
Abstract
Recently, cellulosic fiber/PLA biocomposite has been respected as a sustainable material, potentially for industrial applications. A compatibilizer is a key factor in determination of biocomposite performance. In this work, microfibrillated cellulose (MFC) was differently modified with (1) triethoxyvinylsilane and (2) 3-(amino propyl) triethoxy silane and then grafted to epoxidized natural rubber (ENR) as compatibilizers. In which they were compounded with PLA (PLA blend) and followed to wood pulp fibre (PLA biocomposite). The mechanical, thermal and surface properties of PLA blend and PLA biocomposite were investigated. The incorporation of ENR grafted with MFC modified by silane (ENR-g-MFCs) reduced the crystallinity of PLA due to the penetration of ENR into the PLA phase. A 5% loading of vinyl-silanized MFC grafted to ENR (ENR-g-Vinyl MFC) blended increased the flexural strength and impact strength of PLA blend by almost 100%. Furthermore, the ENR-g-Vinyl MFC compatibilizer improved the impact resistance and flexural properties of the PLA/wood pulp biocomposite. The 5% loading of ENR-g-Vinyl MFC reduced the surface energy of the composite by 33%.
Introduction
Polylactic acid-based composites with cellulose fibre are sustainable materials that can replace conventional plastic composites in consumer and industrial markets. However, incompatibility between the cellulose fibre and PLA matrix,1,2 water swelling, 3 the inherent brittleness of PLA, 4 increasing melt viscosity during compounding, 5 and low impact resistance3,6 are recurring problems that reduce the durability and service life of these composites. These problems can be reduced by improving the compatibility of the materials with compatibilizers or by reducing the surface free energy of fibres with hydrophobic chemical compounds7–11 to promote interphase bonding. Since chemical compounds are expensive and create chemical waste compatibilization is a more appropriate and suitable approach, especially for industrial processes. Many different methods of compatibilization have been proposed for PLA biocomposites 12 but most have been based on grafting chemicals to polymers.
PLA is a brittle material, and compounding PLA with a stiff filler like a short cellulosic fibre lowers impact resistance. In previous work, 13 showed that silanized microfibrillated cellulose grafted to epoxidized natural rubber (ENR-g-MFCs) improved compatibility between the components of a PLA and pulp fibre composite. ENR-g-MFCs was accessible to the PLA phase due to the silane groups on MFC, while free hydroxyl groups on MFC produced hydrogen bonds with cellulose in the pulp. ENR-g-MFCs performed two functions guiding the ENR phase into the PLA phase, and enhancing interfacial adhesion between pulp fibre and PLA. The flexural strength, flexural modulus and impact resistance of the composite were improved.
Therefore, in this study, as a continuation of previous research, 13 the new comparison of two different types of compatibilizers (1) triethoxy vinyl silane treated MFC grafted ENR (ENR-g-Vinyl MFC) and (2) 3-aminopropyltriethoxysilane-treated MFC grafted ENR (ENR-g-Amino MFC), were investigated. Effect of ENR-g-MFCs as blending with PLA, was analyzed in terms of phase dispersion, physical, and chemical properties. Subsequently, biocomposites of PLA/ENR-g-MFCs/wood pulp fibre were manufactured. Similarly, mechanical, thermal properties, including kinetic, morphology including physicochemical and hydrolytic stability were analysed.
Materials and Methodology
Materials
Polylactic acid (3052D grade, NatureWorks, USA) with a density of 1.24 g/cm3. Epoxidized natural rubber (ENR 25% of substitution, GSP, Thailand). Long-fibre spruce Kraft pulp was kindly provided by Siam Chemical Group (Thailand). (2,2,6,6-Tetramethylpiperidin-1-yl)oxyl or (2,2,6,6-tetramethylpiperidin-1-yl)oxidanyl (TEMPO) (purity of 98%), triethoxyvinylsilane (purity of 98%), and 3-aminopropyltriethoxylsilane (purity of 98%) were from Sigma Aldrich. Sodium bromide (NaBr) (purity of 99.5%) was from QReC.
Production of Microfribrillated Cellulose
Microfibrillated cellulose (MFC) was produced according to the method presented in previous work. 13 Long-fibre Kraft spruce pulp was processed by oxidation with TEMPO to produce anionic charges before disintegrating using a high-pressure homogenizer with 1500 bar.
Modification of MFC with Silanes
The MFC was silanized with triethoxyvinylsilane and 3-aminopropyltriethoxylsilane according to a method proposed in previous work. 13 The mole ratio of silane to MFC was 0.2:1. The reaction was carried out for 24 h at room temperature (28–30°C). The completed reaction was precipitated with acetone. The modified MFCs were labelled vinyl-silanized MFC and amino-silanized MFC.
Grafting Modified MFCs to ENR
The ENR-g-MFCs used as compatibilizers were obtained by solution-blend casting. 13 ENR was first dissolved in toluene and cast in a mold. The modified MFC was then added to the mold. The following three types of ENR-g-MFCs were produced: unmodified MFC grafted to ENR (ENR-g-MFC), vinyl-silanized MFC grafted to ENR (ENR-g-Vinyl MFC), and amino-silanized MFC grafted to ENR (ENR-g-Amino MFC).
Biocomposite Fabrications
Compounding of Biocomposites
PLA pellets were dried for 3 h at 80°C. The dried PLA pellets were placed in an internal mixer (Brabender, Germany) and melted for 3 min at 180°C with a rotor speed of 30–60 r/min. Then, 5 wt% of ENR-g-MFCs compatibilizer and 10 wt% of wood pulp fibre were added, and mixing continued for 10 min. The bulk biocomposite was then transferred to a grinding machine and granulated.
Biocomposite Sheet Fabrication
The granulated biocomposite was dried at 80°C for 3 h and transferred to a window mold measuring 10 × 10 × 0.2 cm3. Compression molding was carried out at 180°C with a pressure of 200 kg/cm2 for 8 min. After compression, the molding was allowed to cool.
Characterization
Flexural Testing
The flexural strength and modulus of samples were determined using a universal testing machine (Instron machine Model 3365) at room temperature. Flexural testing was carried out in the three-point bending format in accordance with the ISO 178:2019 standard. All flexural tests were performed with a load cell of 1000 N, a support span of 64 mm and a crosshead speed of 5 mm/min. At least five samples were tested for each condition. Data were reported as average values with standard deviations.
Impact Resistance Test
Impact strength was determined in accordance with the ISO 179-1:2010 standard. The Zwick/Roell 5102 Pendulum Impact Tester was used with a 1 J pendulum to perform Charpy impact testing test with unnotched specimens. At least eight specimens were tested and data were reported as average values in kJ/m2 with standard deviations.
Differential Scanning Calorimetry (DSC)
The PLA and the biocomposites were analysed by differential scanning calorimetry (DSC, Perkin Elmer DSC 7, USA) in nitrogen gas. Samples were first heated from 30 to 190°C at a rate of 10°C/min. Samples were then cooled from 190 to 30°C, at a rate of 10°C/min. In the final step, samples were heated in the same temperature range and at the same rate as in the first step. The percentage crystallinity (X
C
) of samples was calculated according to the following formula Eq. (1):

Thermogravimetric Analysis (TGA)
In the thermogravimetric analysis (TGA, Perkin Elmer TGA 8000), samples were scanned from 30 to 600°C under nitrogen gas. The kinetics of thermal decomposition were studied using heating rates of 5, 10, 15 and 20°C/ min. The activation energy of thermal decomposition (Ea) was calculated using the Flynn-Wall-Ozawa method (OWF) through a kinetic study of non-isothermal degradation, using the following maximum rate method Eq. (2):

Scanning Electron Microscope
The cross-sectional morphology of biocomposite samples was observed by SEM (FEI Quanta 400 and Hitachi High-Tech, SU3900, Japan) to investigate the effects of the different compatibilizers. Samples were coated with a thin layer of gold before analysis.
