
Abstract
Accurate temperature regulation during the inductive heating of CFRP-wound circular tubes is crucial for maintaining the quality of composite formation. This process is marked by nonlinearity, time delays, and time-varying factors, rendering typical PID controllers inadequate for achieving high precision and rapid reaction. This work initially created a finite element model for the inductive heating of CFRP-wound tubes, utilizing the analogous electromagnetic-thermal properties of CFRP. The model clarifies the heat transport pathways and the spatial-temporal distribution features of the temperature field during induction heating. Thereafter, the Whale Optimization Algorithm (WOA) was utilized to optimize the essential parameters of the fuzzy PID controller. A compensation system for the temperature differential between the inner and outer surfaces was implemented to enhance control performance. Experimental results indicate that the WOA-Fuzzy-PID technique enhances temperature regulation accuracy, response speed, and disturbance rejection capability by roughly 63%, 57%, and 67%, respectively, when compared to traditional PID and fuzzy PID control systems. This greatly improves the overall control efficacy and resilience of the system. The proposed method significantly enhances temperature control accuracy during the heating process of CFRP-wound tubes and presents a novel strategy for the efficient production of composite materials.
Keywords
Introduction
Carbon fiber reinforced polymer (CFRP) exhibits outstanding properties such as high specific modulus, high specific strength, excellent design flexibility, and superior corrosion resistance, leading to its widespread application in aerospace, defense, energy, automotive, and pressure vessel industries.1–3 It has become a critical component in dynamic structures, fuel systems, and energy storage and transportation systems. However, the high manufacturing cost and low production efficiency of CFRP wound composites remain major technological bottlenecks, limiting their large-scale adoption and sustainable development. The conventional two-step fabrication process—comprising fiber winding followed by thermal curing—faces inherent limitations, as oven-based curing impedes improvements in throughput and cost-effectiveness.4–6 Therefore, innovative approaches are required to overcome these constraints. Electromagnetic inductive heating has emerged as a promising alternative, offering a non-contact, energy-efficient, and environmentally friendly method for curing CFRP. 7 Due to the excellent electrical conductivity of carbon fibers, high-frequency alternating current applied to the induction coil generates an alternating magnetic field, which in turn induces eddy currents in the fibers. These currents produce Joule heat, enabling rapid and uniform heating and curing. 8 Recent years have seen substantial research by scholars in China and internationally on the thermal mechanisms, modeling techniques, and process optimization of carbon fiber reinforced polymer during induction heating. Yarlagadda et al. provided a comprehensive modeling technique that systematically addresses three induction heating mechanisms: Joule heating in the fibers, interlaminar contact resistance heating, and dielectric loss heating between layers. Their research employed dimensionless criteria to assess the predominance of various heating methods and created design charts, establishing a theoretical basis for comprehending the principal factors influencing thermal behavior. The research indicated that, unless the contact resistance is exceedingly low, the thermal effect at interlaminar junctions typically predominates the heating process of composites. 9 Kim et al. conducted induction heating studies on thermoplastic CFRP prepregs, confirming the theoretical premise that contact resistance is the primary heat source in unconsolidated interlaminar regions. Utilizing an experimental approach, they evaluated heating efficacy across different power levels and interlaminar conditions, subsequently proposing an approximate way for determining contact resistance. Their findings demonstrated that, under low-pressure, room-temperature vacuum circumstances, the heat generation rate in the interlaminar regions markedly exceeds the contribution from Joule heating within individual fiber layers. 10 Fink et al. experimentally validated an induction heating model and noted that in conventional thin-layer CFRP, heat flux is predominantly localized at the interlaminar interfaces, with a relatively minor temperature gradient in the thickness direction. This confirmed the efficacy of a planar temperature increase model. The authors validated that the primary in-plane heating process is attributed to capacitive coupling by comparing a heat conduction submodel with finite element analysis, thereby reinforcing the theory dominated by dielectric loss. 11 Kim et al. created a numerical model that predicts the in-plane heat generation power distribution in CFRP prepreg laminates, considering all three heating mechanisms. The model employed discrete fibers and cross nodes to create a network, utilized Kirchhoff’s Voltage Law (KVL) and Kirchhoff’s Current Law (KCL) to formulate a sparse linear system, and resolved the thermal field by sparse matrix methodologies. The simulation outcomes closely matched actual thermal imaging, particularly with hotspot locations and in-plane distribution in cross-ply configurations (e.g., [0/45°] and [0/30°]). The authors conducted a sensitivity analysis to assess the impact of stacking angles and contact resistance on heating distribution, establishing a modeling foundation for future heating path design and process optimization. 12 However, non-uniform temperature distribution—caused by various influencing factors—can result in significant thermal gradients between the inner and outer layers, leading to incomplete curing, stress concentrations, and degradation of structural integrity. These issues directly affect the final quality and long-term reliability of the product. Thus, achieving precise temperature regulation to ensure uniform heating and consistent curing has become a critical challenge in the application of electromagnetic inductive heating for CFRP composites.
A multitude of researchers has conducted in-depth investigations into precise temperature control. Soyguder et al. were among the first to introduce adaptive fuzzy PID controllers in HVAC systems, achieving rapid temperature regulation without residual error through real-time adjustment of PID parameters, thereby laying a foundation for subsequent algorithmic developments. 13 Building upon this, Du et al. optimized the fuzzy rule base for barrel heating scenarios, demonstrating the superior performance of fuzzy PID control in inductive heating applications. 14 Zhao Pengcheng’s team further proposed a variable-rule fuzzy control method, incorporating an innovative “coarse-to-fine” dual-mode strategy that significantly enhanced temperature regulation accuracy in thermal processing. 15 With increasing complexity in control targets, researchers have progressively integrated intelligent algorithms for parameter optimization. Xu Jiazhong et al. investigated an improved particle swarm optimization-based fuzzy PID (IPF-PID) controller for CFRP inductive heating. By identifying a system model and performing simulations and experiments, they demonstrated notable improvements in controller adaptability, reduced regulation time, and enhanced anti-interference capability over conventional PID and standard fuzzy PID methods. 16 Fu Tianyu et al. addressed temperature hysteresis in CF-PP composites arising from material anisotropy, employing finite element microscale modeling to reveal how fiber architecture influences the temperature field. They designed an IPSO-fuzzy PID controller that reduced overshoot by 42% and improved anti-interference performance by 37% compared to traditional approaches. 17 Cai Xiaoyan et al. applied PSO to optimize fuzzy PID parameters for high-temperature furnace systems, achieving a 28% reduction in stabilization time and effectively suppressing oscillations. 18 Yang et al. employed the Sparrow Search Algorithm (SSA) to enhance a PID controller for inductive heating of CFRP flat plates. Their results showed that SSA-PID outperformed both conventional PID and PSO-PID in terms of response speed, overshoot suppression, and control precision. 19 Despite these substantial advances, existing studies have primarily focused on flat-plate components and barrel-type systems, with limited attention paid to CFRP wound circular tubes. Unlike flat CFRP structures, wound tubes exhibit stronger three-dimensional coupling in the temperature field due to their axisymmetric geometry and rotational dynamics. While flat components predominantly suffer from surface-to-core thermal lag and uneven heat distribution, 20 wound tubes develop coupled temperature gradients along radial, axial, and circumferential directions. Moreover, because of the unilateral placement of the induction coil and the tube’s rotational mechanism, the initial heating results in highly localized thermal concentration, which gradually diffuses to achieve uniformity. Consequently, the modeling and temperature regulation of CFRP wound tubes pose greater challenges than flat structures, necessitating the adoption of advanced optimization algorithms to achieve precise control of their complex thermal behavior.
Existing studies have mainly focused on plate-shaped CFRP composites, employing finite element micro-scale or multiphysics modeling to reveal the temperature hysteresis and temperature field distribution characteristics under electromagnetic inductive heating. Intelligent algorithms such as Particle Swarm Optimization (PSO) and Sparrow Search Algorithm (SSA) have been proposed to optimize PID and fuzzy PID control strategies, significantly improving response speed, reducing overshoot and residual error, and enhancing anti-interference ability. These methods have been validated by both simulation and experimental results. In this study, we focus on the more complex carbon fiber reinforced polymer wound circular tube. A macroscopic multiphysics model based on equivalent electromagnetic-thermal characteristics is established to elucidate the heat transfer pathways and the spatiotemporal distribution of the temperature field during electromagnetic inductive heating. Additionally, the Whale Optimization Algorithm (WOA) is introduced for tuning fuzzy PID control parameters, thereby achieving more precise temperature regulation. Compared with the aforementioned plate-shaped objects, the WOA-Fuzzy PID approach shows outstanding improvement in temperature regulation accuracy, response speed, and robustness. Experimental results demonstrate its superior performance over conventional PID and standard fuzzy PID controllers.
Due to the geometric configuration and winding pattern of carbon fiber reinforced polymer (CFRP) wound circular tubes, the temperature field during electromagnetic inductive heating exhibits more complex distribution characteristics. 21 Consequently, achieving accurate temperature regulation during the inductive heating of CFRP-wound circular tubes remains a significant technological challenge. In this study, a macroscopic multiphysics model of the CFRP-wound tube was first developed based on the equivalent electromagnetic-thermal properties of CFRP, enabling a systematic analysis of the temperature field distribution. A fuzzy PID temperature control strategy optimized by the Whale Optimization Algorithm (WOA) was then proposed. By leveraging WOA’s global search capability, the parameters of the fuzzy PID controller were adaptively tuned to achieve precise and dynamically optimized temperature field control. Finally, MATLAB/Simulink simulations and experimental validation were carried out to assess the performance of conventional PID, fuzzy PID, and WOA-Fuzzy PID control strategies. The results confirmed the superior performance of the WOA-Fuzzy PID controller in terms of temperature control accuracy, response speed, and disturbance rejection capability.
Multiphysics modeling and thermal field analysis of CFRP wound tubes under inductive heating
Establishment of the theoretical model
When an alternating current flows through the induction coil, an alternating magnetic field is generated around the coil in accordance with Ampère’s law. The differential form of Ampère’s law can be expressed as shown in equation (1):

The alternating magnetic field induces an electric field according to Faraday’s law of electromagnetic induction, which can be expressed by equation (2):

The magnetic flux density

In solving electromagnetic field problems, directly computing the induced electric field

According to Ohm’s law, the total current density J generated in the carbon fibers is given by equation (5):

The relationship between the induced electric field

During the inductive heating process of carbon fibers, Joule heat serves as the primary heating mechanism. The heat generation rate

During the inductive heating process of the CFRP wound circular tube, heat originates from within the material or is transferred between different materials. The governing equation for this process is given in equation (8), where

As the temperature increases, the presence of a temperature gradient leads to heat exchange between the composite material and its surrounding environment. In this study, since the composite is surrounded by air, convective heat transfer between the composite and the air must be taken into consideration.

When there is a significant temperature difference between the composite material and its surrounding environment, heat is also transferred through thermal radiation. This process is governed by equation (10).

Establishment of the geometric model
The existence of the mold renders it impractical to position the coil within the mold during the induction heating process. Furthermore, the intricate nature of mold disassembly renders the application of a ring-shaped coil around the exterior of the composite impractical. This study used a semi-circular coil situated on one side of the composite material. The coil’s alternating magnetic field creates eddy currents in the carbon fibers, facilitating non-contact heating and finalizing the curing process. A numerical model was created using COMSOL Multiphysics software to simulate this heating mechanism.
