantage of RSM lies in its simple and easily understandable theoretical model, making it suitable for relatively straightforward process optimization problems. However, it may have limitations when dealing with complex interactions of multiple parameters. In contrast to RSM, machine learning algorithms, particularly deep learning and neural networks, can automatically uncover complex nonlinear relationships from large datasets, enabling precise process parameter prediction and optimization. By combining machine learning with traditional physical models, the accuracy and reliability of process design can be further enhanced, especially in complex processing environments and under multi-objective optimization requirements.
From an engineering perspective, the influence of laser processing parameters on CFRP machining quality extends beyond process metrics such as HAZ and kerf geometry, and directly affects the mechanical performance and reliability of components and joints under service conditions. Smaller HAZs and uniform cut edges generally mitigate stress concentrations induced by machining defects, thereby improving post-processing fatigue performance and joint strength. Effective control of resin thermal damage and fiber exposure further enhances structural stability and consistency during long-term service. Consequently, laser parameter optimization in engineering applications should be conducted in conjunction with specific service conditions, enabling a comprehensive evaluation of machining quality metrics and component performance requirements to improve practical applicability and engineering value. (7) At present, CFRP laser machining research still faces several limitations, including insufficient model generalization, weak coupling between intelligent algorithms and physical mechanisms, and limited adaptivity and optimization capability. With continued advances in laser technology, multi-field–assisted laser processing—such as the coupling of magnetic, electric, and ultrasonic fields—shows strong potential for improving machining quality and process stability. In parallel, integrating RSM with machine learning, together with modern optimization algorithms and intelligent control strategies, can enable multi-objective coordination and dynamic optimization of CFRP laser processes. Further development of physics–machine learning hybrid models and real-time closed-loop control frameworks will support adaptive process regulation and intelligent evolution, driving CFRP laser machining toward higher precision, efficiency, and stability.
Footnotes
Author contributions
All authors contributed to the study conception and design. Material preparation, data collection, and analysis were performed by Yao Ma, Siqi Liu, and Jie Luo. The first draft of the manuscript was written by Peiyan Cong, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: this study was supported by the Science and Technology Department of Jilin Province in China (Grant No. 20240402052GH).