Contact Angle and Surface Energy Analysis
The surface energy of samples was determined using contact angle measuring apparatus (Dataphysics OCA 15EC). The measurements were taken at room temperature using droplets of distilled water, ethanol and dimethylformamide, placed on samples measuring 1 cm × 1 cm. Sessile drop volume was maintained at 5 μL using a microsyringe. The sample measurement was repeated six to nine times at different positions on the same sample.
Gel Permeation Chromatography Analysis
The molecular weight distributions of biocomposite samples were evaluated using gel permeation chromatography (GPC) to determine molecular weight losses in the PLA matrix. Samples were dissolved in tetrahydrofuran (THF) and analysed in the following condition: a Shodex column (GPC KF-806M, Japan) with an internal diameter of 8 mm and a length of 300 mm, a mobile phase of THF at a flow rate of 1 mL/min, a temperature of 40°C. Polystyrene standards were used for calibration.
Dynamic Mechanical-Thermal Analysis
Dynamic mechanical thermal analysis (DMTA 1, Mettler Toledo, Switzerland) using the tension method was conducted to measure the storage and loss modulus. The specimens were heated from 25°C to 140°C at a rate of 3°C/min, with a displacement of 5 µm and a frequency of 1 Hz.
Assessment of Hydrolytic Stability
The resistance of the PLA biocomposite to water was determined from a hydrolytic stability analysis. The biocomposite was immersed in water at 35°C for 24 h. The stability of the saturated samples was analysed using DMTA. The viscoelastic behaviour and glass transition temperature of the biocomposite were analysed before and after water uptake.
Results and Discussion
Interaction Analysis of PLA/ENR-g-MFCs via DMTA
DMTA profiles of all the PLA/ENR-g-MFCs blends bases (Figure 1(a)) exhibited tan δ peaks at roughly 60–65°C, indicating the glass transition temperature (Tg) of PLA in each blend. However, there were tan δ peaks at around 80°C–110°C, indicating the recrystallization of PLA temperature increased. The height of a tan δ peak is known as the damping factor, which is derived from E″/E′ (loss modulus/storage modulus), and predicted the behaviour of motion by comparing the damping factor of materials. The damping factors of the PLA/ENR-g-MFCs at the tan δ peaks of recrystallization were compared. The ENR-g-Amino MFC base had the high damping factor, indicating the most viscous phase motion, due to the presence of an amorphous phase of PLA that could be a result of chain scission degradation during the aminolysis of silane amino groups to COOR of PLA as compounding between PLA and ENR-g-Amino MFC base. The ENR-g-MFC base showed the lowest damping factor, indicating elastic motion due to the crystalline phase of PLA. The ENR-g-MFC and ENR-g-Vinyl MFC bases should be more stable than the ENR-g-Amino MFC base as they displayed fewer signs of degradation. This issue will be discussed again in the activation energy analysis. Tan δ and storage modulus of PLA/ENR and PLA/ENR-g-MFCs blended.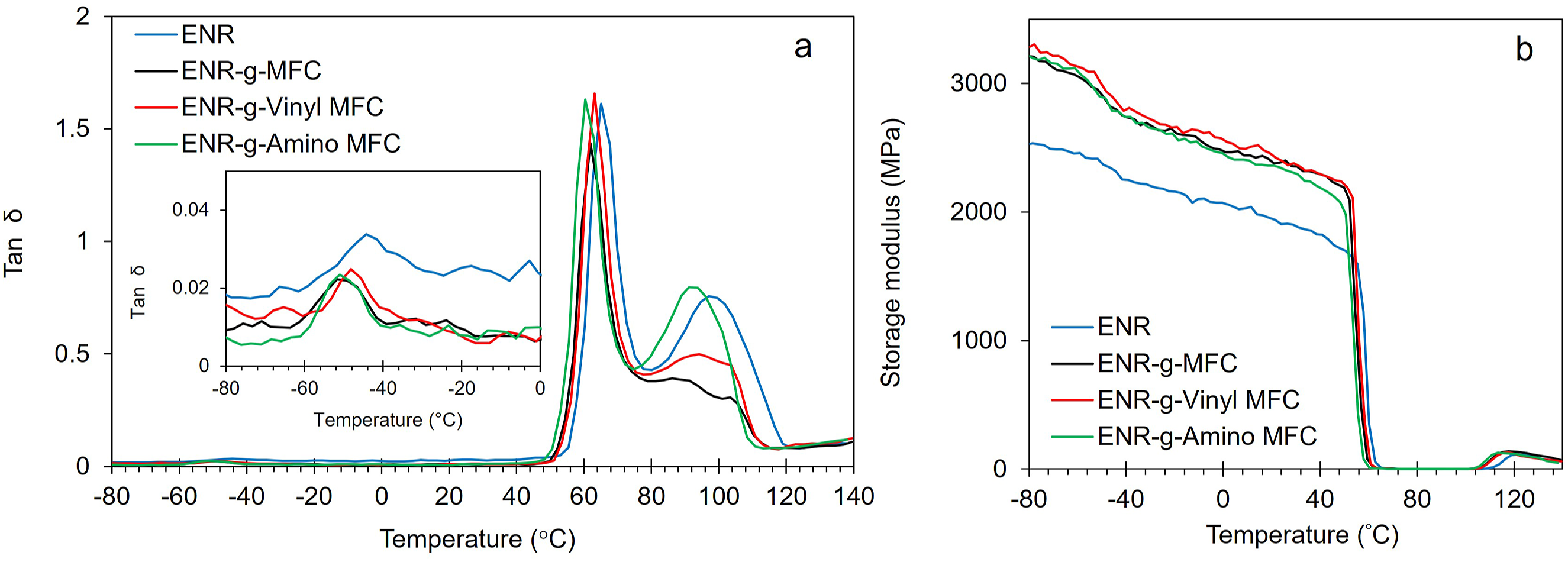
At sub-zero temperatures, the MFCs as grafted on ENR restricted the molecular motion of the ENR phase. This behaviour was indicated by the lower damping factors of these blends compared with the ENR bases. Interestingly, the Tg of the ENR phase for all ENR-g-MFCs blends were decreased to lower temperature, roughly – 50°C. Probably, this was due to the plasticizing effect of the grafted MFCs increasing free volume of ENR phase. Also, the storage modulus of the PLA/ENR-g-MFCs were higher than the storage modulus of the ENR bases (Figure 1(b)), confirming the restricting and reinforcing effect on the elasticity of the grafted MFCs and, therefore, their assimilation into the ENR phase.