While precise modeling of the tube’s rotation can be achieved through the integration of moving mesh and rotating machinery magnetic interfaces, this method imposes strict requirements on mesh generation and physical configuration, resulting in increased computational cost and reduced efficiency. To enhance modeling efficiency, this study leverages the three-dimensional axisymmetric characteristics of the CFRP-wound circular tube. The rotational motion is equivalently represented by decomposing the rotational vector into components along the Y- and Z-axes. This approach not only simplifies the modeling process and reduces computational complexity, but also significantly improves overall simulation performance. Figure 1 illustrates the macroscopic geometric model of the inductive heating process for the CFRP wound tube. Macroscopic geometric model of induction heating for CFRP-Wound circular tube.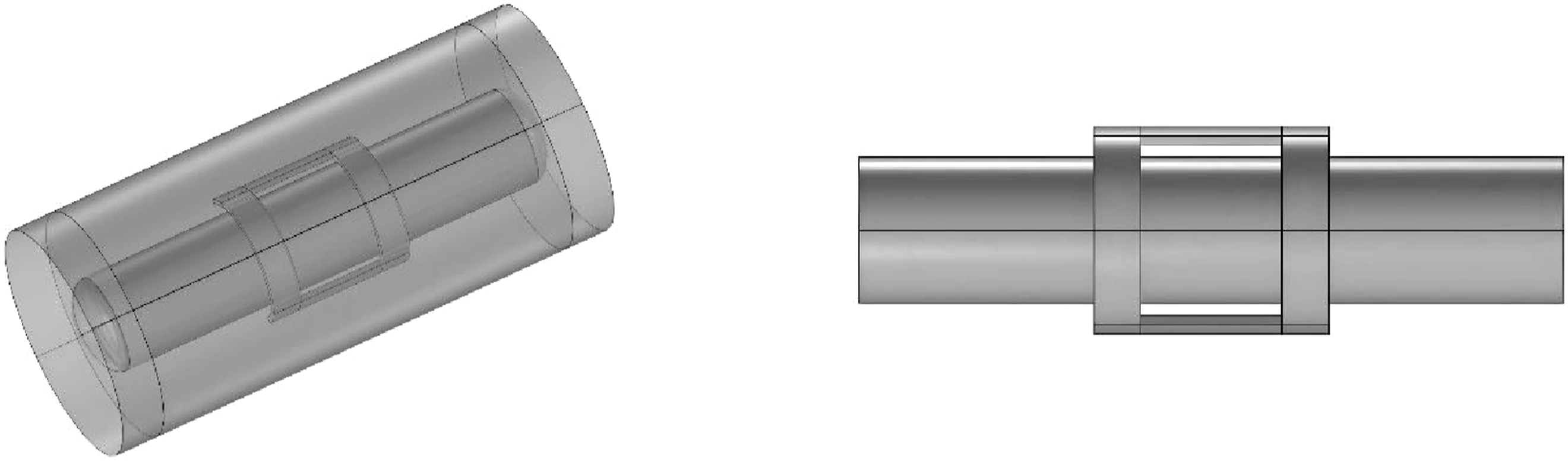
Material parameter settings
The material parameters of the CFRP-wound circular tube can be determined using the mixture rule and the Springer-Tsai model.
22
Its density is calculated based on the fiber volume fraction

In terms of thermal conductivity calculation, the Springer–Tsai model can be used to account for the anisotropic effects caused by fiber orientation. The thermal conductivity

The parameter
The thermal conductivity

The induction heating model established in this work specifies the geometric characteristics of the CFRP-wound circular tube as follows: a length of 150 mm, a wall thickness of 3 mm, and an inner diameter of 30 mm. The induction coil possesses a thickness of 2 mm, comprises 50 turns, operates at a frequency of 13 kHz, and has an input current of 16 A. The ambient temperature is established at 20°C, and the tube rotates at a velocity of 5 r/min throughout the induction heating procedure. The coil is configured in a semi-circular shape, encompassing half the tube’s circumference (with a bending angle of 180°), and is aligned along the tube’s axial direction with a length of 50 mm. The coil’s axis is congruent with the tube’s axis, resulting in a separation of 0 mm between the two axes.
The CFRP-wound circular tube utilized in this work employs an alternating ±45° winding configuration. In each winding cycle, the fiber tow intersects the previously applied fiber layer on the mandrel surface at an angle of ±45°, creating a structure with interwoven directional properties. The crossing process entails a degree of bending deformation that improves interlaminar bonding strength. During the winding process, the fiber tows are systematically arranged on the mandrel surface in alternating positive and negative orientations, ultimately creating a comprehensive fiber layer throughout the entire surface. Figure 2 depicts the schematic of the winding pattern, with Φ indicating the winding angle and the positive or negative sign signifying the winding direction. Schematic diagram of the winding pattern.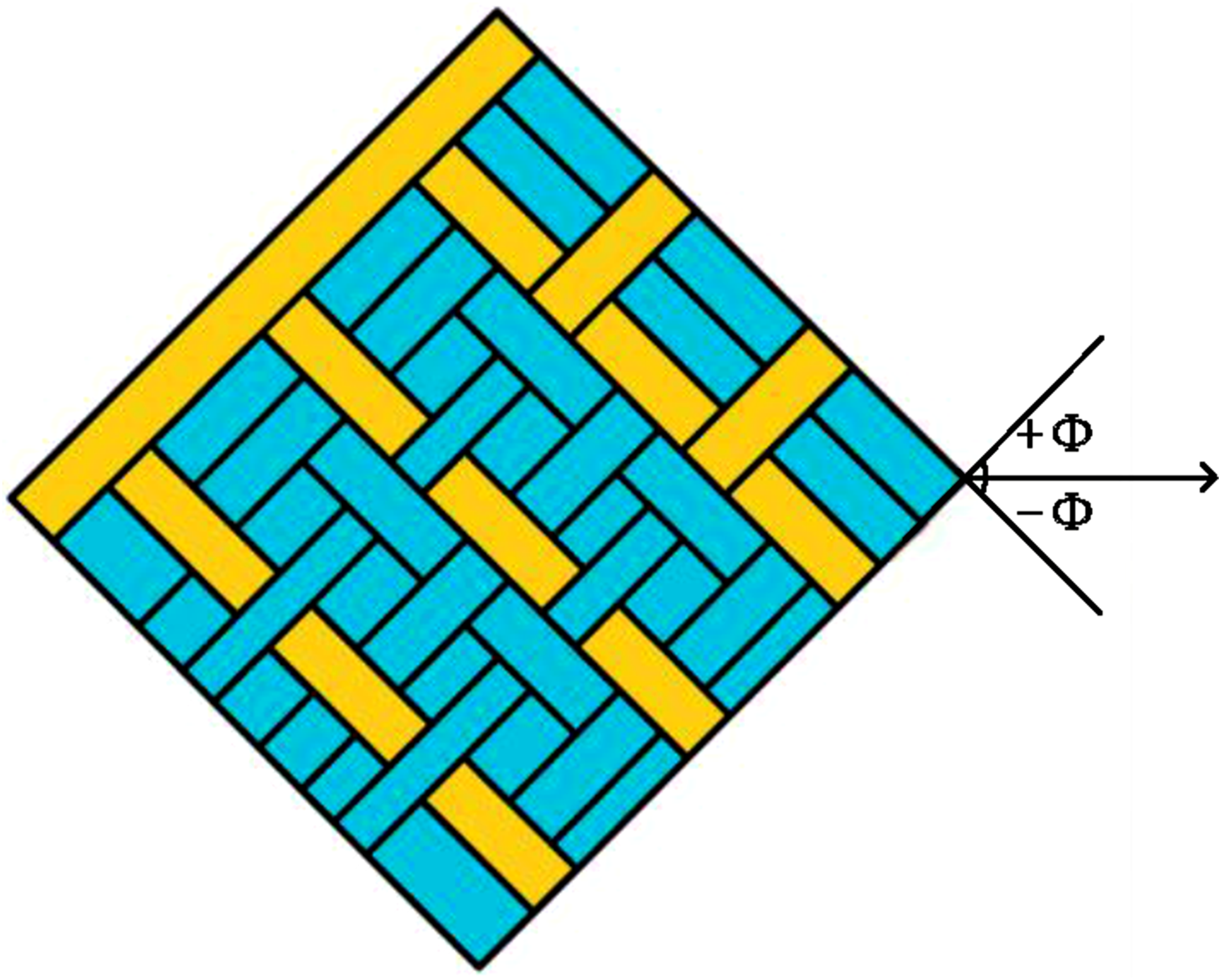
Simulation model parameters.