Effect of ENR-g-MFCs as Compatibilizers for Mechanical Properties
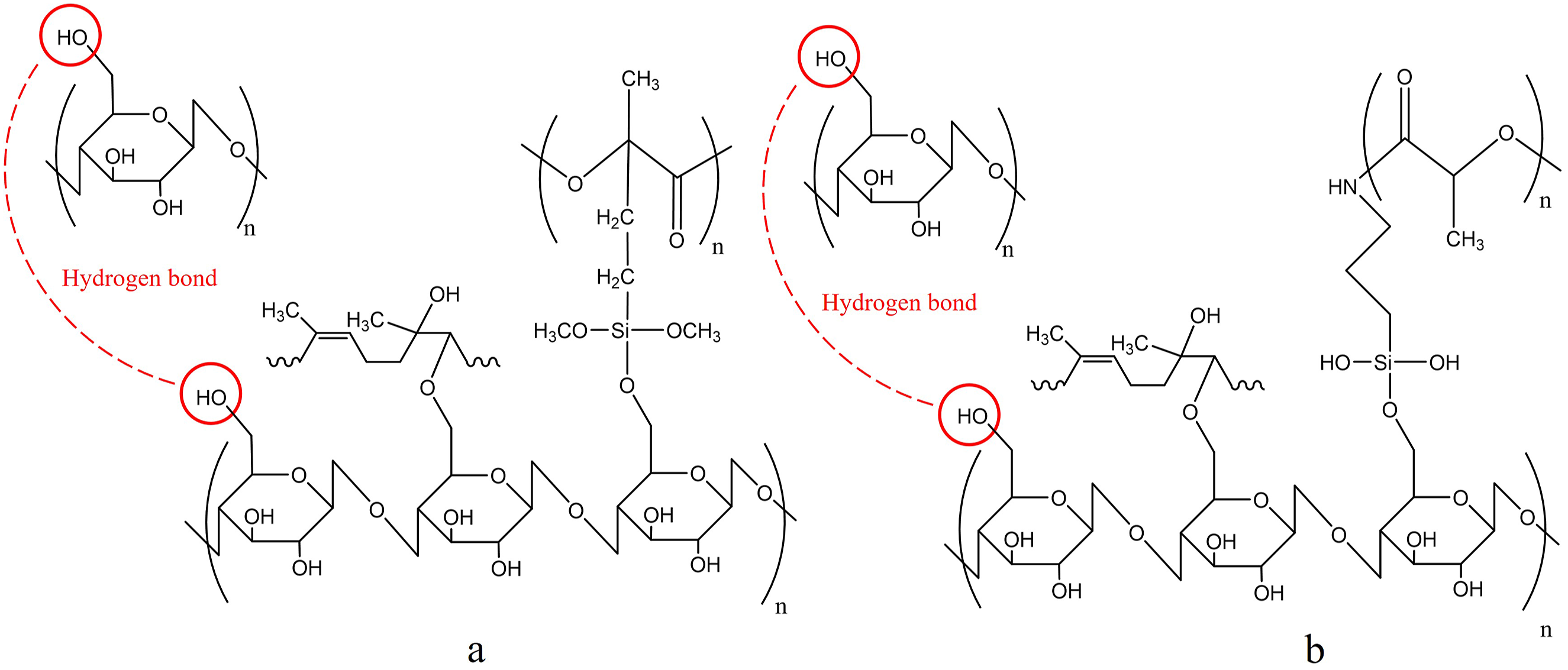
Effect of compatibilizer base ENR-g-MFCs to mechanical properties for PLA blends and biocomposites, is presented in terms of comparative correlation to neat PLA as Figure 2. The impact strength of the ENR-g-MFCs as blended with PLA showed notable improvements compared to the impact strength of the ENR base; in particular, the ENR-g-Vinyl MFC base (Figure 2(a)). ENR improved the flexural strain of all blends. The ENR-g-Vinyl MFC base showed the highest flexural strength and strain, possibly due to the CH = CH2 bond on the chain ends of vinyl silane, which could engage with PLA molecules. The double bond was cleavage releasing radicals that bonded to PLA at the α-carbon as illustrated in Scheme 1(a).
15
The ENR-g-MFC base showed the second best mechanical properties. The poor performances of ENR-g-Amino MFC could have been caused by the shortening of PLA molecules during aminolysis would be described later, but the effectiveness of this compatibilizer would be further investigated when used with the PLA/wood pulp fibre biocomposite. Comparative analysis of mechanical properties, effect of compatibilizer base ENR-g-MFCs for (a) PLA blended, (b) PLA biocomposite. Proposed bonding interactions between cellulose and PLA via the compatibilizers; (a) ENR-g-Vinyl MFC and (b) ENR-g-Amino MFC.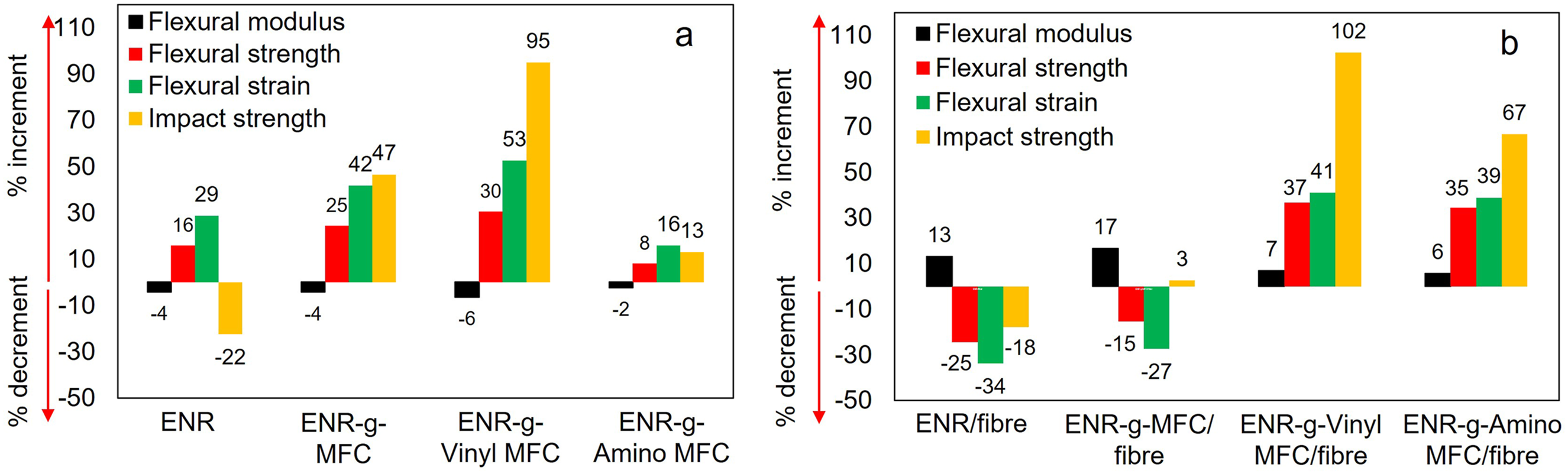
Information of mechanical: effect of ENR-g-MFCs as compatibilizers on the properties of PLA blends and biocomposites.
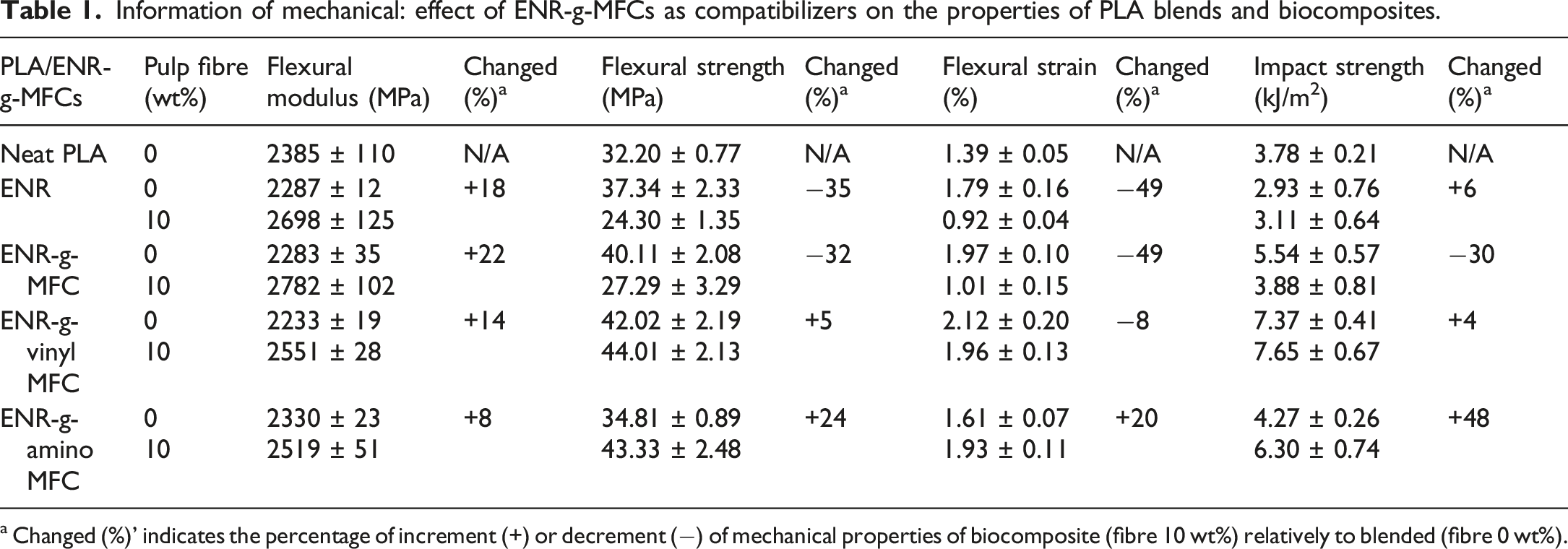
a Changed (%)' indicates the percentage of increment (+) or decrement (−) of mechanical properties of biocomposite (fibre 10 wt%) relatively to blended (fibre 0 wt%).
In overview, ENR-g-Vinyl MFC greatly performs as a compatibilizer in combination of pulp fibre – PLA phases as increasing of flexural properties and also in particular, impact resistance. Additionally, it also functions an impact modifier for PLA.
Compatibility Analysis of PLA/ENR-g-MFCs/Wood Pulp Fibre via SEM Images
The dispersion of ENR and ENR-g-MFCs in the PLA phase was considered to be the principal indicator of compatibility between the components and to influence mechanical and thermal properties along with water swelling, and eventually durability.
Phase dispersion of ENR in PLA could be investigated with SEM. The contrasting images of surface morphologies identified the particular characteristics of each formulation. In Figure 3(a), the ENR base exhibited a notably rougher cross-sectional surface, with a larger average particle size of 0.617 μm. In contrast, ENR-g-Vinyl MFC and ENR-g-Amino MFC, shown in Figures 3(c) and 3(d), respectively, presented smoother surfaces with reduced particle sizes of 0.543 μm and 0.478 μm. In a previous work,
13
cellulose nanofibre or MFC grafted to ENR were reported to act like guiding molecules bringing ENR into the PLA phase. Hence, the improvement of compatibility seen in Figures 3(c) and 3(d) indicated improved engagement and interaction between PLA and ENR phases. SEM images show cross-sections of PLA blend and biocomposite: (a) ENR, (b) ENR-g-MFC, (c) ENR-g-Vinyl MFC, (d) ENR-g-Amino MFC, (e) ENR/fibre, (f) ENR-g-MFC/fibre, (g) ENR-g-Vinyl MFC/fibre, and (h) ENR-g-Amino MFC/fibre.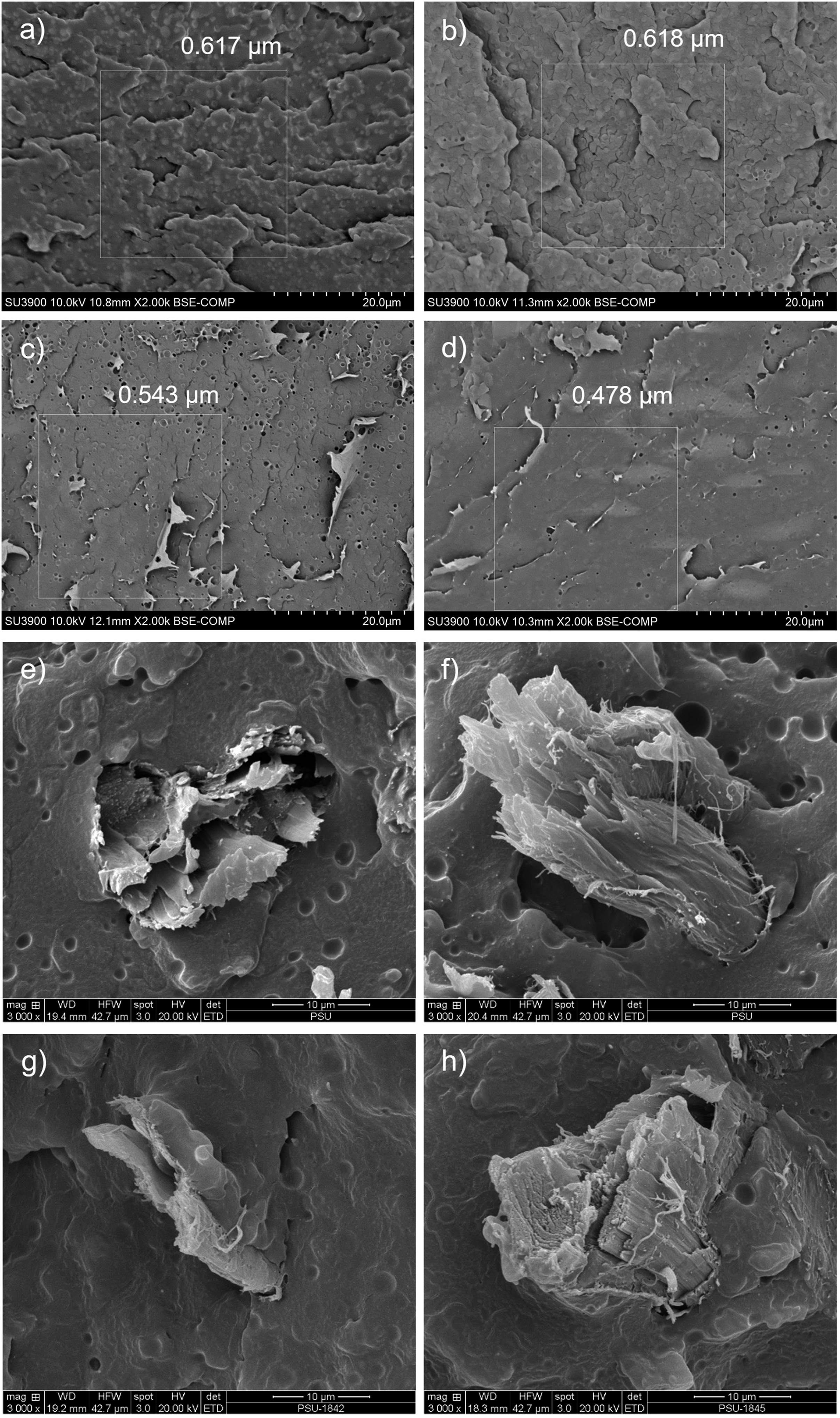
SEM images of Figures 3(e)–3(h) revealed interfacial adhesion of wood pulp fibre in matrix phase of biocomposites. The ENR/fibre (PLA/ENR/wood pulp fibre biocomposite) failed, as shown by fibre pull out in Figure 3(e) indicating the least interfacial shear strength of fibre – matrix. Meanwhile, the failure surface of the ENR-g-MFC/fibre biocomposite as demonstrated in Figure 3(f), appeared slightly fibre-matrix apart. This confirmed the better interfacial adhesion in the biocomposite due to ENR-g-MFC despite without silanizing. However, the voids visible in both PLA matrices indicated a discontinuous phase, which weakened the mechanical properties of the biocomposite (Figure 2(b)). The wood pulp fibre and PLA bonded with strong interfacial adhesion in the ENR-g-Vinyl MFC/fibre biocomposite (Figure 3(g)). Despite the hydrophilicity of the wood pulp fibre, fewer and shallower voids were present, indicating better compatibility between all phases. This supported the reinforcement mechanism that efficiently transferred loads from the matrix to the fibre, leading to the improved flexural and impact strength of the material. Similarly, the ENR-g-Amino MFC/fibre showed improved interface and mechanical properties (Figure 3(h)). Amino groups at chain end of silane could also covalently bond via aminolysis to carbonyl groups of PLA. By a dual linkage, 16 could provide tight bonds between PLA and wood pulp fibre by the mechanism proposed in Scheme 1(b).