Temperature field analysis of inductive heating in CFRP wound circular tubes
Figure 3 illustrates the distribution of magnetic flux density during the induction heating process. The magnetic field is predominantly focused in the area directly opposite the semi-circular coil, where the magnetic flux density is maximal. This signifies that the induction heating effect is most pronounced in this region. The interaction between the material and the magnetic field is most intense here, leading to the highest concentration of heat generation. As the distance from the coil’s center grows, the magnetic flux density progressively diminishes, signifying a reduced heating impact in areas farther from the coil. Magnetic flux density distribution diagram.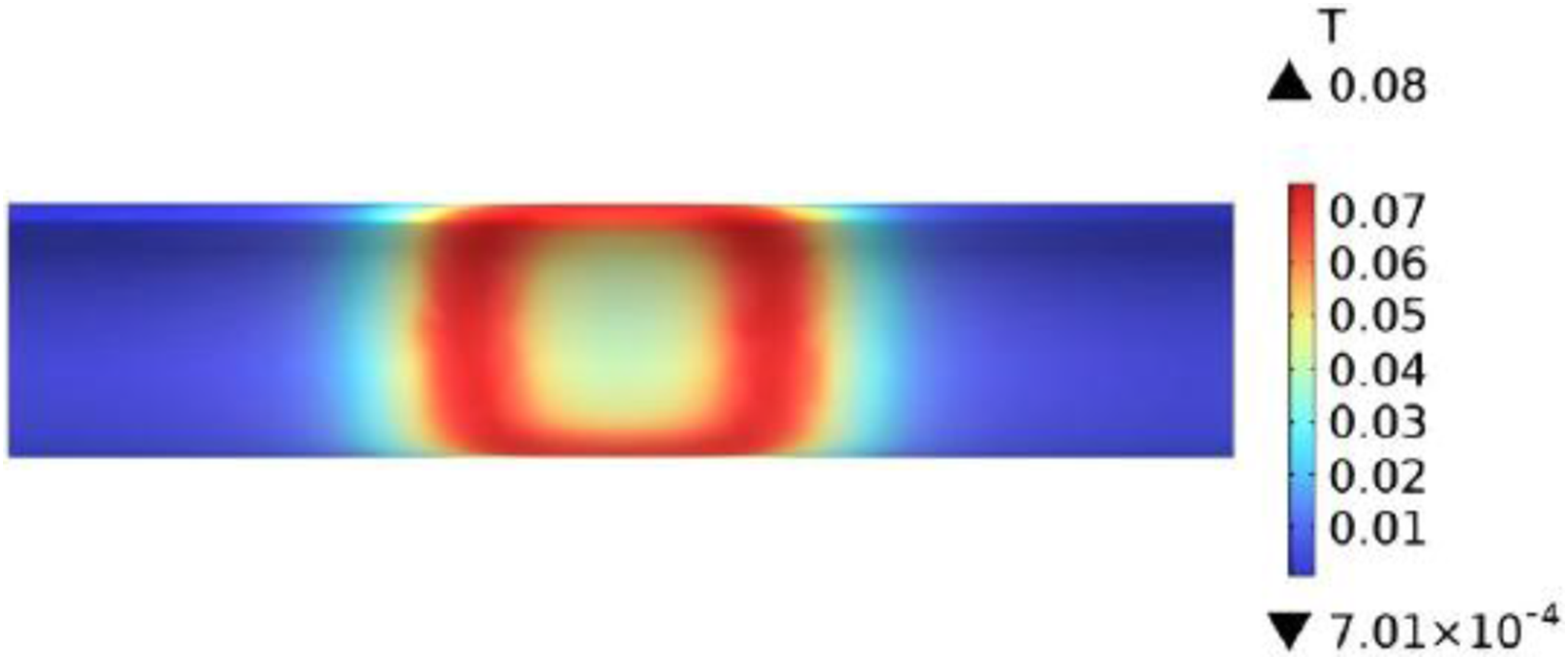
Figure 4 illustrates the distribution of eddy current loss during the induction heating process. The losses are predominantly located in the area directly opposite the coil, closely corresponding to the distribution of magnetic flux density. In regions of elevated magnetic flux density, the eddy current phenomenon is more significant, leading to increased energy dissipation. Conversely, at greater distances from the coil, the magnetic flux density diminishes, resulting in a gradual reduction of eddy current losses. Figure 5 illustrates the static heat generation distribution of the CFRP-wound circular tube in a stationary condition. The spatial distribution closely corresponds to that of the eddy current loss. Heat generation is localized beneath the coil, demonstrating a robust link between heat output and eddy current intensity—areas with intensified eddy currents produce greater heat, whereas regions with diminished eddy currents yield less heat. As the distance from the coil center grows, both the intensity of eddy currents and heat generation progressively diminish, illustrating the inherent spatial attenuation of the induction heating effect. Eddy current loss diagram. Static heat generation distribution diagram.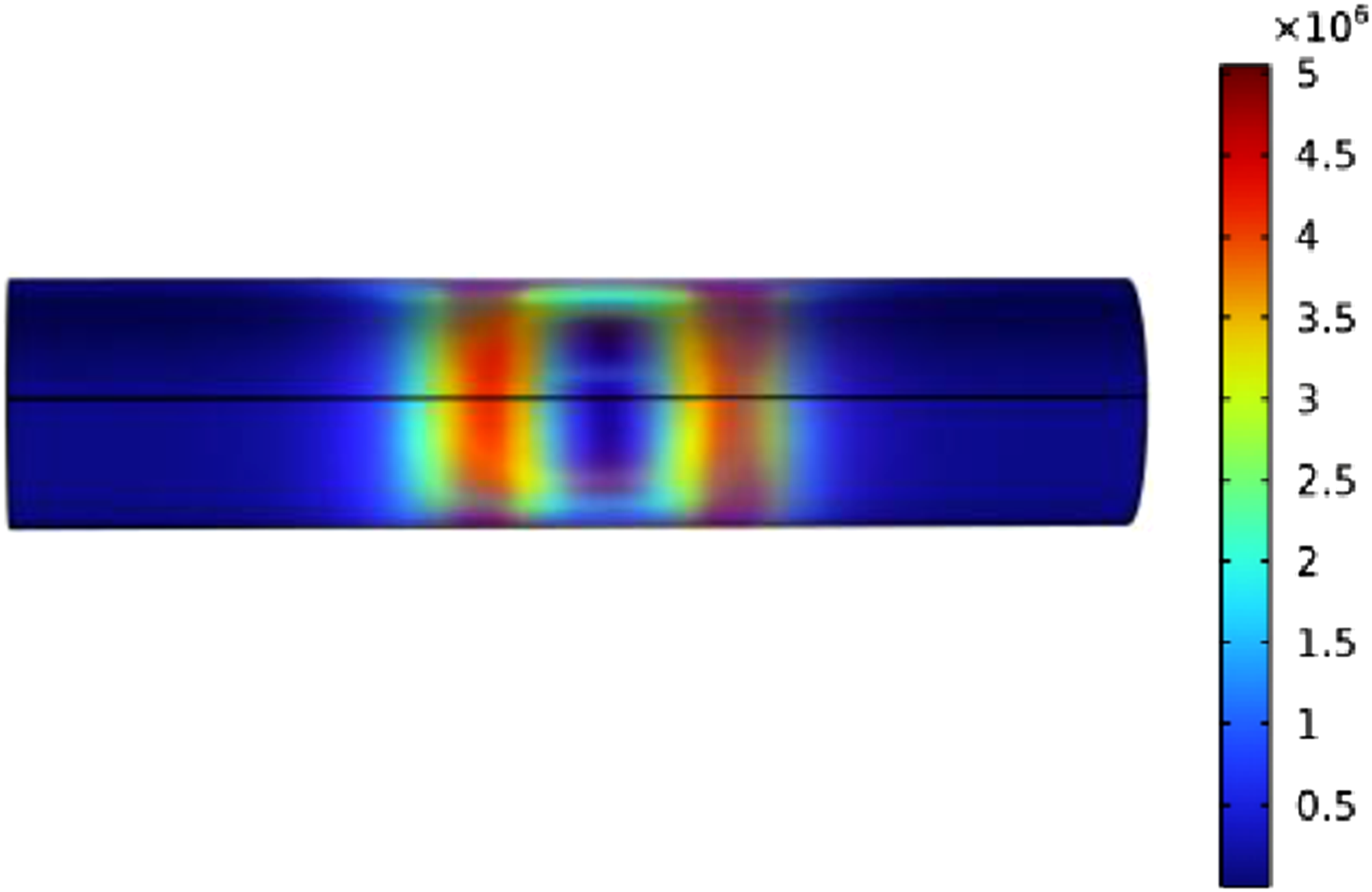
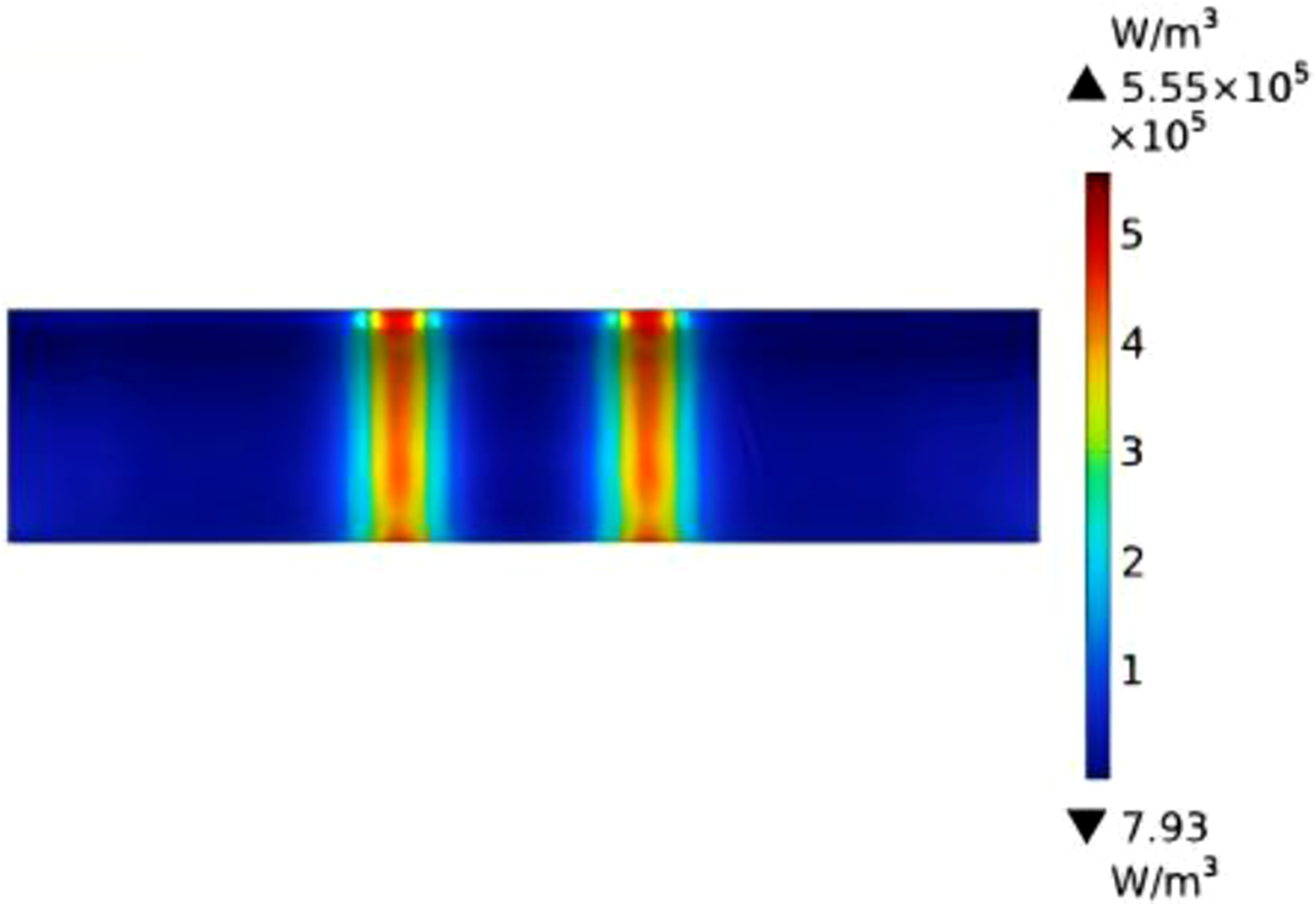
Figure 6 depicts the temperature elevation profiles of the inner and outer surfaces of the CFRP-wound circular tube throughout the induction heating procedure. The temperature differential between the inner and outer surfaces consistently remains within 2°C, as illustrated in the figure. This suggests that observing the surface temperature is adequate to accurately assess the inner diameter temperature of the tube and guarantee that the inner layer attains the necessary curing conditions. This result arises from the theory of electromagnetic induction heating, where eddy currents are produced within the carbon fiber composite by the magnetic field, leading to the material’s heating. The comprehensive CFRP structure contributes to heat generation, resulting in low temperature differences between the inner and outer surfaces due to interlaminar thermal conduction within the material. This guarantees optimal efficiency during the heating process. Temperature rise curves of maximum inner and outer surface temperatures of the CFRP-Wound circular tube during induction heating.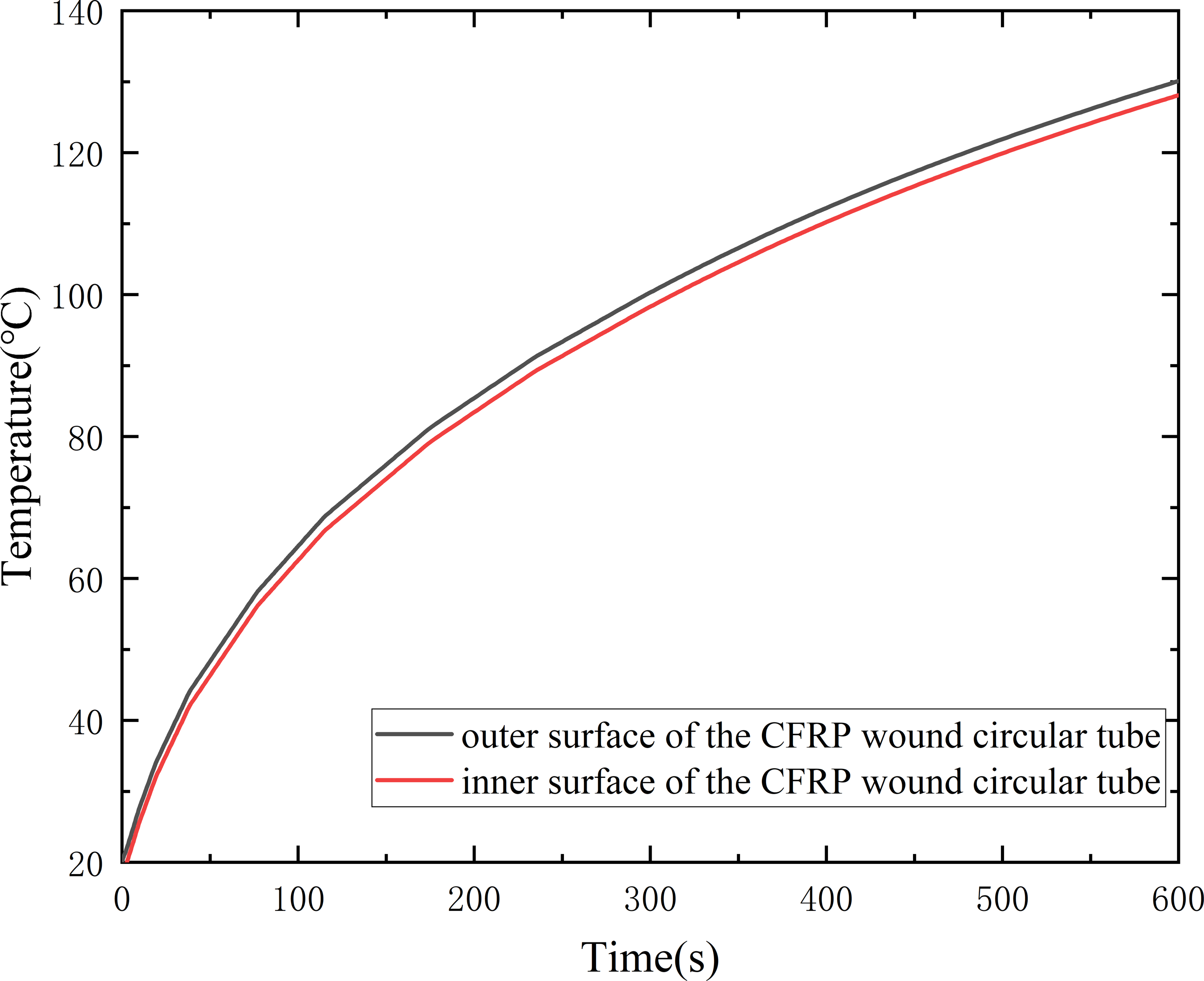