Another issue should be addressed here. It is known that PLA and short fibre PLA biocomposites behave as brittle and stiff materials. The higher flexural strain with lower elastic modulus of the ENR-g-Vinyl MFC/fibre and ENR-g-Amino MFC/fibre biocomposites indicate increased toughness, which is a desirable property for engineering applications where fatigue may be a concern.
The ENR-g-Vinyl MFC/fibre and ENR-g-Amino MFC/fibre base showed different levels of improvement in mechanical properties. Although the ENR-g-Vinyl MFC/fibre base showed the highest impact strength (7.65 kJ/m2), ENR-g-Amino MFC base increased the flexural and impact strength of the biocomposite by 24% and 48%, respectively (Table 1). The ENR-g-Vinyl MFC could support the fibre reinforcement only 5% and 4%, respectively. As described earlier, the bonding between PLA (COOR) on main chains and amine (NH2) at the chain ends of silane was achieved via aminolysis but the resulting reduction of molecular weight (Table 3) weakened mechanical properties.
Effect of ENR-g-MFCs as Compatibilizers for Thermal Properties
Information of thermal analysis: effect of ENR-g-MFCs as compatibilizers on the properties of PLA blends and biocomposites.
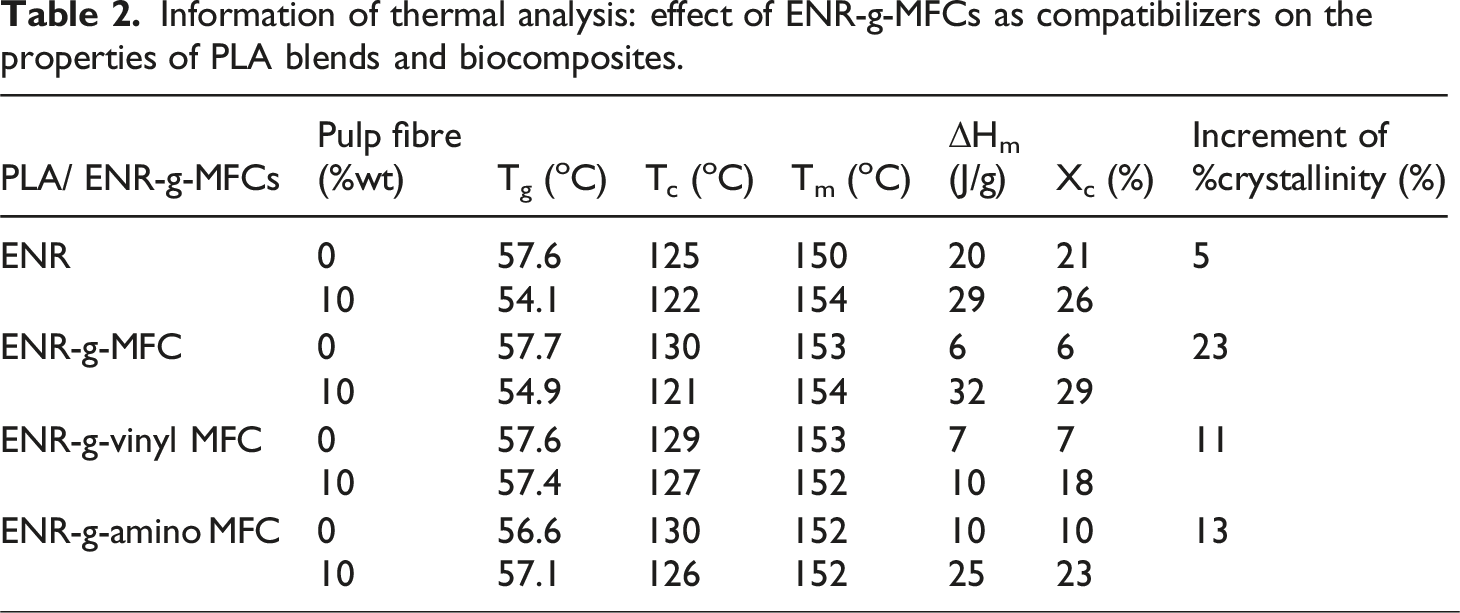
Interestingly, incorporating the wood pulp fibre into all PLA/ENR-g-MFCs for biocomposite production, this could considerably increase %crystallinity over the PLA/ENR. By the hypothesis, grafting MFCs on ENR not only toughened PLA but the free hydroxyl of MFCs could produce a strong hydrogen bonding with pulp fibre as a reinforcement fibre for the biocomposite as well. The improved interfacial adhesion due to ENR-g-MFCs (Figures 3(f–h)) as the compatibilizers over ENR base (Figure 3(e)), was prominently subsequent to increase % crystallization, especially, the ENR-g-MFCs/fibre biocomposite showing the maximum of 23%. Theoretically, the cellulose fibre could perform like a nucleating agent, 17 due to a contrasting surface property between cellulose fibre (hygroscopic) and PLA (hydrophobic), this could activate crystallization for PLA molecules. This means that the improvement of compatibility causing fibre closer to matrix and activating crystallization for PLA molecules.
Thermal Activation Energy Analysis
Thermal activation energy could be exploited as an index for evaluation the stability of materials like biocomposites,
18
in which it is always dependent on molecular weight.