Figure 7 illustrates the evolution of the temperature field, demonstrating a gradual expansion from the initial heating phase to a steady-state condition. In the initial 5 seconds, the temperature is predominantly concentrated in the area directly opposite the coil and swiftly disseminates outward. As time advances, the temperature uniformly distributes across the tube wall, resulting in a reduction of the temperature gradient. After 60 seconds, the temperature distribution achieves greater uniformity, as heat has permeated a broader segment of the tube. Following 300 seconds of heating, the temperature field nears equilibrium, with a marked reduction in the temperature differential between the inner and outer surfaces. At 600 seconds, the temperature field attains complete stabilization, resulting in a consistent temperature distribution throughout the tube. Temperature field distribution diagram. (a) 5s. (b) 10s. (c) 30s. (d) 60s. (e) 300s. (f) 600s.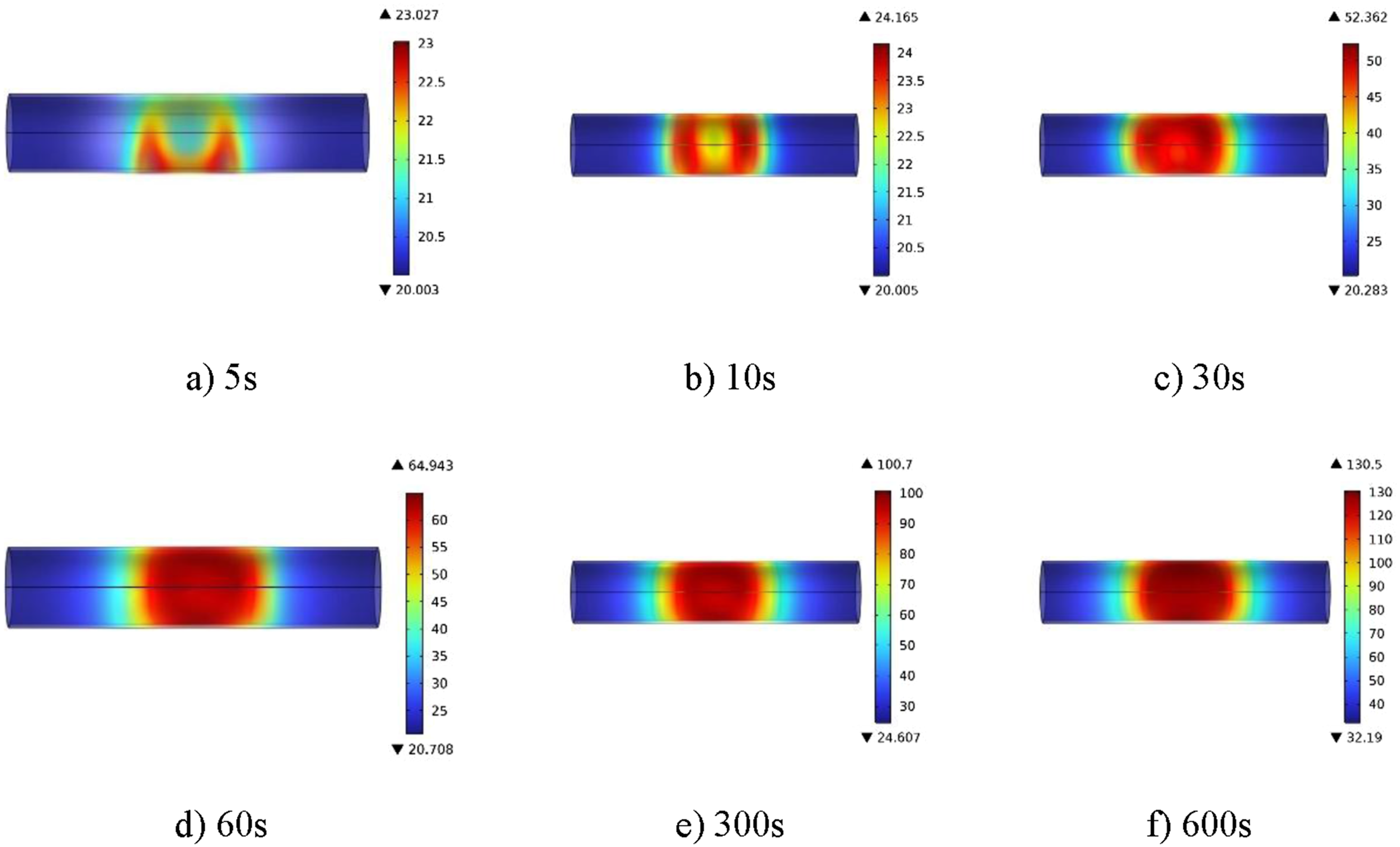
Figure 8 illustrates the temperature field distribution observed during the electromagnetic inductive heating experiment of the CFRP-wound circular tube. The experimental results show good agreement with the simulation in terms of overall temperature distribution patterns. At 10 seconds, the temperature begins to rise, exhibiting a relatively concentrated distribution, consistent with the initial phase of the simulation. At 300s, the temperature increases further and becomes more uniform, corroborating the simulation findings. By 600s, the temperature field stabilizes, and the heated region reaches its maximum temperature, closely matching the simulation results. These observations confirm that the simulation accurately predicts the temperature evolution of the CFRP-wound circular tube under electromagnetic inductive heating. Temperature field distribution during the experimental process.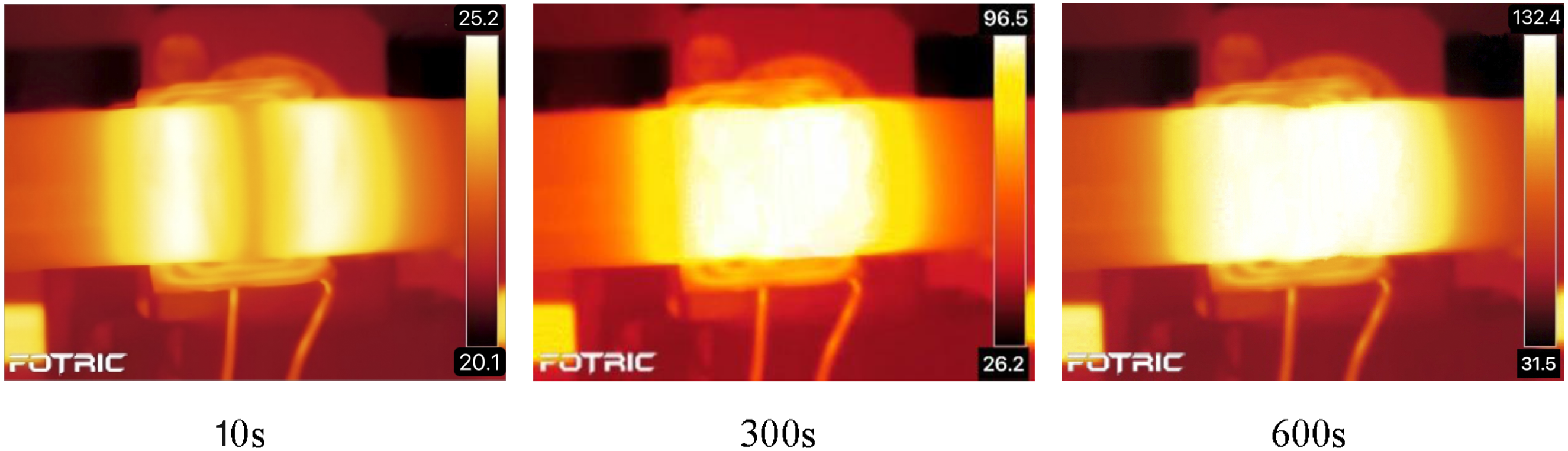
The temperature field distribution is difficult to observe directly due to the semi-circular induction coil being positioned on only one side of the rotating tube. Consequently, the thermal images obtained during the experiment reflect the surface temperature distribution on the side opposite the coil. Moreover, the internal fiber winding configuration of the CFRP-wound circular tube leads to noticeable variations in the temperature field across different regions.