19
Hence, stabilization of molecular weight of PLA matrix is essentially considered. However, compounding PLA to cellulose fibre production of composite, always reduces themolecular weight of PLA due to hydrolytic degradation or thermo oxidative degradation.20,21 Therefore, in this research, the Ozawa-Flynn-Wall model was employed to investigate efficiency of compatibilizer based ENR-MFCs on molecular weight of PLA matrix as relative to the activation energy (Figure 4). The non-isothermal decomposition; the relationship between 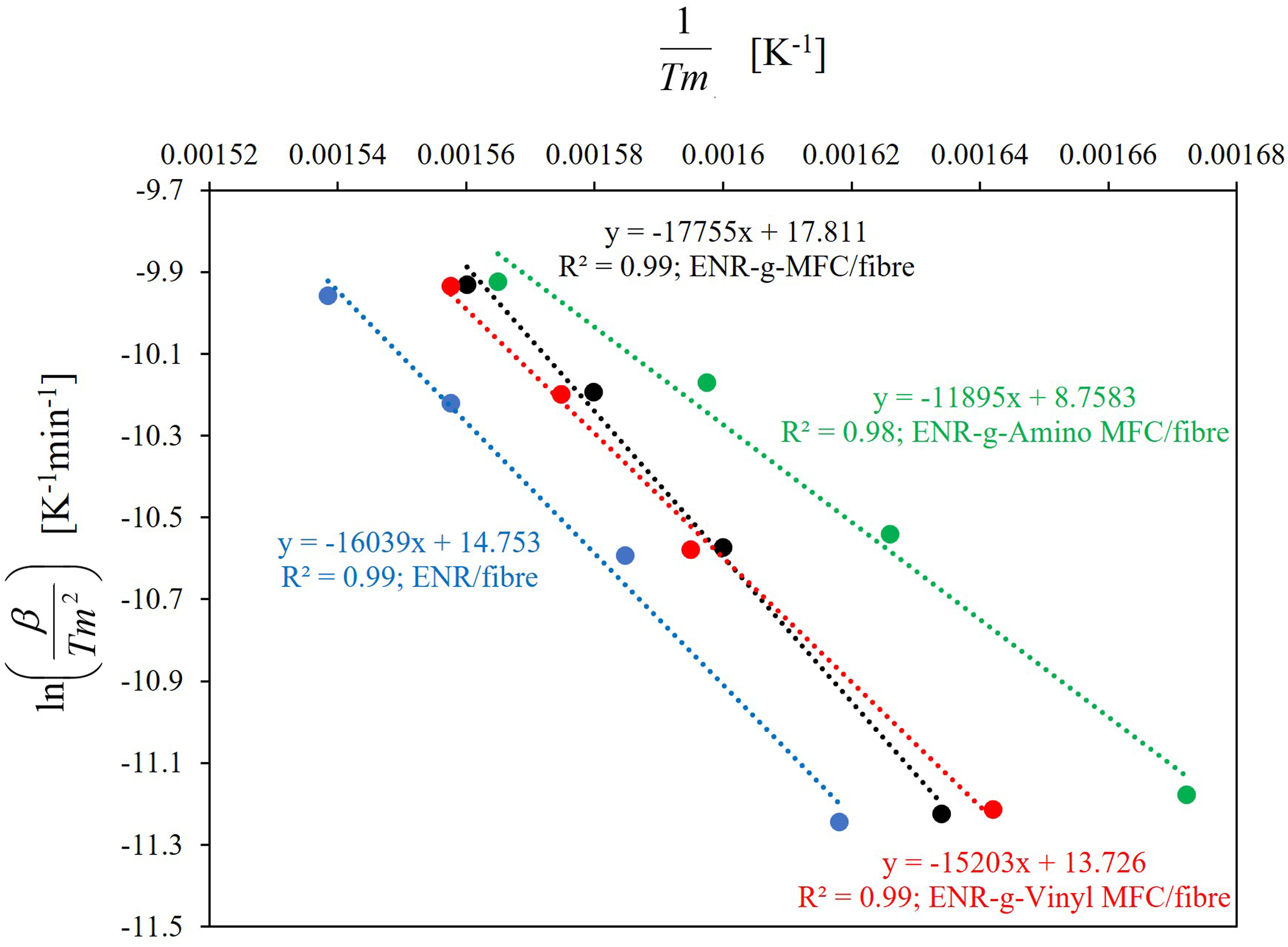
Activation energy and molecular analysis of PLA biocomposites.
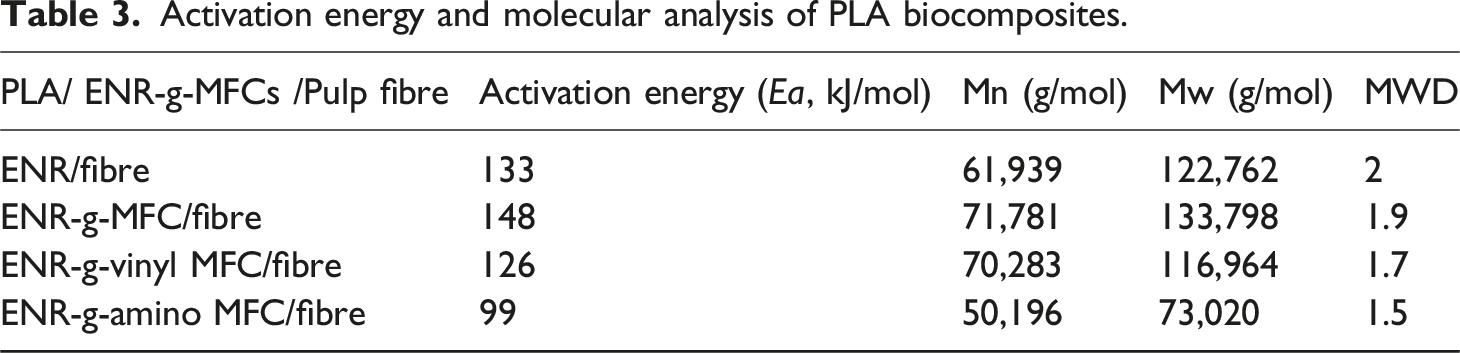
The possible reaction between PLA and ENR-g-MFCs could be explained by analysis of the molecular weight using GPC (Table 3). The ENR-g-Amino MFC/fibre had the lowest both Mn and Mw, which was attributed to the hydrolysis of amino groups (aminolysis) at chain ends (Scheme 1(b)). Since the amino groups of 3-aminopropyl triethoxysilane were more susceptible than the vinyl groups of vinyltrimoxysilane to carbonyl groups of PLA, degradation via hydrolysis was more advanced in the ENR-g-Amino MFC/fibre. Possibly, aminolysis could occur randomly in main chains of PLA (endo-hydrolysis), which would diminish the mechanical properties of the material (Figure 2). The Mn of the ENR/fibre was lower than the Mn of the ENR-g-MFC/fibre and ENR-g-Vinyl MFC/fibre. Possibly, the lower Mn of the ENR/fibre was caused by shear forces during compounding. The friction generated heat, and PLA molecules were degraded through chain scission. In extreme conditions, the π bond of the ethylene groups of ENR (75% by mole) could be cleaved to release high-energy radicals that shortened PLA molecules by thermal oxidation. In another hand, the molecular structures ENR-g-MFC/fibre consisted of the long chains of MFC, which might act as a barrier between PLA and ENR. Subsequently, molecular friction between ENR and PLA was reduced during processing, and thermal oxidation was mitigated. In the case of the ENR-g-Vinyl MFC/fibre, PLA and ENR-g-Vinyl MFC base (Scheme 1(a)) could engage since the CH = CH2 groups at chain ends of vinyl silane could act like guiding molecules due to hydrophobicity. Furthermore, as ascribed previously, the π bond (CH = CH2) of vinyl silane could be cleaved to radicals building covalently bond to α-carbon of PLA, thus taking ENR to be more compatible with PLA. This could confirm the compatibilizing potential of vinyl silanized MFC.
The relationship between thermal activation energy and molecular weight of the biocomposites is illustrated in Figure 5. The number average molecular weight (Mn), weight average molecular weight (Mw), and thermal activation energy of the biocomposites are summarized in Table 3. A linear relationship is observed molecular weight and thermal activation energy, particularly for Mw, with an R2 value of 0.96. The addition of ENR-g-MFCs and pulp fibres further increased the molecular weight and simultaneously promoted crosslinking, resulting in a more rigid structure. Consequently, the thermal activation energy increased with rising molecular weight. In thermal degradation, the polymer chains break down into smaller fragments. The energy required for this process, or the activation energy, is influenced by the polymer’s molecular weight. For higher molecular weight polymers, the activation energy tends to be higher due to the increased bond strength and chain entanglements. According to research by Behera et al.,
22
the thermal activation energy of PLA increases with molecular weight. This makes high-molecular-weight PLA more suitable for applications requiring thermal resistance. Welle and Franz
23
also demonstrated a similar trend, showing that higher molecular weight of Polyethylene Terephthalate (PET) correlates with greater thermal stability, as a higher activation energy is required to degrade the polymer chains. Some studies suggest a direct proportionality between activation energy and molecular weight in certain polymers. In other cases, the relationship may be nonlinear, depending on the polymer type, the presence of additives, and other factors. Relationship between activation energy and molecular weight of biocomposites.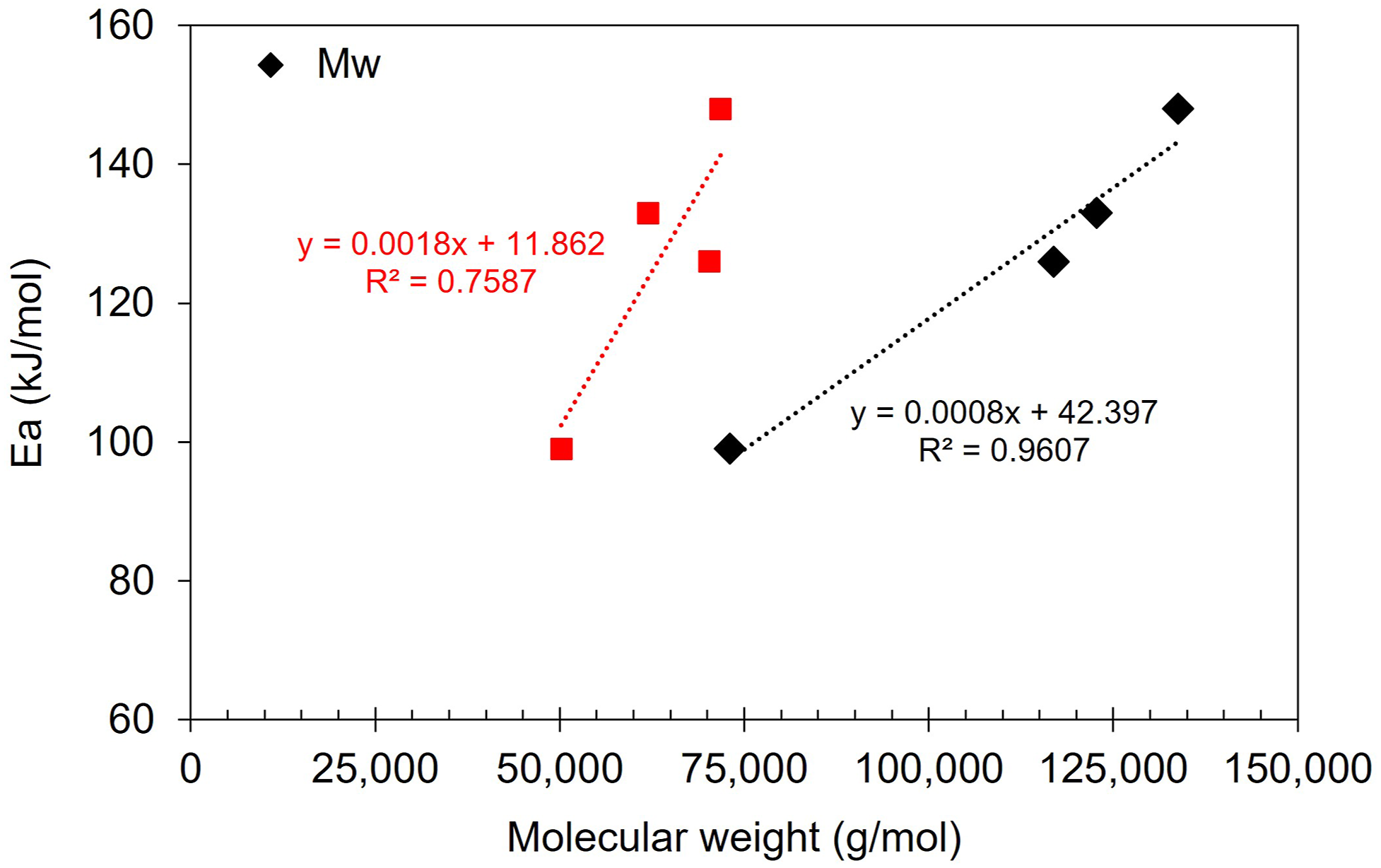
Physicochemical Analysis
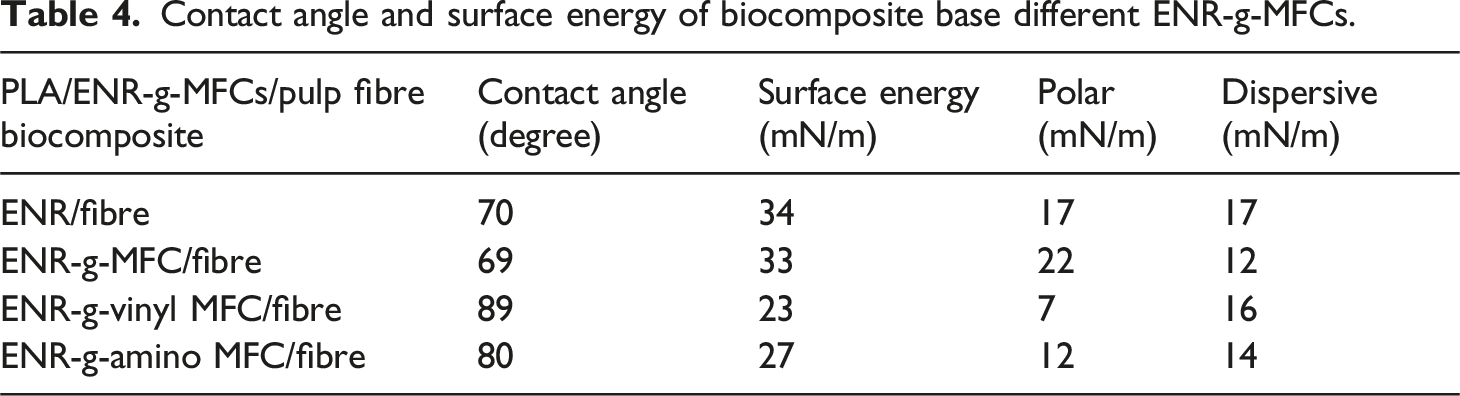
Contact angle and surface energy of biocomposite base different ENR-g-MFCs.