Design of a fuzzy PID controller optimized by the whale optimization algorithm
Principle of fuzzy PID control
Figure 9 depicts the configuration of the fuzzy PID controller. As a composite adaptive system that integrates fuzzy control theory with conventional PID control principles, the fuzzy PID controller primarily serves to enable real-time and dynamic adjustment of control parameters. It establishes a nonlinear mapping between the proportional (Kp), integral (Ki), and derivative (Kd) coefficients and the system error (e) along with the rate of change of the error (ec), thereby forming an adaptive parameter tuning mechanism. During system operation, the controller continuously monitors the deviation (e) between the reference value and the actual output, as well as its change rate (ec). Leveraging expert knowledge encoded in the fuzzy rule base, it performs online iterative optimization of the PID parameters. This adaptive tuning strategy, based on fuzzy inference, allows the controller to autonomously adjust the parameter combination according to the system’s current error state. As a result, it significantly enhances dynamic response speed, improves steady-state accuracy, and ultimately achieves coordinated optimization of both transient and steady-state performance of the controlled system. Fuzzy PID controller structure.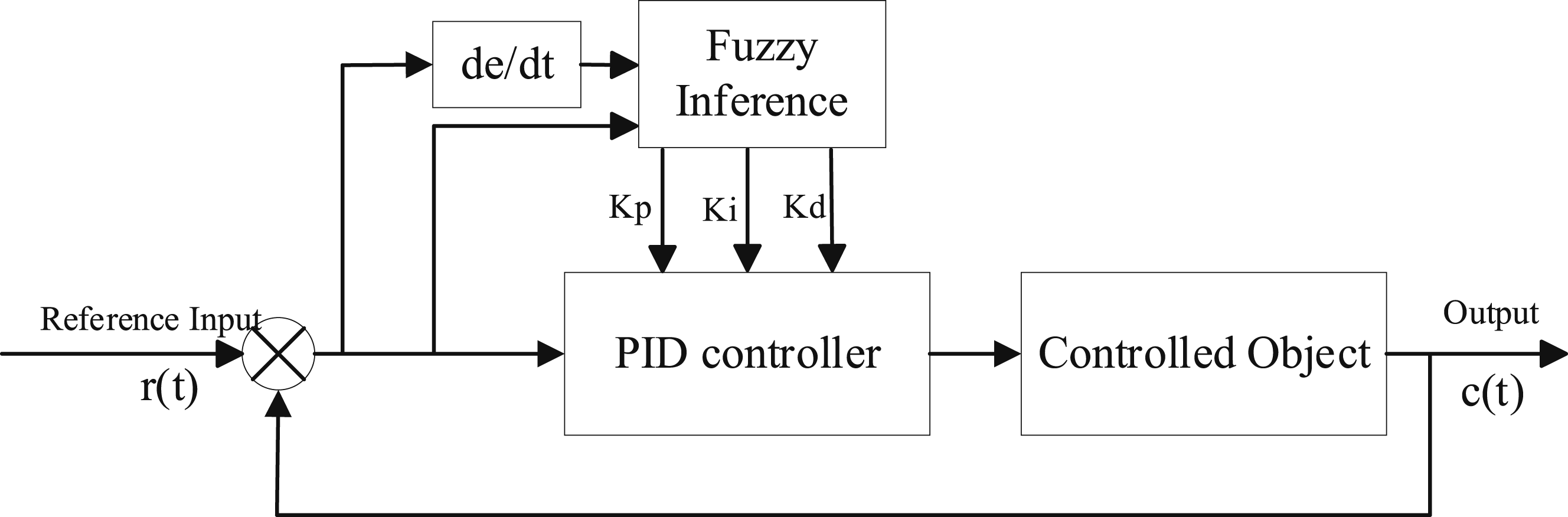
Principle of the whale optimization algorithm (WOA)
The Whale Optimization Algorithm (WOA) is an innovative heuristic optimization method inspired by the foraging behavior of humpback whales. In WOA, each whale’s position represents a feasible solution. Humpback whales exhibit a unique hunting technique known as the bubble-net feeding strategy, as illustrated in Figure 10 In the WOA framework, the population size is denoted by N, and the search space is defined as d-dimensional. The position of the ith whale in the dth dimension is represented by Foraging behavior of humpback whales.
Encircling prey
In the initial phase of the algorithm, the current best position is considered the prey, and the remaining whales encircle the optimal individual. The mathematical model for this stage can be expressed as:



Bubble-net attacking method
Whales capture their prey in the ocean by releasing a large number of bubbles, employing two main strategies: the shrinking encircling mechanism and the spiral updating mechanism. The shrinking encircling process is described by Equations (13) and (14), while the spiral updating method simulates the whale’s spiral trajectory in water. Its mathematical model is expressed as follows:
Search for prey phase
In this phase, each whale randomly selects the position of a neighboring individual to perform a random search. The mathematical model for this behavior is given as follows:
Implementation of WOA-optimized fuzzy PID control
Conventional PID controllers, due to their static parameters and lack of adaptive capability, are inadequate for managing the nonlinear characteristics and dynamic variations of the temperature field. This often results in significant overshoot, slow response, and considerable steady-state error, which can negatively affect the forming quality of the CFRP-wound circular tube. Although fuzzy logic reasoning enables adaptive parameter adjustment in traditional fuzzy PID controllers, the design of fuzzy rules and membership functions still heavily relies on expert knowledge and manual tuning. This limits their generalization ability and makes them prone to unstable responses and reduced control accuracy under complex conditions and highly nonlinear dynamic systems.
This paper presents an optimization strategy for the fuzzy PID controller based on the Whale Optimization Algorithm (WOA) to address the aforementioned challenges, as illustrated in Figure 11. The proposed approach enables dynamic optimization of the fuzzy PID controller parameters (Kp, Ki, and Kd) by combining global exploration with local exploitation strategies, thereby adaptively refining the temperature field response characteristics. Moreover, the adaptive parameter tuning mechanism of WOA effectively overcomes the limitations of fixed parameters in conventional PID controllers and the reliance on empirical rules in traditional fuzzy PID controllers. As a result, it significantly enhances the precision and stability of the temperature control system. Control schematic of the WOA-Fuzzy PID controller.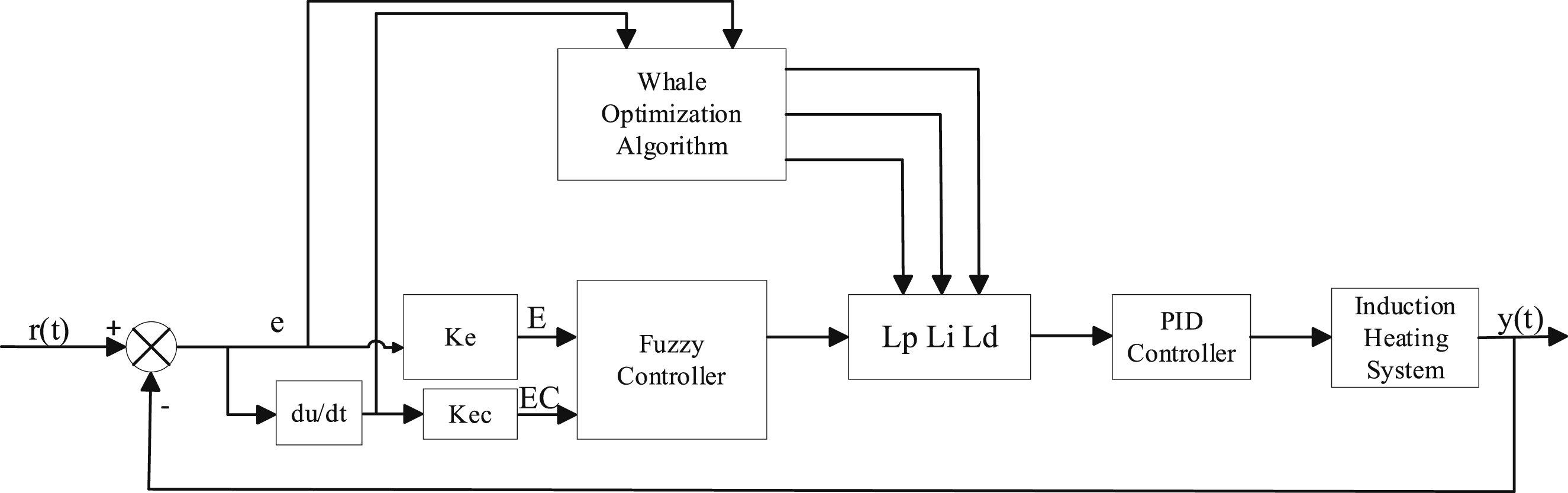
The algorithm begins with the random initialization of the parameters Kp, Ki, and Kd, along with the fuzzy scaling factors Lp, Li, and Ld. The whale population is set to n_whales = 30, and the maximum number of iterations is defined as max_iter = 50. Each whale’s position represents a potential set of fuzzy PID parameters. In each generation, WOA determines whether the population engages in global exploration or local exploitation based on the randomly generated values of p, A, and C. During the global exploration phase (|A| ≥ 1), whales randomly select other individuals to update their positions, thereby improving global search effectiveness. In the local exploitation phase (|A| < 1), the algorithm gradually converges toward the optimal solution through encircling behavior and spiral bubble-net attacks, enabling dynamic adjustment and adaptive optimization of the PID parameters. The flowchart of the Whale Optimization Algorithm is shown in Figure 12. This approach efficiently optimizes the PID control parameters, significantly enhancing both the control precision and convergence speed of the inductive heating process. Flowchart of the whale optimization algorithm.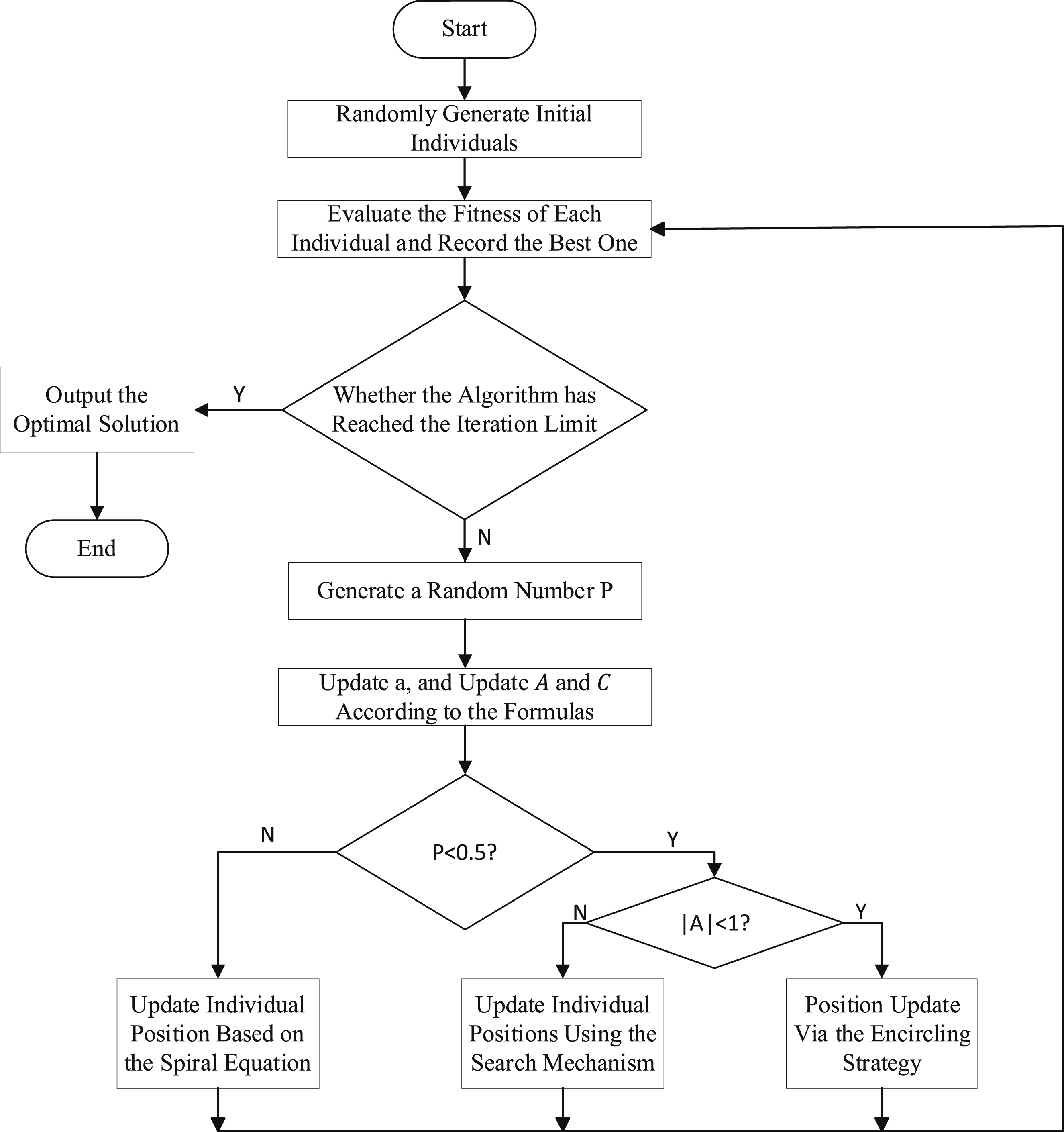
Simulation of induction heating temperature control
Due to the complex structure and strong nonlinearity of the semi-circular coil-based inductive heating system for CFRP-wound circular tubes, it is challenging to accurately establish a system model using conventional mathematical and physical methods. Therefore, system identification is employed to approximate the mathematical model of the inductive heating process. This method disregards the internal structural complexity of the system and treats the controlled object as a “black box.” By focusing solely on the input–output relationship obtained from experimental data, the modeling process is significantly simplified.
The selection of the system model structure is critical in the system identification process of the temperature control system for inductive heating of CFRP-wound circular tubes, as it directly affects the accuracy of the identification results. To ensure reliable system identification, it is essential to properly define the initial model structure based on the system’s nonlinear characteristics, time constants, and inherent time delay components. Owing to their strong theoretical foundation and wide applicability, transfer function models have been widely used in the analysis of inductive heating systems. Accordingly, this study adopts a transfer function model as the baseline structure for identifying the temperature control mechanism of the inductive heating process. The specific mathematical model is presented as follows:
The experimental apparatus was placed in an ambient temperature environment. During the inductive heating of the CFRP-wound circular tube using a semi-circular induction coil, temperature data were collected at 1-s intervals over a total heating duration of 1800 seconds. A genetic algorithm was employed to optimize the identification parameters, resulting in the determination of the system’s transfer function.
A Simulink model was developed in MATLAB to analyze the control accuracy and anti-interference capability of the fuzzy PID controller enhanced by the Whale Optimization Algorithm (WOA) for temperature regulation in the inductive heating of CFRP-wound circular tubes. Comparative simulations were conducted for three control strategies: conventional PID, Fuzzy-PID, and WOA-optimized fuzzy PID (WOA-Fuzzy-PID). These strategies were evaluated based on their performance in temperature overshoot, steady-state error, and disturbance rejection. As shown in Figure 13, the Simulink simulation model includes separate implementations of the conventional PID controller, the fuzzy PID controller, and the WOA-Fuzzy-PID controller. This setup enables a comprehensive evaluation of their dynamic response, overshoot, steady-state precision, and robustness in the context of inductive heating temperature control for CFRP-wound circular tubes. Simulink model.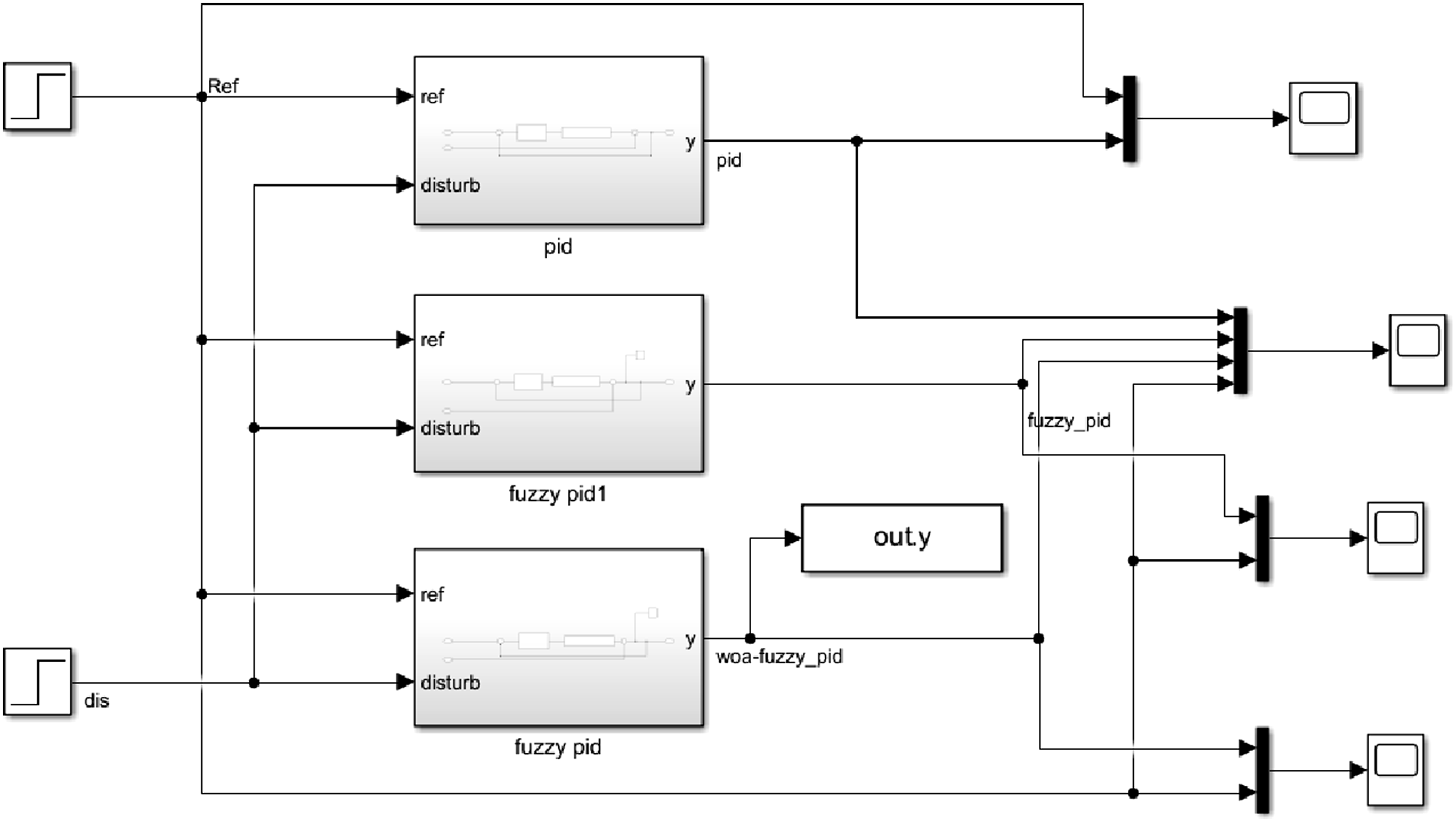
Figure 14 presents the parameter optimization curves. As shown in (a), the fitness value exhibits a generally decreasing trend, with a significant drop observed after the 30th iteration, ultimately converging to a stable value. This indicates that the Whale Optimization Algorithm (WOA) effectively enhances the controller’s performance by optimizing system overshoot and steady-state error. In (b), the value of Lp remains relatively stable during the early iterations, then rises rapidly after the 30th iteration and gradually stabilizes. This suggests that the optimized Lp achieves a better balance between dynamic response and system stability. In (c), Li gradually increases throughout the optimization process, contributing to improved steady-state performance, while Ld shows initial fluctuations followed by a decline, indicating enhanced system robustness against oscillations. Overall, WOA dynamically adjusts Lp, Li, and Ld, effectively improving the precision, stability, and anti-interference capability of the fuzzy PID controller, thereby enhancing the temperature control performance in the inductive heating of CFRP-wound circular tubes. Parameter tuning curves. (a) Fitness optimization curve.(b) Lp optimization Curve. (c) Li and Ld optimization curves.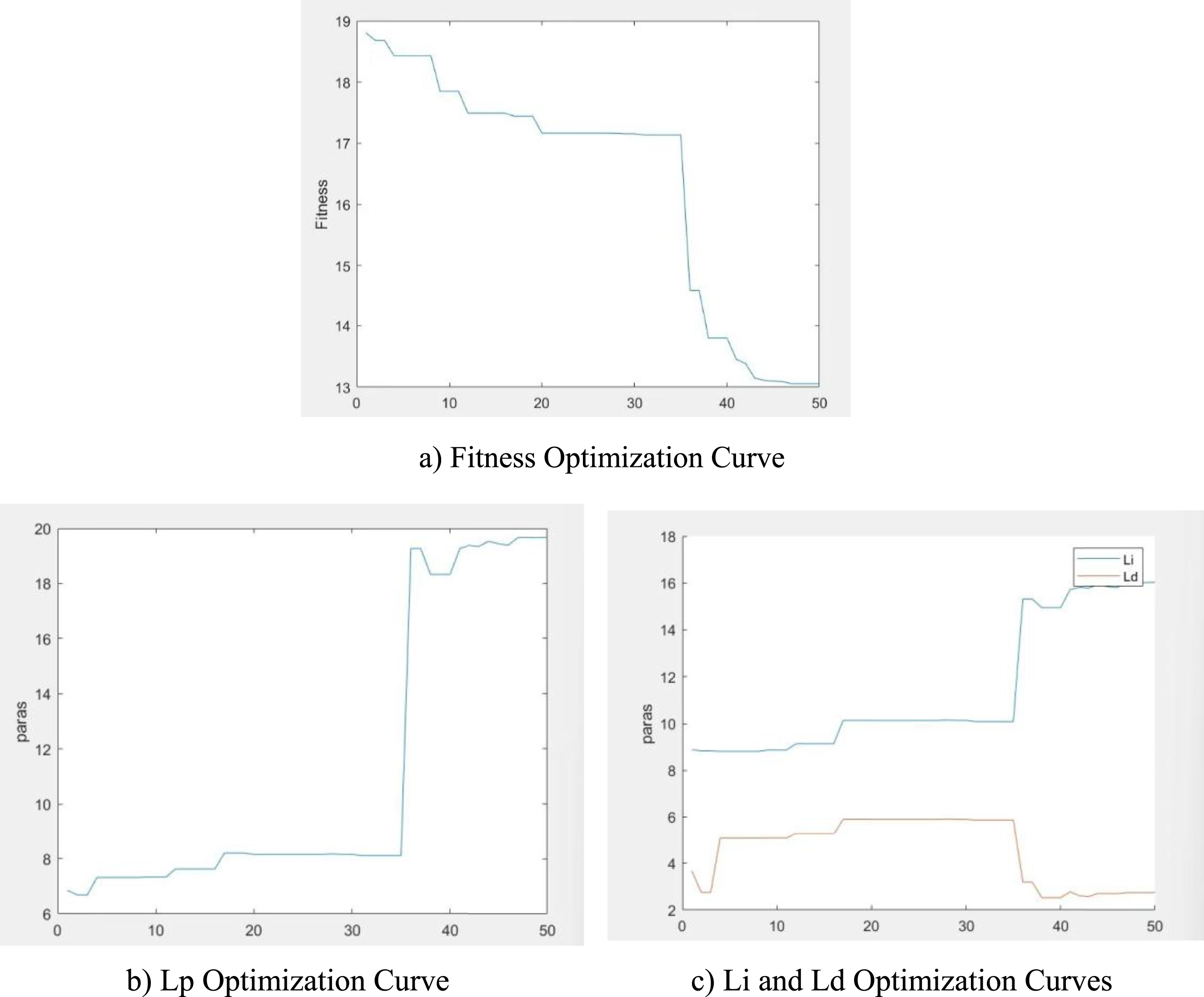
This study integrated the impact of the temperature differential between the inner and outer surfaces into the design of the WOA-optimized fuzzy PID controller to improve the accuracy and representativeness of temperature control in the induction heating process. Simulation and experimental results demonstrate that the temperature difference between the inner and outer surfaces of the tube remains within 2°C during heating, indicating a minimal radial temperature gradient and a degree of thermal uniformity. To enhance the adaptability of temperature control in the curing process of thermosetting materials, a compensation mechanism addressing the through-thickness temperature difference was implemented. The primary control target during the controller’s output adjustment was identified as the highest surface temperature point obtained through infrared thermography. Appropriate bias weights were established in the fuzzy control rule design to indirectly address the potential temperature lag on the inner surface. The incorporation of this temperature difference compensation mechanism into the controller improved its responsiveness to through-thickness temperature uniformity and enhanced the overall robustness and applicability of temperature field regulation.