Hydrolytic Stability
The PLA/wood pulp biocomposites usually absorb ambient moisture or water due to the inherently hygroscopic nature of cellulose fibre. The water molecules cause the composite to swell, cracking is initiated and further damage follows. Additionally, due to hydrolysability of PLA, water–matrix interactions accelerate hydrolytic degradation, reducing molecular weight. Then, the degraded composite would fail.
In order to investigate hydrolytic resistance, the biocomposite was immersed in water at 35°C for 24 h. Dynamic mechanical–thermal analysis (DMTA) was deployed to study the viscoelastic properties of the samples. The peak of tan δ of the ENR/fibre shifted from 65.35°C to 60.85°C after immersion (Figure 6). This shift could indicate the phase behavior as occupying in the composite. The ENR/fibre was significantly affected by water. The reduction of Tg with increasing of damping factor (peak height) was evidence of the strong interaction between water and the PLA matrix. The contact angle and surface free energy analysis (Table 4) showed that the ENR/fibre was more hydrophilic than the ENR-g-Vinyl MFC/fibre and ENR-g-Amino MFC/fibre. Absorbed water could activate hydrolysis in the greater amorphous phase. Furthermore, ENR behaved like a plasticizer to increase the amorphous phase as well. The viscosity of PLA was then increased by the damping factor. On the other hand, the ENR-g-MFC/fibre, ENR-g-Vinyl MFC/fibre and ENR-g-Amino MFC/fibre all showed better stability as their tan δ profiles hardly changed. Tan δ of PLA/wood pulp biocomposites blended with ENR-g-MFCs before and after immersion in water for 24 h.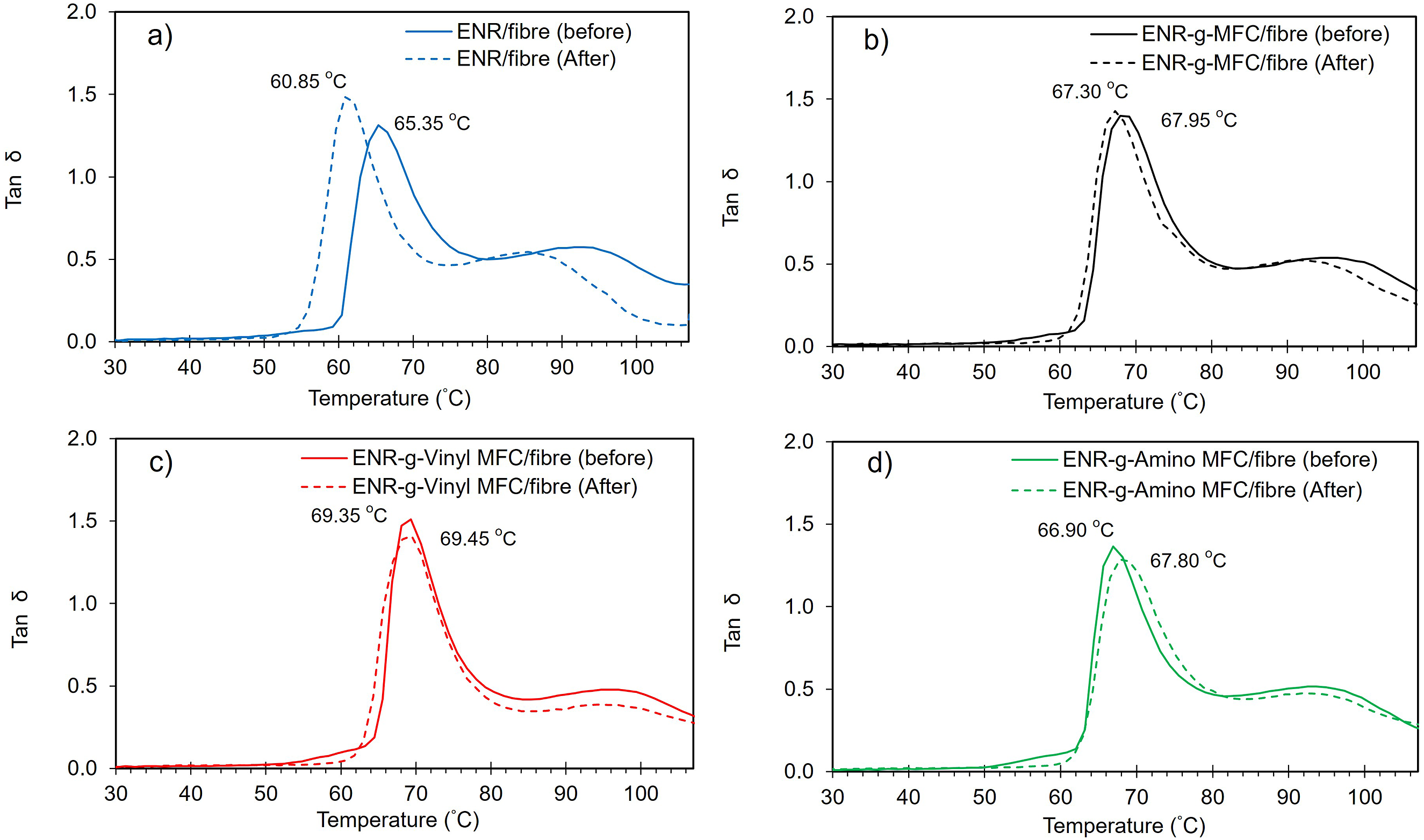
The ENR-g-MFC/fibre, ENR-g-Vinyl MFC/fibre and ENR-g-Amino MFC/fibre also demonstrated higher glass transition temperatures than the ENR/fibre, especially the ENR-g-Vinyl MFC/fibre (69.45°C before immersion and 69.35°C after). The almost unchanged Tg of this biocomposite could be attributed to the restriction of PLA by the interaction with cellulose, probably both cellulose and nanocellulose. Furthermore, the hardly changed Tg after immersion confirmed the resistance of PLA to water. The penetration of hydrophobic ENR molecules also protected PLA from water. The water resistance of the ENR-g-Vinyl MFC/fibre biocomposite could prolong the service lifetime of final products.
Conclusions
Vinyl-silanized MFC grafted to epoxidized natural rubber (ENR-g-Vinyl MFC) was an effective compatibilizer for a biocomposite of polylactic acid and wood pulp. The compatibilizer acted as a guiding molecule, facilitating compatibilization between PLA, ENR and cellulose phases during blending. Improved interfacial adhesion was a primary consequence. Although amino-silanized MFC grafted to ENR showed the best compatibilizing effects with 10% wt of wood pulp fibre filler, due to aminolysis, this formulation had the lowest molecular weight PLA phase and the lowest activation energy. However, both modified MFCs grafted to ENR, improved the hydrophobicity of the PLA/wood pulp biocomposite and could enable the use of this biocomposites in areas of high relative humidity.
Footnotes
Acknowledgements
The authors gratefully acknowledge Faculty of Science, Prince of Songkla University (PSU), Thailand for the provision of equipment and facility support.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data Availability Statement
The data will be made available on reasonable request.