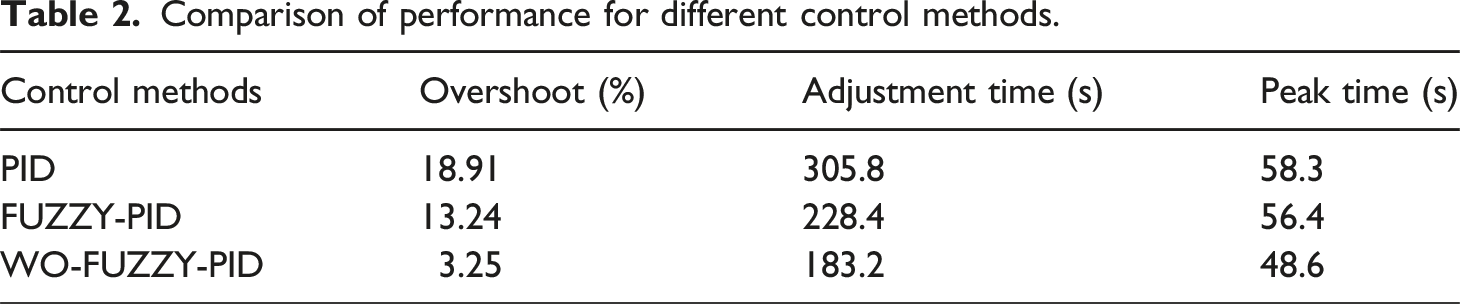
According to the comparison data in Figure 15 and Table 2, significant differences are observed in overshoot, settling time, and peak time among the three control methods. The conventional PID control method exhibits an overshoot of 18.91%, a settling time of 305.8 seconds, and a peak time of 58.3 seconds, showing considerable overshoot and longer settling time. In contrast, the Fuzzy-PID method reduces the overshoot to 13.24%, shortens the settling time to 228.4 seconds, and achieves a peak time of 56.4 seconds, demonstrating notable improvement. The WOA-Fuzzy-PID method further optimizes the performance, with an overshoot of only 3.25%, a settling time of 183.2 seconds, and a peak time of 48.6 seconds. This strategy achieves lower overshoot, faster stable convergence, and smoother control responses, effectively enhancing the system’s stability and disturbance rejection capability, resulting in more precise temperature control. Temperature response comparison of different control methods. Comparison of performance for different control methods.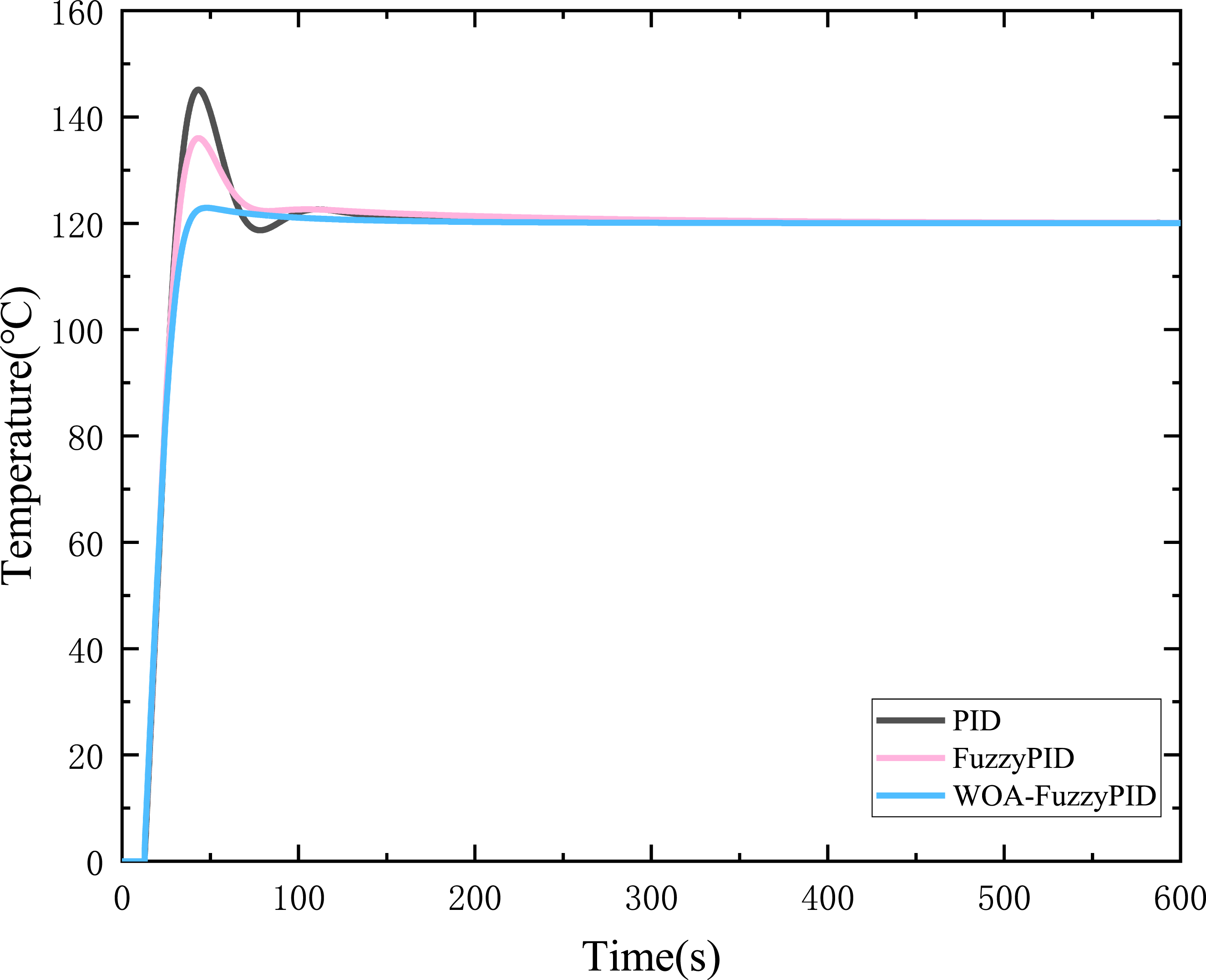
To assess the disturbance rejection performance of various control strategies in the inductive heating temperature regulation of CFRP-wound circular tubes, a pulse disturbance was introduced into the system, and the responses of the PID, Fuzzy-PID, and WOA-Fuzzy-PID controllers were analyzed. As shown in Figure 16, the response curves of both the traditional PID and Fuzzy-PID controllers exhibit significant oscillations and overshoot under pulse disturbance, along with extended recovery times to reach steady state. In contrast, the WOA-Fuzzy-PID demonstrates superior disturbance rejection capability, characterized by minimal fluctuation amplitude and rapid convergence. These results confirm that the fuzzy PID controller optimized by the Whale Optimization Algorithm is more effective in suppressing external disturbances and improving the stability and precision of the control system. Disturbance rejection curves for different control strategies.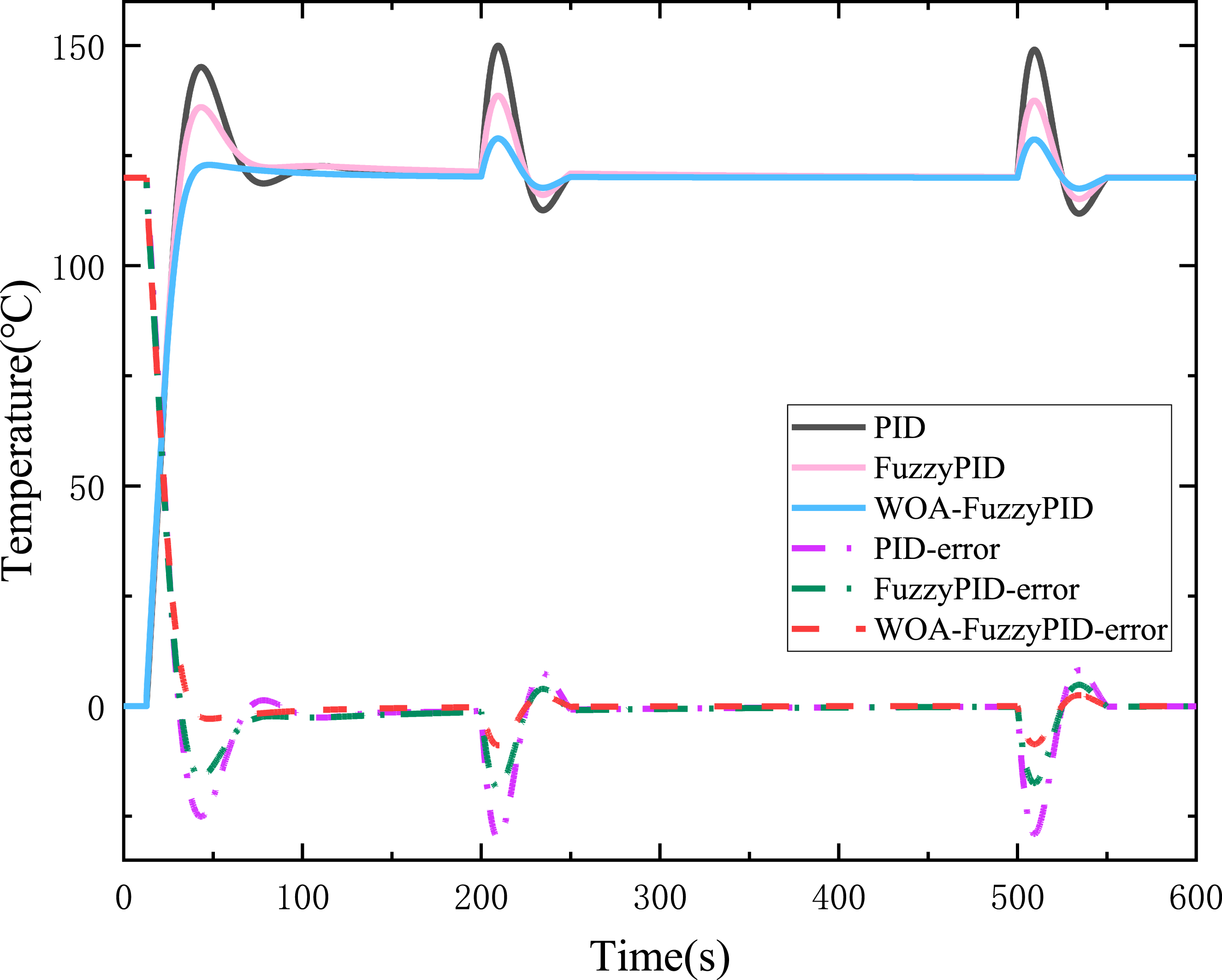
In summary, a comparison of the dynamic response characteristics and disturbance rejection capabilities of PID, Fuzzy-PID, and WOA-Fuzzy-PID controllers in the temperature control of CFRP-wound circular tube inductive heating reveals that the conventional PID controller exhibits significant overshoot and oscillations. The Fuzzy-PID controller improves overshoot and stability to some extent but remains limited by inherent shortcomings. In contrast, the WOA-Fuzzy-PID controller utilizes the Whale Optimization Algorithm to dynamically adjust control parameters, resulting in reduced overshoot, faster response, and enhanced disturbance rejection. Simulation results confirm that the WOA-Fuzzy-PID offers superior control performance.
Inductive heating temperature control experiment for CFRP-wound tubes
An experimental platform was established to validate the effectiveness of the control strategy in regulating temperature during the induction heating of CFRP-wound circular tubes and to verify the accuracy of the finite element model, as illustrated in Figure 17. The platform comprises a rotational mechanism, an induction heating coil, a power supply, a CFRP-wound circular tube, an infrared thermal imager, and an image display system. The steel pipe-like components at both ends of the tube within the rotational mechanism function exclusively as mechanical clamps and do not serve as the direct mounting base for the uncured CFRP tube. The internal mandrel that supports the uncured tube is constructed from fiberglass-reinforced plastic (FRP), a non-metallic material noted for its thin walls, low thermal conductivity, and minimal magnetic permeability. In induction heating, the FRP mandrel does not produce substantial eddy current losses and does not disrupt the magnetic field distribution, rendering its thermal and magnetic effects minimal. Consequently, it does not influence heating efficiency or the precision of temperature control. Surface temperature measurement was performed using a FOTRIC 628C infrared thermal imager, which features a 640 × 480 resolution uncooled focal plane array detector. The device demonstrates thermal sensitivity exceeding 30 mK, functions within the 7.5–14 μm spectral range, and features an autofocus capability for accurate, non-contact temperature assessment. The temperature measurement range spans from −20°C to 2000°C, with an accuracy of ±2°C or ±2% (whichever is greater), and supports multiple measurement ranges—meeting the requirements for real-time monitoring of the temperature field during CFRP induction heating. The image display system provides real-time thermal distribution maps, facilitating visual analysis and assessment of the temperature control strategy’s effectiveness. Experimental platform.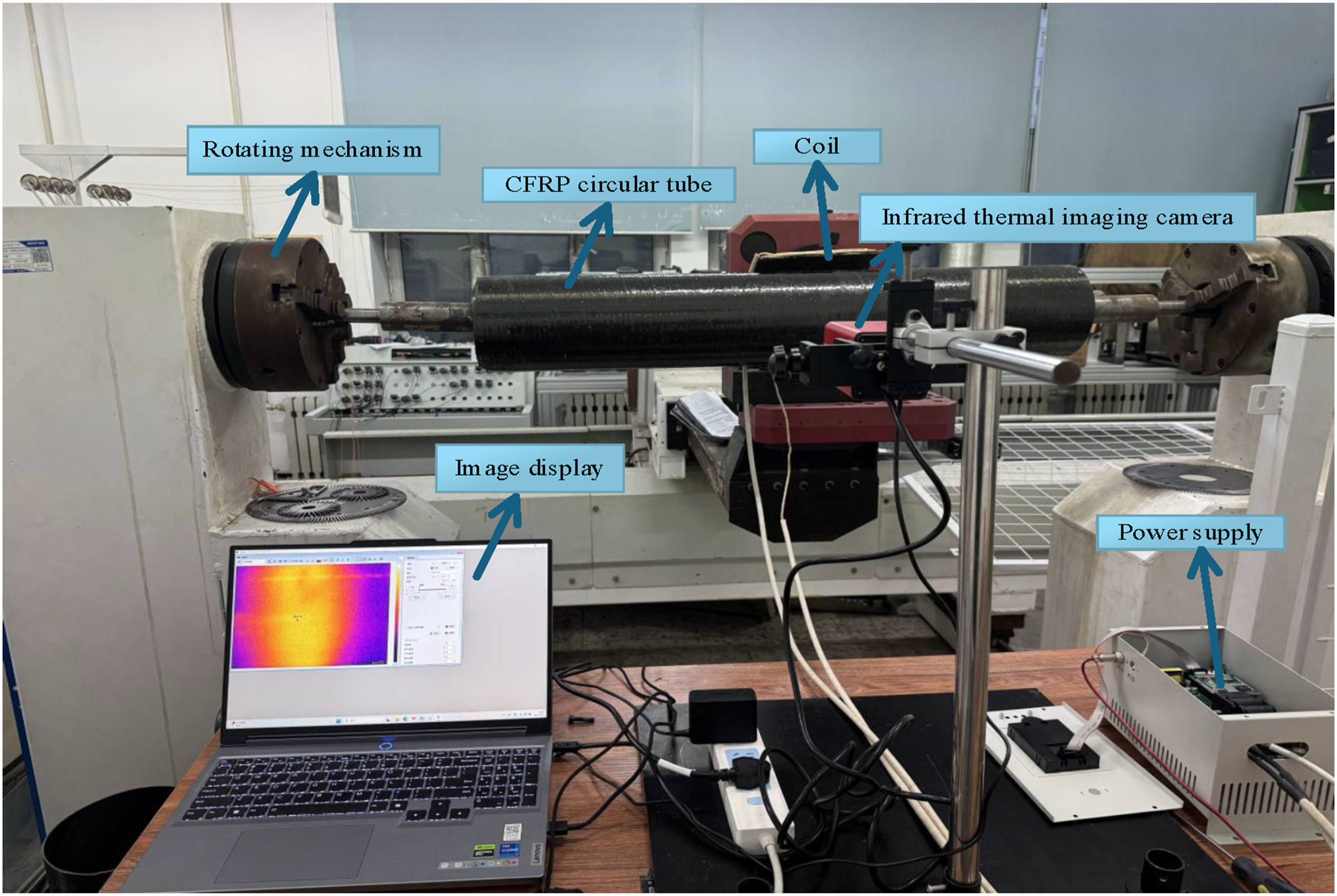
Figure 18 illustrates the experimental curves of the induction heating rate under three control strategies: standard PID, fuzzy PID, and the proposed WOA-Fuzzy PID. As shown in the figure, the WOA-Fuzzy PID control approach demonstrates superior dynamic behavior and steady-state performance during the temperature regulation process. It achieves a faster response, with the temperature curve rapidly converging to the target value within a shorter time frame, while also exhibiting reduced overshoot. Heating rate experiment curve of CFRP-Wound tube under inductive heating.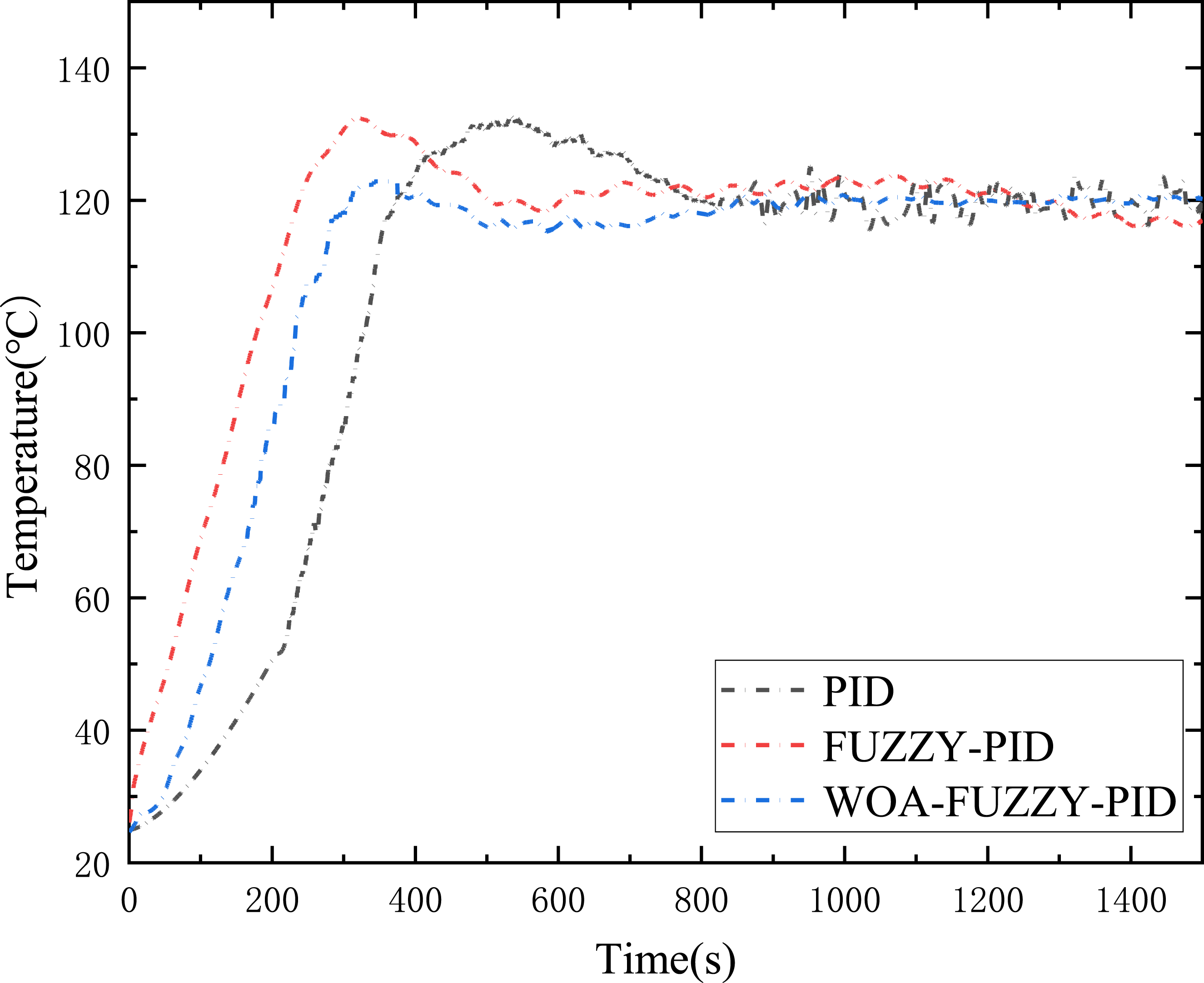
In contrast, the conventional PID controller shows significant overshoot and pronounced steady-state oscillations. Although the fuzzy PID improves the overshoot to some extent, its disturbance rejection capability and steady-state accuracy remain inferior to those of the WOA-Fuzzy PID. During the steady-state phase, the WOA-Fuzzy PID exhibits the smallest temperature fluctuation range and the highest control precision, confirming the effectiveness and robustness of WOA in optimizing fuzzy controller parameters.
Overall, the WOA-Fuzzy PID method significantly improves the speed, accuracy, and disturbance resistance of temperature regulation, making it particularly suitable for CFRP heating applications where high-precision thermal control is required.
Conclusion
This research examines the issue of inadequate temperature control precision in the electromagnetic induction heating of carbon fiber reinforced polymer (CFRP) composites. A multiphysics model was created to analyze the equivalent electromagnetic-thermal properties of CFRP, aiming to clarify the heat transfer pathways and the spatial-temporal distribution characteristics of the temperature field during induction heating. A fuzzy PID controller optimized using the Whale Optimization Algorithm (WOA) was developed based on this foundation. The global optimization capability of WOA was utilized to adaptively tune the PID parameters for precise control of the temperature field. A control mechanism was introduced to compensate for the temperature difference between the inner and outer surfaces, thereby enhancing the system’s adaptability to temperature field uniformity. Experimental results indicate that the proposed intelligent control strategy surpasses conventional PID and standard fuzzy PID methods, achieving enhancements of approximately 63%, 57%, and 67% in temperature regulation accuracy, response speed, and disturbance rejection capability, respectively. The system also exhibited stronger robustness under disturbances. The WOA-Fuzzy PID controller significantly enhanced temperature control precision in the CFRP-wound tube, ensuring stable curing during the composite heating process and improving the quality of the final product. This study integrates an intelligent optimization algorithm into induction heating control for CFRP composites, effectively addressing significant limitations of traditional temperature regulation techniques. The WOA-optimized fuzzy PID control strategy presents an effective solution for high-precision composite forming and demonstrates considerable potential for practical engineering applications.
Footnotes
Author’s note
The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s).
Author contributions
Jiazhong Xu: Conceptualization; supervision; project administration; writing—review and editing. HongYi Guo: Methodology; software development; experimental setup design. JiaTong Hou: Data curation; investigation; formal analysis; visualization. KeWei Sun: System modeling; simulation; validation. YuTeng Yue: Literature review; writing—original draft preparation; manuscript formatting.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Shandong Provincial Natural Science Foundation project ZR2023ME064, as well as the National Key Research and Development Program grant number 2022YFD2200903.
Data Availability Statement
Data will be available on reasonable request.